Characterization of Aluminum/Steel
Lap Joint by Friction Stir Welding
A.Elrefaey,M.Gouda,M.Takahashi,and K.Ikeuchi
(Submitted March11,2004)
The welding of a lap joint of a commercially pure aluminum plate to a low carbon steel plate(i.e.,Al plate
top,and steel plate bottom)was produced by friction stir welding using various rotations and traveling
speeds of the tool to investigate the effects of the welding parameters on the joint strength.The joint
strength depended strongly on the depth of the pin tip relative to the steel surface;when the pin depth did
not reach the steel surface,the joint failed under low applied loads.Meanwhile,slight penetration of the
pin tip to the steel surface significantly increased the joint strength.The joint strength tended to increase
with rotation speed and slightly decrease with the increase in the traveling speed,although the results were
quite scattered.The effects of the welding parameters were discussed metallographically based on obser-
vations with optical and scanning electron microscopes.
Keywords aluminum,friction stir welding,lap joint,steel
1.Introduction
In friction stir welding(FSW),a rotating tool with a cylin-
drical shoulder is pushed into the material at the join line.The
tool is then moved along this line,frictionally heating the ma-
terial to high temperatures,at which point it is easily plasti-
cized and forced to flow around the tool.A weld forms behind
the tool as the stirred material is consolidated.
Joining dissimilar metals by conventional fusion-welding
methods is rather complicated and can be quite difficult,and,as
a result,many investigations(Ref1-4)have reported on the
application of the solid-state bonding to form dissimilar-metal
joints.Although FSW is also a solid-state joining procedure,
only limited amounts of information have been published on its
application to dissimilar-metal joining,except for combina-
tions of different aluminum(Al)alloys(Ref5-7).
Recently,a few studies have been published on the FSW of
Al to steel in a butt joint(Ref8,9),but for Al-to-steel lap joints
only a very few studies have been reported(Ref10).The
present article investigates the performance of FSW Al-to-steel
(Al/Fe)lap joints and the phenomena occurring at the interface
during the FSW process from a metallurgical point of view.
2.Experimental
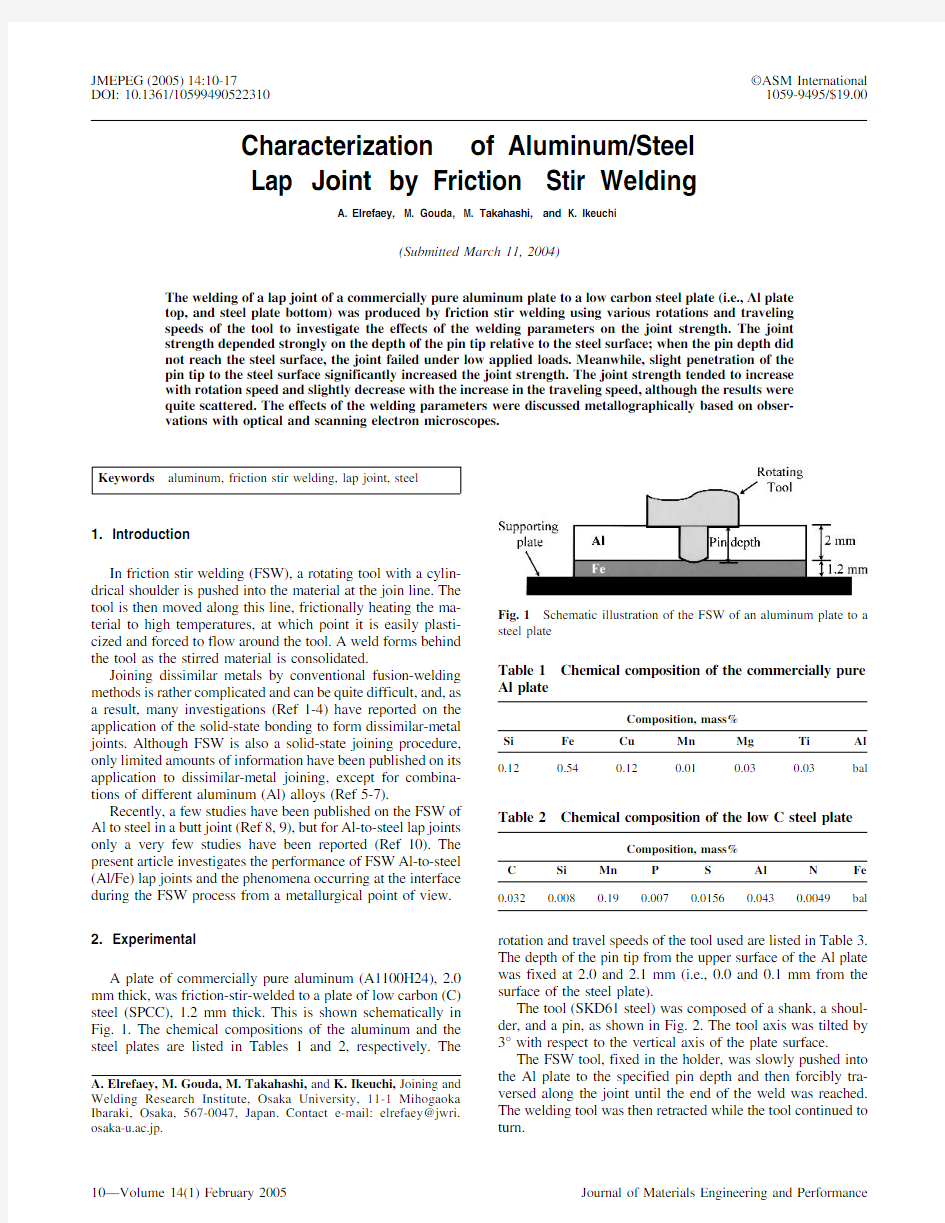
A plate of commercially pure aluminum(A1100H24),2.0 mm thick,was friction-stir-welded to a plate of low carbon(C) steel(SPCC),1.2mm thick.This is shown schematically in Fig.1.The chemical compositions of the aluminum and the steel plates are listed in Tables1and2,respectively.The rotation and travel speeds of the tool used are listed in Table3. The depth of the pin tip from the upper surface of the Al plate was fixed at2.0and2.1mm(i.e.,0.0and0.1mm from the surface of the steel plate).
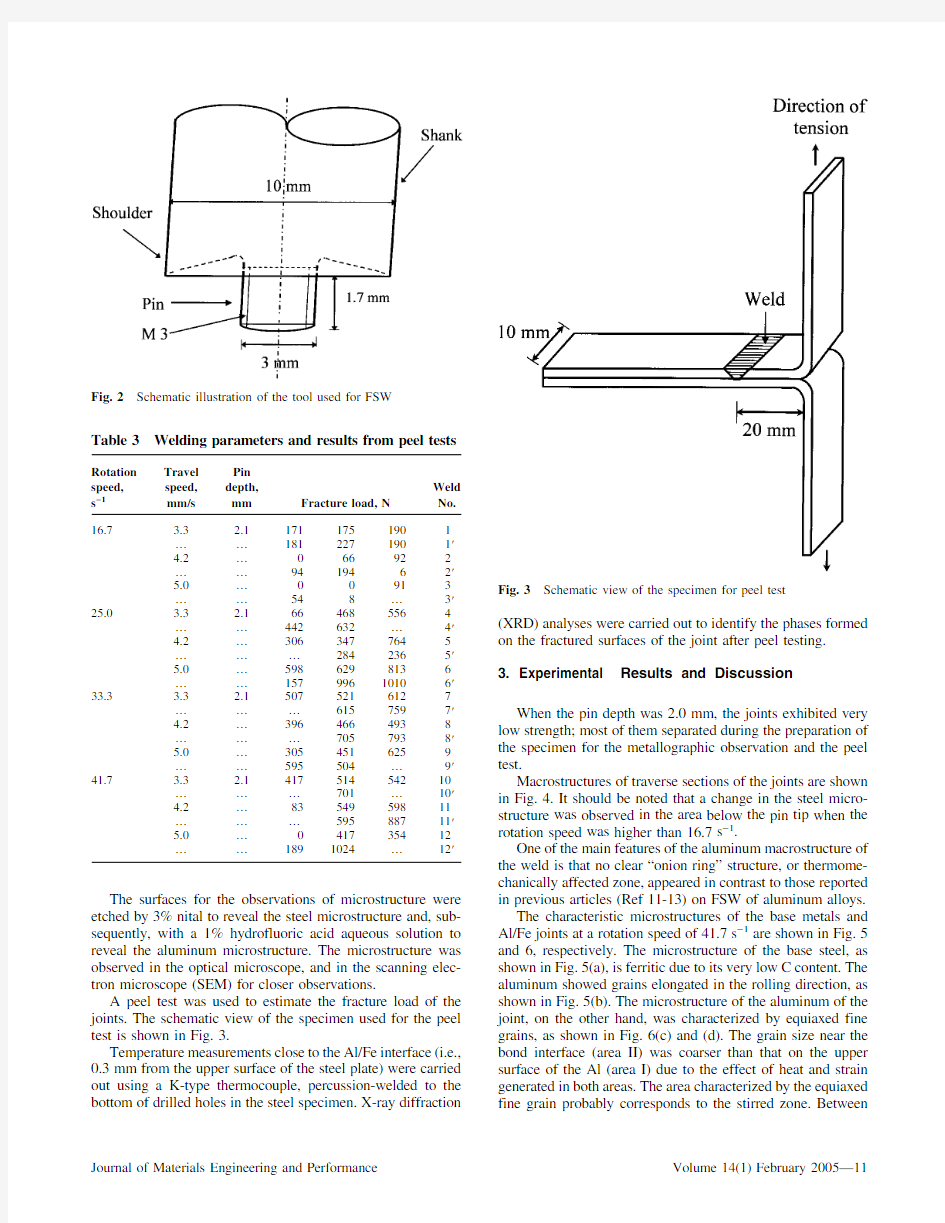
The tool(SKD61steel)was composed of a shank,a shoul-der,and a pin,as shown in Fig.2.The tool axis was tilted by 3°with respect to the vertical axis of the plate surface.
