Multiple-layer laser deposition of steel components using
gas-and water-atomised powders:the differences
and the mechanisms leading to them
Andrew J.Pinkerton *,Lin Li
Laser Processing Research Centre,School of Mechanical,Aerospace and Civil Engineering,The University of Manchester,P .O.Box 88,Sackville Street,Manchester M601QD,UK
Available online 19February 2005
Abstract
Functionally-graded or composite components have been recognised as having immense potential for many industries.The ?exibility of direct metal deposition (DMD)has the potential to expand this to microstructurally graded components,but accurate control of the process is a problem.In this work,the effects of using different powder morphologies as a control mechanism for microstructure and other material properties are investigated experimentally.For the ?rst time,comparison of the characteristics of two different gas-atomised (GA)and water-atomised (WA)materials is undertaken in order to evaluate the signi?cance of the different DMD characteristics originating from the difference in atomisation method.316L and H13materials and a 1.2kW CO 2DMD system are used.Three primary factors for the differences are identi?ed:increased vaporisation of the powder,a hotter melt pool and less powerful outward Marangoni ?ow when using water-atomised powder.The reasons for these,the in?uence they have on process characteristics and ?nal material properties,and the circumstances under which they occur are discussed.
#2005Elsevier B.V .All rights reserved.
Keywords:Laser;Direct Metal Deposition;Steel;Powder;Functionally graded
1.Introduction
The rapid prototyping technique of laser direct metal deposition (DMD)is a ?exible method of creating full-density metallic parts from powder without the need for time-consuming post processing
stages,as in,for example,laser sintering.The ?exibility is increased,and the deposition head given omnidirectional properties,by the use of a fully coaxial nozzle or of multiple powder feeds at acute angles to the laser beam,as in the LENS TM system.The process has been shown to be able to deal with multiple materials,including tool steels,stainless steels,aluminium and titanium.However,it is characterised by a large number of process variables,which makes control and modelling dif?cult.
https://www.doczj.com/doc/ae8074538.html,/locate/apsusc
*Corresponding author.Tel.:+441613063806;fax:+441613063803.
E-mail address:andrew.pinkerton@https://www.doczj.com/doc/ae8074538.html, (A.J.Pinkerton).0169-4332/$–see front matter #2005Elsevier B.V .All rights reserved.doi:10.1016/j.apsusc.2005.01.083
Using different powder morphologies as a control mechanism for microstructure and other material has been shown to be a feasible control mechanism. Previous work by Pinkerton and Li[1]compared the deposition characteristics of gas-atomised(GA)and water-atomised(WA)316L stainless steel and separate work has considered tool steels[2].However, results have previously been viewed individually and no attempt made to account for all the factors that in?uence the process characteristics and gauge their relative signi?cance.That is the purpose of this contribution.
Process areas that are directly relevant to?nal material and process control via powder morphology are the interactions of the powder and laser beam above the melt pool,the mechanisms that affect melt pool geometry and therefore cooling rate[3]and the relationships between a material’s thermal history and its?nal material properties.Lin modelled different aspects of the powder stream,including its heating[4],and Meriaudeau et al.[5]used image-processing techniques to characterise powder?ows. Numerical work by Liu and Lin[6]has allowed quantitative estimates of the increase in particle temperature and reduction in spherical(gas-atomised) particle diameter due to evaporation in a coaxial powder stream.
The effect of buoyancy and Marangoni forces that exist across a laser melt pool,were modelled by Yang et al.[7].The forces were found to produce a signi?cantly wider and shallower pool for steel with low surface activant levels and negative surface tension coef?cient.The results were in agreement with the?nite-element simulations of Pirch et al.[8], who also demonstrated that a positive surface tension coef?cient directs material near the surface towards the melt pool centre and then downwards,giving increased melt depth.Limmaneevichitr and Kou con?rmed these?ndings and demonstrated the changes in shape for a range of Peclet numbers[9].
Grif?th et al.[10]used thermal imaging techniques to monitor the melt pool and showed the effect of reheat cycles on the microstructure and stress levels of H13tools steel.The length of the thermal excursions at elevated temperatures was found to give different properties in the?nal material.The DMD solidi?ca-tion process for any binary metallic material was modelled by Grujicic et al.[11].Increased laser power was found to give a coarser columnar grain size.This is in accordance with a larger pool size,the relation-ship between the logarithms of pool length and cooling rate proposed by Hofmeister et al.[3]and the widely accepted relationship between cooling rate and secondary dendrite spacing[12].
2.Experimental procedure
Two series of experiments were performed with 316L stainless steel(16.0–18.0%Cr,10.0–14.0% Ni(b),2.0–3.3%Mo,2.0%Mn,1.0%Si,0.03%C,bal. Fe[13])and H13tool steel(Cr4.8–5.5%Cr,1.1–1.8% Mo.,0.8–1.2%V,0.8–1.2%Si,0.3–0.5%C,0.2–0.5% Mn,bal.Fe[13]).Gas-atomised and water-atomised types of both powders were taken.All powders were examined using Phillips S25and FEI Quanta200 scanning electron microscopes(SEMs)and energy dispersive X-ray spectroscopy(EDS)analysis was performed on the surface of the particles and sections through them.The size distribution of the particles was measured using a Malvern Instruments laser diffractometer.
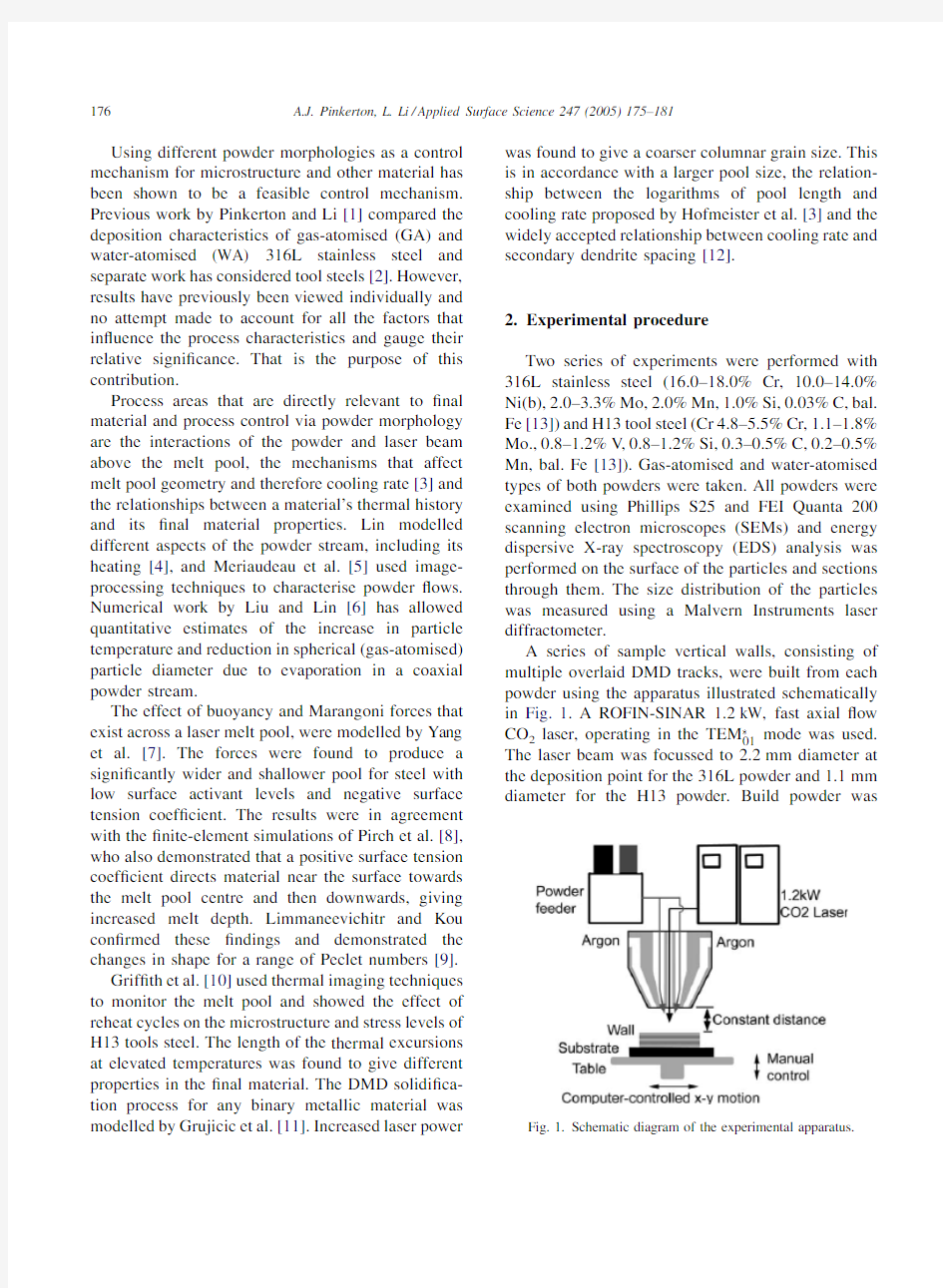
A series of sample vertical walls,consisting of multiple overlaid DMD tracks,were built from each powder using the apparatus illustrated schematically in Fig.1.A ROFIN-SINAR1.2kW,fast axial?ow CO2laser,operating in the TEM?01mode was used. The laser beam was focussed to2.2mm diameter at the deposition point for the316L powder and1.1mm diameter for the H13powder.Build powder was
A.J.Pinkerton,L.Li/Applied Surface Science247(2005)175–181
176
Fig.1.Schematic diagram of the experimental apparatus.
