C-DIAS Processor Module CCP 521
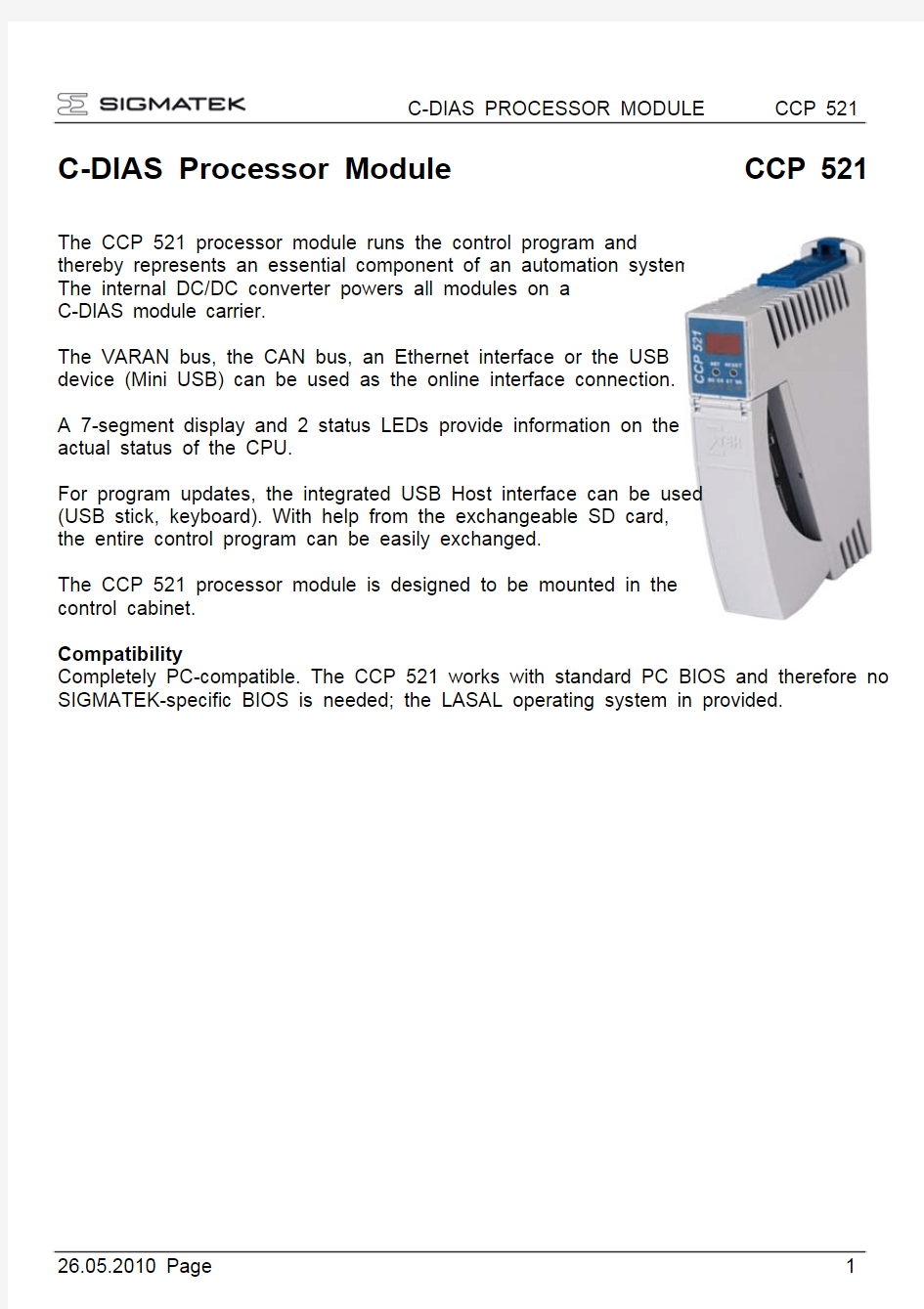
The CCP 521 processor module runs the control program and
thereby represents an essential component of an automation system.
The internal DC/DC converter powers all modules on a
C-DIAS module carrier.
The VARAN bus, the CAN bus, an Ethernet interface or the USB
device (Mini USB) can be used as the online interface connection.
A 7-segment display and 2 status LEDs provide information on the
actual status of the CPU.
For program updates, the integrated USB Host interface can be used
(USB stick, keyboard). With help from the exchangeable SD card,
the entire control program can be easily exchanged.
The CCP 521 processor module is designed to be mounted in the
control cabinet.
Compatibility
Completely PC-compatible. The CCP 521 works with standard PC BIOS and therefore no
SIGMATEK-specific BIOS is needed; the LASAL operating system in provided.
1 26.05.2010 Page
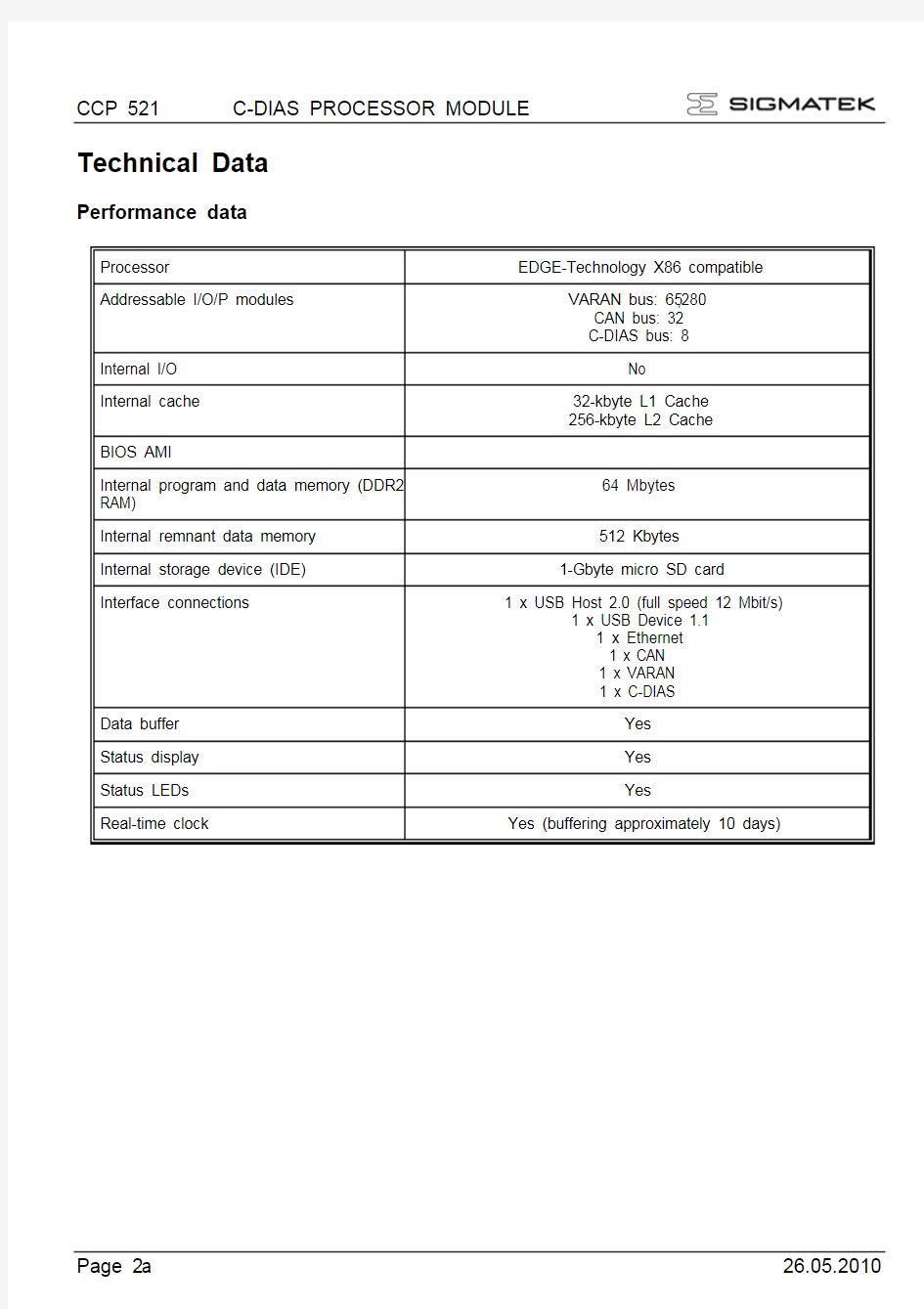
Technical Data
Performance data
Processor EDGE-Technology X86 compatible
Addressable I/O/P modules VARAN bus: 65,280
CAN bus: 32
C-DIAS bus: 8
Internal I/O No
Internal cache 32-kbyte L1 Cache
256-kbyte L2 Cache
BIOS AMI Internal program and data memory (DDR2
64 Mbytes
RAM)
Internal remnant data memory 512 Kbytes
Internal storage device (IDE) 1-Gbyte micro SD card
Interface connections 1 x USB Host 2.0 (full speed 12 Mbit/s)
1 x USB Device 1.1
1 x Ethernet
1 x CAN
1 x VARAN
1 x C-DIAS
Data buffer Yes
Status display Yes
Status LEDs Yes
Real-time clock Yes (buffering approximately 10 days)
Page 2 26.05.2010
a
Electrical requirements
Supply voltage +18 – 30 V DC
Typically 150 mA Maximum 500 mA
Current consumption of (+24 V)
power supply
Starting current For a very short time (~20 ms) : 30 A
Power supply on the C-DIAS bus Supplied by the CCP 521
Current load on C-DIAS bus
Maximum 1.2 A
(power supply for I/O/P modules).
