Lauffer多层板压合系统的操作内容
一.系统的开启和停止
系统开启:
1.打开主电柜的主电源、二次热交换机的电源
2.打开冷却水的阀门
3.打开压缩空气的阀门
4. 打开电脑控制桌的系统运行开启的控制按钮(system on)
二.系统的自动运行
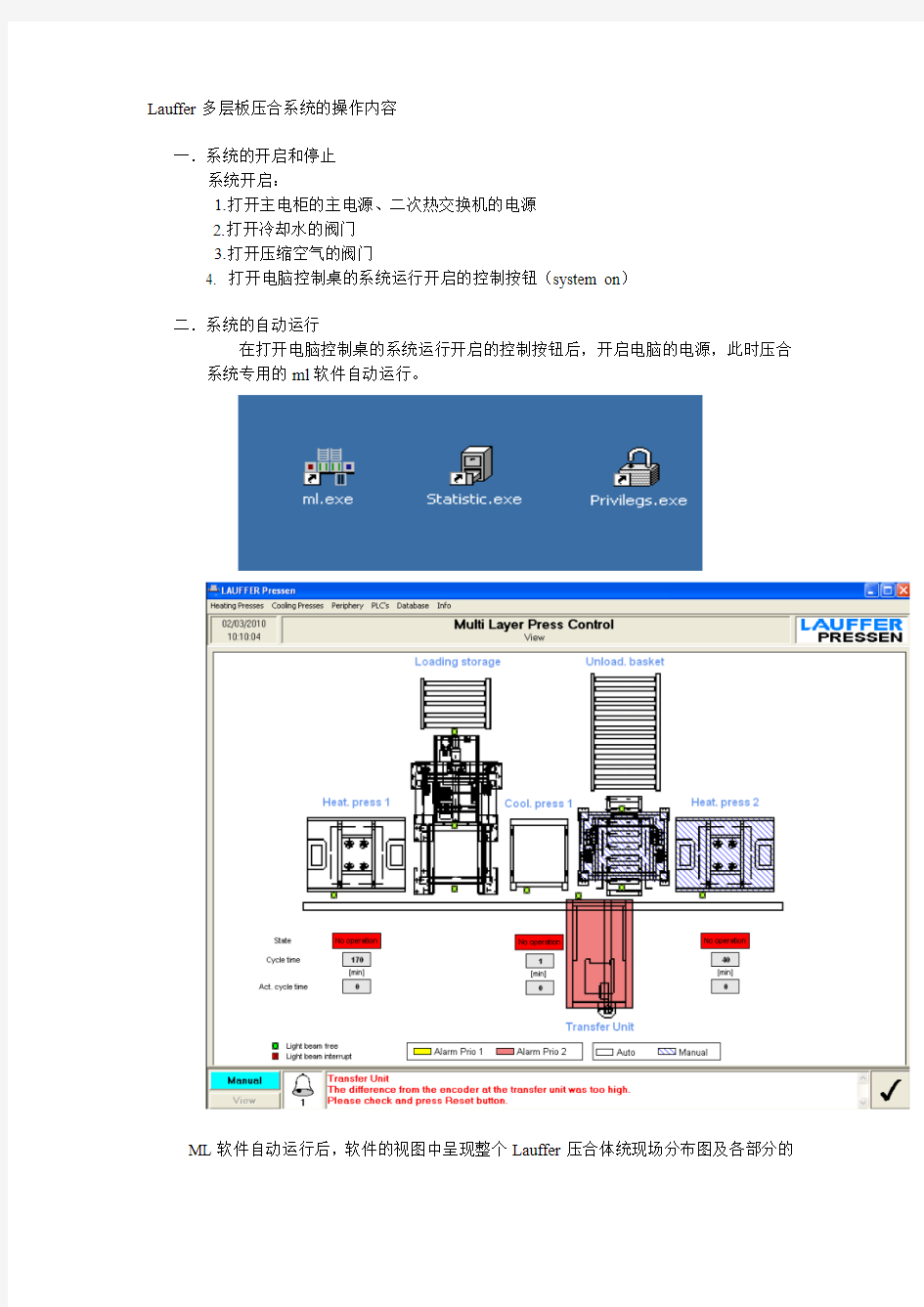
在打开电脑控制桌的系统运行开启的控制按钮后,开启电脑的电源,此时压合系统专用的ml软件自动运行。
ML软件自动运行后,软件的视图中呈现整个Lauffer压合体统现场分布图及各部分的
名称。根据图示看其个部分的状态State):
1.在运行中(Cycle running)和此次压合程序的周期(Cycle time)和现役运行
的时间(Act cycle time),单位:分钟。
2.没有操作(No operation),同时显示上一次运行的程序的周期(Cycle time)和运
行时间(Act Cycle time)0(单位:分钟)。
3.按图示提供的标示看各部分是自动或手动。
4.入市系统中一个在手动状态,图示的左下角“手动按钮(Manual)“是蓝色
自动压板前的注意和检查事项:
A. 此时可以看出每一部分的运行模式:自动模式/手动模式(手动模式Manual
operation呈蓝色,同时总画面View的左下角Manual按钮呈现蓝色,反之自
动模式)。
B. 热压机1/2和冷压机的运行状态(State):空载(No operation呈现红色),及
压机上一次运行的时间(Cycle time单位为分钟min);运行中(Cycle running呈
现绿色),及本次运行的压合程式的总时间(Cycle time单位为分钟min)和实际
压合程式已运行的时间(Actual time).
C. 热压机、冷压机、进料架、出料架的对照式感应器(Light beam)的状态:正常状
态呈现绿色(Light beam free)和异常状态呈现红色(light beam interrupt).
