浙江科技学院
本科毕业设计
(2013届)
题目自选电视遥控器外壳模具设计及分析学院机械与汽车工程学院
专业机械设计制造及其自动化
班级
学号
学生姓名
指导教师
完成日期
电视遥控器外壳模具设计及分析
学生姓名:周盛强指导老师:王灿
浙江科技学院机械学院
摘要
本设计为遥控器上下外壳注塑模具的设计。设计采用一模两腔,浇口采用潜伏式,分型面选在截面最大处,塑件成型后利用推杆将成型制品从动模上推出,回程时利用复位杆复位。
由于上下外壳的结构差别不大,本文用遥控器上下壳作为本文的设计零件,设计中需要对塑件的尺寸进行计算,确定尺寸精度,然后进行注射机的选取,并用MOLDFLOW进行了最佳胶口分析。并对对注射机参数进行校核,包括模具闭合厚度、模具安装尺寸、模具开模行程、注射机的锁模力等。各个参数都满足要求后才能确定注射机的型号。
在设计过程中,为了更清楚的表达模具的内部结构,因此附有大量的模具结构图和模具局部图,并通过通过cad软件画出它的二维图
关键词:遥控器上下外壳分型面浇口工艺分析
Design and analysis of TV remote shell mold
Student: ShengQiang Zhou Advisor: Dr.wangchan
School of Mechanical and Automotive Engineering
Zhejiang University of Science and Technology
Abstract
This design is the design of injection mould for the cabinet. The design uses two mold cavity, type of the sprue is latent gate, the parting surface is chosen in the maximum section of the plastics. After plastics are molded,molding products are driven by putting from dynamic model,then using reset stem returned.
In the design ,the size of the plastic parts needed to calculate ,then determine the size precision and select the type of injection moulding machine. Checking the parameters of injection machine, including the thickness of mold closing,the size of mould installation,the trip of opening mold ,the clamping force of injection machine,and so on. Determining the model of injection machine after each parameter are meet the requirements. Finally use the PROE software to mill out molding parts.
In the design process , in order to express the internal structure of mould clearly,there have a lot of mould structure and mould local charts ,then throproeh CAD and proe software plot its 3d stereo.
Keywords:Cabinet Parting,surface Runner Process analysis
目录
摘要 (i)
Abstract (ii)
目录 (iii)
第一章绪论 (1)
第二章塑件分析 (2)
2.1 塑件结构 (2)
2.2 制品质量 (3)
2.3 尺寸精度 (3)
第三章材料的选择与工艺性分析 (4)
3.1 注塑成型工艺简介 (4)
3.2 塑件材料选择 (5)
3.2.1 材料ABS的注塑成型参数 (5)
3.2.2 材料ABS性能 (5)
第四章拟定模具结构形式 (7)
4.1 分型面位置的确定 (7)
4.2 型腔数量的确定 (8)
第五章注塑机的选择及校核 (9)
5.1 选择注塑机 (9)
5.2 注塑机的校核 (10)
5.2.1 最大注塑量的校核 (10)
5.2.2 锁模力的校核 (10)
5.2.3 塑化能力的校核 (10)
5.2.4 喷嘴尺寸校核 (10)
5.2.5 定位圈尺寸校核 (11)
5.2.6 模具外形尺寸校核 (11)
5.2.7 模具厚度校核 (11)
5.2.8 模具安装尺寸校核 (12)
第六章浇注系统的设计 (13)
6.1 主流道 (13)
6.2 分流道与浇口 (14)
第七章成型零件的工作尺寸计算 (15)
7.1 成型零件工作尺寸的计算 (15)
7.2 型腔壁厚、支撑板厚度的确定 (15)
第八章脱模推出机构的设计 (17)
8.1 在设计脱模推出机构是应遵循下列原则。 (17)
8.2 脱模力的计算 (17)
8.3 圆推杆的设计 (18)
8.4 斜推杆的设计 (18)
8.4.1 概念 (18)
8.4.2 斜推杆的设计要点 (19)
8.4.3 斜推杆倾斜角的确定 (20)
第九章排气系统设计 (22)
第十章温度调节系统设计 (23)
10.1 对温度调节系统的要求 (23)
10.2 冷却系统设计 (23)
10.2.1 设计原则 (23)
10.2.2 冷却时间的确定 (24)
第十一章导向与定位机构 (25)
第十二章模流分析 (27)
12.1 有限元法介绍 (27)
12.2遥控器外壳模型前处理 (27)
12.3 方案分析结果输出 (28)
结论 (31)
参考文献 (32)
致谢 (33)
第一章绪论
随着电子、信息等高新技术的不断发展,我国模具技术的发展呈现以下趋势。
(1) 模具CAD/CAE/CAM正向集成化、三维化、智能化和网络化方向发展
(2) 模具制造向精密、高效、复合和多功能方向发展
(3) 快速经济制模技术得到应用
(4)特种加工技术有了进一步的发展
(5)模具自动加工系统的研制和发展
(6)模具材料及表面处理技术发展迅速
(7)模具工业新工艺、新理念和新模式逐步得到了认同
