1.开源3D打印机概述
根据对Thing-O-Matic开源3D打印机的装配调试及其后续的工件加工经验,本文主要介绍了makerbot公司的开源3D打印机Thing-O-Matic的装配、软件调试、软硬件结构、使用方法及其优缺点评估等内容。
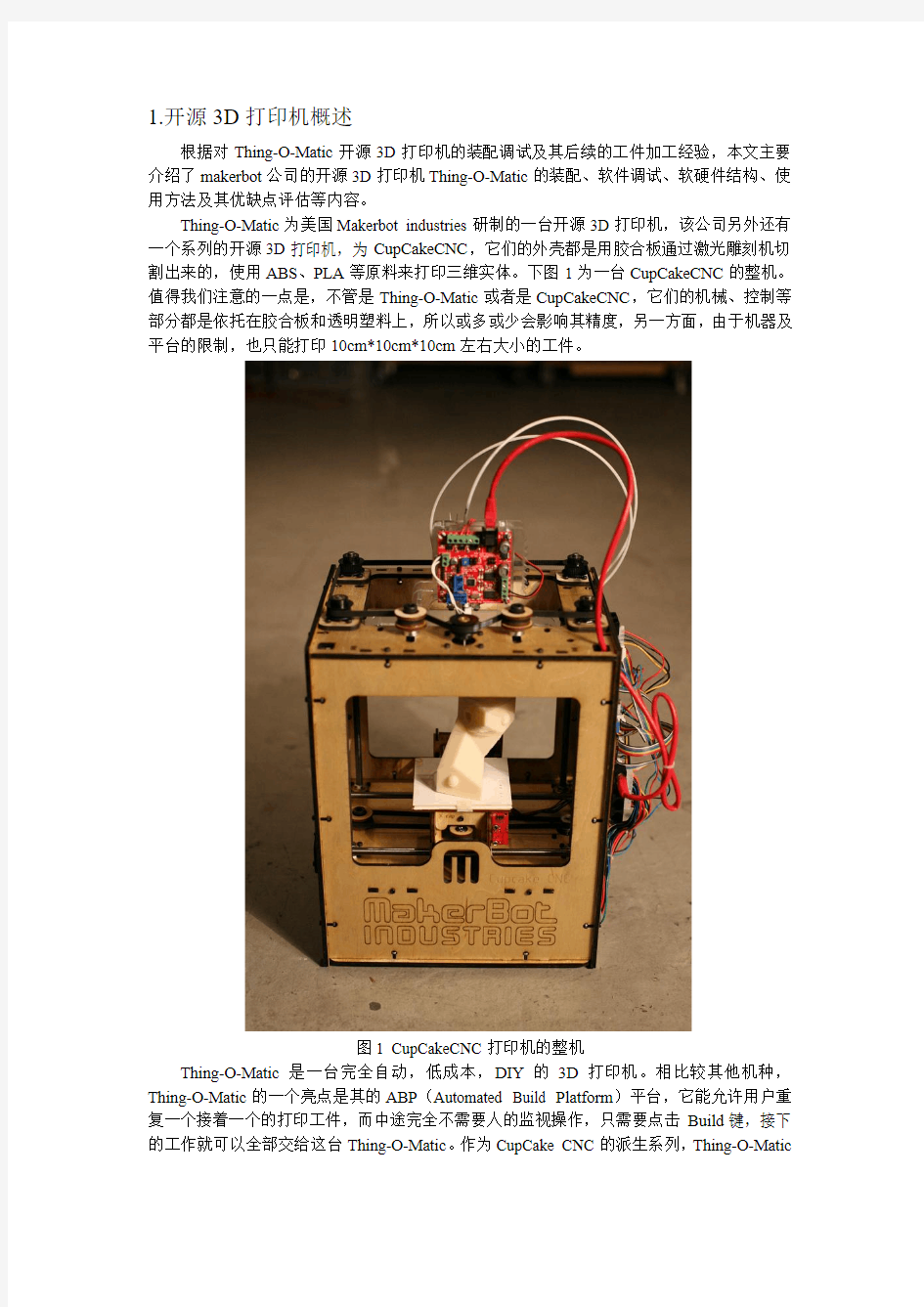
Thing-O-Matic为美国Makerbot industries研制的一台开源3D打印机,该公司另外还有一个系列的开源3D打印机,为CupCakeCNC,它们的外壳都是用胶合板通过激光雕刻机切割出来的,使用ABS、PLA等原料来打印三维实体。下图1为一台CupCakeCNC的整机。值得我们注意的一点是,不管是Thing-O-Matic或者是CupCakeCNC,它们的机械、控制等部分都是依托在胶合板和透明塑料上,所以或多或少会影响其精度,另一方面,由于机器及平台的限制,也只能打印10cm*10cm*10cm左右大小的工件。
图1 CupCakeCNC打印机的整机
Thing-O-Matic是一台完全自动,低成本,DIY的3D打印机。相比较其他机种,Thing-O-Matic的一个亮点是其的ABP(Automated Build Platform)平台,它能允许用户重复一个接着一个的打印工件,而中途完全不需要人的监视操作,只需要点击Build键,接下的工作就可以全部交给这台Thing-O-Matic。作为CupCake CNC的派生系列,Thing-O-Matic
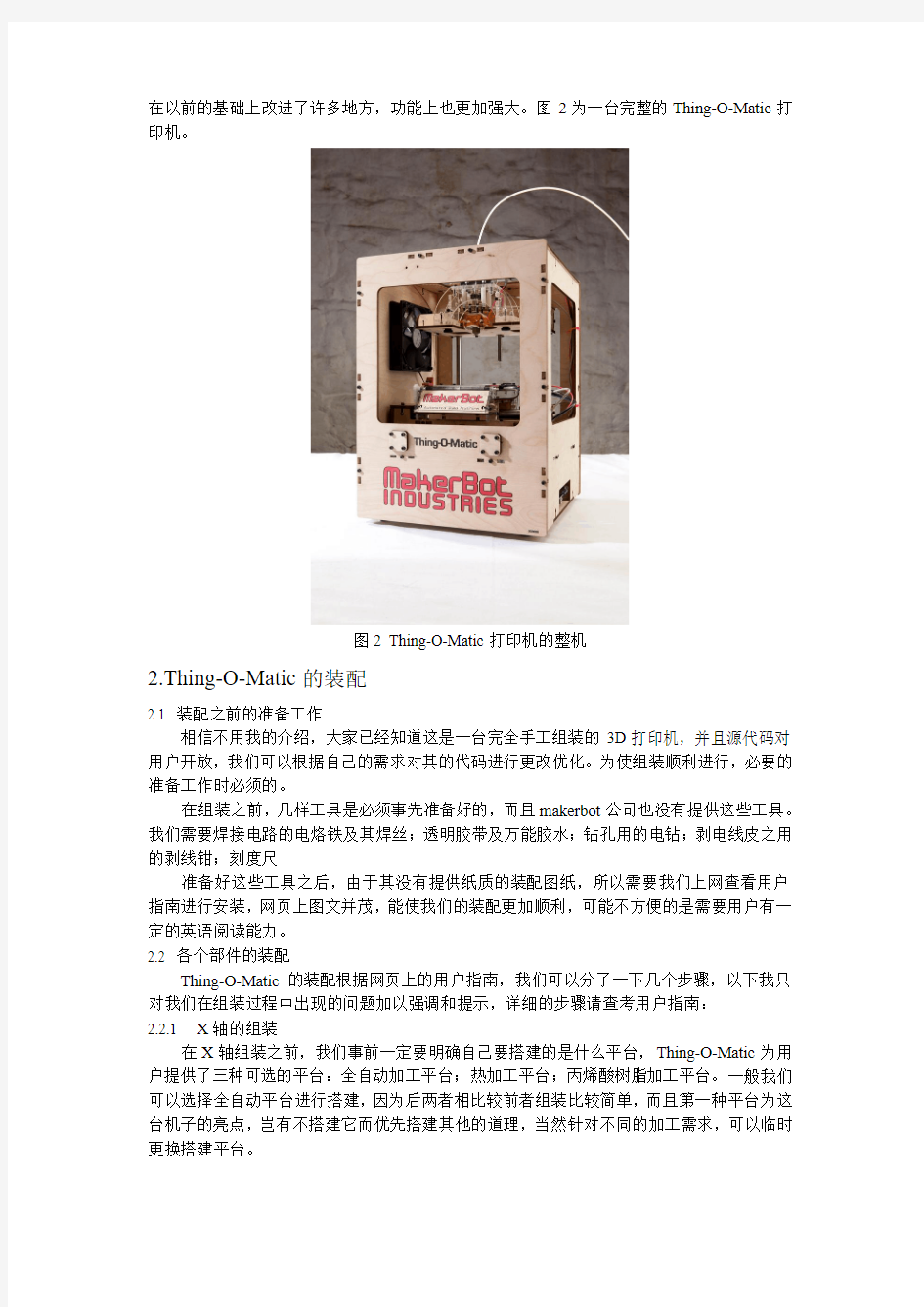
在以前的基础上改进了许多地方,功能上也更加强大。图2为一台完整的Thing-O-Matic打印机。
图2 Thing-O-Matic打印机的整机
2.Thing-O-Matic的装配
2.1 装配之前的准备工作
相信不用我的介绍,大家已经知道这是一台完全手工组装的3D打印机,并且源代码对用户开放,我们可以根据自己的需求对其的代码进行更改优化。为使组装顺利进行,必要的准备工作时必须的。
在组装之前,几样工具是必须事先准备好的,而且makerbot公司也没有提供这些工具。我们需要焊接电路的电烙铁及其焊丝;透明胶带及万能胶水;钻孔用的电钻;剥电线皮之用的剥线钳;刻度尺
准备好这些工具之后,由于其没有提供纸质的装配图纸,所以需要我们上网查看用户指南进行安装,网页上图文并茂,能使我们的装配更加顺利,可能不方便的是需要用户有一定的英语阅读能力。
2.2 各个部件的装配
Thing-O-Matic的装配根据网页上的用户指南,我们可以分了一下几个步骤,以下我只对我们在组装过程中出现的问题加以强调和提示,详细的步骤请查考用户指南:
2.2.1 X轴的组装
