
涡轮喷气发动机制作图
注意事项:个人自制涡喷是一项能力挑
战,不建议无机械基础及未成年人尝试!!另
外在此申明:本资料如用于商业产品开发,请
自行解决相关版权。谢谢合作!!!另外,制
作中一定要有安全意识,!!!切记与高速运转物体,与火打交道,安全第一!
安全守则:
涡喷的制作不同于其他模型,由于涡喷在高温与高速条件下工作
如果你不想被当成烤鸭请注意下面的事项!!
1.别被火喷成烤鸭,玩火要有科学知识指导。
2.涡轮一定要作动平衡才能用。
3.无论如何不要在共公场合试发动机,很多人围观不是好事。
4.涡轮转速高达70000转每分以上,没机械基础不要去试!!
5.发动机试运与工作中,永远不要站在涡轮的两侧正对位,以免涡轮发生事故时,钢片高速飞出,象子弹一样,危及生命!!
特别提醒!做涡喷一定要有机加工与材料常识,了解金属,火灾,爆炸原理,等安全知识,安全第一。
涡喷自制问题解答:
1:.发动机如何自己设计?到哪里找材料,价钱如何?
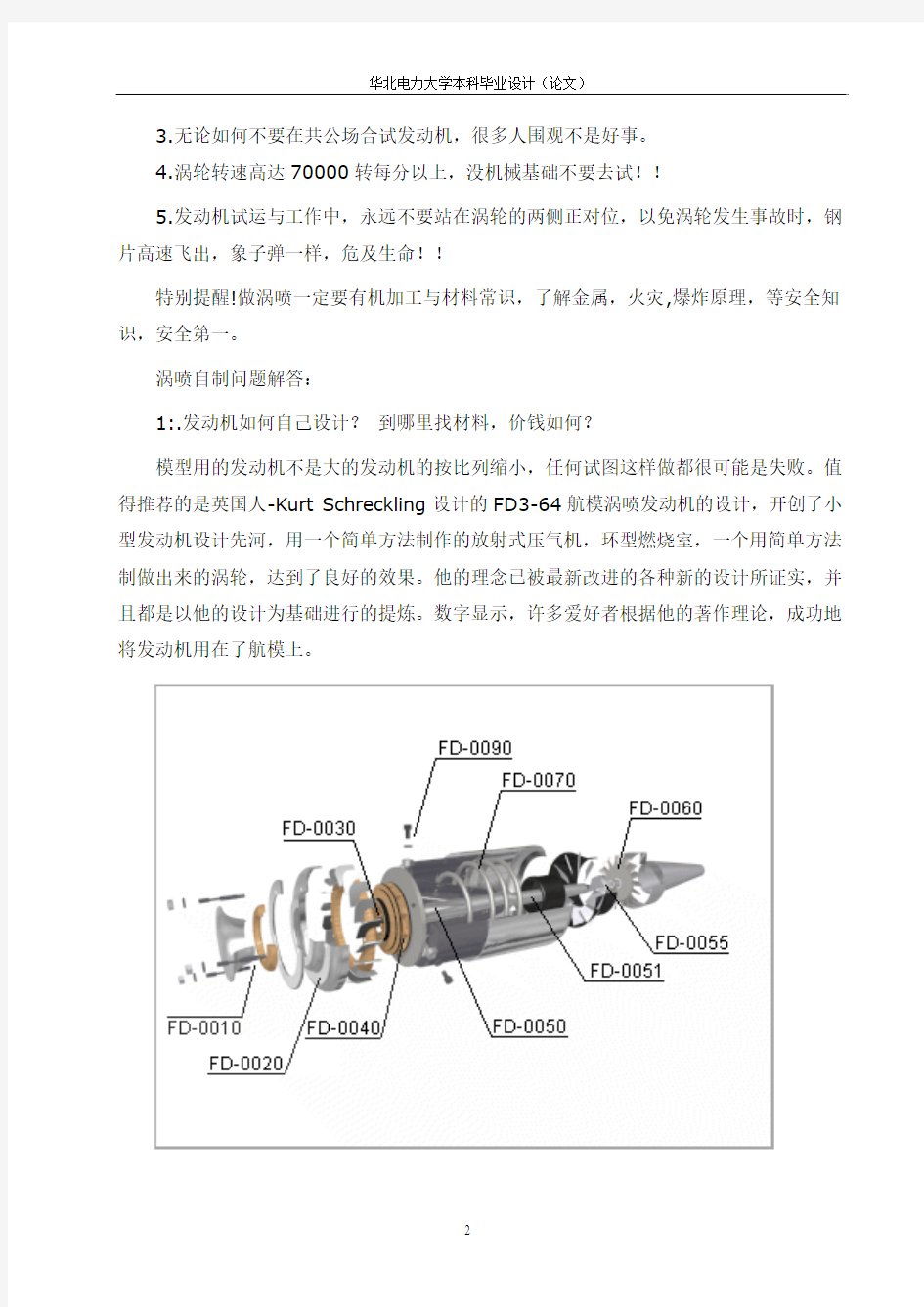
模型用的发动机不是大的发动机的按比列缩小,任何试图这样做都很可能是失败。值得推荐的是英国人-Kurt Schreckling设计的FD3-64航模涡喷发动机的设计,开创了小型发动机设计先河,用一个简单方法制作的放射式压气机,环型燃烧室,一个用简单方法制做出来的涡轮,达到了良好的效果。他的理念已被最新改进的各种新的设计所证实,并且都是以他的设计为基础进行的提炼。数字显示,许多爱好者根据他的著作理论,成功地将发动机用在了航模上。
涡轮喷气发动机材料为不锈钢为主,材料成本很低,如果从材料本身的价值来说,以广州为例,也就100元上下,但由于个人爱好者,有些可能无机床,氩弧焊的话,到外面加工的人力成本会贵过材料费。但也无妨。再就是如果有认识不锈钢加工厂的话,找到边角料足矣做一台涡轮,如果你想省事些,可以用涡轮增压器上的压气轮来代替木头的压气轮。。
2.涡轮容易加工吗,没专业设备如何做动平衡?
涡轮是由型号为301,2.5mm不锈板剪口弯成,用一个小电钻配小砂轮可以打磨出翼型即可,关键的动平衡测试,记住这一点很重要!!否则会导致发动机解体!!是用我们的大拇指与食指来感觉振动。灵敏度相当高。足以完成涡轮的动平衡调试。
3.散热与轴承问题
压缩空气将穿过轴套为轴承提供冷却,轴承为简单的滚珠轴承,用自身的压缩空气压油提供油雾润滑。可以用透平油,或低粘度的机械润滑油。
FD3-64的设计合理的利用压气机的空气,将温度控制在600度以下,从而保证各部件的强度。
在运行中我们要注意发动机的温度不能超高。
微型涡喷发动机燃烧试验和零件研究
摘要
微型涡喷发动机具有重量轻、功率大、能量密度高的优点,在军、民领域都有广泛的应用前景。目前,微型涡喷发动机技术尚处于起步发展阶段,其总体及部件设计技术还有待进一步的发展和完善。
本文以10厘米级微型涡喷发动机作为研究对象,根据现有实验条件,制作发动机样机,并进行燃烧试验和零件结构特点分析。通过制作10厘米级微型涡喷发动机,研究了微型涡喷发动机零件的制作方法,积累了零件加工的经验,也增强了动手实践的能力。对柴油、汽油和柴油汽油混合物这三种燃料进行燃烧试验,了解不同燃料的性质,比较不同燃料的燃烧效果,选取最合适燃料来驱动微型涡喷发动机。为了简化结构,本文中制作的10厘米级微型涡喷发动机以液化石油气作为燃料,在制作过程中,分阶段进行燃气试验。运用SolidWorks软件的数值模拟功能,建立仿真模型,设置边界条件后,计算压气轮的增压比和效率。对微型涡喷发动机主要零件进行研究,分析压气轮、扩压器、燃烧室、涡轮等零件的结构特点。
关键词:微型涡喷发动机;制作;燃烧;仿真计算;结构特点
Micro Turbine Engine’s Combustion Test And
Parts Study
ABSTRACT
Micro Turbine Engine with the advantages of light weight, high power and high energy density, has broad application prospects in the field of military and civilian. Currently, the technology of Micro Turbine Engine is still in the initial stage of development, and its overall and component design needs further development and perfection.
10-centimeter-level Micro Turbine Engine is the research object of this paper. According to the existing experimental conditions, i make a micro turbine engine, with doing combustion experiments and analysis of the main part s’structural features. Through the production of 10-centimeter-level micro turbine jet engine, i study the production methods of the engine’s parts, accumulate the experience of the parts processing, and enhance the ability of practicing. Three kinds of fuel including diesel, petrol ,and the mixture of diesel and petrol are did combustion tests to understand the nature of the different fuels and different fuel combustion, in order to select the most appropriate fuel to drive the micro turbine engine. In order to simplify the structure, produced 10-centimeter-level micro turbine engine use liquefied petroleum gas as fuel. In the production process gas combustion experiments are carried out in three stages. I use SolidWorks software with numerical simulation function to calculate the efficiency of the pressure gas turbine, and analyze the causes of loss. I analyze the structure characteristics of the micro turbine engine’s main parts including the pressure gas turbine, the diffuser, the combustor, the turbine and so on.