另一方面,随着模具行业整体水平的提高和先进制造技术的不断发展,在模具行业出现了一些新的管理、设计、生产理念与模式。主要有:创造最佳管理和效益的精益生产;适应模具单件生产特点的柔性制造技术;提高快速应变能力的并行工程、虚拟制造及全球敏捷制造、网络制造等新的生产模式;模具标准件的日渐广泛应用(模具标准化及模具标准件的应用将极大地影响模具制造周期,且还能提高模具的质量和降低模具制造成本);广泛采用标准件、通用件的分工协作生产模式;适应可持续发展和环保要求的绿色设计与制造等。
生产塑件中,注射模是一种广为利用的制造工艺[1]。注射模的基本原则是固体聚合物在熔融状态下注射进模腔内,经过冷却,然后在模中被顶出。因此注射模工艺过程涉及到填充阶段,冷却阶段和顶出阶段。因此注射模的工艺过程主要就是决定于成型周期,而冷却时间又是最重要的一个步骤。成型的冷却时间决定了生产塑件的速度。一直以来,现代工业中,时间与成本有着很大的关连,生产时间越长成本越高。降低零件冷却时间将会大大提高生产速率和降低成本。因此在典型的成型过程中,了解并优化热传导是非常重要的。注塑件和模具之间的热交换对注射成型的经济行为起着决定性的因素。
必须达到稳定状态下(即可以脱模时)才能将塑件热量释放。需要达到这个状态的时间叫做零件冷却时间或者冻结时间。正确的冷却系统设计必须使得聚合塑料件与模具之间有最佳的热传导。在传统的模具中,通过在模心和模腔里创建直孔,然后通以冷却液并导走聚合塑料件多余的热量,可以实现降低冷却时间。这种加工孔的方法依赖于普通加工工艺,例如钻孔,却不能生产复杂的轮廓状通道或者立体空间里的隐藏部位。
第二章塑件分析
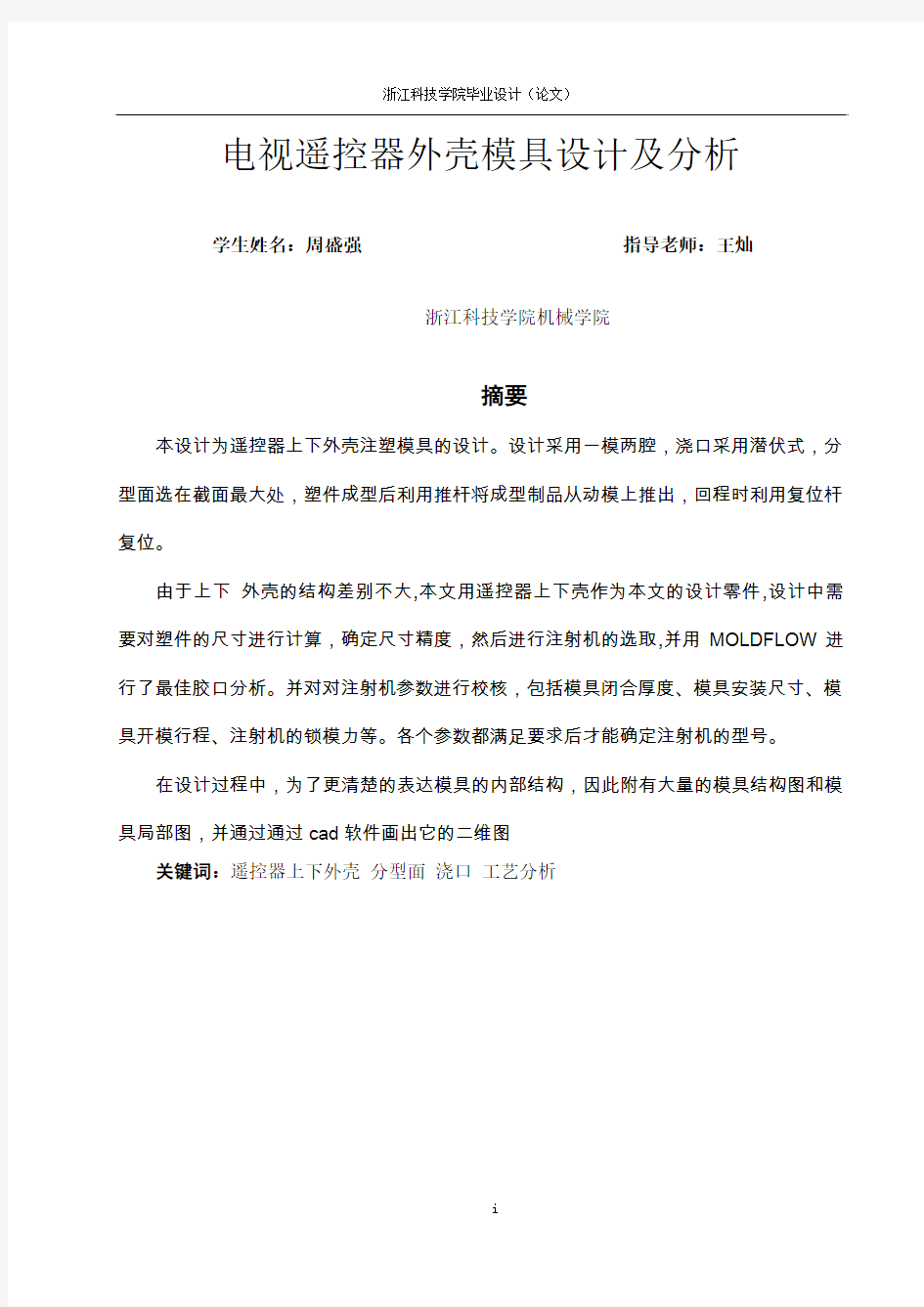
2.1 塑件结构
图2.1 塑件图
该制件形状比较复杂,都是由曲面构成外观要求较严,由于产品结构有侧凹,所以需
要较复杂机构,例如斜推杆等
2.2 制品质量
下壳塑件的体积:V1=16.61cm3
上壳塑件的体积:V1=9.92cm3
塑件的质量:M=26.53x1.2g=31.836g
2.3 尺寸精度
由于改制件未标注公差,查(《塑料成型模具》P7表5.1.1-1-1、2-1-2)取MT5,B 类公差。
第三章材料的选择与工艺性分析
3.1 注塑成型工艺简介
注塑成型是塑料先在注塑机的加热料筒中受热熔融,而后由柱塞或往复式螺杆将熔体推挤到闭合模具的模腔中成型的一种方法。它不仅可在高生产率下制得高精度,高质量的制品,而且可加工的塑料品种多和用途广,因此注塑是塑料加工中重要成型方法之一。一般分为三个阶段的工作。
图3.1 注塑成型压力—时间曲线
(1)物料准备:为了使注塑能顺利地进行并保证产品得到质量,在成型前有一系列的准备工作。包括对物料的颗粒情况、外观色泽,杂质含量等进行检验,并测试其流动性,热稳定性和收缩率等指标。对于吸湿性比较强的塑料,应进行适当的预热干燥,为了保证顺利脱模,部分塑料制品还需要选用脱模剂。
(2)注塑过程:塑料在料筒内经过塑化达到流动状态后,进入模腔内的流动可分为注射,保压,倒流和冷却四个阶段,注塑过程可以用图3.1表示。图中T0代表螺杆或柱塞开始注射熔体的时刻;当模腔充满熔体(T=T1)时,熔体压力迅速上升,达到最大值P0。从时间T1到T2,塑料仍处于螺杆(或柱塞)的压力下,熔体会继续流入模腔内以弥补因冷却收缩而产生的空隙。由于塑料仍在流动,而温度又在不断下降,定向分子(分子链的一端在模腔壁固化,另一端沿流动方向排列)容易被凝结,所以这一阶段是大分子定向形成的主要阶段。这一阶段的时间越长,分子定向的程度越高。从螺杆开始后退到结束(时间从T2到T3),由于模腔内的压力比流道内高,会发生熔体倒流,从而使模腔内的压力迅速下降。倒流一直进行到浇口处熔体凝结时为止。
(3)制件后处理:注塑制品经脱模或机械加工后,常需要经过适当的后处理以改善制品的性能和提高尺寸稳定性;制品的后处理主要指退火和调湿处理。
3.2 塑件材料选择
1.成型前的准备
对ABS的色泽、细度和均匀度进行检验。由于ABS的吸水率大约为0.2%~0.8%,容易吸湿,成型前应进行充分的干燥,干燥至水分含量<0.3%。干燥条件:用烘箱以80~85℃烘2~4小时或用干燥料斗以80℃烘1~2小时。
2.注射过程
塑料在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可以分为充模、压实、保压、倒流、和冷却4个阶段。
3.塑件的后处理
采用调湿处理,其热处理条件查参考文献【1】中的表4-7由处理温度为70℃;保湿时间为2~4小时。
3.2.1 材料ABS的注塑成型参数
注射机:螺杆式;
螺杆转数(r/min):48;
料筒温度(℃):前段 200~220;
中段 180~200;
后段 160~180;
喷嘴温度(℃):170~180;
模具温度(℃):50~80;
注射压力(Moldflow):70~100;
成型时间(s):注射20~60,保压0~3,冷却20~90,总周期50~160。
3.2.2 材料ABS性能
1.物理性能
ABS树脂是一种共混物,是丙烯腈-丁二烯-苯乙烯共聚物,英文名Acrylonitrile-butadine-styrene(简称ABS),这三者的比例为20:30:50(熔点为175℃)。只要改变其三者的比例、化合方法、颗粒的尺寸,便可以生产出一系列具有不同冲击强度、
流动特性的品种,如把丁二烯的成份增加,则其冲击强度会得到提高,但是硬度和流动性就会降低,强度和耐热性变会减少。
ABS为浅黄色粒状或珠状不透明树脂,无毒、无味、吸水率低,具有良好的综合物理机械性能,如优良的电性能、耐磨性,尺寸稳定性、耐化学性和表面光泽等,且易于加工成型。缺点是耐候性,耐热性差,且易燃。
2.成型性能
ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。从形态上看,ABS是非结晶性材料。中单体的聚合产生了具有两相的三元共聚物,一个是苯乙烯-丙烯腈的连续相,另一个是聚丁二烯橡胶分散相。ABS 的特性主要取决于三种单体的比率以及两相中的分子结构。这就可以在产品设计上具有很大的灵活性,并且由此产生了市场上上百种不同品质的ABS材料。这些不同品质的材料提供了不同的特性,例如从中等到高等的抗冲击性,从低到高的光洁度和高温扭曲特性等。
ABS具有良好的成型加工性,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种色泽。
ABS是吸水的塑料,于室温下,24小时可吸收0.2%~0.35%水分,虽然这种水分不至于对机械性能构成重大影响,但注塑时若湿度超过0.2%,塑料表面会受大的影响,所以对ABS进行成型加工时,一定要事先干燥,而且干燥后的水分含量应小于0.2%。
3.ABS的主要性能指标
cm;
密度ρ=1.2 g/3
收缩率0.4~0.7%,取值0.5%.
