211Vol.21No.1 20072CHINESE JOURNAL OF MATERIALS RESEARCH February2007
Ti(C,N)/Ni?
(430074)
,Ti(C,N)/Ni,Ti(C,N)/Ni
.,1273K,,Cu/Nb,
1523K,Ni8Nb+CuNi ,Ti(C,N)(Ti,Nb)(C,N)+Nb7(Ni,Ti,Cu)6+NbNi3,Ni NiCu+NbNi8 .,Cu,Ni CuNi,Nb CuNi.
NiNbCu Ti(C,N),(Ti,Nb)(C,N),, 140MPa.
,,,
TG1131005-3093(2007)01-0087-05
The interfacial microstructure and properties for Ti(C,N)/Ni
in di?usion bonding process
ZHOU Shiquan XIONG Weihao??
(Huazhong University of Science and Technology,Wuhan430074)
*Supported by National Natural Science Foundation of China No.50074017/E0408.
Manuscript received March20,2006.
**To whom correspondence should be addressed,Tel:(027)87541516,E–mail:whxiong@https://www.doczj.com/doc/a06812416.html, ABSTRACT The microstructure and properties of Ti(C,N)/Ni interface in vacuum di?usion welding using Cu and Nb interlayer had been investigated.The results show that when di?usion welding temperature was lower than1273K the interface interlayer did not change,the interface microstructure was Cu/Nb layer structure,and Cu di?used into Ni with a little.But when the temperature was1523K,interface microstructures were Ni8Nb metallic compound and dispersing deposition CuNi solid solution early,which were transformed into(Ti,Nb)(C,N)+Nb7(Ni,Ti,Cu)6+NbNi3near Ti(C,N)and NiCu+NbNi8near Ni at last.It indicated that Cu is as transition liquid that dissolved Ni to form CuNi transition liquid,and then Nb is dissolved in CuNi transition liquid rapidly.Ti(C,N)can been wetted with NiNbCu transition liquid, and then a little(Ti,Nb)(C,N)solid solution are formed at interface,which increase interface combining capability.The interface shear strength may get to140MPa.
KEY WORDS metallic materials,surface and interface in the materials,vacuum di?usion bonding, transition liquid
Ti(C,N)TiC
,
[1,2].
Ag–Cu,
Ti(C,N),[3].
*50074017/E0408. 2006320.
:,Ti(C,N),
TiC[4],
.
/,
.Ni Ti(C,N),, Ni Ti(C,N)
.Ti(C,N)/Ni
,Ni–Fe,[5,6].
Ti(C,N)Ni
[7~10],,
8821
1673K,Mo,Nb
[11~13],
,.1753~1773K
25min,TiC90Ni–10X(X=Ti,Cr,Mn,Zr, Nb,V,Ta,W and Mo),
X[12].Cu Nb ,Ti(C,N)/Ni,
Ti(C,N)/Ni
.
1
Ti(C,N)50%TiC+50%TiN( ,),,30t
(YAW–300,)
20mm×20mm×8mm.,
10?3Pa1723K
(HZS–25,)2h.
(QIH–6,ABB Autoclave Sys,https://www.doczj.com/doc/a06812416.html,A)
1h(120MPa,1973K).
Ni(,99.95%)Cu(,
0.05mm,99.9%)Nb(Nb,
0.1mm,99.999%).
20mm×20mm×8mm.,
.
(Centorr6–1650–15T,USA), 1.33×10?3Pa, 25MPa, 1.
,,
(Sirion200,FEI https://www.doczj.com/doc/a06812416.html,A)(EDX)(GENESIS, EDAX https://www.doczj.com/doc/a06812416.html,A)(HXS–1000AK,)
(YAW–300,).
