升级库文件MT_MTXmicro_Tech
当拿到一个新的库文件MT_MTXmicro_Tech的时候,需要在工程中对此
库文件进行升级,注意下面几个步骤。
1. 库文件存放地址
2. 删除原始库文件
3. 下载升级后的库文件
1. 库文件存放地址
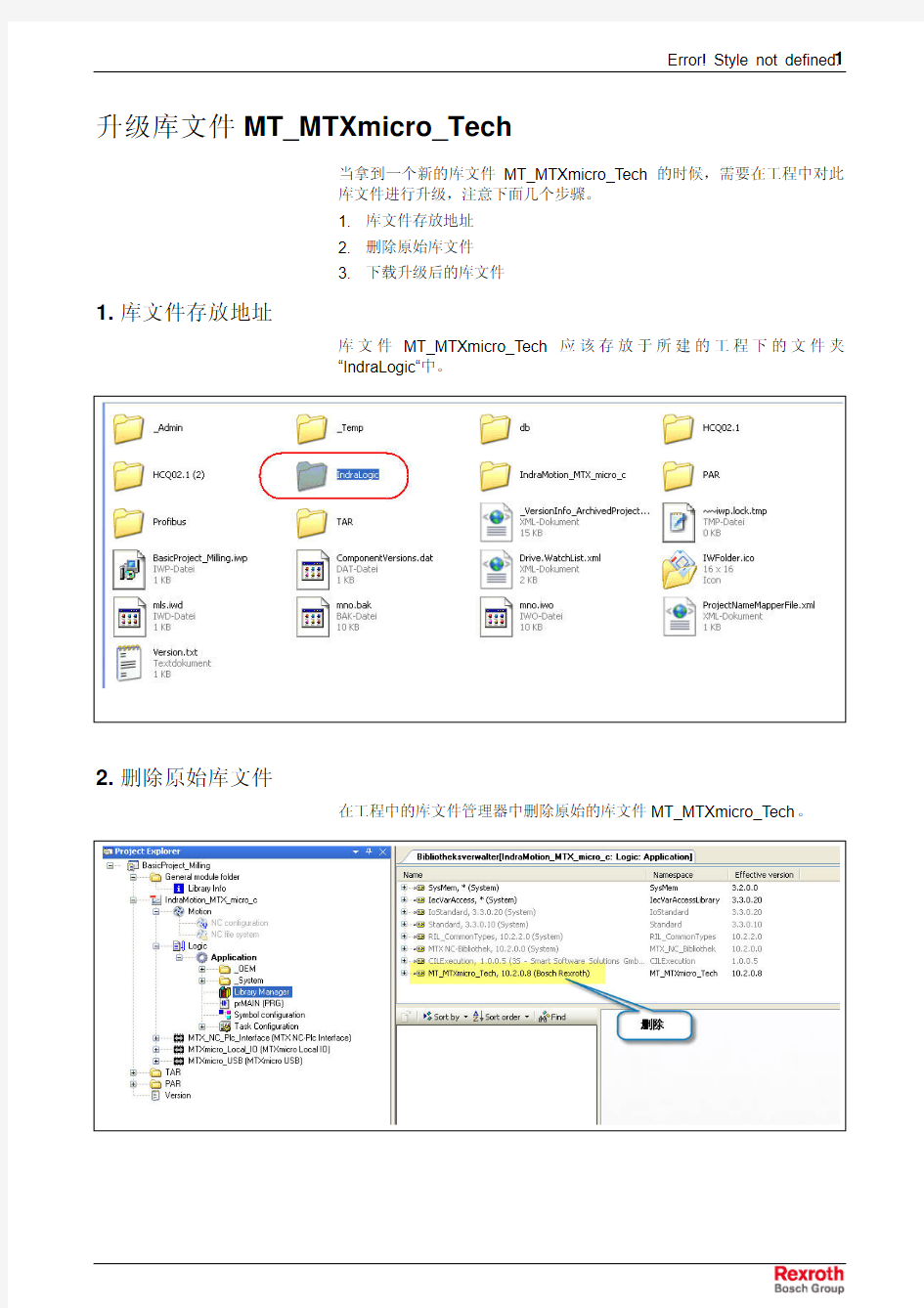
库文件MT_MTXmicro_Tech应该存放于所建的工程下的文件夹
“IndraLogic“中。
2. 删除原始库文件
在工程中的库文件管理器中删除原始的库文件MT_MTXmicro_Tech。
3. 下载升级后的库文件
注意下面的步骤
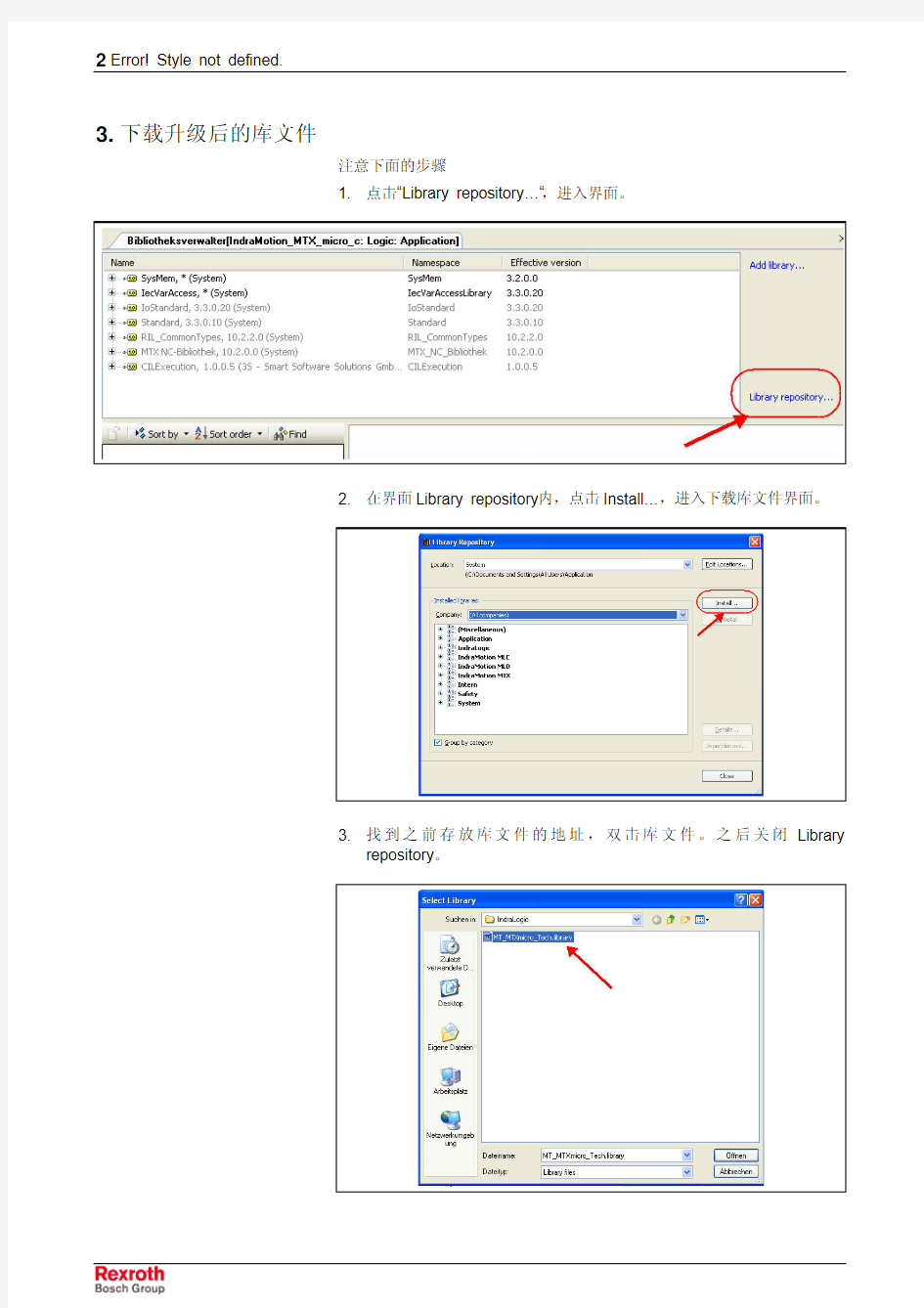
1. 点击“Library repository…“,进入界面。
2. 在界面Library repository内,点击Install…,进入下载库文件界面。
3. 找到之前存放库文件的地址,双击库文件。之后关闭Library
repository。
4. 点击“Add Library“,进入界面。
5. 在界面Add Library内,点击(Miscellaneous)后,双击库文件
MT_MTXmicro_Tech。
6. 库文件已经下载到工程中。升级库文件完毕。
MT_MTXmicro_Tech.lib
1.1 上电
上电模块
模块 (_POWER)
此程序模块用于对机床的各个直线轴和主轴进行上电以及掉电。此模块可
应用于任何类型的机床。
在正常的情况下启动机床之后,系统处于bb状态,通过按键
K_POWERON,在系统内部上电(MAINS_ON)之后,系统将处于AF状
态,这时系统各个轴已经上电,可以进行移动。
通过急停以及按键K_POWEROFF可以使系统掉电。
模块接口
插图 : 模块 …_POWER“的接口
输入端变量
变量类型说明
ENABLE BOOL 功能块使能,例如输入端变量为“True“
ESTOP BOOL 急停接口,基础功程中已经定义为“ iEStopOK“,正常情况下值为1,当系统出现急停报警时,值为0,自动断电。
K_POWERON BOOL 系统上电的按键,上电之后,系统处于AF状态K_POWEROFF BOOL 系统掉电的按键,掉电之后,系统处于bb状态
插图 : 模块 …_POWER“的输入端变量
输出端变量
变量类型说明
AXIS_ENABLE BOOL 系统轴上电使能,当此变量为“True“并且系统处于AF状态时,将此变量作为直线轴“_AXIS“与主轴“_SPINDLE_C_AXIS“的功能块使能(ENABLE),这时直线轴和主轴可以进行移动。
MAINS_ON BOOL 主接触器(保护)K1的开关,接通开关之后,系统将由bb变为Ab状态,驱动内部上电
bb BOOL 驱动器在bb状态
AB BOOL 驱动器在AB状态
AF BOOL 驱动器在AF状态
插图 : 模块 …_POWER“的输出端变量
程序示范
在主程序prMAIN中调用此功能块。
