仪表安装常用材料
一、管材(P85)
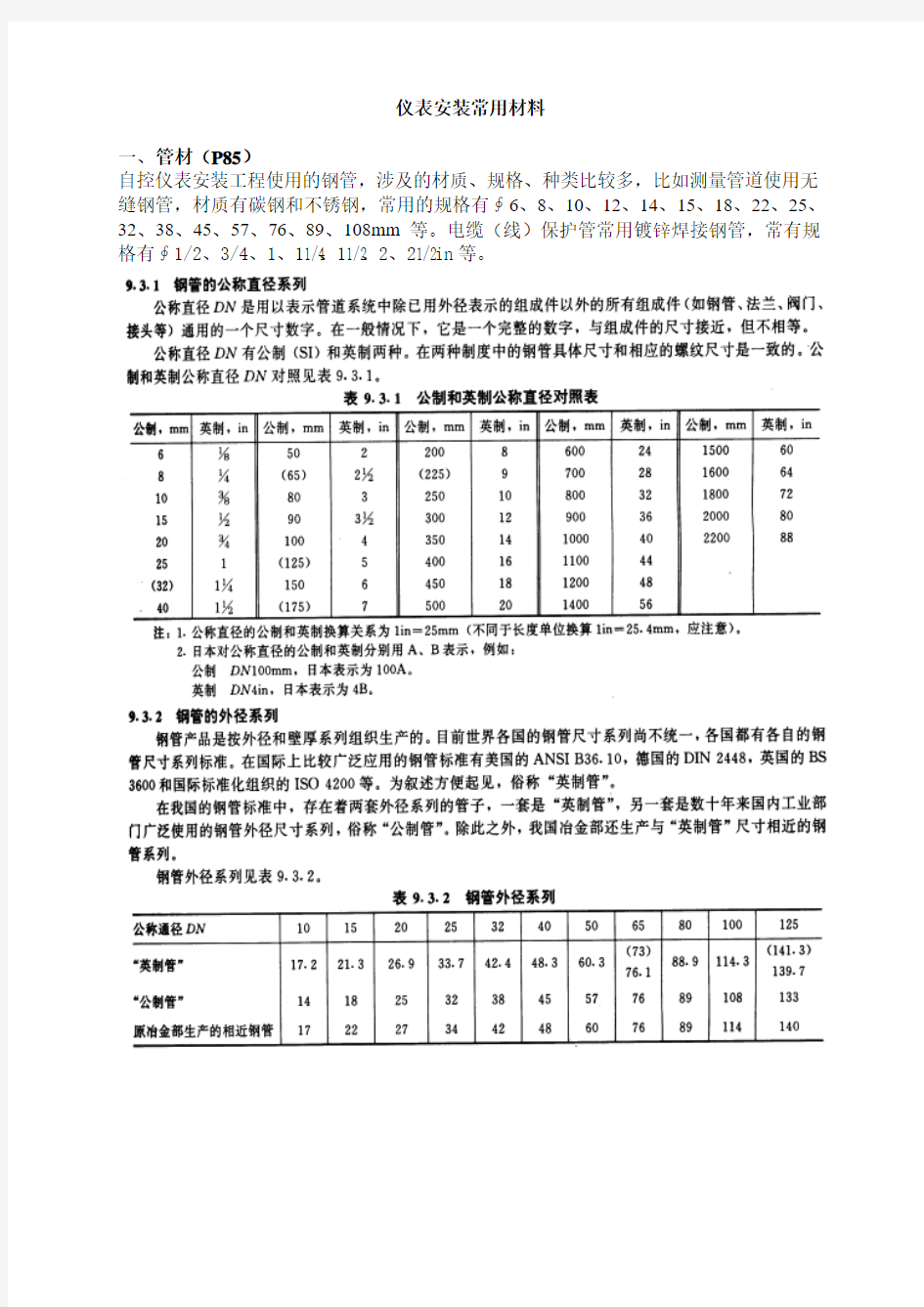
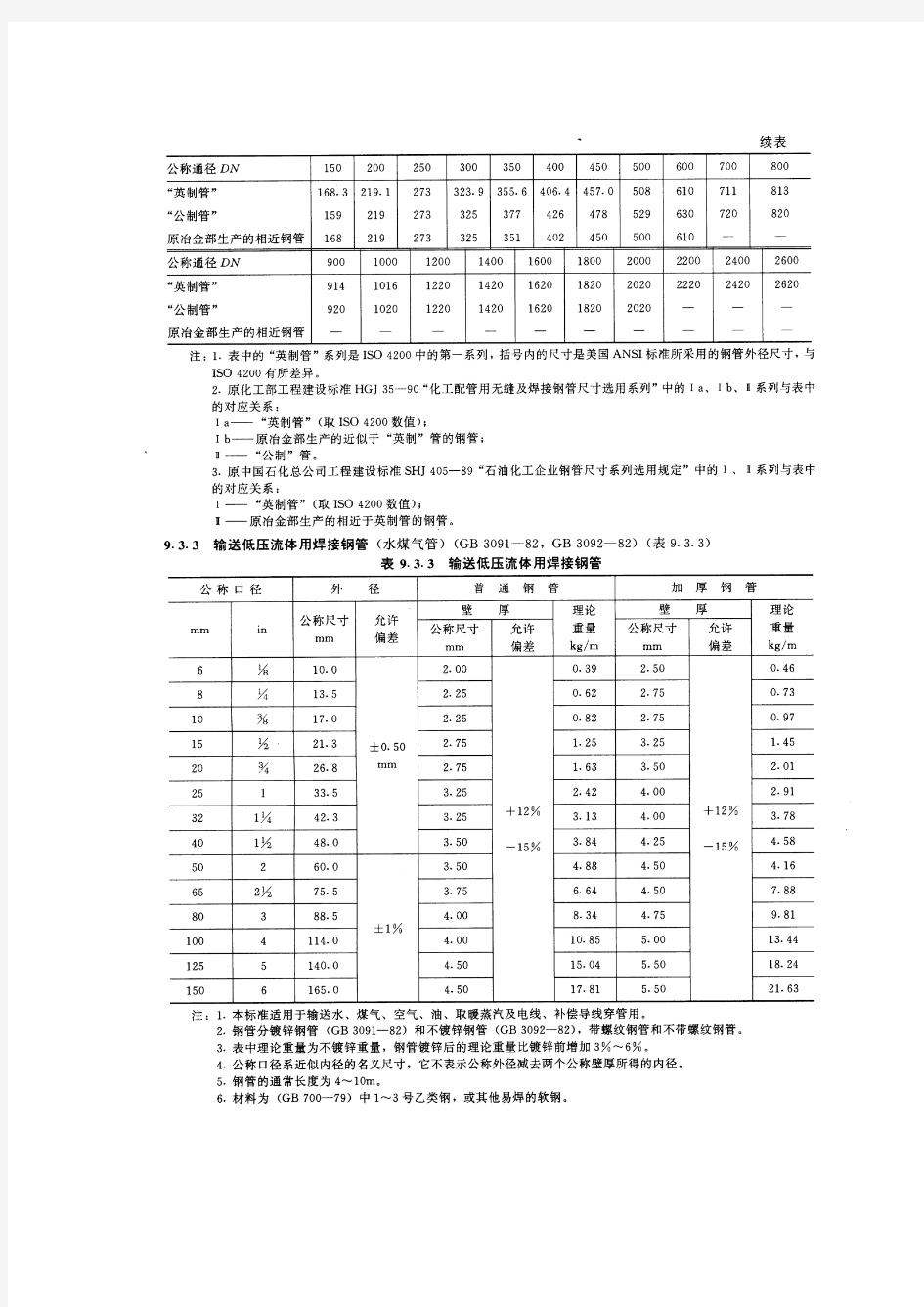
自控仪表安装工程使用的钢管,涉及的材质、规格、种类比较多,比如测量管道使用无缝钢管,材质有碳钢和不锈钢,常用的规格有∮6、8、10、12、14、15、18、22、25、32、38、45、57、76、89、108mm等。电缆(线)保护管常用镀锌焊接钢管,常有规格有∮1/2、3/4、1、11/4、11/2、2、21/2 in等。
2、型材
3、法兰(P110)
国家行业标准HG 20592~20635—97是在原标准HGJ44~76—91,以及HG200527—92等其它标准的基础上,参照ISO 70051(1992)标准和ANSIB 16.5、DIN标准修订而成的。修订后的新标准包括国际通用的欧洲和美洲两大体系,形成了一套内容完整、体系清晰、适合国情,并与国际接轨的管法兰、垫片、紧固件标准。国家行业标准HG20592~20635—97已于1998年2月1日起实施。同时老标准HGJ 44~71—91,以及HG 200527—92、HG 5003~5028—58(化工部老标准)JB75~86—59(机械部老标准)等即行作废。
法兰的使用
1)法兰的外径,新标准比老标准大5—10mm,但不影响相互连接,仅与外观有关。
2)法兰的螺栓孔中心圆直径,新老标准完全一致。
3)有个别型号的法兰螺栓数目不一样,经强度计算不影响使用。
4)有个别型号的法兰其紧固件的螺纹尺寸和法兰的螺纹尺寸不同,主要是老标准的法兰尺寸小1—2mm,实际使用可扩孔。
5)公称通径一样要注意是区分A、B系列。
6)公称通径一样要注意压力等级PN、如果压力等级PN不一样,法兰的大小就不一样。
7)公称通径一样要注意法兰密封面形式
4、紧固件螺栓
5、垫片P(110)
常用的法兰垫片有橡胶石棉垫、缠绕式垫片、金属包垫片、金属垫片和透镜垫等。
橡胶石棉垫的板料规格很多,有一般的橡胶石棉板和耐油橡胶石棉板。一般的可用在水、蒸汽、空气、煤气、惰性气体、氨、碱液等介质,其中紫色的适用温度压力最高(≤450℃和≤6.3MPa),红色的其次(≤350℃和≤4.OMPa),灰色的最低(≤200℃
和≤1.6MPa)。
耐油橡胶石棉板可用在介质为油品、溶剂及碱液的设备和管道法兰连接处。
缠绕式垫片和金属包垫片的性能相似,前者是用金属带和石棉带缠绕而成,后者用金属把石棉包住,俗称铁包垫。按采用的金属材料不同,如采用镀锡铁皮,08钢带或钢皮,OCrll3钢带或钢皮,可适应不同介质管道的需要。缠绕式垫片和金属包垫片具有多道密封作用,弹性较好,可制成较大直径的垫片,适用于公称压力O.16~4.OMPa,温度≤550O C的管道使用。
金属垫片通常用紫铜或铝制成环状,一般用在公称压力≥6.3MPa及以上压力。常用的金属垫片的截面有齿形、椭圆形和八角形等。齿形金属垫片适用于PNl4.0、6.3、10、1 6、20MPa的凹凸面法兰。截面为椭圆形或八角形的金属垫片,因其与法兰密封面的接触面积小,故在较小的螺栓拉紧力下能获得较高的密封性能,可用于PN6.3MPa及
以上压力的法兰。
透镜垫由于是线密封,接触面更小,所以用在高压螺纹管法兰,可用于PN6.3MPa 及以上的法兰。
6、电线电缆(P88)
南通江山农药化工股份有限公司仪表安装施工方案
目录 一、编制说明 (3) 二、工程概况 (3) 三、编制依据 (3) 四、主要实物工作量 (4) 五、工程特点 (4) 六.施工原则 (4) 七、施工程序 (5) 八、施工方法及技术要求 (5) 九、施工进度及劳动力安排 (14) 十、主要施工机具 (15) 十一、质量措施 (15) 十二、安全措施 (17) 十三、工程验收 (18)
一、编制说明 为了保证仪表专业施工的顺利进行,提高施工现场仪表设备安装、防护质量,明确仪表安装工程程序及整个施工过程中对技术、质量、安全的要求,高效优质完成仪表施工工作。指导现场施工,达到预期的质量标准及进度, 并实现长期、安全稳定生产的目标,向建设厂家提供优良工程产品,特编制本方案。 二、工程概况 南通江山农药化工股份离子膜烧碱二期扩建项目,图纸由浙江工程设计有限公司设计,仪表单位工程包括二次盐水、电解、淡盐水脱氯,氯处理,氯气压缩,氯气液化,氢处理。仪表安装工程的施工范围包括:施工准备、仪表线路安装、仪表管道安装、电气防爆和接地、防护(隔离与吹洗、防腐与绝热、伴热)、取源部件安装、仪表设备安装、仪表试验、工程验收。 三、编制依据 依据浙江工程设计院设计的仪表施工图纸 《自动化仪表工程施工及验收规范》(GB50093-2002) 《火灾自动报警控制系统施工及验收规范》(GB50166-92)
《自动化仪表安装工程质量检验评定标准》(GBJ131-90) 四、主要实物工作量 五、工程特点 1、很多工号为爆炸危险区域,所有仪表防护等级不低于IP55,施工要求高。 3、桥架安装、电缆保护管、气源管安装时,注意与管道配合,避免交叉打架。 5、仪表安装工作大部分都在后期进行,总工作时间短,给施工增加难度。 六.施工原则 1、严格按照图纸及规范施工,保质量、保工期。 2、坚持“三不施工”原则:图纸不清楚不施工;材料、设备质量不符合要求不施工;不安全因素不排除不施工。施工应遵循先