2
2.1
2,Ti(C,N)Ni, Ni Ti(C,N),Ti(C,N)
Ni.
,
,
;Cu,Cu
Ti(C,N)[11],1523K Cu
Ni Cu–Ni,Cu–Ni
Ti(C,N)[11],.
Cu–Ni Ti(C,N)
,,;
Cu+Nb,1523K Cu
Ni,Nb Cu–Ni–Nb,
60%Ni–40%Nb()[12],
1373K,Ni,Nb,
Ni–Nb–Cu.Ni–Nb–Cu
Ti(C,N), Ti(C,N),Nb
Ti(C,N)(Ti,Nb)(C,N) [13,14];,
.,(Ti,Nb)(C,N)
Ni3Nb,Ni–Nb–Cu
(Ti,Nb)(C,N),[15]
1
Table1Process parameters of vacuum di?usion bonding
Interlayer Heating rate/(K/min)Temperature/K Time/min Cooling rate/(K/min) None101523205
Cu101523205 Cu+Nb101273/15235/5,10,20,30,605
Cu+Nb101273/16235/5,10,20,30,605
2Ti(C,N)–Ni
Table2Interfacial shear strength and microstructures of the Ti(C,N)–Ni joined with di?erent interlayers No.Type of join Process parameter Shear strength/MPa Interfacial microstructure 1Ti(C,N)/Ni1523K/20min43.6No new structure
2Ti(C,N)/Cu/Ni1523K/20min65.7NiCu solid solution(NiCu ss) 3Ti(C,N)/(Cu+Nb)/Ni1523K/20min148(Ti,Nb)(C,N)+Ni3Nb+Ni8Nb+NiCu ss
1:Ti(C,N)/Ni89
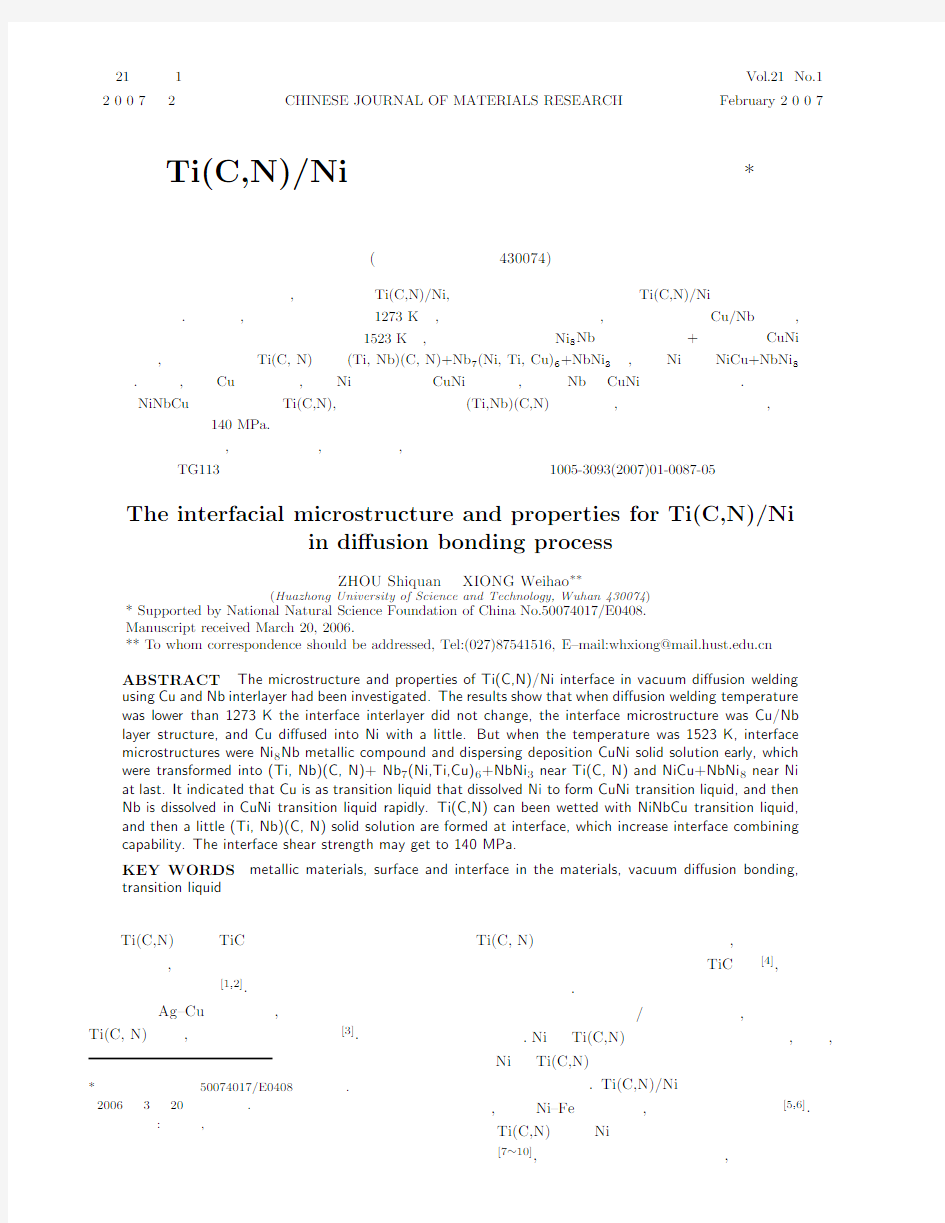
1TiCN/(Cu+Nb)/Ni
Fig.1SEM photo of TiCN/(Cu+Nb)/Ni interfacial microstructure
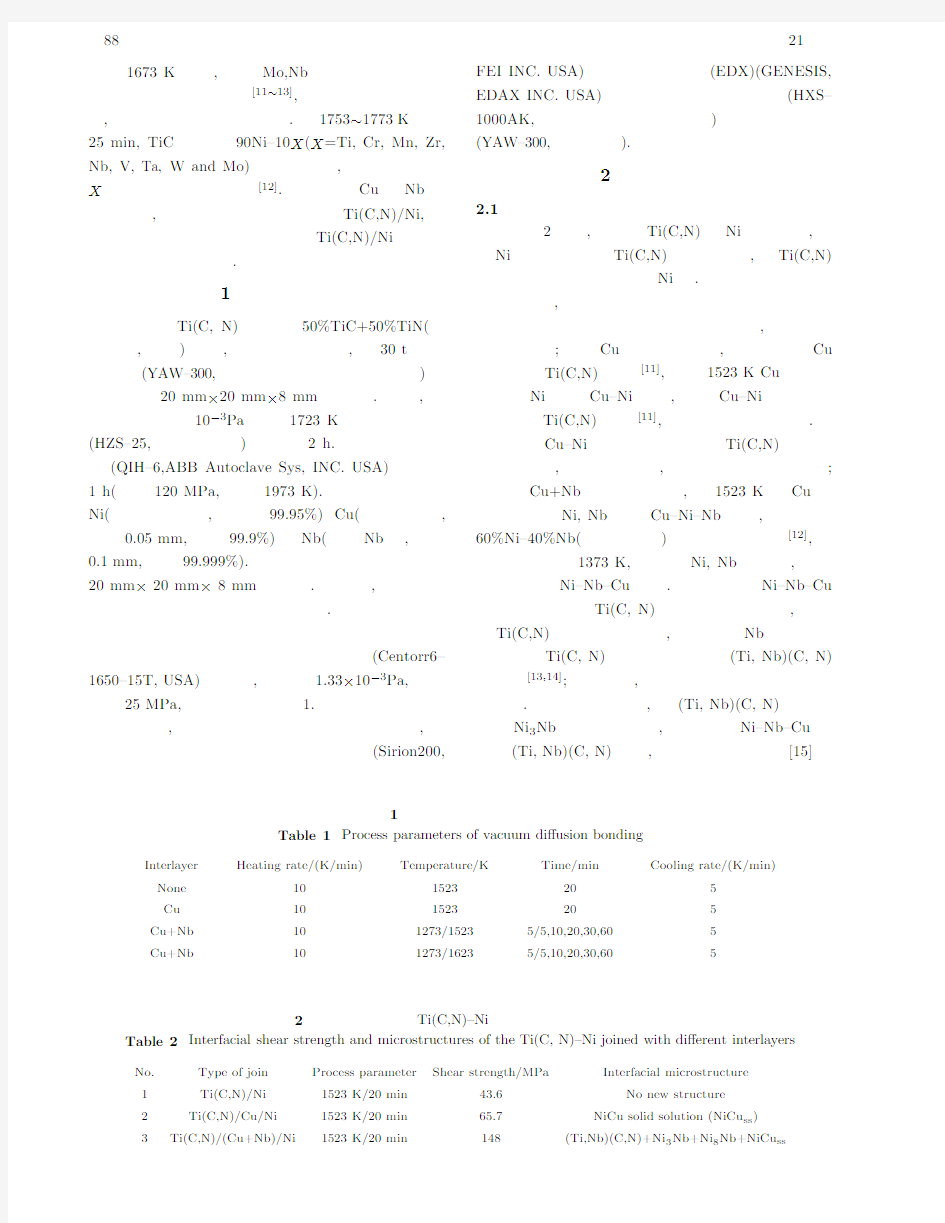
2
Fig.2The relationship between interface shear strength and temperature&time
Nb(C,N).Ni3Nb
,Ni–Nb–Cu Ni8Nb+NiCu(1).Nb
Ni Ti(C,N)NiCu–Ni8Nb–Ni3Nb(Ti,Nb)(C,N),
.,Cu+Nb,1523K
20min,148MPa.
2.2
2,1523K
,20min
;1623K10min,
.3,1523K5min,
,30min
,Ti(C,N) Ni.1623K30min ,,
TiCN20μm.
, 1523K5min,Ni–Nb–Cu,
,,
Ni3Nb()CuNi (),Ti(C,N)
(4).
,,
,.
,,. ,Ni3Nb+CuNi ,.1523K 10min,Nb
3
Fig.3The relationship between interface microhardness and temperature&time
90
21
41523K/5min
Fig.4Interface microstructure and EDAX results of
phase composition at 1523K/5
min
51523K/10min
Ti(C,N)Fig.5Interface microstructure and
composition
analysis near Ti(C,N)at 1523K/10
min
61523K/30min
Fig.6Interface microstructure and composition line
distribution at 1523K/30min
Ti(C,N)
,
Ti(C,N)
Ni–Nb–
Cu
,
(Ti,Nb)(C,N)
Nb–Cu–Ni–Ti
.
,
Ni 3Nb
,(Ti,Nb)(C,N)
Nb–Cu–Ni–Ti
,
.
5
(Ti,Nb)(C,N)
Nb–Cu–Ni–Ti
.
,
Nb–
Cu–Ni–Ti
Nb 7(Ni,Ti,Cu)6
.
Nb–Ni
[12]
,
1451K
Nb–Ni
,
Nb 7Ni 6+Ni 3Nb .
1523K
Nb 7Ni 6
,
Nb
,Ni 3Nb ,
.,
Nb 7Ni 6
,(Ti,Nb)(C,N)
,(Ti,Nb)(C,N)
,
[16,17]
.,
(
150MPa).
(
30min),Ni 3Nb
(
70μm)
.
6
,Ti(C,N)
Nb
Ti ,
70μm Ni 3Nb
,
20μm
Ni 8Nb
.Cu
Ni
.
Ni 3Nb
.
,
1623K
,Ni–Nb–Cu
Ni
.
Ti(C,N)
Nb
Ti(C,N)
,
,
.
1523K
,
Ti(C,N)Ti(C,N)
Ti(C,N)/Ni–
Nb
,
.
,
Cu Nb
,
Ni–
Nb–Cu
,
Ni
Ti(C,N)
,
130MPa
.
3
Cu
Ni
Ti(C,N),
,
;
Cu
Nb
,
Ni–Nb–Cu
,
(Ti,Nb)(C,N)/Nb 7(Ni,Ti,Cu)6/Ni 3Nb/Ni 8Nb/NiCu
,
,
;
Cu
Nb
Ni Ti(C,N),
(Ti,Nb)(C,N)/
Nb 7(Ni,Ti,Cu)6/Ni 3Nb/Ni 8Nb/NiCu
,
(120~150MPa).
,
,
,
.
