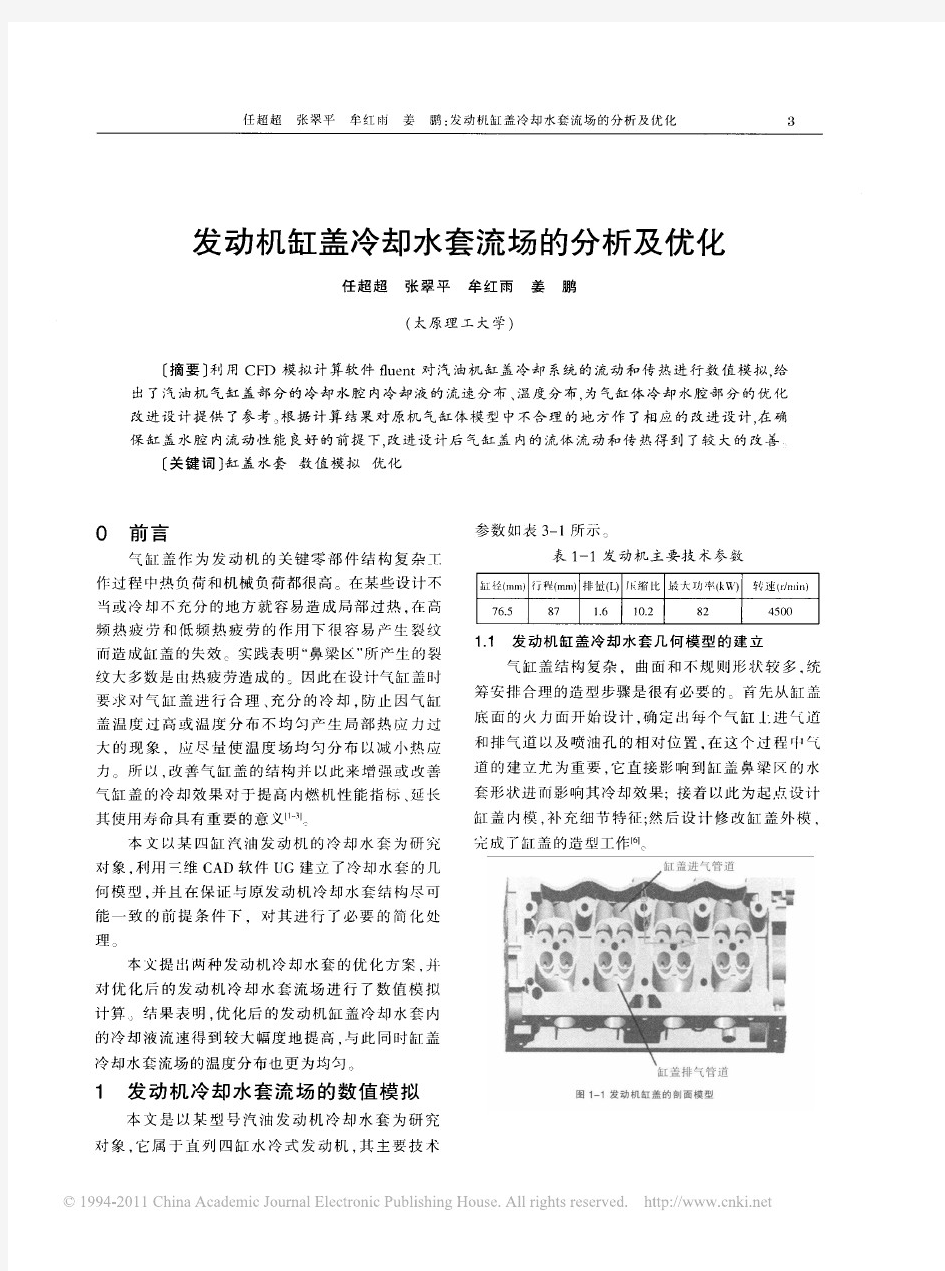
- 37 - 汽车发动机缸盖与发动机的配气和点火等重要性能密不可分。而缸盖作为复杂零件,其表述繁杂,容易使人对其机加工艺摸不着头绪。文章以直列4缸发动机铝合金缸盖为例,明晰了缸盖与相关零件的装配关系、机加工艺核心原则及关键部位加工方法。 1 装配关系 发动机缸盖的各个面及相关位置,如图1和图2所 示。 图1 缸盖的缸体结合面及相关位置 图2 缸盖的罩壳结合面及相关位置 1.1 6个外形面1.1.1 缸体结合面 与缸体结合,此面上有燃烧室。气缸的容积与燃烧室容积的比值称为压缩比,这是发动机性能的重要参数。气缸中被压缩的可燃混合气体在燃烧室内被点火和燃烧,燃烧室容积变小,可能引起爆燃,容积变 大,会导致发动机功率不足。一般缸盖的燃烧室都是 () 摘要:发动机缸盖作为复杂零件,表述繁杂,文章从使用功能角度介绍了缸盖各部位重要程度,分析了缸盖与相关零部件装配关系,指出缸盖机加工艺路线的核心原则,同时阐述了其关键部位的加工方法及注意事项。实践表明,该原则及方法有助于把握缸盖加工关键,灵活编排工艺。 关键词:发动机缸盖;装配关系;工艺分析;加工方法 Machining Technology and Difficulties of Engine Cylinder Head Abstract: As a complex parts, it is difficult to draw a clear picture of engine cylinder head. This paper introduces each part’s importance of engine cylinder head and analyzes the assembling of cylinder head and related parts, pointing out that the core principles of cylinder head’s machining technology as well as the processing methods and some notices. The practice proves that this processing method and principles facilitate the holding on the key points of engine cylinder head machining and a flexible arrangement of technology. Key words: Engine cylinder head; Assembling; Technology analysis; Machining methods 发动机缸盖的机加工艺及加工难点 万方数据 默克精密工具(常州)有限公司陈圣
发动机作为汽车的动力源泉,就像人的心脏一样。不过不同人的心脏大小和构造差别不大,但是不同汽车的发动机的内部结构就有着千差万别,那不同的发动机的构造都有哪些不同?下面我们一起了解一下。 ●汽车动力的来源 汽车的动力源泉就是发动机,而发动机的动力则来源于气缸内部。发动机气缸就是一个把燃料的内能转化为动能的场所,可以简单理解为,燃料在汽缸内燃烧,产生巨大压力推动活塞上下运动,通过连杆把力传给曲轴,最终转化为旋转运动,再通过变速器和传动轴,把动力传递到驱动车轮上,从而推动汽车前进。 ●气缸数不能过多
一般的汽车都是以四缸和六缸发动机居多,既然发动机的动力主要是来源于气缸,那是不是气缸越多就越好呢?其实不然,随着汽缸数的增加,发动机的零部件也相应的增加,发动机的结构会更为复杂,这也降低发动机的可靠性,另外也会提高发动机制造成本和后期的维护费用。所以,汽车发动机的汽缸数都是根据发动机的用途和性能要求进行综合权衡后做出的选择。像V12型发动机、W12型发动机和W16型发动机只运用于少数的高性能汽车上。 ●V型发动机结构 其实V型发动机,简单理解就是将相邻气缸以一定的角度组合在一起,从侧面看像V字型,就是V型发动机。V型发动机相对于直列发动机而言,它的高度和长度有所减少,这样可以使得发动机盖更低一些,满足空气动力学的要求。而V型发动机的气缸是成一个角度对向布置的,可以抵消一部分的震动,但是不
好的是必须要使用两个气缸盖,结构相对复杂。虽然发动机的高度减低了,但是它的宽度也相应增加,这样对于固定空间的发动机舱,安装其他装置就不容易了。 ●W型发动机结构 将V型发动机两侧的气缸再进行小角度的错开,就是W型发动机了。W型发动机相对于V型发动机,优点是曲轴可更短一些,重量也可轻化些,但是宽度也相应增大,发动机舱也会被塞得更满。缺点是W型发动机结构上被分割成两个部分,结构更为复杂,在运作时会产生很大的震动,所以只有在少数的车上应用。 ●水平对置发动机结构
汽车运用与维修专业教案 2015 /2016 第 二 学期 课程名称:发动机构造与拆装(一) 班级:交通运输103班 组员:甘天祥 马怀霞 潘园园 题目:第十章 发动机冷却系 A :冷却系组成与冷却过程 第 十一 周 本讲教学目标: 知识点 ·冷却系的功用与分类 ·水冷系的组成 ·水冷系的冷却过程 能力点: ·正确理解冷却系的功用与分类 ·正确掌握水冷系的冷却过程 本讲主要内容: ·冷却系的功用 ·冷却系的类型 ·水冷系的组成与水路循环 ·冷却液 本讲教学要求及适合专业: ·启发分析冷却系的功用 ·对比分析冷却系的类型 ·重点讲解水冷系的组成与水路循环 教学重点: ·水冷系的组成与水路循环 教学难点: ·水冷系的组成与水路循环 教学方法及手段:导入、启发分析、简要分析、对比分析、重点介绍、归纳小结、多媒体