在X轴组装之前,我们事前一定要明确自己要搭建的是什么平台,Thing-O-Matic为用户提供了三种可选的平台:全自动加工平台;热加工平台;丙烯酸树脂加工平台。一般我们可以选择全自动平台进行搭建,因为后两者相比较前者组装比较简单,而且第一种平台为这台机子的亮点,岂有不搭建它而优先搭建其他的道理,当然针对不同的加工需求,可以临时更换搭建平台。
全自动加工平台,其实和热加工平台大体类似,只是在加热板的基础上增加一个传送带,用一电机加以带动,在打印的过程中,这个传送带是不转动的,当加工完成之后,传送带可以将加工的工件向前运送,掉落在桌子或者机器平台上。可能很多人对此的加热板存在疑问,这里说明一下,加热板的功用是通过加热部件,防止塑料丝材挤出后急剧冷却,减小打印部件的翘曲误差,同时防止层与层之间的收缩误差。
准备好安装的部件及其工具,按图示一步步组装,这里需要对直流齿轮电机和加热板的组装要细心一点,因为我们的部件往往只有一个,没有更换的部件。另外滑动轴承的安装可能需要你使用胶水固定在木材上,防止后期滑轨滑动过程中脱落。
这里单独提出一点的是,由于两边的部件是透明的硬质塑料,在契合螺钉的时候不可太紧,笔者在安装过程中由于螺钉的过紧而导致硬质塑料产生了裂痕。最终的全自动加工平台如图3所示。
图3 全自动加工平台
2.2.2Y轴的组装
搭建Y轴平台可能花费的时间相对X轴要长一点,其中需要你安装X轴的电机、X轴的行程开关,其他按照图示的过程一般不会出现大的问题。X轴和Y轴的两根皮带的安装需要注意的一点是他们的长度不一样,在皮带上有其规格的标示。同理,几根滑轨的长度也是有区别的,注意区别。
图4 XY轴整合平台
在这一阶段,我们出现的一个问题是,由于滑轮跟电机的输出轴契合比较紧,压进去刚好与轴端齐平,所以为了保持皮带的水平,我们将惰轮反转一个方向,使其有齿的一端与滑轮保持水平。另外由于存在皮带传动,所以电机的固定端设计为滑槽的形式,使电机能在滑槽方向移动一小段距离,方便我们队皮带的预紧和调整。我们搭建好Y轴后,将X轴一起整合到Y轴上,如图4所以为我们的整个XY平台,后续箱体组装好后,我们只需要将其整个嵌入箱体即可。
2.2.3 Z轴的组装
Z轴方向的组装比较简单,按图示一步步安装,一般不会出现问题,螺丝不要契紧但不能使螺帽脱落,方便后续组装工作。如图5所示为Z轴的组装完成图。
图5 Z轴平台
2.2.4 挤出头的组装
挤出头的组装是一个难点,MakerBot为我们提供了6个型号的挤出头,Plastruder MK5挤出头,1.75mm丝材的Stepstruder MK6挤出头,3mm丝材的Stepstruder MK6挤出头,1.75mm丝材的Stepstruder MK6+挤出头,3mm丝材的Stepstruder MK6+挤出头,Stepstruder MK7挤出头。我们购买的是Stepstruder MK6+的挤出头,因为1.75mm丝材的挤出头的使用目前存在风险,技术尚且不成熟,而且我们购买的丝材直径是3mm,所以我们选择组装3mm 丝材的Stepstruder MK6+挤出头,但是同时我们需要认识到的一点是,1.75mm丝材的挤出头是未来的主流,它能使扭矩更小,渗出物更少,在小孔径的喷嘴上更加容易的挤出。