Keyword: Micro Turbine Engine; production; combustion; numerical simulation; structure characteristics
目录
摘要 (4)
ABSTRACT (5)
1 绪论 (8)
1.1 选题背景和意义 (8)
1.2 国内外技术研究与发展现状 (9)
1.3 本文主要研究内容 (11)
2 微型涡喷发动机制作 (12)
2.1工作原理 (12)
2.2 零件加工 (12)
2.2.1 进气口 (13)
2.2.2 压气轮 (13)
2.2.3 扩压器 (14)
2.2.4 轴和轴套 (14)
2.2.5 外壳 (15)
2.2.6 燃烧器 (15)
2.2.7 燃烧室 (16)
2.2.8 涡轮 (17)
2.2.9 导流器 (18)
2.2.10 导流锥 (18)
2.2.11 后端盖 (19)
2.3 整机组装 (19)
2.4 本章小结 (21)
3 微型涡喷发动机燃料的燃烧试验 (22)
3. 1 燃油试验 (22)
3.1.1 燃料为柴油 (22)
3.1.2 燃料为柴油和汽油混合物 (23)
3.1.3 燃料为汽油 (23)
3.2 燃气实验 (24)
3.2.1 燃烧器制作完成后 (24)
3.2.2 燃烧器与外缸配合 (24)
3.2.3 燃烧器放入燃烧室内 (25)
3.3 本章小结 (25)
4 压气轮仿真计算 (26)
4.1 压气轮的结构 (26)
4.2 压气轮模型和边界条件 (27)
4.2.1 物理模型 (27)
4.2.2 边界条件 (27)
4.3 压气轮模拟结果分析 (28)
4.4 本章小结 (29)
5 微型涡喷发动机主要零件的结构特点 (30)
5.1 压气轮 (30)
5.2 扩压器 (31)
5.3 燃烧室 (31)
5.4 涡轮 (32)
5.5 导流器 (33)
5.6 导流锥 (34)
5.7 机匣 (35)
5.8 轴承 (35)
5.9 冷却系统 (36)
5.10 本章小结 (36)
结论 (37)
参考文献 (38)
致谢 (39)
1 绪论
1.1 选题背景和意义
近年来,随着微机电系统(Micro Electro-Mechanical Systems,MEMS)技术、新型半导体材料、陶瓷材料及其加工制造工艺、微型传感器、微电子控制单元等多个学科领域技术的迅速发展,各种航空器也迅速开始出现了微型化的趋势。微型飞行器具有许多优点:其噪声低、雷达反射信号小,因而隐蔽性好,可以完成多种任务,包括:战场侦察和监视目标确认、空中布雷、侦察大型建筑物和设施内部乃至攻击敌方重点敏感部位等。我国最近几年也对微型飞行器给予了很大的重视,开始了相关技术的研究。
开展微型飞行器技术研究,需要解决的最为关键的技术之一就是高能量密度的微型动力装置的研究。研究新型高能量存储密度、高功率重量比的动力装置是研制微型飞行器的首要任务。目前各种合适微型飞行器使用的能量储存介质中,化学燃料是能量储存密度最高的,可达到50KJ/g,是电池的100倍,虽然热机将化学能转变为机械能的效率较低,但是使用化学燃料的推进系统的折合能量储存密度按保守估计也将是电池的10倍以上。在普通尺寸的航空飞行器中,由于对推进系统功率重量比的迫切要求,人们首次研制出了涡轮喷气发动机。所以,微型涡喷发动机(Micro Turbine Engine, MTE)是作为微型飞行器发动机最有希望的方案之一。MTE尺寸大致是普通涡轮发动机的1/100~1/10,但是其推重比有显著提高。虽然微小尺度下气动损失、传热问题以及加工制造问题的影响会制约MTE 达到理想的高性能,但是它在性能方面的潜力是非常巨大的。
近几年,微型涡喷发动机技术得到了大力发展,并已进入学术界和产业界的合作阶段,正在开发各种面向军、民领域的产品。美国国防部预研计划局(DARPA)于1997年制定了一项耗资3500万美元的计划,对微型飞行器的各项关键技术如:微型飞行器平台、微型推进系统、飞行/控制系统、传感器技术等进行研究。其中重点支持开展直径介于5mm~50mm,推力在0.01~100N之间的微型涡喷发动机相关技术研究,并计划在近一、两年内将此范围内的各个推力级别的微型涡喷发动机相关技术推进到样机实验阶段。
微型涡喷发动机作为一种特殊的航空发动机,广泛应用于无人机,巡航导弹以及航模等领域[1]。它还可以作为将来的野战便携式能源,它体积小、重量轻,以加油的方式补充能源比充电更为方便快捷。另外在电力行业,近年来获得高度重视的分布式电源系统也以微型涡喷发动机为核心。
微型涡喷发动机的结构特点和工作原理与常规的大型航空发动机基本类似,但是它在工作环境、使用要求等多方面都有别于大型发动机,具体表现在以下几点:1)采用两种燃料,主燃料为航空煤油,在燃烧室通过蒸发管气化燃烧,辅助燃料为
2)起动过程比较复杂,需要协调点火控制、起动电机控制及燃料供给的时机;
3)主燃油的供油压力不高,流量小,但控制精度要求高;
4)微型涡喷发动机的起动过程容易出现悬挂,起动供油规律的确定有难度等。
因此微型涡喷发动机的控制系统不能完全照搬大型发动机的控制系统,有必要针对微型涡喷发动机控制技术开展扎实而细致地基础研究。
1.2 国内外技术研究与发展现状
微型涡喷发动机作为一个新兴的研究领域具有广阔的发展前景。身体结构相对纤细的昆虫能够举起相当于自身体重几十倍的重物,而最强壮的运动员也只能举起略大于其体重的物体,这是因为机械的功率重量比值是随着尺寸的缩小而增大的。同样微型发动机较常规发动机尺寸有了较大幅度的减小,根据普惠公司给出的商用动机推力密度与尺寸的关系,可以推断出微型涡喷发动机可以具有远高于常规发动机的推重比。目前国内微型涡喷发动机的研究正处于起步阶段。上海交通大学针对微型涡喷发动机燃烧关键技术,开展微细异型腔内氢气与空气预混燃烧特性试验研究。测试了微细型腔中氢气与空气预混燃烧的着火浓度极限和燃烧温度变化规律,分析了微细型腔中保证燃气火焰稳定燃烧的工作条件和影响因素,认为在微细型腔内进行氢气与空气的预混燃烧具有可行性,但可燃浓度范围缩小,采用增压燃烧可有效地扩大着火浓度极限,提高燃烧稳定性。微型燃烧室为外径20mm、内径10mm、高3mm的环形腔,在燃烧室进口端设置一个直径20mm、间隙1mm 的气体预混腔。采用高温耐热合金钢以电火花工艺加工成型。国内目前对于微型发动机的研究还停留在理论阶段,和国外相比还有较大的差距[2],这需要加大对于微型发动机的研究力度,在世界微型发动机的研究领域占有一席之地。国外已着手开展研究的微型发动机尺寸差别很大,大致可以将它们按尺寸分为三类:
1)麻省理工学院的MTE接近纽扣大小,直径约为1厘米,厚度约0.4厘米,推力0.1N 左右(见图1-1),技术特点为:
①以硅和氮化硅为主要结构材料;
②代表性制造工艺为反应离子蚀刻技术;
③以氢为燃料,采用预先掺混的燃气,整体式燃烧室,无冷却气流,燃烧温度为1600K;
④转子转速高达100~200万转/分;
⑤用途为微型飞行器动力、便携式能源。
图1-1 麻省理工的MTE
2)斯坦福大学的MTE直径约4厘米,长度略大于发动机直径,推力约5N(见图1-2),技术特点为:
①以氮化硅陶瓷作为主要结构材料,代表性制造工艺为铸模沉积成型制造技术;
②以氢为燃料,回流式燃烧室,有冷却气流,燃烧温度约为1600K;
③采用单级离心式压气机,氮化硅陶瓷制作的单级向心涡轮;
④转子转速达45万转/分,采用气膜轴承支承。
⑤用途为微型飞行器动力、便携式能源。
图1-2 斯坦福大学的MTE
3)更大一些的MTE,直10厘米左右,推力从5N~100N不等(见图1-3)。其技术特点为:
①以铝、高温合金作为主要结构材料,采用常规发动机制造技术辅之以精密仪器制造技术;
②以添加少量润滑油的航空煤油为燃料,燃烧温度1100K左右;
③一般采用单级离心压气机和单级向心(或轴流式)涡轮,叶轮造型为三维设计;
④转子转速为10万转~16万转/分,采用陶瓷滚珠轴承支承;
⑤应用于微小型无人驾驶靶机、侦察机以及航模飞机中。
图1-3 10厘米级MTE
虽然上述三类发动机的工作原理和设计思想基本相同,但在结构设计、加工制造工艺以及相关技术上的难度却是随着尺寸的减小而逐渐增大的。对于这三类微型发动机的研究,我国基本还处于起步阶段。