conveyed from a disc powder feeder by a12l/min?ow of argon gas and directed to the melt pool by a custom-built annular nozzle,coaxial with the laser beam. Concentric argon?ows were used to cool and shield the objective lens and to shroud the process.Walls were built onto mild steel substrate blocks(EN43A steel,nominal size50mm?50mm?5mm)that had been grit-blasted to approximately5m m Ra(ISO) surface roughness and degreased.They were main-tained at approximately room temperature by a continuous-?ow water cooler and moved in the horizontal(x–y)plane by a Unimatic CNC table. All tracks were deposited with the substrate moving in the same direction,at a uniform traverse speed of 2mm/s.During deposition of the upper three tracks of each wall,the melt pool temperature was monitored by a tripod-mounted pyrometer.The power display, motion,pyrometer,and powder mass delivery systems for each powder type were calibrated prior to the experiment using standard methods to the level of accuracy of the apparatus.All showed satisfactory repeatability during the tests.
On completion of sample preparation,samples of loose powder from near the wall were collected and their size distributions measured by the same laser diffractometer as previously.The roughnesses of the sidewall surfaces of the samples parallel to the build direction(z-axis)were measured using a Proscan1000 optical pro?lometer.Longitudinal sections through the wall were used for X-ray diffraction analysis (XRD)and transverse sections were mounted in epoxy resin,ground and polished to a3m m surface?nish. The316L samples were electrolytically etched in a 10%solution of oxalic(ethanedioic)acid and the H13 samples etched in picral(4g picric acid in100ml ethanol).These were examined and measured using optical microscopy.
3.Results
3.1.Powder morphology and composition
Grains of both unused GA powders were generally spherical with a smooth or dimpled surface texture, while grains of both unused WA powders showed an irregular,ligamental structure and coarser surface texture.All powders exhibited a mainly lognormal size distribution with a mode of approximately 100m m for the H13and110m m for the316L powders.There was an additional concentration of particles in the range300–500m m for all powders; these could be agglomerations of particles not fully dispersed by the diffractometer or contamination. Chemical compositions were within industry stan-dards;the WA stainless steel powder had a higher surface level of oxygen(3.85%)than the GA powder (2.51%),presumably in oxide form.
The dominant grain shapes were unchanged in the recycled powders but in all cases the mode particle size was increased.Fig.2shows the size distributions of original and recycled gas-and water-atomised H13 powders;similar patterns were seen for the316L material.There is a reduced proportion of undersized particles and increased number of oversized entities (>300m m ESD for the GA powder and>400m m ESD for the WA powder).This change in size distribution is slightly more evident in the WA powder.
3.2.Melt pool temperatures during deposition
Fig.3shows the pyrogenically measured melt pool temperatures.In all cases mean measured pool temperatures are seen to increase slightly with powder ?ow rate.This is surprising,as the addition of more material in an initially solid form would normally be expected to result in reduced temperature.On average, higher temperatures were measured when using316L powder than when using H13,which is again surprising,given how little their melting points and speci?c heat capacities differ(14308C and460J/ kg8C for H13compared with14008C and500J/ kg8C for316L;speci?c heat values for208C).These effects can probably both be accounted for by the fact that the pyrometer took an average temperature reading over a sample area that was bigger than a melt pool.Hence,the measured temperature from a smaller melt pool,created by low powder?ow rate or a smaller beam spot(as used for the H13),would be lower than the true value because of the increased in?uence of the surrounding,cooler material.For both materials,the melt pool temperature was higher when WA powder was used.The mean melt pool temperatures measured when producing the GA and WA316L powder walls were11048C and13328C,
A.J.Pinkerton,L.Li/Applied Surface Science247(2005)175–181177
respectively,and the mean temperatures when produ-cing the GA and WA H13powder walls were 9918C and 10408C,respectively.3.3.Sample dimensions
The mean track dimensions of walls built from the different powders are shown in Fig.4.For all powders,track heights increases with powder ?ow,in accor-dance with previous ?ndings for GA powders [14].Powder atomisation type has a signi ?cant effect on track height.WA 316L tracks are on average only 23%of GA 316L tracks and WA H13tracks are on average only 29%of GA H13tracks.
There is less change in track widths with powder ?ow or due to atomisation type,although at all tested
A.J.Pinkerton,L.Li /Applied Surface Science 247(2005)175–181
178Fig.3.Measured melt pool temperatures during deposition of straight walls from different ?ow rates of gas-and water-atomised,316L and H13steel powders (error bars show ?1standard deviation of measurements
taken).
powder?ow rates GA316L powder produced a wider track than WA316L.Tracks produced from the H13 powder were the wider at all powder?ow rates,despite the smaller laser spot diameter,indicating that this may not be the major determinant of width as proposed by McLean et al.[15].
3.4.Sample microstructure
The microstructure of walls built from GA316L steel microstructures was coarser than those built from WA powder,with more evident layer bound-aries and signs of incomplete bonding and porosity at the higher tested powder?ow rates,as shown in Fig.5(a)and(b).Layer bonding was better in the H13powder walls,but the GA powder walls again exhibited a slightly coarser microstructure.All H13
A.J.Pinkerton,L.Li/Applied Surface Science247(2005)175–181
179
Fig.5.Microstructures of DLD walls built from gas-atomised(a)
and water-atomised(b)316L powders.
walls showed a distinctive transition from untem-pered(light etching)to tempered(dark etching) martensite on moving down the wall,away from the last deposited layer.XRD analysis con?rmed this lattice structure and additional Vickers hardness tests showed a distinctive drop in hardness at the transition zone.This zone occurred closer to the last deposited layer at lower powder?ow rates and when using WA powder.
3.5.Surface?nish and composition
For both materials the surface roughness increased with powder?ow.For the316L powder, on moving from the lowest to the highest tested?ow rates(0.14–0.27g/s),there was an increase from Ra 60m m to85m m and Ra14m m to36m m for the GA and WA powders,respectively.Over all results,the GA powder walls had a Ra value approximately 300%higher than the WA powder walls.For the H13 powder,increasing the powder?ow rate from0.10to 0.31–0.34g/s,gave an increase from Ra35m m to 67m m and Ra11m m to60m m for the GA and WA powders,respectively.Over all results,the GA powder walls had a Ra value approximately50% higher than the WA powder walls.This is a considerably less signi?cant difference than occurs with the316L powder.
4.Discussion
The changes in powder size distributions after use were signi?cant,particularly when the effects due to interaction of powder with the laser beam may have been‘masked’by the majority of powder failing to be directed into it at any stage so being completely unchanged.Few spherical particles were seen in the recycled WA powders,indicating that they had not gone through a melt and resolidi?cation cycle. However,the slightly greater loss of undersize particles indicated that more of the WA powders had vaporised.
This can be explained by considering the energy that a particle needs to absorb in order to vaporise and the time in the laser beam required for this.The effect of the difference in particle shape is evaluated via simple enthalpy balance expressions.De?ne t v as the laser interaction time to vaporisation;I,the laser intensity;a,the surface coupling ef?ciency;C p,the speci?c heat capacity;r,the density and d,the particle diameter.T0is the ambient temperature, T m and T v are the melting and vaporisation tem-peratures and L m and L v are the respective latent heats.Then it can be written for a GA(spherical) powder particle:
t i?
0:5d r
?C peT vàT0TtL mtL v (1) Similarly for a WA(ligamental)particle,modelled as a cylinder of length to diameter ratio of3(an arbitrary value based on initial SEMs of the powder) with random orientation[1]:
t i?
0:72d r
a I
?C peT vàT0TtL mtL v (2) Comparing Eqs.(1)and(2)indicates that due to shape factors alone the vaporisation time of the WA powders in the laser beam would actually have been greater so less would have vaporised and it would have heated-up less quickly.This is not in accordance with Figs.2and3.However,original examination showed the surface of WA particles to be rougher and more oxidised both of which normally increase surface coupling ef?ciency(a)[16].It can be concluded that the differences in surface coupling were more signi?cant than particle shape.