插图 : 程序示范 功能块“_POWER“
1.2 通道
通道模块
模块 (_CHANNEL)
此程序模块用于实现系统通道内的各个功能。比如对机床的各个操作模式
进行切换,在每个操作模式下实现NC启动,NC停止,NC恢复等功能。模块接口
插图: 模块 …_CHANNEL“的接口
输入端变量
变量类型说明
EStop BOOL 急停接口,基础工程中已经定义为“ iEStopOK“,正常情况下值为1,当系统出现急停报警时,值为0,自动断电。
NCStop BOOL NC程序停止。在程序prDIAG中,从MZA601到MZA800,编写当前机床在哪些情况出现的时候,NC程序应该立即终止。
NCStopM30 BOOL NC在执行完当前语句后停止。在程序prDIAG中,从MZA801到
MZA1000,编写当前机床在哪些情况出现的时候,NC应该在执行完当前语句之后停止。
NCStartEnable BOOL NC启动的条件。比如刀库停止并且在位
AutoRestart BOOL NC 自动启动。当此变量为True的情况下,当前执行的NC程序在全部运行完之后将会自动的再次循环执行。
KeyAuto BOOL 自动模式的按键KeyMDI BOOL MDI模式的按键KeyManual BOOL 手动模式的按键KeyReference BOOL 参考点模式的按键KeyStart BOOL NC启动的按键KeyStop BOOL NC停止的按键
wOverride WORD 进给倍率的值。此输入端变量为功能块“_VDP80_...,“的输出端变量wFeedrateOverride
KeyReset BOOL 系统复位的按键
插图: 模块 …_CHANNEL“的输入端变量
输出端变量
变量类型说明
NcError BOOL NC报警。当此变量为True的时候,面板上Reset键的LED会闪烁,意为系统出现报警。
NcReady BOOL NC准备好,等待启动。当此变量为True的时候,系统NC运行键开始闪烁,意为NC准备好,等待启动。
NcStopped BOOL NC 处于停止状态。当此变量为True的时候,系统NC停止键亮起红灯,意为NC处于停止状态。
NcPrgRun BOOL NC 程序正在运行。当此变量为True的时候,系统NC运行键亮起绿灯,意为NC处于运行状态。
Auto BOOL 当此变量为True的时候,系统处于自动模式。
Cont BOOL 当此变量为True的时候,系统处于自动连续模式。SglBlk BOOL 当此变量为True的时候,系统处于自动单步模式。MDI BOOL 当此变量为True的时候,系统处于MDI模式。Manual BOOL 当此变量为True的时候,系统处于手动模式。
Jog BOOL 当此变量为True的时候,系统处于手动点动模式。JogRef BOOL 当此变量为True的时候,系统处于手动参考点模式。RetPath BOOL 当此变量为True的时候,系统处于返回路径模式。
插图: 模块 …_CHANNEL“的输出端变量
输入输出端变量