1.3 本文主要研究内容
本文开展的工作主要针对10厘米级微型涡轮喷气发动机,进行了实际制作和理论分析,具体工作如下:
1)微型涡喷发动机的零件加工和组装;
2)微型涡轮发动机燃料的燃烧试验研究;
3)微型涡喷发动机压气轮的数值仿真和效率计算;
4)微型涡喷发动机主要零件的结构特点分析。
2 微型涡喷发动机制作
微型涡喷发动机的制作对加工工艺要求很高,我们利用现有资源,根据实验室实际条件,加工制作了10厘米级的微型涡喷发动机的试验样机。本章叙述了微型涡喷发动机的工作原理和样机制作过程。由于条件有限,所制作的微型涡喷发动机还不尽人意,但是为微型涡喷发动机的加工制作和结构研究提供了宝贵经验。
2.1工作原理
图2-1是10厘米级微型涡喷发动机简单形式的典型结构。压气轮旋转,吸入空气,然后将其压缩,使空气压力升高。空气经过扩压器后,压力进一步升高,改变方向,流入燃烧室。在燃烧室内,喷入的燃料与空气混合后剧烈燃烧,燃烧后高温高压的烟气具有很大的做功能力。烟气流过导流器,冲击涡轮做功,涡轮通过轴传动带动压气轮转动。烟气释放出推动压气机叶轮所需的能量,剩余的能量使烟气加速到很高的速度,速度方向沿轴向,与飞行方向相反。根据动量守恒定理,微型涡喷发动机获得与排气方向相反的推动力。
图2-1 10厘米级微型涡喷发动机结构简图
2.2 零件加工
根据图纸和实际条件,我们加工了10厘米级微型涡喷发动机的主要零件,包括:进气口、压气轮、轴和轴套等。
2.2.1 进气口
图2-2是进气口的设计图,进气口外侧轮廓为光滑弧线,实际加工过程中,为了加工方便,将外轮廓线加工成直线,如图2-3所示。进气口以直径110m的铝棒为原料,切取适当长度的铝棒,在数控机床上加工而成。进气口内部流道为收缩—扩张型流道,它的作用是引导外界空气进入压气轮,对它的要求是要尽可能地减小气流经过时的压力损失,并使气流在进气道出口处有尽可能的均匀气体流场,对它的最基本要求是发动机在任何工作状况下,进气道都以最小的压力损失满足发动机对空气流量的需求。
图2-2 进气口设计图图2-3 进气口
2.2.2 压气轮
压气轮结构复杂,在数控机床上也很难加工,我们以大小相似的某型铸造铝合金压气轮为毛坯,在车床上打孔和去掉多余部分,制成我们所需的压气轮。加工后得到的压气轮如图2-4所示。
扩压器原料为直径为110mm的铝棒,在数控机床上加工而成,如图2-5所示。
图2-5 扩压器
2.2.4 轴和轴套
轴(见图2-6)是高速旋转的部件,在微型涡喷发动机运行时,要同时承受高温和很大的扭矩,所以选用强度较大的不锈钢棒作为材料。轴最粗的地方直径为14mm,为了加工方便,选用直径14mm的不锈钢棒,加工时根据各段的尺寸要求分别车出对应的形状。由于与轴承连接处有特殊的要求,需要根据粗糙度及配合公差用相应精度的磨具磨成。轴两端的螺纹为左旋螺纹。
图2-6 轴
轴套的原料是直径为40mm的铝棒,用车床加工而成,如图2-7所示。
外壳(见图2-8)材料为不锈钢,用直径110毫米,厚度0.5毫米的不锈钢杯子来制作。将不锈钢杯子洗净擦干之后,固定在线切割机上,保留缸底,切割去杯口部分,剩下的杯体长度为100mm。由于一个不锈钢杯的长度不够,故再取另外一个杯子,切除其杯底和杯口部分,并从将余下的部分上截取长度为32mm的一段,焊接到第一段杯体上。
图2-8 外壳
2.2.6 燃烧器
燃烧器(见图2-9)要求有较好的耐热性能,并且易于加工,选用铜管作为原料。首先,加工供油圈。选取外径4mm的铜管,用相应直径的模型将其弯曲成弧形。用钳子将两端开口夹扁封闭。封闭时一定要保证开口严格密封。再对照图纸,用签字笔将铜弯管相应的地方做上标记,以便打孔。用小方挫在标记的地方挫出小坑。再用圆柱挫挫出小槽,并用挫顶在小槽处戳出小孔。然后使用直径2毫米的钻头钻出标准的孔。其中需注意的是供油孔是打在供油圈外侧面的中心位置,以便燃油能向两边均匀供应。
接下来加工喷油管。选直径2毫米的铜管,截取出六根长度约70毫米的铜管。注意在截取的时候,用小挫子先挫出小槽,再用钳子弯断,不能直接用钳子截断,防止铜管开口处堵塞。在每根管子的一端,用挫子磨出一个斜切面,以便插入到供油圈里面时,方便将其里面的燃油顺利引出。
喷油管制作完成之后,用高温密封胶将其和供油圈粘接。注意粘接之前先用酒精清洗粘接面,并且保证喷油管的斜切面正对供油圈内的来油方向。在粘接的过程中,裁剪一个纸板圆环,在和喷油管对应的位置打孔,在喷油管上涂胶之后,将纸板圆环套在喷油管上,以便暂时固定喷油管,防止在胶未干的时候,喷油管倾斜。
图2-9 燃烧器
2.2.7 燃烧室
燃烧室是微型涡喷发动机中的高温部件,因此所需材料要有较好的耐热性能和强度。我们选择用厚度0.5毫米的不锈钢板来加工燃烧室。燃烧室由三部分组成,即前端盖、内壁和外套。
前端盖(见图2-10下部)用外径110mm的不锈钢杯的盖子加工而成。先用线切割机切去杯盖边缘,使其外径为100mm,然后在其中心切出直径为39mm的孔。
用线切割切出一个矩形的不锈钢板。在纸上画出1:1的平面内壁图纸,然后黏贴到不锈钢板上,在摇臂钻上打孔。打孔之后把不锈钢板弯成圆筒状,然后用电焊机焊接固定。焊接之前用酒精擦净接触部分。燃烧室内壁如图2-10上部所示。
外套(见图2-11)选用直径100mm的不锈钢杯制作。用线切割机将杯口部分切去,剩余部分长度为77mm。接着在杯底切出直径为71mm的孔。在杯体侧面和上面打孔,为防止杯体被压瘪,在其内部塞上圆形木块。然后再将制作好的不锈钢圈插到杯底的圆孔处,用点焊机焊接固定。用外径6毫米内径4.5mm的不锈钢管制作燃烧室内直管六根,再用点焊机将直管焊接到燃烧室上。
最后,将这三部分零件进行组装。先将内壁和前端盖连接,用点焊机焊接固定。再将前端盖与外套焊接在一起,然后用高温胶将连接处的缝隙密封。组装后的燃烧室如图2-12
所示。
2-10 燃烧室内壁和前端盖2-11 燃烧室外套
2-12 燃烧室
2.2.8 涡轮
涡轮用厚度6毫米不锈钢板加工。先用线切割加工出合适尺寸的不锈钢圆板。然后在数控铣床上加工出毛坯。在叶片部分用线切割机等分切成19份,切割缝不能太小,以防止不能顺利扭转叶片。最后,用专用叶片弯扭工具,将涡轮外边缘的叶片扭转相同的角度,见图2-13。加工后,涡轮如图2-14所示。
图2-13 扭转涡轮叶片 图2-14 涡轮
2.2.9 导流器
导流器由0.5mm 厚的不锈钢钢板和0.5mm 厚的白铁皮制成。先用线切割切出两个不同大小的矩形和一个环形不锈钢板,如图2-15所示。两个矩形钢板弯曲焊接固定后,形成两个圆筒,即导流器的内筒和外筒。在白铁皮上剪出11个叶片,焊接到内筒和外筒之间。最后,导流器组合后如图2-16所示。
图2-15 矩形和圆环不锈钢板 图2-16 导流器
2.2.10 导流锥
导流锥由厚度为0.5mm 的不锈钢板加工而成,首先用线切割将钢板切成如图2-17所示的两块,第一个用来制作导流锥外侧壳体,第二个是加工成内部锥体。将两块钢板分别
弯折成圆台形状,然后用点焊机焊接使其形状固定,最后用钳子等工具调整这两个零件的形状。导流锥内部锥体与外侧壳体通过不锈钢薄片焊接固定,他们是同心的。外部壳体留有引脚,打孔弯曲后用来与涡喷主体连接。完成后的导流锥如图2-18所示。
图2-17 制作导流锥用的不锈钢板图2-18 导流锥
2.2.11 后端盖
后端盖(见图2-19)以直径110mm铝棒为原料,在车床上加工而成。
图2-19 导流锥
2.3 整机组装
在所有零件加工完成之后,按照由内到外的顺序,对微型涡喷发动机进行组装。在组装过程中,要注意零件之间的配合,部分零件组装图如图2-20,2-21,2-22所示。
图2-20 转动部分
图2-21 转动部分和轴承、轴套及扩压器组装在一起
图2-22 整体组装