1:Ti(C,N)/Ni91
1ZHENG Yong,XIONG Weihao,Microstructure and prop-erties of micron and submicron Ti(C,N)based cermets, Materials Engineering,(5),37(2001)
(,,Ti(C,N)
,,(5),37(2001))
2P.Ettmayer,W.Lengauer,The story of cermets,Powder Met.Int.,21(3),37(1989)
3LI Xianfen,DING Houfu,XU Daorong,Study on brazing of Ti(C,N)based cermets to45steel,Hot Work Technol-ogy,(2),24(2003)
(,,,Ti(C,N)45
,,(2),24(2003))
4LIU Huijie,FENG Jicai,Research status of di?usion bonding of ceramics to metals,Welding&Joining,(9), 7(2000)
(,,,,(9), 7(2000))
5W ANG Longbao,LI Aixia,QUAN Mingxiou,BIAN Maoxu,ZHOU Shiquan,GENG Yinyan,Researches on Ni–Cr–P amorphous brazing?ller metal by rapid solidi?-cation,Chinese Journal of Materials Research,4,44(1993) (,,,,,,
,,4,44(1993))
6YANG Xinghua,HE Shunyin,CAO Xiaomin,Welding of nickel-based alloy C–276,Welding&Joining,(7),28(2004) (,,,C–276,,(7), 28(2004))
7XIONG Weihao,HU Zhenhua,CUI Kun,Transitional layer of phase interfaces in Ti(C,N)-based cermet,Acta Metallurgica Sinica,32(10),1075(1996)
(,,,Ti(C,N), ,32(10),1075(1996))
8W ANG Quanzhao,LIU Yue,CHEN Zhiliang,BI Jing,Microstructures and mechanical properties of TiC/NiCrMoAlTi cermets,Chinese Journal of Materials Research,19(4),354(2005)
(,,,,TiC/NiCrMoAlTi
,,19(4),354(2005))
9XIONG Weihao,HU Zhenhua,CUI Kun,Formation mechanism of microcrystal interface layer in Ti(C,N)–based cermet,Acta Metallurgica Sinica,33(5),473(1997) (,,,Ti(C,N)
,,33(5),473(1997))
10XIONG Weihao,HU Zhenhua,CUI Kun,Interface behav-ior of carbide in Ti(C,N)-based cermet,Materials Review, 12(2),14(1998)
(,,,Ti(C,N)
,,12(2),14(1998))
11N.Eustathopoulos,Dynamics of wetting in reactive metal/ceramic systems,Acta Mater.,46(7),2319(1998) 12T.B.Massalski,H.Okamoto,P.R.Subramanian, L.Kacprazak,Binary Alloy Phase Diagrams,2nd Edition(USA,ASM International,1996)p.315
13Y.Li,Z.Zou,H.Xiao,A study on microstructure in the brazing interface of WC–TiC–Co hard alloys,Interna-tional Journal of Refractory Metals&Hard Materials,20, 169(2002)
14G.S.Upadhyaya,Nature and Properties of Refractory Car-bides(New York,Nova Science Publishers,Inc.,1996) p.365
15 F.Qi,S.Kang,A study on microstructural changes in
Ti(CN)–NbC–Ni cermets,Materials Science and Engineer-ing,A251,276(1998)
16Y.Zheng,M.You,W.Xiong,W.Liu,S.Wang,Valence–electron structure and properties of main phases in Ti(C, N)–based cermets,Materials Chemistry and Physics,82, 877(2003)
17Y.Zheng,W.Xiong,W.Liu,W.Lei,Q.Yuan,E?ect of nano addition on the microstructures and mechanical proper-ties of Ti(C,N)–based cermets,Ceramics International, 31,165(2005)
1、焊接接头的组成,影响焊接接头组织和性能的因素。 (1)接头组成:包括焊缝、熔合区和热影响区。 (2)组织1)焊缝区接头金属及填充金属熔化后,又以较快的速度冷却凝固后形成。焊缝组织是从液体金属结晶的铸态组织,晶粒粗大,成分偏析,组织不致密。 但是,由于焊接熔池小,冷却快,化学成分控制严格,碳、硫、磷都较低,还通过渗合金调整焊缝化学成分,使其含有一定的合金元素,因此,焊缝金属的性能问题不大,可以满足性能要求,特别是强度容易达到。 2)熔合区熔化区和非熔化区之间的过渡部分。熔合区化学成分不均匀,组织粗大,往往是粗大的过热组织或粗大的淬硬组织。其性能常常是焊接接头中最差的。 熔合区和热影响区中的过热区(或淬火区)是焊接接头中机械性能最差的薄弱部位,会严重影响焊接接头的质量。 3)热影响区被焊缝区的高温加热造成组织和性能改变的区域。低碳钢的热影响区可分为过热区、正火区和部分相变区。 (1)过热区最高加热温度1100℃以上的区域,晶粒粗大,甚至产生过热组织,叫过热区。过热区的塑性和韧性明显下降,是热影响区中机械性能最差的部位。 (2)正火区最高加热温度从Ac3至1100℃的区域,焊后空冷得到晶粒较细小的正火组织,叫正火区。正火区的机械性能较好。 (3)部分相变区最高加热温度从Ac1至Ac3的区域,只有部分组织发生相变,叫部分相变区。此区晶粒不均匀,性能也较差。在安装焊接中,熔焊焊接方法应用较多。焊接接头是高温热源对基体金属进行局部加热同时与熔融的填充金属熔化凝固而形成的不均匀体。根据各部分的组织与性能的不同,焊接接头可分为三部分。, 在焊接发生熔化凝固的区域称为焊缝,它由熔化的母材和填充金属组成。而焊接时基体金属受热的影响(但未熔化)而发生金相组织和力学性能变化的区域称为热影响区。熔合区 是焊接接头中焊缝金属与热影响区的交界处,熔合区一彀很窄,宽度为0.1~0.4mm。(3)影响焊接接头性能的因素焊接材料焊接方法焊接工艺 2、减少焊接应力常采用的措施有哪些? (1)选择合理的焊接顺序(2)焊前预热(3)加热“减应区”(4)焊后热处理 3焊接变形的基本形式有哪些?消除焊接变形常用的措施有哪些? (1)焊接变形1)收缩变形2)角变形3)弯曲变形4)波浪形变形5)扭曲变形 (2)措施1)合理设计焊接构件 2)采取必要的技术措施①反变形法②加裕量法③刚性夹持法④选择合 理的焊接顺序⑤采用合理的焊接方法