The higher vaporisation of WA powders accounts, at least in part,for the reduced deposition rate with this type of powder.Based on the conclusions of Smugeresky et al.[17],that powder volume is one of the primary factors determining surface?nish,it also partially explains the improvement in surface?nish compared to the respective GA powders.A generally higher temperature WA powder stream also accounts for the increased melt pool temperatures seen when using WA powders.
The difference in absorption between the GA and WA powders are unlikely to have been the same for each material,but this does not fully explain the greater difference between the surface?nish of GA and WA316L powder walls than between GA and WA H13powder walls.For this,melt pool factors are considered:it can be approximated that the melt pool area offered to the powder determines the deposition rate and the melt pool depth determines the degree of
A.J.Pinkerton,L.Li/Applied Surface Science247(2005)175–181 180
remelting and(at least in part)quality of layer bonding.For H13,and commonly for316L,steel,the level of surface activants is suf?ciently low to give a negative surface tension coef?cient and therefore broader pool,as discussed in the introduction. However,the WA316L powder had a higher level of surface oxygen(3.85%).A weaker outward?ow and a narrower but deeper pool would have resulted, explaining both the lower deposition rate and better https://www.doczj.com/doc/ae8074538.html,plete Marangoni?ow reversal may have occurred,but this could not be determined experi-mentally.
5.Conclusions
Gas-atomised and water-atomised powders have different direct laser deposition characteristics.There are three primary factors that cause this:increased vaporisation of the powder,a hotter melt pool and less powerful outward Marangoni?ow when using water-atomised powder.The?rst two factors are mainly dependent upon differences in surface coupling between the particles and the laser radiation and are not of the same magnitude for every material.The third of these factors is present only in particular cases,where the level of surface activants plays a signi?cant role. Deposition rate and surface?nish are most affected,so selection of powder atomisation type could be used as a control mechanism for these factors without changing the elemental composition of the part.
The differences in size distributions between unused and recycled powder are signi?cantly.If, through nozzle design and correct parameter selec-tion,catchment ef?ciency can be improved then the differences between them could be reduced.References
[1]A.J.Pinkerton,L.Li,Proc.I.Mech.E.,B:J.Eng.Man.217
(2003)741.
[2]A.J.Pinkerton,L.Li,Int.J.Adv.Man.Tech.,Online First
DOI:10.1007/s00170-003-1884-2(2004).
[3]W.Hofmeister,M.Grif?th,M.Ensz,J.Smugeresky,JOM53
(2001)30.
[4]J.Lin,https://www.doczj.com/doc/ae8074538.html,ser Tech.31(1999)565.
[5]F.Meriaudeau,C.Dumont,D.Aluze,F.Truchetet,Proc.SPIE
3101(1997)211.
[6]C.-Y.Liu,J.Lin,https://www.doczj.com/doc/ae8074538.html,ser Tech.35(2003)81.
[7]L.X.Yang,X.F.Peng,B.X.Wang,Int.J.Heat Mass Trans.44
(2001)4465.
[8]N.Pirch,E.W.Kreutz,B.Ollier,X.He,in:Proceedings of the
1994NATO Advanced Study Institute Conference on Laser Processing:Surface Treatment and Film Deposition,Sesimbra, Portugal,1996,p.177.
[9]C.Limmaneevichitr,S.Kou,Welding J.(Miami)79(2000)
231.
[10]M.L.Grif?th,M.E.Schlienger,L.D.Harwell,M.S.Oliver,
M.D.Baldwin,M.T.Ensz,M.Essien,J.Brooks,C.V.Robino, J.E.Smugeresky,W.H.Hofmeister,M.J.Wert,D.V.Nelson, Mater.Des.20(1999)107.
[11]M.Grujicic,G.Cao,R.S.Figliola,Appl.Surf.Sci.183(2001)
43.
[12]W.Kurz,D.J.Fisher,Fundamentals of Solidi?cation,Trans.
Tech.Publishing,Rockport,MA,USA,1986.
[13]ASME Metals Handbook,ASM International,Materials Park,
OH44073,USA,1990.
[14]V.M.Weerasinghe,W.M.Steen,in:Proceedings of the4th