小型涡喷发动机制造材料总结 我是王开心,欢迎大家加入CHNJET中国喷气爱好者原地!介于大家对小型涡喷发动机的热爱以及对制造一个属于自己小型涡喷发动机的追求,在此我写下这点总结以备大家在制造和生产小型涡喷发动机的过程中对于制造材料产生疑惑时做以参考,同时在这里也纠正一些刚刚了解到涡喷发动机和金属材料的朋友们的一个直观错误:选择耐高温材料并不单单只看这个金属材料的熔点,而是应多方面考虑到这个金属材料的蠕变强度,热疲劳性,高温抗氧化性以及高温下金属会产生晶粒长大效应等等因素。 相关名词的解释说明——晶粒长大效应:晶粒长大是金属的一种缺陷,晶粒越大,晶界越少,晶界少了金属各部分抵御外界的能力就变小了,因此晶粒长大效应是判断金属在高温下性能好坏的重要指标。 大家在制造小型涡喷发动机的过程中最能接触到的金属材料我总结为以下几种:304不锈钢,316L不锈钢,310S不锈钢,NAS800,NAS600和K418耐高温合金。下面对上述几种材料在加工和生产中容易遇到的问题和使用中容易遇到的问题做以介绍。 首先304不锈钢,316L不锈钢,310S不锈钢,NAS800,NAS600都属于“奥氏体不锈钢”奥氏体不锈钢具有很高的耐蚀性,良好的冷加工性和良好的韧性、塑性、焊接性和无磁性,下面我们就来分析一下这几种金属在制造微型涡喷发动机时所要了解到的一些特性。
SUS304 304不锈钢介绍:304不锈钢由于含碳量较低,因而有良好的加工成型性和抗氧化性,同时该钢具有良好的焊接性能,适用于各种方法的焊接(备注:该钢焊接后不需进行热处理工艺)。 304不锈钢的抗氧化特性:1,该钢在700-800℃氧化时具有优异的抗氧化性能,属于完全抗氧化级。2,该钢在900℃时表面形成的氧化膜开始脱落,属于抗氧化级。3,该钢在1000℃时属于次抗氧化级。304不锈钢管最高使用温度在750度-860度但是,实际上达不到860度这么高。450度时有个临界点,情况如下:304不锈钢不易保持在450到860度,因为在450度以上的时候,会稀释碳周围的铬,形成碳化铭,造成贫铬区,从而改变不锈钢性能材质;而且,450的温度外加屈服力会使得奥氏体向马氏体转化。说简单通俗一点,经常在450度以上环境下使用,304不锈钢的性能和结构都发生变化。 总结得出:304不锈钢在900℃以下的热空气中具有稳定的抗氧化性,同时在900℃时304不锈钢具有较小的晶粒尺寸,在800-1000℃时产生了奥氏体晶粒长大效应,加温为1000℃时,晶粒的平均截距开始增大。所以在制造小型涡喷发动机时如果设计温度在600-900℃时不建议长期使用304不锈钢。但是,在模友制造过程中 如果受到经费的限制可以考虑用304不锈钢制造一个低推力的小型涡喷发动机的主轴,燃烧室及尾喷口。 SUS316L
喷气发动机原理简介
分类 涡轮喷气式发动机 完全采用燃气喷气产生推力的喷气发动机是涡轮喷气发动机。这种发动机的推力和油耗都很高。适合于高速飞行。也是最早的喷气发动机。离心式涡轮喷气发动机 使用离心叶轮作为压气机。这种压气机很简单,适合用比较差的材料制作,所以在早期应用很多。但是这种压气机阻力很大,压缩比低,并且发动机直径也很大,所以现在已经不再使用这种压气机。 轴流式涡轮喷气发动机 使用扇叶作为压气机。这样的发动机克服了离心式发动机的缺点,因此具有很高的性能。缺点是制造工艺苛刻。现在的高空高速飞机依然在使用轴流式涡喷发动机。 涡轮风扇发动机 一台涡扇发动机的一级压气机 主条目:涡轮风扇发动机
在轴流式涡喷发动机的一级压气机上安装巨大的进气风扇的发动机。一级压气机风扇因为体积大,除了可以压缩空气外,还能当作螺旋桨使用。 涡轮风扇发动机的燃油效率在跨音速附近比涡轮喷气发动机要高。 涡轮轴发动机 主条目:涡轮轴发动机 涡轮轴发动机类似涡桨发动机,但拥有更大的扭矩,并且他的输出轴和涡轮轴是不平行的(一般是垂直),输出轴减速器也不在发动机上。所以他更类似于飞机上用的燃气轮机。 涡轴发动机的大扭矩使他经常用于需要带动大螺旋桨的直升机。它的结构和车用燃气轮机区别不大。 涡轮喷气发动机(Turbojet)(简称涡喷发动机)[1]是一种涡轮发动机。特点是完全依赖燃气流产生推力。通常用作高速飞机的动力。油耗比涡轮风扇发动机高。 涡喷发动机分为离心式与轴流式两种,离心式由英国人弗兰克·惠特尔爵士于1930年取得发明专利,但是直到1941年装有这种发动机的
飞机才第一次上天,没有参加第二次世界大战,轴流式诞生在德国,并且作为第一种实用的喷气式战斗机Me-262的动力参加了1944年末的战斗。 相比起离心式涡喷发动机,轴流式具有横截面小,压缩比高的优点,但是需要较高品质的材料——这在1945年左右是不存在的。当今的涡喷发动机均为轴流式。 一个典型的轴流式涡轮喷气发动机图解(浅蓝色箭头为气流流向)图片注释: 1 - 吸入, 2 - 低压压缩, 3 - 高压压缩, 4 - 燃烧, 5 - 排气, 6 - 热区域, 7 - 涡轮机, 8 - 燃烧室, 9 - 冷区域, 10 - 进气口
涡轮喷气发动机的诞生 二战以前,活塞发动机与螺旋桨的组合已经取得了极大的成就,使得人类获得了挑战天空的能力。但到了三十年代末,航空技术的发展使得这一组合达到了极限。螺旋桨在飞行速度达到800千米/小时的时候,桨尖部分实际上已接近了音速,跨音速流场使得螺旋桨的效率急剧下降,推力不增反减。螺旋桨的迎风面积大,阻力也大,极大阻碍了飞行速度的提高。同时随着飞行高度提高,大气稀薄,活塞式发动机的功率也会减小。这促生了全新的喷气发动机推进体系。喷气发动机吸入大量的空气,燃烧后高速喷出,对发动机产生反作用力,推动飞机向前飞行。 早在1913年,法国工程师雷恩·洛兰就提出了冲压喷气发动机的设计,并获得专利。但当时没有相应的助推手段和相应材料,喷气推进只是一个空想。1930年,英国人弗兰克·惠特尔获得了燃气涡轮发动机专利,这是第一个具有实用性的喷气发动机设计。11年后他设计的发动机首次飞行,从而成为了涡 轮喷气发动机的鼻祖。 涡轮喷气发动机的原理 涡轮喷气发动机简称涡喷发动机,通常由进气道、压气机、燃烧室、涡轮和尾喷管组成。部分军用 发动机的涡轮和尾喷管间还有加力燃烧室。 涡喷发动机属于热机,做功原则同样为:高压下输入能量,低压下释放能量。 工作时,发动机首先从进气道吸入空气。这一过程并不是简单的开个进气道即可,由于飞行速度是变化的,而压气机对进气速度有严格要求,因而进气道必需可以将进气速度控制在合适的范围。 压气机顾名思义,用于提高吸入的空气的的压力。压气机主要为扇叶形式,叶片转动对气流做功,使气流的压力、温度升高。随后高压气流进入燃烧室。燃烧室的燃油喷嘴射出油料,与空气混合后点火,产生高温高压燃气,向后排出。高温高压燃气向后流过高温涡轮,部分内能在涡轮中膨胀转化为机械能,驱动涡轮旋转。由于高温涡轮同压气机装在同一条轴上,因此也驱动压气机旋转,从而反复的压缩吸入 的空气。 从高温涡轮中流出的高温高压燃气,在尾喷管中继续膨胀,以高速从尾部喷口向后排出。这一速度比气流进入发动机的速度大得多,从而产生了对发动机的反作用推力,驱使飞机向前飞行。 涡轮喷气发动机的优缺点 这类发动机具有加速快、设计简便等优点,是较早实用化的喷气发动机类型。但如果要让涡喷发动机提高推力,则必须增加燃气在涡轮前的温度和增压比,这将会使排气速度增加而损失更多动能,于是产生了提高推力和降低油耗的矛盾。因此涡喷发动机油耗大,对于商业民航机来说是个致命弱点。 涡轮风扇喷气发动机的诞生 二战后,随着时间推移、技术更新,涡轮喷气发动机显得不足以满足新型飞机的动力需求。尤其是二战后快速发展的亚音速民航飞机和大型运输机,飞行速度要求达到高亚音速即可,耗油量要小,因此发动机效率要很高。涡轮喷气发动机的效率已经无法满足这种需求,使得上述机种的航程缩短。因此一段时期内出现了较多的使用涡轮螺旋桨发动机的大型飞机。 实际上早在30年代起,带有外涵道的喷气发动机已经出现了一些粗糙的早期设计。40和50年代,早期涡扇发动机开始了试验。但由于对风扇叶片设计制造的要求非常高。因此直到60年代,人们才得以制造出符合涡扇发动机要求的风扇叶片,从而揭开了涡扇发动机实用化的阶段。 50年代,美国的NACA(即NASA 美国航空航天管理局的前身)对涡扇发动机进行了非常重要的科研工作。55到56年研究成果转由通用电气公司(GE)继续深入发展。GE在1957年成功推出了CJ805-23型涡扇发动机,立即打破了超音速喷气发动机的大量纪录。但最早的实用化的涡扇发动机则是普拉特·惠特尼(Pratt & Whitney)公司的JT3D涡扇发动机。实际上普·惠公司启动涡扇研制项目要比GE晚,他们是在探听到GE在研制CJ805的机密后,匆忙加紧工作,抢先推出了了实用的JT3D。