焊接接头的组织 一、实验目的 1.掌握焊接接头各区域典型的金相组织。 2.熟悉焊接接头各区域的性能变化。 二、实验设备及材料 1.金相显微镜。 2.焊接试样。 3.预磨机 4.抛光机 三、实验原理 熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。 焊接接头组织由焊缝金属和热影响区两部分组成。现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。 1.焊缝金属 焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。 焊缝金属结晶后,其成分是填充材料与熔化母材混合后的 平均成分。在随后的冷却过程 中,若发生相变,则上述组织均 要发生不同程度的转变。对低碳 钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。 2.热影响区 热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。 1)熔合区 熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。此区域在显微镜下一般为2~3 个晶粒 图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区
铝合金焊接接头疲劳性能研究张禧铭 摘要:测定了6061铝合金焊接件焊接接头的疲劳性能,介绍了铝合金焊接件焊 接接头的疲劳特征,分析了铝合金焊接件焊接接头中缺陷对其疲劳性能的影响。 结果表明铝合金焊接件焊接接口处气孔、夹杂物及未焊透三个焊接缺陷均会零件 的应力集中创造条件,对铝合金焊接件焊接接头疲劳性能有重大影响。气孔的大小、数量,未焊透的分布位置及形式明显地影响铝合金焊接件焊接接头的疲劳性 能 0.引言 铝合金由于其质量轻、强度高、无磁性、耐腐蚀性好,广泛应用于汽车、铁路、航空航天等领域。焊接是铝合金零件最常见的连接方式,在铝合金焊接零件 在重复外力作用下会发生疲劳断裂,而疲劳破坏过程又这些问题往往会给用户造 成不可估量的巨大损失[1]。通过研究发现,铝合金焊件焊接接头发生疲劳破坏是 铝合金焊接断裂的主要原因,因此对铝合金焊接件进行全面分析,找出原因并提 出解决方案,提高铝合金焊接件有着重大意义[2,3]。近些年过高校和科研院所 对铝合金焊接件焊接接口做了大量研究工作,并取得了重大成果。周进等人通过 对5A02 铝合金焊接接头的疲劳性能进行分析,得出了补焊可以降低铝合金焊接 件焊接接口的疲劳强度(下降将近20%),可作为一种可靠的补救措施[4]。王德 俊通过对铝合金焊接接头焊缝几何特征的研究,得出了十字接头焊接方式比对接 接头焊接方式应力集中更严重的结论[5]。本文以6061铝合金为研究对象,分析 焊接缺陷铝合金焊接件疲劳性能的研究。 1.试验材料及试验方法 本试验需要的材料为铝合金和焊丝,其中铝合金选用6061铝板,焊丝选用5356焊丝,铝板采用对接焊接。这两种材料的化学成分如表1所示。 试验材料化学成分/% 将铝板通过焊丝分别用MIG焊和TIG焊两种方法进行焊接,不仅仅能够保证 铝合金焊接件内部化学成分的完整性,而且也可以提高铝合金焊接件的焊接质量。 在进行全部焊接之后还需要采用合理的方法对焊接物进行验伤处理,找出其 中存在的问题,并对出现问题的原因进行全面分析。焊后进行X射线探伤检验, 找出存在的问题并找到原因及时解决,将样品进行铣削加工,去除焊缝余高。为 获得样品真实状态,将样品铣削加工后再进行X射线探伤检测。在MTS万能试验机上进行疲劳试验,用JSM-35C显微镜对断口形状进行合理观察。 2.试验结果及分析 2.1疲劳试验 试验结果如表2所示,对试验结果进行整理、对比,可以发现无论6061铝合金焊接件的焊缝有无缺陷,发生疲劳破坏的均为焊接口。但是整个焊接过程是否 存在缺陷对存在的疲劳现象和相应寿命还有很重要的作用。但焊缝有无缺陷对其 寿命有明显影响,即有焊缝缺陷的样品其寿命明显低于无焊缝缺陷的样品,并且 随着缺陷尺寸的增大,疲劳寿命下降越多。 6061铝合金焊接接头疲劳性能 2.2疲劳断口特征 按照焊接接头的断裂过程疲劳断口一般分为裂纹源、疲劳裂纹扩展和最后断
第3章焊接接头的组织和性能 ?焊接熔池的结晶特点:非平衡结晶、联生结晶和竞争成长以及成长速度动态变化。 联生结晶:一般情况下,以柱状晶的形式由半熔化的母材晶粒向焊缝中心成长,而且成长的取向与母材晶粒相同,从而形成所谓的联生结晶。(焊缝的柱状晶是从半熔化的母材晶粒开始成长的,其初始尺寸等于焊缝边界母材晶粒的尺寸,因而可以预料,在焊接热循环的作用下,晶粒易过热粗化的母材,其焊缝柱状晶也会发生粗化。) 竞争成长:只有最优结晶取向与温度梯度最大的方向(即散热最快的方向,亦即熔池边界的垂直方向)相一致的晶粒才有可能持续成长,并一直长到熔池中心。 ?焊接熔池的结晶形态:主要存在两种晶粒,柱状晶粒(有明显方向性)和少量的等轴晶粒。 其中,柱状晶粒是通过平面结晶、胞状结晶、胞状树枝结晶或树枝状结晶所形成。等轴晶粒一般是通过树枝状结晶形成的。具体呈何种形态,完全取决于结晶期间固-液界面前沿成分过冷的程度。 熔池结晶的典型形态:(1)平面结晶:固-液界面前方液相中的温度梯度G很大,液相温度曲线T不与结晶温度曲线T 相交,因而液相中不存在成分过冷(实际温度低于结晶温度) L 区。 在短距离内相交,形成较小的成分过冷(2)胞状结晶:液相温度曲线T与结晶温度曲线T L 区。断面呈六角形胞状形态。 (3)胞状树枝结晶:随固-液界面前方液相中的温度梯度G的减小,液相温度曲线T与结晶温 相交的距离增大,所形成的成分过冷区增大。 度曲线T L (4)树枝状结晶:当固-液界面前方液相中的温度梯度G进一步减小时,液相温度曲线T 与结晶温度曲线T 相交的距离进一步增大,从而形成较大的成分过冷区。 L (5)等轴结晶:自由成长,几何形状几乎对称。 随着成分过冷程度的增加,依次出现平面晶(形成较缓慢)、胞状晶、胞状树枝晶、树枝晶、等轴晶形态。 影响成分过冷的主要因素:熔池金属中溶质含量W、熔池结晶速度R、液相温度梯度G。 溶质含量W增加,成分过冷程度增大;结晶速度R越快,成分过冷程度越大;温度梯度G越大,成分过冷程度越小。 随晶体逐渐远离焊缝边界而向焊缝中心生长,温度梯度G逐渐减小,结晶速度R逐渐增大,溶质含量逐渐增加,成分过冷区液逐渐加大,因而结晶形态将依次向胞状晶、胞状树枝晶及树枝晶发展。熔池中心附近可能导致等轴晶粒的形成。 ?焊缝的相变组织: 1、低碳钢焊缝的相变组织。 (1)铁素体和珠光体。冷却速度越快,焊缝金属中珠光体越多,而且组织细化, 显微硬度增高。采用多层焊或对焊缝进行焊后热处理,也可破坏焊缝的柱状晶,得 到细小的铁素体和少量珠光体,从而起到改善焊缝组织的性能。 (2)魏氏组织。由过热导致。焊缝含碳量和冷却速度处在一定范围内时产生,更易在粗晶奥氏体内形成。 2、低合金钢焊缝的相变组织。低合金钢焊缝中可能形成铁素体F、珠光体P、贝氏体 B、马氏体M。 (1)铁素体F:先共析铁素体GBF、侧板条铁素体FSP、针状铁素体AF、细晶铁素体FGF。