4.ABS成型塑件的主要缺陷及消除措施
主要缺陷:溢料飞边、气泡、熔接痕、烧焦及黑纹、光泽不良;
消除措施:增大注射压力、提高模具温度、加排气槽、充分预干燥。
第四章拟定模具结构形式当塑件的结构和所用的材料满足成型工艺的要求后,就需要考虑塑件的分型面位置,确定采用单型模腔还是多型模腔来进行生产,这样就初步确定模具的结构形式,为后续的设计计算提供依据。
4.1 分型面位置的确定
模具上用来取出塑件和(或)浇注系统可分离和接触的表面称为分型面。
分型面的选择应注意以下几点:
分型面应选在塑件的最大截面处;
不影响塑件外观质量,尤其是对外观有明确要求的塑件;
有利于保证塑件的精度要求;
有利于模具加工,特别是型腔的加工;
有利于浇注、排气、冷却系统的设置;
为了使塑件的脱模变得简单,尽量使塑件在开模时留在动模一侧;
尽量减少塑件在合模平面上的投影面积,以减少所需锁模力;
便于嵌件的安装;
长型芯应置于开模方向。
如下图4.1.1所示:
图4.1.1 分型面
4.2 型腔数量的确定
考虑到塑件比较大,因此型腔形似选择一模两腔。一模两腔与多型腔相比,具有以下优点:
塑件的形状和尺寸精度始终一致;
工艺参数易于控制;
模具结构简单、紧凑,设计制造、维修大为简化。
本设计采用的一模两腔如下图4.2.1所示:
图4.2.1 一模两腔
第五章注塑机的选择及校核
5.1 选择注塑机
单个塑件的体积:V=26.53cm3
塑件的质量:M=1.2gx26.53=31.836g
流道凝料V’=0.6V;
根据实际注射量应小于0.8倍公称注射量原则
表5.1.1注射机参数
700mm
5.2 注塑机的校核
5.2.1 最大注塑量的校核
为确保塑件质量,注塑模一次成型的塑件质量(包括流道凝料质量)应在公称注塑量的35%~75%范围内,最大可达80%,最小不小于10%。为了保证塑件质量,充分发挥设备的能力,选择范围通常在50%~80%。
V
实
=V+0.6V=26.53+(0.6x26.53)= 42.448cm3;满足要求。
5.2.2 锁模力的校核
在确定了型腔压力和分型面面积之后,可以按下式校核注塑机的额定锁模力:
F>K A
分·P
型
>1.2×1/4×3.14×1122×25×106
>295.42KN
因此锁模力满足要求。
式中 :F注塑机额定锁模力:1600KN; K安全系数,取K=1.2;
5.2.3 塑化能力的校核
由初定的成型周期为60秒计算,实际要求的塑化能力=
成型周期
每次实际注射量即:217.6/60=3.63(g/s),远小于注塑机的塑化能力22.2(g/s),说明注射机能完全满足塑化要求。
5.2.4 喷嘴尺寸校核
在实际生产过程中,模具的主流道衬套始端的球面半径R2取比注射机喷嘴球面半径R1大1~2 mm,主流道小端直径D取比注射机喷嘴直径d大0.5~1 mm,如图4所示,以防止主流道口部积存凝料而影响脱模,所以,注射机喷嘴尺寸是标准,模具的制造以它为准则。
图5.2.4.1 喷嘴与浇口套
由于本次选择的注塑机喷嘴球半径为7mm,喷嘴口直径6mm。
5.2.5 定位圈尺寸校核
模具安装在注塑机上必须使模具中心线与料筒、喷嘴的中心线相重合,定位圈与注塑机固定模板上的定位孔呈间隙配合(H8/e8)。定位圈的高度,对小型模具为8mm~10mm,对大型模具为10mm~15mm。此外,对中小型模具一般只在定位模板上设置定位圈,对大型模具可在动、定模板上同时设置定位圈。本次设计的模具只在定模板上设置定位圈,定位孔直径为100mm,定位圈的高度为5mm。
5.2.6 模具外形尺寸校核
注塑模外形尺寸应小于注塑机工作台面的有效尺寸。模具长宽方向的尺寸要与注塑机拉杆间距相适应,模具至少有一个方向的尺寸能穿过拉杆间的空间装在注塑机的工作台面上。本注塑机中拉杆内间距430×700mm,模具外形尺寸设计为300×530mm,满足要求。
5.2.7 模具厚度校核
模具厚度必须满足下式:
H
min ≤ H
m
≤H
max
150mm≤291mm≤550mm
式中:H
m ——所设计的模具厚度 291mm; H
min
——注塑机所允许的最小模具厚度
150 mm;H
max
——注塑机所允许的最大模具厚度550 mm;
5.2.8 模具安装尺寸校核
注塑机的动模板,定模板台面上有许多不同间距的螺钉孔或“T”形槽,用于安装固定模具。模具固定安装方法有两种:螺钉固定,压板固定。采用螺钉直接固定时(大型模具常用这种方法),模具动、定模板上的螺孔及其间距,必须与注塑机模板台面上对应的螺孔一致;采用压板固定时(中,小模具多用这种方法),只要在模具的固定板附近有螺孔就行,有较大的灵活性。
该模具外形尺寸为300×530属中型模具,所以采用压板固定法。
第六章 浇注系统的设计
浇注系统的作用是将塑料熔体顺利地充满到型腔各处,以便获得外形轮廓清晰、内在质量优良的塑件。因此要求充模速度快而有序,压力损失少,排气条件好,浇注系统凝料易于与塑件分离或切除,且在塑件上留下浇口痕迹小。
在设计浇注系统时,首先选择浇口的位置,流道及浇口位置的选择应遵循以下原则。
(1)流道应尽量少弯折,表面粗糙度为R0.8m μ~1.6m μ 。
(2)应考虑到模具是一模2腔还是一模多腔,浇注系统应按型腔布局设计,尽量与模具中心线对称。
(3)单型腔模具投影面积较大时,在设计浇注系统时,应避免在模具的单面开设浇口,不然会照成注射时模具的受力不均。
(4)设计浇注系统时,应考虑去除浇口方便,修正浇口时在塑件上不留痕迹。
(5)一腔多模时,应防止将大小悬殊的塑件放在同一副模具内。
(6)在设计浇口时避免塑料熔体直接冲击直径型芯及嵌件,以免产生弯曲、折断或移位。
(7)在满足成型排气良好的前提下,要选取最短的流程,这样可以缩短填充时间。
(8)能顺利的引导塑件熔体填充各个部位,并在填充过程中不致产生塑料熔体涡流、紊流现,使型腔内的气体顺利排出模外。
(9)在成批生产塑件时,在保证产品质量的前提下,要缩短冷却时间及成型周期。
(10)若是主流道型浇口,因主流到处有收缩现象,若塑件在这个部位要求精度较高时,主流道应留有加工余量或修正余量。
(11)浇口的位置应保证塑料熔体顺利地流入型腔,即对着型腔中宽畅、厚壁部位。
(12)尽量避免使塑件产生熔接痕,或使其熔接痕产生在塑件不重要的部位。
6.1 主流道
主流道是连接注塑机的喷嘴与分流道(或浇口)的一段通道,通常和注塑机的喷嘴在同一轴线上,断面为圆形,有一定的锥度,目的是便于冷料的脱模,同时也改善料流的速度,因为要和注塑机相配,所以其尺寸与注塑机有关。
本次设计的主流道衬套如下图,其主要参数: 锥角α=6°;内表面粗糙度Ra=0.63m μ;小端直径D=d+(0.5~1)mm=8.5mm ;主流道衬套始端的球面半径
R
2=R
1
+(1~2)mm=20mm;取主流道长度l=58mm;材料为碳素工具钢T8A。
其中:d=6mm是注塑机的喷嘴口直径,R
1
=18mm是注塑机的喷嘴球半径。
6.2 分流道与浇口
这种交口的特性: 它在单型腔模具中,塑料熔体直接流入型腔,因而压力损失少,进
料速度快,成型比较容易,传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便。圆环形浇口中间的锥形型芯起分流作用,进料均匀,在整个圆周上取得大致相同的流速,空气也容易顺序排除,无熔接缝。浇口如下图6.2.1所示:
图6.2.1 浇口
前言 光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为闹钟后盖的注塑模具。 本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。它能加强对塑料模具成型原理的理解,同时锻炼对塑料成型模具的设计和制造能力。本次设计以注射闹钟后盖模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。能很好的学习致用的效果。在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。在设计中除使用传统方法外,同时引用了CAD、Pro/E等技术,使用Office软件,力求达到减小劳动强度,提高工作效率的目的。 本次设计中得到了戴老师的指点。同时也非常感谢邵阳学院各位老师的精心教诲。 由于实际经验和理论技术有限,设计的错误和不足之处在所难免,希望各位老师批评指正。 目录 前言. (1) 绪论 (2) 1 塑料的工艺分析 (4) 塑件成形工艺分析 (4) 闹钟后盖原料(ABS)的成型特性与工艺参数 (4) 2 注塑设备的选择 (7)