第六章双轴涡轮喷气发动机 Twin spool turbo-jet engine 第6.1节双轴涡轮喷气发动机的防喘原理和性能优点Avoiding surge occurred and other adventages of Twin spool turbo-jet engine 采用双轴涡轮喷气发动机的主要目的是防止压气机喘振。双轴发动机把一台高设计增压比的压气机分为二台低设计增压比的压气机,分别由各自的涡轮带动。低压压气机与低压涡轮组成低压转子,高压压气机与高压涡轮组成高压转子,双轴发动机的结构方案如图6.1.1。 图6.1.1 双轴发动机简图 为什么双轴发动机在转速降低时有效的防止压气机喘振?这个问题在前面已经讨论过了,现在联系涡轮的工作状态进一步说明如下: 单轴的高设计增压比压气机在非设计状态下工作严重恶化,是由于沿压气机气流通道轴向速度的重新分布所引起的,根据压气机进口和出口流量相等的条件,可以得到 式中A 2、A 3 、c 2z 、c 3z 、ρ 2 和ρ 3 分别代表压气机进出口的面积、气流轴向分速度 和密度。上式可以改写为 由多变压缩过程的关系可得: 式中 n——多变指数 分别用压气机进出口的周向速度u 2和u 3 除上式左边的分子和分母,可得
上两式中K 1和K 2 为常数。在速度三角形中c z /u称为耗量系数。 由上两式可见,压气机增压比的变化将导致压气机进出口轴向速度之比和耗量系数之比也相应地变化。当发动机相似参数变化时,就会产生这种情 况。发动机相似参数的变化可能是由于转速的变化引起的,也可能是在转速不变时压气机进口温度变化引起的,这两种情况没有本质的差别。 由压气机的气流速度三角形可以知道,耗量系数的变化影响着速度三角形的形状,使气流流入压气机叶片的攻角发生变化。例如,压气机进口耗量系数c 2z 降低,将引起第一级压气机叶片的攻角增大;而压气机出口耗量系数c 3z 增加,将引起末级压气机叶片攻角减小。 因此,当发动机转速相似参数降低后,压气机的最前面几级和末后几级都将 偏离它们的设计状态,中间各级由于耗量系数c z 变化不大,因而工作状态变化不大。压气机前后各级的攻角偏离设计状态,首先使压气机级效率降低,进一步发展将会导致压气机喘振。在非设计状态下前后各级工作不协调的现象对于高设计增压比的压气机将更为严重。 通过上述分析,可以知道,要达到在非设计状态下前后各级协调地工作,最有效的方法是使各级的转速相应于各级进口气流轴向速度的重新分布而各自变 化,以保证各级耗量系数c z 不变。然而这在结构上是不可能的,也不需要这样。在一般情况下只要把压气机分成两组就足够了。这就成为双轴压气机和双轴发动机。 当双轴发动机的转速相似参数降低以后,高压转子和低压转子的转速自动地进行调整,使前后各级能够协调工作。为了说明这个现象,再进一步分析压气机和涡轮工作的某些特点。 压气机由设计状态降低转速和增压比时,前后各级的气流轴向速度和耗量系数都将重新分布,前几级的耗量系数降低,攻角加大;而后几级的耗量系数加大, 攻角减小。攻角的改变将引起各级加功量w c,i 的变化。 对于前面几级,攻角加大时,工作轮出口的气流相对速度方向基本不变,因 而气流转角Δβ加大,扭速Δw u 加大。如果是压气机进口温度增加使转速相似参数降低而工作轮切线速度u不变时,级的加功量也加大。 对于后面几级,流入角减小时,将使气流转角Δβ减小,扭速Δw u 减小, 因而级加功量w c,i 减小。 总之,当压气机增压比降低时,低压压气机的加功量w c,l 和高压压气机的加 功量w c,h 之比将加大,即 式中下角注s表示设计状态下的比值。 如果低压压气机和高压压气机用同一个比值降低转速(这在双轴发动机上当然是不可能的,但为了便于分析,姑且这样假设),那末上述加功量比值的变化关系仍然是正确的。因为
产品名称: 微型涡轮喷气发动机 规格型号: 包装说明: 多种规格和型号的微型喷气发动机,推力60kg,40kg,12kg,6kg,能满足不同需要。 本实用新型涉及的一种微型涡轮喷气发动机,它包括有外壳、轴承、转轴、进气外定子、进气定子、轴套、尾排气定子、整流罩、尾轴螺母、排气定子、排气叶轮、控制装置,它还包括有前轴螺母、大轴套、燃烧室,所述转轴的前轴伸端和后轴伸端设有外螺纹,在转轴的前轴伸端的外螺纹上旋有前轴螺母,并且在转轴上向后依次设置有进气叶轮、轴套、一对支撑轴承、轴套、排气叶轮,在后轴伸端的外螺纹上旋有尾轴螺母,所述进气叶轮和排气叶轮与转轴相固定连接;由于采用了本设计方案,提高了航模发动机推动力,大大提高了航模飞行的性能,拓展了航模在现代战争、军事演习和提高军事演练技能上发挥其重要的作用 20CM的涡扇发动机存在使用型号,但全是军用型号,用于某些巡航导弹的。也正因为如此,具体的数值保密,无法知道。但两位工程师大概估算了一下,根据构型不同,最大推力应当在200磅(离心式压气机构型),至400磅(轴流式压气机构型)之间。 航模协会的人说,用于航模的涡喷发动机口径4-8厘米。最大推力20-40公斤,相当吓人。他有一架装备4.3厘米口径涡喷发动机的模型,自重1.6公斤,最大飞行速度可达350公里/小时。 30厘米直径,10000牛?差不多一吨的推力? 双路式涡轮喷气发动机 百科名片 涡轮发动机 涡轮发动机通过增加空气流过发动机的速度来产生推力。它包括进气道,压缩器,燃烧室,涡轮节,和排气节。
如图1 涡轮发动机相比往复式发动机有下列优点:振动少,增加飞机性能,可靠性高,和容易操作。
自制喷气式发动机 自制喷气式发动机 2010-03-19 17:24:20| 分类:动手动脑DIY | 标签:喷气式发动机自制喷气式超轻型飞机超轻型飞行器|字号订阅 自制喷气式发动机《转》 自1988年出第一架模型引擎後,模型界引擎的。1993年法国jpx推出以丙烷为燃料的商品航模涡喷发动机,随后各种商业涡喷厂家日渐增多,使得涡喷发动机的价钱到了人们能接受的水平,因此,飞按比列缩小,配上喷气发动机的航模象真机,成了发达国家地区的航模爱好者最热门的爱好。 但是商品涡喷发动机,价格昂贵,折合人民币高达30000元,因此在许多国家,因此许多爱好者选择自己制涡喷发动机。自从英国的一位工程师级的发烧友kurt shreckling自己设计的第一款涡轮喷气发动机,并在1998年出版了一本书名叫,《航模喷气发动机-Gas turbine engine for aircraft model》,打破了涡喷爱好者不能业余自制的神话,书中是以他自己设计FD3-64为例,详细介绍了这款发动机的制作过程,用的是普
通车床,及不锈钢为主料制成,目的是让爱好者能用日常找到的材料来加工出来,虽然推力不够专业的商品机大,但其推力用在航模上绰绰有余,加上其制作成本很低,约100美元,成为国外喷气机爱好者最热门的制作,从这开始,各种型号自制涡喷发动机在此基础上改进发展起来。从最初的 fd3-64的2.5公斤推力到,最新的12公斤推力。这一切都是广大涡喷自制爱好者努力研究的结果 做为自制涡喷的原型机,可能现在你打算自制涡喷时,不用选择制作fd3-64,因为它毕竟是98年的产品,现在的国外爱好者的通过改进设计,自制涡喷已经达到12公斤推力。推重比10左右。 但不要认为它已过时,而一无用处,因为fd3-64的制作理论,让你在家哩打造涡喷成为了现实,不用去担心没有航空发动机制造厂的专用设备,因为日常生活中你能找到相应的材料来加工。同时,作者打破迷信专业厂家的思想,自己开动脑筋,用中国人的话说,就是想尽一切土办法,在科学的理论指导下制成了能用于航模的喷气发动机。他的成功,同时也鼓励了更多的爱好者参与到自制涡喷的研究与发烧行列中来,大大提高了自制涡喷的推力,这是一种挑战与锻炼。同时我们也可以参考fd3-64的制作加工部件过程,敢于根据自己的条件,在科学理论指导下,改进加工方法。但是fd3-64毕竟是过时的设计,它的木头压气轮需要碳纤加强,加上效