Standard configuration
Ethernet 1 IP: 10.10.150.1 Subnet-Mask: 255.0.0.0
CAN bus Station: 00 Baud rate: 01 = 500 kBaud
Problems can arise if a control is connected to an IP network, which contains mod-
ules that do not contain a SIGMATEK operating system. With such devices, Ethernet
packets could be sent to the control with such a high frequency (i.e. broadcasts),
that the high interrupt load could cause a real-time runtime error. By configuring the
packet filter (Firewall or Router) accordingly however, it is possible to connect a
network with SIGMATEK hardware to a third party network without triggering the
error mentioned above.
3 26.05.2010 Page
Miscellaneous
Article number 12-104-521
Hardware version 1.x
Project back-up Internally on the micro SD card
Standard UL in preparation
Environmental conditions
Storage temperature -10 – +85 °C
Operating temperature 0 – +50 °C
Humidity 10 - 90 %, uncondensed
EMV stability According to EN 61000-6-2 (industrial area)
Shock resistance EN 60068-2-27 150 m/s2
Protection Type EN 60529 IP 20
Page 4 26.05.2010
Mechanical Dimensions
5 26.05.2010 Page
Connector Layout
Page 6
26.05.2010
X1: USB Device 1.1
X2: USB Host 2.0
It should be noted that many USB devices on the market do not comply with the relevant EMC standards for industrial environments. Connecting such a device can lead to malfunc-tions.
Pin Assignment
1 +5 V
2 D-
3 D+
4 -
5 GND
Pin Assignment
1 +5 V
2 D-
3 D+
4 GND
Pin Assignment
1 TX+
2 TX-
3 RX+
4 -
5 -
6 RX-
7 - 8
-
Pin
Assignment 1 TX+ / RX+ 2 TX- / RX- 3 RX+ / TX+
4 -
5 -
6 RX- / TX-
7 - 8 -
X3: Ethernet
X4: VARAN
26.05.2010 Page 7
X5: CAN-Bus
Pin Assignment
1 CAN A (CAN LOW)
2 CAN B (High)
3 CAN A (CAN LOW)
4
CAN B (High)
5 GND
6 -
Pin Assignment
1 +24 V supply
2 GND
X6: Power plug
X7: micro SD card
Sandisk SDSDQ-1024-K
Page 8 26.05.2010
Exchanging the micro SD card
The micro SD card is located under the LED cover.
To exchange the micro SD card, carefully lift the LED cover.
The micro SD card is located on the left side and can be
disengaged by lightly pressing on the card itself.
Remove the micro SD card.
26.05.2010 Page
9
Applicable connectors
USB Device: 5-pin, type mini B
USB Host: 4-pin, type A
Ethernet: 8-pin, RJ45
VARAN: 8-pin, RJ45
CAN-Bus: 6-pin Weidmüller plug, B2L3, 5/6
Supply: 2-pin Phoenix plug with screw terminal technology MC1, 5/2-ST-3,5
2-pin Phoenix plug with spring terminal FK-MCP1, 5/2-ST-3 a
Page 10 26.05.2010
Status Displays
Ethernet
Description
LED Color
Active Yellow Lights when data is exchanged over Ethernet
Link Green Lights when the connection between the two PHYs is established
VARAN
Description
LED Color
Active Yellow Lights when data is exchanged over the VARAN bus
Link Green Lights when the connection between the two PHYs is established
Control
Description
LED Color
ERROR Red Lights when an error occurs (defective USV)
DCOK Green Lights when the power supply is OK
11 26.05.2010 Page
Display
The CCP 521 processor module has a 2-digit decimal display (7 segment display) for the following functions:
- When configuring the processor module, the parameters are shown in the display. - If an error occurs while running the program or no valid user program is found, the display shows an error message. Thereby, "Er" (error) and the error code are displayed alternat-ingly. The same error code is also shown in the LASAL status line.
- While running the program, the display can be used to show digits using the system vari-able _cpuDisplay. Valid values are 0 to 255; values over 99, however, are not shown and the display remains dark.
Page 12 26.05.2010
CAN Bus Setup
This section explains how to configure a CAN bus correctly. The following parameters must
first be set: Station number and data transfer rate.
CAN bus station number
Each CAN bus station is assigned its own station number. With this station number, data
can be exchanged with other stations connected to the bus. Up to 31 stations can be in-
stalled in a CAN bus system. However, each station number can only be assigned once.
CAN bus data transfer rate
The data transfer rate (baud rate) for the CAN bus can be set. However, the longer the
length of the bus, the smaller the transfer rate that must be selected.
Value Baud rate Maximum length
00 615 kBit/s 60 m
01 500 kbit/s 80 m
02 250 kBit/s 160 m
03 125 kBit/s 320 m
04 100 kBit/s 400 m
05 50 kBit/s 800 m
06 20 kBit/s 1200 m
07 1 Mbit / s 30 m
These values are valid for the following cable: 120 ?, Twisted Pair.
NOTE: the following is valid for the CAN bus protocol: 1 kBit/s = 1 kBaud.
13 26.05.2010 Page
Configuration of the Process Module
Page 14 26.05.2010
To enter the mode for setting changes, press and hold the SET button while the C-IPC is
booting.
When the following appears in the display:
the SET button can be released.
After releasing the SET button, the first menu appears in the display.
With several short presses of the SET button, it is possible to switch through the various
menu points. By pressing the SET button for approximately 1.5 s, the menu is accessed
and the setting can be changed with short presses.
Once the desired changes are made, press the SET button for about 5 seconds to end the
process. If the changes are to be discarded, press the RESET button to restart the C-IPC.
The settings for the IP address, subnet mask and gateway are hexadecimal, whereas in the
left and right digits, 0 - F must be entered separately. The switch occurs when the SET
button is pressed for about 1.5 s.
The values from AUTOEXEC.LSL are used as the standard settings; changes are written
back to this file. Before this, the original content of the file is written to AUTOEXEC.BAK.
a
26.05.2010 Page
15
C1 ... CAN PLC station
00 – 30 ... Station number
C2 ... CAN PLC baud rate
00 ... 615.000
01 … 500.000
02 … 250.000
03 … 125.000
04 … 100.000
05 … 50.000
06 … 20.000
07 … 1.000.000
I1, I2, I3, I4 IP address I1.I2.I3.I4,
Hexadecimal
00 – FF respectively
S1,S2,S3,S4 Subnet Mask S1.S2.S3.S4,
hexadecimal
00 – FF respectively
G1,G2,G3,G4 Gateway G1,G2.G3.G4,
hexadecimal
00 – FF respectively
a
Page 16 26.05.2010
CAN Bus Termination
In a CAN bus system, both end modules must be terminated. This is necessary to avoid transmission errors caused by reflections in the line.