变量类型说明
iCh MT_iCh_TYPE 定义通道状态类型
qCh MT_qCh_TYPE 定义通道命令类型
插图: 模块 …_CHANNEL“的输入输出端变量
程序示范
在主程序prMAIN中调用此功能块。
插图: 程序示范 功能块“_CHANNEL“
1.3 轴模块 (_AXIS)
此程序模块用于实现系统轴的各个功能。比如对系统轴上电,掉电,点动
模式,进给倍率以及手轮控制等功能。
模块接口
插图: 模块 …_AXIS“的接口
输入端变量
变量类型说明
Enable BOOL 进给轴使能。此输入端变量为功能块“_POWER“的输出端变量
AXIS_ENABLE,当此变量为True时,进给轴处于AF状态,可以移动。
Disable BOOL 当此变量为True时,强制将此轴处于AB状态,此轴无法移动。DriveLock BOOL 当此变量为True时,轴被锁定,无法移动。
wJogMode WORD 点动模式的值。此输入端变量为功能块“_VDP80_...“的输出端变量wJogMode
JogPos BOOL 点动模式下正方向的按键JogNeg BOOL 点动模式下负方向的按键JogRapid BOOL 点动模式下快速进给的按键Handwheel BOOL 选择手轮的按键
Reset BOOL 进给轴复位的按键
wOverride WORD
进给倍率的值。此输入端变量为功能块“_VDP80_...,“的输出端变量
wFeedrateOverride
插图: 模块 …_AXIS“的输入端变量
输出端变量
变量类型说明
Class1Error BOOL 当此变量为True时,面板上Reset键的LED会闪烁,意为系统出现报警DrvAct BOOL 当此变量为True时,此驱动器处于AF状态,可以进行移动
MovePos BOOL 当此变量为True时,轴在正方向运行
MoveNeg BOOL 当此变量为True时,轴在负方向运行
RefKnown BOOL 当此变量为True时,参考点已经找到
InPos BOOL 当此变量为True时,轴在位
插图: 模块 …_AXIS“的输出端变量
输入输出端变量
变量类型说明
iAx MT_iAx_TYPE 定义轴状态类型
qAx MT_qAx_TYPE 定义轴命令类型
插图: 模块 …_AXIS“的输入输出端变量
程序示范
在主程序prMAIN中调用此功能块。
插图: 程序示范 功能块“_AXIS“
1.4 主轴与C轴模块 (_SPINDLE_C_AXIS)
此程序模块用于对机床的主轴以及C轴快速简便的进行管理。利用此模块
可以对主轴以及C轴进行上电以及掉电。主轴可以在手动模式下正向以及
负向的进行旋转。同时也有主轴点动,与C轴转换以及手轮等其他的功
能。
模块接口
插图: 模块 …_SPINDLE_C_AXIS“的接口
输入端变量
变量类型说明
Enable BOOL 主轴使能。此输入端变量为功能块“_POWER“的输出端变量
AXIS_ENABLE,当此变量为True时,主轴处于AF状态,可以移动。