常见仪表安装规定 一般规定1、就地安装仪表的安装位置,应符合下列规定:光线充足,操作和维修方便;不宜安装在振动、潮湿、易受机械损伤、有强磁场干扰、高温、温度变化剧烈和有腐蚀性气体的地方。仪表的中心距地面的高度宜为1.2~1.5 米。就地安装的显示仪表应安装在手动操作阀门时便于观察仪表指示值的位置。2、仪表安装前应外观完整、附件齐全,并按设计规定检查其型号、规格及材质。3、仪表安装时不应敲击及振动,安装后应牢固、平正。4、设计规定需要脱脂的仪表,应经脱脂检查合格后方可安装。5、直接安装在工艺管道上的仪表,宜在工艺管道吹扫后压力试验前安装,当必须与工艺管道同时安装时,在工艺管道吹扫时应将仪表拆下。仪表外壳上箭头的指向应与被测介质的流向一致。仪表与工艺管道连接时,仪表上法兰的轴线应与工艺管道轴线一致,固定时应使其受力均匀。6、直接安装在工艺设备或管道上的仪表安装完毕,应随同工艺系统一起进行压力试验。7、仪表及电气设备上接线盒的引入口不应朝上,以避免油、水及灰尘进入盒,当不可避免时,应采取密封措施。 8、仪表和电气设备标志牌上的文字及端子编号等,应书写正确、清楚。9、仪表及电气设备的接线应符合下列规定:接线前应校线并标号剥绝缘层时不应损伤线芯多股线芯端
头宜烫锡或采用接线片。采用接线片时,电线与接线片的连接应压接或焊接,连接处应均匀牢固、导电良好锡焊时应使用无腐蚀性焊药电缆(线)与端子的连接处应固定牢固,并留有适当的余度接线应正确,排列应整齐、美观仪表及电气设备易受振动影响时,接线端子上应加弹簧垫圈线路补偿电阻应安装牢固,拆装方便,其阻值允许误差为±0.1 欧姆 温度仪表1、在多粉尘的工艺管道上安装的测温元件,应采取防止磨损的保护措施。2、表面温度计的感温面应与被测表面紧密接触,固定牢固。3、压力式温度计的温包必须全部浸入被测介质中,毛细管的敷设应有保护措施,其弯曲半径不应小于50毫米,周围温度变化剧烈时应采取隔热措施。压力仪表1、测量低压的压力表或变送器的安装高度,宜与取压点的高度一致。2、就地安装的压力表不应固定在振动较大的工艺设备或管道上。3、压力表与被测量管道之间应装设隔离阀。4、测量高压的压力表安装在操作岗位附近时,宜距地面1.8 米以上,或在仪表正面加保护罩。流量仪表1、差压计或差压变送器正、负压室与测量管路的连接必须正确。2、转子流量计的安装应呈垂直状态,上游侧直管段的长度不宜小于5倍工艺管道径,其前后的工艺管道应固定。3、涡轮流量计的前置放大器与变送器间的距离不宜大于3 米。4、电磁流量计的安装为取得可靠和精确的测量,应满足以下条件:A.流量流量必须均匀并不得有干扰电极应
仪表常用材料配件认识 一、认识常用配件的重要性 作为一名仪表维修员工,仪表技术是核心,但是对仪表专业配件的认识是你们取得核心技术的基本,在今后的施工作业、维护维修、装置检修中对仪表配件的认识要非常熟悉,在你们今后的业余设计中对仪表配件的型号要求有着非常细致的了解。随着你们的学习结束,进入班组,你们工作接触更多的就是仪表常用材料配件的领取和安装。 二、仪表常用配件的认识 1、仪表常用钢材Q235 镀锌不锈钢 槽钢:截面形状为凹槽形的长条钢材 50*37*4.5 63*40*4.8 80*43*5.0 100*48*5.3 角钢:两边互相垂直成角形的长条钢材 ∠25*25*3 ∠30*30*3 ∠40*40*4 ∠50*50*5 扁钢:截面为长方形并稍带纯边的钢材 —20*3 —30*3 —40*4 —50*5
2、仪表常用管材镀锌 镀锌管:钢管内外壁同时镀有锌层,使钢管的防腐性能大大提高,能达到普通钢管的15倍左右DN15:∮21.3*2.8 DN0:∮26.9*2.8 DN25:∮33.7*3.2 DN32:∮42.5*3.5 DN40:∮48.3*3.5 DN50:∮60.3*3.8 无缝钢管:是一种具有中空截面、周边没有接缝的圆形管材 ∮14*3 ∮14*5 ∮18*3 ∮18*5 ∮22*3 ∮22*5 ∮27*3 ∮27*5 不锈钢管:∮6*1 ∮8*1 ∮10*1 ∮12*1 ∮14*2 ∮16*2 ∮14*3 ∮14*5 ∮18*3 ∮18*5 ∮22*3 ∮22*5 ∮27*3 ∮27*5 紫铜管:色金属管一种。是压制的和拉制的无缝管 ∮6*1 ∮8*1 ∮10*1 ∮12*1
阳煤集团昔阳化工有限责任公司 阳煤集团昔阳化工有限责任公司40万吨/年烧碱、40万吨/年PVC项目 仪表安装方案 施工单位建设单位 编制: 审核: 审核:批准: 批准: 编制单位:山西丰喜化工设备有限公司昔阳化工项目部 编制日期:年月日 目录
一、工程概况及编制说明 1.1 工程概况 1.2编制说明 1.3 编制依据 二、施工准备 2.1施工技术准备 2.2施工人员准备 2.3 施工机具准备 2.4 施工材料准备 三、质量目标及质量保证措施 3.1质量目标 3.2质量保证措施 3.3施工标准及质量检验评定标准 四.施工进度保证措施 4.1进度保证措施 五、施工方法 5.1仪控安装的施工流程图 5.2 DCS系统安装、调试 5.3 取源部件的安装 5.4 仪表桥架及管路的安装 5.5 电气设备、仪表盘、柜、箱的安装 5.6 仪表设备和管道的脱脂 5.7 仪表和仪表设备的安装 5.8 电缆、电线的敷设 5.9 仪表线路的配线 5.10 桥架及支架、仪表设备底座等的防腐与绝热5.11 仪表管路的伴热 5.12 仪表调校 六.安全保证体系及安全保证措施 七、施工措施 八、安全文明施工 一、工程概况及编制说明:
1.1 工程概况 工程名称:阳煤昔阳化工40万吨/年烧碱、40万吨/年PVC项目 建设单位:阳煤集团 施工单位:山西丰喜化工设备有限公司 监理单位:胜利油田胜利建设监理有限责任公司 建设地点:山西省昔阳县赵壁乡黄岩村 工程范围:离子膜烧碱、PVC项目以及锅炉岛工程,包括:仪表盘箱柜安装、仪控桥架安装、仪控电缆敷设、仪表气源安装、仪控接地极的安装、仪控元器件的安装及各仪表阀门的调校等工作;交工技术资料准备及移交等(详情参见该工程施工合同)。 1.2编制说明 离子膜烧碱、PVC项目以及锅炉岛是装置正常运行的前提和保障,为了能详细说明其施工方法及技术要求,保证仪控系统的安装质量,促进施工安装技术的进步,确保设备安装后的安全运行,特编制本专项施工方案,以方便施工并保证安装质量。 1.3 编制依据 GB50093-2002 《自动化仪表工程施工及验收规范》 GB16912-1997《氧气及相关气体安全技术规程》 GB50235-1997《工业金属管道工程施工及验收规范》 GB50236-1998《现场设备工业管道焊接工程施工及验收规范》 GB50168-92《电气装置安装工程电缆线路施工及验收规范》 该施工组织设计需经监理单位和建设单位代表签字同意后方可实施。 工程如需变更时,需用工程联络单形式向设计单位知会情况,并出设计变更,并在得到设计单位代表、建设单位、监理单位代表签字同意后方可变更实施。施工过程及验收以安装合同、图纸、设计变更该施工组织设计及相关国家标准为依据。 二、施工准备
不锈钢公司料场改造工程自动化及仪表施工工程 技术规格书 唐山电通科技有限公司 二零一六年九月
目录
1、工程概况 不锈钢公司料场改造工程自动化仪表施工工程,本着自动控制、远程监管、减员增效、节能减排、安全运行目的而进行编制。创新使用先进的工业控制技术、计算机网络技术实现了远程及自动控制现场设备的功能。 技术规格书作为直接指导施工的依据,在保证工程质量、工期、安全生产、成本的前提下,对加强施工管理、有效的调配人员、提高施工效率、节约工程成本、保证施工现场的安全文明有积极作用。 2、工程范围 本工程主要包括以下专业: 1.电气自动化系统工程安装; 2.自动化仪器仪表安装。 3、技术标准 GB3368《工业自动化仪表电源、电压》 GB777《工业自动化仪表用模拟气动信号》 GB3369《工业自动化仪表用模拟直流电流信号》 GB3386《工业过程测量和控制系统用电动和气动模拟记录仪和指示仪性能测定方法》 GB/T13283《工业过程测量和控制用检测仪表和显示仪表精度等级》 GB4830《工业自动化仪表用气源压力范围和质量》
ZBY120《工业自动化仪表工作条件温度和大气压》 ZBY092《工业自动化仪表电磁干扰电流畸变影响试验方法》 GB4439《工业自动化仪表工作条件~振动》 GB7353《工业自动化仪表盘基本尺寸及型式》 JB/T1396《工业自动化仪表盘盘面布置图绘制方法》 ZBN10004《工业自动化仪表公称通径值系列》 ZBN10005《工业自动化仪表工作压力值系列》 GB1314《流量测量仪表基本参数》 《工业自动化仪表通用试验方法-接地影响》 GB/T8566-1995《计算机软件开发规范》 GB/T 12504-1990《计算机软件质量保证计划规范?》 GB/T 12505-1990《计算机软件配置管理计划规范?》 GB/T 15532-1995《计算机软件单元测试》? GB/T 15538-1995《软件工程标准分类法》? GB/T 15853-1995《软件支持环境》? GJB/Z 102-1997《软件可靠性和安全性设计准则》 JGJ46-88《施工现场临时用电安全技术防范》 GB/T 《控制系统功能表图的绘制》 GB 16655-1996《工业自动化系统集成制造系统安全的基本要求》
仪表安装常用图形符号和文字代号
仪表安装术语 1、一次点指检测系统或调节系统中,直接与工艺介质接触的点。如压力测量系统中的取 压点,温度检修系统中的热点偶(电阻体)安装点等等。一次点可以在工艺管道上,也可以在工艺设备上。 2、一次部件又称取源部件。通常指安装在一次点的仪表加工件。如压力检测系统中的取 压短节,测温系统中的温度计接头(又称凸台)。一次部件可能是仪表元件,如流量检测系统中节流元件,也可能是仪表本身,如容积式流量计、转子流量计等,更多的可能是仪表加工件。 3、一次阀门又称根部阀、取压阀。指直接安装在一次部件上的阀门。如与取压短节相连 的压力测量系统的阀门,与孔板正、负压室引出管相连的阀门等。 4、一次仪表现场仪表的一种。是指安装在现场且直接与工艺介质相连触的仪表。如弹簧 管压力表、双金属温度计、双波纹管差计。热电偶与热电阻不称作仪表,而作为感温元件,所以又称作一次元件。 5、一次调校通称单体调校,指仪表安装前的校验。按《工业自动化仪表工程施工及验收 规范》GBJ93-86的要求,原则上每台仪表都要经过一次调校。调校的重点是检测仪表的示值误差、变差,调节仪表的比例度、积分时间、微分时间的误差,控制点偏差,平衡度等。只有一次调校符合设计或产品说明书要求的仪表,才能安装,以保证二次调校的质量。 6、二次仪表是仪表示值信号不直接来自工艺介质的各类仪表的总称。二次仪表的仪表示 值信号通常由变送器变换成标准信号。二次表接受的信号一般有三种:○1、气动信号, 0.02~0.10MPa;○2、Ⅱ型电动机单元仪表信号,0~10mA DC;○3、Ⅲ型电动机单元仪表 信号,4~20mA DC。也有个别的不用标准信号,一次仪表发出电信号,二次仪表直接指示,如远传压力表等。二次仪表通常安装在仪表盘上。按安装位置又可以分为盘装仪表和架装仪表。 7、现场仪表是安装在现场仪表的总称,是相对于控制室而言的。可以认为除安装在控制 室的仪表外,其他仪表都是现场仪表。它包括所有一次仪表,也包括安装在现场的二次仪表。 