International Conference on Lasers in Materials Processing—American Society for Metals(ASM),Los Angeles,CA,USA, 1983,p.166.
[15]M.A.McLean,G.J.Shannon,W.M.Steen,Proc.SPIE3092
(1997)753.
[16]F.Dausinger,J.Shen,ISIJ Int.33(1993)925.
[17]J.E.Smugeresky,D.M.Keicher,J.A.Romero,M.L.Grif?th,
L.D.Harwell,in:Proceedings of the1997International Conference on Powder Metallurgy and Particulate Materials.
Part3(of3).Metal Powder Industries Federation,29June–21 July1997,Princeton,NJ,USA,Chicago,IL,USA,1997, p.21.
A.J.Pinkerton,L.Li/Applied Surface Science247(2005)175–181181
第9卷第21期 2009年11月1671 1819(2009)21 6532 04 科学技术与工程 ScienceTechnologyandEngineering 2009 Sci Tech Engng 9 No 21 Nov.2009 Vol 通信技术 半导体激光器驱动电路设计 何成林 (中国空空导弹研究院,洛阳471009) 摘要半导体激光驱动电路是激光引信的重要组成部分。根据半导体激光器特点,指出设计驱动电路时应当注意的问题,并设计了一款低功耗、小体积的驱动电路。通过仿真和试验证明该电路能够满足设计需求,对类似电路设计有很好的借鉴作用。 关键词激光引信半导体激光器窄脉冲中图法分类号 TN242; 文献标志码 A 激光引信大部分采用主动探测式引信,主要由发射系统和接收系统组成。发射系统产生一定频率和能量的激光向弹轴周围辐射红外激光能量,而接收系统接收处理探测目标漫反射返回的激光信号,而后通过信号处理系统,最终给出满足最佳引爆输出信号。由此可见,激光引信的探测识别性能很大程度上取决于激光发射系统的总体性能,即发射激光脉冲质量。而光脉冲质量取决于激光器脉冲驱动电路的质量。因此,半导体激光器驱动电路设计是激光引信探测中十分重要的关键技术。 图1 驱动电路模型 放电,从而达到驱动激光器的目的。 由于激光引信为达到一定的探测性能,通常会要求激光脉冲脉宽窄,上升沿快,一般都是十几纳秒甚至几纳秒的时间。因此在选择开关器件时要求器件开关速度快。同时,由于激光器阈值电流、工作电流大 [1] 1 脉冲半导体激光器驱动电路模型分析 激光器驱动电路一般由时序产生电路、激励脉冲产生电路、开关器件和充电元件几个部分组成,如图1。 图1中,时序产生电路生成驱动所需时序信号,一般为周期信号。脉冲产生电路以时序信号为输入条件。根据其上升或下降沿生成能够打开开关器件的正激励脉冲或负激励脉冲。开关器件大体有三种选择:双极型高频大功率晶体管、晶体闸流管电路和场效应管。当激励脉冲到来时,开关器件导通,
激光器的分类 自从上世纪60年代以来,激光器已经发展出了众多类型,主要包括不同的工作介质、不同的脉宽,因此我们按照激光器的工作介质和输出脉冲两个思路对目前主要的激光器进行分类,并且介绍相关的激光术语。 按激光工作介质,激光器可以分为固体激光器、气体激光器、半导体激光器、光纤激光器、染料激光器和自由电子激光器。 固体激光器(晶体,玻璃):在基质材料中掺入激活离子而制成,都是采用光泵浦的方式激励。 1)钕玻璃激光器:在玻璃中掺入稀土元素钕做工作物质, 输出波长:λ=1.053μm 2)红宝石激光器: 输出波长:λ=694.3nm, 输出线宽:?λ=0.01~0.1nm 工作方式:连续,脉冲 3)掺钕钇铝石榴石(Nd:YAG):YAG晶体内掺进稀土元素钕,
输出波长:λ=1064nm,914nm,1319nm 工作方式:连续,高重复率脉冲 连续波可调谐钛蓝宝石激光器: 输出波长:λ=675~1100nm 气体激光器:在单色性/光束稳定性方面比固体/半导体/液体激光器优越,频率稳定性好,是很好的相干光源,可实现最大功率连续输出,结构简单,造价低,转换效率高。谱线丰富,多达数千种(160nm--4mm)。 工作方式:连续运转(大多数) 1)氦-氖激光器: 常用的为λ=632.8nm 根据选择的工作条件激光器可以输出近红外,红光,黄光,绿光 (λ=3.39μm,1.15μm) 2)CO2激光器:λ=10.6μm 3)氩离子气体激光器:λ=488nm,514.5nm 4)氦-镉激光器:波长为325nm的紫外辐射和441.6nm的蓝光 5)铜蒸汽激光器:波长510.5nm的绿光和578.2nm的黄光 6)氮分子激光器:紫外光,常见波长:337.1nm,357.7nm 半导体激光器:由不同组分的半导体材料做成激光有源区和约束区的激光器;体积最小,重量最轻,使用寿命长,有效使用时间超过10万小时。工作物质包括GaAS(砷化镓),InAS(砷化铟),Insb(锑化铟),CdS(硫化镉)。 输出波长范围:紫外,可见,红外 DFB半导体激光器,
半导体激光器驱动电源的控制系统 使用单片机对激光器驱动电源的程序化控制,不仅能够有效地实现上述功能,而且可提高整机的自动化程度。同时为激光器驱动电源性能的提高和扩展提供了有利条件。 1 总体结构框图 本系统原理,主要实现电流源驱动及保护、光功率反馈控制、恒温控制、错误报警及键盘显示等功能,整个系统由单片机控制。本系统中选用了C8051F单片机。C8051F单片机是完全集成的混合信号系统级芯片(SOC),他在一个芯片内集成了构成一个单片机数据采集或控制系统所需要的几乎所有模拟和数字外设及其他功能部件,如本系统中用到的ADC和DAC。这些外设部件的高度集成为设计小体积、低功耗、高可靠性、高性能的单片机应用系统提供了方便,也大大降低了系统的成本。光功率及温度采样模拟信号经放大后由单片机内部A/D 转换为数字信号,进行运算处理,反馈控制信号经内部D/A转换后再分别送往激光器电流源电路和温控电路,形成光功率和温度的闭环控制。光功率设定从键盘输入,并由LED数码管显示激光功率和电流等数据。 2 半导体激光器电源控制系统设计 目前,凡是高精密的恒流源,大多数都使用了集成运算放大器。其基本原理是通过负反作用,使加到比较放大器两个输入端的电压相等,从而保持输出电流恒定。并且影响恒流源输出电流稳定性的因素可归纳为两部分:一是构成恒流源的内部因素,包括:基准电压、采样电阻、放大器增益(包括调整环节)、零点漂移和噪声电压;二是恒流源所处的外部因素,包括:输入电源电压、负载电阻和环境温度的变化。 2.1 慢启动电路 半导体激光器往往会因为接在同一电网上的多种电器的突然开启或者关闭而受到损坏,这主要是由于开关的闭合和开启的瞬间会产生一个很大的冲击电流,就是该电流致使半导体激光器损坏,介于这种情况,必须加以克服。因此,驱动电源的输入应该设计成慢启动电路,以防损坏,:左边输入端接稳压后的直流电压,右边为输出端。整个电路的结构可看作是在射级输出器上添加了两个Ⅱ型滤波网络,分别由L1,C1,C2和L2,C6,C7组成。电容C5构成的C型滤波网络及一个时间延迟网络。慢启动输入电压V在开关和闭合的瞬间产生大量的高频成分,经过图中的两个Ⅱ型网络滤出大部分的高频分量,直流以及低频分量则可以顺利地经过。到达电阻R和C组成的时间延迟网络,C2和C4并联是为了减少电解电容对高频分量的电感效应。 2.2 恒流源电路的设计 为了使半导体激光器稳定工作,对流过激光器的电流要求非常严格,供电电路必须是低噪声的稳定恒流源驱动,具体电路。 使用单片机对激光器驱动电源的程序化控制,不仅能够有效地实现上述功能,而且可提高整机的自动化程度。同时为激光器驱动电源性能的提高和扩展提供了有利条件。 1 总体结构框图 本系统原理,主要实现电流源驱动及保护、光功率反馈控制、恒温控制、错误报警及键盘显示等功能,整个系统由单片机控制。本系统中选用了C8051F单片机。C8051F单片机是完全集成的混合信号系统级芯片(SOC),他在一个芯片内集成了构成一个单片机数据采集或控制系统所需要的几乎所有模拟和数字外设及其他功能部件,如本系统中用到的ADC和DAC。