The FSW tool,fixed in the holder,was slowly pushed into the Al plate to the specified pin depth and then forcibly tra-versed along the joint until the end of the weld was reached. The welding tool was then retracted while the tool continued to turn.
A.Elrefaey,M.Gouda,M.Takahashi,and K.Ikeuchi,Joining and Welding Research Institute,Osaka University,11-1Mihogaoka Ibaraki,Osaka,567-0047,Japan.Contact e-mail:elrefaey@jwri. osaka-u.ac.jp.Table1Chemical composition of the commercially pure Al plate
Composition,mass%
Si Fe Cu Mn Mg Ti Al 0.120.540.120.010.030.03bal
Table2Chemical composition of the low C steel plate
Composition,mass%
C Si Mn P S
Al N Fe 0.0320.0080.190.0070.01560.0430.0049bal Fig.1Schematic illustration of the FSW of an aluminum plate to a steel plate
JMEPEG(2005)14:10-17?ASM International DOI:10.1361/105994905223101059-9495/$19.00
The surfaces for the observations of microstructure were etched by 3%nital to reveal the steel microstructure and,sub-sequently,with a 1%hydrofluoric acid aqueous solution to reveal the aluminum microstructure.The microstructure was observed in the optical microscope,and in the scanning elec-tron microscope (SEM)for closer observations.
A peel test was used to estimate the fracture load of the joints.The schematic view of the specimen used for the peel test is shown in Fig.3.
Temperature measurements close to the Al/Fe interface (i.e.,0.3mm from the upper surface of the steel plate)were carried out using a K-type thermocouple,percussion-welded to the bottom of drilled holes in the steel specimen.X-ray diffraction
(XRD)analyses were carried out to identify the phases formed on the fractured surfaces of the joint after peel testing.
3.Experimental Results and Discussion
When the pin depth was 2.0mm,the joints exhibited very low strength;most of them separated during the preparation of the specimen for the metallographic observation and the peel test.
Macrostructures of traverse sections of the joints are shown in Fig.4.It should be noted that a change in the steel micro-structure was observed in the area below the pin tip when the rotation speed was higher than 16.7s ?1.
One of the main features of the aluminum macrostructure of the weld is that no clear “onion ring”structure,or thermome-chanically affected zone,appeared in contrast to those reported in previous articles (Ref 11-13)on FSW of aluminum alloys.The characteristic microstructures of the base metals and Al/Fe joints at a rotation speed of 41.7s ?1are shown in Fig.5and 6,respectively.The microstructure of the base steel,as shown in Fig.5(a),is ferritic due to its very low C content.The aluminum showed grains elongated in the rolling direction,as shown in Fig.5(b).The microstructure of the aluminum of the joint,on the other hand,was characterized by equiaxed fine grains,as shown in Fig.6(c)and (d).The grain size near the bond interface (area II)was coarser than that on the upper surface of the Al (area I)due to the effect of heat and strain generated in both areas.The area characterized by the equiaxed fine grain probably corresponds to the stirred zone.Between
Table 3
Welding parameters and results from peel tests
Rotation speed,s ?1Travel speed,mm/s Pin depth,mm Fracture load,N Weld No.16.7
3.3 2.11711751901……1812271901?
4.2…066922……9419462?
5.0…00913……548…3?25.0
3.3 2.1664685564……442632…4?
4.2…3063477645………2842365?
5.0…5986298136……157********?33.3
3.3 2.150********………6157597?
4.2…3964664938………7057938?
5.0…3054516259……595504…9?41.7
3.3 2.141751454210………701…10?
4.2…8354959811………59588711?
5.0…041735412…
…
189
1024
…
12
?
Fig.2Schematic illustration of the tool used for
FSW
Fig.3Schematic view of the specimen for peel test
the area (I)and the base metal,narrow heat-affected-zones (areas IV and III)were observed,which were characterized by a coarse grain size,as shown in Fig.6(b)and (e).Area V in the steel side was characterized by finer,more equiaxed grains than those in the base metal.This is shown in Fig.6(f).In the transition zone between area V and the base steel (Fig.6g),a coarser grain structure representing the steel HAZ was ob-served (area VI).
The very fine grain size in the steel close to the Al/Fe interface (area V)can be attributed to the recrystallization of the steel after undergoing heavy plastic deformation by the rotating pin,because the maximum temperature measured with thermocouples was not more than 793K.The duration at these temperatures was not more than 3s.
In the aluminum stirred zone near the weld interface,many Fe-rich particles were observed.This phenomenon is probably due to the stirring effect of the pin,which pulled small bits of steel from the surface and scattered them in the aluminum.With an increase in the rotation speed,the grains of both aluminum and steel in all observed areas coarsened.This is probably due to the increased heat input.For example,the average grain size in the fine-grain zone of the steel at a rota-tion speed of 25.0s ?1was approximately 3?m,while it was 6?m at a rotation speed of 41.7s ?1.This result agrees with those of previous articles (Ref 14,15).In contrast to rotation speed,increasing the travel speed decreased the heat input,which in turn decreased the grain size and decreased the steel fine grain zone area (Fig.7).
SEM observations revealed that a layered structure formed in the steel fine-grain zone adjacent to the weld interface,as shown in Fig.8.The Al content in the layered structure mea-sured with EDX ranged from 5to 20at.%.
The distribution of hardness along the horizontal centerline of the Al plate is shown in Fig.9.The hardness values on the aluminum side were almost constant in all directions.This is not surprising because the aluminum base metal is a non-heat-treatable,work-hardened aluminum alloy.The hardness distri-bution along the vertical axis to the weld interface is shown in Fig.10.The average hardness in the fine-grain steel zone was 170HV,while it was 116HV in the base steel.
The highest values of hardness accompanied the layer struc-ture at the Al/Fe interface,as shown in Fig.11.(The
average
Fig.4Macrostructures of the transverse sections of joints.(a)Weld No.1.(b)Weld No.4.(c)Weld No.7.(d)Weld No.
10
Fig.5Microstructures of the base metals of (a)steel and (b)alumi-num plates
hardness in the layered structure was about 300HV.)This is related to the formation of intermetallic compounds within this structure as suggested by XRD analyses of the fracture surfaces of the joints (Fig.15).
The characteristic microstructure of the joint at the lowest rotation speed (16.7s ?1)was similar to the microstructures at the higher rotation speeds (25.0-41.7s ?1)except for the ab-sence of the fine grain area and the layer structure in the steel side adjacent to the weld interface (Fig.4).
The peel test fracture loads for the joints are shown in Table 3.All joints,except two,fractured at the weld line.Numbers 6and 12(with failure loads of 1026and 1010N,respectively)fractured near the weld interface.Although the measured val-ues of the failure loads were scattered,they showed a general tendency to decrease slightly with increasing travel speed (i.e., 3.3-5mm/s).Increasing the rotation speed of the tool from 16.7to 25.0s ?1improved joint strength,although a further increase from 25.0to 41.7s ?1caused only a slight change in the fracture load.
For most joints bonded at rotation speeds of 25.0to 41.7s ?1,fracture during the peel test occurred along the path shown in Fig.12.Many Fe-rich fragments stuck to the fractured surface of the Al side.Closer observation of the circular area in Fig.12(a)showed that the Fe-rich fragment consisted of a layered structure that was similar to those observed in Fig.8.The results from a point analysis of the layered structure are listed in Table 4.The Fe and Al contents of the layered structure suggest the presence of intermetallic compounds.Thus,it can be considered that the fracture occurred mainly along the layer structure involving intermetallic compounds of the Al-Fe
system.
Fig.6Characteristic microstructures of different areas in Al/Fe FSW joint (Weld no.10).(a)Macrostructure of the joint.(b)Al HAZ on the advancing side (area IV).(c)Fine equiaxed grain zone of aluminum (area I).(d)Fine equiaxed grain zone of aluminum (area II).(e)Al HAZ on the retreating side (area III).(f)Fine equiaxed grain zone of steel (area V).(g)Steel HAZ (area VI)
Table 4Chemical analyses at points,1to 5,indicated in Fig.12(c)(at.%)
Elements Points
12345Fe 182737557Al
99
18
23
25
43
Fig.8Layered structure observed at the Al/Fe
interface
Fig.9Hardness distribution along the center line of the Al
plate
Fig.10Hardness distribution (H 0.49N )perpendicular to the Al/Fe interface (Weld No.
