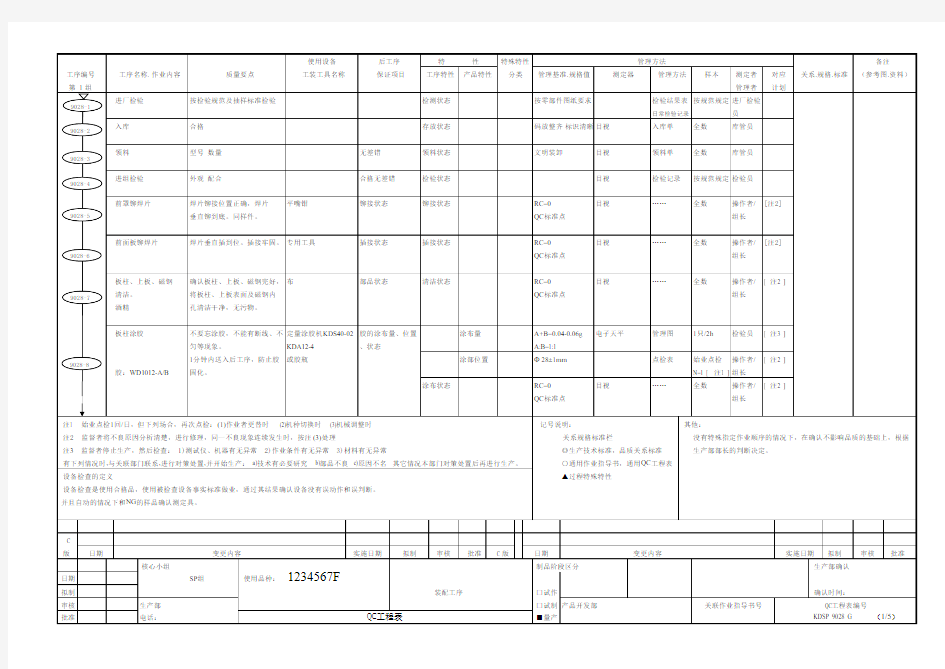
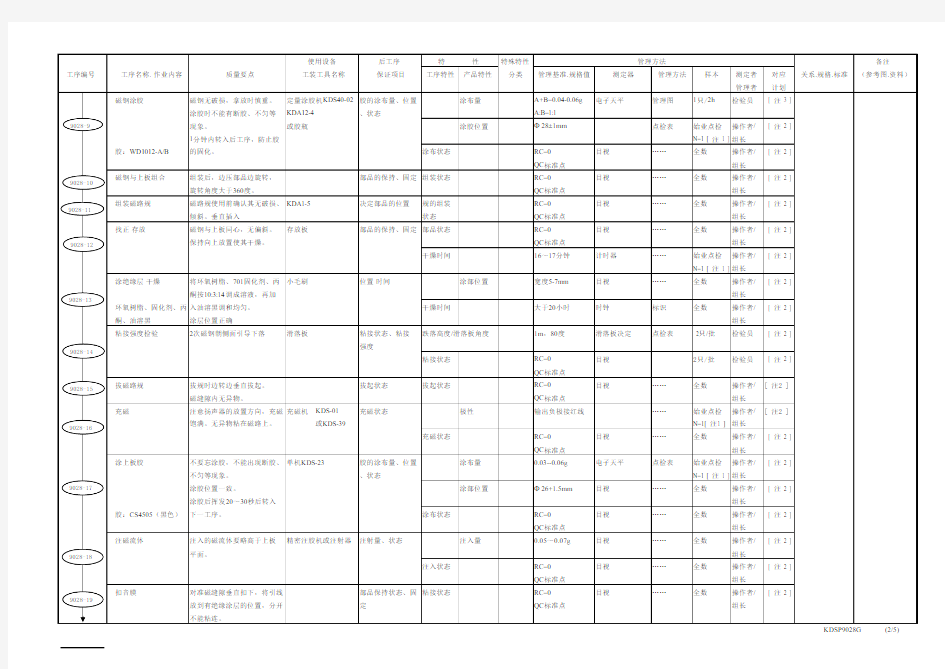
管理者 计划
磁钢涂胶磁钢无破损,拿放时慎重。定量涂胶机KDS40-02胶的涂布量、位置涂布量A+B=0.04-0.06g 电子天平管理图1只/2h 检验员 [ 注 3 ]
涂胶时不能有断胶、不匀等
KDA12-4、状态
A:B=1:1
现象。
或胶瓶
涂胶位置Φ28±1mm 点检表始业点检操作者/ [ 注 2 ]
1分钟内转入后工序,防止胶
N=1 [ 注 1 ]组长
胶:WD1012-A/B
的固化。
涂布状态
RC=0目视
……
全数
操作者/ [ 注 2 ]
QC 标准点
组长
磁钢与上板组合组装后,边压部品边旋转,部品的保持、固定组装状态RC=0目视
……
全数
操作者/ [ 注 2 ]旋转角度大于360度。
QC 标准点
组长
组装磁路规磁路规使用前确认其无破损、KDA1-5决定部品的位置规的组装RC=0目视
……
全数
操作者/ [ 注 2 ]倾斜。垂直插入
状态
QC 标准点组长
找正 存放
磁钢与上板同心,无偏斜。存放板部品的保持、固定部品状态
RC=0目视
……
全数
操作者/ [ 注 2 ]保持向上放置使其干燥。
QC 标准点
组长
干燥时间16~17分钟
计时器
……
始业点检
操作者/
[ 注 2 ]N=1 [ 注 1 ]组长
涂绝缘层 干燥
将环氧树脂、701固化剂、丙小毛刷位置 时间涂部位置宽度5-7mm 目视……全数操作者/ [ 注 2 ]
酮按10:3:14调成溶液,再加
组长
环氧树脂、固化剂、丙入油溶黑调和均匀。干燥时间大于20小时时钟标识全数操作者/ [ 注 2 ]
酮、油溶黑涂层位置正确
组长
粘接强度检验
2次磁钢朝侧面引导下落
滑落板
