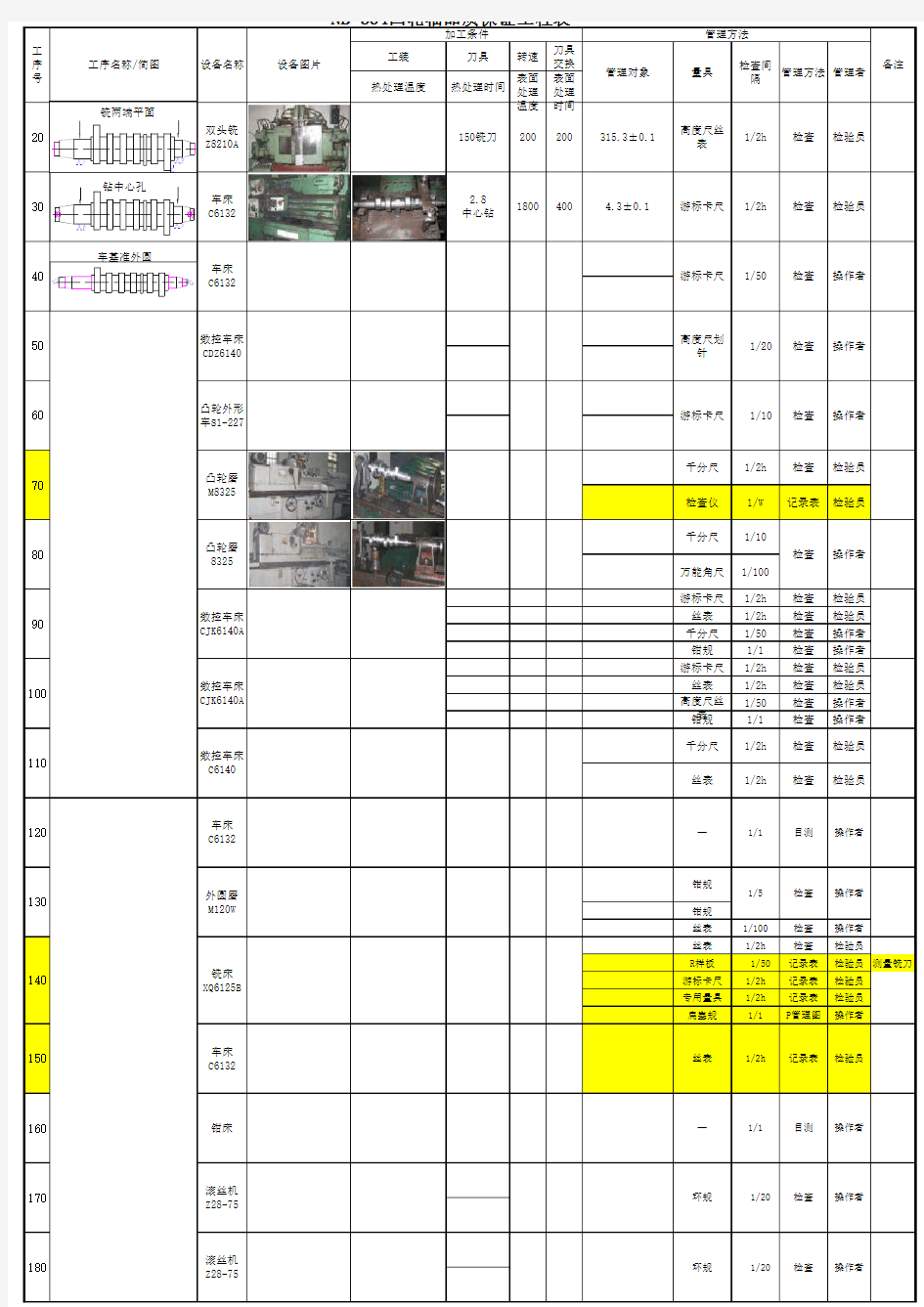
工装刀具转速刀具交换热处理温度
热处理时间
表面处理温度表面处理时间游标卡尺
1/2h 检查检验员丝表1/2h 检查检验员千分尺1/50检查操作者钳规1/1检查操作者游标卡尺
1/2h 检查检验员丝表1/2h 检查检验员高度尺丝
表1/50检查操作者钳规1/1检查操作者钳规丝表1/100检查操作者丝表1/2h 检查检验员
R样板 1/50记录表检验员测量铣刀游标卡尺1/2h 记录表检验员专用量具1/2h 记录表检验员扁塞规
1/1
P管理图
操作者
备注
工序名称/简图
设备名称
设备图片
管理对象
操作者
环规 1/20检查180
滚丝机Z28-75
操作者
环规170
滚丝机Z28-75
1/20检查—1/1目测1/2h 记录表操作者
160钳床150
车床C6132
丝表140
铣床XQ6125B
检查操作者
1/1目测操作者
检验员
—钳规
1/5130
外圆磨M120W
120
车床C6132
检验员110
数控车床C6140
丝表
1/2h
检查
检验员
千分尺1/2h 检查100
数控车床CJK6140A
90
数控车床CJK6140A
万能角尺1/100千分尺1/10
检查
操作者
80
凸轮磨8325
检验员70
凸轮磨M8325
检查仪1/W 记录表
检验员
千分尺1/2h 检查操作者
游标卡尺 1/10检查60
凸轮外形车S1-227
操作者
高度尺划
针
1/20检查50
数控车床CDZ6140操作者
游标卡尺2.8中心钻
40
车床C6132
1/50检查游标卡尺1/2h 检查1/2h 检查检验员
1800400 4.3±0.130
车床C613220
双头铣Z8210A
150铣刀200
200
高度尺丝
表
315.3±0.1
NB-364凸轮轴品质保证工程表
加工条件
管理方法检验员
工序号
量具
检查间
隔
管理方法管理者铣两端平面
钻中心孔
车基准外圆