7)
Fig.11Hardness values of the layered structure (Weld No.
7)
Fig.7The effect of travel speed on the size of the steel fine-grain zone.(a)Weld No.10.(b)Weld No.11.(c)Weld No.12
view of the circular area in(a)
side.(c)Ductile morphology on the aluminum side.(d)Ductile morphology on the steel side
SEM micrographs of the fracture surfaces corresponding to the crack path shown in Fig.12are shown in Fig.13.The fracture surfaces consisted mainly of two types of morpholo-gies:brittle fracture,which was more prominent,and ductile fracture,which involved phases broken in a brittle manner. These two types of morphologies are shown in Fig.13.
In contrast to these joints(i.e.,a16.7s?1rotation speed), aluminum and steel fracture surfaces were rather flat except for tear ridges of aluminum in very narrow areas,as shown in Fig.14.
To identify the intermetallic compounds formed in the lay-ered structure of the joint(e.g.,rotation speeds of25.0-41.7 s?1),XRD patterns from the fractured surfaces were analyzed (Fig.15a,b).As can be seen,intermetallic compounds of Al5Fe2and Al13Fe4were detected from both the aluminum and steel sides.This suggests that these intermetallic
compounds Fig.14Fracture surface of the(a)aluminum side and(b)steel side for joints welded at a rotation speed of16.7s?
1
Fig.15XRD patterns from fracture surfaces of the(a)aluminum and(b)steel sides(Weld No.10),where diffraction lines from Al,Fe,Al
5
Fe
2
,
and Al
13
Fe
4
were indicated by?,?,?,and?,respectively
were formed in the layered structure (Fig.8)and are respon-sible for the brittle fracture (Fig.13).
As shown in Table 3,two test specimens cut from Weld No.6and Weld No.12showed exceptionally high strength com-pared with the others bonded under the same conditions.The cross sections of the fracture surfaces of these specimens are shown in Fig.16.There is no layered structure on the steel side of these specimens,and fracture occurred mainly in the Al,supporting the conclusion that the intermetallic compounds formed in the layered structure were responsible for the brittle fracture of the joints at lower loads.
These results suggest that it is possible to achieve quality joints between Al and steel using FSW by carefully controlling the pin depth to avoid the formation of an intermetallic-rich layered structure.
4.Conclusions
?A lap joint of a commercially pure aluminum plate to a low C steel plate was successfully welded by the FSW process.
?A slight difference in pin depth (0.1mm)has a significant effect on the performance of the lap joints.
?
The aluminum side of the joint showed an equiaxed,fine-grain morphology,and a heat-affected zone at the retreat-ing and advancing sides.Meanwhile,the steel just under the rotating pin showed a very fine grain size that involved a layered structure in the area very close to the weld in-terface.
?
By increasing the rotation speed and decreasing the travel speed,grains of both aluminum and steel in all character-istic areas were coarsened.
?The joints formed at rotation speeds between 25.0and 41.7s ?1had higher strength than those formed at a rotation speed of 16.7s ?1.
?
Fracture of the joints formed at higher rotation speeds occurred mainly in the layered structure,probably owing to the formation of intermetallic compounds such as Al 5Fe 2and Al 13Fe 4.
References
1.M.Ghosh,S.Chatterjee,and B.Mishra,The Effect of Intermetallics on the Strength Properties of Diffusion Bonds Formed Between Ti –5.5Al –
2.4V and 304Stainless Steel,Mater.Sci.Eng.,Vol A 363,2003,p 268-274
2.U.Kamachi Mudali,B.M.Ananda Rao,K.Shanmugam,R.Natarajan,and B.Raj,Corrosion and Microstructural Aspects of Dissimilar Joints of Titanium and Type 304L Stainless Steel,J.Nucl.Mater.,Vol 321(No.1),2003,p 40-48
3.L.D ’Alvise,E.Massoni,and S.J.Wall ?e,Finite Element Modelling of the Inertia Friction Welding Process Between Dissimilar Materials,J.Mater.Proc.Technol.,Vol 125-126,2002,p 387-391
4.M.Yamamoto,M.Takahashi,and K.Ikeuchi,Interfacial Layer in Friction-Bonded Joint of Low Carbon Steel to Al-Mg Alloy (5083)and Its Influence on Bond Strength,Mater.Trans.,JIM,Vol 45,2004,p 296-299
5.Y.Li,L.E.Murr,and J.C.McClure,Flow Visualization and Residual Microstructures Associated with the Friction-Stir Welding of 2024Aluminum to 6061Aluminum,Mater.Sci.Eng.,Vol A 271,1999,p 213-223
6.W.-B.Lee,Y.-M.Yeon,and S.-B.Jung,The Joint Properties of Dis-similar Formed Al Alloys by Friction Stir Welding According to the Fixed Location of Materials,Scr.Mater.,Vol 49,2003,p 423-428
7.L.Karlsson,E.-L.Berqvist,and https://www.doczj.com/doc/ab7291886.html,rsson,Application of Friction Stir Welding to Dissimilar Welding,Weld.World,Vol 46,2002,p 10-14
8.W.Takehiko,Y.Atsushi,and T.Hirohumi,Bonding of Steel and Aluminum Alloy by Interfacial Active Adhesion Bonding Method:Interfacial Active Adhesion Bonding of Dissimilar Materials with a Rotating Needle,National Meeting of the Japanese Welding Society,Vol 71,Japanese Welding Society,2002,p 446-447(in Japanese)9.M.Tsubaki,M.Fukumoto,and T.Yasui,Evaluation of Joining Prop-erty Between Steel and Aluminum by Friction Stirring,National Meet-ing of the Japanese Welding Society,Vol 72,Japanese Welding So-ciety,2003,p 30-31(in Japanese)