Disable BOOL 当此变量为True时,强制将此轴处于AB状态,此轴无法移动。DriveLock_SP BOOL 当此变量为True时,主轴被锁定,无法移动。
DriveLock_Ax BOOL 当此变量为True时,C轴被锁定,无法移动。
Select BOOL 当此变量为True时,主轴被选定,可以对此主轴进行倍率调节以及执行其他功能。
M3 BOOL 主轴在正方向运行的按键M5 BOOL 主轴停止的按键
M4 BOOL 主轴在负方向运行的按键
wSpOverride WORD 主轴倍率的值。此输入端变量为功能块“_VDP80_...“的输出端变量wSpindelOverride或者wSpindel2Override
JogSpindle BOOL 当此变量为True时,主轴处于点动模式。
Manual BOOL 手动模式。此变量为功能块“_CHANNEL“的输出端变量Manual
wJogMode WORD 点动模式的值。此输入端变量为功能块“_VDP80_...“的输出端变量wJogMode
CAxisSelected BOOL 当此变量为True时,主轴被选择为C轴模式JogPos BOOL 主轴在点动模式下正方向运行的按键JogNeg BOOL 主轴在点动模式下负方向运行的按键JogRapid BOOL 主轴在点动模式下快速进给的按键Handwheel BOOL 当此变量为True时,手轮模式被选上Reset BOOL 主轴复位的按键
wOverride WORD
进给倍率的值。此输入端变量为功能块“_VDP80_...,“的输出端变量
wFeedrateOverride
插图: 模块 …_SPINDLE_C_AXIS“的输入端变量
输出端变量
变量类型说明
Class1Error BOOL 当此变量为True时,面板上Reset键的LED会闪烁,意为系统出现报警DrvAct BOOL 当此变量为True时,此驱动器处于AF状态,可以进行移动
Stopp BOOL 当此变量为True时,主轴处于停止状态
TrunM3 BOOL 当此变量为True时,主轴处于正方向(M3)旋转状态
TurnM4 BOOL 当此变量为True时,主轴处于负方向(M4)旋转状态
ProgSpReach BOOL 当此变量为True时,主轴速度与编程速度一致,并且在公差范围内SpInPos BOOL 当此变量为True时,主轴已经定位于驱动器中设定的定位范围内CAxAct BOOL 当此变量为True时,主轴处于C轴模式
MovePos BOOL 当此变量为True时,C轴处于正方向运行状态
MoveNeg BOOL 当此变量为True时,C轴处于负方向运行状态
RefKnown BOOL 当此变量为True时,参考点已知
InPos BOOL 当此变量为True时,轴到位,轴位于参数中设定的到位窗中
插图: 模块 …_SPINDLE_C_AXIS“的输出端变量
输入输出端变量
变量类型说明
iSp MT_iSp_TYPE 定义主轴状态类型