CAN-Bus-D-SUB-plug with terminating resistors
If the CCP 521 processor module is an end module, it can be terminated by placing a 150-Ohm resistor between CAN-A (Low) and CAN-B (High).
1 x 150-Ohm resistor
26.05.2010 Page 17
Wiring and Mounting Instructions
Earth Connection
The CCP 521 must be connected to earth over the mounting on the back wall of the control cabinet or over the earth terminal provided (C-DIAS module carrier). It is important to create a low-ohm earth connection, only then can error-free operation be guaranteed. The earth connection should have the maximum cross section and the largest electrical surface pos-sible.
Any noise signals that reach the CCP 521 over external cables must be filtered out over the earth connection. With a large (electrical) surface, high frequency noise can also be well dissipated.
Page 18 26.05.2010
Shielding
The wiring for the CAN bus, Ethernet and VARAN bus must be shielded. The low-ohm
shielding is either connected at the entry to the control cabinet or directly before the CCP
521 processor module over a large surface (cable grommets, grounding clamps)!
Noise signals can therefore be prohibited from reaching the electronics and affecting the
function.
ESD Protection
Before any device is connected to or disconnected from the CCP 521, the potential with
ground should be equalized (by touching the control cabinet or earth terminal). Static elec-
tricity (from clothing, footwear) can therefore be reduced.
19 26.05.2010 Page
Process Diagram
Page 20 26.05.2010
单位姓名工号 2015年度江汽股份黄带基础知识培训测试(B卷) 适用范围: __________出题教师:__________ 试卷满分 100分,考试时间 120分钟;英文字母书写要清楚、规范、正确。 一、单选题,以下各题有多个选项,其中只有一个选项是正确的,请选择正确答案并填写在答题卡上(本大题满分80 分,每小 题1分) 1.六西格玛管理是一项自上而下的管理活动,的支持和参与程度直接决定六西格玛管理的成败。 A .黑带大师B.高层领导C.绿带D.黑带 2.在确认卷烟制造过程中烟丝水分与加工时间之间是否具有相关关系时,以下哪种方法最有效? A .直方图B.控制图C.散点图D.排列图 ○ --------------------------------------3.下列哪项准确地描述了精益生产的核心理念? 装 A .尽可能提高作业的全自动化程度B .持续不断地识别和消除浪费 C.加强对产品关键特性的检验和测试,减少顾客抱怨D .数据驱动解决问题 4.以下关于顾客抱怨和顾客满意的说法,不正确的是: A .顾客抱怨是一种满意程度低的常用表达方式 B .顾客期望得到满足则顾客满意 C.顾客不抱怨代表顾客满意D .顾客满意程度会随时间变化 5.朱兰的质量管理三部曲是指: A .质量策划 -质量控制 -质量改进 B .质量目标 -质量策划 -质量改进 C.质量战略 -质量目标 -质量控制D .质量分析 -质量策划 -质量改进 6.下述关于项目目标 SMART 原则的解释,正确的是: A .具体的、可测量的、可行的、相关的、有时间限制的 B.挑战的、可测量的、可行的、满足管理要求的、有时间限制的 --------------------------------------- C.具体的、满足顾客要求的、可行的、相关的、有时间限制的 ○ 订 D .具体的、可测量的、可行的、相关的、满足顾客要求的 7.关于企业推行六西格玛管理的意义,不正确的是: A.六西格玛管理是一种统计工具,其强化了产品检验中抽样技术的应用 B.六西格玛管理将强化组织以顾客(包括内部顾客)为关注焦点 C.六西格玛管理将提升组织基于数据决策的能力 D.六西格玛管理倡导的是持续改进的文化,将推动组织文化变革 8.精益生产推行过程中,一项重要的工作是持续开展价值流分析(VSM ),关于价值和价值流相关概念的叙述中,不正确 的是: A.有价值的活动就是能为客户增加效用、客户认可的、愿意付费的产品、服务等流程活动 B.正确的确定价值就是指企业从顾客的观点来确定从设计到生产到交付的全部过程,实现顾客需求的最大满足 ------------------------------------- C.价值流是指从原材料转化为成品并给它赋予价值的全部活动 线 D .价值就是产品或者服务的标价,是成本和利润的总和 9.六西格玛管理最早由哪个公司提出? ○ B .霍尼韦尔C.索尼 D .摩托罗拉 A .通用电气 10.某六西格玛项目团队声称其项目关键质量特性水平已达到6σ水平,理论上其每百万次缺陷数为: A .6210B. 233C. 3.4D.0 11.在六西格玛管理的学习过程中,黄带需要知道用来表征准确度的特征参数是: A .中位数 B .偏倚C.标准差 D .众数 12.某黄带项目团队测得某产品的质量特性值数据如下:9、 5、8、 9、4、6,它们的众数为: A.4B.5C.9D.8 13.在六西格玛黄带知识的学习中,我们能够知道六西格玛管理改进的阶段和步骤分别是: -------------------------------------A.4,10B.5,10C.6,9 D .5,9 14.在六西格玛管理中,针对新产品/新流程设计的模式为: 第 1页(共 12页) A .DMAIC B . SIPO C C.DFSS D. PDSA 15.幸运的嘉年华转盘:玩这个游戏先要交10 元钱,然后选择一个转盘,转动指针,指针指 如果你期望赢到最多的钱,那么应选择哪个转盘? ¥16¥4 ¥ 20¥10¥ 1 ¥10 ¥0 ¥20 ¥8¥6 A . B .C. D . 16.零缺陷的质量管理理论是由以下哪位质量专家提出的? A .费根堡姆 B .朱兰C.戴明D.克劳斯比 17.某公司正在全面推进六西格玛管理,人力资源部将降低车间一线流失率作为改进项目。在项 的表述有不同意见,以下最恰当的是: A .半年内将某车间一线员工的流失率降低50%B.提高某车间一线员工的 C.将某车间一线员工的工资提高50%,使流失率为零D.