焊缝接头组织的金相观察与分析 一、实验说明 焊接是工业生产中用来连接金属材料的重要加工方法。根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。 熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。 由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。这部分靠近焊缝且组织发生了变化的金属称为热影响区。热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。 以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。对易淬火钢而言,还会出现淬火组织。 焊接结构的服役能力和工作可靠性,既取决于焊缝区的组织和质量,也取决于热影响区的组织和宽窄。因此对焊接接头组织进行金相观察与分析已成为焊接生产与科研中用以评判焊接质量优劣,寻找焊接结构的失效原因的一种重要手段。 本实验采用焊接生产中应用最多的低碳钢为母材,用手工电弧施焊,然后对焊接接头进行磨样观察。 二、实验目的 1、学会正确截取焊接接头试样。 2、认识焊缝区和热影响区各区段的组织特征。 3。深刻领会熔化焊焊接过程特点。 三、实验设备及器材 1、施焊设备及器材(手弧焊机、结422焊条,面罩)。 2、200×100×8mmA3钢板一块。施焊前用牛头刨床沿其长度方向中心线刨一条深2mm,宽4~5mm的弧形槽。 3、砂轮切割机一台。 4、钳工工具一套。 5,制备金相试样的全部器材。 6、金相显微镜若干台。 四、实验方法与步骤 1、在钢板上沿刨槽用F4mm结422焊条一根施焊。焊接电流取140~150A。 2、待钢板冷至室温后,用砂轮切割机截取试样。截取部位如下图所示,切割时须用水冷却。以防止组织发生变化(图中虚线为砂轮切割线,两端30mm长焊缝舍弃不用)。 焊接接头金相试样取样位置示意图 3、依照实验一步骤3所述方法截下的焊缝接头制备成金相试样。注意磨制面应选择与焊缝走向垂直的横截面。 4、在金相显微镜上观察制备好的焊接接头试样。光用低倍镜镜头(放大150倍)观察焊缝区及热影响区全貌,再用高倍镜镜头(450倍)逐区进行观察,注意识别各区的金相组织特征, 并画出草图。 五、实验报告要求 1、明确实验目的。
第七章 焊接接头组织和性能的控制 1.焊接热循环对被焊金属近缝区的组织、性能有什么影响?怎样利用热循环和其他工艺措施改善HAZ 的组织性能? 答: (1)在热循环作用下,近缝区的组织分布是不均匀的,融合去和过热去出现了严 重的晶粒粗化,是整个接头的薄弱地带,而行能也是不均匀的,主要是淬硬、韧化和脆化,及综合力学性能,抗腐蚀性能,抗疲劳性能等。 (2)焊接热循环对组织的影响主要考虑四个因素:加热速度、加热的最高温度, 在相等温度以上的停留时间,冷却速度和冷却时间,研究它是研究焊接质量的主要途径,而在工艺措施上,常可采用长段的多层焊合短道多层焊,尤其是短道多层焊对热影响区的组织有以定的改善作用,适于焊接晶粒易长而易淬硬的钢种。 2. 冷却时间100t t 8 385、、t 的各自应用对象,为什么不常用某温度下(如540℃)的 冷却速度? 答:对于一般碳钢和低合金钢常采用相变温度范围800~500℃冷却时间(85t )对冷裂纹倾向较大的钢种,常采用800~300℃的冷却时间8 3t ,各冷却时间的选定要根据不同金属材料做存在的问题来决定 为了方便研究常用某一温度范围内的冷却时间来讨论热影响组织性能的变化,而某个温度下 比如540℃则为一个时刻即冷却至540℃时瞬时冷却速度 和组织性能。故不常用某以温度下的冷却速度,对于一般低合金钢来讲,主要研究热影响区溶合线附近冷却过程中540℃时瞬时冷却速度 3. 低合金钢焊接时,HAZ 粗晶区奥氏体的均质化程度对冷却时变相有何影响? 答:奥氏体的均质化过程为扩散过程,因此焊接时焊接速度快和相变以上停留时间短都不利于扩散过程的进行,从而均质化过程差而 影响到冷却时间的组织相变,低合金钢在焊接条件下的CCT 曲线比热处理条件下的曲线向做移动,也就是在同样冷却速度下焊接时比热处理的淬硬倾向小,例如冷却速度为36s C / 时可得到100%的马氏体,在焊接时由于家人速度快,高温停留时间短
影响焊接接头组织与性能的因素分析 1.材料的匹配 材料的匹配主要是指焊接材料(包括焊剂)的选用,焊接材料将直接影响接头的组织和性能。通常情况下,焊缝金属的化学成分及力学性能与母材相近。但考虑到铸态焊缝的特点和焊接应力的作用,焊缝的晶粒比较粗大并有存在偏析,产生裂纹、气孔和夹渣等焊接缺陷的可能性,因此常通过调整焊缝金属的化学成分以改善焊接接头的性能。 2. 指定母材和焊材时,焊接热输入量,焊接层数,道数,层间温度都有影响。一般来说,热输入不要太大,焊接层数多一些,焊层偏薄一些,热输入量是指热源功率与焊接速度之比。热输入量的大小,不仅影响过热区晶粒粗大的程度,而且直接影响到焊接热影响区的宽度。热输入量越大,则焊接接头高温停留时间越长,过热区越宽,过热现象也越严重,晶粒也越粗大,因而塑性和韧性下降也越严重,甚至会造成冷脆。因此,应尽量采用较小的热输入量,以减小过热区的宽度,降低晶粒长大的程度。在低温钢焊接时尤为重要,应严格控制热输入量,防止晶粒粗化而降低低温冲击韧性。 3要控制好焊接的层间温度,层间温度主要影响的是相变区间,也就是说,不同的层间温度会造成不同的相变温度与相转变时间从而得到不同比例的相组织。一般来说,层间温度过高,会使晶粒长大,强度指标会偏低。低合金钢焊材的层间温度以控制在150℃±15℃为宜。
4另外每一焊道间一定要清理干净,见金属光泽。如果是不锈钢,还应注意冷却速率,注意t-800/500区间不能停留太久。 5.熔合比 熔合比是指在焊缝金属中局部熔化的母材所占的比例。熔合比对焊缝性能的影响与焊接材料和母材的化学成分有关。当焊接材料与母材的化学成分基本相近且熔池保护良好时,熔合比对焊缝的熔合区的性能没有明显的影响。当焊接材料与母材的化学成分不同时,如碳、合金元素和硫、磷等杂质元素的含量不同,那么,在焊缝中紧邻熔合区的部位化学成分变化比较大,变化的幅度与焊接材料同母材间化学成分的差异及熔合比有关。化学成分相差越大,熔合比越大,则变化幅度也越大,不均匀程度及其范围也增加,从而使该区组织变得较为复杂,在一定条件下还会出现不利的组织带,导致性能大大下降。 在生产实践中,为了调节熔合比的大小,除了调节焊接线能量及其他工艺参数(如焊件预热温度、焊条直径等)以外,调节焊接坡口的大小,对熔合比有较大的影响。因为不开坡口,熔合比最大;坡口越大,熔合比就越小。 6.焊接工艺方法 在选择焊接工艺方法时,应根据其对焊接接头组织和性能的影响,结合其他要求综合考虑。 7.焊后热处理 (1)消氢处理消氢处理主要是为了加速氢的扩散逸出,防止产生延迟裂纹。其加热温度很低,不会使焊接接头的组织和性能发生变化。
焊接接头金相组织分析 实验目的 ?观察与分析焊缝的各种典型结晶形态; ?掌握低碳钢焊接接头各区域的组织变化。 二、实验装置及实验材料 ?粗细金相砂纸1套 ?平板玻璃1块 ?不同焊缝结晶形态的典型试片若干 ?低碳钢焊接接头试片1块 ?正置式金相显微镜1台 ?抛光机1台 ?工业电视(或幻灯机)1台 ?吹风机1个 ?4%硝酸酒精溶液无水醇脱脂棉若干 ?典型金相照片(或幻灯照片)一套 三、实验原理 焊接过程中,焊接接头各部分经受了不同的热循环,因而所得组织各异。组织的不同,导致机械性能的变化。对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。 焊接接头的金相分析包括宏观和显微分析两个方面。 宏观分析的主要内容为:观察与分析焊缝成型,焊缝金属结晶方向和宏观缺陷等。 显微分析是借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。 焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态与焊接热影响区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。 ?焊缝凝固时的结晶形态
?焊缝的交互结晶 熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。联接处的母材和焊缝金属具有交互结晶的特征,图1为母材和焊缝金属交互结晶示意图。由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。这种结晶形式称为交互结晶或联生结晶。当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被遏止,这就是所谓选择长大,并形成焊缝中的柱状晶。 ?焊缝的结晶形态 根据浓度过冷的结晶理论,合金的结晶形态与溶质的浓度C0、结晶速度(或晶粒长大速度)R和温度梯度G有关。图1-16为C0、R和G对结晶形态的影响。 由图可见,当结晶速度R和温度梯度G不变时,随着金属中溶质浓度的提高,浓度过冷增加,从而使金属的结晶形态由平面晶变为胞状晶,胞状树枝晶,树枝状晶及等轴晶。 当合金成分一定时,结晶速度越快,浓度过冷越大,结晶形态由平面晶发展到胞状晶树枝状晶,最后为等轴晶。 当合金成分C0和结晶速度R一定时,随着温度梯度G的长升高,浓度过冷将减小,因而结晶形态会由等轴晶变为树枝晶,直至平面晶。 随着晶粒的成长,熔池中晶粒界面前的浓度过冷和温度梯度也随着发生变化。因而,熔池全部凝固以后,各处将会出现不同的结晶形态。在焊接熔池的熔化边界上,温度梯度G较大,结晶速度R很小,因此此处的浓度过冷最小,随着焊接熔池的结晶,温度梯度G由熔化过边界处直到焊缝中心渐变小,熔池的结晶速度却渐增大,焊缝中心处,温度梯度最小,结晶速度最大,故浓度过冷最大。由上述分析可知,焊缝中结晶形态的变化,