图6 3mm丝材的Stepstruder MK6+挤出头
该挤出装置的设计使用的是轮式挤出机的设计,与CupCakeCNC的原理一致。这一阶段需要我们安装高扭矩NEMA17步进电机,圆筒加热器,热电偶,恒温器,电机风扇等。步进电机的功能是为我们丝材的供给和熔融状丝材的挤出提供动力。圆筒加热器,顾名思义是加热挤出头之用,使到达挤出头的丝材进入熔融状态,便于挤出成形。热电偶是作传感器之用,在打印过程中,我们可以通过热电偶时刻监视挤出头部分得温度。恒温器作保持挤出头温度处于相对恒温状态。电机风扇用作步进电机的散热之用。此外我们需要注意的一点是挤出头的保温我们是通过在挤出头外裹一层陶瓷石棉来保温的,之后利用黄色胶带固定。其中黑色齿轮状的塑料部件为散热器,用户指南中有几张图片将其安装在保持支架的下方,相反,我们需要将其安装在保持支架的上方靠近电机的一端。组装好后的的MK6+挤出头如图6所示。
2.2.5 箱体的组装
箱体部分MakerBot在2011年3月份对Thing-O-Matic作了一个比较大的改进,左边的侧板用开放的视窗替代了原先的散热风扇,使在打印过程中视野更加开阔。这一阶段需要我们组装好Y轴的步进电机与Z轴方向的带丝杠的步进电机。同样地,Y方向的步进电机的固定也是采用的滑槽的设计,方便我们传动带的预紧与调整。将箱体装配好后,我们可以将之前的XY平台与Z平台,3mm丝材的Stepstruder MK6+挤出头一起嵌入箱体组装好。
2.2.6 熔断器的焊接
熔断器也就是我们生活中常说的保险丝,它是一种短路保护器,主要进行短路保护或严重过载保护。MakerBot为我们提供了B、C、D三种版本的熔断器,根据我们自己的组件,我们选择组装B版本的熔断器,这是最初的一个熔断器版本,只有一个红色LED灯。
在这里,熔断器是与圆筒加热器相连接,防止电路短路、过载而造成毁害。焊接熔断器的元器件时,需要操作者具备一定电路焊接能力。按用户指南上的图示焊接好元器件,但是其中需要注意的一点是三个小电阻的区别,因为它们外形上没有什么区别,根据电阻上的圆环的颜色,将相应的电阻值对应在相应的位置。然后就是LED发光二级管的正负极的区别。当元器件都焊接完毕时,需要你用电钻在Z平台的右侧板上钻两个螺孔,用于熔断器的定位。
焊接好元器件,按图示接好电线后,我们需要对熔断器进行测试,给挤出器的头部通电加热,然后切断“TEMP CUTOFF”端口的连接。点击你的熔断器,你的LED灯会亮起,在ReplicatorG软件的控制面板监视器中挤出器头部的温度会开始下降。这样则表明你的熔断器就是有效的。
2.2.7 更新芯片固件的版本(母板与挤出头控制器的更新)