估算塑件体积 (7) 选择注射机 (7) 模架的选定 (7) 最大注射压力的校核 (8) 3 塑料件的工艺尺寸的计算 (10) 型腔的径向尺寸 (10) 型芯的计算 (10) 模具型腔壁厚的计算 (11) 4 浇注系统的设计 (12) 主流道的设计 (12) 冷料井的设计 (13) 分流道的设计 (13) 浇口的选择 (14) 5 分型面的选择与排气系统的设计 (17) 分型面的选择 (17) 排气槽的设计 (17) 6 合模导向机构的设计 (18) 7 脱模机构的设计 (20) 8 温度调节系统的设计 (21) 模具冷却系统的设计 (22) 模具加热系统的设计 (22) 9 模具的装配 (23) 模具的装配顺序 (23) 开模过程分析 (24) 设计总结 (25) 参考资料 (26) 致谢 (27) 绪论 {一} 【模具在加工工业中的地位】 模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工
第1章绪论 1.1冲压工艺介绍 冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。 冲压工艺有如下特点 1.用简单的机械设备能生产出其他加工方法难以加工的复杂形状的制件。 2.制件的精度高,互换性好,一般不再需要大量的机械加工就能获得强度高、刚性好、质量轻的零件。 3.同切削加工相比较能节约金属资源,并可以利用廉价的板材。 4.生产效率高,每分钟能够生产多件产品,制件成本低廉。 5.有利于实现机械自动化,减轻工人的劳动强度和改善劳动条件。 冲压件在工业生产中具有不可替代的作用,据统计全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。 1.2 冲压的基本工序及模具 由于冲压加工的零件种类繁多,各类零件的形状、尺寸和精度要求又各不相同,因而生产中采用的冲压工艺方法也是多种多样的。概括起来,可分为分离工序和成形工序两大类;分离工序是指使坯料沿一定的轮廓线分离而获得一定形状、尺寸和断面质量的冲压(俗称冲裁件)的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件的工序。 上述两类工序,按基本变形方式不同又可分为冲裁、弯曲、拉深和成形四种基本工序,每种基本工序还包含有多种单一工序。 在实际生产中,当冲压件的生产批量较大、尺寸较少而公差要求较小时,若用分散的单一工序来冲压是不经济甚至难于达到要求。这时在工艺上多采用集中的方案,即把两种或两种以上的单一工序集中在一副模具内完成,称为组合的方法不同,又可将其分为复合、级进和复合—级进三种组合方式。 复合冲压是指在压力机的一次工作行程中,在模具的同一工位上同时完成两
目录 第一章绪论 1.1 项目的技术背景与研究意义 1.2 取苗装置的国内外研究现状 1.2.1国外取苗装置的研究现状 1.2.2国内取苗装置的研究现状 1.3论文的研究目标与研究内容 1.4论文研究的技术路线 第二章穴盘苗自动移栽机机械手整机方案设计 2.1 穴盘苗自动移栽机机械手工作原理和结构分析2.2 利用UG建立样机模型 第三章穴盘苗自动移栽机取苗装置的结构设计 3.1 取苗机构的基本构成 基本结构 (1)机械手 (2)穴盘定位平台 (3)驱动系统 (4)控制系统 PLC程序 (5)底座 3.2 取苗机构的工作原理 第四章穴盘苗自动移栽机送苗装置的设计要求分析1穴盘育苗及穴盘的选择 2送苗装置的工作原理和结构组成 3送苗机构的控制系统 第五章取苗装置的实验研究 1.取苗装置影响因素分析 2影响取苗成功率的因素 3取苗装置手臂角度的实验分析
第六章总结与展望1 全文总结 2研究展望 结束语 参考文献 致谢
第一章绪论 1.1项目的技术背景与研究意义 随着社会进步和人民生活水平的提高,设施农业已成为国民经济中的支柱产业,温室蔬菜、花卉及棉花生产对发展农村经济,增加农民收入,丰富人民的菜篮子,改善人民生活具有举足轻重的作用。穴盘苗移栽是近年才兴起的种植新技术,它具有缩短生育期,提早成熟,提高棉花单产,具有广阔的推广前景。过去几年温室大棚育出成品苗向大田移栽,全部是靠人工移栽。穴盘苗自动移栽技术是温室蔬菜或花卉生产实现工厂化和自动化而采用的一种重要的种植方式。目前,国内穴盘苗移栽的取苗、喂苗环节主要靠手工完成,劳动强度大,作业效率低,不能满足规模化生产的需要,从而制约了蔬菜生产的发展。因此,研制开发适合我国国情、结构简单、价格低廉、性能稳定可靠的中小型穴盘苗自动移栽机迫在眉睫,而移栽机械手是温室穴盘苗移栽自动化的关键部分,能够完成“穴盘定位—自动送苗—钵苗抓取—钵苗投放”这一系列连续动作,其性能直接影响移栽机的移栽质量。穴盘苗移栽机械手的研究对实现实现温室穴盘苗移栽生产过程自动化、减轻穴盘苗移栽作业的劳动强度、提高作物移栽质量,推进我国温室农业作物生产机械化和自动化进程,特别是我国“十二五”农业发展规划的顺利实施具有重大意义。 1.2 取苗装置的国内外研究现状 国外穴盘苗移栽机取苗装置的技术较成熟,而且大部分机型开始投入使用,尤其是应用于花卉、蔬菜等经济价值高的作物的大面积移栽,具有很好的经济价值。国内的研究主要集中在各大高校及科研院所,且大部分的研究成果只是样机的试制,尚没有成型的机型投入生产应用。 1.2.1国外取苗装置研究现状 20 世纪初期部分国家开始出现移栽机具。三十年代出现移栽装置或移栽器代替人工取苗。五十年代移栽的生产技术研究,研制出了不同结构的半自动移栽机。八十年代,半自动移栽机已在欧美国家的农业生产中广泛被使用,培育穴盘苗、移栽作物等,实现了制造机械、播种机械、移栽机等各种机械配套使用。到90年代,有关部门加强从育苗到栽植整个系统的研究,使育苗和栽植有机地结合,研制出多种全自动移栽机,如日本90年代初将穴盘苗自动移栽机列为农业机械急需开发的项目,日本农机研究所联合三家农机公司,于1993年至1995年期间开发出了三种型号的全自动移栽机(图1-1~1-3),可移栽穴盘苗或纸钵苗,主要
摘要 模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。 目前世界模具市场供不应求,模具的主要出口国是美国,日本,法国,瑞士等国家。中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。 本次设计的题目是电脑键盘按键注射模具设计,本次设计是根据零件的实体形状结构,通过测绘得到各个尺寸,用 AutoCAD 绘制装配图及零件图。通过本课题能够帮助我系统了解塑料的工艺性及注塑成型的有关成型原理、工艺特点等,正确分析成型工艺对模具的要求;掌握模具结构及零部件的设计、计算方法、模具结构特点及设计程序等;了解其它模具有关知识及模具 CAD/CAM;本课题还与机械制图、公差配合、材料学、模具制造工艺学等课程关系紧密,是所学知识综合应用。 关键词: 模具制造;塑料管套;工艺;注塑成型
Abstract Mold is a kind of basic manufacturing technology and equipment, its purpose is to control and limit of material (solid or liquid) flow, the form of need. With mold manufacturing parts for its high efficiency, products of good quality and low material consumption, low production cost and widely used in manufacturing.