10.K.Yoshikawa and T.Harano,“Numerically Controlled Friction Stir
Welding in Layered Dissimilar Metal Materials of Aluminum and Steel,”Proceedings of the Third Symposium on Friction Stir Welding (Kobe,Japan),The Welding Institute,Sept 2001
11.G.Oertelt,S.S.Babu,S.A.David,and E.A.Kenik,Effect of Thermal
Cycling on Friction Stir Welds of 2195Aluminum Alloy,Weld.Res.,Vol 3(suppl.),2001,p 71-79
12.W.D.Lockwood,B.Tomaz,and A.P.Reynolds,Mechanical Response
of Friction Stir Welded AA 2024:Experiment and Modeling,Mater.Sci.Eng.,Vol A323,2002,p 384-353
13.M.Guerra,C.Schmidt,J.C.McClure,L.E.Murr,and A.C.Nunes,
Flow Patterns During Friction Stir Welding,Mater.Charact.,Vol 49,2003,p 95-101
14.C.G.Rhodes,M.W.Mahoney,W.H.Bingel,and M.Calabrese,Fine-Grain Evolution in Friction-Stir Processed 7050Aluminum,Scr.Mater.,Vol 48,2003,p 1451-1455
15.W.B.Lee,Y.M.Yeon,and S.B.Jung,Joint Properties of Friction Stir
Welded AZ31B-H24Magnesium Alloy,Mater.Sci.Technol.,Vol 19,2003,p
785-790
Fig.16Cross sections of fracture surfaces of the steel side for the specimens showing high fracture loads.(a)Weld No.12.(b)Weld No.6
财务部管理职责 财务部是项目部负责会计核算与财务管理的职能部门,通过资金管理、会计核算、财务监督等手段对项目部的经营活动实施计划和财务控制,为决策层提供管理参考。主要负责:预算管理、资金管理、会计管理、税务遵从和监督控制等工作。部门具体职责如下:1.严格遵守国家财经法规和项目部的规章制度,贯彻落实上级单位财务指示和精神,认真履行本部门的工作职责。 2.制定、完善项目部的各项财务管理制度和会计核算办法,并监督执行。 3.制定项目部资金筹集与运用计划,监督实施。 4.及时办理各类款项收付结算业务,完善资金管理工作,确保资金使用安全、有效。 5.建立项目部会计核算体系,及时、准确和完整的核算各项经济业务,登记会计账簿,编制财务报表。 6.办理项目部的各类涉税事项,拟定税务筹划方案,依法纳税、合理避税。 7.参与重要经济合同的拟定,审核工程预算、结算。 8.监督并规项目部各类资产管理和各项经济业务开展,加强部管控。 9.协同处理项目部部相关部门业务,同时处理对外的财务协调
工作。协助、外审计工作。 10.报送项目部的相关财务、统计数据,提供各项分析的财务评价报告。 11.定期按规定整理、保管项目部的会计档案。 12.完成领导交办的其他工作任务。
财务部各工作岗位职责 财务部设置:经理、会计主管各一名,具体工作容及岗位职责如下: 一、财务经理 对项目经理负责,主持财务部日常工作,制定部门工作计划并布置和落实,保障部门工作目标顺利完成和工作任务充分落实,合理安排部门各项工作分工和协调工作。其岗位主要工作容有:工作安排、制度修订、组织实施、资金管理、会签审议、往来协调等。具体岗位职责如下: 1.严格遵守国家财经法纪和项目部的规章制度,贯彻落实上级单位财务指示和精神,认真履行本部门的工作职责。 2.主持本部门的全面工作,组织并督促部门人员全面完成本部职责围的各项工作任务。 3.拟订、修改、补充项目部的会计核算办法和各项财务管理规定。 4.组织领导本部门按上级规定和要求进行财务核算,编制财务报告,审定对外报送的各项财务资料。 5.主持项目部资金管理工作,审核资金管理预算,进行资金筹措,规资金使用。 6.审查、完善项目部税务工作,并监督实施。
钢铁行业专业术语中英文对照 English-Chinese Glossary for Steel Industry A R steel 高温度锰钢 abnormal steel 反常钢; 非正常钢 aluminium-steel cable 钢铝电缆 aluminized steel 涂铝钢 aluminum nickel steel 铝镍钢 anchored steel trestle 锚固式钢栈桥 angle steel ruler 钢角尺 anisotropic steel 各向异性钢片 anisotropy silicon steel 各向异性硅钢片 annealed sheet steel 退火薄钢 板 annealed steel 退火钢; 韧钢 anti-creeping angle steel 防爬角铁 anticorrosive aluminium-coated steel wire 防蚀镀 铝钢丝 arc-furnace steel 电炉钢 arc-welded steel pipe 电弧焊接钢管 area of steel 钢筋断面面积; 钢筋截面面积 area of structural steel 型钢截面积 Armco aluminized steel 阿姆柯渗铝钢 armco aluminized steel 表面浸镀铝钢 Armco stabilized steel 阿母柯稳定化钢 Armco steel 阿姆柯软钢 armco steel 不硬化钢 austenilic Ni-Cr stainless steel 奥氏体镍铬不锈钢 austenitic alloy steel 奥氏体合金钢 austenitic chromium-nickel steel 奥氏体铬-镍钢 austenitic clad steel 奥氏体复合钢 austenitic heat-resistance steel 奥氏体耐热钢 austenitic manganese steel 奥氏体锰钢; 哈德菲尔德锰钢 austenitic stainless steel 奥氏体不锈钢 austenitic steel 奥氏体钢 automatic steel 易切削钢 automatic(al) steel 易切削钢 axle shaft steel 车轴钢 axle steel 车轴钢 Carbon Steel Plate 碳素钢板; 碳素钢板和型材 Carbon Tool Steel 碳工具钢; 碳素工具钢 Carbon-Containing Alloy Steel 含碳合金钢 Carbon-Free Stainless Steel 无碳不锈钢 Carbon-Free Steel 无碳钢 Carburizing Steel 碳钢 Case-Hardened Steel 表面渗碳硬化钢; 渗碳钢 Bolts & Nuts For Steel Slotted 角钢螺丝 Cast Alloy Steel Piston 合金铸钢活塞 Cast Iron Electrode With Steel Core 钢芯铸铁焊条 Cast Stainless Steel 铸造不锈钢 Cast Steel 铸钢件 Cast Steel Plate 铸钢板 Cast(Carbon) Steel 铸钢 Cast-In Steel Bush 铸入钢套 Casement Section Steel 窗框钢 Cast-Steel 铸钢 Cast-Steel Crossing 铸钢辙叉 Cast-Steel Pipe 铸钢管 Cast-Steel Separator 铸钢隔板; 铸钢横梁 Cast-Steel Shot 钢砂 Cast-Steel Yoke 铸钢轭 Cellular Steel Floor 格型钢楼板 Cement-And-Grouted Steel Bolt 钢筋砂浆锚杆 Cemented Steel 表面硬化钢 Cemented Templet Steel 渗碳样板钢 Centra Steel 球状石墨铸钢 Centrifugal Steel 离心铸钢 Centrifuge(D) Steel 离心铸造钢 Channel Steel 槽钢 Channel-Section Steel 槽形钢 Channeled-Steel Wheel Rim 槽钢制轮辋 Checkered Steel Plate 花纹钢板 Chemical Capped Steel 化学封顶钢 Chilled Cast Steel 冷硬铸钢 Chilled Hardened Steel 淬火钢 Chilled Steel 淬火钢; 淬硬钢 Chisel Steel 凿钢; 凿子钢 Chrome Hardened Steel 铬硬化钢 Chrome Steel 铬钢 Chrome-Carbon Steel 铬碳钢 Chrome-Manganese Nitrogen Steel 铬锰氮 钢
铝合金焊接的几种先进工艺:搅拌摩擦焊、激光焊、激光- 电弧复合焊、电子束焊。针对于焊接性不好和曾认为不可焊接的合金提出了有效的解决方法,几种工 艺均具有优越性,并可对厚板铝合金进行焊接。 关键词: 铝合金搅拌摩擦焊激光焊激光- 电弧复合焊电子束焊 1 铝合金焊接的特点 铝合金由于重量轻、比强度高、耐腐蚀性能好、无磁性、成形性好及低温性能好等特点而被广泛地应用于各种焊接结构产品中,采用铝合金代替钢板材料焊接,结构重量可减轻50 %以上。 铝合金焊接有几大难点: ①铝合金焊接接头软化严重,强度系数低,这也是阻碍铝合金应用的最大障碍; ②铝合金表面易产生难熔的氧化膜(Al2O3 其熔点为2060 ℃) ,这就需要采用 大功率密度的焊接工艺; ③铝合金焊接容易产生气孔; ④铝合金焊接易产生热裂纹; ⑤线膨胀系数大,易产生焊接变形; ⑥铝合金热导率大(约为钢的4 倍) ,相同焊接速度下,热输入要比焊接钢材大 2~4 倍。 因此,铝合金的焊接要求采用能量密度大、焊接热输入小、焊接速度高的高效 焊接方法。 2 铝合金的先进焊接工艺 针对铝合金焊接的难点,近些年来提出了几种新工艺,在交通、航天、航空等行业得到了一定应用,几种新工艺可以很好地解决铝合金焊接的难点,焊后接头性能良好,并可以对以前焊接性不好或不可焊的铝合金进行焊接。 2. 1 铝合金的搅拌摩擦焊接 搅拌摩擦焊FSW( Friction Stir Welding) 是由英国焊接研究所TWI ( The Welding Institute) 1991 年提出的新的固态塑性连接工艺[1~2 ] 。图1为搅拌 摩擦焊接示意图[3 ] 。其工作原理是用一种特殊形式的搅拌头插入工件待焊部位,通过搅拌头高速旋转与工件间的搅拌摩擦,摩擦产生热使该部位金属处于热塑性 状态,并在搅拌头的压力作用下从其前端向后部塑性流动,从而使焊件压焊在一起。图2 为搅拌摩擦焊接过程[4 ] 。由于搅拌摩擦焊过程中不存在金属的熔化,是一种固态连接过程,故焊接时不存在熔焊的各种缺陷,可以焊接用熔焊方法难以焊接的有色金属材料,如铝及高强铝合金、铜合金、钛合金以及异种材料、复合材料 焊接等。目前搅拌摩擦焊在铝合金的焊接方面研究应用较多。已经成功地进行了搅拌摩擦焊接的铝合金包括2000 系列(Al- Cu) 、5000 系列(Al - Mg) 、6000 系列(Al - Mg - Si) 、7000 系列(Al - Zn) 、8000 系列(Al - Li) 等。国外已经.进入工业化生产阶段,在挪威已经应用此技术焊接快艇上长为20 m 的结构件,美国洛克希德·马丁航空航天公司用该项技术焊接了铝合金储存液氧的低温容器火箭结 构件。 铝合金搅拌摩擦焊焊缝是经过塑性变形和动态再结晶而形成,焊缝区晶粒细化,无熔焊的树枝晶,组织细密,热影响区较熔化焊时窄,无合金元素烧损、裂纹和气孔等缺陷,综合性能良好。与传统熔焊方法相比,它无飞溅、烟尘,不需要添加焊丝和保护气体,接头性能良好。由于是固相焊接工艺,加热温度低,焊接热影响区显微组织变化小,如亚稳定相基本保持不变,这对于热处理强化铝合金及沉淀强化铝合金非常有利。焊后的残余应力和变形非常小,对于薄板铝合金焊后基本不变形。与