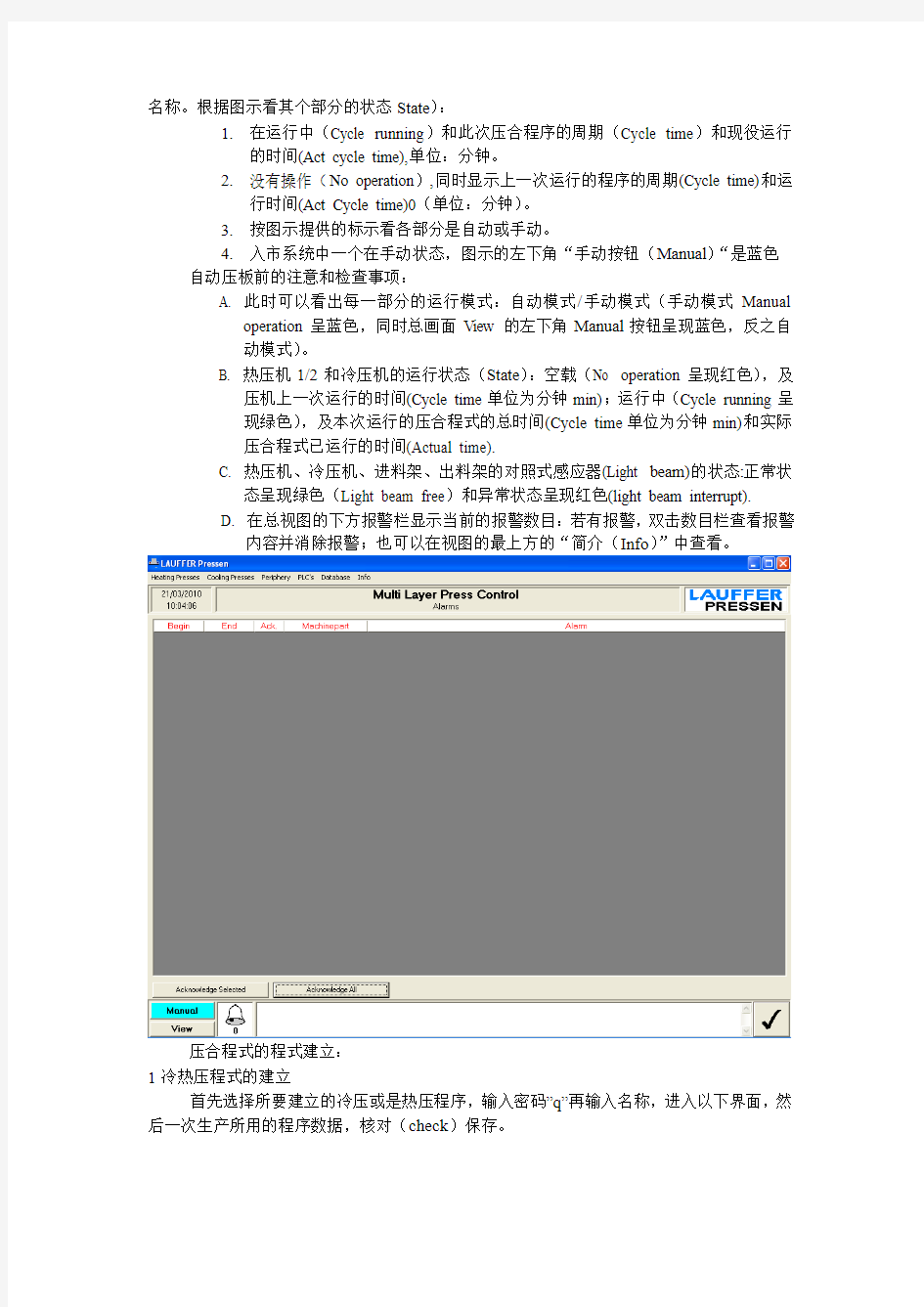
D. 在总视图的下方报警栏显示当前的报警数目:若有报警,双击数目栏查看报警
内容并消除报警;也可以在视图的最上方的“简介(Info)”中查看。
压合程式的程式建立:
1冷热压程式的建立
首先选择所要建立的冷压或是热压程序,输入密码”q”再输入名称,进入以下界面,然后一次生产所用的程序数据,核对(check)保存。
2.料单的建立
点击“新建(New)”,输入密码和名称,然后选择之前建立的冷/热压程序,再输入所压合的板材的尺寸和一层镜板上的排板数量,然后保存。
自动压合的流程:
1.进料架(Loading storage)的入板
可以通过以下的界面,查看进料架中的板子数量和所在位置。
当同一料号的板子进入进料架的Basket中已达8个时,此时电脑会自动弹出审核(charge)的对话框,然后编辑工单(Job),选择料单(Recipe),在选择好料单以后,就当前的料单所用的冷/热压程序、板子的尺寸和排板数都会显示出来,此时还以可以选择这一次的压合到几号热压机压合,然后点击“输入(Set)’,若是未满8个,可以通过电脑控制桌的部分压合按钮来实现,电脑同样会弹出审核对话框,按照以上所述同样输入。
2.热压机(Heating press)的压合
在压合前对此次压合板子看其是否要测料温,若是要测料温请点击此次压合所用压机的“状态(State)中的测料温(measuring laminate)”选项。
当工单输入以后,压机收到压合信号,如果当前的温度达到程序的起始温度时,运载车立刻将板子送入压机,开始压合。若是温度未达到或高于起始温度,这时压机会自行加热或降温直到达到所用的压合程序的起始温度,然后小车再会将板子送入压机进行压合。
在压合程序运行中可以监控到此次压合所用的料单和尺寸、排板数量、程序的周期时间和实际运行的时间、当前时刻的温度、压力、真空度的设定值和实际值、实际的压盘(Platen temp)、产品温度(Product temp)的曲线图和表格,以及压力和真空的实
际曲线图。如下图所示:
(Laminate measuring)”.
当板子送入压机以后,此时电脑会自动弹出提示作业员将叠合时放置的料温测试插头接入压机的测试接头上的画面,同时承载车自动移动到进料架。接上料温插头时,请按“+”号确认。
当压合程式运行完毕时,压机的真空门自动打开,同时承载车移动到进料架位置,提示操作员拔出侧料温的连接线插头。当插头拔出以后,承载车将会自动向压合的后流程运行,
其画面如下:
可以通过产看热压机的当前信息一样查看(压力和真空度除外)
4.出料架(Unloading storage)的出板
自动出板时,当回流线允许出板子的时候,出料架中的板子将涿个排出。
二.系统的手动运行
1.进料架的手动操作
每一次板子进入进料架是先进入Basket中即(Loading storage 中的7至14层),当basket进满后,再在进入除Basket以外的Loading storage的1至6层、15、16层。
首先查看进料架的步骤链是否在“基准点(basic position)和板子所在的位置,若是要将板子放入basket 中的板子放入除basket以外的其他层次,按一下步骤操作:
1.先将进料架却就换成手动
2.点击“升降机所到层次(lift to opening)”,在后面输入:层数n;然后按电脑控
制桌上的“+”按钮,直到所要到的层数n显示“位置到达(position reached)”。
3.点击升降机上的“抓手取板(Gripper forward/backward get)”按“+”号前进直
到“get out”状态,再点击“抓手开起/闭合(Gripper open/close)”,将抓手控
制为“Open”状态,这样就将板子勾住然后再点击“抓手的取板(get)”,按
“—”号后退直到“Back”位置,然后点击“传送链条(chain lift)”,按“—”
号后退,直到“backward”状态从有到无的时候停止,此时已将板子放置在
升降机上。
4.将升降机移至板子所要放的层次
5.用传送链条将板子向所要放置的层次里送,让后再将抓手开起,点击“用抓
手放置(Gripper lift forward/backward. put in)”,直到显示放置的状态。然后将
抓手放下来,在退回“原为(Back)”.