简要分析: ·要求学生理解发动机过热、过冷的危害及发动机冷却系的功用1.冷却系的功用 (1)发动机过热、过冷的危害 1)发动机过热的危害 ·充气效率低,早燃和爆燃易发生,发动机功率下降 ·运动机件易损坏 ·润滑油粘度减小、润滑油膜易破裂加剧零件磨损 2)发动机过冷的危害 ·燃烧困难,功率低及油耗高 ·润滑油粘度增大,零件磨损 ·燃油凝结而流入曲轴箱,增加油耗,且机油变稀,从而导致功率下降,磨损增加 (2)冷却系功用 ·使发动机得到适度冷却,防止发动机过冷、过热 ·以保证发动机在正常的温度范围内工作 对比分析: ·要求学生理解风冷却系统组成、原理及特点 图10-1:风冷却系统2.冷却系的分类 (1)风冷却系统(图10-1) ·冷却介质是空气,利用气流使散热片的热量散到大气中 ·组成:风扇、导流罩、散热片、气缸导流罩、分流板。 ·工作情况:缸体、缸盖均布置了散热片,气缸、缸盖都是单独铸造,然后组装到一起,缸盖最热,采用铝合金铸造,且散热片比较长,为了加强冷却,保证冷却均匀,装有导流罩、分流板 ·分类:采用一个风扇时,装在发动机前方中间位置;采用两个风扇时,分别装在左右两列汽缸前端。 ·特点:结构简单、质量较小、升温较快、经济性好。难以调节,消耗功率大、工作燥声大。
汽车构造(发动机,底盘,车身,电气设备) 1. 发动机:发动机2大机构5大系:曲柄连杆机构;配气机构;燃料供给系;冷却系;润滑系;点火系;起动系。 2. 底盘:底盘作用是支承、安装汽车发动机及其各部件、总成,形成汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶。底盘由传动系、行驶系、转向系和制动系四部分组成。 3. 车身:车身安装在底盘的车架上,用以驾驶员、旅客乘坐或装载货物。轿车、客车的车身一般是整体结构,货车车身一般是由驾驶室和货箱两部分组成。 4. 电气设备:电气设备由电源和用电设备两大部分组成。电源包括蓄电池和发电机;用电设备包括发动机的起动系、汽油机的点火系和其它用电装置。 性能参数 1. 整车装备质量(kg):汽车完全装备好的质量,包括润滑油、燃料、随车工具、备胎等所有装置的质量。 2. 最大总质量(kg):汽车满载时的总质量。 3. 最大装载质量(kg):汽车在道路上行驶时的最大装载质量。 4. 最大轴载质量(kg):汽车单轴所承载的最大总质量。与道路通过性有关。 5. 车长(mm):汽车长度方向两极端点间的距离。 6. 车宽(mm):汽车宽度方向两极端点间的距离。 7. 车高(mm):汽车最高点至地面间的距离。 8. 轴距(mm):汽车前轴中心至后轴中心的距离。 9. 轮距(mm):同一车轿左右轮胎胎面中心线间的距离。 10. 前悬(mm):汽车最前端至前轴中心的距离。 11. 后悬(mm):汽车最后端至后轴中心的距离。 12. 最小离地间隙(mm):汽车满载时,最低点至地面的距离。 13. 接近角(°):汽车前端突出点向前轮引的切线与地面的夹角。 14. 离去角(°):汽车后端突出点向后轮引的切线与地面的夹角。 15. 转弯半径(mm):汽车转向时,汽车外侧转向轮的中心平面在车辆支承平面上的轨迹圆半径。转向盘转到极限位置时的转弯半径为最小转弯半径。 16. 最高车速(km/h):汽车在平直道路上行驶时能达到的最大速度。 17. 最大爬坡度(%):汽车满载时的最大爬坡能力。 18. 平均燃料消耗量(L/100km):汽车在道路上行驶时每百公里平均燃料消耗量。 19. 车轮数和驱动轮数(n×m):车轮数以轮毂数为计量依据,n代表汽车的车轮总数,m 代表驱动轮数。
冷却系统的循环 汽车发动机的冷却系为强制循环水冷系,即利用水泵提高冷却液的压力,强制冷却液在发动机中循环流动。冷却系主要由水泵、散热器、冷却风扇、补偿水箱、节温器、发动机机体和气缸盖中的水套以及附属装置等组成。在冷却系统中,其实有两个散热循环:一个是冷却发动机的主循环,另一个是车内取暖循环。这两个循环都以发动机为中心,使用是同一冷却液。 一、冷却发动机的主循环 主循环中包括了两种工作循环,即“冷车循环”和“正常循环”。冷车着车后,发动机在渐渐升温,冷却液的温度还无法打开系统中的节温器,此时的冷却液只是经过水泵在发动机内进行“冷车循环”,目的是使发动机尽快地达到正常工作温度。随着发动机的温度,冷却液温度升到了节温器的开启温度(通常这温度在80℃后),冷却循环开始了“正常循环”。这时候的冷却液从发动机出来,经过车前端的散热器,散热后,再经水泵进入发动机。 二、车内取暖的循环 这是一个取暖循环,但对于发动机来说,它同样是一个发动机的冷却循环。冷却液经过车内的采暖装置,将冷却液的热量送入车内,然后回到发动机。有一点不同的是:取暖循环不受节温器的控制,只要打开暖气,这循环就开始进行,不管冷却液是冷的、还是热的。 冷却系统部件分析 在整个冷却系统中,冷却介质是冷却液,主要零部件有节温器、水泵、水泵皮带、散热器、散热风扇、水温感应器、蓄液罐、采暖装置(类似散热器)。 1)冷却液 冷却液又称防冻液,是由防冻添加剂及防止金属产生锈蚀的添加剂和水组成的液体。它需要具有防冻性,防蚀性,热传导性和不变质的性能。现在经常使用乙二醇为主要成分,加有防腐蚀添加及水的防冻液。 2)节温器 从介绍冷却循环时,可以看出节温器是决定走“冷车循环”,还是“正常循环”的。节温器在80℃后开启,95℃时开度最大。节温器不能关闭,会使循环从开始就进入“正常循环”,这样就造成发动机不能尽快达到或无法达到正常温度。节温器不能开启或开启不灵活,会使冷却液无法经过散热器循环,造成温度过高,或时高时正常。如果因节温器不能开启而引起过热时,散热器上下两水管的温度和压力会有所不同。 3)水泵 水泵的作用是对冷却液加压,保证其在冷却系中循环流动。水泵的故障通常为水封的损坏造成漏液,轴承毛病使转动不正常或出声。在出现发动机过热现象时,最先应该注意的是水泵皮带,检查皮带是否断裂或松动。 4)散热器