模具设计与制造专业毕业设计 标题:汽车底盖零件注塑模 摘要 本文是关于以汽车底盘零件为研究对象的注塑模设计,通过对其结构形式和材料的注射成型工艺进行正确的分析,设计了一模两腔的塑料注射成型模具。塑料模毕业设计是模具专业学生在学习过程中的一个重要实践性学习环节,其目的是: 1.应用本专业所学的理论知识和实训技能进行一次注射模设计工作的实际训练,以提高独立分析和解决实际问题的技能、培养从科技研究工作的初步能力。 2.通过查设计资料手册和视频,熟悉设计标准和技术规范,通过进行方案论证、设计与计算、cad、ug绘图数据处理和综合分析,编写说明书等环节进行工程师的基本训练。 3.根据本设计任务书,再通过分析了任务题目连接套筒零件的结构和注射工艺性的基础上,详细介绍了在ug软件平台上快速生成连接套筒注射模型腔、型芯的过程。并介绍了运用模具专家系统进行模架和其它零部件设计及开模仿真方法。ug的应用缩短了该模具的开发周期,提高了效率,降低了成本。 4.培养勤奋、求实、团结互助、勇于创新的优良品质。
希望通过本次毕业设计答辩,进一步巩固、深化、扩大所学到的知识、技能。 关键词: 注射模、cad、ug、机械。 引言 近年来,模具在产品制造过程中占据重要地位。模具设计水平的高低,在很大程度上决定了生产率的高低。有效的模具设计可以降低资源调整次数和调整时间,为生产计划与调度提供更大的优化空间,以达到提高生产效率的目的。模具设计是工装系统的重要组成部分,它影响着产品生产的效率和质量。对模具设计进行深入的研究有着重要意义。中国塑料模具制造水平已有较大提高。型塑料模具已能生产单套重量达到50t以上的注塑模,精密塑料模具的精度已达到2μm,制件精度很高的小模数齿轮模具及达到高光学要求的车灯模具等也已能生产,多腔塑料模具已能生产一模7800腔的塑封模,高速模具方面已能生产挤出速度达6m/min以上的高速塑料异型材挤出模具及主型材双腔共挤、双色共挤、软硬共挤、后共挤、再生料共挤出和低发泡钢塑共挤等各种模具。在生产手段上,模具企业设备数控化率已有较大提高,cad/ug等软件技术的应用面已大为扩展,高速加工及rp/rt等先进技术的采用已越来越多,模具标准件使用覆盖率及模具商品化率都有较大幅度的提高,热流道模具的比例也有较大提高。另外,三资企业的蓬勃发展进一步促进了塑
冲压模具毕业设计说明书 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法,用以生产各种板料零件,具有很多独特的优势,其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点,是一种其它加工方法所不能相比和不可替代的先进制造技术,在制造业中具有很强的竞争力,被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中。 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后,已经形成了冲压学科的成形基本理论。以冲压产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。 1.2 冲压技术的进步 进几十年来,冲压技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,如:旋压成形、软模具成形、高能率成形等,更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1]。 现代冲压生产是一种大规模继续作业的制造方式,由于高新技术的参与和介入,冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1)。生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展。实现自动化冲压作业,体现安全、高效、节材等优 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃。结合现代技术信息系统和现代化管理信息系统的成果,由这三方面组合又形成现代冲压新的生产模式—计算机集成制造系统CIMS(Computer Integrated Manufacturing System)。把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体,将会给冲压制造业带来更好的经济效益,使现代冲压技术水平提高到一个新的高度。 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备,是一种高附加值的高技术密集型产品,也是高新技术产业的重要领域,其技术水平的高低已成为衡量一个国家制造水平的重要标志。随着国民经济总量和工业产品技术的不断发展,各行各业对模具的需求量越来越大,技术要求也越来越高。目前我国模具工业的发展步伐日益加快,“十一五期间”产品发展重点主要应表现在 [2]:
天津机电职业技术学院毕业综合实践报告 专业电气自动化 班级电气自动化三班
目录 1 机械手的基本介绍 (1) 1.1 机械手的基本结构组成 (1) 1.1.1 气动手爪 (1) 1.1.2 伸缩气缸 (1) 1.1.3 回转气缸及垫板 (2) 1.1.4 提升气缸 (2) 1.2 直线运动传动组件 (2) 1.3 气动控制回路 (3) 2 传感器部分 (5) 2.1 传感器简介 (5) 2.2 磁性开关 (5) 2.3 光电传感器和光纤传感器 (5) 3 伺服电机应用 (7) 3.1 伺服系统 (7) 3.2 交流伺服系统的位置控制模式 (8) 3.3 接线 (10) 3.4 伺服驱动器的参数设置与调整 (10) 3.4.1 参数设置方式操作说明 (11) 3.4.2 面板操作说明: (11) 3.4.3 部分参数说明 (11) 3.5 最大速度(MAX_SPEED)和启动/停止速度(SS_SPEED)12 3.6 移动包络 (13) 4 PLC程序编写 (15) 4.1 PLC的选型和I/O接线 (15) 4.2 伺服电机驱动器参数设置 (15) 4.3 编写和调试PLC控制程序 (16) 4.4 初态检查复位子程序和回原点子程序 (19) 4.5 急停处理子程序 (20) 个人收获 (23) 参考文献 (24) 附录 (25) 致谢 (28)
1 机械手的基本介绍 1.1 机械手的基本结构组成 1.1.1 气动手爪 用于在各个工作站物料台上抓取/放下工件。由一个二位五通双向电控阀控制。见图 1-1 图 1-1 气动手爪 1.1.2 伸缩气缸 用于驱动手臂伸出缩回。由一个二位五通单向电控阀控制。见图 1-2 图 1-2 伸缩气缸
模具专业毕业设计题目 【篇一:模具专业毕业设计题目参考】 模具专业 毕业生毕业论文参考题目 1.安全快速换模系统技术研究与应用 2.精密注塑成型技术的探讨 随着高科技的发展,精密注塑成型技术愈来愈受到人们的重视,精密注塑成型技术是一门涉及原材料性能,配方,成型工艺及设备等方面 的综合技术,其技术特点是使制品达到高质量、高精度的尺寸要求。 着重分析模温、注射压缩工艺及锁模压力与注射压力同步变化等对 精密注塑的影响。 3.注塑件的品质管理技巧 在注塑生产中,总是希望达到无废品生产的境界,但是由于注塑用的 塑料原料、成型模具、注塑机及辅助设备、成型环境等多种因素的 影响,生产中总会出现这样或那样的品质问题,因此注塑件的品质管 理显得非常重要,应把注塑件的品质控制到最好,废品损失降到最少。在品质控制方面,从注塑机、塑料原料,成型模具、人员等多方面论 述注塑件品质管理的主要内容和方法。 4.模具加工技术的发展 随着工业产品不断向多样化和高性能化发展,产品厂要求模具制造业 在短时间为新产品的开发和投产提供高精度模具。模具制造业为了 适应用户的这一要求,充分利用数控加工及模具计算机辅助制造等新 找术,从而使模具加工技术进入以数控加工和模具计算机辅助制造为 主的新阶段。 5.冲裁模压力中心的确定方法 冲模压力中心是指冲裁时的合力作用点或多工序模各工序冲压力的 合力作用点。设计时应保证压力中心通过模具的模柄轴线或与压力 机的滑块中心重合,也就是说在设计时,模具压力中心应与压力机滑 块中心一致,否则,不能保证冲模准确和平衡地工作,造成冲裁间隙不均匀等。应阐述模具压力中心的重要性以及几种常用的模具压力中 心的求解方法,其中包括基本方法和简单方法,以及各种方法的特点。 6.弯曲回弹预测及优化方法的研究 板料成形作为一种重要的金属塑性成形方法,广泛应用于汽车、航空、家电等工业领域,其中弯曲是板料加工的重要成形工序之一。弯曲回