改善焊接接头性能的方法 焊缝和热影响区的组织特征对接头的力学性能影响很大,改善方法有: 一.选择合适的焊接工艺方法 同一接头,同一材料采用不同的焊接方法、焊接工艺时,接头性能会有很大差异。主要考虑减少焊缝合金元素的烧损、焊缝中的杂质元素、焊缝中的气体含量,以及热影响区宽度、焊缝的组织特点等方面。氩弧焊合金烧损基本没有,力学性能最好。氧乙炔接头最差。易淬火钢焊接,为了避免在过热区产生淬硬组织,通常采用预热、控制层间温度和焊后缓冷等措施改善。 二.选择合适的焊接参数 焊接过程中,焊缝熔池中晶粒成长方向,会随着焊接速度的变化而变化。速度越大,熔池中的温度梯度大,此时容易形成脆弱的结合面,常在焊缝中心出现纵向裂纹。当焊接速度一定时,焊接电流对结晶形态有很大。电流较小(150A),容易得到胞状晶,电流增大时(300A),得到胞状树枝晶,继续增大(450A),会得到粗大的胞状树枝晶,影响力学性能。焊缝成形系数也影响接头性能,大电流中速焊可以得到较宽的焊缝。小电流快速焊时,宽度变窄,熔池中心聚集杂质偏析,容易形成裂纹。 三.选择合适的焊接热输入 焊接热输入的大小,影响焊接热循环,影响接头的组织和脆化倾向及冷裂倾向。低碳钢脆硬倾向小,选择余地较大。含碳量偏高的16M钢及低合金钢,淬硬倾向增大,热输入应选择大一些。焊接含碳量和合金元素均偏高的正火钢(490MPA)时应采用预热及焊后热处理。 四.选择合适的焊接操作方法 采用多层多道焊,改善接头性能 五.正确选择焊接材料 焊缝金属的成分及性能应于被焊金属相近,利用焊接材料调整焊缝金属。选择低碳及S\P含量较低的焊接材料。耐热钢要考虑接头对高温的要求。 六.正确选择焊后热处理 焊后热处理可消除残余应力;防止延迟裂纹;提高焊缝抗拉强度;对热影响区进行软化。 七.控制熔合比 熔化焊时,被融化的母材在焊缝金属中所占的百分比叫熔合比。控制它在焊后获得希望得到的焊缝。当母材和焊材化学成分基本相同时,熔合比对焊缝金属性能无明显影响。当母材与焊接材料有较大差别或较多杂质时,一般选择较小的熔合比。
焊接接头金相组织分析 一、试验目的 (一)观察与分析焊缝的各种典型结晶形态 (二)掌握低碳钢焊接接头各区域的组织变化 (三)了解低碳钢焊接热影响区的组织变化规律。二、试验装置 及试验材料 (一)粗、细金相砂纸一套 (二)平板玻璃2块 (三)金相显微镜4台 (四)吹风机1个 (五)抛光机4台 (六)低碳钢焊接接头试片1个 (七)腐蚀液: 4%硝酸酒精溶液 (八)乙醇、丙酮、棉花等 三、试验原理 (一)焊缝凝固时的结晶形态 1、焊缝的交互结晶,如图1所示
熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长 2、焊缝的结晶形态 根据成分过冷的结晶理论,合金的结晶形态与溶质的浓度C0、结晶速度R和温度剃度G有关。 图2 C0、R和G对结晶形态的影响 (二)低碳钢焊缝热影响区金属的组织变化 以低碳钢为例,根据其热影响区金属组织的特性,可分为四个区域,如图3所示:
图3低碳钢焊接热影响区分布特征 1-熔合区;2-粗晶区;3-结晶区;4-不完全重结晶区;5-母材 a、接头金相组织: 1、未受热影响的焊缝金属区; 2、受影响的层间金属区,结晶形态消失; 3、受过热作用的热影响区; 4、母材;
b、过热粗晶区魏氏体组织 C、左侧一次正火细晶区,右侧二次正火,晶粒较粗 d、不完全结晶区组织
e、母材组织 (三)30CrMnSiA钢焊缝热影响区金属组织变化 30CrMnSiA钢的连续冷却转变曲线
四、实验方法及步骤 (一)低碳钢焊接接头金相分析 1、试样的准备; 2、用金相砂纸打磨试片; 3、抛光试片; 4、腐蚀; 5、在显微镜下观察与分析 (二)30CrMnSiA钢试片的制作 1、将厚度为2.5mm的30CrMnSiA钢板切成180× 20mm和180× 35mm两种规格的试片; 2、试片焊前进行退火处理; 3、去除试片表面油污及氧化物; 4、分别用电弧焊和气焊焊接试片; 5、制作金相试样:打磨、抛光、腐蚀等; 6、在显微镜下观察已制备好的金相试样;
焊缝接头组织的金相观察分析 一、实验目的 1、认识焊缝区和热影响区各区段的组织特征。 2、了解焊缝金相检验方法和焊接接头的形成过程 3、掌握焊接组织对性能的影响 二、实验原理 焊接是工业生产中用来连接金属材料的重要加工方法。根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。 由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。这部分靠近焊缝且组织发生了变化的金属称为热影响区。热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。根据组织和性能区别,焊接接头分为焊接区和焊接影响区。 焊缝区,是熔池泠凝后为铸态组织,在冷却过程中,液态金属自熔合区向焊缝的中心方向结晶形成的柱状晶组织,焊缝金属的性能一般不低于母材性能,但易产生裂纹。 以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。对易淬火钢而言,还会出现淬火组织。热影响区如图所示如图所示 (1)熔合区即融合线附近焊缝金属到基体金属的过渡部分,温度处在固相线附近与液相线之间,金属处于局部熔化状肪,晶粒十分粗大,化学成分和组织极不均匀,冷却后的组织为过热组织,呈典型的魏氏组织。这段区域很窄(0.1-1mm),金相观察实际上很难明显的区分出来,但该区对于焊接接头的强度、塑性都有很大影响,往往熔合线附近是裂纹和脆断的发源地。 (2)过热区(粗晶粒区)加热温度范围Tks-Tm(Tks为开始晶粒急剧长大温度,Tm 为熔点),当加热至1100℃以上至熔点,奥氏体晶粒急剧长大,尤其在1300℃以上,奥氏体晶粒急剧粗化,焊后空冷条件下呈粗大的魏氏组织,塑性、韧性降低,使接头处易出现裂纹。 (3)正火区(细晶粒区)即相变重结晶区,加热温度范围AC3- Tks之间,约为900-1100℃,全部为奥氏体,空冷后得到均匀细小的铁素体+珠光体组织,相当于热处理中的正火组织,故又称正火区。 (4)部分相变区,即不完全重结晶区,加热温度AC1- AC3,约750-900℃,钢被加热奥氏体+ 部分铁素体区域,冷却后的组织为细小铁素体+珠光体+部分大块未变化的铁素体,晶粒大小不均匀。
实验一低碳钢熔化焊焊接接头组织分析 一、实验目的 1. 观察焊接接头的宏观组织及焊接缺陷 2. 观察焊缝、热影响区及母材的各种典型结晶形态 3. 掌握低碳钢焊接接头各区域的组织变化 4. 测定在不同的焊接工艺下热影响区的宽度 二、实验概述 在焊接过程中,由于焊接接头各部分经受了不同的热循环,因而所得组织各异。组织的不同,导致机械性能的变化。对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。 焊接接头的金相分析包括宏观和显微分析两个方面。 宏观分析的主要内容为:观察与分析焊缝成型、焊缝金属结晶方向和宏观缺陷等。 显微分析的主要内容为:借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。 焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态与焊接热影响区的组织变化不仅与焊接热循环有关,而且与所用的焊接材料和被焊材料有密切关系。 (一)焊缝凝固时的结晶形态 熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。联接处的母材和焊缝金属具有交互结晶的特征,图1-2为母材和焊缝金属交互结晶的示意图。由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。这种结晶形式称为交互结晶或联生结晶。当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被竭止,这就是所谓选择长大,并形成焊缝中的柱状晶形态,如图1-3(a)所示。 图1-2 焊缝金属的交互结晶示意图