6.若从basket里拉出的板子,在之后不用先压合,可以在“进料架板子整理(tool
administration storage)”中将其状态“填充(filled)”改为“空的(empty)”,
这样板子就不会在basket空的时候自动进入basket。
2.承载车的手动操作
承载车除了可以到达热压机1、进料架、冷压机、出料架、热压机2的固定位置外,还可以停放导轨的其他非固定位置。
若是从一个进料架取板子放入热压机,其操作如下:
A.检查承载车的步骤链是否为零
B.检查承载车的“抓手(Gripper)”是否在“后面(Back)”和“放下(Close)”
状态。
C.将承载车切换为手动状态,在手动的“子菜单群(Subgroup)”中点击“进
料架(Loading Basket)”将承载车移动到进料架位置
D.点击“抓手-开起/放下(Gripper Open/Close)”按“+”号直到“开起(Open)”
状态,显示。
E.点击“抓手的前进/后退(Gripper-forward/backward)”按“+”号前进,直
到“取(Get)”的位置。
F.点击“抓手-开起/放下(Gripper Open/Close)”按“-”号直到“放下(Close)”
状态,显示。
G.点击“抓手的前进/后退(Gripper-forward/backward)”按“-”号后退,直
到“后面(Back)”的位置。
H.中点击“热压机1(Heating press 1)”将承载车移动到热压机1位置
I.点击“抓手的前进/后退(Gripper-forward/backward)”按“+”号前进,直
到“放(Put)”的位置。
J.点击“抓手-开起/放下(Gripper Open/Close)”按“+”号直到“开起(Open)”
状态,显示。
K.点击“抓手的前进/后退(Gripper-forward/backward)”按“-”号后退,直
到“后面(Back)”的位置。
L.点击“抓手-开起/放下(Gripper Open/Close)”按“-”号直到“放下(Close)”
状态,显示
3.压机的手动操作
若是需要进行手动压合,按以后步骤进行:
A.将压机切换为手动状态
B.点击“手动输入程序(Programs manual)”,分别选择热压和冷压程序,在输入板子
的尺寸和排板数量,点击“输入(transmit)”
C.在手动的子菜单群中,点击“板子管理(Tool Administration)”中的“板子的填充
(Heating press/completely .Filled)”,按“+”号,当现实“Filled”显示时表示填充板子完成。
D.点击“步骤链(Step chain)”中的“手动压合(SS/inching Pressing cycle)”按“+”号,
当“步骤数(Step No)”运行到7时将压机切换成自动状态,此时压机可以自动的运行热压和冷压、下板,完成整个压合程序。
E.当自动运行压合程式是,可以监控压机的压力、料温、热盘、真空等。
资料收藏
PCB 收藏天地 https://www.doczj.com/doc/a93588917.html, 电子邮件
killmai@https://www.doczj.com/doc/a93588917.html,
资料版权归原作者所有
压合
5.1. 制程目的: 将铜箔(Copper Foil),胶片(Prepreg)与氧化处理(Oxidation)后的内层线路板,压合成多层 基板.本章仍介绍氧化处理,但未来因成本及缩短流程考量,取代制程会逐渐普遍. 5.2. 压合流程,如下图 5.1:
5.3. 各制程说明 5.3.1 内层氧化处理(Black/Brown Oxide Treatment) 5.3.1.1 氧化反应 A. 增加与树脂接触的表面积,加强二者之间的附着力(Adhesion). B. 增加铜面对流动树脂之润湿性,使树脂能流入各死角而在硬化后有更强的抓地力 C. 在裸铜表面产生一层致密的钝化层(Passivation)以阻绝高温下液态树脂中胺类(Amine) 对铜面的影响 5.3.1.2. 还原反应 目的在增加气化层之抗酸性 并剪短绒毛高度至恰当水准以使树脂易于填充并能减少粉红圈 ( pink ring ) 的发生 5.3.1.3. 黑化及棕化标准配方: 表一般配方及其操作条件
资料收藏
PCB 收藏天地 https://www.doczj.com/doc/a93588917.html, 电子邮件
killmai@https://www.doczj.com/doc/a93588917.html,
资料版权归原作者所有
上表中之亚氯酸钠为主要氧化剂,其余二者为安定剂,其氧化反应式
此三式是金属铜与亚氯酸钠所释放出的初生态氧先生成中间体氧化亚铜,2Cu+[O]
Cu2O,再继续 反应成为氧化铜 CuO,若反应能彻底到达二价铜的境界,则呈现黑巧克力色之"棕氧化"层,若层膜 中尚含有部份一价亚铜时则呈现无光泽的墨黑色的"黑氧化"层
5.3.1.4. 制程操作条件( 一般代表 ),典型氧化流程及条件
总帐 如何新建账套 1,进“系统管理”→点击“系统”→点击系统下“注册”→进入注册控制台用户名用admin的名字进入→确定 2.点击“帐套”→点击帐套下“建立”→进入创建帐套,此项只须填入“帐套名称”即你做帐公司名称,启用会计期改为你要启用的月份,其他不用改,系统默认即可。→“下一步”→进入“单位信息”,填入单位名称和单位简称,其他信息可填可不填→“下一步”→进入“核算类型”选择企业类型(工业或商业)。选择行业性质(一定要选“新会计制度”),其他信息不修改→“下一步”→进入基础信息:存货,客户,供应商是否分类都打上“√”有无外币核算要根据你公司具体情况选择,有就打上“√”,没有就不选择→“完成”→“是”→等待系统创建帐套→进入“分类编码方案”根据贵公司需要修改,一般系统默认即可→“确认”→进入“数据精度定义”→“确认”→提示创建帐套***成功→“确认” 3.点击“权限”→点击“权限”下的操作员→进入操作员管理窗口→点击“增加”→进入“增加操作员”窗口→输入“编号”例如001,002,打上姓名(口令和所属部门可暂时不填),等做帐后,再增加“口令”也可→点击“增加”继续增加下一个操作员(一套帐最少要有两个操作员)。4.点击“权限”→点击权限下的“权限”→进入操作员权限窗口→先在右上边选上你所建的帐套,再点击一下左边你所增加的操作员(变蓝),接着在上方“帐套主管”前打上“√”(点击即可)→在弹出窗口中点击“是”。第二个操作员也如此操作,设置完毕后“退出”。 系统初始化 一、会计科目: 点击“基础设置----财务”进入会计科目设置。在会计科目中增加明细即二级科目,但是:应收帐款,其他应收款,预收帐款应设为客户往来,不在此科目下增加二级科目。将其二级科目录到客户档案里。同样:应付帐款,其他应付款,预付帐款设置为供应商往来,其二级科目录到供应商档案里。(注意:设为客户往来和供应商往来的不在此增加明细科目) 方法:①直接增加明细科目的。(例:增加“银行存款”明细。点击“银行存款”→点击菜单中的增加—→进入会计科目新增—→输入科目编码100201 其中1002为银行存款编码01为新增二级科目编码,如果再增加第二个明细则为100202。如此类推。科目名称输入“建行”输你要增加明细的名称)—→点击“确定”即可。若继续增加下一个,则再点击“增加”,操作同上。注意:如果有外币核算的科目要不对应的外币选上。 ②如何将应收帐款,其他应收款,预收帐款设为“客户往来”。方法:双击“应收帐款” —→弹出一个界面,点击“修改”,之后在“客户往来”前打上“勾”再点击“确定”,返回即可。其他两个操作一样。 ③如何将应付帐款,其他应付款,预付帐款设置为“供应商往来”。方法:双击“应付帐款” —→弹出一个界面,点击“修改”,之后在“供应商往来”前打上“勾”再点击“确定”,返回即可。其他两个操作一样。 ③指定科目:基础设置----财务→会计科目→编辑→指定科目→现金总帐科目(银行总帐科目)→双击1001现金(双击1002银行存款)→确认。 二、凭证类别: 基础设置——财务——凭证类别→选择你要用的凭证类别→确认