8、二次调校又称二次联校、系统调校,指仪表现场安装结束,控制室配管配线完成且 校验通过后,对整个检测回路或自动调节系统的检测,也是仪表交付正式使用前的一次全面校验。其校验方法通常是在测量环节上加一干扰信号,然后仔细观察组成系统的每台仪表是否工作在误差允许范围内。如果超出允许范围,又找不出准确原因,要对组成系统的全部仪表重新调试。 二次调试通常是一个回路一个回路的进行,包括对信号报警系统和联锁系统的试验。 9、仪表加工件是指全部用于仪表安装的金属、塑料机械加工件的总称。也就是仪表之 间,仪表与工艺设备、工艺管道之间,仪表与仪表管道之间,仪表与仪表阀门之间的配管、配线,及其附加装置之间金属的或塑料是机械加工件的总称,仪表加工件在仪表安装中占有特殊地位。 10、带控制点流程图管道专业的图名是管道仪表图,它详细地标出仪表的安装位置, 是确定一次点的重要图纸。
NO GB 699 ГОСТASTM/AISI BS NF DIN JIS 108F 08КПUst14 SPH1208081008 040A04050A04 S9CK 310F 10КПUst13 SHP2410101010040A10045A10060A10C10,XC10 C10,CK10 S10C 515F 15КПSHP3 615 15 1015040A15050A15060A15C15,XC15C15,CK15 S15C S15CK 720201020040A20050A20060A20C20,XC18C22,CK22S20C 825251025060A25070M26C25,XC25C25,CK25S25C 930301030060A30C30,XC32C30,CK30S30C 1035351035060A35C35,XC35C35,CK35S35C 1140401040060A40C42,XC42C40,CK40S40C 1245451045060A42060A47C45,XC45C45,CK45S45C 13505010491050060A52C50,XC48C50,CK50S50C 1455551055060A57070M35C55,XC55C55,CK55S55C 1560601060060A62C60,XC60C60,CK60S58C 16656510641065060A67C65,XC65C67,CK6717707010691070060A72070A72C70,XC70C70,CK7018757510741075060A78070A78XC75C75,CK751980801080060A83XC80CK8020858510841085050A86060A86XC85CK852115Mn 15Г1016080A15080A17XC1214Mn415Mn32220Mn 20Г10191022080A20080A22XC18 19Mn520Mn521Mn42325Mn 25Г10251026 080A25080A2726Mn52430Mn 30Г 1033 080A30080M30XC3230Mn431Mn430Mn52535Mn 35Г1037080A35080M3635Mn435Mn52640Mn 40Г1039080A40080M4040M5 40Mn42745Mn 45Г1046080A47080M4646Mn5 2850Mn 50Г10531051080A52080M50XC48 50Mn552Mn52960Mn 60Г10621061080A57080A62CK603065Mn 65Г1566080A6765Mn4 3170Mn 70Г1572080A723220Mn220Г213201321150M1920M520Mn5SMn2133 30Mn2 30Г2 1330 150M28 32M5 30Mn5 SMn24 Metal materials commonly used brand of table ISO 683/1 C25,C25E4,C25M2C30,C30E4,C30M2C35,C35E4,C35M2C40,C40E4,C40M2C45,C45E4,C45M2C50,C50E4,C50M2C55,C55E4,C55M2C60,C60E4,C60M2
機械零件的常用材料及選用原則一.機械零件常用材料: 機械零件常用材料主要有黑色金屬﹑有色金屬﹑非金屬材料和各種复合材料四大類.其中以黑色金屬中的鋼﹑鑄鐵,及有色金屬中的銅合金﹑鋁合金最為常用,其次是非金屬材料中的高分子材料﹑陶瓷材料和复合材料.有關知識在金屬工藝學及工程材料學等,分別介紹. 二.機械零件材料的選用原則: 在機械設計中合理地選擇材料是一個很重要的問題.選擇零件的材料主要應考慮三方面的問題,即使用要求﹑工藝要求和經濟性要求. 1.使用要求:滿足使用要求是選擇零件材料的最基本原則.使用要求一般包括:(1)零件的工作和受載情況,(2)對零件尺寸和重要的限制,(3)零件的重要程度. 在考慮使用要求時要抓住主要問題,兼顧一切.一般地講,減輕重量是機械設計的主要要求之一.若零件尺寸取決於強度,且尺寸和重量又受到某些限制時,應選用強度較高的材料.在滑動摩擦下工作的零件應選用減摩性能好的材料或耐磨材料.在高溫下工作的零件應選用耐熱材料,在腐蝕介質中工作的零件應選用耐蝕材料. 2.工藝要求:所謂工藝要求,是指所選用材料的冷﹑熱加工性能好.比如同是箱體零件采用鑄件還是焊接件,要看生產批量大小.大批量宜用鑄件,小批量宜用焊接件.如果是鑄造毛坯應選用流動性好的材料,若是焊接件應選用焊性好的材料. 選擇材料還必須考慮材料熱處理的工藝性.