更新芯片固件的版本跟用户指南上的图示有些出入。这里,我们需要先下载一个软件ReplicatorG,这是一个G代码生成器,将STL文件导入后,我们可用其将STL文件转化为机器可以识别的G代码用于加工。该软件有个内建的固件加载器,我们用其来为我们的固件进行更新加载。
相对不不同版本的ReplicatorG,两个芯片更新到的版本也不一样,我们下载的ReplicatorG版本为0025,对于的模板主芯片版本和挤出头控制器的版本分别为2.81和2.8。图示显示的芯片为Arduino Mega 2560,而我们拿到的芯片的型号是Arduino Mega 1280,这个版本的芯片低一个级别,最终我们选择更新到版本2.81,而对于挤出头控制器的芯片我们更新至2.8。
2.2.8 控制电路的连接
控制电路部分是整台打印机设备的灵魂,正确恰当的安装控制部分才能实现我们的打印成形运动,根据自己装配的经验,其实只要你了解设备的原理,那么装配中的细节问题你可以轻松解决。固件的版本更新之后,母板和挤出头的控制器的线路连接只要按图示连接,
应该不会出现什么大问题,需要我们特别注意的是四个步进电机驱动器的线路连接以及几个行程开关的连接。电机驱动器的布局在指南中有所调整,无论它怎么调整,你只要明白,它的调整只是为了连线的方便、线路的节省。
其中有一点要求用户自己制作6针的数据连接线,只要严格依据以下这条规则就不会出现大问题,缆的颜色次序在两端的数据连接头的保持一致。然后多长检查或者找同学帮忙检查,用力将连接头下压卡紧。
电源部分要特别注意,因为这台仪器是美国购买回来的,北美地区的电压供应是120V 的,而我们中国及欧洲的供应电压是220V的。所以要求我们要将电源上的一个转换开关拨到一边显示出230V,然后电源线也必须是适用220V的,因为设备包里配备的两条电源线都是适用120V的,所以我们可用普通的电脑主机电源线替换,电源本身就是适用电脑配备的。
关于步进电机的安装及其驱动器的配置,我们首先需要对各步进电机型号一一对应。X&Y轴的电机型号为:MakerBot Nema17,Z轴的电机为:Moons leadscrew Nema17,挤出头的供料电机型号是:Stepstruder MK6。在确定电机的型号之后,我们需要对驱动器的电位器进行调整,防止设定的电机的电流过高,导致电机过热。当组装好电路控制部分,那么你的Thing-O-Matic就继续组装完毕,接下来的只需要进行软件调试。
2.2.9 MakerBot四代液晶控制器(可选,笔者未购买这一项,所以不作介绍)
3.Thing-O-Matic的软件调试及其使用