多层板常规压合结构 1.2mm 1.6mm 2.0mm 四层板:1/1 2/2 ————Hoz ————1oz ————7628*1 ————2116/7628 ————1.2 1/1(1.1 1/1)————1.0 2/2 (0.9 2/2) ————7628*1 ————7628/2116 ————Hoz ————1oz 总:1.596mm(1.496mm)总:1.63mm(1.53mm)1.2mm板厚和2.0mm板厚以1.6mm为准,在芯板的基础上面减0.4mm和加0.4mm 六层板:1/1 2/2 ————Hoz ————1oz ————2116*1 ————2116*2 ————0.6 1/1 ————0.5 2/2 ————7628*1 ————2116*2 ————0.6 1/1 ————0.5 2/2 ————2116*1 ————2116*2 ————Hoz ————1oz 总:1.616mm 总:1.67mm 1.2mm板厚和 2.0mm板厚以1.6mm为准,在芯板基础上面减0.2mm和加0.2mm;0.5 2/2 可用0.4 1/1加厚,以此类推
八层板:1/1 2/2 ————Hoz ————1oz ————1080*2 ————1080*2 ————0.3 1/1 ————0.3 2/2 ————2116*2 ————2116*2 ————0.3 1/1 ————0.3 2/2 ————2116*2 ————2116*2 ————0.3 1/1 ————0.3 2/2 ————1080*2 ————1080*2 ————Hoz ————1oz 总:1.616mm 总:1.651mm 1.2mm板厚和 2.0mm板厚以1.6mm为准,在芯板的基础上面减0.1mm(PP全部为2张2116)和加0.1mm(PP全部为2张2116);在无2/2铜厚板材情况下可以压板材或用比芯板少0.1mm 1/1的板材加厚
MagPix简易操作说明 日常维护 1.开机前检查鞘液和废液。 (*以下3-4步操作,也可以根据xPONENT软件自带的Revive after storage自动完成。) 2.进入Maintenance界面,点击Cmds&Routines 3.选择合适的加液槽分别选中Alcohol Flush和Wash。 4.在对应的加液槽中分别加入70%乙醇和去离子水,点击Run,完成清洗操作2次。 5.如果需要,调整探针高度: 进入Maintenance界面,点击Probe Heater, 自定义实验板名,分别在实验板、加液槽和Strip条上选择三个孔做为校验孔,并分别在滤膜板和磁力板中加入一块垫片,然后点击Auto Adjust Height,最后点击Save Plate保存。 (*每次更换不同型号的实验孔板时,需要重新调整探针。) 6.如果需要,对仪器进行校准。 (仪器的正常校准每月进行一次。) 7.对实验孔板进行读数分析。 (*以下8-9步操作,也可以根据xPONENT软件自带的Shutdown Routine自动完成。)8.实验结束后,加样槽中加入10%或者20%的自制漂白液清洁系统,Maintenance界面 下选择Cmds&Routines点击Sanitize。 9.在加样槽中加入去离子水,Maintenance界面下点击Wash,点击Run,清洗系统2 次。 10.退出软件,关闭系统。 注意事项 1.每次实验前进行一次Verification校验(如实验频繁,一周只需一次Verification 验 证即可) 2.每月定期进行一次Calibration校正。 3.每月进行一次全系统清洗,Maintenance界面下点击Cmds&Routines,选择 Sanitize和Wash,清洗系统3次。 4.如果在校验和校正中遇到任何问题,请随时与我们联系。技术中心电话:400-889-1988
电商企业Q&A 一. 如何上传模板 试用版账号只能使用系统既有的产品模板,与正式账号效果一致,只有正式账户可以上传自己的产品模板。待开通正式账号以后,建模完成,由我们上传。 创建产品模板步骤如下: 1.拍照产品图片,图片为您在电商平台上展示给客户的主图及细节图。注:照片里的产品DIY 区域必须是未印刷前的白色(如果有美工制作好效果图PSD文件的,请交给我们PSD源文件做修改匹配系统上传) 2.提供DIY区域的产品印刷稿件源文件,并标注产品印刷出血部分(指一些产品车线包边或会被裁切的部分)。 3.提供DIY区域的产品印刷效果图,我们在建模的时候需要设置产品的原材料及对产品做些渲染,确保DIY生成的效果图与产品印刷出来的效果是一致的。 一次最多可生成100套样式,800张图片 使用我们的智能编辑器,不仅成本低、速度快,还支持素材,文字,logo,属性,多区多面DIY需求,根据场景、材质、曲面100%仿真合成效果 二.如何导入素材图片 1点击“我的素材”-2点击新增-3选择上传-4找到批量要导入的素材图片打开-5点击保存(注:一次最多只可批量导入20张素材) 如何编辑素材分类 1点击“我的素材”-2选中需要编辑分类的素材-3打标签-4勾选该素材要划分的分类类别
三.合成素材 3.1.如何合成素材 A选择模板:如果您已确认要制作的模板,请点击【选择模板】为您的模板选择素材 (可根据纵向模板列表批量选择针对性素材) 1点击”开始合成”-2点击“选择模板”-3选择产品分类-4勾选产品属性-5点击“搜索”-6勾选需要的模板-7点击左下角“下一步”-8选择素材-9点击左下角“确定合成” (注:可根据纵向模板列表批量选择针对性素材也可针对独个模板单独选择素材) B选择素材:如果您已确认要使用的素材,请点击【选择素材】为您的素材匹配模板先选择素材后选择模板
压合 5.1. 製程目的: 將銅箔(Copper Foil),膠片(Prepreg)與氧化處理(Oxidation)後的內層線路板,壓合成 多層基板.本章仍介紹氧化處理,但未來因成本及縮短流程考量,取代製程會逐漸普遍. 5.2. 壓合流程,如下圖5.1 : 5.3. 各製程說明 5.3.1 內層氧化處理(Black/Brown Oxide Treatment) 531.1 氧化反應 A. 增加與樹脂接觸的表面積,加強二者之間的附著力(Adhesion). B. 增加銅面對流動樹脂之潤濕性,使樹脂能流入各死角而在硬化後有更強的抓地力。 C. 在裸銅表面產生一層緻密的鈍化層(Passivatio n)以阻絕高溫下液態樹脂中胺類 (Amine)對銅面的影響。 5.3.1.2. 還原反應 目的在增加氣化層之抗酸性,並剪短絨毛高度至恰當水準以使樹脂易於填充並能減少 粉紅圈(pink ring ) 的發生 5.3.1.3. 黑化及棕化標準配方 表一般配方及其操作條件
上表中之亞氯酸鈉為主要氧化劑,其餘二者為安定劑,其氧化反應式 ⑴2Cu-b2C10?^Cu2ofClo?+Cl ⑵CU J O+TIC^^C U O+CIO J+CI ⑶Cn^O-sCufOH) 2+Cu Cu0+H20 CuCOH) 2 ------ A 刘匸以上 此三式是金屬銅與亞氯酸鈉所釋放出的初生態氧先生成中間體氧化亞銅,2Cu+[0] -Cu20, 再繼續反應成為氧化銅CuO若反應能徹底到達二價銅的境界,則呈現黑巧克力色之"棕氧化"層,若層膜中尚含有部份一價亞銅時則呈現無光澤的墨黑色的"黑氧化"層。 5.3.14 製程操作條件(一般代表),典型氧化流程及條件。