发动机缸盖生产工艺的研究 第一章发动机缸盖生产线分类的研究 (1) 1.1 刚性生产线 (1) 1.2 柔性生产线 (2) 1.2.1 串行柔性线 (4) 1.2.2 并行柔性线 (4) 1.2.3 专机式柔性线 (5) 1.3 试制线 (5) 1.4 成型线 (5) 第二章发动机缸盖加工工艺的研究 (6) 2.1 加工工艺分析及设备 (6) 2.1.1 工艺流程分析 (7) 2.2 加工工序的研究 (7) 2.2.1 粗基准和精基准的选择 (7) 2.2.2 辅助工序及设备 (9) 2.3 加工方法 (10) 2.3.1 凸轮轴孔系 (10) 2.3.2 阀座导管孔系 (11) 2.3.3 缸体结合面 (11) 2.4 柔性加工工艺设计 (12) 2.4.1 工艺流程设计及优化 (12) 2.4.2 工序划分方法 (12) 2.4.3 工艺设计原则 (13) 2.5 加工精度的研究 (14) 第三章数字化技术在发动机缸盖工艺中的应用 (17) 3.1 数字化工厂介绍 (17) 3.2 数字化工艺规划 (17) 3.3 发动机缸盖工艺规划 (18) 3.3.1 资源库 (18) 3.3.2 工艺知识库 (19) 3.3.3 CAD模型导入 (19) 3.3.4 特征识别(Feature Recognition) (19) 3.3.5 工艺规划中的其它工作 (19) 3.4 发动机缸盖生产线仿真与优化 (20) 3.4.1 柔性制造生产线仿真的建立 (20) 3.4.2 仿真与优化 (22)
第一章发动机缸盖生产线分类的研究 1.1 刚性生产线 刚性生产线是指该生产线只能生产某种或生产工艺相近的某类产品,表现为生产产品的单一性。刚性制造包括组合机床、专用机床、刚性自动化生产线等。 刚性生产线是根据特定的生产任务需要将专用机床组合在一起,以取得最优的效益。在大批量生产中至今还是刚性生产线( 如多工位自动线) 占主导地位。刚性线主要适合于成熟期产品的大批量生产,生产成本相对较低。但要求一次投资达到目标产量。 采用专用机床组成的刚性线加工对象单一,可变性差,不能及时适应生产任务的变化。市场产品设计发生变化时需对主轴箱、夹具、输送系统等重新设计、改造,改造的工作量大、费用高、生产准备周期长。对多品种共线加工兼容性差,一般只适应于同系列产品的共线加工。 刚性自动线生产率高,但柔性较差,当加工工件变化时,需要停机、停线并对机床、夹具、刀具等工装设备进行调整或更换(如更换主轴箱、刀具、夹具等),通常调整工作量大,停产时间较长。整个生产线有统一的节拍,一台机床因故停机,全线工作将被迫中断,因此这种加工线不能太长。对于向发动机缸体、缸盖这种加工工序很长的零件,就要把加工线分成几段,各段之间加上储料装置,一段生产线因故停机,其上下段仍然可继续工作。 刚性自动化生产线是用于工件输送系统将各种刚性自动化加工设备和辅助设备按一定的顺序链接起来,在控制系统的作用下完成单个零件加工的复杂大系统。 在刚性自动线上,被加工零件以一定的生产节拍,顺序通过各个工作位置,自动完成零件预定的全部加工过程和部分检测过程。因此,刚性自动线具有很高的自动化程度,具有统一的控制系统和严格的生产节奏。 除此之外,刚性自动化还具有可以有效缩短生产周期、取消半成品的中间库存、缩短物料流程、减少生产面积、改善劳动条件、便于管理等优点。
发动机缸体
————————————————————————————————作者: ————————————————————————————————日期:
发动机缸体 [摘要]缸体是汽车发动机乃至汽车中最重要的零件之一,发动机的加工质量直接影响发动机的质量,进而影响到汽车整体的质量,因此发动机缸体的制造加工长期以来一直受到国内外汽车生产企业的重视。[缸体的简单介绍]发动机缸体是发动机的基础零件和骨架,同时又是发动机总装配时的基础零件。缸体的作用是支承和保证活塞、连杆、曲轴等运动部件工作时的准确位置;保证发动机的换气、冷却和润滑;提供各种辅助系统、部件及发动机的安装。汽车发动机的缸体和上曲轴箱常铸成一体,称为缸体——曲轴箱。缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。在缸体内部铸有许多加强筋,冷却水套和润滑油道等。根据缸体与油底壳安装平面的位置不同,通常把缸体分为以下三种形式。(1)一般式缸体:其特点是油底壳安装平面和曲轴旋转中心在同一高度。这种缸体的优点是机体高度小,重量轻,结构紧凑,便于加工,曲轴拆装方便;但其缺点是刚度和强度较差(2)龙门式缸体:其特点是油底壳安装平面低于曲轴的旋转中心。它的优点是强度和刚度较好,能承受较大的机械负荷;但其缺点是工艺性较差,结构笨重,加工较困难。(3)隧道式缸体:这种形式的缸体曲轴的主轴承孔为整体式,采用滚动轴承,主轴承孔较大,曲轴从缸体后部装入。其优点是结构紧凑、刚度和强度好,但其缺点是加工精度要求高,工艺性较差,曲轴拆装不方便。为了能够使缸体内表面在高温下正常工作,必须对缸体和缸盖进行适当地冷却。冷却方法有两种,一种是水冷,另一种是风冷。水冷