签订长期雇佣协议,保 18.在谈到激励技巧时,常常会提到马斯洛(Maslow )的“人的五个基本需求”理论。马斯 最低层次的需求,当这个需求被满足后,激励便来自于下一个层次的需求。那么,按照马斯洛理 的顺序是: A.安全需要→生存需要→尊重→归属感→成就或自我实现 B.生存需要→安全需要→尊重→归属感→成就或自我实现 C.生存需要→安全需要→归属感→尊重→成就或自我实现 D.生存需要→安全需要→归属感→成就或自我实现→尊重 19.精益生产强调要“正确地确定价值”。以下对“价值”理解正确的是: A.价值大小是以制造工序的复杂程度来衡量的 B.价值大小是以活动花费的时间和成本来衡量的 C.价值大小是以顾客认为有必要、为顾客增加效用、顾客愿意为其付款来衡量的 D.价值大小是以公司对活动的战略定位来衡量的 20.鱼骨图中的鱼头代表什么? A .关键的 X B .主要原因C.次要原因 D .结果 21.当要了解两个连续变量间的相关关系时,应做以下哪种图? A .散点图 B .控制图C.因果图D.直方图 22.某租赁公司规定:租赁某设备顾客必须至少提前 3 天进行预订,租赁费用1000 元。 但仍要支付 1000元;如果没有下雨,顾客使用建筑设备完成工作可获得收入5000 元(纯 设备获得收益的期望值是多少? A .1000 元B.3200 元C.4000 元D. 5000 元 23.某受控过程的质量特性服从正态分布N( 53,3 2 )(注:均值 =53,方差 =3 2 ),上下规 的过程能力指数Cpk 为: A .0.67 B .1C. 1.33 D .1.67 24.在某轴棒生产过程中,轴棒的长度是关键质量特性。己知长度服从均值为50,标准 [49.4 ,50.6],则过程能力指数 Cp 为: A .0.1B.0.5C.1 D .2 25. 5S 是现场管理的基础工作,包括按顺序进行的五个步骤,则这五个步骤正确的顺序是: A .清扫 (SEISO) 、清洁 (SEIKETSU) 、整理 (SEIRI) 、整顿 (SEITON) 、素养 (SHITSUKE) B .清洁 (SEIKETSU) 、清扫 (SEISO) 、整理 (SEIRI) 、整顿 (SEITON) 、素养 (SHITSUKE) C.整理 (SEIRI) 、整顿 (SEITON) 、清扫 (SEISO) 、清洁 (SEIKETSU) 、素养 (SHITSUKE) D .整理 (SEIRI) 、整顿 (SEITON) 、素养 (SHITSUKF) 、清洁 (SEIKETSU) 、清扫 (SEISO) 第2页(共 12页)
六西格玛管理方法 六西格玛的名字源于统计学,西格玛是对过程质量特征值变化的衡量。如果过程质量特征值服从正态分布,西格玛是正态分布的标准差,如公差范围处于质量特征值分布的左右两侧6倍标准差(六西格玛)的位置,则即使考虑过程分布均值出现一些漂移(一般假设1.5倍西格玛),则出现缺陷的概率也不过是百万分之3.4。因此,六西格玛代表了一个很高的质量水平。 这是六西格玛的统计解释,我们现在所说的六西格玛,其实就是六西格玛管理的简称,其涵义就是用一切持续改进的方法来使你的工作质量达到六西格玛水平,如果你说的工作做得很好,如果用六西格玛的语言来说,我们可以说你的某项工作只有做到了六西格玛水平,也就是做一百万次,只有3.4次是不合格的,才算做得足够好。 又譬如,如果某个过程是由6项工作组成,第1项工作你达到了六西格玛水平,但是如果你的其他5项工作还是只有五西格玛,四西格玛的话,意味着你还有巨大的改善空间,需要努力去改善。 所以我们说六西格玛是一套系统的业务改进方法体系,是旨在持续改进企业业务流程,实现客户满意的管理方法。它通过系统地、集成地采用质量改进流程,实现无缺陷的过程设计(面向六西格玛的设计,简称DFSS),并对现有过程进行过程定义(Define)、测量(Measure)、分析(Analyze)、改进(Improve)、控制(Control),简称DMAIC流程,消除过程缺陷和无价值作业,从而提高质量和服务、降低成本、缩短运转周期,达到客户完全满意,增强企业竞争力。换句话说,六西格玛就是一个代名词,其含义是客户驱动下的持续改进。其方法体系的运用包括业务改进的各个方面:包括时间、成本、质量、服务等各个方面。其方法体系也不仅仅是统计技术,而是一系列的管理技术和工业工程技术的集成。 简言之,六西格玛管理模式是一种以顾客为导向的持续改进的管理模式。 六西格玛的魅力在于它是企业取得和保持竞争优势、获得突破性业绩改进的管理模式。从六西格玛的本质来看,六西格玛管理体现了科学管理方法在企业的系统和集成的应用。过去我们一直在讲科学管理或者管理现代化,如何理解科学化的管理模式,我认为首先就是要从企业业务流程和管理活动的特点和规律出发,分析业务流程或管理流程中的问题,从事实和数据出发,找出问题的根本原因,提出科学的问题解决方案,实现流程质量改进,并建立有效的业务流程控制体系,保持持续改进。 六西格玛管理模式之所以能够取得显著的效益,是因为: 首先,企业从战略出发选择改进机会并确定改进项目,保证了六西
气缸直行程控制阀 使用说明书 成都欧浦特控制阀门有限公司 ChengDu OPTIMUX Control Valves Co.,Ltd
一、 概述 OPGL 气缸直行程控制阀是成都欧浦特控制阀门有限公司引进美国先进技术,集多年成功的专业制造经验而生产的产品。该系列控制阀采用高刚性、大推力的气缸式执行机构,气源压力可达1.0MPa,气缸强大的推力可克服很高的介质流体压力。(OPGL 电动控制阀所配用的电动执行机构,根据用户要求确定)。自动对中心无螺纹连接卡入式阀座,使维修工作轻而易举,简单快捷。粗壮的阀杆及与其一体式的阀芯,能够承受高压差而阀芯不致脱落。另外它还综合了传统的单座控制阀、双座控制阀和笼式控制阀的优点,泄漏量小、稳定性好、允许压差高,使OPGL 气缸直行程控制阀充分显示出其独有的特点,它代表了国际九十年代末控制阀最先进的主流,我们相信广大客户在使用OPGL 气缸直行程控制阀时很快会发现其越来越多的优点。 在安装使用和维护OPGL气缸直行程控制阀前阅读本说明书将会给你很大的帮助。安装、操作或维修阀门时,使用和维修人员一定要充分地阅读安装说明,了解它的结构特点和拆装方法步骤,才能保证其安全运行。 OPGL 电动控制阀的用户请阅读本说明书和相应配套的电动执行机构的说明书。 OPGL 气缸直行程控制阀国内独家生产,具有国家发明专利的高科技产品。 二、 结构特点 1、OPGL 气缸直行程控制阀技术先进,性能卓越。具有调节、切断、切断压差大、泄漏量小等全部功能,特别适用于允许泄漏量小、而阀前后压差较大的自控系统,可同时替代薄膜式单座阀、双座阀及笼式阀。 2、标准化、模块化设计,库存备件少、维修更方便。 3、带弹簧的双作用气缸式执行机构,材质为压铸铝合金,体积小、重量轻,配双作用阀门定位器,动作灵敏、定位精度高,活塞的上部和下部同时接受纯净的压缩空气,气缸内部免受腐蚀。气源压力最高可达1.0MPa,推力大、行程速度快、使用寿命长。气源故障时弹簧可使阀门自动关闭或打开,保证了系统的安全。特殊设计的气缸卡环结构可使气关、气开方式在现场很方便地更换。同时具备了单作用执行机构和双作用执行机构的功能和优点。 4、自动调准中心插入式无螺纹连接阀座,通过阀盖和阀笼固定在阀体内,易于拆出、维修方便,控制阀可以在线检修,阀芯阀座密封面的优化设计和超精加工无需研磨就可以达到极小的泄漏量。 5、阀芯和阀杆为一体式,阀杆较传统类型阀杆粗3~4倍,可承受高压差并消除了阀芯脱落、阀杆弯曲断裂的事故隐患。 6、双顶式导向结构,阀芯与阀笼无接触,彻底消除了阀笼导向所引起的阀芯擦伤、阀笼卡死等阀门应用问题。 7、阀笼有多种设计:分别用于一般工况和高温高压差的严酷工况。如:消除气蚀型、降噪型,保护阀芯和阀体免受气蚀的损坏,大幅度降低噪音。 8、维修简单、快捷、经济,阀体不必从管线上拆下来,只需拧下阀盖法兰上的螺母,阀盖、阀芯、阀座零件就可很方便的依次取出检查,反之亦然。