【机械制造行业】佳总兴业股份有限公司多层板压合机械操作规范 xxxx年xx月xx日 xxxxxxxx集团企业有限公司 Please enter your company's name and contentv
佳总兴业股份有限公司文件发行变更履历表
PSC-03F01D
文件编号:PSC-05S28 佳总兴业股份有限公司版序: A GIA TZOONG ENTERPRISE CO., LTD.页次: 1/13 压合热压机操作规范 1.目的: 建立操作程序方法之制度,并提供作业人员及新进人员训练参考之教材。 2.范围: 本操作规范适用于压合课作业人员操作热压机设备、设定压机参数时使用。 3.权责: 3-1 负责设备点检及按照【生产制作流程单PSC-03F26B】要求作业。 3-2 依工单输入热压机计算机设备上;设定相关压机程序。 3-3 负责相关热压机备品之领用、存放及更换。
3-4 依【设备操作条件查核表PSC-05F84A】点检设备上各项表头与数值。 3-5 负责维护设备周遭之清洁以符合5S要求。 4.操作程序及说明: 4-1 将电源开关打开。 4-2 检查热板温度是否合乎150℃。 4-3 输入板材正确尺寸及排版数。 4-4 依PP迭构组合方式设定压力及配方序号。 4-5 台车位置选择扭转至7,并按前进钮将台车移至7位置。 4-6 定位后按储料架前进钮将待压板子取出。 4-7 选择热压机A.B.C.D(台车位置选择钮分别为1.2.5.6为热压机)(3.4为冷压机)。 4-8 若使用A机则台车位置选择钮转至1并按前进钮将台车移至1号位置。 4-9 旋转A机手动钮将真空门打开。 4-10 台车定位后按储料架前进钮将待压板子送入热压机内,再按储料架前后退钮。 4-11 旋转A机自动钮并按下自动启动开始压合。
No. L1--------------------------1/3oz + Plating 2116*1 4mil L2------------------------- 0.7 H/H mm 含铜 L3------------------------- 2116*1 4mil L4-------------------------1/3oz + Plating 压合厚度:0.9±0.1MM 成品厚度:1.0±0.1MM PP厚度为填胶后厚度 阻抗计算: L1/L4(屏蔽层L2/L3):单端:线宽 6.5mil ,阻值 50Ω±10% 单端:线宽 4.5mil ,阻值 60Ω±10% 差分:线宽6mil,线距6mil,阻值 90Ω±10% 差分:线宽5mil,线距7mil,阻值 100Ω±10% No. L1--------------------------1/3oz + Plating 1080*1 3mil L2------------------------- 0.7 H/H mm 含铜(偏上限料) L3------------------------- 1080*1 3mil L4-------------------------1/3oz + Plating 压合厚度:0.9±0.1MM 成品厚度:1.0±0.1MM PP厚度为填胶后厚度 阻抗计算: L1/L4(屏蔽层L2/L3):单端:线宽 5mil ,阻值 50Ω±10% 单端:线宽 4mil ,阻值 55Ω±10% 差分:线宽4.5mil,线距5.5mil,阻值 90Ω±10% 差分:线宽3.5mil,线距5.5mil,阻值 100Ω±10% L3(屏蔽层L2&L4):差分:线宽3.5mil,线距6mil,阻值 90Ω±10% No. L1--------------------------1/3oz + Plating 1080*1 3mil L2------------------------- 0.9MM 1/1 OZ 含铜 L3------------------------- 1080*1 3mil L4-------------------------1/3oz + Plating
一、 多层板压合结构计算方法: A :内层板厚(不含铜) B :PP 片厚度 E :内层铜箔厚度 F :外层铜箔厚度 X :成品板厚 Y :成品公差 计算压合上、下限:通常锡板为:上限-6MIL ,下限-4MIL 金板为:上限-5MIL ,下限-3MIL 比如锡板:上限=X+Y-6MIL 下限=X-Y-4MIL 计算中值=(上限+下限)/2 ≈A+第二层铜箔面积%*E+第三层铜箔面积%*E+B*2+F*2 以上常规四层板内层开料比成品板小0.4MM 的开,用2116的PP 片压单张,对于特殊内层铜厚和外层铜厚大于1OZ 以上的在选择内层材料时要把此铜考虑进去。 计算压合公差: 上线=成品板厚+成品上线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度 下线=成品板厚-成品下线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度 B
三、常用的PP片类型: KB SY 1080 0.07MM 0.065MM 2116 0.11MM 0.105MM 7628 0.17MM 0.175MM 7630 0.2MM 一般两个含胶高的PP片勿一起使用,内层铜皮太少时请 用含胶量高的PP片 1080 PP片致密度最高,含胶量低,尽可能 不要压单张,最多只能压2张2116、7630 PP片只可压单张、 2OZ以上的厚铜板内层不能用单张PP压 7628 PP片可压单张、 2张、3张、最多可压4张. 多层板压合后理论厚度计算说明 H (半盎司铜厚=0.7MIL) 7628 RC50%(PP压合后厚度=100%残铜压合厚-内层铜厚* (1-残铜率%) 39.4MIL 1/1 内层板蕊,看是否包含铜厚,如果不包括,需加上铜厚。 7628 RC50% (PP压合后厚度=100%残铜压合厚-内层铜厚* (1-残铜率%) H (半盎司铜厚=0.7MIL) 举例说明: 有一个压合结构为39.4MIL(含铜厚),外层铜厚为半盎司, PP用7628 RC50%(厂商提供该种PP 100%残铜压合厚度为 4.5MIL ?
珠海交通集团 OA协同办公系统 简易操作手册 内网登陆:http://192.168.99.19:8081 2016年4月
1.O A涵义及价值 办公自动化系统(以下简称OA系统)内容包括协同办公、综合办公、公共信息、文档管理、个人办公等,主要实现内部与异地的网络办公,无纸化办公,加强信息共享和交流,规范管理流程,提高内部的办公效率。OA系统的目标就是要建立一套完整的工作监控管理机制,明确工作事项的责任权,最终解决部门自身与部门之间协同办公工作的效率问题,从而系统地推进管理工作朝着制度化、标准化和规范化的方向发展。 2.首次登录操作 登入OA系统的用户名详见,初始密码是123 1、打开IE浏览器,在地址栏里输入OA网址: 内网登陆:http://192.168.99.19:8081 2、首次登录设置IE浏览器:点开浏览器,点开菜单“工具”->弹出窗口阻止程序->关闭弹出。 工具->Internet选项->安全->可信站点->添加OA内网IP 内网登陆:http://192.168.99.19:8081 并去掉服务器验证的勾。如下图:
自定义级别设置->启用ActiveX控件。 3.各项功能简介 3.1完善个人信息 3.1.1个人信息完善 点开个人头像- 用户密码修改。如下图:
原密码是123,新的密码自己设置,如果有忘记密码者,请联管理员 3.1.2通讯录 点开就出现公司人员的联系方式及所在部门 3.1.3消息浏览 ?在右上角有一个消息,当有阿拉伯数字的时候,就表单有待办事项或者已办消 息的提醒 3.1.4在线交流 ?在右上角有个则可进行双方的简短语言交流,双方可反复进行沟通。 ?可以通过在线人员情况,查看员工或领导在办公室情况