(a) (b) (c)
焊缝接头组织的金相观察与分析 姓名: 学号: 班级: 专业:
焊缝接头组织的金相观察与分析 一、实验说明 焊接是工业生产中用来连接金属材料的重要加工方法。根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。 熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。 由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。这部分靠近焊缝且组织发生了变化的金属称为热影响区。热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。 以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正 火区(AC3——1100℃);不完全正火区(AC1~AC3)。对易淬火钢而言,还会出现淬火组织。 焊接结构的服役能力和工作可靠性,既取决于焊缝区的组织和质量,也取决于热影响区的组织和宽窄。因此对焊接接头组织进行金相观察与分析已成为焊接生产与科研中用以评判焊接质量优劣,寻找焊接结构的失效原因的一种重要手段。 本实验采用焊接生产中应用最多的低碳钢为母材,用手工电弧施焊,然后对焊接接头进行磨样观察。 二、实验目的 1、学会正确截取焊接接头试样。 2、认识焊缝区和热影响区各区段的组织特征。 3、深刻领会熔化焊焊接过程特点。 4、理解焊缝、热影响区到基体的硬度变化规律。 三、实验设备及器材 1、施焊设备及器材(手弧焊机、结422焊条,面罩)。 2、200×100×8mmA3钢板一块(45钢)。施焊前用牛头刨床沿其长度方 向中心线刨一条深2mm,宽4~5mm的弧形槽。 3、砂轮切割机一台。 4、钳工工具一套。 5,制备金相试样的全部器材。 6、金相显微镜若干台。 7、显微硬度仪一台
焊接接头的金相组织(metallurgical structure of the weld joint ) 1.焊接接头的组成及区域特征 典型的对接焊接接头主要由三个部分组成: (1)焊缝( weld ) 焊缝金属的结晶凝固冷却方式主要依靠母材金属热传导,所以液态金属结晶很自然呈柱状晶成长,且成长方向垂直于焊接熔池壁,最终汇交于熔池中部形成八字形柱状树枝晶结晶形式。 (2)熔合区( fusion zone ) 指焊缝与母材交接的过渡区,即熔合线处微观显示的母材半熔化区。在焊接时,液态的焊缝金属与固态母材金属的交界面,便形成了熔合线(fusion line),即接头横截面上宏观腐蚀所显示的焊缝轮廓线。 以大多数(低碳)碳素钢和低合金钢为例:熔合区的温度处于固相线和液相线之间。焊缝与母材产生不规则结合,形成了参差不齐的分界面。该区晶粒十分粗大,化学成分和组织极不均匀,冷却后为过热组织。区域很窄,金相观察难以区分,但对接头强度和韧性却有很大影响,常是产生裂纹和脆性破坏的发源地。 (3)热影响区(heat affected zone) 在焊接和切割过程中,材料因受热的影响(但未熔化)而发生金相组织和机械性能变化的区域。 焊接是一个不均匀加热和冷却的过程,距焊缝不同距离的点上经历着不同的焊接热循环,这些点实质上都受到一次特殊的热处理。 和一般金属热处理一样,每个点都引起不同的组织转变,于是就形成了在组织和性能上不均匀的焊接热影响区。在这个区中,有些部位的组织和性能可能是优于也可能劣于母材焊前的组织性能。显然,劣于母材的部位便成为焊接接头中最薄弱环节。 决定热影响区的分区及特征的因素是多方面的,大致可分为三个方面: ○1母材的冶金特征 母材金属在焊接热循环作用下是否存在固相转变;有固相转变的材料是纯金属、单相合金或多相合金;是否是同素异构转变;是否是扩散型的相变。 例如,焊接无固相转变的金属,在热影响区上主要出现的是晶粒粗大现象,有时也有再结晶现象。焊接有固相转变的金属,如果是碳钢,其热影响区上不仅有过热和再结晶现象,还有重结晶和淬火现象。 ○2母材焊前的状态 同一种金属材料,焊前状态不同,焊后热影响区的组织和性能是不同的,例如,焊前经过冷作硬化或热处理强化的金属,焊后热影响区内就会出现回火软化区。对于易淬火钢,若焊前处于退火状态,则焊后会出现硬化区。也即焊接热循环改变了母材焊前的状态,焊后在热影响区就可出现不希望的硬化、软化或脆化现象。 ○3焊接方法及其工艺参数 因为不同的焊接方法其热源集中程度不同,通过工艺参数的选择又可以获得不同的热输入,这两者实质上是焊接温度场和焊接热循环的特征参数对热影响区的范围大小,以及范围内各部位的组织和性能的影响。温度场分布影响着热影响的宽窄,而热循环曲线的特征参数,如加热速度、高温停留时间和冷却速度等直接影响着组织和性能的变化。 2.焊接热影响区的组成
焊接接头金相组织分析 一、实验目的 (一)观察与分析焊缝的各种典型结晶形态; (二)掌握低碳钢焊接接头各区域的组织变化。 二、实验装置及实验材料 (一)粗、细金相砂纸 1套 (二)平板玻璃 1块 (三)不同焊缝结晶形态的典型试片若干 (四)低碳钢焊接接头试片 1块 (五)正置式金相显微镜 1台 (六)抛光机 1台 (七)工业电视(或幻灯机) 1台 (八)吹风机 1个 (九)4%硝酸酒精溶液、无水乙醇、脱脂棉若干 (十)典型金相照片(或幻灯照片) 一套 三、实验原理 焊接过程中,焊接接头各部分经受了不同的热循环,因而所得组织各异。组织的不同,导致机械性能的变化。对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。 焊接接头的金相分析包括宏观和显微分析两个方面。 宏观分析的主要内容为:观察与分析焊缝成型、焊缝金属结晶方向和宏观缺陷等。 显微分析是借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。 焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态与焊接热影响区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。 (一)焊缝凝固时的结晶形态 1.焊缝的交互结晶 熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的 焊接。联接处的母材和焊缝金属具有 交互结晶的特征,图4—1为母材和焊缝 金属交互结晶的示意图。由图可见,焊缝 金属与联接处母材具有共同的晶粒,即熔 池金属的结晶是从熔合区母材的半熔化晶 粒上开始向焊缝中心成长的。这种结晶形 式称为交互结晶或联生结晶。当晶体最易 长大方向与散热最快方向一致时,晶体便 图4-1焊缝金属的交互结晶示意图 优先得到成长,有的晶体由于取向不利于 成长,晶粒的成长会被遏止。这就是所谓选择长大,并形成焊缝中的柱状晶。 2.焊缝的结晶形态 根据浓度过冷的结晶理论,合金的结晶形态与溶质的浓度C0、结晶速度(或晶粒长大速度)及和温度梯度G有关。图4—2为C0、R和G对结晶形态的影响。 由图可见,当结晶速度及和温度梯度G不变时,随着金属中溶质浓度的提高,浓度过冷增加,从而使金属的结晶形态由平面晶变为胞状晶,胞状树枝晶,树枝状晶及等