脉冲式激光驱动电源的研究与设计 1.1 引言 二十世纪后期到二十一世纪初,超短脉冲激光成为强有力的科学研究手段,使科研上升到一个新的层次。一些国家和部门重点实验室的科研项目,有很大比例围绕着超短脉冲激光及其应用。由于半导体激光器的增益带宽很宽适于产生超短脉冲激光,且体积小、能耗低、寿命长、价格低廉,操作控制简便,特别适用于军用、工业、交通、医学和科研应用[62]。因此,研究如何从LD获得超短脉冲激光就一直受到人们的高度重视,超短脉冲激光器以其自身的优点在激光领域里得到了广泛的应用。大电流超短脉冲半导体激光器可以直接作为仪器使用,它更可以作为系统的一个关键部件、一个激光光源。它将作为火花启动庞大的仪器装备制造业,因此研究如何从半导体激光器获得大电流超短脉冲激光备受重视,也是我国亟待解决的科技问题。目前,美、德、日等国在脉冲驱动源的发展走在了前列,已经达到很高的水平,据文献报道[62,63],他们目前已能获得电流达几十安培甚至上百安培,脉冲宽度达到纳秒,甚至皮秒级的半导体激光器驱动电源,但该电源还处于实验阶段,尚未商品化。一些半导体器件公司研制的LD驱动电源指标也已经很高,并且商品化。如专门生产小型化高速脉冲源著称的A VTECH 公司生产的型号为A VOZ-A1A-B、A V-1011-BDE驱动电源,其电流脉冲峰值可达2A,脉宽为100nS脉冲上升时间仅为10nS,重复频率可达1MHz。并带有通用的接口总线,通用性强,可用于驱动多种类型的半导体激光器。DEI公司的PCO-7210驱动电源脉宽小于50nS,重复频率也达到1MHz,峰值电流为十几安培,但这些产品价格昂贵,需要一到两万美金左右。在国内,对于脉冲式驱动电源的开发,大多用于光纤通信,其对输出电流的要求很低,只有几十毫安即可。由于半导体激光器的增益带宽很宽,适于产生超短脉冲激光,且体积小、能耗低、寿命长、价格低廉,操作控制简便,特别适用于军用、工业、交通、医学和科研应用。因此,研究如何从LD获得超短脉冲激光就一直受到人们的高度重视,超短脉冲激光器以其自身的优点在激光领域里得到了广泛的应用[64,65]。本章通过分析比对,选取快速开关器件VMOSFET作为半导体激光器脉冲驱动电路的核心元件,得到了大电流、窄脉冲输出。本设计具有结构简单、小型化、低电压供电、脉冲指标易于调整等优点。其主要设计指标如下: 1.脉冲宽度最小为30nS且连续可调; 2.脉冲频率在500Hz~50KHz连续可调; 3.最大输出电流峰值为5A。 1.2 超短脉冲驱动电源的设计 1.2.1超短脉冲驱动电源的整体设计 一、脉冲驱动电源的主要技术指标 从半导体激光器脉冲驱动电源的发展趋势来看,驱动技术是向着重复频率变高、功率输出增大、响应时间缩短,脉宽越来越窄的方向发展[66]。 (1)重复频率。重复频率是指电源向负载每秒中放电的次数,它是脉冲电源的一项重要指标。一般情况下,把每秒低于一次的电源叫低重复频率电源;而把
医学中常用的激光器 自第一台激光器问世后,人们对激光器件及技术进行了大量的研制工作,取得了相当可观的成果。目前能实现激光运转的工作物质达数百种以上,大体上分为气体、固体、半导体、染料等几大类。人们在探索激光产生机理的同时,扩展了激光的频谱范围,几千条谱线遍布于真空紫外到远红外的广阔光谱区域。激光方向性好、强度大,可以使被照物体在1/1000s内产生几千度的高温,瞬间发生汽化。由于激光的物理特性决定了其具有明显的生物学效应,。各种不同的激光具有不同的特性和组织效应,正确认识激光的这些特点,是选择和合理利用激光的基础。 一.气体激光器 气体激光器,按工作物质的性质,大致可分成下列三种:(1)原子激光器:利用原子跃迁产生激光振荡,以氦氖激光器为代表。氩、氪、氙等惰性气体,铜、镉、汞等金属蒸气,氯、溴、碘等卤素,它们的原子均能产生激光。原子激光器的输出谱线在可见和红外波段,典型输出功率为10毫瓦数量级。 (2)分子激光器:利用分子振动或转动状态的变化产生辐射制成的,输出的激光是分子的振转光谱。分 子激光器以二氧化碳(CO 2)激光器为代表,其他还有氢分子(H 2 ),氮分子(N 2 )和一氧化碳(CO)分子等激光 器。分子激光器的输出光谱大多在近红外和远红外波段,输出功率从数十瓦到数万瓦。(3)离子激光器:这类激光器的激活介质是离子,由被激发的离子产生激光放大作用,如氩离子(激活介质为Ar+)激光器。氦镉激光器(激活介质为Cd+)等。离子激光器的输出光谱大多在可见光和紫外波段,输出功率从几毫瓦到几十瓦。 气体激光器是覆盖波谱范围最广的一类器件,能产生连续输出。其方向性、单色性也比其他类型器件好,加之制造方便、成本低、可靠性高,因此成为目前应用最广的一类器体。 1、氦氖激光器 氦氖激光器能输出波长为632.8nm的可见光,具有连续输出的特性。它的光束质量很好(发散角小,单色性好,单色亮度大)。激光器结构简单,成本低,但输出功率较小。氦氖激光器在工业、科研、国防上应用很广,医疗上主要用于照射,有刺激、消炎、镇痛、扩张血管和针灸等作用,广泛用于内科、皮肤科、口腔科及细胞的显微研究。 氦氖激光器有三种结构形式:内腔式、外腔式和半内腔式。它们均由放电管、谐振腔、激励电源等三部分组成。以内腔式为例,放电毛细管是产生气体放电和激光的区域,它的内径很小,约在1到几毫米。电极A为阳极,由钨杆或钼(或镍)筒制成。阴极K为金属圆筒,由铝、钼、钽等制成,它们均有足够的电子发射能力和抗溅射能力。组成谐振腔的两块反射镜紧贴于放电管两端,并镀以多层介质膜。其中一个为全反射镜,另一个则为部分反射镜,整个谐振腔在出厂前已调整完毕,因此使用简单、方便。放电管的管径比放电毛细管粗几十倍,用以保持氦氖气压比及加固谐振腔。为了避免放电管变形而引起激光输出下降,内腔管的长度不宜过大,一般不超过一米。外腔式激光器可以更换不同的反射镜,使输出功率最大,光束发散角最小。也可在反射镜和放电管之间插入光学元件,以研究激光器的输出特性,调制它的频率或幅度,并可制成单频大功率激光器。 2、二氧化碳激光器 二氧化碳激光器的能量转换效率达20~25%(氦氖激光器的能量转换效率仅为千分之几)。它的输出波长为10.6微米,属于远红外区,连续输出功率可达万瓦级,常用电激励,结构比较简单紧凑,使用 方便,是目前最常用的激光器之一,在医学上,CO 2激光器作为手术刀使用日益引起人们的重视。CO 2 激 光器也用于皮肤科、外科、神经外科、整形外科、妇科和五官科的手术,在癌症的治疗上也有一定成效。 最常见的封离型内腔式二氧化碳激光器的管壳是由硬质玻璃或石英材料制成的。常见为三层玻璃套管结构,其最内层是放电管,中间层是水冷套,外层是储气管。在内外层之间有气体循环通路,这是为了保证混合气体的均匀分布而设计的。其光学谐振腔通常用平凹球面腔。球面镜可用石英或其他光学玻璃做基片,然后,在表面上镀层金属膜。平面镜是输出窗片,要求它对10.6μm的激光有很好的透过率,且表面不易损伤,机械性能好等。一般中小功率的激光器常常采用锗单晶做输出片,大功率的用砷化镓
高功率半导体激光器的前沿技术、工业应用 及发展前景 摘要 半导体激光器广泛应用在通讯、计算机和消费电子行业。这些激光器主要应用在需要提供毫瓦级能量的系统中。然而,同时高功率半导体激光器已经达到千瓦级。通过特殊的冷却技术和装备,又如组合光束和组成光束技术,高功率半导体激光器得以实现。这样的系统并不是只作为电子管二极管新的高效率和高可靠性的泵源,同样在材料处理中作为直接的能量来源。在这项应用中,高功率半导体激光器进入到了工业制造领域。这篇文章描述了半导体激光器技术和应用。德国国家研究计划“标准的半导体激光器工具”(MDS)在5年里集中研究了高功率半导体激光器,给出了关于未来的应用和新颖的应用的想法。除了改进激光束质量,这个项目的目的还有实现灵活的激光束几何形状来配合不同的积木式组合应用。 1、绪论 早在1962年,就证明了在低温学温度下,在GaAs 或者GaAsP 激光二极管领域的激光效应,而且一些年后发展到在室温环境下实现AlGaAs/GaAs双异质结构。在当时,无论如何可以肯定的是,在他们只能提供短时间的低能量却又价格昂贵时,没有人能预见到这些激光器能够在激光材料处理中发挥如此重要的作用。然而,通过成功的晶体结构研究,详细的分析失效机理和相当多的制造工艺的改进,激光二极管成功的进入通讯、消费电子和计算机市场。并且占据了惊人的份额:在2000年,总共的半导体激光器市场达到了66亿US$;事实上半导体激光器大约占据了整个激光器的2/3市场。然而,在这么高的数字中,只有1.3%(8500万$)是用在固态激光器的泵埔模块中,0.2%(1130万$)是直接用在材料处理。同样的,如今在整个激光材料处理市场中(13.33亿$),半导体泵埔固态激光器占4.5%,半导体激光器直接应用的占0.9%。然而,由于它们的小尺寸和质量轻的特点,使得它们更容易组合;由于它们的高效率和可靠性,使得它们运行成本低;半导体激光器在作为固态激光器的泵埔光源和作为材料处理的一种新的激光源中获得了广泛的关注。
查阅相关文献资料,设计半导体激光器驱动电路,说明设计思路和电路模块的功能 图1 在半导体激光器的设计中,为了便于对光功率进行自动控制,通常激光器内部是将LD 和背向光检测器PD集成在一起的,见图1。其中LD有两个输出面,主光输出面输出的光供用户使用,次光输出面输出的光被光电二极管PD接收,所产生的电流用于监控LD的工作状态。背光检测器对LD的功率具有可探测性,可设计适当的外围电路完成对LD的自动光功率控制。激光器电路的设计框图如图所示,将电源加在一个恒压电路上,得到恒定的电压,再通过一个恒流电路得到恒定的电流以驱动LD工作. 其中恒压电路如图2,由器件XC9226以及一个电感和两个电容组成。XC9226是同步整流型降压DC/DC转换器,工作时的消耗电流为15mA,典型工作效率高达92%,只需单个线圈和两个外部连接电容即可实现稳定的电源和高达500IllA的输出电流。其输出纹波为10mV,固定输出电压在0.9v到4.0V范围内,以loomv的步阶内部编程设定。该电路中,输出的恒定电压设定为2.6v。 图2 恒流电路如图3,主要由LMV358、三极管以及一些电阻和电容共同组成.LMv358是一个低电压低功耗满幅度输出的低电压运放,工作电压在2.7v到5.5v之间。从恒压电路输出的2.6V电压经过Rl、RZ分压后,在LMv35s的同相输入端得到恒定电压Up,Up加在一个电压串联负反馈电路上,得到一个输出电压Uo。Uo再通过一个电阻和电容组成的LR滤波