网上申报系统简易操作说明 一、下载: 1、网上申报软件下载: 登陆百度网站(https://www.doczj.com/doc/a93588917.html,),在搜索栏中输入“北京国税网上纳税申报系统”,搜索结果中找到【北京国税网上纳税申报系统 2.0 正式版下载】,点击进入网页,点击【点击下载】按钮进入下载界面,点击【新浪本地下载】;。(建议将文件保存至电脑桌面,便于查找。) 2、网上申报软件升级包下载: 登陆百度网站(https://www.doczj.com/doc/a93588917.html,),在搜索栏中输入“北京国税网上纳税申报系统”,搜索结果中找到【北京国税网上纳税申报系统 2.0 正式版下载】,点击进入网页,点击【点击下载】按钮进入下载界面,点击【网上报税升级包汇总-新浪下载】。(建议将文件保存至电脑桌面,便于查找。) 3、证书下载: 登陆中兴通财慧网网站(https://www.doczj.com/doc/a93588917.html,),在网页右上角输入纳税人识别号和密码(见网上申报CA证书下载通知单)点击【登录】按钮,完善企业信息后,依次点击“我的业务”=》“业务状态查询”=》“CA证书”直接下载证书。(建议将文件保存至电脑桌面,便于查找。) 二、安装: 1.网上申报软件安装 双击网上申报软件安装程序文件,按提示进行操作,出现“系统声明”对话框,单击【同意】按钮继续,显示安装路径,如需更改安装路径,点击【浏览】选择您的安装目录后(建议安装默认路径),点击“下一步”继续安装,软件提示安装完毕,点击【完成】即可。 2.网上申报软件升级包安装 双击网上申报软件升级包安装程序文件,直接显示安装路径,如需更改安装路径,点击【浏览】选择您的安装目录(必须与网上申报软件安装路径一致),点击“下一步”继续安装,软件提示安装完毕,点击【完成】即可。 3.CA证书安装 双击安装证书,默认逐一点击【下一步】按钮直到安装完成(安装过程中需提供证书安装密码,证书安装密码为“1111”)。 升级注意事项: 出于完善程序功能、更新报表模板的目的,时常会发布新的程序升级文件。纳税人登录网上申报软件时,如有新的升级包发布,软件会自动弹出升级提示,纳税人只要按照提示操作即可。如自动升级不成功,纳税人可按网上申报软件升级包下载及安装方法操作。
系统操作说明书 该系统设计平台使用:Android Studio、Windows10系统 (1)管理员-BOSS登录界面 登录界面为管理员或者BOSS进入系统的首界面,显示登录界面,用户名和密码输入框和登录按钮。用户名和密码错误时界面下方会出现提示信息。 (2)管理员/BOSS管理 管理主界面分为管理员和BOSS,管理员管理主界面包含读者管理、期刊管理、借阅管理三大功能按钮,BOSS管理主界面包含图书借阅管理、期刊查询管理两大功能按钮。 (3)管理员——读者管理操作 读者管理操作界面包含一个列表用于显示借阅证信息,一个增加按钮,用于跳转到办理借阅证界面,还有一个返回按钮用于跳转回主界面。 (4)管理员——期刊管理操作 期刊管理操作界面包含订购期刊、卡片登记操作以及返回管理员管理界面操作,每个操作对应一个添加信息的界面,期刊订购界面里面包含期刊基本信息输入框以及添加返回按钮,卡片界面包含期刊的总期号、复本序号、本年期号等信息输入框和添加返回按钮。 (5)管理员——借阅管理 借阅管理界面包含期刊借还管理界面、借阅信息界面、期刊库存查询界面以及期刊去向查询界面。期刊借还管理界面包含借还期刊时所需填入的信息输入框以及添加和返回按钮;借阅管理界面包含一个列表显示所有借阅情况,还有添加和返回按钮;期刊库存查询界面包含期刊代码输入框,查询、返回按钮以及一个列表用于显示查询结果;期刊去向查询界面包含期刊名称输入框、查询、返回按钮以及期刊剩余量显示框。 (6)BOSS——期刊借阅查询 借阅查询界面包含一个列表显示所有借阅情况,还有查询和返回按钮;期刊库存查询界面包含包含一个列表显示所有期刊情况,还有查询和返回按钮。
Lauffer多层板压合系统的操作内容 一.系统的开启和停止 系统开启: 1.打开主电柜的主电源、二次热交换机的电源 2.打开冷却水的阀门 3.打开压缩空气的阀门 4. 打开电脑控制桌的系统运行开启的控制按钮(system on) 二.系统的自动运行 在打开电脑控制桌的系统运行开启的控制按钮后,开启电脑的电源,此时压合系统专用的ml软件自动运行。 ML软件自动运行后,软件的视图中呈现整个Lauffer压合体统现场分布图及各部分的
名称。根据图示看其个部分的状态State): 1.在运行中(Cycle running)和此次压合程序的周期(Cycle time)和现役运行 的时间(Act cycle time),单位:分钟。 2.没有操作(No operation),同时显示上一次运行的程序的周期(Cycle time)和运 行时间(Act Cycle time)0(单位:分钟)。 3.按图示提供的标示看各部分是自动或手动。 4.入市系统中一个在手动状态,图示的左下角“手动按钮(Manual)“是蓝色 自动压板前的注意和检查事项: A. 此时可以看出每一部分的运行模式:自动模式/手动模式(手动模式Manual operation呈蓝色,同时总画面View的左下角Manual按钮呈现蓝色,反之自 动模式)。 B. 热压机1/2和冷压机的运行状态(State):空载(No operation呈现红色),及 压机上一次运行的时间(Cycle time单位为分钟min);运行中(Cycle running呈 现绿色),及本次运行的压合程式的总时间(Cycle time单位为分钟min)和实际 压合程式已运行的时间(Actual time). C. 热压机、冷压机、进料架、出料架的对照式感应器(Light beam)的状态:正常状 态呈现绿色(Light beam free)和异常状态呈现红色(light beam interrupt). D. 在总视图的下方报警栏显示当前的报警数目:若有报警,双击数目栏查看报警 内容并消除报警;也可以在视图的最上方的“简介(Info)”中查看。 压合程式的程式建立: 1冷热压程式的建立 首先选择所要建立的冷压或是热压程序,输入密码”q”再输入名称,进入以下界面,然后一次生产所用的程序数据,核对(check)保存。
泛微协同办公平台(e-c o l o g y)用户使用手册
版权说明 本手册以及相关的计算机软件程序仅用于为泛微协同管理平台最终用户提供信息,上海泛微软件有限公司有权。本手册是上海泛微软件有限公司的专有信息,并受中华人民共和国版权法和国际公约的保护。 未得到上海泛微软件有限公司明确的书面许可,不得为任何目的、以任何形式或手段辅助或传播本手册的任何部分内容。 本手册内容若有变动,恕不另行通知。本手册中例子中所引用的公司、人名和数据若非特殊说明,均属虚构。 本手册以及本手册所提及的任何产品的使用均受适应的最终用户许可协议限制。本手册由上海泛微软件有限公司制作。本手册中提及的所有商标、商标名称、服务标志及徽标均归其各自公司所有。
目录 一、系统使用向导 (4) 1.1进入e-cology系统 (4) 1.2 OA系统桌面快捷方式创建 (6) 1.3常见问题及处理 (7) 1.4主界面功能详解 (8) 1.4.1主界面功能区域分布 (8) 1.4.2主界面区域说明 (8) 1.4.3常用工具 (8) 1.4.4个人工作区 (9) 二、常用功能 (11) 2.1用户在门户中处理日常工作 (11) 2.2修改系统登录密码 (12) 2.3查询人员信息 (13) 2.4创建工作流 (14) 2.5跟踪流程处理情况 (16) 2.6 收藏夹功能 (18) 2.6.1功能描述 (18) 2.6.2 收藏操作 (18) 2.6.3 查看收藏夹 (20) 三、用户界面定义 (21) 3.1流程短语设置 (22) 3.2人力资源自定义组 (23) 四、知识管理 (24) 4.1新建文档 (24) 4.2我的文档 (28) 4.3最新文档 (29) 4.4文档目录 (30) 4.5查询文档 (32) 五、工作流程 (33) 5.1新建流程 (33) 5.2跟踪流程处理情况 (35)