1.涡喷发动机的工作原理? 涡喷发动机以空气为介质,进气道将所需的的外界空气以最小的流动损失送到压气机;压气机通过高速旋转的叶片对空气压缩做功,提高空气的压力;空气在燃烧室内和燃油混合燃烧,将燃料化学能转变成热能,生成高温高压燃气;燃气在涡轮内膨胀,将热能转为机械能,驱动涡轮旋转,带动压气机;燃气在喷管内继续膨胀,加速燃气,燃气以较高速度排出,产生推力。 2.涡轮发动机的特征,什么是燃气涡轮发动机的特性?发动机特性分哪几种? 特征:发动机作为一个热机,它将燃料的热能转变为机械能,同时作为一个推进器,它利用所产生的机械能使发动机获得推力。 发动机的特性:燃气涡轮发动机的推力和燃油消耗率随发动机转速、飞行高度和飞行速度的变化规律叫发动机特性。发动机特性分为:保持飞机高度和飞机速度不变的情况下,发动机推力和燃油消耗率随发动机转速的变化规律叫发动机转速特性。在给定的调节规律下,保持发动机的转速和飞机速度不变时,发动机的推力和燃油消耗率随飞机的高度的变化规律叫高度特性。在给定的调节规律下,保持发动机的转速和飞行高度不变时,发动机的推力和燃油消耗量随飞机速度(或马赫数)的变化规律叫速度特性。 3.净推力和总推力 根据牛顿第2,第3定律,气流进入发动机和离开发动机的动量发生变化,产生推力。 净推力:取决于离开发动机的燃气动量与进来的空气动量加进来的燃油动量。净推力还包括喷管出口的静压超过周围空气的静压产生的推力。Fn=Qma(Vj-Va)+Aj(Pj-Pam) 总推力:是指当飞机静止时发动机排气产生的推力,包括排气动量产生的推力和喷口静压和环境空气静压之差产生的附加推力。Fg=Qma(Vj)+Aj(Pj-Pam)。 正常飞行时,压气机、扩压器、燃烧室、排气锥产生向前推力,涡轮、尾喷口产生向后的推力。 4.影响热效率的因素? 热效率表明,在循环中加入的热量有多少变为机械功。影响因素有:加热比(涡轮前燃气总温),压气机增压比,压气机效率和涡轮效率。加热比、压气机效率和涡轮效率增大,热效率也增大。压气机增压比提高,热效率增大,当增压比等于最经济增压比时,热效率最大,继续提高增压比,热效率反而下降。热效率也称做内效率。 5.进气道的作用?什么是进气道总压恢复系数? 一是尽可能多的恢复自由气流的总压并输送该压力到压气机,这就是冲压恢复或压力恢复;二是提供均匀的气流到压气机使压气机有效地工作。进气道出口截面的总压与进气道前方来流的总压比值,叫做进气道总压恢复系数,该系数是小于1的数值,表示进气道的流动损失。 6.进气道冲压比的定义,影响冲压比的因素? 进气道的冲压比是:进气道出口处的总压与远方气流静压的比值。冲压比越大,说明空气在压气机前的冲压压缩程度越大,影响冲压比因素:流动损失,飞行速度和大气温度。(大气密度、高度、发动机转速):当大气温度和飞行速度一定时,流动损失大,则冲压比下降;当大气温度和流动损失一定时,飞行速度越大,则冲压比增加;当飞行速度和流动损失一定时,大气温度上升,则冲压比下降。 7.压气机分哪两种?目前燃气涡轮发动机中常采用哪一种,为什么? 离心式和轴流式。目前燃气涡轮发动机中常采用轴流式压气机。这是因为轴流式压气机具有下述优点:总的增压比高,压气机效率高,单位面积的流通能力高,迎风面积小,阻力小。缺点:单级增压比低,结构复杂 离心式优点:单级增压比高,压气机稳定工作范围宽,结构简单可靠,重量轻,长度短,起动功率小,缺点:流动损失大,效率低,单位面积的流通能力低,迎风面积大,阻力大 8.进口导向叶片的功能是什么?决定进入压气机叶片气流攻角的因素是什么? 为了保证压气机工作稳定,有的在第1级工作叶轮前还有一排不动的叶片称为进口导向叶片。其功能是引导气流的流动方向产生预旋,使气流以合适的方向流入第1级工作叶轮。决定因素是:工作叶轮进口处的绝对速度(包括大小和方向),压气机的转速。 9.简要说明空气在多级压气机中的流动。 基元级的叶栅通道均是扩张形的。在叶轮内,绝对速度增大,相对速度减小。同时,总压、静压和总温、静温都升高;在整流器内,绝对速度减小;静压和静温升高,总压略有下降,总温保持不变。由此可见,空气流过基元级时,不仅在叶轮内受到压缩,而且在整流器内也受到压缩。
项目名称: “超影”微型涡轮喷气发动机 来源: 第十一届“挑战杯”国赛作品 小类: 机械与控制 大类: 科技发明制作A类 简介: “超影”微型涡轮喷气发动机结合机械、材料科学、运动控制、流体力学等多学科理论, 进行技术创新与综合设计,完成了微型离心压气机,微型蒸发管式环形燃烧室,微型轴流涡轮,保形通道式扩压器以及微型控制器等的设计,用仅仅20个零部件就实现了发 动机8一级的推重比。“超影”可以直接装备到高级喷气航模、应急和科学实验平台以及高速靶机、微小型导弹等微小型无人武器系统,同时,以本作品为基础可以发展出用于分布式能源的发电装置和大飞机必备的APU核心组件。随着本作品工程化、产业化的推进必将产生良好的经济和社会效益。(收起) 详细介绍: 本作品旨在通过设计一台微型涡轮喷气发动机——“超影”,并将其改进发展成为飞行验 证机型,促进该微型发动机在微小型无人机方面的应用,推进产业化。“超影”可以直接 装备到高级喷气航模、应急和科学实验平台以及高速靶机等微小型无人武器系统,同时,以本作品为基础可以发展出用于分布式能源的发电装置和大飞机必备的APU核心组件。 随着本作品工程化、产业化的推进必将产生良好的经济和社会效益。微型涡轮喷气发动机涉及了微型涡轮发动机总体设计、机械、材料科学、运动控制、流体力学等多学科理论,“超影”的研制中通过技术创新,解决了微型化所带来的零部件气动、结构以及控制 系统设计等方面的部分技术难题,形成了多项专利技术。“超影”微型涡轮发动机采用了先进的保形通道式扩压器、微型发动机热管理与微型控制器等技术,并采用创新技术对发动机匹配进行工作调试。对压气机、燃烧室、涡轮等主要部件及总体设计的多次改进,使“超影”达到了85N的推力,实现了8一级的推重比。“超影”微型涡轮发动机已经替换某模型飞机的活塞发动机,进行了飞行验证,积累了对现有无人机进行发动机直接换装的经验,可以大大加速我国无人机性能提升。通过上述内容的研究获得了动力强劲的微型涡轮喷气发动机,它能够给微型飞行器带来真正日行万里的速度。(收起) 作品专业信息 设计、发明的目的和基本思路、创新点、技术关键和主要技术指标 为了突破微型涡轮发动机在部件气动设计、发动机控制、结构设计和加工制造工艺等方面存在的技术难题,促进微型涡轮发动机在微小型飞行器、分布式发电系统、辅助动力装置等方面的应用,推进微型涡轮发动机的产业化进程,我们设计制作了“超影”微型涡 轮发动机,并将其发展成为飞行验证机型。本作品主要工作内容包括:微型涡轮发动
涡轮喷气发动机制作图结构设计 注意事项:个人自制涡喷是一项能力挑战,不建议无机械基础及未成年人尝试!!另外在此申明:本资料如用于商业产品开发,请自行解决相关版权。谢谢合作!!!另外,制作中一定要有安全意识,!!!切记与高速运转物体,与火打交道,安全第一! 安全守则: 涡喷的制作不同于其他模型,由于涡喷在高温与高速条件下工作 如果你不想被当成烤鸭请注意下面的事项!! 1.别被火喷成烤鸭,玩火要有科学知识指导。 2.涡轮一定要作动平衡才能用。
3.无论如何不要在共公场合试发动机,很多人围观不是好事。 4.涡轮转速高达70000转每分以上,没机械基础不要去试!! 5.发动机试运与工作中,永远不要站在涡轮的两侧正对位,以免涡轮发生事故时,钢片高速飞出,象子弹一样,危及生命!! 特别提醒!做涡喷一定要有机加工与材料常识,了解金属,火灾,爆炸原理,等安全知识,安全第一。 涡喷自制问题解答: 1:.发动机如何自己设计?到哪里找材料,价钱如何? 模型用的发动机不是大的发动机的按比列缩小,任何试图这样做都很可能是失败。值得推荐的是英国人-Kurt Schreckling设计的FD3-64航模涡喷发动机的设计,开创了小型发动机设计先河,用一个简单方法制作的放射式压气机,环型燃烧室,一个用简单方法制做出来的涡轮,达到了良好的效果。他的理念已被最新改进的各种新的设计所证实,并且都是以他的设计为基础进行的提炼。数字显示,许多爱好者根据他的著作理论,成功地将发动机用在了航模上。
涡轮喷气发动机材料为不锈钢为主,材料成本很低,如果从材料本身的价值来说,以广州为例,也就100元上下,但由于个人爱好者,有些可能无机床,氩弧焊的话,到外面加工的人力成本会贵过材料费。但也无妨。再就是如果有认识不锈钢加工厂的话,找到边角料足矣做一台涡轮,如果你想省事些,可以用涡轮增压器上的压气轮来代替木头的压气轮。。 2.涡轮容易加工吗,没专业设备如何做动平衡? 涡轮是由型号为301,2.5mm不锈板剪口弯成,用一个小电钻配小砂轮可以打磨出翼型即可,关键的动平衡测试,记住这一点很重要!!否则会导致发动机解体!!是用我们的大拇指与食指来感觉振动。灵敏度相当高。足以完成涡轮的动平衡调试。 3.散热与轴承问题 压缩空气将穿过轴套为轴承提供冷却,轴承为简单的滚珠轴承,用自身的压缩空气压油提供油雾润滑。可以用透平油,或低粘度的机械润滑油。 FD3-64的设计合理的利用压气机的空气,将温度控制在600度以下,从而保证各部件的强度。 在运行中我们要注意发动机的温度不能超高。