清江水布垭水电厂技术标准 继电保护装置运行规程 QJ/SBY—02.09—2007━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━根据制订本企业技术标准的需要,参照有关技术规程,制订本规程。 I.主题内容与适用范围 1.1本规程分为两部分,第一部分为发变组保护,第二部分为线路保护。 1.2 本规程规定了清江水布垭电厂发变组保护和线路保护的运行操作、巡回检查以及操作注意事项。 1.3本规程适用于清江水布垭电厂继电保护装置的运行、维护、操作及事故处理等工作。 1.4清江水布垭电厂全体运行人员应熟悉精通本规程,从事生产、管理和检修维护工作的有关专业人员应了解、掌握本规程。 2. 引用标准及参考资料 2.1 原水电部《继电保护和安全自动装置技术规程》、《电力工业技术管理法规》。 2.2 国家电力公司《防止电力生产重大事故的25项重点要求》。 2.3 国家电力公司华中公司《继电保护及安全自动装置运行规程》。 2.4 《清江梯级调度规程》以及制造厂家有关技术说明书。 3. 保护一般规定 3.1任何电气设备严禁无主保护运行。 3.2电网调度机构管辖的继电保护及安全自动装置按定值通知单整定,梯调根据电网调度指令下令电厂进行投退,电厂其它保护装置的投退应报梯调许可;继电保护及安全自动装置在变更(包括运行方式、定值整定、更改等)后,运行人员必须和当值调度员进行定值通知单的核对,无误后方可投入运行。 3.3保护装置联片的投入、退出等操作由运行值班人员进行,在操作联片时,应注意不得与相邻联片及有关设备相碰,以防止保护误动或直流接地;保护装置的功能投退等操作由保护专业人员负责。 3.4维护人员在保护装置及二次回路上工作前,运行人员必须审查继电保护工作人员的工作票内容及其安全措施。 3.5继电保护工作完毕,运行人员检查工作票中所列安全措施恢复,连片及小开关的位置投入正确,检查检修交待所写内容是否清楚等。 3.6 继电保护及安全自动装置在运行中发现缺陷,现场人员应及时报告梯调值班人员,并通知维护人员处理,作好记录。若保护装置有拒动或误动的可能,紧急情况下,可先将保护装置停用,事后立即汇报。 3.7保护装置动作后,运行值班员应立即向调度员汇报,及时远传保护动作报告和故障录波信息,并及时向主管领导汇报及通知有关人员。 3.8继电保护及自动装置的信号复归要得到当班值守长许可。 3.9 清扫继电保护装置外壳时,应不使装置振动或用金属物碰撞装置接线,以防误动。 清江发电公司标准化委员2007-06-15 批准 2007—07—01 实施
2004 年度注册六西格玛黑带考试部分真题 (此样题基本按《六西格玛管理》的章节排列,题号后的中括号内所列数字即为章号。试题全部为选择题,分单选和多选两类。对于“多选题”,本样题中用“多选”加注,未加注者 皆为单选题。) 1[1]. 确定项目选择及项目优先级是下列哪个角色的责任 A. 黑带 B. 黑带大师 C. 绿带 D. 倡导者 2[1]. 在分析X ? R控制图时应 A. 先分析X 图然后再分析R 图 B. 先分析R 图然后再分析X 图 C. X 图和R 图无关,应单独分析 D. 以上答案都不对 3[1]. 质量管理大师戴明先生在其著名的质量管理十四条中指出“停止依靠检验达成质量的做 法”,这句话的含义是: A. 企业雇佣了太多的检验人员,对经营来说是不经济的。 B. 质量是设计和生产出来的,不是检验出来的。 C. 在大多数情况下,应该由操作人员自己来保证质量,而不是靠检验员保证。 D. 人工检验的效率和准确率较低,依靠检验是不能保证质量的。 4[1](多选).六西格玛管理方法 A. 起源于摩托罗拉,发展于通用电气等跨国公司 B. 其DMAIC 改进模式与PDCA 循环完全不同 C. 是对全面质量管理特别是质量改进理论的继承性新发展 D. 可以和质量管理小组(QCC)等改进方法,与ISO9001、卓越绩效模式等管理系统整合推进。 5[1](多选) . 推行六西格玛管理的目的就是要 A. 将每百万出错机会缺陷数降低到3.4 B. 提升企业核心竞争力 C. 追求零缺陷,降低劣质成本 D. 变革企业文化 6. [2] 在质量功能展开(QFD, Quality Function Deployment) 中,首要的工作是: A. 客户竞争评估 B. 技术竞争评估 C. 决定客户需求 D. 评估设计特色 7. [2] 在某检验点,对1000 个某零件进行检验,每个零件上有10 个缺陷机会,结果共发现16 个零件不合格,合计32 个缺陷,则DPMO 为 A. 0.0032 B. 3200 C. 32000 D. 1600
人资社科 Human Resources & Social Sciences 六西格玛方法在汽车制造企业项目管理中的应用 刘玮 同济大学经济与管理学院 摘要:文章结合了上海汽车的实际情况,阐述了如何运用六西格玛的基本理论及方法,结合项目在汽车制造企业中进行汽车生产制造的各项活动,分析当前中国汽车制造企业项目管理运用现状,并提出自我见解。 关键词:六西格玛方法;汽车制造;应用 引言 六西格玛管理是在提升顾客满意程度同时,降低经营成本和周期进程的方式方法,是以数据为基础的质量制约途径。由于项目极具自身独有特色,在项目监管中,不少工作难以运用数据来衡量,其中,在应用六西格玛管理中,极具一定的特殊性。 六西格玛概念 六西格玛(西文为:σ),在统计学中表示“标准差”,是用以表示数据相对平均值的分散程度。六西格玛的狭义概念只表示统计学中的内涵,即在过程输出为正态分布情形下,在每百万个输出中,有3.4个出现在+6σ和-6σ范畴之外。六西格玛的广义概念则是一种处理问题的思维途径。六西格玛管理是以提升顾客满意程度为目的,同时,减少经营成本和周期进程的稳健革新途径,采用提升组织核心过程的运行质量,进而提升企业赢利潜质的管理形式。 六西格玛管理特征 (1)以顾客为核心 顾客需求是项目开发真正的导向,六西格玛是以顾客为核心,关注顾客需要。然后分析需求要素中哪个最重要,并找到最佳组合。可见,六西格玛是凭借顾客需求,并确定管理项目,把重点放在顾客最在乎的产品特质上。 (2)提升组织业绩 六西格玛管理瞄准目标有两个方面,一是提升顾客满意度,通过提升顾客满意度,以此加强组织效益;二是降低资源成本,通过降低资源成本,尤其是不良质量成本损失COPQ,加强组织收入,这也是它受到众多企业欢迎的关键原由。 (3)重视数据和事实 六西格玛管理方式是高度重视数据的一种管理方法。它通过计算每一机会中的缺陷数(DPO)、每百万机会中的缺陷数(DPMO),不但针对产品质量,也进行针对工作质量、过程质量的测量和评估,进而获得改进机会,降低工作差错和产品缺陷目标。所以,六西格玛管理使其成为一种数字化、可测量的科学。 (4)以项目为动力 六西格玛管理方式的实施以项目为基础单元,通过每个项目的实施,并来以此体现。 (5)实现突破性质量改进 六西格玛项目的显著特点是项目改进均具有突破性,采用这种改进,可以让产品质量得到显著提升,或者让流程获得一定性的改造,进而使组织获得显著的经济利益。突破性改进的实现是六西格玛一大特点,也是组织业绩提升的源泉。 (6)遵循DMAIC的改进途径 六西格玛有一套系统而全面地发现、分析、解决问题的方法与步骤,这就是DMAIC的改进方法,即:D(Define)项目定义、M(Measure)数据收集、A(Analysis)数据分析、I(Improve)项目改善、C(Control)项目控制。 六西格玛在车间生产中的应用 我车间的现状环境分析:质量与可靠性基础薄弱、技术难度大、生产品种多等因素,不利于产品高效高质量的交付使用。存在的突出质量问题也呈现出多发性和复杂性。针对目前的生产状态,我们将运用六西格玛管理进行调整。 1、在项目管理中的应用 在导入六西格玛管理的初期,我车间结合生产实际及对项目的要求,车间选择《减小XX—XX尺寸质量偏差》项目,按照六西格玛方法的关键流程DMAIC进行项目的实施。 D:界定项目范围。首先确认顾客的关键要求VOC,并将此转换为过程输出的关键质量特性CTQ。在项目的界定阶段,使用SIPOC分析方法确定项目关键指标并编制项目立项表。 