铝-钛异种金属焊接技 术
铝/ 钛异种金属焊接技术 异种材料复合构件能够最大限度利用材料各自的优点,起到“物尽其用”的效果,获得更好的经济效益和社会效益[1]。铝/钛异种金属复合结构同时兼有铝合金密度低、经济性好和钛合金强度高、耐腐蚀性好等优点,能够减轻结构重量、节约能源,在航空航天、武器装备、交通运输等领域拥有广阔的应用前景,飞机机舱散热片、机翼蜂窝夹层、座位导轨和高速列车车厢等结构均可采用铝/钛复合结构[2]。特别是近年来,随着航空发动机和飞机结构设计对“减轻重量、提高推重比、增加有效载荷”的要求越来越高,将铝合金与钛合金焊接形成复合结构的需求越来越迫切。 但是,由于铝、钛都是活性金属、极易氧化,且两者之间的物理、机械性能存在较大差别,如两者的熔点相差约800℃,两者的晶格类型、晶格参数等结晶化学性能差异很大,铝的热导率和线膨胀系数分别是钛的16倍和3倍。因此铝/钛异种金属的焊接性很差,接头的强度不能满足要求,铝/ 钛异种金属的焊接既是热点也是难点,目前还没有一种成熟的工艺可以用于实际生产[3]。 铝/ 钛异种金属焊接技术现状 目前,国内外主要对铝/钛异种金属的钎焊、扩散焊、熔- 钎焊、爆炸焊等连接方法进行了探索。康慧等[4] 以Al-11.5Si合金为基, 通过添加不同含量的Sn和Ga元素配置成9种钎料对LF21铝合金和TC4钛合金进行了真空钎焊,结果表明:在结合界面上生成层状脆而硬的脆性相是铝/钛钎焊时所存在的主要问题;在钎料中加入Sn和Ga元素可有效抑制脆性相的形成、改善接头性能;
当Sn和Ga元素含量分别为10% 和0.2% 时接头的剪切强度达到67MPa。曲文卿等[5] 采用高频感应钎焊进行了钛合金管与铝合金管的连接,由于加热时间短、脆性相来不及产生,因而获得了力学性能和密封性能较好的接头。吕世雄等[6] 采用交流钨极氩弧焊电弧微熔钎焊方法也实现了TC4钛合金/LF6铝合金的连接。 采用扩散焊方法能够在一定程度上克服铝/钛焊接时熔点相差较大的问题,因此国内外学者进行了较多的研究。Yao等[7] 研究了铝/钛扩散焊接头形成机理和焊接工艺对LF6 铝合金/TA2 纯钛异种材料扩散焊接头强度的影响规律,接头最高剪切强度为83MPa。Sohn 等[8] 采用Al-10Si-1Mg 箔片作为中间层,对纯钛和纯铝进行了液相扩散连接,其界面结构和元素分布如图1 所示,研究结果发现接头中存在Ti7Al5Si12 连续金属间化合物反应层和不连续的 Al12Si3Ti5 金属间化合物,并认为Si元素可抑制界面反应、减少金属间化合物,接头剪切强度最高为80MPa。
人力资源治理制度 一、总则 第一条规范公司的人事治理,特制订本规定。 第二条本公司职员的聘用、试用、报到、保证、职务、任免、调迁、解职、服务、交接、给假、出差、值班、考核、奖惩、待遇、福利、退休、抚恤等事项除国家有关规定外,皆按本规定办理。 第三条本公司自总经理以下工作人员均称为本公司职员。 第四条本公司职员,均应遵守本规则各项规定。 二、聘用 第一条本公司所需职员,一律公开条件,向社会招聘。 第二条本公司聘用职员以学识、品德、能力、经验、体格适合于职务或工作者为原则,但专门需要时不在此限。 第三条新职员的聘用,依照业务需要,由主管人事部门统筹打算,呈报核准。 第四条本公司各级职员必须具备以下资格,才能聘用: (一)副总经理以上职位,必须具备大学本科以上学历,熟
悉业务,具有5年以上实际工作经验,年龄在35岁以上; (二)部门经理,必须具备大专以上学历,熟悉业务,具有2年以上实际工作经验,年龄在25岁以上; (三)一般职员,高中以上学历,其条件符合职务要求。 第五条本公司特勤人员(司机、保安、打字员),必须具备下列资格,经考试合格,才能聘用: (一)司机:有汽车驾驶执照,并具有两年以上实际工作经验; (二)保安:身高1.72cm以上,有安全保安知识和实际工作经验; (三)打字员:擅长中英文打字,有实际工作经验。 三、试用及报到 第一条新聘用人员的试用期为三个月,期满合格者方予录用为正式职员。 第二条职员在试用期内品行和能力欠佳不适合工作者,可随时停止使用。 第三条职员录用前应办理报到手续,并按规定时刻上班。 (一)填写个人履历表;
(二)交登记照片五张; (三)交身份证复印件一份; (四)交(验)学历证。 四、保证 第一条本公司职员均应觅妥保证人,保证其在本公司服务期间遵守本公司一切规章。新进职员于协妥保证手续后才能报到。前项保证手续及保证人之责任均按保证书保证规约执行。 第二条本公司职员保证人(以下简称保证人)应具有下列资格之一: (一)团体保:资本充实经合法登记有案的工厂或商号; (二)个人保:有正当职业,在社会上有相当信誉及地位之人士。但被保人之配偶或直系亲属或本公司董事监察人现职人员均不得为保证人。 第三条本公司职员经管现款、票据、材料、成品等人员,其保证人应为相当之团体保。 第四条被保人如有下列各款情况之一者,保证人应负一切赔偿责任,并负责代被保人办理离职手续: (一)违反本公司一切规章或有营私、舞弊、盗窃及其他不 3 / 23
少洛高速公路运营管理中心 会计人员岗位责任制度 为了建立规范的会计工作秩序,发挥好会计核算、会计监督和管理职能,提高会计工作质量,特制定本制度。中心按照本制度要求设置会计工作岗位,明确各会计岗位的职责范围,建立和完善岗位责任制并进行严格的考核和奖惩。 会计岗位(出纳岗位除外)可以交叉设置(可一人一岗、一人多岗或一岗多人),会计工作岗位可分为基本会计岗位和电算化会计岗位。基本会计岗位可包括:会计机构负责人、出纳、会计核算各岗、稽核、会计档案管理等工作岗位。电算化会计岗位包括直接管理、操作、维护计算机及会计软件系统的工作岗位。电算化主管可由会计机构负责人兼任,电算审核可由会计稽核兼任,电算化会计岗位必须与基本会计岗位相对应。 一、会计机构负责人岗位 1、按照会计机构职责范围,负责本部门全面工作,代表本部门对外和对本单位负责。 2、根据《会计法》及国家财经法规,建立健全会计核算、财务监督和有关管理制度,规范会计基础工作和会计工作秩序,保证国有资产的安全完整。负责中心财会方面的内部管理制度、办法及费用开支标准的制定,负责对中心财务管理活动进行业务监管。
3、负责组织编制年度部门收支预算和各项财务收支计划,平衡安排使用各项资金,定期检查年度财务收支计划执行情况和经济效益。 4、负责根据批准的年度部门预算及时编制细化预算。 5、负责中心会计电算化的管理工作及会计电算化各项内部管理制度等,保证会计电算化的顺利开展。 6、负责组织财会人员的业务学习工作,组织财会人员学习业务知识,努力提高财务管理水平,提高资金使用效益。 7、熟悉掌握并贯彻执行各项财政制度和财政政策,维护国家财经纪律,抵制不合理的财务支出。 8、组织中心财务及时、准确地进行年度决算编制。 9、审查或参与签订各种经济合同、协议,加强事前监督。 10、完成单位领导交办的其他事宜。 二、会计主管人员岗位(会计机构副职) 1、协助部门负责人做好本部门的日常管理工作。 2、按照会计稽核制度规定,负责原始凭证的审核,保证原始凭证的内容真实、用途合法、项目完整和审批手续齐全。 3、负责审核会计记账凭证,审查记账凭证摘要是否准确清楚,所附原始凭证是否完整,与摘要表述的经济业务是否一致,使用会计科目是否正确,核算内容是否符合会计制度规定,借贷方金额是否相符,有关人员签章是否齐全等。 4、负责财务印章的管理。
热浸镀铝钢材的应用与发展 郑毅然高文禄 (东北大学表面技术研究所沈阳110006) 摘要综述了热浸镀铝钢材镀层的形成与结构、性能与应用, 国内外的研究动向及在我国的发展 前景. 关键词热浸镀镀铝钢镀层合金层 学科分类号TG174. 443 热浸镀铝(HotDipAluminizing) 是继热浸镀锌之后发展起来的一种高效防护镀层, 它不仅表面具有银白色光泽和良好的耐候性, 而且还具有优良的耐蚀性, 耐高温氧化性, 耐渗碳性, 耐磨性及对光和热反射性. 因为镀铝钢的基体是钢材, 所以它又具有钢的机械强度.而由于热扩散的作用, 在镀层和基体间形成了呈冶金结合的扩散过渡层, 其产品可成型加工.因此, 在工业发达国家如美、日、德、英等国, 已将热镀铝钢广泛应用于石油、化工、冶金、机械、轻工、交通、建筑、电力、通讯、航空、太阳能等各个领域. 在钢材表面上形成铝层的方法很多, 有热浸镀、扩渗法、热喷涂法、包覆法、真空或化学气相沉积, 有机溶剂电镀法及电泳法, 但目前只有热浸镀、扩渗法和热喷涂法在工业生产上较为常用. 国内目前在钢材表面涂覆铝层主要是采用扩渗法和热喷涂法. 而生产设备简单, 成本低,综合性能好且应用范围广的热浸镀铝钢材, 其工业化生产与应用才刚刚开始. 为此, 本文试图就热浸镀铝钢材镀层的形成与结构、性能与应用及目前国内外的研究发展趋势作简要介绍,以期使这种材料能在我国的基本建设上尽快得到应用. 1热浸镀铝钢材的镀层与结构 热浸镀铝是钢铁材料或制品, 在一定温度下的熔融铝或其合金液中, 浸渍适当时间后, 提出空冷, 便在钢铁表面形成了合金层和纯铝层的化学热处理工艺过程. 在热浸镀铝的生产中,按其生产方式的不同分为熔剂法和森吉米尔法(sendimir). 熔剂法主要是通过酸洗、碱洗、熔剂处理后进行热浸镀铝, 此种方法设备简单, 既适于处理各种规格的管型材及构件, 又适于连续生产其工艺流程如下: 钢材→脱脂→水洗→酸洗→水洗→助镀→烘干→浸镀→淋铝→冷却→水洗→检查. 森吉米尔法主要是用来处理带钢. 其生产过程是带钢先经过氧化炉, 使表面上的油污全部烧掉, 并形成很薄的氧化铁膜, 然后用氢气还原处理, 在得到清洁的钢基体后浸入铝液中, 其镀层的薄厚由安装在带钢出口处的气刀控制. 此种方法的前处理过程主要是先氧化后还原, 因此也称该法为氧化还原法. 此种方法产量高, 产品质量稳定, 但设备复杂, 投资大. 热浸镀铝(合金)镀层, 是由与镀液成份相同的金属外层(通常称为铝层)和镀液成份与钢铁基体合金化而形成的合金内层(通常称为合金层)所构成. 浸镀时, 铁2铝合金层是通过铁原子与铝原子在其交界面上发生化学反应和热扩散而形成的, 因此合金层的厚度随浸镀时间和浸镀温度的增加而增厚在通常情况下, 镀纯铝时, 铝层的厚度为0. 03~0. 05mm, 呈银白色; 合金层厚0. 08~0. 12mm为金属间化合物(FeAl3 或Fe2Al5), 所以说镀铝钢是由纯铝层、合金层及钢铁基体构成的金属材料, 铝层决定了它的耐候、耐蚀及对光(热)的反射性能; 合金层则决定了镀铝钢的耐高温氧化性、耐磨及加工成型性能等. 镀铝钢镀层的组织结构, 随着浸镀液成份不同而有明显的差异, 当浸镀液为纯铝时, 镀层的合金层很厚, 呈舌状镶嵌在铁基体上, 且硬而脆, 几乎不能进行二次加工, 称之为Ⅱ型镀铝钢.