弱电系统简易操作 培训手册
一.综合布线系统 1.1 系统功能 南京大厂苏宁电器广场综合布线系统提供数据和语音通信的传输媒质,为电话、网络、信息发布等提供线缆支持。 1.2 综合布线系统概述 综合布线包含以下子系统: 工作区子系统、水平子系统、垂直子干线系统、管理子系统。 a)工作区子系统 工作区子系统由终端设备连接到信息插座的连线组成。 模块采用超五类模块,采用568B打线方式。 b)水平子系统 水平布线子系统是指配线架至信息模块之间的布线系统,采用超五类4对非屏蔽双绞线(U TP),信息模块采用超五类产品。 c)干线子系统 干线子系统提管理间与设备间设备的布线连接,对于高速率的数据传输即数据系统,采用6芯室内多模光纤作为主干。 线缆连接组成详见竣工图《综合布线系统图》。 d)管理区子系统 管理区子系统由交叉连接,直接连接配线的(配线架)等硬件等设备所组成。水平布线配线架采用24口RJ-45快接式配线架,主干光纤采用24口的光纤配线架。所有配线架均安装在19"标准机柜内。
1.3 综合布线系统常见操作 a)电话跳线 根据《综合布线平面图》,进行电话号码配置。在工作区子采用网络跳线,连接电话机。在管理间通过网络跳线连接相应交换机端口。 b)网络跳线 根据《综合布线平面图》,由功能交换机口跳至相应信息点(楼层弱电间)。交换机端口配置表详见苏宁电器信息部门设置表。 1.4 常见备品备件,工具耗材: 施耐德超五类模块面板若干,电话跳线,超五类网络跳线,110打线刀,RJ45压线钳,万用表,水晶头(电话、网络)寻线器,十字螺丝刀。
二.公共广播系统 1.1 公共广播系统功能 南京大厂苏宁电器广场公共广播系统为商场区域提供公共广播播放或广播通告相关信息等,管理台位于中厅服务台。 1.2 公共广播系统配置 公共广播系统由以下设备组成:CD机一台;调谐器一台;前置功放一台;监听器一台;分区矩阵一台;主备切换器一台;控制主机一台;功率放大器两台;分区寻呼话筒一台;吸顶音箱139台;壁挂音箱12台;调音开关3个及机柜一台。 1.3 公共广播系统操作 1. 开始打开所有设备的电源开关。 2. 在打开调音台的音量通道,然后调整话筒音量,根据需求调到合适的位置。 3. 机柜内的设备只要打开电源开关就可以,设备音量只要在调音上进行调整就可以。 1.4 常见备品备件,工具耗材: 万用表,寻线器,十字螺丝刀,剪刀,电工胶带。
压合 5.1. 製程目的: 將銅箔(Copper Foil),膠片(Prepreg)與氧化處理(Oxidation)後的內層線路板,壓合成多層基板.本章仍介紹氧化處理,但未來因成本及縮短流程考量,取代製程會逐漸普遍. 5.2. 壓合流程,如下圖5.1: 5.3. 各製程說明 5.3.1 內層氧化處理(Black/Brown Oxide Treatment)
5.3.1.1 氧化反應 A. 增加與樹脂接觸的表面積,加強二者之間的附著力(Adhesion). B. 增加銅面對流動樹脂之潤濕性,使樹脂能流入各死角而在硬化後有更強的抓地力。 C. 在裸銅表面產生一層緻密的鈍化層(Passivation)以阻絕高溫下液態樹脂中胺類(Amine)對銅面的影響。 5.3.1.2. 還原反應 目的在增加氣化層之抗酸性,並剪短絨毛高度至恰當水準以使樹脂易於填充並能減少粉紅圈( pink ring ) 的發生。 5.3.1.3. 黑化及棕化標準配方: 表一般配方及其操作條件
上表中之亞氯酸鈉為要紧氧化劑,其餘二者為安定劑,其氧化反應式。 此三式是金屬銅與亞氯酸鈉所釋放出的初生態氧先生成中間體氧化亞 銅,2Cu+[O] →Cu2O,再繼續反應成為氧化銅CuO,若反應能徹底到達二價銅的境地,則呈現黑巧克力色之"棕氧化"層,若層膜中尚含有部份一價亞銅時則呈現無光澤的墨黑色的"黑氧化"層。 5.3.1.4. 製程操作條件( 一般代表 ),典型氧化流程及條件。
5.3.1.5 棕化與黑化的比較 A.黑化層因液中存有高鹼度而雜有Cu2O,此物容易形成長針狀或羽毛狀結 晶。此種亞銅之長針在高溫下容易折斷而大大影響銅與樹脂間的附著力,並隨流膠而使黑點流散在板中形成電性問題,而且也容易出現水份而形成高熱後局部的分層爆板。棕化層則呈碎石狀瘤狀結晶貼銅面,其結構緊密無疏孔,與膠片間附著力遠超過黑化層,不受高溫高壓的影響,成為聚亞醯胺多層板必須的製程。
多层板压合机 Multilayer Press Equipment 用于不同种类、不同材料的多层电路板压合,如压合铜箔积层板、铜箔树脂纤维板、电木积层板等,最高可制作8层印刷电路板。热压过程中的温度、压力、时间等参数均可以设置改变,其压合工艺 范围显著优于大多数生产型层压机的工艺范围,配以过程监控软件,是真正意义上的研发型层压机。 转向球头压合结构,确保压合工艺平整均匀 层压专用监控软件,实时监控温度、压力、时间等过程参数专用压板模组,保证粘结温度及压力均匀受控 温度高,升温速率高,适合更多种类的压合材料Design Comes True
多层板压合机 多层板压合机MP300 软件 Easy Processing - Mul ti layer Press Equipment “PCB 压合机过程监控软件”是专门针对MP300而开发的专用监控软件,其功能是为了让用户更方便、更直观的监控层压机的完整工作过程,便于分析压合过程中温度、压力、时间等过程参数对最终产品的影响。软件支持用户在电脑上对层压过程实时监控,支 持对生成的层压过程参数曲线保存及打印输出。 牛皮纸铝模板镜面不锈钢第一层半固化片第二、三层半固化片第四层镜面不锈钢铝模板牛皮纸 PCB 压合机过程监控软件 Design Comes True 结构 压板模组 MP300内置微处理器,可以精确控制多层电路板热压合的全过程,液晶屏显示工艺参数,导航键操作,使用十分容易。内置了多种压合程序,以满足不同尺寸、不同材料、不同种类的PCB 对热压合过程控制的工艺要求。 MP300使用特殊加热结构,使得设备升温速度超过 15℃/分钟,满足绝大多数材料的升温速率要求,最高温度能达到350℃,使得MP300能适应微波材料的压合需求。双层隔热板设计使得设备外壁温度在350℃ 状态下仍然符合安全要求,适合实验室使用。 MP300层压机本体采用钢结构,根据有限元分析软件进行及受力变形分析,确定最优结构。底部压合模块采用转向球头结构,能在压合过程中根据被压合材料及顶部压板的位置自动匹配角度,确保压合工艺的平整均匀。 其中待压合电路板和半固化片装载于专用压板模组内,模组由内到外由镜面不锈钢板、铝模板、牛皮纸按顺序配置,保证界面接触时间、粘结温度以及压力均匀受控。压板模组内置销钉定位孔,操作相对方便,定位准确。 多层板压合机MP300D MP300D 是一款双开口立式层压机,可以同时压合4块以上多层板,层压面积也更大,适合多层板研发量较大的的实验室或有小批量生产需求的客户。 参数更改,恕不通知 *取决于半固化片性能 **液压装置重量另记 300 N/cm 技术参数 最大布线尺寸最大层压面积最大层压压强最高温度电路板层数 层压时间重量电源基板材料 285 × 205 mm 305 × 229 mm 300 N/cm 350 ℃约90分钟*2 2 180 kg** 220V/50Hz/2.1KW FR4,其它材料根据需求而定 305 × 230 mm 325 × 250 mm 350 ℃约90分钟*300 kg**220V/50Hz/3KW 8层(与材料和设计有关) MP300 MP300D 24