由於一般零件都必須經切削加工,所以選擇材料還要考慮其切削性能(易斷屑﹑表面光滑﹑刀具磨損小等) (3).經濟性要求:經濟性首先體現在材料的相對價格上,在滿足上述兩方面選材原則基礎上,應盡可能選擇價格低廉的材料.其次對經濟性不能只從材料價格上考慮,其加工製造費用,使用維護費用都應考慮在內.總之,經濟性要綜合考慮.
常用材料热处理
材料热处理中的特性: 淬透性(可淬性):指钢接受淬火的能力 零件尺寸越大,内部热容量也越大,淬火时冷却速度越慢,因此,淬透层越薄,性能越差,这种现象叫做“钢材的尺寸效应”。但淬透性大的钢,尺寸效应不明显。 由于碳钢的淬透性低,在设计大尺寸零件时用碳钢正火比调质更经济。 常用钢种的临界淬透直径De mm 常用材料的工作条件和热处理 渗碳钢:(含碳量0.1~0.25%) 10、15、20、 15Cr、20Cr、20Mn2、20CrMn、20CrMnVB 25MnTiB、18CrMnTi、20CrMnTi、20CrMnMo 30CrMnTi、20Cr2Ni4A、12CrNi3A、18Cr2Ni4W A
渗碳钢在高温下长时间保温,晶粒易于长大,恶化钢的性能。 表面含碳量在0.85~1.05%,表层硬度≥56~65(HRC) 心部含碳量在0.18~0.25%,HRC30~45 含碳量在0.3%时,HRC30~47 常用渗碳钢渗碳后的硬度 调质钢(含碳量0.25~0.5%) 40、45、40Cr、50Mn2、35CrMo、30CrMnSi、 40CrMnMo、40MnB、40MnVB、40CrNiMoA 38CrMoAlA 碳素调质钢淬透性低。 常用调质钢的调质硬度 调质钢对表面耐磨性要求较高时还需高频淬火,要求耐磨性更高时则需渗氮。
弹簧钢含碳量:碳素弹簧钢0.6~0.9% 合金弹簧钢0.45-0.7% 弹簧钢的选用: 钢丝直径<12~15mm 65、75 弹簧≤25mm 65Mn、55Si2Mn 60Si2Mn、70Si3MnA 钢丝直径≤30mm 50CrVA、50CrMnVA 重要弹簧 60Si2CrVA、65Si2MnVA 弹簧钢的热处理一般是淬火加中温回火 热处理的硬度一般为 HRC41-48 对于一般小弹簧(钢丝截面D<10mm)不淬火,只作250~300去应力处理。 65Mn淬硬性好,硬度≥HRC59。 轴承钢含碳量0.95~1.10% 含铬量0.5~1.65% GCr9 GCr15 GCr15SiMn GsiMnV GMnMoVRE GSiMnMoV GSiMnVRE GSiMnMoVRE GMnMoV 轴承承受高压集中周期性交变载荷,由转动和滑动产生极大的摩擦。 轴承钢一般首先进行球化退火—淬火—低温回火,硬度为HRC61-65。
校对审核 CHK'D REV'D 修改: REV. 设计阶段 DESIGN STAGE详细设计 防火结构,一侧带丝堵 防火结构,一侧带丝堵 防火结构,一侧带丝堵 个13 106 个 材料标准号 STANDARD NO. 主要材质 MATERIAL 316SS 316SS 6 10mmO.D ASME A269 Φ22×3 米1026 米618 米18 316SS TUBE 1/2″×0.049″ ASME A269316SS 316SS GB/T14976-94 432 米6 米12 316SS 米 316SS米 GB/T8163-199920# 备注 单位 UNITS 数量 AMOUNT总 T 单 S 3/8″NPT个 GB/T14976-94 米18 米 防火结构 水氧分析仪用 6 6mmO.D 46 页数页号 SHEET 1 OF 20 质量 MASS (kg) 6 316SS 1/2″NPT个 TUBE 1/4″×0.035″ 0首次编制 工程名称 ENGINEERING 项目名称 日期 DATE 大庆石化工程有限公司 DAQING PETRCHEMICAL ENGINEEING CO.,LTD. 审定 APP'D PROJECT 档案号 编制 DES'D DOC NO. REV.REVISION NOTE 修改 型号及规格 SPECIFICATION Φ18×3 不锈钢无缝钢管 输送流体用无缝钢管Φ89×4 1/2″SCH160 12mmO.D 不锈钢管 三分体内螺纹球阀 不锈钢管 内螺纹球阀 内螺纹球阀 米 13不锈钢管(电抛光) 不锈钢无缝钢管Φ27×4 序号 SN 材料名称 MATERIAL NAME 1.1 管线 不锈钢管 1 引压管 不锈钢管 不锈钢无缝钢管 不锈钢管 1.2 阀门 三分体内螺纹球阀1/2″NPT(BA-1433C) 1/2″NPT(BA-1433C) 文件编号 修改内容 内蒙古中煤蒙大新能源化工有限公司 SSH3405-1996304SS 316SS 316SS 316SS 年产50万吨工程塑料项目 聚乙烯装置 S4991.01-ZK07 仪表安装材料表 MATERIAL LIST 11ZMMD01–3000–ZK–MTO–0001 316SS 专业自控
常见热工仪表基础知识(总8 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
仪表基础知识 1、测量误差概念 1.1、误差的分类按误差数值表示的方法分为:绝对误 差、相对误差、引用误差;按误差出现的规律分为:系统误差(规律误差)、随机误差(偶然误差)、疏忽误差(粗大误差) 1.2、真值与约定真值(近似真值)、相对真值(标准表示值) 1.3、仪表的精度等级是指基本误差(仪表在规定参比工作条件下,即标准工作条件下的最大误差)的最大允许值,精度=(最大误差/测量范围)*100% 2、化工过程仪表的分类 2.1、按读取测量值的位置可分为:就地测量仪表(如就地压力表、温度计、液位计、流量计等)和远传信号测量仪表(各类变送器、位置开关等) 2.2、按测量参数性质可分为:分析、流量、物位(液位)、压力、温度、电量、机械量等 3、分析仪表 3.1、按分析目的分为:安全检测报警分析仪(可燃、有毒气体检测)、成分分析仪表 3.2、成分分析仪的分类:离线分析仪(分析室仪器)、在线分析仪(COD 分析仪、PH计、F离子分析仪等) 4、流量测量 4.1、流量的概念:是指单位时间内流过管道某一截面的流体数量。分为体积流量和质量流量,质量流量M=体积流量Q *流体密度ρ。质量流量的常用单位有:kg/h、t/h等,体积流量的常用单位有:l/h、m3/h等。 