碗 的 注 射 模 具 设 计 说 明 书 设计题目:碗的注射模具设计 指导老师:xx 设计者:xxx 系别:信息控制与制造系 班级:xx 学号:xx
绪论 {一} 【模具在加工工业中的地位】 模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工业中广泛的使用着各种模具。例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。 对模具的全面要:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。 模具影响着制品的质量。首先,模具型腔的形状、尺寸、表面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、应力大小、各向同性性、外观质量、表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。其次,在加工过程中,模具结构对操作难以程度影响很大。在大批量生产塑料制品时,应尽量减少开模、合模的过程和取制件过程中的手工劳动,为此,常采用自动开合模自动顶出机构,在全自动生产时还要保证制品能自动从模具中脱落。另外模具对制品的成本也有影响。当批量不大时,模具的费用在制件上的成本所占的比例将会很大,这时应尽可能的采用结构合理而简单的模具,以降低成本。 现代生产中,合理的加工工艺、高效的设备、先进的模具是必不可少是三项重要因素,尤其是模具对实现材料加工工艺要求、塑料制件的使用要求和造型设计起着重要的作用。高效的全自动设备也只有装上能自动化生产的模具才有可能发挥其作用,产品的生产和更新都是以模具的制造和更新为前提的。由于制件品种和产量需求很大,对模具也提出了越来越高的要求。因此促进模具的不断向前发展 [二] 【模具的发展趋势】 近年来,模具增长十分迅速,高效率、自动化、大型、微型、精密、高寿命的模具在整个模具产量中所占的比重越来越大。从模具设计和制造角度来看,模具的发展趋势可分为以下几个方面:
你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用 在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向
图1-1 冲压作业方式的进化 冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]: (1)汽车覆盖件模; (2)精密冲模; (3)大型及精密塑料模; (4)主要模具标准件; (5)其它高技术含量的模具 目前我国模具年生产总量虽然已位居世界第三 其中 冲压模占模具总量的40%以上[2] 但在整个模具设计制造水平和标准化程度上 与德国、美国、日本等发达国家相比还存在相当大的差距 以大型覆盖件冲模为代表 我国已能生产部分轿车覆盖件模具 轿车覆盖件模具设计和制造难度大 质量和精度要求高 代表覆盖件模具的水平 在设计制造方法、手段上已基本达到了国际水平 模具结构功能方面也接近国际水平 在轿车模具国产化进程中前进了一大步 但在制造质量、精度、制造周期和成本方面 以国外相比还存在一定的差距 标志冲模技术先进水平的多工位级进模和多功能模具 是我国重点发展的精密模具品种 在制造精度、使用寿命、模具结构和功能上 与国外多工位级进模和多功能模具相比 存在一定差距[2-3]
摘要 随着微电子技术、传感器技术、控制技术和机械制造工艺水平的飞速发展,机器人的应用领域逐步从汽车拓展到其它领域。在各种类型的机器人中,模拟人体手臂而构成的关节型机器人,具有结构紧凑、所占空间小、运动空间大等优点,是应用最为广泛的机器人之一。尤其由柔性关节组成的柔性仿生机器人在服务机器人及康复机器人领域中的应用和需求越来越突出。 本文将设计一台四自由度的工业机器人,用于给冲压设备运送物料。首先,本文将设计机器人的底座、大臂、小臂和机械手的结构,然后选择合适的传动方式、驱动方式,搭建机器人的结构平台;在此基础上,本文将设计该机器人的控制系统,包括数据采集卡和伺服放大器的选择、反馈方式和反馈元件的选择、端子板电路的设计以及控制软件的设计,重点加强控制软件的可靠性和机器人运行过程的安全性,最终实现的目标包括:关节的伺服控制和制动问题、实时监测机器人的各个关节的运动情况、机器人的示教编程和在线修改程序、设置参考点和回参考点。 关键词:机器人,示教编程,伺服,制动
ABSTRACT With the development of microelectronic technology, sensor technology, the rapid development of control technology and machinery manufacturing technology level, the application of robots gradually expanded from cars to other fields. In all types of robots, the articulated robot arm simulation human form, has the advantages of compact structure, small occupied space, large moving space, is one of the most widely used robots. Especially flexible biomimetic robot composed of flexible joint in the field of service robot and rehabilitation robot application and demand more and more prominent. In this paper I will design an industrial robot with four DOFs, which is used to carry material for a punch. First I will design the structure of the base, the big arm, the small arm and the end manipulator of the robot, then choose proper drive method and transmission method, building the mechanical structure of the robot. On this foundation, I will design the control system of the robot, including choosing DAQ card, servo control, feedback method and designing electric circuit of the terminal card and control software. Great attention will be paid on the reliability of the control software and the robot safety during running. The aims to realize finally include: servocontrol and brake of the joint, monitoring the movement of each joint in realtime, playback programming and modifying the program online, setting reference point and returning to reference point. KEY WORDS: robot, playback, servocontrol, brake