第3章焊接接头的组织和性能 ★焊接熔池和焊缝焊 接熔池的结晶特点、结晶形态,焊缝的相变组织及焊缝组织和性能的控制。 ★焊接热影响区 焊接热影响区的组织转变特点、组织特性及性能。 ★熔合区 熔合区的边界,熔合区的形成机理,熔合区的特征 焊接熔池:由熔化的局部母材和填加材料所组成的具有一定几何形状的液态区域。 焊缝:熔池凝固后所形成的固态区域。 焊缝组织性能不仅取决于焊缝的相变行为,而且受到焊接熔池结晶行为的直接影响。 一.焊接熔池的结晶特点 (1)熔池体积小、冷却速度大 局部加热,熔池体积小;熔池被很大体积的母材包围,界面导热很好,熔池冷速很快。 碳当量高的钢种焊接时,易产生淬硬组织,甚至产生冷裂纹。 (2)熔池过热、温度梯度大 焊接加热速度快,熔池金属处于过热状态;熔池体积小,温度高,熔池边界的温度梯度很大。 非自发晶核质点显著减少,柱状晶得到显著发展。 (3)熔池在动态下结晶 熔池结晶和母材熔化同时进行,焊接区内各种力交互作用,使正在结晶中的熔池受到激烈的搅拌。有利于气体的排除、夹杂物的浮出以及焊缝的致密化。 2. 联生结晶和竞争成长 (1)联生结晶 焊接熔池结晶一般是从熔池边界开始,即在半熔化的母材晶粒表面上开始并长大。结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。 结晶取向与焊缝边界母材晶粒的取向相同,初始晶粒尺寸等于焊缝边界母材晶粒的尺寸。 (2)竞争成长 晶粒在不同方向上的成长趋势不同,只有最优结晶取向与温度梯度最大的方向(即散热最快的方向,亦即熔池边界的垂直方向)相一致的晶粒才有可能持续成长,并一直长到熔池中心;反之,只能长到一定尺寸而中止 每个晶粒都是在不断的竞争中成长的,只有竞争优势明显的晶粒才能得到不断的成长,而竞争优势较弱的晶粒将在成长的中途夭折。 3. 结晶速度和方向动态变化 (1)结晶速度的表达式 设任意晶粒主轴、任意点的结晶等温面法线方向与焊接方向的夹角为α,晶粒成长方向与焊接方向之间的夹角为β,在dt时间内熔池边界的结晶等温面从t时刻的位臵移到t+dt时刻的位臵。 (2)成长速度和方向不断变化 熔池边界上不同位臵的等温线的法线方向不同,晶粒成长过程中的成长方向不断变化,成长速度也在发生变化。
低碳钢熔化焊焊接接头组织分析 一、实验目的 1、观察焊接接头的宏观组织及焊接缺陷 2、观察焊缝、热影响区及母材的各种典型结晶形态 3、掌握低碳钢焊接接头各区域的组织变化 4、测定在不同的焊接工艺下热影响区的宽度 二、实验概述 手工电弧焊的焊接过程如图1所示。当电弧在焊条与焊件之间引燃后,电弧热使焊件(与电弧接触部分)及焊条末端熔化,熔化的焊件和焊条(以熔滴形式下落)形成共同的金属熔池。焊条外面的药皮受热熔化并发生分解反应,产生液态熔渣和大量气体。液态熔渣包围着熔滴,当其进入金属熔池后,因其比重小而浮在熔池表面。所产生的气体则包围在电弧和熔池周围。 图1 手工电弧焊过程示意图 1、焊条芯 2、焊条药皮 3、液态熔渣 4、固态渣壳 5、气体 6、金属熔滴 7、熔池 8、焊缝 9、工件 焊条因不断熔化下滴而应连续向下送进,以保持一定的电弧长度。同时,焊条还应沿焊接方向前进。当电弧离开熔池后,被熔渣覆盖的熔化金属就缓慢冷却凝固成焊缝金属,液态熔渣也凝固成固态熔壳。在电弧移达的下方,又形成新的熔池及其上的液态熔渣,以后又凝固成新的焊缝金属和渣壳。上述过程继续进行下去,只至整个焊缝被焊完为止。从而形成一条连续的焊缝金属。
在焊接过程中,由于焊接接头各部分经受了不同的热循环,因而所得组织各异。组织的不同,导致机械性能的变化。对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。 焊接接头的金相分析包括宏观和显微分析两个方面。 宏观分析的主要内容为:观察与分析焊缝成型、焊缝金属结晶方向和宏观缺陷等。 显微分析的主要内容为:借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。 焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态与焊接热影响区的组织变化不仅与焊接热循环有关,而且与所用的焊接材料和被焊材料有密切关系。 (一)焊缝凝固时的结晶形态 熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。联接处的母材和焊缝金属具有交互结晶的特征,图2为母材和焊缝金属交互结晶的示意图。由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。这种结晶形式称为交互结晶或联生结晶。当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被竭止,这就是所谓选择长大,并形成焊缝中的柱状晶形态,如图3(a)所示。 图2 焊缝金属的交互结晶示意图 (a)
实验二低碳钢熔化焊焊接接头组织分析 一、实验目的 1、观察焊接接头的宏观组织及焊接缺陷 2、观察焊缝、热影响区及母材的各种典型结晶形态 3、掌握低碳钢焊接接头各区域的组织变化 4、测定在不同的焊接工艺下热影响区的宽度 二、实验概述 在焊接过程中,由于焊接接头各部分经受了不同的热循环,因而所得组织各异。组织的不同,导致机械性能的变化。对焊接接头进行金相组织分析,是对接头机械性能鉴定的不可缺少的环节。 焊接接头的金相分析包括宏观和显微分析两个方面。 宏观分析的主要内容为:观察与分析焊缝成型、焊缝金属结晶方向和宏观缺陷等。 显微分析的主要内容为:借助于放大100倍以上的光学金相显微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。 焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态与焊接热影响区的组织变化不仅与焊接热循环有关,而且与所用的焊接材料和被焊材料有密切关系。 (一)焊缝凝固时的结晶形态 熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。联接处的母材和焊缝金属具有交互结晶的特征,图2-2为母材和焊缝金属交互结晶的示意图。由图可见,焊缝金属与联接处母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。这种结晶形式称为交互结晶或联生结晶。当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被竭止,这就是所谓选择长大,并形成焊缝中的柱状晶形态,如图2-3(a)所示。
图2-2 焊缝金属的交互结晶示意图 (a) (b) (c)
实验一焊接接头的金相分析 一、实验目的 1.初步掌握焊接接头金相试样的制备方法。 2.了解低碳钢、管线钢焊接接头各区域金相组织及分布特点。 二、实验内容 1.自制低碳钢焊接接头试样,观察与分析其金相组织。 2.对实验室制备好的低碳钢、管线钢试样进行金相组织观察、分析和比对。 三、实验原理 金属材料焊接成型的过程中,焊接接头的各区域经受了不同的热循环过程,因而所获得的组织也有很大的差异,从而导致机械性能的变化。对焊接接头进行金相分析,是对接头性能进行分析和鉴定的一个重要手段,它在科研和生产中已得到了广泛的应用。 焊接接头的金相分析包括宏观和显微分析两方面。 宏观分析的主要内容为:用肉眼、放大镜、或低倍显微镜(<100×)观察与分析焊缝成形、焊缝金属结晶方向和宏观缺陷等。图1-1是在50倍显微镜下所观察到的焊接接头的宏观照片: 图1-1 焊接接头的宏观照片 50X 显微分析是借助于光学显微镜或电子显微镜(>100×)进行观察、分析焊缝的结晶形态、焊接热影响区的组织、分布特点以及微观缺陷等。 焊接接头由焊缝金属、焊接热影响区及母材等三部分组成。焊缝金属的结晶形态及焊接热影响区的组织变化不仅与焊接热循环有关,也和所使用的焊接材料及被焊材料有密切的关系。 1.焊缝的交互结晶
熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的联接。联接处的母材和焊缝金属具有交互结晶的特征,图1-2为母材和焊缝金属交互结晶的示意图。 图1-2 母材和焊缝金属的交互结晶 由图可见,焊缝金属与联接处的母材具有共同的晶粒,即熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。这种结晶形式称为交互结晶或联生结晶。当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被抑制,这就是所谓的选择长大,并形成焊缝中的柱状晶。 2.不易淬火钢焊接热影响区金属的组织变化 不易淬火钢包括低碳钢和热轧、正火低合金钢等。以低碳钢为例,根据其焊接热影响区的组织特征可分为四个区域,如图1-3所示: 图1-3 低碳钢焊接接头的组织变化 ① 熔合区 熔合区处于焊缝金属与母材相邻的熔合线附近,又称半熔化区,温度处于固液相线之间。此区在化学成分和组织性能上都有较大的不均匀性,特别是异种金