粘接状态、粘接跌落高度/滑落板角度
1m ,80度
滑落板决定
点检表
2只/批
检验员 [ 注 2 ]
强度
粘接状态
RC=0目视
2只/批
检验员 [ 注 2 ]
QC 标准点
拔磁路规拔规时边转边垂直拔起。拔起状态拔起状态RC=0目视……全数操作者/[ 注2 ]
磁缝隙内无异物。
QC 标准点
组长
充磁
注意扬声器的放置方向,充磁充磁机 KDS-01充磁状态极性输出负极接红线……始业点检操作者/[ 注2 ]
饱满。无异物粘在磁路上。
或KDS-39
N=1[ 注1 ]组长
充磁状态
RC=0目视
……
全数
操作者/ [ 注 2 ]
QC 标准点
组长
涂上板胶不要忘涂胶,不能出现断胶、单机KDS-23胶的涂布量、位置涂布量0.03--0.06g
电子天平
点检表
始业点检
操作者/
[ 注 2 ]不匀等现象。
、状态
N=1 [ 注 1 ]组长
涂胶位置一致。
涂部位置
Φ26+1.5mm
目视
……
全数
操作者/ [ 注 2 ]
涂胶后挥发20~30秒后转入
组长
胶:CS4505(黑色)
下一工序。
涂布状态
RC=0目视……全数操作者/ [ 注 2 ]
QC 标准点
组长
注磁流体
注入的磁流体要略高于上板精密注胶机或注射器注射量、状态注入量0.05~0.07g 目视……全数操作者/ [ 注 2 ]
平面。
组长
注入状态RC=0目视……全数操作者/ [ 注 2 ]
QC 标准点
组长
扣音膜
对准磁缝隙垂直扣下,将引线部品保持状态、固粘接状态RC=0目视……全数操作者/ [ 注 2 ]
放到有绝缘涂层的位置,分开定
QC 标准点
组长
不能粘连。
KDSP9028G (2/5)
9028-9
9028-10
9028-14
9028-11
9028-15
9028-12
9028-13
9028-16
9028-19
9028-17
9028-18