一种锰铝钛铁合金生产工艺的介绍 作者: 所属系别:锰 关键字:锰 发布日期: 2010年01月11日 17:56 编者按: 本发明涉及一种用准沸腾钢工艺冶炼焊条钢的脱氧及合金化添加剂,特别是锰铝钛铁合金。 目前,用准沸腾钢工艺冶炼焊条钢的脱氧及合金化添加剂主要为锰铝铁合金,如中国专利92107299公开的“铝锰铁复合脱氧剂”,其组分为(重量百分比):铝20—26%,锰30—35%,铁38—48%,余量为杂质。用铝锰铁合金生产的焊条在使用时有时出现焊缝开裂现象,其原因之一是由于焊缝金属中氢、氮的溶解析出所致,特别是当钢中同时含有游离的氢、氮时,会显著增加焊缝金属的冷脆倾向。虽然可以通过对钢材的预热及严格烘烤部分消除氢的不利影响,但是氮的有害作用则难以消除。 本发明目的是提供一种锰铝钛铁合金,作为脱氧和合金化添加剂,消除氮、氢的影响,减少生产的焊条在使用时出现焊缝开裂现明,解决现有技术存在的上述问题。 本发明目的是通过如下技术方案实现的。 锰铝钛铁合金各组分的重量百分比为:锰30—40%,铝15—28%,钛1.0—4.0%,铁23—43%,其余为杂质,杂质中包括碳、硅、磷、硫等。 本发明较佳的成分范围是:锰36—40%,铝15—19%,钛1.5—3.0%,铁28—38%,其余为杂质,杂质中包括碳、硅、磷、硫等。本发明最佳的成分范围是:锰36%,铝19%,钛2.0%,铁38%,其余为杂质,杂质中包括碳、硅、磷、硫等。
采用本发明锰铝钛铁合金作为冶炼焊条钢的脱氧及合金化添加剂除具有普通锰铝铁合金的脱氧及合金化作用外,还具有如下特点: 1.由于含钛而形成的三元复合脱氧交互作用进一步提高了金属的脱氧能力。 2.由于钛和氮的亲和力高于铝与氮的亲和力(TiN和AlN二才在1500℃的生成自由能差为-10101.2J/.atom),当钢中二者含量相同时优先生成TiN。 3.由于钛和氧结合生成TiO2的能力远小于铝和氧生成Al2O3能力(二者在1600℃生成自由能之差为-205540.5J/g.atom),因此在同等条件下铝优先与氧结合形成Al2O3,Ti则残留在钢中。 4.焊条中的碳、硅、铝等的含量应尽可能低,而含Ti为0.02%时对焊条钢电阻率的不利影响要比上述元素低得多。 5.由于焊条钢中含有0.006%氮时,它与0.02%的钛达到最佳配比1.15≤Ti/N≤3.4,从而显著改善焊缝性能,这是因为钛固定了含缝金属中的氮形成的TiN,致使由氢、氮引起的冷脆性得到抑制,而TiN粒子对氢捕获有陷阱作用,亦使氢的不利作用难以发挥,TiN粒子的细化晶粒作用,使解里断裂单元得到细化,从而提高缩性和改善焊缝韧性,减少焊缝开裂。 以下结合实施对本发明作进一步叙述: 附表为本发明实施例中各组分的含量(重量百分比) 该合金由中频感应炉冶炼,所用原料为复合国家标准。有确定化学成分的锰铁、钛铁和纯铝,所用废钢为含碳量在0.3%以下的低碳钢,按各元素的吸收率严格计算各元素的加入量。开炉前,向炉辟加入少许覆盖剂,然后加入20%铝,同时加入废钢,废钢开始深溶
会计岗位职责范本 篇一:会计职责范本 会计岗位职责范本 关键词:主办主管会计岗位职责范本 对于一般的会计岗位,如小型企业称为主办会计,大中型企业称为主管会计,其主要职责是负责日常的账务处理工作。会计岗位职责范本如下: 1、负责公司的会计核算事宜,及时做好凭证的编制、登记,做到帐证相符、帐表相符。 2、按月度及时填制并报送会计报表,包括成本报表、费用报表、工资报表、报表附注、科目余额表和财务情况说明等。 3、按月、季、年度及时进行税务申报及汇算清缴,依法正确计提和上缴各项税费,并负责公司税费台帐的登记和管理。 4、根据计划、预算指标审核各类成本费用支出单据,并报告计划和预算的执行情况。 5、负责公司对外统计工作,按要求及时上报统计报表。 6、负责公司固定资产核算,做到帐、卡、物相符,并按规定准确分类、编号、计提折旧。 7、做好会计基础工作,建立并负责公司固定资产、低值易耗品台帐管理,直接参与公司各项资产的清查和盘点。 8、配合各经营管理部门,及时清理债权债务,加速资金周转。 9、对公司的会计凭证、各类帐表定期打印、收集整理、装订成册、登记编号,按照《会计档案管理办法》妥善保管,并按照规定程序办理销毁报批手续。 10、负责公司相关验资、审计、税务咨询等事宜。 11、负责公司会计电算化核算系统的安全。 12、完成上级领导交办的其他事务。 篇二:财务岗位职责范本
岗位职责范本——财务部 hc360慧聪网 2020-09-22 08:02:21 部门名称:财务部 直接上级:分管副总经理 下属部门:会计核算科、财务科、稽核科 部门性质:会计核算及财务管理 管理权限:受总经理和分管副总经理委托,行使对公司财务会计工作全过程的管理权限,并承担报告公司规章制度、管理规程及工作指令的义务 管理职能:负责对公司会计核算管理、财务核算管理、公司经营过程实施财务监督、稽核、审计、检查、协调和指导的专职管理部门,对所承担的工作负责主要职责: 1.坚决服从分管副总经理的统一指挥,认真执行其工作指令,一切管理行为向主管领导负责; 2.严格遵守国家财务工作规定和公司规章制度,认真履行其工作职责; 3.组织编制公司扑、季度成本、利润、资金、费用等有关的财务指标计划。定期检查、监督、考核计划的执行情况,结合经营实际,及时调整和控制计划的实施; 4.负责制定公司财务、会计核算管理制度。建立健全公司财务管理、会计核算、稽核审计等有关制度,督促、各项制度的实施和执行; 5.负责按规定进行成本核算。定期编制年、季、月度种类财务会计报表,搞好年度会计决算工作; 6.负责编写财务分析及经济活动分析报告。全同信息部、经营部等有关部门,组织经济行动分析会,总结经验,找出经营活动中产生的问题,提出改进意见和建议。同时,提出经济报警和风险控制措施,预测公司经营发展方向; 7.有权参加各类经营会议,参与公司生产经营决策; 8.负责固定资产及专项基金的管理。会同经营、技术、行政后勤等管理部门,办理固定资的购建、转移、报废等财务审核手续,正确计提折旧,定期组织盘点,
企业财务会计人员岗位职责 会计岗位职责 一、依法按章工作。认真学习和贯彻执行国家有关财经的法律法规、方针政策,遵守《会计法》的规定,严格执行国家颁布的《企业会计准则》、《会计基础工作规范》、《内部会计控制规范》、《会计档案管理办法》和有关财务会计工作的各项制度。 二、会计核算工作。按规定设置总帐、明细账及辅助账,做好收入、支出、费用、债权债务等业务的会计凭证填制、会计帐簿登记工作,做到判断准确,科目使用无误;每月按时结帐,定期与出纳核对现金日记帐和银行存款日记帐,及时清理往来帐目;及时、完整编制财务报告,做到数字真实、计算准确、内容完整、说明清楚。 三、会计监督工作。定期进行财产清查,做到账账相符、账实相符、账表相符;定期检查财会制度的执行情况,发现问题及时向领导报告、提出建议;对单位制定的预算、财务计划、业务计划的执行情况进行监督;积极宣传、维护国家财经制度和纪律,预防违法违纪行为发生。 四、资金管理工作。严格按规定会同出纳到开户银行营业柜台办理大额存款和购买国债等业务,妥善保管银行存款预留印鉴卡片、定期存款凭据和有价证券,确保资金安全;定期核对银行帐户及存款余额,及时、准确地做好结息工作。 五、票据管理工作。严格执行发票(收据)管理使用规定,做好发票(收据)登记、领购、填制、保管、回收、缴销工作。
六、档案管理工作。严格执行《会计档案管理办法》,妥善保管会计凭证、帐簿和财务报告等会计档案资料,并在工作调动、岗位调整时按规定办理交接手续。 出纳岗位职责 一、依法按章办公。认真学习和贯彻执行国家有关财经的法律法规、方针政策,遵守《会计法》的规定,严格执行国家颁布的《企业会计准则》、《会计基础工作规范》、《内部会计控制规范》、《会计档案管理办法》和有关财务会计工作的各项制度。 二、现金管理工作。按规定设置现金日记帐,收付现金须及时逐笔登记,做到账款相符;现金开支需符合规定范围,不属于现金开支范围的业务应通过银行办理转帐结算;严格执行库存现金限额管理规定,超过库存限额的现金应及时存入银行。 三、存款管理工作。按规定设置银行存款日记账,做好银行存款、取款和结算工作,并及时逐笔登记;熟悉银行各种付款方式和凭证填制,严格按照银行存款管理规定办理银行结算业务;按月核对银行帐户及存款余额,编制银行存款余额调节表,使银行存款帐面余额与银行对帐单调节相符。 四、票据管理工作。按规定做好银行结算票据的登记、领购、填制、保管、回收、缴销工作;借用转帐票据要在借款单上注明票据编号,每月终了前,认真清理催办借出银行结算票据,防止丢失或长期不办理报账手续。 五、印章管理工作。严格按规定管理财务印章,妥善保管本基金