qSp MT_qSp_TYPE 定义主轴命令类型
iAx MT_iAx_TYPE 定义轴状态类型
qAx MT_qAx_TYPE 定义轴命令类型
插图: 模块 …_SPINDLE_C_AXIS“的输入输出端变量
程序示范
在系统只有一个主轴的情况下,此程序模块可以直接在主程序prMAIN中
被调用。如果系统存在两个以上的主轴的时候,此功能块将首先在程序
prSpindle中被调用,存在几个主轴就要在这个程序中调用几次,之后程序
prSpindle在主程序prMAIN中被调用。
插图: 程序示范 功能块“_SPINDLE_C_AXIS“
1.5 主轴模块 (_SPINDLE)
此程序模块用于对机床的主轴快速简便的进行管理。此主轴不带有C轴功
能。利用此模块可以对主轴进行上电以及掉电。主轴可以在手动模式下正
向以及负向的进行旋转。同时也有主轴点动以及手轮等其他的功能。
模块接口
插图: 模块 …_SPINDLE“的接口
输入端变量
变量类型说明
Enable BOOL 主轴使能。此输入端变量为功能块“_POWER“的输出端变量
AXIS_ENABLE,当此变量为True时,主轴处于AF状态,可以移动。
Disable BOOL 当此变量为True时,强制将此轴处于AB状态,此轴无法移动。DriveLock BOOL 当此变量为True时,主轴被阻止,无法移动。
Select BOOL 当此变量为True时,主轴被选定,可以对此主轴进行倍率调节以及执行其他功能。
M3 BOOL 主轴在正方向运行的按键M5 BOOL 主轴停止的按键
M4 BOOL 主轴在负方向运行的按键
wSpOverride WORD 主轴倍率的值。此输入端变量为功能块“_VDP80_...“的输出端变量wSpindelOverride或者wSpindel2Override
JogSpindle BOOL 当此变量为True时,主轴处于点动模式。
Manual BOOL 手动模式。此变量为功能块“_CHANNEL“的输出端变量Manual Reset BOOL 主轴复位的按键
插图: 模块 …_SPINDLE“的输入端变量
输出端变量
变量类型说明
Class1Error BOOL 当此变量为True时,面板上Reset键的LED会闪烁,意为系统出现报警DrvAct BOOL 当此变量为True时,此驱动器处于AF状态,可以进行移动
Stopp BOOL 当此变量为True时,主轴处于停止状态
TrunM3 BOOL 当此变量为True时,主轴处于正方向(M3)旋转状态
TurnM4 BOOL 当此变量为True时,主轴处于负方向(M4)旋转状态
ProgSpReach BOOL 当此变量为True时,主轴速度与编程速度一致,并且在公差范围内
插图: 模块 …_SPINDLE“的输出端变量
输入输出端变量
变量类型说明
iSp MT_iSp_TYPE 定义主轴状态类型
qSp MT_qSp_TYPE 定义主轴命令类型
插图: 模块 …_SPINDLE“的输入输出端变量
程序示范