小型涡喷发动机制造 材料总结
小型涡喷发动机制造材料总结 我是王开心,欢迎大家加入CHNJET中国喷气爱好者原地!介于大家对小型涡喷发动机的热爱以及对制造一个属于自己小型涡喷发动机的追求,在此我写下这点总结以备大家在制造和生产小型涡喷发动机的过程中对于制造材料产生疑惑时做以参考,同时在这里也纠正一些刚刚了解到涡喷发动机和金属材料的朋友们的一个直观错误:选择耐高温材料并不单单只看这个金属材料的熔点,而是应多方面考虑到这个金属材料的蠕变强度,热疲劳性,高温抗氧化性以及高温下金属会产生晶粒长大效应等等因素。 相关名词的解释说明——晶粒长大效应:晶粒长大是金属的一种缺陷,晶粒越大,晶界越少,晶界少了金属各部分抵御外界的能力就变小了,因此晶粒长大效应是判断金属在高温下性能好坏的重要指标。 大家在制造小型涡喷发动机的过程中最能接触到的金属材料我总结为以下几种:304不锈钢,316L不锈钢,310S不锈钢,NAS800,NAS600和K418耐高温合金。下面对上述几种材料在加工和生产中容易遇到的问题和使用中容易遇到的问题做以介绍。 首先304不锈钢,316L不锈钢,310S不锈钢,NAS800,NAS600都属于“奥氏体不锈钢”奥氏体不锈钢具有很高的耐蚀性,良好的冷加工性和良好的韧性、塑
性、焊接性和无磁性,下面我们就来分析一下这几种金属在制造微型涡喷发动机时所要了解到的一些特性。 SUS304 304不锈钢介绍:304不锈钢由于含碳量较低,因而有良好的加工成型性和抗氧化性,同时该钢具有良好的焊接性能,适用于各种方法的焊接(备注:该钢焊接后不需进行热处理工艺)。 304不锈钢的抗氧化特性:1,该钢在700-800℃氧化时具有优异的抗氧化性能,属于完全抗氧化级。2,该钢在900℃时表面形成的氧化膜开始脱落,属于抗氧化级。3,该钢在1000℃时属于次抗氧化级。304不锈钢管最高使用温度在750度-860度但是,实际上达不到860度这么高。450度时有个临界点,情况如下:304不锈钢不易保持在450到860度,因为在450度以上的时候,会稀释碳周围的铬,形成碳化铭,造成贫铬区,从而改变不锈钢性能材质;而且,450的温度外加屈服力会使得奥氏体向马氏体转化。说简单通俗一点,经常在450度以上环境下使用,304不锈钢的性能和结构都发生变化。 总结得出:304不锈钢在900℃以下的热空气中具有稳定的抗氧化性,同时在900℃时304不锈钢具有较小的晶粒尺寸,在800-1000℃时产生了奥氏体晶粒长大效应,加温为1000℃时,晶粒的平均截距开始增大。所以在制造小型涡喷发动机时如果设计温度在600-900℃时不建议长期使用304不锈钢。但是,在模友制造过程中
涡轮发动机精品 如果你也渴望有这么一个自制的涡喷引擎的话,就往下看吧! 有关DIY航模脉冲式喷气发动机 脉冲式喷气发动机结构简单,加工方便,并比普通内燃机发动机高的燃烧效,因此适用于各种航空,海模,车辆模中。你也可以自己设计做成喷气助动车辆。本手册将从原理开始,教你如何打造出自己的喷气发动机。 原理结构介绍 脉动喷气发动机工作时,首先把压缩空气打入单向阀门,或使发动机在空中运动,这时便有气流进入燃烧室,然后油咀喷油,火花塞点火燃烧。这时长尾喷管在燃气喷出后,由于燃气流的惯性作用,虽然燃烧室内的压强同外面大气的压强相等,仍会继续向外喷,
所以在燃烧室内造成空气稀薄的现象,使压强显著降低到小于大气压,于是空气再次打开单向活门流入燃烧室,喷油点火燃烧,开始第二个循环。这样周而复始,发动机便可不断地工作了。这种发动机由进气到燃烧、排气的循环过程进行得很快,一秒钟大约可达40~50次。 脉动式发动机在原地可以起动,构造简单,重量轻,造价便宜。这些都是它的优点。但它只适于低速飞行(速度极限约为每小时640~800公里),飞行高度也有限,单向阀门的工作寿命短,加上振动剧烈,燃油消耗率大等缺点,使得它的应用受到限制。 第一章如何设计自己的发动机 设计参数: 1. 油气比 喷气发动机依靠油气燃烧产生反作用力,根据油品的爆炸极限, 燃油与空气重量比,一般在15-20%。即一升空气约需一克的油。 2.喷气频率, 喷气发动机喷气频率与机身长度有关,同一直径下,机身越长频率越低。 2. 机身直径与长度比L/D 发动机长度与直径是发动机设计的重要步聚,长度与比直径一般在10-17。 再上原理图:
来源:现代兵器 已经交付巴基斯坦空军的JF-17枭龙战机 国产涡喷-7发动机与当时世界航空发动机的发展相比还是落后很多
国产飞豹战机已经装备了国产化涡扇9发动机 国产新型昆仑涡喷航空发动机 20世纪80年代的中华大地百废待兴,人民空军的装备技术水平已经远远落后于世界——歼6早已不能满足新一代主战装备的要求,而歼7也在缓慢改进之中,即使是当时国内引以自傲的歼8战斗机也远远不是F一16和F一15的对手。而就此时国内的军用航空动力装置来看,也是两手空空。面对巴基斯坦提出的歼7大改要求,中国有什么发动机可以满足需要呢? 当家花旦——涡喷7
该型发动机的仿制原型是前苏联的P—11F一300。P一11是前苏联图曼斯基设计局50年代前期研制的双转子加力涡喷发动机,也是前苏联第一种采用双转子结构的发动机。该型发动机从1953年开始研制,1956年投入生产,压气机平均级压比达1.438,是当时世界上最高的,也是目前同类发动机最高的。为满足前线超音速歼击机要求发动机推重比高的特点,设计时采用了中等流量、低总压比、高涡轮进口温度和加力温度。为减轻重量,所有机匣均为钢制薄壁构件,并大量采用了焊接工艺。 P一11主要型别有P一11-300、P一11F、P一11s。上世纪50年代末60年代初,中国开始引进米格一21,为其配套的P一11F一300发动机也一并引进,国内编号涡喷7。但由于材料原因,中国仿制的涡喷7一直无法达到前苏联原装P—11F一300的性能水平。60年代中后期,歼8计划已经启动,提高P一11F一300的推力以作为新机动力成为横亘在中国航空动力人面前的一道难关。当时北京航空材料研究院专家容科提出了一个大胆的想法:要增大发动机推力必须提高涡轮前温度,而提高涡轮前温度的关键在解决涡轮叶片的耐高温问题,其最佳途径就是将当时的涡轮实心叶片改为空心叶片,用强制冷却提高叶片耐高温性能。随后,容科会同沈阳发动机厂总工程华明、中国科学院沈阳金属所所长李熏和设计室主任师昌绪一起制定了设计方案,并在一年内研制成功9孔成型精确的高温铸造合金空心叶片。 当时能够研制空心铸造叶片的只有美国,中国是世界上第二个掌握这一技术的国家,后来英国用了8年的时间才研制成功。就当时中国的科研能力而言,这的确是了不起的壮举,以至若干年后英国罗·罗公司的总师胡克看到我国自行研制的空心叶片时,不无感慨地说:“单凭看到这一成就,我就没白来中国一趟。”1966年9月,第一台份铸造空心叶片研制成功,随后用此叶片装配出第一台涡喷7甲发动机并试车成功。该发动机加力推力相比原有型号提高11%,耗油率降低14%。1968年6月,涡喷7甲通过50d,时长期试车,获准飞行。1969年7月,涡喷7甲配装歼8通过首飞考核。1970年,涡喷7甲转至黎明发动机制造公司继续研制。从1969年至1979年,总计完成零部件试验12000小时,地面和高空占整机试验2500d~时,飞行试验1000多架次,发动机累计运转2200小时。涡喷7甲的01批由沈阳航空发动机研究所于1979年设计定型后投入小批生产,首翻期为50d,时;03批由黎明发动机制造公司于1981年12月设计定型,首翻期100小时;05批在03批基础上继续延寿改进,1989年设计定型,首翻期200小时。 为满足歼7改型的需要,1965年沈阳航空发动机研究所和黎明机械公司联合在涡喷7甲的基础上改型发展涡喷7乙,该型号01批的性能与涡喷7甲相同。1969年,涡喷7乙转至黎阳公司和贵州航空工业集团第二设计所继续研制,并加以改进。涡喷7乙于1979年8月正式定型,首翻期100小时,总寿命300小时。此后,又陆续研制出延寿改型涡喷7乙B和涡喷7乙Ⅲ,分别于1981年和1992年通过技术鉴定,首翻期为200小时和300小时,总寿命为600小时和900小时。 与仿制原型相比,涡喷7系列发动机的不加力推力增加十分明显,这对提高巡航速度起到了显著效果,推比也有一定增加,涡前温度大幅提高,重量则并没有发生明显变化,但就增压比而言还是过低。这也和涡喷7系列发动机的压气机级数少有关,其压气机总级数为6级:3级低压、3级高压。涡喷7系列虽然取得了巨大的进步,但与世界航空发动机的发展相比还是落后很多。