钢铁术语译文 A R steel 高温度锰钢 abnormal steel 反常钢; 非正常钢 aluminium-steel cable 钢铝电缆 aluminized steel 涂铝钢 aluminum nickel steel 铝镍钢 anchored steel trestle 锚固式钢栈桥 angle steel ruler 钢角尺 anisotropic steel 各向异性钢片 anisotropy silicon steel 各向异性硅钢片 annealed sheet steel 退火薄钢板 annealed steel 退火钢; 韧钢 anti-creeping angle steel 防爬角铁 anticorrosive aluminium-coated steel wire 防蚀镀铝钢丝arc-furnace steel 电炉钢 arc-welded steel pipe 电弧焊接钢管 area of steel 钢筋断面面积; 钢筋截面面积 area of structural steel 型钢截面积 Armco aluminized steel 阿姆柯渗铝钢 armco aluminized steel 表面浸镀铝钢 Armco stabilized steel 阿母柯稳定化钢 Armco steel 阿姆柯软钢
armco steel 不硬化钢 austenilic Ni-Cr stainless steel 奥氏体镍铬不锈钢austenitic alloy steel 奥氏体合金钢 austenitic chromium-nickel steel 奥氏体铬-镍钢austenitic clad steel 奥氏体复合钢 austenitic heat-resistance steel 奥氏体耐热钢austenitic manganese steel 奥氏体锰钢; 哈德菲尔德锰钢austenitic stainless steel 奥氏体不锈钢 austenitic steel 奥氏体钢 automatic steel 易切削钢 automatic(al) steel 易切削钢 axle shaft steel 车轴钢 axle steel 车轴钢 bainitic steel 贝氏体钢 balanced steel 半镇静钢 ball bearing steel strip 滚珠轴承钢带 ball race steel 滚珠轴承圈钢 ball-bearing steel 滚珠轴承钢 bamboo steel 竹节钢筋 band steel 带钢 banding steel 带钢; 箍钢 bar steel 棒钢; 条钢
的十大性能来源: 作者:中国钛业联盟时间:2007-05-04 点击: 26 Tag:性能十大金属强度腐蚀合金氧化振动介 质 一、密度小,比强度高 金属钛的密度为4.51g/cm3,高于铝而低于钢、铜、镍,但比强度位于金属之首。 二、耐腐蚀性能 钛是一种非常活泼的金属,其平衡电位很低,在介质中的热力学腐蚀倾向大。但实际上钛在许多介质中很稳定,如钛在氧化性、中性和弱还原性等介质中是耐腐蚀的。这是因为钛和氧有很大的亲和力,在空气中或含氧的介质中,钛表面生成一层致密的、附着力强、惰性大的氧化膜,保护了钛基体不被腐蚀。即使由于机械磨损也会很快自愈或重新再生。这表明了钛是具有强烈钝化倾向的金属。介质温度在315℃以下钛的氧化膜始终保持这一特性。 为了提高钛的耐蚀性,研究出氧化、电镀、等离子喷涂、离子氮化、离子注入和激光处理等表面处理技术,对钛的氧化膜起到了增强保护性作用,获得了所希望的耐腐蚀效果。针对在硫酸、盐酸、甲胺溶液、高温湿氯气和高温氯化物等生产中对金属材料的需要,开发出钛-钼、钛-钯、钛-钼-镍等一系列耐蚀钛合金。钛铸件使用了钛-32钼合金,对常发生缝隙腐蚀或点蚀的环境使用了钛-0.3钼-0.8镍合金或钛设备的局部使用了钛-0.2钯合金,均获得了很好的使用效果。 三、耐热性能好 新型钛合金可在600℃或更高的温度下长期使用。 四、耐低温性能好 钛合金TA7(Ti-5Al-2.5Sn),TC4(Ti-6Al-4V)和Ti-2.5Zr-1.5Mo等为代表的低温钛合金,其强度随温度的降低而提高,但塑性变化却不大。在-196-253℃低温下保持较好的延性及韧性,避免了金属冷脆性,是低温容器,贮箱等设备的理想材料。 五、抗阻尼性能强 金属钛受到机械振动、电振动后,与钢、铜金属相比,其自身振动衰减时间最长。利用钛的这一性能可作音叉、医学上的超声粉碎机振动元件和高级音响扬声器的振动薄膜等。 六、无磁性、无毒 钛是无磁性金属,在很大的磁场中也不会被磁化,无毒且与人体组织及血液有好的相溶性,所以被医疗界采用。
第一篇人事管理制度 第一章总则 第一条为了完善公司人事管理制度,加强公司人事管理,促进公司队伍建设,依照和北京市关于劳动人事管理的有关规定,参照国外企业人事管理的有关规章制度,特制定 本规定。 第二条公司突出企业管理以人为本,强调尊重人格、维护人格尊,重视沟通和理解,力求通过强化人事管理,提高职员素质,建立起和谐、团结、共同进取的良好人际关系,推动公司事业稳步发展。 第二章编制与定编 第一条公司各部门用人实行定岗定员。 第二条公司各职能部门的设置、编制、调整、撤消,由各部门提出案报公司首席运营官(或总裁)以及首席执行官批准后,并在行政人事部备案后实施。行政人事部负责建立 和更新各部门岗位设置和人员编制的档案。 第三条各部门根据公司业务发展需要,或根据临时业务需要,制定年度、季度用工计划,经首席执行官批准后,在行政人事部备案。 第四条因工作需要,各部门增加员工时,原则上应不超出本部门的用工计划。 第三章公司员工招聘管理规定 第一条为了适应公司不断发展壮大的需要,及时为公司提供各种所需人才,坚持任人唯贤、人尽其才、才尽其用的原则,实现公司行政人事的合理配置。 第二条公司的招聘形式为社会公开招聘及部招聘两种。招聘人才既看学历、资历,更注重个人品格、实际经验和工作成绩。在不影响其他部门工作的前提下,应优先考虑录 用部应聘人员。 第三条招聘程序 1、申请:用人部门填写《人员招聘申请表》,经部门最高主管签字批准后交至行政人事部。 2、审核:行政人事部核查申请部门的编制情况及用工计划,如不属于计划招聘,应在一个 工作日退回《招聘申请表》。申请部门须向首席执行官进行特批。批准后再提交给行政人事部。
出纳会计人员岗位职责 1、出纳人员必须按照全国统一会计制度和上级主管部门的补充规定,设置和使用会计科目。 2、会计年度自公历一月一日起至十二月三十一日止。 3、出纳人员要认真审核原始凭证,原始凭证必须盖有填制单位的公章(或填制人签名或盖章);日期;经济业务内容;大小写金额必须相符;同时要有经办人和单位财务主管人签名。对违反国家规定的,应拒绝办理,内容不全手续不完备数学差错,所附票证与报销金额不符,以及书写不规范等,均应退回补填,更正或重填。遇有伪造单据,涂改凭证,虚报冒领款项的行为,应及时报请领导处理。 4、根据原始凭证及时填制记帐凭证,记帐凭证必须附有原始凭证(结帐和更正错误的记帐凭证可以不附原始凭证)。填制会计凭证的字迹必须清晰、工整、不得潦草。会计凭证应当及时传递,不得积压。记帐凭证必须具备:填制凭证的日期;凭证编号;经济业务摘要;会计科目;金额;所附原始凭证张数;填制人盖章或签名,收款和付款记帐凭证还应当由出纳人员盖章或签名。记帐凭证应当连续编号。 5、出纳人员要按照规定设置银行存款日记帐、现金日记帐,采用订本式帐簿。启用帐簿应在封面上写明单位名称和帐簿名称并填写启用表。登记帐簿要按要求进行记录,做到数字准确、摘要清楚、登记及时、字迹工整。如记录发生错误,不准涂改.挖补.刮擦或用药水消除字迹, 要按照《会计基础工作规范》要求进行更正。现金日记帐和银行存款日记帐要逐日结出余额并与库存现金核对无误。