在系统只有一个主轴的情况下,此程序模块可以直接在主程序prMAIN中
被调用。如果系统存在两个以上的主轴的时候,此功能块将首先在程序
prSpindle中被调用,存在几个主轴就要在这个程序中调用几次,之后程序
prSpindle在主程序prMAIN中被调用。
插图: 程序示范 功能块“_SPINDLE“
1.6 铣床VDP80模块 (_VDP80_MILLING)
此程序模块用于集中的对铣床的进给倍率,主轴倍率以及手轮功能快速简
便的进行管理。
模块接口
插图: 模块 …_VDP80_MILLING“的接口
输入端变量
变量类型说明
HW_ENABLE BOOL 使用手轮的使能,比如只能在手动模式下使用手轮,输入端变量为功能块“_CHANNEL“的输出端变量Manual
ibOVERRIDE BYTE 进给倍率输入值。在基础工程中定义此输入端变量为在地址%IB116下的变量ibOVERRIDE
ibSpOverride BYTE 主轴倍率输入值。在基础工程中定义此输入端变量为在地址%IB117下的变量ibSpOverride
ibHWSELECT BYTE 手轮选择。在基础工程中定义此输入端变量为在地址%IB118下的变量ibHWSELECT
iwHandWheel2 WORD 外部手轮值。在基础工程中定义此输入端变量为在地址%IB124下的变量iwHandWheel2
PLC_VERSION STRING(20) 写入当前PLC程序的版本
PLC_MODIFICATION_DATA STRING(20) 写入上次修改PLC程序的时间
K_JOG_POS BOOL 正向点动的按键
K_JOG_NEG BOOL 负向点动的按键
插图: 模块 …_VDP80_MILLING“的输入端变量 输出端变量
变量类型说明
HW_ACTIVE BOOL 手轮已选上
HW_X_SEL BOOL 手轮上X轴已选上
HW_Y_SEL BOOL 手轮上Y轴已选上
HW_Z_SEL BOOL 手轮上Z轴已选上
HW_Ax4_SEL BOOL 手轮上第4轴已选上
wJogMode WORD 点动模式输出值
wFeedrateOverride WORD 进给倍率输出值
wSpindleOverride WORD 主轴倍率输出值
RUN_TIME TIME NC加工程序所需时间的总和
CYCLE_TIME TIME 一次NC加工程序所需要的时间
PART_COUNT WORD 记录所执行的NC加工程序的次数
ERROR BOOL 报错
ERRORNO INT 报错代码
插图: 模块 …_VDP80_MILLING“的输出端变量 输入输出端变量
变量类型说明
DB10 DB10_BRCD_t HMI上变量类型
插图: 模块 …_VDP80_MILLING“的输入输出端变量 程序示范
在主程序prMAIN里调用此模块。
插图: 程序示范 功能块“_VDP80_MILLING“
1.7 车床VDP80模块 (_VDP80_TURN)
此程序模块用于集中的对车床的进给倍率,主轴倍率以及手轮功能快速简