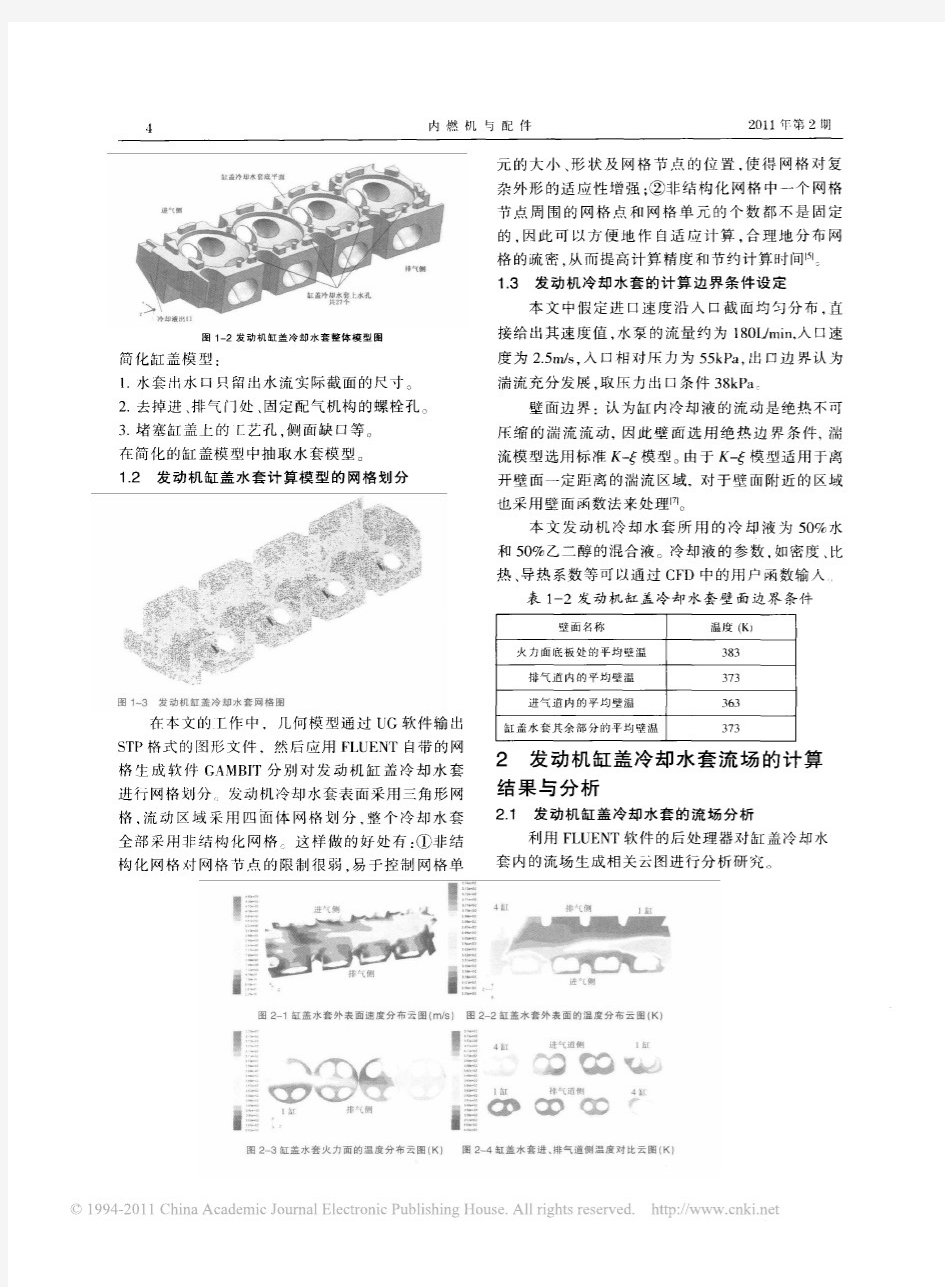
缸盖是内燃机的重要部件,它的加工精度直接影响到发动机的工作性能。发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门阀座承受很高的热负荷和机械负荷。这既要求阀座有很高的耐磨性,还要有很好的密封性。如果阀杆工作时中心发生偏移除了会导致有害的热传导和阀杆及导管孔的很快磨损外,还会造成耗油量的增加。因此,对气门阀座和导管孔的加工精度提出了很高的要求,特别是对气门阀座工作锥面与导管孔的相互间的同轴度规定了很严的公差。 对于汽油发动机,同轴度允差规定为0.015-0.025mm ,而对于柴油机则仅为0.01-0.015mm(在燃烧室中,柴油可燃气体的压缩比要比汽油大2-2.5倍)。在大批量生产中,要稳定的保持这样的公差,除需要优化加工工艺外,定位基准的选择,专用刀具和精镗头的合理结构及其精度均具有重要的意义。 气门阀座和导管孔的加工是缸盖加工的关键技术。长期以来,国内外许多组合机床和刀具制造厂,如大连组合机床研究所、Ex-Cell-O 、Alfing 、Grob 、H üler Hille 、Ernst Krause & Co 等机床厂和Komet 、Plansee 、Beck 、Mapal 等刀具厂都十分重视这类技术设备及专用刀具的开发。近几年来,特别是在专用刀具开发方面取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。 气门阀座和导管孔的底孔加工 气门阀座和导管孔的底孔精度是直接影响气门阀座 和导管孔终加工精度的重要因素。因为底孔的同轴 度误差(一般应低于0.02-0.05mm)会造成气门阀座 和导管孔精加工余量的分配不均,从而影响到终加 工精度。 为保证阀座和导管孔底孔的同轴度公差,许多厂家 采用专用复合刀具,并分钻扩、半精镗、和精镗三道工序进行加工。在精镗时,为增强细长镗杆的刚 性,大多数采用硬质合金镗杆(图1),但也有采用 背导向支承的方式(图2)。由于硬质合金的弹性模 数(E =500000N/mm 2-630000N/mm 2)比钢(E = 200000N/mm 2)约大3倍,因此,选用硬质合金制作 的镗杆可获得较好的刚性(R =3EI/L 3)。采用背导向 支承方式,同样也可增强镗杆的刚性,但为确保支 承效果,背导向的支承导套与镗杆中心应保持足够高的同轴度,在结构上也比较复杂。 缸盖的定位 精加工气门阀座工作锥面和导管孔时,多数是以与缸体的接合面和该平面上的两个定位销孔进行定位。这种曾被普遍应用的一面二销的定位方式,由于夹具定位销与阀座、导管孔之间的位置误差以及相邻阀座(和相邻导管孔)之间的位置误差均会造成加工余量的偏移,在最终精加工时,导致刚性差的铰刀也随之产生加工偏移,所以采用这种定位方式并非总能达到规定的精度。 因此,为确保加工精度,必须要减少定位误差以提高加工余量的均匀性,否则阀 图1:装有硬质合金樘杆的专用刀具 图2:精樘气门阀座和导管孔(左),精加工气门阀座工作锥面和导管孔(右)
发动机缸盖加工关键工艺研究 发表时间:2019-01-04T11:46:06.083Z 来源:《科技研究》2018年10期作者:魏本堂[导读] 本文简要介绍和分析了发动机缸盖机加工艺的技术难点,发动机缸盖是一种比较复杂的零件,其加工精度和质量会直接影响整个发动机的质量。 (安徽江淮汽车集团股份有限公司技术中心安徽合肥 230000)摘要:本文简要介绍和分析了发动机缸盖机加工艺的技术难点,发动机缸盖是一种比较复杂的零件,其加工精度和质量会直接影响整个发动机的质量。在现场加工的过程中还要把握现场工况、生产情况和设备情况,合理的安排加工工艺,保障缸盖的加工质量。 关键词:发动机;缸盖加工;关键工艺引言 缸盖是发动机燃烧室的组成部分,连接许多配气供油装置,是进气、排气的通道。对于发动机而言,缸盖对于供油装置有直观的影响,对于整机的性能与寿命有关键的影响,而且缸盖的结构性状复杂、内部呈腔型结构,加工难度较高,为了确保发动机的使用效果,需要对缸盖加工过程中的关键工艺进行控制,确保缸盖加工精度。 1 发动机缸盖机加工的概述 缸盖使发动机总成中的主要零件之一,位于发动机上部,通过缸垫、螺栓,和气缸体牢固地作用于一体。它主要的功能包含以下三方面:第一,将气缸的上部封闭,让活塞的顶部与汽缸壁共同作用形成燃烧室;第二,定制发动机的气门等配气机构,也是进排气管和出水管的主要装配基体;第三,在气缸内部有冷却水套,气缸面上的冷却水和内部冷却水相互贯通,运用循环水将内部的高温带走。可见,缸盖的加工工艺极为复杂,并对精度有较高的要求,而精度的优劣对发动机的整体性能及可靠性影响极大。缸盖内部关键的部件是进/排气孔和气门座圈。这两个重要部位对缸盖的燃烧质量具有重要的影响,随之也将影响整个发动机的性能以及品质。 2 发动机缸盖的结构特征 要提高发动机缸盖机加工艺的精度,保障发动机缸盖的加工质量,就必须对发动机缸盖的结构特征进行一定的了解。发动机缸盖具有以下几个结构特征:首先,气缸盖对于刚度和强度有着较高的要求,才能在气体的热应力和压力的作用下正常工作,保障气缸盖不会受到气体热应力和压力的损坏。其次,气缸盖一般为六面体状,属于一种多孔薄壁件。气缸的6个外形面可以分为缸体结合面和其他面,其中最重要的是缸体结合面,缸体结合面指的是与缸体进行结合的面,上面具有燃烧室。