电路上,得到恒定的直流电压uol,将uol作用在由三极管8050组成的共射级放大电路上,得到恒定的集电极电流Ic,k又通过一个滤波电容得到恒定的直流工作电压。 图3
高功率IPG光纤激光器应用简介 一、IPG光纤激光器简介 1.光纤激光器简介 光纤激光器是指用掺稀土元素玻璃光纤作为增益介质的激光器,光纤激光器可在光纤放大器的基础上开发出来:在泵浦光的作用下光纤内极易形成高功率密度,造成激光工作物质的激光能级“粒子数反转”,当适当加入正反馈回路(构成谐振腔)便可形成激光振荡输出。 2.光纤激光器的优势 首先是使用成本低,光纤激光器替代了不稳定或高维修成本的传统激光器。其次,光纤激光的柔性导光系统,非常容易与机器人或多维工作台集成。第三,光纤激光器体积小,重量轻,工作位置可移动。第四,光纤激光器可以达到前所未有的大功率(至五万瓦级)。第五,在工业应用上比传统激光器表现更优越。它有适用于金属加工的最佳波长和最佳的光束质量,而且光纤激光器在每米焊接和切割上的费用最低。第六,一器多机,即一个激光器通过光纤分光成多路多台工作。第七,免维护,使用寿命长。最后,由于其极高的稳定性,大大降低了运行中对激光质量监控的要求。简单来说就是高功率下的极好光束质量,高光束质量下的极好电光效率,高功率高光束质量下的极小体积、可移动性和柔性。 3.IPG简介 全球最大的光纤激光制造商IPG Photonics由Valentin Gapontsev博士于1991年创建,总部设在美国东部麻省。IPG在德国、美国、俄罗斯和意大利设有生产、研发基地,并在全球设有销售和服务网点,覆盖美国、英国、欧洲、印度、日本、韩国、新加坡和中国,并于2006年在美国纳斯达克上市。 十八年来,IPG致力于纵向合成,所有的核心配件均为IPG研发、生产和拥有,同时也是唯一一个能为客户提供高性价比的光纤和半导体激光器的厂家。 高功率是IPG的优势。全世界已有上千台IPG的高功率(>1KW)光纤激光器在汽车制造、船舶制造、海上平台和石油管道、航空航天和技术加工等工业领域中得以应用。在日本,我们向丰田、三菱、住友在内的客户售出了数百台IPG的大功率光纤激光器。这些激光器的成功应用,说明了IPG光纤激光已成熟,且成为制造业的技术工具之一。依近期国内各厂家、院校、集成商对IPG光纤激光器大量的订单来看,光纤激光在中国市场广泛应用的局面会很快到来,尤其是在金属加工(切割、焊接、熔覆、快速成型等)方面。 二、高功率光纤激光应用领域 1.激光焊接领域的应用 光纤激光器的光束质量好,连续功率大,适用于深熔焊和浅表热导焊。连续激光通过调制可提供激光脉冲,从而获得高峰值功率和低平均功率,适用于需要低热输入要求的焊接。由于高功率激光的调制频率高达1万赫兹,因而能够提高脉冲焊接的产能。光纤输送方式使激光能够灵活地集成在传统焊钳、振镜头、机器人和远程焊接系统内。无论采用何种光束输送方式,光纤激光器都具有无可比拟的性能。典型的点焊应用包括依靠振镜头传送光束,从而完成剃须刀片和硬盘挠曲的焊接,从而充分地利用光纤激光器的脉冲功能。光纤激光器的光斑小,焦距长,因而远距离激光焊接的能力大大提高。1-2米的工作间距与传统机器人相比使工作区域提高了数倍,配备光纤激光器的远程焊接工位包括车门焊接、多点焊接和整个车身框架的搭接焊接。光纤激光器焊接的其它例子包括传动部件全熔焊、船用厚钢板深熔焊、电池组密封焊接、高压密封等等。图1展示了光纤激光焊接的效果。
脉冲激光电源电路原理图 脉冲激光电源的原理方框图如图1所示。它由触发电路、主变换器电路和高压充放电电路等三大部分组成。其电路原理图如图2所示。 图1 脉冲激光电源的原理方框图 图2 脉冲激光电源电路原理图 3 电路的工作原理 3.1 触发电路的工作原理 从图2可以看出,触发电路部分主要是由触发指示电路和触发电路组成,具体由IC1的LBI和LBO端,V1、LED、VD1以及K1和K2来完成,当变换器通过变压器T1、二极管VD2和VD3向电容器充电时,取样电路(由R10、R9、W1、W2、W3、R1组成)将其充电电压值反馈给IC1的LBI与VFB端,一旦电压充到所需的电压值时(大约为1kV左右),这时LBI 端的电压值将大于1.3V,LBO端就会变为高电平,V1导通,LED变亮,指示出电压已充到可以触发的状态。另外取样电路将反馈信号还送入IC1的VFB端,若反馈信号的电压值≥1.3V
时,即刻关断变换器,使高压维持到所需的值上,触发器件由高耐压、大电流的汽车级的晶闸管BT151/800R来担任。 3.2 主变换器的工作原理 主变换器电路主要是由IC1(MAX641/642/643)、变压器T1以及V2等元器件组成的单端反激式升压电路。其电路的核心部分为MAX641/642/643,所以这部分电路的工作原理分析以及MAX641/642/643的技术参数及其应用请查阅文献[1]。这里只给出高频自耦升压变压器的技术资料,以供同行们在制作时参考。铁芯选用4kBEE型铁氧体,骨架选用与铁芯对应配套的EE19型立式骨架,其技术参数如图3所示。 图3 T1变压器的技术参数 3.3 充放电电路的工作原理 充放电电路主要是由电容C7∥C10、C8∥C11、C9∥C12、C13、R14、升压变压器T2等组成。当电容C7∥C10、C8∥C11、C9∥C12被充到所设定的高压值时,电容C13中的电压也同时被充到所要求的电压值(300V左右),这时闭合K1或K2,晶闸管V3被触发导通,电容C13中所储存的能量通过变压器T2的初级绕组放电,使次级绕组感应出约10kV左右的高压,将激光器中的气体电离。在电离的同时,电容器C7∥C10、C8∥C11、C9∥C12中所储存的能量将这个电离的过程维持到一定的时间,从而就得了所需的激光脉冲。 4 重要元器件的选择及技术要求 1)储能电容由于储能电容C7∥C10、C8∥C11、C9∥C12要在很短的时间内为激光器提供足够大的能量,所以在选择该电容时,除了要求其具有足够高的耐压值(≥350V)以外,还必须要求其具有快速充电和放电的特性,即应选择印有“PHOTOFLASH”的光闪电容。 2)升压变压器升压变压器除了其初级绕组供电容C13放电,以使次级电压升高到10kV 以上外,还要满足当气体被电离以后,通过次级绕组将电容C7∥C10、C8∥C11、C9∥C12 中的能量全部释放给激光器,以便能够激发出很强的激光束来。所以次级绕组既要匝数多,又要电阻很小,同时还要满足耐高压的要求。变压器磁芯选择环形3kB的铁氧体材料,初级绕组选用?1.0的聚四氟乙烯镀银高压线绕制,次级绕组选用?0.32的聚四氟乙烯镀银高压线绕制,铁芯磁环选用外径35,内径12,厚度10的软磁铁氧体。其技术参数如图4所示。
高峰值功率激光器的研究与发展 崔建丰1,2,3,樊仲维1,3,4 , 裴博3,4, 薛岩3,张晶1,2,3, 尹淑媛3,牛岗1,2,3, 石朝晖1,2,3,王培峰1,2,3 , 毕勇4 (1、中国科学院长春光学精密机械与物理研究所,长春130022;2.、中国科学院研究生院,北京100049;3、北京国科世纪激光技术有限公司,北京100085;4、中国科学院光电研究院,北京100085), 摘要: 针对高峰值功率激光器的关键技术进行了介绍和分析。对于大能量低重复频率的高峰值功率固体激光器,采用非稳腔技术,结合聚光腔增益分布的相交圆光线追迹技术,可以得到大能量高光束质量的激光输出;对于窄脉宽的纳秒/亚纳秒激光输出,端泵微片或者脉冲LD侧泵浦腔倒空技术师很好的选择;而对于超短脉冲输出的高峰值功率激光器,稳定的种子输出和再生放大在其中起着至关重要的作用。 关键词:激光技术;固体激光;相交圆聚光腔;非稳腔;亚纳秒激光; Study and development of the high peak power laser Cui Jianfeng 1,2,3,Fan Zhongwei 1,3,4, Pei Bo 3,4, Xue Yan 3, Zhang Jing 1,2,3, Yin Shuyuan3,Niu Gang 1,2,3, Shi Zhaohui 1,2,3,Wang Peifeng1,2,3, BI Yong4 (1、Changchun Institute of Optics, Fine Mechanics and physics, Chinese Academy of Sciences, Changchun, 130022 2、Academy of graduate, Chinese Academy of Sciences,Beijing 100049 3、Beijing GK Laser Technology Co.,Ltd., Beijing 100085 4、Academy of Opto-electronics, Chinese Academy of Sciences, Beijing 100085) Abstract: The pivot technology about high peak power laser was introduced and analyzed. For large energy with low repetition rate frequency LD-pumped 作者简介:崔建丰(1977—),男,长春光学精密机械与物理研究所在读博士,北京国科世纪激光技术有限公司,主要从事半导体抽运、灯抽运高平均功率调Q激光器、高能量超快固体激光器及其频率变换技术研究。发表文章7篇,发表专利18个。Tel:+86-10-6298-1938 ;fax:+86-10-6298-1940;地址:北京市海淀区上第四街1号北京国科激光世纪激光技术有限公司,邮编:100085;E—mail::cuijf@https://www.doczj.com/doc/ae8074538.html,