4.2、流体流动状态的分类:A、层流(雷诺数Re〈2300) B、过渡流(2300〈Re〈4000) C、紊(湍)流(雷诺数Re〉4000)。雷诺数是指流体惯性力与粘性力的比值。 4.3、与流体有关的物理参数:温度、压力、密度、粘度、速度、流量等。 4.4、流体的密度与温度、压力的关系:气体的密度随温度的升高而减小、随压力的增大而增大,液体的密度主要随温度升高而减小、而与压力关系不大。 4.5、流量测量仪表种类有:涡街流量计、金属管转子流量计、孔板节流装置流量计、锥形管流量计、威力巴流量计、楔式流量计、质量流量计、电磁流量计等。 4.6、流量计的分类 流量测量方法和仪表的种类繁多,分类方法也很多。至今为止,可供工业用的流量仪表种类达60种之多。品种如此之多的原因就在于至今还没找到一种对任何流体、任何量程、任何流动状态以及任何使用条件都适用的流量仪表。 按测量原理分有力学原理、热学原理、声学原理、电学原理、光学原理、原子物理学原理等。 按照目前最流行、最广泛的分类法,即分为: 容积式流量计、差压式流量计、浮子流量计、涡轮流量计、电磁流量计、流体振荡流量计(包括涡街流量计、质量流量计 ) 、插入式流量计。
仪表工程与其他安装工程有联系和分工。说明如下。 1. 仪表一次取源部件的安装,应由工艺和管道安装施工单位完成。应在工艺管道制造或预制、安装的同时完成安装。例如,取源部件的开孔和焊接应在工艺管道或设备防腐、衬里、吹扫、压力测试前完成;高压、合金钢、有色金属管道上的取源部件应采用机械加工方法;在窑炉等砌体或混凝土浇注体上安装的取源部件应在砌筑或浇注时同时埋人。取源阀门应检验合格后才能安装,且不宜采用卡套式连接方式。 2.直接安装在工艺管道上的仪表,例如孔板、转子流量计、控制阀等,应由管道安装施工单位在工艺管道吹扫后和加压试验前安装。如果需与工艺管道同时安装时,应在工艺管道吹扫时,由管道安装施工单位将仪表拆下,并安装短管,吹扫完成后再由管道安装施工单位安装这些仪表。 3.控制阀、测量孔板等自动化仪表安装所需的支撑、底座或吊杆应由管道安装施工单位完成安装o.维护仪表和自动化设备所需的操作平台、连接通道等部件由设备和管道安装施工单位安装施工。 4.仪表、自动化设备及管道的绝热工程由绝热层安装施工单位施工。 5.仪表、自动化设备的保温、伴热和排放管线的总管工程、仪用压缩空气、液压管线的总管工程由管道安装施工单位安装施工。 6.仪表、自动化设备和辅助设备的连接管线、保温、伴热和排放管线的支管由仪表工程安装施工单位安装施。 7.专用仪表的安装由专业化安装单位安装施工。例如,分析仪表、随配套设备引进的专用仪表的安装由制造商指派的专业安装单位安装施工。
自动化仪表安装及验收规范说明 V1 总则 101 制定本规范的目的,根据标准编写规定增加此条。本规范部分条文中对施工技术的要求涉及到施工管理内容。 102 规定了本规范的适用范围和不适用范围。本规范在原规范的基础上,归纳总结了工业和民用自动化仪表工程施工及验收的经验,对共同适用的部分作了统一的规定,同时也兼顾了有关行业的特点和习惯。 103 施工的依据是经过批准的设计文件和已会审的施工图纸。工程施工将设计意图转化为实际,但施工单位无权任意修改设计图纸。 由于工程在工艺设计、操作、现场条件等方面出现的特殊问题,以及仪表设备材料新产品的出现,有可能使设计文件的要求与本规范的规定不尽一致。此时,经设计单位确认后,施工单位应按设计文件要求施工。 104 在设备、管道上安装仪表和取源部件,由设计文件对专业分界作出明确规定,便于处理有关专业的分工和配合问题。 106 仪表工程中的取源部件、仪表管道及直接与设备或管道连接的仪表等,都直接接触物料,与设备或管道的要求一致。因此,本规范在焊接方面未作另外的规定。焊接工作应符合现行国家标准《现场设备、工业管道焊接工程施工及验收规范》GB 50236—98的规定。 2 术语
仪表常用安装材料之仪表安装常用管材 仪表常用安装材料 仪表安装材料多达上千种,常用的有近百种,可分为两大类。一类是成品或半成品。如仪表管材、仪表阀门、仪表使用的型钢等等,这是本章的内容。另一类是需经机械加工的,如仪表管件(接头)、仪表安装使用的法兰、垫片、紧固件,统称为加工件,是第三章的内容。 本章主要介绍仪表常用的管材、电缆、型钢、阀门和保温材料。 第一节仪表安装常用管材 仪表管道(又称管路、管线很多,可分为四类,即导压管、气动管、电气保护管和伴热管。 一、导压管 导压管又称脉冲管,是直接与工艺介质相接角的一中管道,是仪表安装使用最多、要求最高、最复杂的一种管道。 由于导压管直接接触工艺介质,所以管子的选择与被测介质的物理性质、化学性质和操作条件有关。总的要求是导压管工作在有压或常压条件下。必须具有一定的强度和密封性。因此这类管道应该选用无缝钢管。在中低压介质中,常用的导压管为ф14×2无缝钢管,这是使用最多的一种管子。有时也用ф18×3或ф1 8×2。分析用的取样管路通常也用ф14×2无缝钢管,有时使用ф10×1.5、ф10×1或ф12×1无缝钢管。在超过10Mpa的高压操作条件下,多采用ф14×4或ф15×4无缝合金钢管。 导压管的选用必须满足工艺要求和设计要求,代用必须取得设计同意。 二、气动管路 气动管路也称气源管或气动信号管路。它的通常介质是压缩空气。压缩空气经过处理,是干燥、无油、无机械杂物的干净压缩空气(有时也用氮气),它的工用压力为0.7~0.8Mpa.气源总管通常由工艺管道专业作为外管的一种,安装到每一个装置的入口,进装置由仪表专业负责。通常工艺外管的气源管多为DN100,即4,,管道,个别情况为DN50,即2,,管道。一般为无缝钢管。而进装置的仪表专业敷设的气动管路则鑫为DN25,即1,,以下的镀锌焊接钢管(旧称镀锌水煤气管)。一般主管为DN25,即1,,,支管为DN20即3/4,,和DN15即1/2,,的镀锌焊接钢管。与第一个气动仪表和气动调节阀相边接的则是紫铜管、被覆铀管(紫钢管外面有一塑料保护层),多采用ф6×1,个别情况也有用ф7×1或ф8×1的紫钢管和尼龙1010的ф6×1管。在大量采用气动仪表的场合使用管缆,多是ф6×1的被覆管缆和尼龙管缆。 三、电气保护管 电气保护管也是仪表安装用得较多的一种字子,它是用来保护电缆、电线和补偿导线的。为美观,多采用镀锌的有缝管,即电气管,有时也采用镀锌焊接钢管。专用的电气管管壁较薄,其规格如表5-2-1所示。