2.5公斤微型涡喷发动机图纸 为满足广大涡喷爱好者的要求,继出版微型涡发动机结构与设计一书后,将微型涡喷发动机的设计结果公布出来,以图纸的形式公布,先将公布2.5公斤级微型涡喷发动机的图纸,并力争将涡喷发动机系列的图纸出版,该系列包括从2.5公斤到100公斤的宽广范围,具体含盖2.5公斤、4.5公斤、6公斤、10公斤、20公斤、30公斤、50公斤、80公斤和100公斤级的发动机。如有问题可与本人(wangqingwu2004@https://www.doczj.com/doc/a017269096.html,)探讨。 2.5公斤级微型涡喷发动机压比2.2,转速19.9X104rpm,进气量0.0778kg/s,排气速度520m/s。 微型涡喷发动机的结构 1-启动电机2-离合器3-测速磁环4-进气道5-压气机叶轮6-压气机扩压器壳7-密封圈8-压气机扩压器9-燃油分管10-点火头11-蒸发管12-燃烧室13-轴套14-轴 15-涡轮导向器16-涡轮 一、压气机叶轮: 叶片后弯,出口叶片角30°,β角随叶片长度的变化。叶根:35 20 18 30°,叶顶:67 56 30 30°。
压气机叶轮β角示意图 压气机叶轮β角取值 12片含分流叶片的压气机叶轮 压气机叶轮结构尺寸 叶片的厚度,叶根取0.8mm ,顶取0.6 mm ,分流叶片的厚度与主叶片相同。叶片入口处圆弧半径取0.1mm 。
叶片厚度与叶片长度的关系 二、涡轮导向器: 采用中弧线+叶片厚度的方法建立叶片型线,厚度在中弧线两侧对称分布。导向器叶片出口角取65°。 β 50 o 65 o M 导向器的叶片角 导向器叶片的厚度 导向器9叶片结构
原理介绍 脉冲式喷气发动机结构简单,加工方便,并比普通内燃机发动机有高的燃烧效,因此适用于各种航空,海模,车辆模中。你也可以自己设计做成喷气助动车辆。 脉动喷气发动机工作时,首先把压缩空气打入单向阀门,或使发动机在空中运动,这时便有气流进入燃烧室,然后油咀喷油,火花塞点火燃烧。 这时长尾喷管在燃气喷出后,由于燃气流的惯性作用,虽然燃烧室内的压强同外面大气的压强相等,仍会继续向外喷,所以在燃烧室内造成空气稀薄的现象,使压强显著降低到小于大气压,于是空气再次打开单向阀门流入燃烧室,喷油点火燃烧,开始第二个循环。这样周而复始,发动机便可不断地工作了。 这种发动机由进气到燃烧、排气的循环过程进行得很快,一秒钟大约可达40~50次。 编辑本段发动机特点 脉动式发动机在原地可以起动,构造简单,重量轻,造价便宜。这些都是它的优点。但它只适于低速飞行(速度极限约为每小时640~800公里),飞行高度也有限,单向阀门的工作寿命短,加上振动剧烈,燃油消耗率大等缺点,使得它的应用受到限制。 编辑本段设计参数 1. 油气比 喷气发动机依靠油气燃烧产生反作用力,根据油品的爆炸极限, 燃油与空气重量比,一般在15-20%。即一升空气约需一克的油。 2.喷气频率, 喷气发动机喷气频率与机身长度有关,同一直径下,机身越长频率越低。 3.
为了雾化燃料,空气在缩小部速度加大,因此进气通道被设计为喇叭状,也称为空气节流阀。 9.如何设计自己的发动机 一、首先确定发动机的推力, 根据上述公式,以实际油气进入系数X=0.75计算简化得到 发动机推力与尾喷截面积的关系,设计公式为 F(磅)=4.2磅*平方英寸(喷管面积) 或者是: F(牛顿)=2.65牛*平方厘米 (一千克力=9.8牛顿) 根据外国的设计为列: 如果要制作产生25磅推力的发动机,25/4.2 = 5.95 s平方英寸得到尾喷管直径约2.75英寸。 阀孔的面积为5.95*0.6552=3.9平方英寸。(这里系数0.6552设计者计算是取经验值) 由于阀加工形状的限制,那么单向阀的截面积可用3.9/0.55 = 7.1 sqr inc,,以阀上开十个孔计算每个孔的面积为0.39 sqr inc,燃烧室截面积与单向阀的面积大致相同,能装进单向阀。 喷管长度可简化计算 L=5.95*3.88+18.66 = 41.8,留余量,可取50 英寸,如果喷管尾部采用扩张部分,长度为0.2*41=8,总长50的情况下,那么实际尾喷管长为50-8=42英寸. 最小空气入口面积为阀孔面积,即3.9平方英寸 国外P-90发动机实验数据(供参考) 各参数如下 V = 2.9 litre fc = 6.7 gram/sec f = 150 Hz va = 258 m/s F = 85 Newton 编辑本段安全守则 涡喷的制作不同于其他模型,由于涡喷在高温与高速条件下工作 如果你不想被当成烤鸭请注意下面的事项!! 1.别被火喷成烤鸭,玩火要有科学知识指导。 2.,涡轮一定要作动平衡才能用。 3.无论如何不要在共公场合试发动机,很多人围观不是好事。 4.涡轮转速高达70000转每分以上,没机械基础不要去试!!
涡喷6 用途军用涡喷发动机 类型涡轮喷气发动机 国家中国 厂商沈阳黎明发动机制造公司/成都发动机公司 生产现状生产 装机对象歼-6、强-5 WP—6系列沿革:WP—6由沈阳航空发动机厂于1958年开始仿制,1961年通过装机考核随后转入批生产,WP—6仿制自MG—19的PД—9B型发动机,适装机型为歼—6(仿制自MG—19)、强—5。WP—6甲为WP—6改进型,由沈阳航空发动机厂于1964年开始改进,1983年通过国家鉴定随后投入批生产(其实WP—6甲在1979年就投入装机使用)。WP—6甲为强—5型号的配套发动机,因性能远比WP—6稳定也用于歼—6,适装机型为强—5Ⅰ/ⅠA/Ⅱ/Ⅲ/Ⅳ(M)、歼—6。成都航空发动机厂也于1963年介入WP—6的生产,并于1969年、1970年改进出WP—6A、WP—6B,分别作为强—5乙(鱼雷机)和歼—12项目的配套发动机,后因强—5乙和歼—12项目的下马,也同时中止了后续的发展。(W
P—6B为WP—6系列中推力最大型) WP—6系列性能:WP—6性能:最大推力25.5KN、加力推力31.8KN、重量70 8KG、翻修时间100小时(1973年提高至200小时)。 WP—6甲性能:最大推力29.4KN、加力推力36.8、推重比5.17、重量725KG、翻修时间200小时。 技术看点:WP—6为我国首型超音速航空发动机。其压气机由离心式发展至轴 流式,技术上是一次重大进步。1984年沈航首次将我国独创的沙丘驻涡稳定性理论(北航高歌发明)成功应用于WP—6甲改进型,彻底解决了PД—9B所固 有的振荡燃烧现象。 由于文革、大跃进等政治因素冲击,1959年、1965年WP—6发动机曾经出现两批次严重的质量问题,导致国内外多起机毁人亡事故。 因机载设备研发滞后而下马的强—5乙鱼雷功击机装WP—6A发动机,只生产了6架。 涡喷-6是我国在苏制Pд-9Б喷气发动机基础上仿制并发展而形成的一个发动机系列型号。该系列发动机是轴流式单转子带加力燃烧室的涡轮喷气发动机,于1966年5月正式命名为“涡喷6型发动机” 在上世纪五十年代我国引进苏联米格-19型战斗机,经过仿制,形成歼-6系列,涡喷6的原样机即是前苏联米格-19飞机的动力装置。1958年由黎明发动机制造公司(410厂)根据前苏联提供的爱尔德-9Б(Pд-9Б)技术资料开始试制。1959年3月国家鉴定委员会鉴定验收、批准投产,但从1961年以后方开始实际批生产。首翻期为100小时,经多年改进,于1972年首翻期提高到200小时。从1962年开始,成都发动机公司也试制该机,同年9月制成。在l964~1982年期间,进行了大量改进。首翻期达到200小时,1977年涡喷-6实现在歼-6和强-5飞机上通用的目标。涡喷-6甲系黎明发动机制造公司为满足强-5飞机的需要改型研制的,从1964年到1983 年经过四个批次的改进,性能有较大提高。在文革期间,曾发生过擅自修改发动机技