发动机中最重要的性能参数——压缩比指的是燃烧室的容积和气缸之间的比值。可燃混合气体在气缸中被压缩,然后在燃烧室内被点火和燃烧。要求燃烧室具有一定的容积,否则会造成可燃混合气体的燃爆。如果容积过大又会影响发动机的功率。缸体结合面的位置精度具有较高的要求,对于密封有着较高的要求。 3 发动机缸盖的粗加工工艺 发动机缸盖加工工艺中的第一个流程就是粗加工工艺。粗加工工艺要注意以下几个方面:第一,发动机缸盖材料一般为铝合金、灰铸铁、蠕墨铸件。汽油发动机一般采用铝合金,柴油机一般采用灰铸铁或蠕墨铸铁,部分小型柴油发动机或对重量有较高要求的柴油机也采用铝合金缸盖材料。随着发动机排放的不断提升以及对强度要求越来越高,柴油发动机总成在四气门缸盖中很容易出现气门间的裂纹。因此,需要从缸盖产品结构布置、铸造毛坯浇注工艺、机加工加工工艺、新材料应用等方面进行研究。蠕墨铸铁的应用,就是解决以上致命可靠性的方法之一。对三种不同材质的缸盖,需采用不同的刀具种类及切削参数,且铝合金加工效率最高,蠕墨铸铁加工效率最低。假如刀具及切削参数选择不当,蠕墨铸铁加工效率要比灰铸铁加工效率降低30%以上。第二,加工毛坯件。在选择合适的材料之后就要加工毛坯件。缸盖毛坯件的加工技术要求在于毛坯件上面不能有粘砂、砂眼、气孔、疏松,不能存在热浇不足、冷隔和裂纹的现象,并保障毛坯件的粗传送点、夹紧点和定位基面具有良好的光滑性和一致性。 4 发动机缸盖的机加工工艺 4.1 平面加工 从缸盖的内部结构来看,大平面较多,进、排气面和顶面、底面均为大平面,这就要求平面度及表面粗糙度等精度必须保持较高水平,进而要求机床拥有实现高精度加工的能力,能达到较高的刀具调整精度和几何精度。以前,缸盖大平面主要是运用合金刀片加工,现在由于毛坯情况通常较好,因此常用金刚石刀片加工,这种工艺可以优化缸盖平面,提高加工表面的精度。 4.2 加工发动机缸盖的高精度孔 发动机缸盖中的高精度孔包括凸轮轴孔、挺杆孔、导管孔和气门阀座等孔隙,这些孔隙对于表面粗糙度、位置精度和尺寸精度的要求均较高。因此可以说缸盖机加工艺中的核心工艺就是高精度孔的加工,也成为了发动机缸盖机加工艺中的技术难点。发动机气门与缸盖气门导管和缸盖气门阀座必须能够完整地配合,这对同轴度有着较高的要求。气门锥面和气门阀座之间必须能够密封,因此气门阀座具有较高的圆度要求。当前主要的加工工艺是先进行机床主轴快进,然后进行工进,接着启动主轴,对气门阀座的锥面进行加工。进而将主轴停止并后退,然后重新启动主轴,气门导管进行枪铰加工。在完成枪铰加工之后工进退刀,将主轴回推。这种工艺能够进一步减少重复定位误差,做到一次定位,使得气门阀座和气门导管的同轴度得到提高。但是由于气门导管和气门阀座具有不同的材料因此必须选择不同的刀具,这也进一步提高了加工的难度。 4.3 加工气门导管底孔和缸盖挺杆孔 这两方面的加工具有较高的精度要求,在加工的过程中注意尽量减少不必要的误差,提高气门导管底孔和缸盖挺杆孔的加工精度。 4.4 加工缸盖凸轮轴孔 作为缸盖的最长孔,缸盖的凸轮轴孔如果运用分段或调头加工的方式,虽然对机床设备及刀具相对简单,一般也能基本保障凸轮的轴孔加工精度,但是不能满足凸轮轴孔与同轴度的加工要求。因而,加工时应尽量满足一次成型的要求。对于长杆件而言,有效清除有关刀杆自身的重力是机械加工中一项很重要的难题。实际应用中,需要采用带有镗模架的自动专机生产线或者运用刀具的自导向,清除刀杆对整体加工的重力影响因素。
第9章发动机冷却系统 本章重点: 1、冷却系的功用、分类、组成 2、冷却系主要机件的结构和工作原理 本章难点: 1、强制循环式水冷系统中冷却液的循环路径 2、通过改变流经散热器的冷却液流量和改变空气流量来调节冷却系统冷却强度的方法 本章基本要求: 1、掌握冷却系的功用、分类、组成 2、掌握冷却系主要机件的结构和工作原理 3、了解通过改变流经散热器的冷却液流量和改变空气流量来调节冷却系统冷却强度的方法。 9.1 概述 一、冷却系统的功用与分类 发动机冷却系统的功用是使发动机在所有工况下都保持在适当的温度范围内。对水冷式发动机,气缸体水套中适宜的温度为80~90℃;对风冷式发动机,气缸壁适宜的温度为150~180℃。 发动机所采用的冷却方式分为水冷式和风冷式两种。以冷却液为冷却介质冷却发动机的高温零件,然后再将热量传给空气的冷却系统称为水冷系统;以空气为冷却介质的冷却系统称风冷系统。 二、强制循环式水冷却系统的组成及水循环路径 目前在汽车发动机上应用最普遍的强制循环式水冷却系统是利用水泵提高冷却液的压力,强制冷却液在冷却系统中循环流动。强制循环式水冷却系统的组成及水循环路径如图9.1所示。 通常,冷却液在冷却系统内的循环流动路线有两条,一条为小循环,另一条为大循环。所谓大循环是水温高时,冷却液全部经过散热器而进行的循环流动;而小循环就是水温低时,冷却液不经过散 热器而进行的循环流动,从而使水温很快升高。冷却液是进行大循环还是小循环,由节温器来控制。
在水冷系统中,不设水泵,仅利用冷却液的密度随温度而变化的性质,产生自然对流来实现冷却液循环的水冷却系统,称为自然循环式水冷系统。这种水冷却系统的循环强度小,不易保证发动机有足够的冷却强度,因而目前只有少数小排量的汽车发动机在使用。