机械工程系模具专业毕业设计评语 一、开题报告 该生通过查阅相关参考文献,初步明确了本课题所研究的主要内容及设计思路,确定的研究方案基本合理,技术路线清晰可靠,符合机械设计的一般过程,进度安排合理。该同学的已基本具备了本课题研究的基本资料,具备写该论文的理论基础。开题报告内容翔实。同意该生选题。 二、毕业实习 该生结合毕业设计课题深入工厂进行参观实习,实习内容紧贴毕业设计课题,实习计划安排合理,实习期间遵守厂规厂纪,态度端正,踏实认真,注重将大学所学的课堂知识与工厂生产实际相结合,在实习中遇到不懂的地方,能够虚心向富有经验的前辈请教,善于思考,勤学好问,收获较大。通过本次实习提高了实际工作和分析问题的能力,较好地实现了本次实习的目的。实习报告写作规范,条理清晰,较好展现了本次实习的过程。 三、外文翻译 该生毕业设计外文翻译选题紧扣毕业设计题目,符合机自专业培养计划要求。 译文语句基本通顺,具有一定的逻辑性,但译文中也有些地方翻译不是太准确,望认真修改。 四、中期检查 该生在毕业设计中遵守纪律,能够按照老师的要求认真工作。论文进展顺利,有望按照进度计划按时完成。(论文进展较慢,希望抓紧时间,按时完成设计任务) 五、毕业论文评审表 该生学习态度端正,能独立查阅文献和从事其他调研;能正确翻译外文资料,超额完成了毕业设计任务书规定的工作量。对所设计的有较深入的认识,结构设计合理、理论分析与计算正确,很好地掌握了有关基础理论与专业知识,具有较强的实际动手能力及较强的独立工作能力。能够利用绘图软件进行工程图纸的设计,且图纸质量较好。论文结构严谨,逻辑性强,论述层次清晰,语言准确,文字流畅。完全符合本(专)科生毕业设计答辩条件,同意按期进行答辩。 六、学生回答问题的简要情况: (答辩记录人) 该同学回答问题思路清晰;语言表达较准确,概念清楚,基本内容正确;主要问题回答准确,回答问题有理论根据。困难点阐述清楚,报告时间符合要求。 七、答辩小组意见: 报告内容:思路清晰;语言表达准确,概念清楚,论点正确;实验方法科学,分析归纳合理;结论严谨;论文结果有应用价值。创新对前人工作有改进或突破,或有独特见解。答辩:回答问题有理论根据,基本概念清楚。主要问题回答准确,深入。报告时间:符合要求。
前言 第二章注塑设备选择 第2.1节估算塑件体积 该产品大批量生产故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。由于塑件中等大小,所以模具采用一模二腔结构,浇口形式采用侧浇口。 2.1.1计算塑件体积 由第一章可知塑件材料PMMA的密度为1.16~1.20g.cm3-,收缩率为1.6%~2.0%,计算出其平均密度为1.18 g.cm3-,平均收缩率为1.8%。经测绘初步估算得 塑件体积 V 塑 =9.18+1.428+7.722+0.33+0.32+2.62=21.6 cm3; 塑件质量M 塑= V 塑 ρ=21.6 cm3×1.18 g.cm3-=25.488g; 2.1.2 浇注系统凝料体积的初步估算 可按塑件体积的0.6倍估算,由于该模具采用一模二腔。 1.所以浇注系统凝料体积为 V 2=2V 塑 ×0.6=2×21.6×0.6=25.92 cm3; 2.该模具一次注塑所需塑料的体积为 V 0=2V 塑 + V 2 =2×21.6+25.92=69.12 cm3; 第2.2节注塑机型号的选定 根据塑料制品的体积与质量,以及成型工艺参数初步选定注塑机的型号为SZ—200/1000型卧式螺杆注塑机 2.2.1 注塑机的主要技术参数 如表2.1所示 表2.1
注: 该注塑机由宁波市金星塑料机械有限公司生产 2.2.2 型腔数量的校核 1.由注塑机料筒塑化速率校核型腔数目 n ≤ 1 2 3600m m KMt -; 上式右边≈12≥2,符合要求。 式中 K ——注塑机最大注塑量的利用系数,取0.8; M ——注塑机的额定塑化量(g/h 或cm 3/h),该注塑机为14g/s ; t ——成型周期,因塑件较小,壁厚不大,取45s ; m 1——单个塑件质量 25.48g ; m 2——浇注系统所需塑料质量 30.58g ; 2.按注射机的最大注射量校核型腔数目 n ≤ 2 1 m m Km n -; 上式右边≈5.4≥2符合要求; 式中 m n ——注射机允许的最大注射量(g 或cm 3) 210 cm 3; 3.按注射机的额定锁模力校核型腔数目 注射机在充模过程中产生的胀模力主要作用在两个位置: 在两瓣合模上的作用面积约为A 11≈24×135=3240mm 2; 瓣合模与支撑板的接触处的作用面积A 12≈17×135=2295mm 2; n ≤ 1 2 A P A P F 型型- 上式右边≈3.1≥2符合要求; 式中 F ——注射机的额定锁模力(N),该注射机为4×105N ;
你如果认识从前的我,也许会原谅现在的我。 1 绪论 1.1 概述 冲压成形作为现代工业中一种十分重要的加工方法 用以生产各种板料零件 具有很多独特的优势 其成形件具有自重轻、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点 是一种其它加工方法所不能相比和不可替代的先进制造技术 在制造业中具有很强的竞争力 被广泛应用于汽车、能源、机械、信息、航空航天、国防工业和日常生活的生产之中 在吸收了力学、数学、金属材料学、机械科学以及控制、计算机技术等方面的知识后 已经形成了冲压学科的成形基本理论 以冲压产品为龙头 以模具为中心 结合现代先进技术的应用
在产品的巨大市场需求刺激和推动下 冲压成形技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用 1.2 冲压技术的进步 进几十年来 冲压技术有了飞速的发展 它不仅表现在许多新工艺与新技术在生产的广泛应用上 如:旋压成形、软模具成形、高能率成形等 更重要的是人们对冲压技术的认识与掌握的程度有了质的飞跃[1] 现代冲压生产是一种大规模继续作业的制造方式 由于高新技术的参与和介入 冲压生产方式由初期的手工操作逐步进化为集成制造(图1-1) 生产过程逐步实现机械化、自动化、并且正在向智能化、集成化的方向发展 实现自动化冲压作业 体现安全、高效、节材等优点 已经是冲压生产的发展方向 图1-1 冲压作业方式的进化
冲压自动化生产的实现使冲压制造的概念有了本质的飞跃 结合现代技术信息系统和现代化管理信息系统的成果 由这三方面组合又形成现代冲压新的生产模式-计算机集成制造系统 CIMS(Computer Integrated Manufacturing System) 把产品概念形成、设计、开发、生产、销售、售后服务全过程通过计算机等技术融为一体 将会给冲压制造业带来更好的经济效益 使现代冲压技术水平提高到一个新的高度 1.3 模具的发展与现状 模具是工业生产中的基础工艺装备 是一种高附加值的高技术密集型产品 也是高新技术产业的重要领域 其技术水平的高低已成为衡量一个国家制造水平的重要标志 随着国民经济总量和工业产品技术的不断发展 各行各业对模具的需求量越来越大 技术要求也越来越高 目前我国模具工业的发展步伐日益加快 "十一五期间"产品发展重点主要应表现在 [2]:
模具设计与制造专业毕业设计(论文)引言 现今我国模具工业呈现新的发展特点与趋势,结构调整等方面取得了不少成绩,信息社会经济全球化不断发展进程,模具行业发展趋势主要是模具产品向着更大型、更精密、更复杂及更经济快速方面发展。伴随着产品技术含量不断提高,模具向着信息化、数字化、精细化,自动化方面发展;模具企业向着技术集成化、设备精良化,产品品牌化、管理信息化、经营国际化方向发展。 随着汽车、it电子、航空等相关行业领域高速发展,我国模具行业日新月异、高技术含量模具成为“xx”发展重点。未来中国将重点发展高技术含量模具,模具产品向轻巧、精美、快速高效生产、低成本与高质量方向发展。 模具的发展 日常生产、生活中所使用到的各种工具和产品,无不与模具有着密切的关系。模具的形状决定着这些产品的外形,模具的加工质量与精度也就决定着这些产品的质量。因为各种产品的材质、外观、规格及用途的不同,模具分为了铸造模、锻造模、压铸模、冲压模等非塑胶模具,以及塑胶模具。随着入世后制造业中心向中国转移,模具产业有望迎来30%的增长。与it业相比,模具专业的从业人员的价值会随着从业年限和经验的积累而不断提升,是一个真正的“永不衰
退的行业”。 本设计研究的主要内容 本人设计的这副模具是塑料成型模具,是比较常见的塑料注塑成型模具。通过本次设计,主要完成了以下工作: 1、使用proe软件对塑料电表盒盖进行三维造型,并确定选择一模二腔的型腔布置方式。 2、进行模具设计。模具设计主要包括浇注系统的设计、冷却系统的设计、成型零部件的设计、脱模机构的设计。 3、用cad绘制了模具的二维装配图,以及型腔、型芯、定模固定板等主要零件。 4、用pro/e完成了模具的三维装配图。 毕业设计的意义撰写毕业论文是检验学生在校学习成果的重要措施,也是提高教学质量的重要环节。可以这么说,毕业论文是结束大学学习生活走向社会的一个中介和桥梁。毕业论文是大学生才华的第一次显露,是向祖国和人民所交的一份有份量的答卷,是投身社会主义现代化建设事业的报到书。一篇毕业论文虽然不能全面地反映出一个人的才华,也不一定能对社会直接带来巨大的效益,对专业产生开拓性的影响。但它总是在一定程度上表明一个人的能力与才华,向社会展示自身的价值。撰写毕业论文在学业生涯中是一件值得留恋的事情。论文写作过程中所唤起的对科学研究的极大兴趣,所激发的对科学事业的满腔热情,以及写作中辛勤
一、首先是开场白:班的学生,我的毕业论文题目是对讲机注3各位老师,上午好!我叫金函绪,是08级机制在这里我向我的导师表示深深论文是在李章东导师的悉心指点下完成的,塑模具毕业设计。并对四年来我有机会聆听向各位老师不辞辛苦参加我的论文答辩表示衷心的感谢,的谢意,下面我将本论文设计的目的和主要内容向各位老师作一汇教诲的各位老师表示由衷的敬意。报,恳请各位老师批评指导。二、内容首先,我想陈述这个毕业论文设计的目的及意义。熟悉拟定塑料成型工艺和模具设计原则、)设计对讲机注塑模具,是基于一下几个目的:(1锻炼自己对步骤和方法。增加对注塑模具的认识,对塑料模具制作过程有一个大概的了解。未曾接触过的事物的分析问题和解决问题的能力。其次,我想谈谈这篇论文的结构和主要内容。. 本文分成10个部分第一部分是前言。这部分主要阐明了我国注塑模具的现状以及未来的发展方向并确定脱模斜第二部分是塑件工艺分析。这部分主要进行了塑料结构和材料成型工艺分析,度和模具的结构形式,同时完成浇注系统的设计。塑件和流道凝料在分型面上的投影第三部分是注射机型号的确定。这部分需要进行注射量、面积及锁模力的计算,并校核注射剂的工艺参数,确定注射机的型号。第四部分是模架的确定。主要确定模架的型号以及各板的尺寸。第五部分是合模导向及定位机构的设计。包括了导柱、导套以及斜导柱侧抽芯机构的设计。脱模阻力的计第六部分是脱模机构的设计和计算。主要囊括了脱模机构的设计原则及分类,算和脱模机构的选用。第七部分内侧抽芯机构的设计。主要完成内抽芯距的计算。第八部分是模具温度调节系统的设计和计算。包括了冷却系统的设计及冷却装置的设计要点,计算冷却参数和冷却时间。第九部分模具零件的选材和制造工艺。主要包括了模具各零件的选材及制造工艺。第十部分是模具的装配和工作过程。主要包括模具装配的步骤和模具工作过程校验和修改。不足之处:不能根据实没有实践经验,本次设计的不足之处是我对模具设计过程中思考问题有些简单,以及对塑料模具知识的缺乏,使该设计中有不足之处,请各位老师批评指正。际情况来修改,老师提问:掌握了塑料模具成本论文的优缺点:对塑料模具在成型过程中有了更深一层的理解,(10)解决对独立设计模具具有一次新的锻炼,学会了分析问题、型的机构特点及设计计算办法,模具中斜顶杆不能准问题的方法。本设计的不足之处在于:大量生产后,由于顶针板变形,确复位,并对型腔造成损害,使塑件上有磨伤,且侧凹位置发生变化,无法满足装配要求。)写作毕业论文的体会(9对我在大学阶段所学习的模具设计方面的知识做了一个很好的总结通过本次毕业设计,也发现了自己在学科内的和巩固,也对平时所学习的比较零散的知识做到了系统化的运用。对模具的设计和加工有了通过本次设计,做到了很好的复习和理解。某些方面知识的欠缺,但在李章东老师的热心指导下,.一个比较系统全面的认识和了解,同时也遇到了很多问题,终于圆满完成了设计任务,在此对给予我帮助的老师们及同学们表示真挚的感谢。 8()还有那些问题自己还没有搞清楚,在论文中论述的不够透彻?对于斜导柱的侧抽芯机构不甚了解,对斜导柱和滑块、导槽的配合过程中的整个动作过程 不太明白。对斜导柱的在模架上的安装位置还不太明白。 (7)论文虽未论及,但与其较密切相关的问题还有那些? 我对塑料的基本情况进行了了解。首先是塑料的组成和特性,塑料由合成树脂和添加剂组成,添加剂包括填充剂、稳定剂、增塑剂、润滑剂、固化剂、着色剂。其次是塑料的特性,包括质量轻、电气绝缘性好,强度刚度高、化学稳定性好。热导率低,耐磨性能优良。最后是塑料的分类,按合成树脂受热的状态可以分为热塑性塑料和热固性塑料,按应用范围分为通用塑料、工程塑料、特种塑料。 (6)在研究本课题的过程中发现了那些不同的见解?对这些不同的见解,自己是怎么逐步认识的?又是如何处理的? 对分流道设计过程中,由于分流道的截面有圆形、梯形、U型、矩形等,为了减少分流道内的压力损失,希望分流道的截面面积要大,同时,为了减小散热,又希望分流到表面积要小,对选用
液压机械手设计毕业设计 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。 作者签名:日期:
一、引言 1.1机械 液压通用机械手,就其本质上来说,属于工业机器人的范畴,机器人学是近几十年来迅速发展起来的一门综合学科。它集中了机械工程、电子工程、计算机科学、自动控制以及人工智能等多种学科的最新研究成果,体现了光机电一体化技术的最新成就,是当代科学技术发展最活跃的领域之一,也是我国科技界跟踪国际高技术发展的重要课题。 “机械手”(Machanical Hand):多数指附属于主机、程序固定的自动抓取、操作装臵(国内一般称作机械手或专用机械手)。如自动线、自动机的上下料,加工中心的自动换到的自动化装臵。 1.2机械手特点、结构与研究意义 1.2.1机器人的特点 机器人的主要特点体现在它的通用性和适应性等方面。 1.通用性 机器人的通用性指具有执行不同功能和完成多样简单任务的实际能力;通用性也意味着,机器人是可变的几何结构。或者说在机械结构上允许机器人执行不同的任务或以不同的方式完成同一工作。 2.适应性 机器人的适应性是指具有对环境的自适应能力,及机器人能够自主执行实现经规划的中间任务,而不管执行过程中所发生的没有预计到的环境变化。 1.2.2机器人的系统结构 一个机器人系统一般由四个相互作用的部分组成,即机械手、环境、任务和控制器。 工业机器人的本体机械系统即为通常的机械手装臵,他由肩、臂、腕、机身或行走机构组成,组合为一个相互依赖的运动机构。 环境即指机器人所处的周围状态,环境不仅由机和条件决定,而且有环境和它所包含的每个事物的全部自然特性决定。 机器人体系结构中的任务一般定义为环境的两种状态(初始状态和目标状态)间的差别,必须用适当的程序语言来描述,并能为计算机所理解。 机器人控制器一般为控制计算机,接收来自传感器的信号,对其进行数据处理,并按照预存信息,即机器人的状态及环境情况等,生成控制信号来驱动机器人的各个关节运动。