M:测量阶段是项目工作的关键环节,主要体现了事实和数据驱动管理的特点。数据收集采用了简单随机抽样,并对数据的分布进行分析。由于此项目的测量系统为三坐标,精度较高,不需作测量系统分析。通过对生产过程能力具体分析,发现过程能力指数都较小且相差不大,说明问题主要是西格玛太大,目标改进应着重于降低过程波动。 A:分析阶段对现状的数据进行收集,运用头脑风暴法汇总了潜在的原因。根据流程图,做出尺寸质量的PFMEA,假定了少数的关键原因。通过流程试验,找出了问题产生的根本原因,并指出提高加料速度、固定零件安装人,尽量固定线上测量人,是需要改进的方面。 I:改进阶段,对所确认的原因采取了相应的措施,同时运用实验设计,对各因子进行微调。保证下一批生产过程中实行定员、不在位置放置产品,强调生产的速度。 C:控制阶段保持了改进阶段的成果,编制了作业指导书,以此形式对积累的经验进行推广传承。通过此项目的实施,在后续的型号批生产应用中取得了显著的成绩,顾客对尺寸质量的满意度达99%。 2、在生产环节中的应用 车间要求工艺员为所管的产品生产绘制详细的流程图,识别最可能造成缺陷问题的流程或步骤,以便在生产过程关注并采取相应的措施。在规范关键工序时制定操作细则,即SOS。利用班前会,头脑风暴法对生产的各个工序进行有效预防控制。车间采取每人每月提出一条合理化建议,要求人人参与管理;在团队建设风格上强调无边界的合作:各个班组、职能部门之间的沟通协调;在优化核心生产过程中坚持PDCA循环,进行持续改善;采取了六西格玛方法以后,车间各方面的管理工作取得了实质性的进展,在厂里车间被评为“管理先进单位”。 六西格玛应用的意义及建议 作为汽车行业的重要标杆企业,研制生产技术先进、性能稳定、安全可靠、的汽车产品是汽车人责无旁贷的神圣使命,全面推行六西格玛管理战略性决定体现了汽车人“追求卓越、铸造精品”的质量目标。六西格玛管理的组织框架不断完善,为质量变革注入了新鲜的血液,也为质量文化的创新提供了新思路。 六西格玛实施过程存在的问题:1)部门之间的壁垒或人为抵触;2)缺少激励机制;3)缺乏财务支持和科学的评估;4)只关注节流忽略开源。 我单位由于生产过程变异多,在管理中以关键客户需求和业务需求为依据,以质量为目标,科学应用六西格玛管理思想、系统和技术步骤,着力解决本企业存在的问题,提高企业管理水平,增强企业核心竞争力。 参考文献 [1] 彼得S·潘德,罗伯特P·纽曼,罗兰R·卡瓦纳著,刘合光等译.6σ管理法.管理纵横谈[M].北京:机械工业出版社,2002 [2] 余锋,张东,徐佳盈.从战略到执行.2009 [3] 戴之渊.六西格玛在质丝质量管理中的应用.2007(05) [4] 胡锫,程瑾.六西格玛管理方法在项目中的应用.2009(07) >才智/282
高压柜技术要求及规范 一、有关技术标准 本部分有关标准包括但不限于以下的IEC标准和相应的GB 标准。若IEC标准和GB标准有不同之处,则应符合其中标准较高的一个。 1.1IEC62271-100 《交流高 压断路器》 1.2IEC-60044-1 《电流互感 器》 1.3IEC-60044-2《电压互感 器》 1.4IEC255《继电器》 1.5IEC282《高压熔断器》 1.6IEC62271-200 《1kV及 以上52kV及以下交流金属封闭开关设备和控制设备》 1.7IEC446《根据颜色和数字 鉴别导线》 1.8IEC529《外壳防护等级》 1.9IEC60694 《高压开关设 备标准的共用条款》 1.10IEC-6009-4《交流系统用 无间隙金属氧化物避雷器》 1.11IEC-62271-102《高压交流 隔离开关和接地开关》 1.12GB156-2003标准电压
1.13GB311.1-1993高压输变电 设备的绝缘配合 1.14GB311.6-83高电压试验技 术 1.15GB/T16927.1-16927.2-19 97高电压试验技术 1.16GB763-90交流高压电器在 长期工作时的发热 1.17GB2900.1-82电工名词术 语基本名词术语 1.18GB3309-89高压开关设备 常温下的机械试验 1.19GB7354-87局部放电测量1.20GB3906-2006 3.6~ 40.5kV交流金属封闭开关设备和控制设备 1.21GB11022-2011高压开关 设备通用技术条件 1.22SD/T318-89高压开关柜闭 锁装置技术条件 1.23DL/T402-1999交流高压断 路器订货技术条件 1.24DL/T404-2007户内交流高 压开关柜订货技术条件 1.25DL/T486-2000交流高压隔 离开关订货技术条件 1.26DL/T403-200012-40.5kV
六西格玛绿带考试 姓名公司/部门分数 1. 在下列陈述中,不正确的是: A. 六西格玛管理仅是适合于制造过程质量改进的工具; B. 六西格玛管理是保持企业经营业绩持续改善的系统方法; C. 六西格玛管理是增强企业领导力和综合素质的管理模式; D. 六西格玛管理是不断提高顾客满意程度的科学方法。 2. 在分析X-R控制图时应 A.先分析X图然后再分析R图 B.先分析R图然后再分析X图 C. X图和R图无关,应单独分析 D.以上答案都不对 3. 质量管理大师戴明先生在其著名的质量管理十四条中指出“停止依靠检验达成质量的做法”,这句话的含义是: A.企业雇佣了太多的检验人员,对经营来说是不经济的。 B.质量是设计和生产出来的,不是检验出来的。 C.在大多数情况下,应该由操作人员自己来保证质量,而不是靠检验员保证。 D.人工检验的效率和准确率较低,依靠检验是不能保证质量的。 4.下列说法错误的是: A.界定阶段包括界定项目范围、组成团队。 B.测量阶段主要是测量过程的绩效,即Y,在测量前要验证测量系统的有效性,找到并确认影响Y的关键原因。 C.分析阶段主要是针对Y进行原因分析,找到并验证关键原因。 D.改进阶段主要是针对关键原因X寻找改进措施,并验证改进措施。 5.在以下常用的QC新七种工具方法中,用于确定项目工期和关键路线的工具是: A.亲和图 B.矩阵图 C.PDPC法 D.网络图 6. 在质量功能展开(QFD, Quality Function Deployment) 中,首要的工作是: A.决定客户需求 B.技术竞争评估 C.客户竞争评估 D.评估设计特色
7.在某检验点,对1000个某零件进行检验,每个零件上有10个缺陷机会,结果共发现16个零件不合格,合计32个缺陷,则DPMO为 A. 0.0032 B. 3200 C. 32000 D. 1600 8.六西格玛项目团队在明确项目范围时,应采用以下什么工具? A.因果图 B. SIPOC图 C. PDPC法 D.头脑风暴法 9.下述团队行为标示着团队进入了哪个发展阶段? 团队的任务已为其成员所了解,但他们对实现目标的最佳方法存在着分歧,团队成员仍首先作为个体来思考,并往往根据自己的经历做出决定。这些分歧可能引起团队内的争论甚至矛盾。 A.形成期 B.震荡期 C.规范期 D.执行期 10. 劣质成本的构成是: A.内部损失和外部损失成本 B.不增值的预防成本+鉴定成本+内部损失和外部损失成本 C.不增值的预防成本+内部损失和外部损失成本 D.鉴定成本+内部损失和外部损失成本 11. 对于离散型数据的测量系统分析,通常应提供至少30件产品,由3个测量员对每件产品重复测量2次,记录其合格与不合格数目。对于30件产品的正确选择方法应该是: A.依据实际生产的不良率,选择成比例的合格及不合格样品 B.至少10件合格,至少10件不合格,这与实际生产状态无关 C.可以随意设定比率,因为此比率与测量系统是否合格是无关的 D.以上都不对 12.美国工程师的项目报告中提到,在生产过程中,当华氏度介于(70,90)之间时,产量获得率(以百分比计算)与温度(以华氏度为单位)密切相关(相关系数为0.9),而且得到了回归方程如下: Y = 0.9X + 32 黑带张先生希望把此公式中的温度由华氏度改为摄氏度。他知道摄氏度(C)与华氏度(F)间的换算关系是:C = 5/9 (F – 32) 请问换算后的相关系数和回归系数各是多少? A.相关系数为0.9,回归系数为1.62 B.相关系数为0.9,回归系数为0.9