空调冷却循环水系统设计 民用建筑空调冷却循环水系统相对于工业冷却循环水系统,设计具有一些特点:循环水量较小,设备为定型产品,水质要求较低,季节性运转等。加上民用建筑设计周期短,设计人员往往根据以往的经验,形成定式思维,对一些具体的细节问题,关注不够,造成冷却水系统水温降不下来,系统能耗过大,运转操作不便等问题。该文针对冷却循环水系统经常出现的问题,谈谈自己的设计体会,旨在引起大家的进一步讨论,达到共同认识共同提高的目的。 一、冷却循环水系统设备的合理选型 1.设计基础资料 为保证冷却塔的冷却效果,必须注重气象参数的收集,气象参数应包括空气干球温度θ(℃),空气湿球温度τ(℃),大气压力P(104Pa),夏季主导风向,风速或风压,冬季最低气温等。 根据《采暖通风与空气调节设计规范》和《建筑给水排水设计规范》,冷却塔设计计算所选用的空气干球温度和湿球温度,应与所服务的空调等系统的设计空气干球温度和湿球温度相吻合,应采用历年平均不保证50小时的干球温度和湿球温度。 2、冷却循环水量确定 确定冷却循环水量时,首先要清楚准确地了解空调负荷及空调设备要求的冷却循环水量,同时还要关注空调机的选型,一般可根据制冷量(美RT),估算冷却循环水量Q(m3/h),对于机械式制冷:离心式、螺杆式、往复式制冷机,Q= 0.8RT。对于热力式制冷:单、双效溴化锂吸收式制冷机,Q=(1.0~1.1)RT ;设计时,冷却循环水量一般是由空调专业根据制冷机样本中给出的冷却水量提出
的。需用指出的是,制冷机样本中给出的冷却水量往往比用负荷法计算值小,尤其是进口机,这主要是由于目前冷却塔本身的热工性能达不到进口设备的要求。
摘要 汽缸盖是发动机的几大关键之一,零件尺寸较小,但结构形状复杂,有若干精度要求较高的平面和孔系。本文主要分析和设计的是汽缸盖零件的加工工艺和、专用夹具等。通过查阅各种相关书籍,分析缸盖的结构及其功能,编写了发动机缸盖零件的加工工艺;经过计算选择其切削用量、选择机床和工艺设备,设计出了专用夹具。 关键词:加工工艺;发动机缸盖;专用夹具
Abstract The cylinder cover is one of several toll-gates to launch the engine keys, the spare parts size is smaller, but the construction shape is complicated, how many the accuracy request the higher flat surface with the bore department. Analyze primarily here with design of is a cylinder cover the spare parts processes the craft, appropriation tongs and so on .Pass to check every kind of related book, analyze construction and its functions of an urn of covers, weave to write a cover spare parts process the craft; Passing by the calculation chooses its slice the dosage of cut, choice machine tools with craft equipments, design appropriation tongs. Key words: processing technic,Engine cylinder cover; special fixture
印尼南加海螺水泥2×18MW燃煤自备电厂项目#1汽轮机循环水系统调试方案编制: 审核: 批准: 中电 2014年8月18日
目录
1 目的 (4) 2 依据 (4) 3 系统说明及设备规: (4) 4 .循环泵启动前应具备的条件 (5) 5 组织分工 (6) 6 使用仪器设备 (6) 7 .循环水泵启动 (6) 8 联锁保护试验 (7) 9 安全注意事项 (7) 10. 停泵操作 (7) 11. 空冷器、冷油器的冲洗 (8) 12. 冷水塔风机试转: (8)
循环冷却水系统调试方案 1 目的 1.1 检验循环水系统设备运行可靠性,保证系统试运顺利进行; 1.2 为凝汽器和辅机设备正常运行提供符合要求的冷却水。 2 依据 2.1 《火电机组达标投产考核标准》 2.2 《火力发电厂基本建设工程启动及竣工验收规程》 2.3 《火电工程调整试运质量检验及评定标准》 2.4 《电力建设施工及验收技术规》 2.5 《火电工程启动调试工作规定》。 2.6 《电力基本建设工程质量监督规定》。 2.7 《电力建设安全健康与环境管理工作规定》 2.8 《电业建设安全工作规程》(热力机械部分) 2.9 设备厂家、设计单位提供的有关图纸资料。 3 系统说明及设备规: 循环水系统的作用是冷却汽轮机的排汽,维持凝结器的真空,并向闭式循环冷却系统提供水源。 3.1 系统说明 循环水系统基本流程:
3.2 设备规 3.2.1循环水泵 型号:HS600-500-550-A 转速:980r/min 流量:3000m3/h 扬程:23m 3.2.2泵电机 型号:YKK450-6TH 转速:990r/min 功率:250KW 额定电压:10000V 标称电流:19.5A 4 .循环泵启动前应具备的条件 4.1 循环水系统的所有设备均已安装完毕; 4.2 系统的阀门挂牌、标注名称正确,阀门动作灵活、无卡涩、开关指示正确; 4.3 热工仪表安装校验完毕,具备投入条件; 4.4 有关热工、电气回路的调试工作已结束; 4.5 现场已清扫,道路通畅,试运区照明充足,通讯施工完善可靠;