半导体激光器LD脉冲驱动电路的设计与实验 进行脉冲驱动电路的设计主要是由于,半导体激光器在脉冲驱动电路驱动时,其结温会在半导体激光器不工作的时刻进行散热,因此半导体激光器在脉冲电源驱动下,对半导体激光器的散热要求不高。在设计半导体激光器的脉冲驱动电源时,也是先仿真后设计的思想,在电路选型上也是力求简单。 1 脉冲电源的仿真 在进行脉冲电源仿真时,同样选用的NI公司的这款Multisim10这款电路仿真软件。选用的器件是IRF530,信号源是5V,占款比为50%,频率为50Hz的方波信号源;用电阻1R代替半导体激光器、且将1R的阻值设置为1Ω,用Multisim10的自带示波器对电阻1R两端的电信号进行测量。 脉冲电源仿真 在仿真电路设计的过程中,选用了功率管IRF530作为主开关,对电阻1R上的电压进行采样,信号源选取的是输出5V方波的、频率是50Hz、占款比是50%的信号源。在进行仿真前、将示波器的A通道接在电阻1R的两端,对整个电路的电流信号进行监测。将示波器的B通道接在信号源的两端,对信号源的输出
电信号进行采样,这样通过A、B两通道的电信号进行对比,看脉冲驱动电路能否满设计要求。 根据仿真示波器监测到的数据显示,电阻1R两端的电信号完全是跟信号源的电信号同步变化的,而且波形完全一致。仿真结果显示电阻1R的峰值电压是为1.145V,说明电路的峰值电流也是1.145A。 在仿真过程中,通过不断的调整信号源的特性,发现电阻1R两端的电压值的大小只与信号源的电压值大小有关系,而与信号源的频率和占空比关系不大,这说明此脉冲仿真电路输出电流值的大小只与信号源输出的电压值大小有关。出现这样的结果主要是选取的信号源的频率过低,功率管IRF530完全可以做到对电路的开断控制。 以上仿真结果显示,当信号源的峰值电压是5V的时候,所对应的流过IRF530的峰值电流是1.145A。根据IRF530的输出特性,通过调节信号源的加载在IRF530GS V的电压就可以改变功率管IRF530的输出电流值,从而改变整个脉冲电源输出电流的值。 2 脉冲电源的设计 从上面的电路仿真可以看出,脉冲电源的设计主要是脉冲信号源的设计、电路的主体部分还是用IRF530来实现的,通过控制信号源的加载在GS V的电压来控制流通IRF530的电流。要调整输出电流信号的频率得通过信号源进行控制。 图 3-25 基于单片机脉冲电源
慢启动半导体激光器驱动电源的设计 毛海涛,林咏海,张锦龙,冯 伟,柴秀丽,牛金星,李方正 (河南大学物理与信息光电子学院,河南,开封,475001) 摘 要:根据半导体激光器的光功率与电流的关系,通过慢启动电路、纹波调零电路、功率稳恒电路等解决了使用中的电源在工作温度范围内其输出功率不稳定的问题。设计的电路稳定度达到4 10-4。关键词:半导体激光器;功率增益自动控制电路;驱动电源 中图分类号:T N248 44 文献标识码:A 文章编号:1008 7613(2005)05 0021 03 0 引言 半导体激光器(LD)具有体积小、重量轻、价格低、驱动电源简单且不需要高电压(2.5V )等独特优点。目前,广泛应用于光纤通讯、集成光学、激光印刷、激光束扫描等技术领域。在实际应用中,遇到的问题之一是激光器在发光时阻值不断上升,造成输出光功率的下降。这可能导致激光器永久性的破坏或使发光强度达不到作为光源时的参量要求。因此,研制性能可靠、经济、耐用的半导体激光器具有广泛的应用价值。 1 L D 的驱动电流与输出光功率的特性 半导体激光器的结构如图1所示,对一般的半导体激光器来说,激光二极管(L D )是正向接法,光电二极管(P D )是反向接法。P D 受光后转换出的光电流I m 在串联电阻R 2上以电压信号反映出射光功率的大小,如图2所示,因此添加控制电路即可达到 稳定发光功率的目的。 半导体激光器的发光功率与通过的电流关系如图3所示,为便于分辨,图中底部的近似直线有所抬高。从图3中可以看出,在某一温度下,当驱动电流低于阈值电流时,激光器输出光功率P 近似为零,半导体激光器只能发出荧光,当驱动电流高于阈值时输出激光,并且光输出功率随着驱动电流的增大而迅速增加并近似呈线性上升关系。2 半导体激光器驱动电路设计 本例以H TL670T5为例,介绍一种半导体激光器稳功率驱动电路。该管输出波长为650nm,额定功率30mW,其工作特性曲线与图3 所示接近。 2.1 慢启动电路 半导体激光器往往会由于接在同一电网上的日光灯等电器的关闭或开启而损坏,这是因为在开关闭合和开启的瞬间会产生一个很大的冲击电流,该电流足以使半导体激光器损坏,必须避免。为此,驱 21 第19卷 第5期新乡师范高等专科学校学报 Vol.19,No.5 2005年9月 JO U RNAL OF X IN XIAN G T EACHERS COL LEGE Sep.2005 收稿日期:2005 04 05. 作者简介:毛海涛(1953 ),男,河南开封市人,河南大学物理与信息电子学院教授,硕士研究生导师,主要从事激光理论 及应用技术方面的研究工作。
电路设计报告 (姓名:_________学号:________) 一、半导体激光器驱动电路 激光二极管广泛用作于光纤通信中的光源,采用恒流驱动方式。电路中,VT 1和VT 2构成恒流源,稳压二极管VD Z 为恒流源提供稳定的基准电压,RP 1限制该电路的电流,RP 2调节最佳工作点。当电流很小时,激光二极管VD 1不发光,光电二极管VD 2检测不到光功率。这时,比较器A 1输出高电平,监视发光二级管LED 不发光显示。调节电路中电流使其超过激光二极管的阈值电平时,激光二极管获得足够大的功率而发光,VD 2中有光电流流过,LED 发光显示。 1 2 3 4 5 6 A B C D 6 5 4 3 2 1 D C B A Tit le N u mb er Rev isio n Size B D ate: 5-A p r-2012Sh eet o f Fil e: E:\ED A\半导体激光器驱动电路.d d b D raw n By 0.1μF 0.1μF 100K Ω 2K Ω 10K Ω 820Ω 200Ω 10K Ω 22Ω 10Ω RP2500Ω RP11K Ω LED 9013 V T1V T2 25C3039 A 1LM339 A 2LM339 V D2 PH OTO 3.6V V Dz V D1 LD V CC V CC TTL 输入 二、半导体激光器温度控制电路 这种驱动电路也可作为热电冷却器TEC 中温度控制电路,如下图。TEC 控制电路是基于比较器A 1的反馈系统。若温度高于设定值,
A 1反相输入端电压低于其低阈值电平,A 1输出高电平,通过R 1、VT 1和VT 2驱动TEC 。TEC 电流由VD 1进行限制。当TEC 被驱动导通时,它使激光制冷,A 1反相输入端电压增大到超过其高阈值电平,A 2输出低电平TEC 截止不工作。RP 用于设定温度值。 1 2 3 4 5 6 A B C D 6 5 4 3 2 1 D C B A Tit le N u mb er Rev isio n Size B D ate: 5-A p r-2012Sh eet o f Fil e: E:\ED A\半导体激光器温度控制电路.d d b D raw n By 0.1μF V T2 25C3039V T1 9013 A 1 LM339 20K Ω RP 2.2KΩ R1 10K Ω 12Ω 10K Ω 1MΩ V D 2.7V TEC 热电冷却器 参考书目 [1]何希才.常用电子电路应用365例.电子工业出版社,2006. 其他什么的大家自己写点吧O(∩_∩)O~