OA系统用户简易操作手册 珠海交通集团 OA协同办公系统 简易操作手册 内网登陆:http://192.168.99.19:8081 2016年4月
1.O A涵义及价值 办公自动化系统(以下简称OA系统)内容包括协同办公、综合办公、公共信息、文档管理、个人办公等,主要实现内部与异地的网络办公,无纸化办公,加强信息共享和交流,规范管理流程,提高内部的办公效率。OA系统的目标就是要建立一套完整的工作监控管理机制,明确工作事项的责任权,最终解决部门自身与部门之间协同办公工作的效率问题,从而系统地推进管理工作朝着制度化、标准化和规范化的方向发展。 2.首次登录操作 登入OA系统的用户名详见,初始密码是123 1、打开IE浏览器,在地址栏里输入OA网址: 内网登陆:http://192.168.99.19:8081 2、首次登录设置IE浏览器:点开浏览器,点开菜单“工具”->弹出窗口阻止程序->关闭弹出。 工具->Internet选项->安全->可信站点->添加OA内网IP 内网登陆:http://192.168.99.19:8081 并去掉服务器验证的勾。如下图:
自定义级别设置->启用ActiveX控件。 3.各项功能简介 3.1完善个人信息 3.1.1个人信息完善 点开个人头像- 用户密码修改。如下图:
原密码是123,新的密码自己设置,如果有忘记密码者,请联管理员 3.1.2通讯录 点开就出现公司人员的联系方式及所在部门 3.1.3消息浏览 ?在右上角有一个消息,当有阿拉伯数字的时候,就表单有待办事项或者已办消 息的提醒 3.1.4在线交流 ?在右上角有个则可进行双方的简短语言交流,双方可反复进行沟通。 ?可以通过在线人员情况,查看员工或领导在办公室情况
巡更系统简易使用操作说明 一、运行说明 1.登录管理系统 感应式智能巡逻管理系统安装完后,点击计算机显示屏左下角的“开始” 菜单,选择“程序”菜单,即可找到“智能巡逻管理系统”的运行程序,也可以双击软件安装时自动在桌面生成的软件图标。打开进入软件主界面,进入界面后会出现一个登录窗口,我们可以根据自己的实际情况来选择不同的身份登录软件。 此登录界面可分别以三种不同身份进入,“一般用户”初始密码为“空”,“管理员”初始密码为“1111”,“超级用户”初始密码“1234”。(在登录的时候选择“确认后修改密码”项即可立即修改密码),不同身份登录拥有不同的权限和功能。 一般用户:一般用户只有使用和查询权限,没有更改系统设置权限。 管理员:有使用和查询权限,有对系统设置权限,有“输出基础信息” 及“输出原始刷卡记录”和“输入原始刷卡记录”权限,但没有“输入基础信息”权限。 超级用户:有最大权限,拥有一般用户和管理员所具备的所有权限,有取消管理员及一般用户的权限。(更改管理员登录口令) 2.修改登录口令 此功能主要是用于修改各级用户登录口令。另一方面是“超级用户”取消“管理员”及“一般用户”权限的一种操作方法。 打开软件,在出现的“系统登录”界面中,选中“确认后修改密码”项目。之后选择不同身份用户登录。不同身份登录会出现不同界面。
登录后会出现提示修改登录密码的窗口,可以在“新密码”项目中修改新密码。“超级用户”还可以“清用户口令”及“清管理口令”。(备注:“清用户口令”及“清管理口令”并不是将口令清空为零,而是将口令清空到软件安装后的默认密码) 登录软件后,打开软件主界面,这时我们可以操作软件进行相应设置等操作了。注意:软件正式使用前,如果有特殊的需要,应该进行系统设置和功能设置。设置软件时需要用“管理员”或“超级用户”身份登录软件。具体设置方法参见下面的“系统设置”和“功能设置”
新OA系统用户简易 操作手册
珠海交通集团 OA协同办公系统 简易操作手册 内网登陆::8081 4月 1.O A涵义及价值 办公自动化系统(以下简称OA系统)内容包括协同办公、综合办
公、公共信息、文档管理、个人办公等,主要实现内部与异地的网络办公,无纸化办公,加强信息共享和交流,规范管理流程,提高内部的办公效率。OA系统的目标就是要建立一套完整的工作监控管理机制,明确工作事项的责任权,最终解决部门自身与部门之间协同办公工作的效率问题,从而系统地推进管理工作朝着制度化、标准化和规范化的方向发展。 2.首次登录操作 登入OA系统的用户名详见,初始密码是123 1、打开IE浏览器,在地址栏里输入OA网址: 内网登陆::8081 2、首次登录设置IE浏览器:点开浏览器,点开菜单“工具”->弹出窗口 阻止程序->关闭弹出。 工具->Internet选项->安全->可信站点->添加OA内网IP
内网登陆::8081并去掉服务器验证的勾。如下图: 自定义级别设置->启用ActiveX控件。 3.各项功能简介 3.1完善个人信息 3.1.1个人信息完善
点开个人头像- 用户密码修改。如下图: 原密码是123,新的密码自己设置,如果有忘记密码者,请联管理员3.1.2通讯录 点开就出现公司人员的联系方式及所在部门 3.1.3消息浏览 在右上角有一个消息,当有阿拉伯数字的时候,就表单有待办事项或者已办消息的提醒
3.1.4在线交流 ?在右上角有个则可进行双方的简短语言交流,双方可重 复进行沟通。 ?能够经过在线人员情况,查看员工或领导在办公室情况 3.1.5锁屏 ?在右上角有个,当离开桌位或者有其它事情的时候,能够 点击锁屏按钮,系统还会处于登录状态,但进入系统需要密 码,保证了用户的应用性 4.流程中心 4.1协同管理 “协同管理”是OA系统中最核心的功能,主要实现文件发送、传
一般正常压合结构图 四层 0.4 0.6 0.8 1.0 1 ------------ H 1 ------------ H 1 ------------ H 1 ------------ H 1080*1 2116*1 2116*1 2116*1 2/3 ----------- 0.2MMH/H 2/3 -----------0.2MMH/H 2/3 -----------0.4MMH/H 2/3 -----------0.6MMH/H 1080*1 2116*1 2116*1 2116*1 4 ------------ H 4 ------------ H 4 ------------ H 4 ------------ H 1.2 1.6 2.0 1 ------------ H 1 ------------ H 1 ------------ H 2116*1 2116*1 7628*1 2/3 -----------0.8MMH/H 2/3 ------------1.2MMH/H 2/3 ------------1.6MMH/H 2116*1 2116*1 7628*1 4 ------------ H 4 ------------ H 4 ------------ H 六层 0.8 1.0 1.2 1.6 1 ------------ H 1 ------------ H 1 ------------ H 1 ------------ H 2116*1 7628*1 2116*1 2116*1 2/3 ----------- 0.2MMH/H 2/3 ----------- 0.2MMH/H 2/3 ----------- 0.4MMH/H 2/3 ----------- 0.6MMH/H 2116*1 2116*1 2116*1 2116*1 4/5 ----------- 0.2MMH/H 4/5 ----------- 0.2MMH/H 4/5 ----------- 0.4MMH/H 4/5 ----------- 0.6MMH/H 2116*1 7628*1 2116*1 2116*1 6 ------------ H 6 ------------ H 6 ------------ H 6 ------------ H (无要求无特殊时可用)