发动机缸体加工工艺 发动机缸盖机械加工工艺 给缸盖编号,把缸盖吊上滚道,粗铣上平面 粗铣下平面及钻、扩、铰工艺孔、销孔,钻螺栓孔、水孔 粗铣前端面及左侧面,铣后端面 锪22螺栓孔、凹坑,钻右侧3—?4孔 粗镗凸轮轴半圆孔、台阶孔 加工左、右面孔、上平面油孔 加工上、下面孔 半精镗挺杆孔 半精及精加工上、下面孔 前、后端面钻孔、倒角,凸轮轴第一轴承端面倒角、孔深检 前、后面及上平面攻丝 清洗、吹净 加热气缸盖 冷却进、排气阀座圈、压座圈 压水道闷盖 冷却气缸盖 渗漏检查 精铣下平面 精铣上平面 精铣前端面 精铣左侧面 精镗挺杆孔 压气门导管 精铰喷油嘴阶梯孔 精加工进、排气阀座锥面及导管孔 检查进、排气阀座锥面密封性,导管孔同轴度及导管孔孔径 加工右侧面孔、平面和上平面孔 去毛刺、清理 清洗、吹净 装凸轮轴轴承盖 半精及精镗凸轮轴轴承孔 去毛刺、清理 清洗、吹净 完工检验并编写缸盖总成下线号 发动机481铸铝气缸体机械加工工艺 毛坯上线打号 铣两端面,粗镗曲轴半圆孔,铣轴承座两侧面,钻主油道,钻、绞后端面加工定位销孔 粗铣顶/底面,粗镗缸孔,钻水套冷却孔,加工底面各孔,精铣底面,钻曲轴润滑孔 铣进、排气面和水泵面,加工曲轴通风孔,进、排气面各孔,粗镗水泵孔 加工顶面各孔,底面主轴承安装孔攻丝,主油道孔攻丝,铣锁片槽、止推面,精加工水泵孔
中间清洗 油道、水套试漏 框架装配,螺栓拧紧 加工前后端面各孔,钻、绞6个定位销孔 销孔吹净和定位销装配 精铣两端面,半精、精镗曲轴孔,精铣前后油封面,半精、精镗缸孔,精铣顶面 粗珩、精珩缸孔 最终清洗和高压去毛刺 涂胶,压闷盖,曲轴箱试漏 最终检查并分组打印 外观检查,工件下线 论文,另外论坛里有三菱的汽车加工特殊刀具蛮不错的 汽车发动机缸体加工工艺的讨论 上下气缸体装配 左右侧面孔加工;半精镗镶缸套孔及止口 半精镗主轴承孔及止推面,扩后端面定位套孔 吹气清理 扩铰右侧面孔;精镗镶缸套孔及止口 珩磨镶缸套孔 压缸套 半精镗缸孔 精铣上平面;精镗主轴承孔及止推面;铰后端面定位套孔 精铣前后端面 精铣下体两侧面 精镗缸孔;磨Æ111环面 珩磨缸孔及主轴承孔 检查缸孔表面粗糙度 清洗 压闷盖 缸孔及主轴承孔综合检查并打印分组标记 渗漏检查 铣切工艺搭子 铣两侧圆弧面 清理、清洗 完工检验 (工艺方案有点落后 ) 珩磨汽缸缸套是个复杂的工艺,网文不能太深也不能太浅,峰值要控制好才行,金刚石刀具要选择好,珩磨时候不能一味图加工的快就把气压加的很大这样会导致网文加工过深,发生烧机油的情况并且活塞磨损严重 缸体加工工艺流程 1、毛坯外观检查,上料;
工业循环冷却水系统处理的重要性 循环水的使用及水处理的重要性 用水来冷却工艺介质的系统,我们称作冷却水系统,通常可分为以下两种类型:直流冷却水系统和循环冷却水系统。其中,循环冷却水系统目前已被广泛地应用于各行各业之中,比如,石油化工、电力、冶金、医药、纺织、机械、电子等等传统工业企业中的工艺用循环冷却水系统,及各楼宇的中央空调用循环冷却水系统。 最早使用的是直流冷却水系统,冷却水仅仅通过换热设备一次,用过后水就被排放掉。这种系统虽然投资少、操作简便,但它的用水量却很大,冷却水的操作费用也大,不符合节约使用水资源的要求,目前基本都改成了循环冷却水系统(除了海水中还在使用的直流冷却水系统),即冷却水用过后不立即排放掉,而是收回循环再用。从直流水系统到循环水系统,水资源的节约非常可观,例如:一个年产30万吨的合成氨工厂,如采用直流水系统,每小时用水量约25000T,而改成循环水系统,并以3倍的浓缩倍数运行,则每小时耗水量只需约550T。 冷却水循环后遇到什么问题? 腐蚀:冷却水在循环使用中,水在冷却塔内和空气充分接触,使水中的溶解氧得到补充,所以循环水中溶解氧总是饱和的,水中溶解氧是造成金属电化学腐蚀的主要原因,这是冷却水循 环后易带来的问题之一。 结垢:水在运行中蒸发(尤其是在冷却塔的环境中),使循环水中含盐量逐渐增加,加上水中二氧化碳在塔中解析逸散,使水中碳酸钙或其它盐类在传热面上结垢析出的倾向增加,这是问题之二。 生物污垢:冷却水和空气接触,吸收了空气中大量的灰尘、泥沙、微生物及其孢子,使系统的污泥增加;冷却塔内的光照、适宜的温度、充足的氧和养分都有利于细菌和藻类的生长,从而使系统粘泥增加,在换热器内沉积下来,造成了粘泥的危害,这是水循环使用后易带来的问题之三。 冷却水循环后,冷却水补充水量可大幅度降低,节约了用水,这是我们所希望的。但水循环后突出的腐蚀、结垢和生物污垢等问题如不解决,生产装置的长周期、满负荷、安全稳定运行是难以保证的,那么采用循环水后所期望的经济、技术效益不仅不能充分发挥,而且将给企业带来许多危害——严重的沉积物的附着、设备腐蚀和微生物的大量滋生,由此形成的黏泥污垢堵塞管道或各种材料及设备严重受损等问题,会威胁和破坏工厂的安全生产;而由于各种沉积物使换热设备的水流阻力加大,水泵及相关设备的能耗大幅增加,传热效率降低,从而降低产品品质或生产效率,这一切都可能造成极大的经济损失,例如:电厂出现此类问题,必然使凝汽器凝结水的温度升高、真空度下降,严重影响汽轮机的出力和电厂的发电量,并且大幅增加能耗(有一个经验数值:发电机组真空度每下降1%,多耗燃料原油0.8%)。 所以,必须要选择一种科学合理、全面有效且经济实用的循环冷却水处理方案,使上述问题得到妥善解决或改善,水处理就是通过水质处理的办法来解决以上问题。如能真正做好水处理,不但能保证保质保量、安全生产,而且还能通过大幅降低能耗、节约材料、节约用水来降低生产成本,直接创造可观的经济效益,例如在电厂,就可以提高汽轮机凝汽器的真空度,一般可提高7~8%,提高汽轮机的功率,提高电负荷5~6%,增加发电能力;如应用在低压锅炉炉内处理,不但可将水处理运行费用从仅使用炉外处理方式时的0.5元/吨降到0.3元/吨左右,而且据统计,可使每台2t?h-1的锅炉节煤约5%;现代工业一般水冷换热器在未进行水处理时的寿命为2年左右,经水处理后的寿命可达7~8年,检修费和检修工作量可降低90%,一个小型化工厂由此节约的检修费即可达50万元。 科学合理且全面完整的化学水处理方案