摘要:本文描述了激光器及其驱动、APC及消光比温度补偿电路原理与光模块核心电路设计技术,并简单介绍了半导体激光器的基本结构类型和各自应用特性,着重论述了激光器驱动电路、APC电路、消光比温度补偿电路原理与应用技术,对激光器调制输出接口电路信号与系统也进行了详细的分析计算。 关键词:半导体激光器,驱动,调制电路,APC,温度补偿,阻抗匹配,信号分析,系统 1. 引言 随着全球信息化的高速发展,人们的工作、学习和生活越来越离不开承载着大量信息的网络,对网络带宽的要求还在不断提高,光载波拥有无比巨大的通信容量,预计光通信的容量可以达到40Tb/s,并且和其他通信手段相比,具有无与伦比的优越性,未来有线传输一定会更多的采用光纤进行信息传递。近几年以来,干线传输、城域网、接入网、以太网、局域网等越来越多的采用了光纤进行传输,光纤到路边FTTC、光纤到大楼FTTB、光纤到户FTTH、光纤到桌面FTTD正在不断的发展,光接点离我们越来越近。在每个光接点上,都需要一个光纤收发模块,模块的接收端用来将接收到的光信号转化为电信号,以便作进一步的处理和识别。模块的发射端将需要发送的高速电信号转化为光信号,并耦合到光纤中进行传输,发射端需要一个高速驱动电路和一个发射光器件,发射光器件主要有发光二极管(LED)和半导体激光器(LD)。LED和LD的驱动电路有很大的区别,常用的半导体激光器有FP、DFB 和VCSEL三种。WTD光模块通常所用发射光器件为FP和DFB激光器。
2. 半导体激光器 半导体激光器作为常用的光发射器件,其体积小、高频响应好、调制效率高、调谐方便,且大部分激光器无需制冷,是光纤通信系统理想的光源。激光器有两种基本结构类型:(1)边缘发射激光器,有FP(Fabry-Perot)激光器和分布反馈式(DFB)激光器。FP 激光器是应用最广的一种激光器,但是其噪声大,高频响应较慢,出光功率小,因此FP 激光器多用于短距离光纤通信。而DFB 激光器则具有较好的信噪比,更窄的光谱线宽,更高的工作速率,出光功率大,因此DFB 激光器多用在长距离、高速率光传输网络中。(2)垂直腔面发射激光器(VCSEL),是近几年才成熟起来的新型商用激光器,有很高的调制效率和很低的制造成本,特别是短波长850nm 的VCSEL,在短距离多模光纤传输系统中现在已经得到非常广泛的应用。 2.1 光电特性 半导体激光器是电流驱动发光器件,只有当激光器驱动电流在门限(阈值)电流以上时,半导体激光器二极管才能产生并持续保持连续的光功率输出,对于高速电流信号的切换操作,一般是将激光器二极管稍微偏置在门限(阈值)电流以上,以避免激光器二极管因开启和关闭所造成的响应时间延迟,从而影响激光器光输出特性。激光器光功率输出依赖于其驱动电流的幅度和将电流信号转换为光信号的效率(激光器斜效率)。激光器是一个温度敏感器件,其阈值电流th I 随温度的升高而增大,激光器的调制效率(单位调制电流下激光器的出光功率,量纲为mW/mA)随温度的升高而减小。同时激光器的阈值电流th I 还随器件的老化时间而变大,随器件的使用时间而变大。 激光器二极管的阈值电流和斜效率与激光器的结构,制作工艺,制造材料以及工作温度密切相关,随着温度的增加。 激光器二极管的阈值电流th I 定义为激光器发射激光的最小电流,th I 随着温度的升高呈现指数形式增大,下面的等式是th I 关于温度的函数,通过此等式可对激光器阈值电流进行估算: 1 01()*t t th I t I K e =+ (2.1.1) 其中,0I 、1K 和1t 是激光器特定常数,例如,DFB 激光器0I =1.8mA, 1K =3.85mA, 1t =40℃。 激光器斜效率Se (Slope efficiency)定义为激光器输出光功率与输入电流的比值, Se 随着温度的升高呈现指数形式减小,下面的等式是Se 关于温度的函数,通过此等式可对激光器斜效率进行估算: 0()*s t t Se t Se Ks e =? (2.1.2) 同样,以DFB 激光器为例,其典型温度s t ≈40℃,其它两个激光器常数为0Se =0.485mW/mA, Ks =0.033mW/mA。
几种常用激光器的概述 一、CO2激光器 1、背景 气体激光技术自61年问世以来,发展极为迅速,受到许多国家的极大重视。特别是近两年,以二氧化碳为主体工作物质的分子气体激光器的进展更为神速,已成为气体激光器中最有发展前途的器件。 二氧化碳分子气体激光器不仅工作波长(10.6微米)在大气“窗口”,而且它正向连续波大功率和高效率器件迈进。1961年,Pola-nyi指出了分子的受激振动能级之间获得粒子反转的可能性。在1964年1月美国贝尔电话实验室的C.K.N.Pate 研制出第一支二氧化碳分子气体激光器,输出功率仅为1毫瓦,其效率为0.01%。不到两年,现在该类器件的连续波输出功率高达1200瓦,其效率为17 %,电源激励脉冲输出功率为825瓦,采用Q开关技术已获得50千瓦的脉冲功率输出。最近,有人认为,进一步提高现有的工艺水平,近期可以达到几千瓦的连续波功率输出和30~40% 的效率。 2、工作原理 CO2激光器中,主要的工作物质由CO?,氮气,氦气三种气体组成。其中CO?是产生激光辐射的气体、氮气及氦气为辅助性气体。加入其中的氦,可以加速010能级热弛预过程,因此有利于激光能级100及020的抽空。氮气加入主要在CO?激光器中起能量传递作用,为CO?激光上能级粒子数的积累与大功率高效率的激光输出起到强有力的作用。CO?分子激光跃迁能级图CO?激光器的激发条件:放电管中,通常输入几十mA或几百mA的直流电流。放电时,放电管中的混合气体内的氮分子由于受到电子的撞击而被激发起来。这时受到激发的氮分子便和CO?分子发生碰撞,N2分子把自己的能量传递给CO2分子,CO?分子从低能级跃迁到高能级上形成粒子数反转发出激光。 3、特点 二氧化碳分子气体激光器不但具有一般气体激光器的高度相干性和频率稳定性的特点,而且还具有另外三个独有的特点: (1)工作波长处于大气“窗口”,可用于多路远距离通讯和红外雷达。 (2)大功率和高效率( 目前,氩离子激光器最高连续波输出功率为100瓦,其效率为0.17 %,原子激光器的连续波输出功率一般为毫瓦极,其效率约为0.1%,而二氧化碳分子激光器连续波输出功率高达1200瓦,其效率为17%)。 (3)结构简单,使用一般工业气体,操作简单,价格低廉。由此可见,随着研究工作的进展、新技术的使用,输出功率和效率会不断提高,寿命也会不断增长,将会出现一系列新颖的应用。例如大气和宇宙通讯、相干探测和导航、超外
国外主要激光器企业 大全
国外主要激光器企业大全 2014-12-04 :焊接与切割联盟我要分享评论投稿订阅 导读: IPG全球最大的光纤激光制造商,其生产的高效光纤激光器、光纤放大器以及拉曼激光的技术均走在世界的前端。 OFweek激光网讯:激光是20世纪以来,继原子能、计算机、半导体之后,人类的又一重大发明,被称为“最快的刀”、“最准的尺”、“最亮的光”和“奇异的激光”。它的亮度约为太阳光的100亿倍。 随着激光技术的不断发展,激光应用已经渗透到科研、产业的各个方面,在汽车制造、航空航天、钢铁、金属加工、冶金、太阳能以及医疗设备等领域都起到重要作用。 我国激光加工产业五个发展阶段:1990~1993年横流CO2激光器的使用标志着我国研究成果走向实际应用;1994~1997年CO2激光设备应用于大量的打标和服装雕刻;1997~1999年,激光技术应用于手机电池焊接,从而带动了汽车零部件、小五金元器件的打标应用;2000~2004年,成套的大功率激光设备面市,应用于焊接、毛化、切割、调阻、打孔、模切等更广阔的领域;2004年至近期,大功率激光切割机、多种裁床、激光熔覆设备、激光直接成型机、用于微电子加工等领域的激光设备纷纷涌现。 虽然我国的激光加工产业相比上个世纪发生了日新月异的变化,近年来很多激光设备已经逐步实现国产化,但是依然还受到多方面技术不成熟的制约,还无法完全满足我国激光加工市场的广大市场需求。 激光设备的核心就是激光器,我国各大激光设备企业不断地加大技术开发投入,虽然已经取得了一定的成就,各种激光设备实现国产化,达到国际领先水平,但是在主力激光器,超大功率激光器依然依赖进口,以致激光设备价格大幅度上涨,制约了我国激光加工产业的发展,另一方面,国外不少的激光加工企业看准中国激光加工的广大市场前景,纷纷入驻我国的沿海城市,冲击我国激光加工产业,国际竞争国内化。 下面总结目前市场上应用于工业制造领域的激光器主要企业,以供想采购激光焊接、激光切割、激光打标等企业提供相应的参考! 美国 1.相干(Coherent)公司 相干公司成立于1966年,是世界第一大激光器及相关光电子产品生产商,产品服务于科研、医疗、工业加工等多个行业;秉承40年的激光制造经验和创新精神,致力于提供一流的商业化激光器,促进科学研究不断进步、生产制造行业生产力和加工精度的不断提高;其全球化的销售、客户服务和技术支持网络更为客户提供全球范围内的合作和服务。 相干公司能够提供更全面的激光器和激光参数测量产品,包括:氩/氪离子激光器、CO2激光器(10.6μm、9.4μm、调Q、可调谐、单频、THz源)、半导体激光器(375nm、405nm、635nm、780-980nm)、钛宝石连续可调谐激光器、准分子激光器、脉冲染料激光器、钛宝石超快激光器及放大器、半导体泵浦固体激光器(1064nm、532nm、355nm、266nm)、功率计、能量计、光束质量分析仪和波长计等。