镀锌焊接钢管的规格如表5-2-2所示。 表5-2-1电气管的规格 公称直径DN, in 1/2 5/8 3/4 1 11/4 11/2 2 公称直径DN,mm 15 18 20 25 32 40 50 外径,mm 12.7 15.87 19.05 25.4 31.75 38.1 50.8 壁厚,mm 1.6 1.6 1.8 1.8 1.8 1.8 2.0 内径,mm 9.5 12.67 15.45 21.6 28.15 34.5 46.8 重量Kg/mm 0.451 0.562 0.765 1.035 0.335 1.611 2.40 表5-2-2镀锌焊接钢管规格 公称直径DN,in 1/2 3/4 1 11/4 11/2 2 21/2 3 4 公称直径DN,mm 15 20 25 32 40 50 70 80 100 外径,mm 21.25 26.75 33.5 42.25 48 60 75.5 88.5 114 壁厚,mm 2.75 2.75 3.25 3.25 3.5 3.5 3.75 4.0 4.0 内径,mm 15.75 21.25 27 35.75 41 53 68 80.5 106
第三节仪表安装常用管材 仪表管道(又称管路、管线很多,可分为四类,即导压管、气动管、电气保护管和伴热管。 一、导压管 导压管又称脉冲管,是直接与工艺介质相接角的一种管道,是仪表安装使用最多、要求最高、最复杂的一种管道。 由于导压管直接接触工艺介质,所以管子的选择与被测介质的物理性质、化学性质和操作条件有关。总的要求是导压管工作在有压或常压条件下,必须具有一定的强度和密封性。因此这类管道应该选用无缝钢管。在中低压介质中,常用的导压管为ф14×2无缝钢管,这是使用最多的一种管子。有时也用ф18×3或ф18×2。分析用的取样管路通常也用ф14×2无缝钢管,有时使用ф10×1.5、ф10×1或ф12×1无缝钢管。在超过10Mpa的高压操作条件下,多采用ф14×4或ф15×4无缝合金钢管。 二、仪表管道安装的有关规定及要求 1、测量管道的安装一般规定 1.1测量管道安装所用的管道组成件的材质、规格、型号,应 符合设计文件的规定,且不应低于所连接的工艺管道和设备的 等级要求。 1.2测量管道内外表面的灰尘、油、水、铁锈等污物均应进行 清理,达到清洁畅通,管段应临时封闭,避免赃物进入。需要 脱脂的管道应经脱脂并检查合格后再安装。 1.3碳素钢管敷设前应将管材外表面进行防腐处理。 1.4可预制的测量管道应集中加工,预制好的管段内部应清理
干净,并及时封闭管口。Array 1.5测量管道的安装位置应符合测量要求,并安装在便于操作和维修的位置,不宜敷设在有碍检修、易受机械损伤、腐 蚀、振动及影响测量的位置。 不宜强求集 应排列整齐、美观,间距应均匀一致。 切口表面应平整、无裂纹、重皮、 测量管道的弯制宜采用冷弯方法,高压管宜一次冷弯成型。 5倍,其他金属管的弯曲 3.5倍,塑料管的弯曲半径宜大于管子外径倍,管子弯制后,应无裂纹和凹陷。 采用螺纹连接的管道,管子螺纹密封面应无伤痕、毛刺、缺 高压管道分支时,应采用与管道同材质的三通连接,不得测量管道与仪表连接时,不应使仪表承受机械应力。
附录A 机械零件的常用材料 机械零件的常用材料分为金属和非金属两大类。其中,金属材料应用最广,非金属材料以其独特的性能也日益显示出广阔的应用前景。金属材料包括黑色金属(钢、铸铁)和有色金属,前者应用最多。此外,近年来复合材料的研究与开发,也已成为材料科学的一个新方向。下面简要介绍机械零件的常用材料及其应用。 A.1 钢钢的品种多,性能好,是机械零件最常用的材料。 A.1.1 碳素钢碳素钢的性能主要取决于含碳量,即碳的质量百分含量。含碳量越高,钢的强度越高,塑性越低。由于碳素钢生产批量大,价格低,供应充足,一般的机械零件应优先选用。碳素钢分为碳素结构钢(GB/T 700—1988GB/T 699—1988)。前者主要用于受力不大而且基本上是承受静载荷的零件,其中以Q235、Q255较为常用。等杂质较少,其性能优于碳素结构钢,而且能同时保证钢的机械性能和化学成分,可以进行热处理,故常用于受力较大,且受变载荷或冲击载荷作用的零件。 优质碳素结构钢的牌号用两位数字表示,代表钢中碳的平均含量。如45钢,其平均含量碳为0.45%。对于含锰量较高的优质碳素结构钢,其牌号还要在含碳量数字之后加注符号“Mn ”,如40Mn 等。平均含碳量低于0.25%0.25%~0.60%母、齿轮、键、轴等零件;平均含碳量高于0.60%弹性,是弹簧、钢丝绳等零件的常用材料。 低韧性。应当指出,合金钢的性能不仅与化学成分有关,在很大程度上还取决于适当的热处理。由于合金钢价格较贵,通常只用于制造重要的或具有特殊性能要求的机械零件。 含各主要合金元素的符号及其含量,而且规定:合金元素平均含量低于1.5%时,不注含 机械设计基础
一、基础知识 在自动化控制系统中,控制仪表是实现自动化控制理论、完成生产自动化的重要工具。检测仪表将生产工艺参数变为电信号后,由控制仪表与装置进行显示、记录与控制,让人们了解生产过程情况的同时对生产过程实施自动控制,使工艺参数符合工艺设计安全生产和降低成本的预期要求。 1.1仪表的分类 过程是自动化系统实施控制的对象和存在的基础,没有过程就没有控制仪表和自动化控制系统。控制理论和实现控制理论的研发和使用均来自于对过程的认识和抽象、建模,在此基础上以有效控制为手段,以获得最佳结果(产品和状态)为目的的过程状态指示和控制。 自动化控制仪表可简单的分为检测仪表、显示仪表、控制仪表、执行器四大类,如下图所示。 指 图2-1 仪表分类示意图