发动机缸盖零件工艺规程及工艺装备的设 计设计
大学本科学生毕业设计(论文) 某摩托车发动机缸盖零件工艺规程及 工艺装备的设计
Design of process planning and process equipment for Motorcycle cylinder head part Undergraduate:XXX Supervisor: Prof. XX Major: Mechanical Design,Manufacturing and Automation College of Mechanical Engineering XX University XX
摘要 本次毕业设计是为某摩托车发动机缸盖零件设计工艺规程和工艺装备。本次设计包括了对该零件的工艺分析,毛坯的选择,拟定零件的工艺路线,零件的详细计算,夹具和量具的设计。 通过缸盖零件图,对零件进行工艺分析,确定了需要加工的表面及这些面的精度。根据零件的结构,用途等,查阅许多相关资料,最终选择适当的材料作为毛坯材料,并绘制了毛坯图。查阅资料并对零件分析,提出两条零件的工艺路线,经过比较,选出较好的方案,完成零件的工艺路线。参考相关资料,确定机床及其他工艺装备,用查表法对零件进行详细计算,确定加工余量,工序尺寸,切削用量,计算出时间定额。本次的设计的夹具是镗孔夹具,通过与老师同学间的交流和查阅资料,确定了本次夹具的定位方案,选择了相应的导向元件,夹紧元件,绘制了夹具图。最后对该孔的尺寸公差进行计算,根据计算选择了合适的量具。 关键词:工艺规程,工艺装备,夹具设计
ABSTRACT The graduation project is a motorcycle cylinder head part design process planning and process equipment. This design includes the part of the process analysis, the choice of blank, prepared parts of the process route, the detailed calculations of the part, fixture and gauge design. Through the cylinder head part drawing, process the part for analysis to determine the need for machining the surface and the surface precision. According to parts of the structure, purpose, etc., access to many of the relevant information, the final selection of appropriate materials as rough material, and drew a rough map. Access to information and part analysis, propose the two parts of the process route. Select a good program by comparison, complete the parts of the process route. Reference to relevant information, determine the machine tools and other technical equipment, with detailed parts look-up table calculation method to determine the machining allowance, process size, cutting parameters and calculate the time scale. The design of the fixture is boring fixture, with instructors and students to exchange and access information to determine the position of this fixture program, select the appropriate orientation components, clamping components, rendering the fixture plan. At last, the hole tolerance is calculated, according to calculations select the appropriate measuring tools. Key words: process planning, process equipment, fixture design