奥咨博六西格玛绿带培训内容 第1天:Define--六西格玛定义阶段 一、6 Sigma管理综述(原理、模型、组织、资源与活动) 1、什么是六西格玛; 2、为何需要六西格玛?; 3、如何应用六西格玛?; 4、六西格玛的组织模型 二、如何启动和界定一个6 Sigma项目 1、项目小组; 2、项目来源; 3、项目选择标准; 4、制作项目计划; 5、小组成员职责 三、六西格玛项目管理工具 1、亲和图; 2、关联图; 3、树图; 4、矩阵图; 5、优先矩阵图; 6、过程决策程序图; 7、网络图 四、统计学的基本原理 1、变异; 2、总体和样本; 3、参数和统计量; 4、描述统计; 5、常用的离散分布:0-1分布,二项分布、泊松分布、超几何分布; 6、常用的连续分布:正态分布、均匀分布、指数分布、对数正态分布、威布尔分布 五、品质成本分析 1、质量损失函数; 2、品质成本与利润的关系; 3、预防成本; 4、鉴定成本;
5、缺陷成本 六、中质协/美质协考题解析 1、考试大纲题型练习; 2、重点、难点题型练习 第2天:Measure--六西格玛测量阶段 一、MINITAB介绍 1、MINITAB的作用; 2、MINITAB的视窗; 3、MINITAB的基本操作; 4、MINITAB实际操作演练 二、测量系统分析 1、测量误差的组成; 2、测量系统分析的目的; 3、测量系统分析步骤; 4、连续数据测量系统分析; 5、分辨力; 6、稳定性; 7、偏倚; 8、偏倚的线性; 9、重复性和再现性; 10、精度; 11、精度的线性; 12、Gage R&R及P/T Ratio 三、变异源分析 1、变异源分析-交叉关系; 2、变异源分析-嵌套关系; 3、交叉嵌套相结合 四、过程能力分析 1、过程变异; 2、过程能力; 3、过程能力指数; 4、短期能力和长期能力; 5、过程绩效; 6、过程绩效指数;
ABB中压产品服务业务手册
目 录 3 1 服务业务概述 3 1.1 公司介绍 6 1.2 服务特点 8 2 产品生命周期管理 8 2.1 安装调试 8 2.2 运行保障 9 2.3 返厂维修 9 2.4 备品备件 10 2.5 客户培训 11 3 产品升级改造、扩容 11 3.1 系统扩容 11 3.2 升级改造 12 3.2.1 开关柜改造 12 3.2.2 环网柜改造 12 3.2.3 户外开关改造 12 3.2.4 保护控制改造 12 3.2.5 断路器改造 12 3.2.6 系统改造 13 3.2.6.1 快速灭弧器(UFES) 13 3.2.6.2 发电机出口断路器(GCB) 13 3.2.6.3 快速限流器(Is Limiter) 14 3.2.6.4 快速切换系统(SUE3000) 14 3.2.6.5 智能化电网应用 15 4 产品运行绩效提升 15 4.1 产品诊断 15 4.2 技术咨询 15 4.3 环保服务 15 4.4 远程支持 2 目录 | ABB中压产品
1 服务业务概述 ABB中压产品 | 服务业务概述 3 1.1 公司介绍 ABB (https://www.doczj.com/doc/b82851226.html,) 是位居全球500强之列的电力和自动化技术领域的领导厂商,致力于帮助电力、公共事业和工业用户提高业绩,同时降低对环境的不良影响。ABB集团业务遍布全球100多个国家,拥有12万名员工。ABB在中国拥有包括研发、制造、销售和服务等全方位的业务活动。在中国的1.5万名员工,在60个不同城市服务于30家本地企业和38个销售与服务分公司。 ABB是世界上最大的电力产品供应商,ABB电力产品部门分为高压业务部、中压业务部和变压器业务部,中压业务部提供1~50kV的输配电开关设备、配电自动化产品及服务。 ABB电力产品中压业务部在中国有六家企业;厦门ABB开关有限公司,北京ABB高压开关设备有限公司,厦门ABB电器控制设备有限公司,厦门ABB输配电自动化有限公司,天津ABB开关有限公司及广东四会ABB互感器有限公司。其中厦门ABB开关有限公司及北京ABB高压开关设备有限公司多年蝉联中国电气工业100强。 ABB致力于增强中压开关市场的领导地位,不断创新产品、管理和业务模式,引导市场发展,促进中压行业和社会进步。ABB以“先进的技术、可靠的产品、完美的服务”为服务宗旨,从产品生命周期管理、产品升级改造扩容及产品运行绩效 提升三方面,为客户提供贯穿产品生命周期的全方位服务,包含设备的安装调试,运行保障,返厂维修,备品备件,客户培训,系统扩容,升级改造,产品诊断,技术咨询,环保服务,远程支持等服务。ABB的服务贯穿产品生命周期,为客户专注于其核心业务提供保障。 ABB中压服务团队拥有两百多位现场经验丰富、专业知识全面、通过考核并取得服务资质的现场服务工程师。ABB已经在北京、上海、广州、厦门等全国十多个大中城市设立服务机构,为当地客户提供快捷、优质的服务。同时,ABB通过客户满意度调查,及时了解客户的反馈和需求,不断改进、优化服务,为用户提供更好的服务。 随着用户要求的不断提高, ABB中压产品服务部门依托ABB全球资源优势,分享ABB全球服务经验,通过与ABB全球服务网络的密切合作,ABB可进一步拓宽服务范畴,增加服务内容。本服务业务手册将为您提供有关服务信息,以备参考,也可根据特殊要求为用户量身定做解决方案。如需进一步了解详情,请致电ABB中压产品服务事业部。 客户服务热线:400-820-9696, 800-820-9696备品备件网址:https://www.doczj.com/doc/b82851226.html, 电子邮箱:https://www.doczj.com/doc/b82851226.html,dmx@https://www.doczj.com/doc/b82851226.html,
北京六西格玛黑带(SSBB)培训专题 北京六西格玛黑带(SSBB)培训开课日期:随到随学/常年招生 北京六西格玛黑带(SSBB)培训方式:面授课程 北京六西格玛黑带(SSBB)培训学校:深圳天行健管理咨询有限公司 通过为期4个月的培训(培训共20天分4期完成每期5天),
为企业培养六西格玛黑带专家,使其能够持续为企业完成项目并获得突破性的财务效益。 北京六西格玛黑带(SSBB)培训内容: 第一天:Define--六西格玛定义阶段:发现、确认问题 第一讲:6sigma管理综述 1、什么是六西格玛? ---六西格玛的系统概念! 2、为何需要六西格玛?---企业推行六西格玛的必要性分析
3、如何应用六西格玛?---企业推行六西格玛可行性分析 4、六西格玛的组织模型---企业推行六西格玛的组织架构分析 5、六西格玛的发展复制---我国采用六西格玛的趋势 6、六西格玛适合我们吗――从六西格玛的角度看问题 第二讲:如何启动和界定一个6 SIGMA项目 1、项目小组---如何组建项目团队? 2、项目来源---什么是项目,项目从哪里来? 3、项目选择标准---如何评选合适的六西格玛项目? 4、制作项目计划 第三讲:劣质成本分析(企业成本的种类与构成)
1、质量损失函数、品质成本与利润的关系 2、预防成本、鉴定成本、缺陷成本 3、能力值与品质成本的对应关系 4、统计学的基本原理与专业术语介绍 第四讲:D阶段实用方法分析法与工具 1、因果图、因果矩阵的概念、用途及、制作方法和步骤 2、柏拉图的概念、用途及、制作方法和步骤 3、QFD的概念、用途及、制作方法和步骤 4、SIPOC图的方法与运用 5、风险分析与SWOT分析的方法与运用 6、六西格玛项目报告