按控制仪表依所用能源的不同,可以将其分为电动、气动、液动和混合式等几大类。其中,气动和液动控制仪表发展最早,但电动控制仪表发展异常迅速,现在已占绝对统治地位。 气动控制仪表性能稳定,可靠性高,具有本质安全防爆性能,不受电磁场干扰,结构简单,维护方便,但不适应远距离集中控制。在许多控制系统和复杂程度大的生产过程中已不能满足要求。 电动控制仪表有本安和非本安之分,从原理上分类,电动控制仪表可分为模拟式和数字式控制仪表两大类。模拟式控制仪表与装置按结构形式可分为基地式、单元组合式、组件组装式三大类。 基地式控制仪表以指示仪表及记录仪表为中心,附加一些线路或器件来完成控制任务。一般结构比较简单,价格低廉。适用小型企业的单机和自动控制系统。 单元组合式控制仪表根据自动检测与控制系统中各组成环节的不同功能和使用要求,将仪表划分为能独立实现一定功能的若干单元。各单元之间联系采用统一标准信号。这些少量的单元经过不同的组合,可构成多种多样的、复杂程度不同的自动检测和控制系统。单元组合仪表应用灵活,通用性强,便于控制仪表生产,维护及备品库存。 组件组装式控制装置是在单元组合式仪表基础上发展起来的成套仪表装置,它的基本组成是一块块功能分离的组件,组件组装式控制装置在结构上可分为控制柜和显示操作盘两大部分。控制柜内插入若干个组件箱,若干块组件板又插入组件箱中。显示操作盘常常用一台电子显示屏幕集中显示操作,大大改善了人—机联系。在控制柜中各个组件之间的信息联系,采用矩阵端子接线方式,接线工作都集中在矩阵端子接线箱里进行。组件组装式装置可由仪表制造厂预先根据用户要求,组装好成套自控系统,再以成套装置形式提供给用户,从而使得自控系统的现场施工,系统安装和调试工作量减小,也使维护、检修和系统改组工作得以简化。 数字控制仪表装置可分为数字调节器、PLC、工业控制机、DCS分散控制系统、FCS总线控制系统等五大类。 A.数字调节器 有几个数据量采集及开关量输入/输出功能,主要用于实现一个或几个回路
世界上最优秀的 提供高纯整体解决方案的公司
认识常用材料名称及使用范围 一、Tube&Pipe(管材) 二、Valve (阀件) 1、Ball Valve 球阀 2、Diaphragm Valve(膜片阀) 3、Regulator (调压阀) 4、Filter(过滤器) 5、Gauge(表头) 6、Metering Valve(流量控制阀-针型阀) 7、Check Valve(单向阀) 8、Cylinder Valve(钢瓶阀) 9、Relief Valve(泄压阀) 10、Vacuum Generators (真空发生器)
气体配管材料介绍 (一)、Tube&Pipe(管材) Tube&Pipe区分 Pipe是以公称尺寸称呼-以内径配合SCHE表示壁厚,作为度量的尺寸,一般指15A以上的管子 Tube是以管子外径称呼-以外径及壁厚作为度量尺寸,一般是较小的管子(1/4”-3/4“). Pipe管的连接方式 1、材质:SS304,316L BA&EP,VIM&VAR 2、尺寸规格:1/8”-300A 3、连接方式:VCR、Welding、Flange、Swagelok 4、常用种类:a Nut+Gland+Gasket;b Elbow、Tee、Reducer;c Cap、 Plug;d connector;e others;
(1)材料的区别为:SS304,SS316,SS316L其差异为SS316增加了钼(Mo),改善其性能,L则表示其含碳量为很低 常用材质:SS304 AP&BA,SS316L BA&EP &VIM VAR 表面处理:酸洗或钝化AP、光亮烧钝BA、电化抛光EP 规格:4M 6M 常用品牌:KUZI VALEX ASFLOW MSTUBE
自动化仪表安装步骤 自动化仪表安装步骤 仪表安装程序可分为三个阶段,即施工准备阶段一施工阶段一试车交工阶段。 一、施工准备阶段施工准备是安装的一个重要阶段,它的工作充分与否,直接影响施工的进展乃至仪表试工任务的完成。 施工准备包括资料准备、物资准备、表格准备和工机具及标准仪器的准备A、资料准备 资料准备是指安装资料的准备。安装资料包括施工图、常用的标准图、自控安装图册、《工业自动化仪表安装工程施工验收规范》和质量验评标准以及有关手册等。 施工图是施工的依据,也是交工验收的依据,还是编制施工图预算和工程结算的依据。一套完整的仪表施工图,应该包括下列内容: (1)图纸目录 (2)设计说明书 (3)仪表设备汇总表 (4)仪表一览表 (5)安装材料汇总表 (6)仪表加工件汇总表、仪表加工件(按工号)一览表 (7)电气材料汇总表 (8)仪表盘正面布置图 (9)仪表盘背面接线图 (10)供电系统图 (11)电缆敷设图 (12)槽板(桥架)定向图 (13)信号、联销原理图 (14)供电原理图
(15)电气控制原理图 (16)调节系统原理图、检测系统原理图 (17)设备平面图、一次点位置图 (18)调节阀、节流装置计算书及数据表 (19)仪表系统接地 (20)复用图纸 (21)带控制点工艺流程图 (22)设计单位企业标准和安装图册施工单位向建设单位领取图纸,施工队向项目部领取图纸,施工队班组向施工队领取图纸应按目录进行核对。 上述图纸是对常规仪表而言,集散控制系统没有仪表盘,而多了端子柜、输入输出装置、单元控制装置、报警联锁装置等等。 B、技术准备 技术准备是在资料准备的基础在进行的。具体地说,要做下列技术准备工作。(1)参与施工组织设计的编制施工组织设计是施工单位拟建工程项目,全面安排施工准备,规划、部署施工活动的指导性技术经济文件。编制施工组织设计已成施工准备工作不可缺少的内容,并已形成了一项制度。 (2)施工方案的编制施工方案按其内容的重要性决定了它的审批权限。一个完整的自控技术方案,应包括如下内容: (A)编制依据; (B)工程概况,包括说明、特点、主要的实物量; (C)主要施工工序和施工方法; (D)质量要求及质量保证措施; (E)安全技术措施; (F)进度网络计划或统筹图; (G)资源安排,包括劳动力及施工工机具、标准仪器一览表; (H)交工资料表格。 主要施工方法和施工工序是方案的核心。质量要求和质量保证措施是方案的基础。这些是技术方案的重点。 (3)两个会审自控专业的技术准备工作,还包括两个重要的图纸会审。一个是由建设单位牵头,以设计单位为主,施工单位参加的设计图纸会审,主要解决设计存在的问题。特别是设备、材料的缺项和提供的图纸、作业指导书是否齐全。另一个图纸会审是由施工单位自行组织。通常由技术总负责人(总工程师)牵头,主管工程技术的部门具体组织,各专业技术负责人和各施工队技术人员参加。自控专业在这个会审中解决的重点是其他专业可能会影响仪表施工的问题。这些问题要尽可能地提出来,在施工以前解决。(4)施工技术准备的三个交底这三个交底分分别是设计技术交底、施工技术方案交底和工序交底。设计技术交底在施工准备初期进行。由建设单位组织,施工单位参加,设计单位向这二个单位作设计交底。一般由设计技术负责人主讲,然后按专业分别对口交底。设计交底的主要目的是介绍设计指导思想、设计意图和设计特点。施工单位参加的目的是更好地了解设计,为以后施工中可能产生的种种问题的解决,有一个明确的指导思