6、单位收入现金应于当日送存开户银行。 7、支付现金,可以从本单位现金库存中支付或者从开户银行提取,不得从本单位的现金收入中直接支付(即坐支)。 8、单位从开户银行提取现金的,应当写明用途,由本单位财务负责人签字盖章,予以支付。 9、不准用不符合财务制度的凭证顶替库存现金;不准单位之间相互借用现金,不准谎报用途套取现金;不准利用银行帐户代其他单位和个人存入或支取现金;不准将单位收入的现金以个人名义存入储蓄,不准保留帐外公款(即小金库)。
财务管理制度 一、总则 1、依据《中华人民共和国会计法》、《企业会计准则》制定本制度; 2、为规范公司日常财务行为,发挥财务在公司经营管理和提高经济效益中的作用,便于公司各部门及员工对公司财务部工作进行有效地监督,同时进一步完善公司财务管理制度,维护公司及员工相关的合法权益,制定本制度; 财务管理细则 一、总原则 1、公司财务实行“计划”为特征的总经理负责制:属已经总经理审批的计划内的支付,由相关事业部总经理的书面授权,财务负责人监核即可办理;属计划外的,必须有公司总经理的书面授权。 2、严格执行《会计法》和相关的财务会计制度,接受财政、税务、审计等部门的检查、监督,保证会计资料合法、真实、及时、准确、完整。 二、财务工作岗位职责 (一)财务经理职责 1、对岗位设置、人员配备、核算组织程序等提出方案。同时负责选拔、培训和考核财会人员。 2、贯彻国家财税政策、法规,并结合公司具体情况建立规范的财务模式,指导建立健全相关财务核算制度同时负责对公司内部财务管理制度的执行情况进行检查和考核。 3、进行成本费用预测、计划、控制、核算、分析和考核,监督各部门降低消耗、节约费用、提高经济效益。 4、其他相关工作。 (二)财务主管职责 1、负责管理公司的日常财务工作。 2、负责对本部门内部的机构设置、人员配备、选调聘用、晋升辞退等提出方案和意见。 3、负责对本部门财务人员的管理、教育、培训和考核。 4、负责公司会计核算和财务管理制度的制定,推行会计电算化管理方式等。
5、严格执行国家财经法规和公司各项制度,加强财务管理。 6、参与公司各项资本经营活动的预测、计划、核算、分析决策和管理,做好对本部门工作的指导、监督、检查。 7、组织指导编制财务收支计划、财务预决算,并监督贯彻执行;协助财务经理对成本费用进行控制、分析及考核。 10 、负责监管财务历史资料、文件、凭证、报表的整理、收集和立卷归档工作,并按规定手续报请销毁。 11 、参与价格及工资、奖金、福利政策的制定。 12 、完成领导交办的其他工作。 (三)会计职责 1、按照国家会计制度的规定记账、复帐、报账,做到手续齐备、数字准确、账目清楚、处理及时; 2、发票开具和审核,各项业务款项发生、回收的监督,业务报表的整理、审核、汇总,业务合同执行情况的监督、保管及统计报表的填报; 3、会计业务的核算,财务制度的监督,会计档案的保存和管理工作; 4、完成部门主管或相关领导交办的其他工作。 (四)出纳职责 1、建立健全现金出纳各种账册,严格审核现金收付凭证。 2、严格执行现金管理制度,不得坐支现金,不得白条抵库。 3、对每天发生的银行和现金收支业务作到日清月结,及时核对,保证帐实相符。 三、现金管理制度 1、所有现金收支由公司出纳负责。 2、建立和健全《现金日记帐》簿,出纳应根据审批无误的收支凭单逐笔顺序登记现金流水收支帐目,并每天结出余额核对库存。作到日清月结,帐实相符。 3、库存现金超过3000 元时必须存入银行。 4、出纳收取现金时,须立即开具一式四联的《支票回收登记表》,由缴款人在右下角签名后,交缴款人、业务部门、出纳、会计各留存一联。 5、任何现金支出必须按相关程序报批(详见支出审批制度)。因出差或其他原因必须预支现金的,须填写借款单,经总经理签字批准,方可支出现金。借款人要在出差回来或借款
钢铁行业专业术语中英文对照 English-Chinese Glossary for Steel Industry A R steel 高温度锰钢 abnormal steel 反常钢; 非正常钢 aluminium-steel cable 钢铝电缆 aluminized steel 涂铝钢 aluminum nickel steel 铝镍钢 anchored steel trestle 锚固式钢栈桥 angle steel ruler 钢角尺 anisotropic steel 各向异性钢片 anisotropy silicon steel 各向异性硅钢片 annealed sheet steel 退火薄钢板 annealed steel 退火钢; 韧钢 anti-creeping angle steel 防爬角铁 anticorrosive aluminium-coated steel wire 防蚀镀 铝钢丝 arc-furnace steel 电炉钢 arc-welded steel pipe 电弧焊接钢管 area of steel 钢筋断面面积; 钢筋截面面积 area of structural steel 型钢截面积 Armco aluminized steel 阿姆柯渗铝钢 armco aluminized steel 表面浸镀铝钢 Armco stabilized steel 阿母柯稳定化钢 Armco steel 阿姆柯软钢 armco steel 不硬化钢 austenilic Ni-Cr stainless steel 奥氏体镍铬不锈钢 austenitic alloy steel 奥氏体合金钢 austenitic chromium-nickel steel 奥氏体铬-镍钢 austenitic clad steel 奥氏体复合钢 austenitic heat-resistance steel 奥氏体耐热钢 austenitic manganese steel 奥氏体锰钢; 哈德菲尔德锰钢 austenitic stainless steel 奥氏体不锈钢 austenitic steel 奥氏体钢 automatic steel 易切削钢 automatic(al) steel 易切削钢 axle shaft steel 车轴钢 axle steel 车轴钢 Carbon Steel Plate 碳素钢板; 碳素钢板和型材 Carbon Tool Steel 碳工具钢; 碳素工具钢 Carbon-Containing Alloy Steel 含碳合金钢 Carbon-Free Stainless Steel 无碳不锈钢 Carbon-Free Steel 无碳钢 Carburizing Steel 碳钢 Case-Hardened Steel 表面渗碳硬化钢; 渗碳钢 Bolts & Nuts For Steel Slotted 角钢螺丝 Cast Alloy Steel Piston 合金铸钢活塞 Cast Iron Electrode With Steel Core 钢芯铸铁焊条 Cast Stainless Steel 铸造不锈钢 Cast Steel 铸钢件 Cast Steel Plate 铸钢板 Cast(Carbon) Steel 铸钢 Cast-In Steel Bush 铸入钢套 Casement Section Steel 窗框钢 Cast-Steel 铸钢 Cast-Steel Crossing 铸钢辙叉 Cast-Steel Pipe 铸钢管 Cast-Steel Separator 铸钢隔板; 铸钢横梁 Cast-Steel Shot 钢砂 Cast-Steel Yoke 铸钢轭 Cellular Steel Floor 格型钢楼板 Cement-And-Grouted Steel Bolt 钢筋砂浆锚杆 Cemented Steel 表面硬化钢 Cemented Templet Steel 渗碳样板钢 Centra Steel 球状石墨铸钢 Centrifugal Steel 离心铸钢 Centrifuge(D) Steel 离心铸造钢 Channel Steel 槽钢 Channel-Section Steel 槽形钢 Channeled-Steel Wheel Rim 槽钢制轮辋 Checkered Steel Plate 花纹钢板 Chemical Capped Steel 化学封顶钢 Chilled Cast Steel 冷硬铸钢 Chilled Hardened Steel 淬火钢 Chilled Steel 淬火钢; 淬硬钢 Chisel Steel 凿钢; 凿子钢 Chrome Hardened Steel 铬硬化钢 Chrome Steel 铬钢