便的进行管理。
模块接口
插图: 模块 …_VDP80_TURNING“的接口
输入端变量
变量类型说明
HW_ENABLE BOOL 使用手轮的使能。比如只能在手动模式下使用手轮,输入端变量为功能
块“_CHANNEL“的输出端变量Manual
KEY_HW_EXTERN BOOL 选择外部手轮的按键。
SPINDLE_MODE BYTE 主轴模式,1 - 一个主轴,2 - 两个主轴
ibOVERRIDE BYTE 进给倍率输入值。在基础工程中定义此输入端变量为在地址%IB116下
的变量ibOVERRIDE
ibHWSELECT BYTE 手轮选择。在基础工程中定义此输入端变量为在地址%IB118下的变量
ibHWSELECT
iwHandWheel WORD 面板手轮输入值。在基础工程中定义此输入端变量为在地址%IB122下
的变量iwHandWheel
iwHandWheel2 WORD 外部手轮输入值。在基础工程中定义此输入端变量为在地址%IB124下
的变量iwHandWheel2
PLC_VERSION STRING(20) 写入当前PLC程序的版本
PLC_MODIFICATION_DATA STRING(20) 写入上次修改PLC程序的时间
K_SPDL_SEL BOOL 主轴选择按键。可以对第一主轴和第二主轴进行切换
K_SPOV_NEG BOOL 主轴反向倍率按键
K_SPOV_100 BOOL 主轴倍率100按键
K_SPOV_POS BOOL 主轴正向倍率按键
K_JOG_POS BOOL 正向点动的按键
K_JOG_NEG BOOL 负向点动的按键
插图: 模块 …_VDP80_TURN“的输入端变量
输出端变量
变量类型说明
HW_INTERN_ACTIVE BOOL 内部手轮已选上
HW_EXTERN_ACTTIVE BOOL 外部手轮已选上
X_SEL_ACTIVE BOOL 手轮上X轴已选上
Z_SEL_ACTIVE BOOL 手轮上Z轴已选上
L_SPDL_SEL BOOL 显示主轴选择
L_SPOV_NEG BOOL 显示主轴反向倍率
L_SPOV_100 BOOL 显示主轴倍率100
L_SPOV_POS BOOL 显示主轴正向倍率
RUN_TIME TIME NC加工程序所需时间的总和
CYCLE_TIME TIME 一次NC加工程序所需要的时间
PART_COUNT WORD 记录所执行的NC加工程序的次数wJogMode WORD 点动模式输出值
wFeedrateOverride WORD 进给倍率输出值
wSpindleOverride WORD 主轴倍率输出值
wSpindle2Override WORD 第二主轴倍率输出值
ERROR BOOL 报错
ERRORNO INT 报错代码
插图: 模块 …_VDP80_TURN“的输出端变量
输入输出端变量
变量类型说明
DB10 DB10_BRCD_t HMI上变量类型
插图: 模块 …_VDP80_TURN“的输入输出端变量