调节阀手册第一章概述 O.P.小洛维特 在现代化工厂的自动控制中,调节阀起着十分重要的作用,这些工厂的生产取决于流动着的液体和气体的正确分配和控制。这些控制无论是能量的交换、压力的降低或者是简单的容器加料,都需要靠某些最终控制元件去完成。最终控制元件可以认为是自动控制的“体力”。在调节器的低能量级和执行流动流体控制所需的高能级功能之间,最终控制元件完成了必要的功率放大作用。 调节阀是最终控制元件的最广泛使用的型式。其他的最终控制元件包括计量泵、调节挡板和百叶窗式挡板(一种蝶阀的变型)、可变斜度的风扇叶片、电流调节装置以及不同 于阀门的电动机定位装置。 尽管调节阀得到广泛的使用,调节系统中的其它单元大概都没有像它那样少的维护工作量。在许多系统中,调节阀经受的工作条件如温度、压力、腐蚀和污染都要比其它部件更为严重,然而,当它控制工艺流体的流动时,它必须令人满意地运行及最少的维修量。 调节阀在管道中起可变阻力的作用。它改变工艺流体的紊流度或者在层流情况下提供一个压力降,压力降是由改变阀门阻力或"摩擦"所引起的。这一压力降低过程通常称为“节流”。对于气体,它接近于等温绝热状态,偏差取决于气体的非理想程度(焦耳一汤姆逊效应)。在液体的情况下,压力则为紊流或粘滞摩擦所消耗,这两种情况都把压力转 化为热能,导致温度略为升高。 常见的控制回路包括三个主要部分,第一部分是敏感元件,它通常是一个变送器。它是一个能够用来测量被调工艺参数的装置,这类参数如压力、液位或温度。变送器的输出被送到调节仪表一一调节器,它确定并测量给定值或期望值与工艺参数的实际值之间的偏差,一个接一个地把校正信号送出给最终控制元件一一调节阀。阀门改奕了流体的流量,使工艺参数达到了期望值。 在气动调节系统中,调节器输出的气动信号可以直接驱动弹簧-薄膜式执行机构或者活塞式执行机构,使阀门动作、在这种情况下,确定阀位所需的能量是由压缩空气提供的,压缩空气应当在室外的设备中加以干燥,以防止冻结,并应净化和过滤。 当一个气动调节阀和电动调节器配套使用时,可采用电-气阀门定位器或电-气转换器。压缩空气的供气系统可以和用于全气动的调节系统一样来考虑。 在调节理论的术语中,调节阀既有静态特性,又有动态特性,因而它影响整个控制回路成败。静态特性或增益项是阀的流量特性,它取决于阀门的尺寸、阀芯和阀座的组合结构、执行机构的类型、阀门定位器、阀前和阀后的压力以及流体的性质。第5章中将详细地介绍这些内容。 动态特性是由执行机构或阀门定位器-执行机构组合决定的。对于较慢的生产过程,如温度控制或液位控制,阀的动态特性在可控性方面一般不是限制因素。对于较快的系统,
521综保合闸闭锁调试步骤 一、安装软件 1.安装cap501 2.增加user 二、创建新设备 1. 新建设备(点选图标中第二个) 2. 选择Protection&Control 3. 所列出条目中选Rex52x-Rex521(第五个) 4. 点击ok 5. 命名(例如521即可) 6. 点击ok 三、设置连接参数 1. 点选图标中第四个 2. 点击Attributes…(右侧第三个) 3. 在Rex52x Config栏中找到Hardware library选择Rex521 HIGH 4. Standard configuration library中选择H51(根据综保下部选择对应参数Hxx) 5. 其他为默认选项 6. 点击ok 7. 在conmmunication栏目中的protocol中选择SPA 8. SPA address中必须填入与综保前置端口中SPA地址相同(一般为1)
9. 点击ok 注:如conmmunication栏目中无参数选择,则需要新建,点击protocol右侧System configuration,点击Add新建连接,Iput port number填写1,protocol中选SPA,其他默认,点击ok完成。 四、配置综保参数 1.双击右侧栏目中Relay Setting Tool(第一个) 2.View中勾选第一个点击图标中第五个(选择all即为上传所有 数据,也可单独上传当前页面),从综保上传参数(等待上传 时间较长) 3.View中勾选第二个点击图标中第五个,从综保上传参数 4.上传完成后如需保存原始数据可点击图标中第二个,选择想保 存目录,保存 5.可在此页面更改定值等参数 6.关闭此页面 7.双击右侧栏目中Graphical I/O Setting Tool(第二个) 8.关联保护动作跳闸闭锁合闸回路,需点击Output matrix在矩阵 中设置,SO1与SO2点位中有常闭点所以只能用这两个。以设 置SO1为例,有以下原则: (1)竖列中只能使用Trip 1—5 (2)横行中使用SO1这一列 (3)不同组中同列不能重复点选,如后边有点必须点掉 (4)实心圆圈代表脉冲信号,带十字圆圈代表保持信号(闭
上海朱兰质量研究院六西格玛绿带培训考试试题 姓名: 公司/部门: 单项选择: 1.六西格玛改进的五个阶段D、M、A、I、C中的D表示。 a.Do 实施b.Define 界定 c.Design 设计d.Defect 缺陷 2.在最初的团队会议上,团队应该: a.建立基本的规则和讨论成员的责任 b.在项目的目标、范围、计划和时间表上达成一致意见 c.确定可行的会议时间和地点 d.以上都对 3.某零件有2个关键特性,经检验在500个产品中有25个产品存在缺陷,其中,有20个产品 a.95%b.90% c.99% d.97.5% 4.在统计学中,σ主要描述一正态概率分布的。 a.平均值b.分布情况c.离散程度d.集中程度 5.在Kano(狩野)模型中,当质量特性不充足时,顾客很不满意;当充足时,顾客充其量不会 不满意指的是下面哪一种质量? a.魅力质量b.当然质量 c.线形质量d.一元质量 6.通常我们所说六西格玛质量水平对应3.4ppm缺陷率是考虑了过程输出质量特性的分布中心 相对目标值偏移。 a.没有b.有+1.5σ或-1.5σ c.有+1.5σd.有-1.5σ 7.六西格玛管理的核心特征是 a.最高顾客满意度b.3.4PPM c.最低资源成本d.经济性 8.S IPOC过程图代表供方、输入、过程、输出、顾客,其中P一般包含个子步骤?a.21-40 b.16-20 c.5-7d.8-15 9.选择团队成员时应采用的方法是: a.流程分析b.因果分析 c.项目相关方分析d.矩阵分析
10.一个项目特许书不包含 a.问题/目标陈述b.项目范围 c.解决问题的方案d.项目进度 11.一个稳定的过程,标准差为100。这个过程中n=25的样本均值的标准差是 a.20b.4 c.100 d.以上都不对 12.测量系统的精密度和准确度意思: a.相同b.相反 c.分别代表精确性和可追溯性d.分别代表一致性和正确性 13.对同一工序的四台设备进行过程能力研究,得到如下数据: ()X过程波动(σ) 设备号均值 #1 600 2.5 #2 605 1.0 #3 598 1.5 #4 595 1.5 假定规格要求是600±10mm且可得到稳定的平均值,那么最好的设备是: a.设备# 1 b.设备# 2 c.设备# 3d.设备# 4 14.正态均值的90%的置信区间是从13.8067至18.1933。这个意思是: a.总体中所有样本值的90%落在13.867至13.1933 b.总体中所有值的90%落在13.8067至18.1933 c.均值落在13.8067至18.1933区间的概率是90% d.置信区间变差均值的概率为90% 15.项目界定和测量时,需要确定缺陷机会和DPMO及西格玛水平,统计了其过程输出,有4 个特性都可能出现缺陷,在抽样10000件产品中,特性Ⅰ缺陷数为15,特性Ⅱ缺陷数为10,特性Ⅲ缺陷数为8。特性Ⅳ缺陷为3,该项目过程的缺陷机会、DPMO、西格玛水平应为。 a.4,360,4.9σb.1,3600,4.2σ c.4,900,4.625σd.1,1100,4.55σ 16.在六西格玛改进DMAIC过程中,确定当前水平(基线)是阶段的活动要点。 a.界定b.测量 c.分析d.控制 17.加工某一零件,需经过三道工序,已知第一、二、三道工序的不合格品率分别是2%,3%, 5%,且各道工序互不影响,则流通合格品率RTY= 。 a.0.969 b.0.097 c.0.903d.0.699 18.由多个操作者采用一种量具,多次测量同一零件的同一特性时所获得的测量值不同,是由 于。 a.测量系统的R&R b.量具的重复性 c.测量人员的再现性d.计量基准偏差 19.在做测量系统分析时,以下哪种做法应当避免