我们采用的是ReplicatorG这个软件来控制Thing-O-Matic,ReplicatorG是一款简单、开源的3D打印软件,产生的G代码能驱使MakerBot公司的Thing-O-Matic、CupCake CNC、RepRap或者一般的CNC机床运动。你可以直接给出G代码或者输入STL文件用于加工。该软件的跨平台性比较好,易于安装且基于Arduino加工环境。它被众多的MakerBot操作者所使用,用于打印各种各样的物体。在软件中,集成了Skeinforge这个G代码产生器这个插件,它是一个由Python脚本语言编写的工具,它能使3D模型转换成为G代码。在3D 模型逐层转化为G代码的过程中,该软件发挥了重要的作用,它是一个现成的比较好的切片工具。我们通过ReplicatorG打开一个STL的文件,期间可以进行3D视图查看模型、移动、缩放、旋转等操作,当完成准备工作后,你就可以点击Generate Gcode选项,设置相关打印参数,就可以打印模型。在使用Skeinforge来打印你的3D模型之前,由于它是用Python 语言编写的,所以我们需要事先下载安装Python编译器来运行。
在控制操作打印机之前,我们需要事先知道机床的坐标系的规定,可能和一般的机床的坐标轴规定有所不同,如下图所示。如果你在控制面板中电机X、Y、Z轴的移动是,正负方向跟图示方向不一样,那就需要我们反转坐标,与图中的正负方向一一对应。
接下来的,我们便是开始我们的第一次打印。首先我们需要将我们的加工平台调至水平位置,我们的控制软件版本是ReplicatorG 0025,所以不需要我们进行文本编辑,因为在这个版本的Z轴调整中软件会自动为你处理。打开Thing-O-Matic的校准脚本File > Scripts > calibration > Thing-O-Matic calibration,下图所示。
点击GCode > Build。
然后转动Z轴的螺纹丝杠,使喷嘴几乎接触加工平台但与平台的接触点没有压力。移动喷嘴分别至平台的四个角落,确定加工平台的水平位置,知道满足你的要求,然后单击OK。如图所示。
至此,机床的母板内存会保存你的Z轴高度,作为加工第一层基底的起刀高度。
导入一个3D模型,我们可以通过下载,自己设计或者3D扫描得到我们的3D模型。在ReplicatorG中调整好3D模型后,我们便可点击Generate GCode来生成刀具路径。
G代码转化好后,我们便可以开始打印加工工件了。基本的加工过程如下:
1.开始预热加热器;
2.X、Y、Z轴坐标回归原点;
3.移动至等待点以完成预热阶段;(这个过程的时间可能超过十分钟)
4.挤出头挤出一点丝材以填充喷头;
5.擦去已经挤出的丝材;
6.开始打印你的工件。
下面三幅图是我们调试时出现的第一层基底的三种情况。
第一种情况是我们理想的成形形状,而第二种和第三种成形是因为,Z轴起刀点的高度过低和过高的原因造成的。那么需要我们重新调整Z轴高度保存数据,切记,重新调整Z 轴坐标后,需要我们重新生成G代码用于加工。
在后期操作中,我们需要注意,因为机床本身就有胶合板和塑料组装而成,所以在加工一段时间之后,难免组件之间会松动,所以我们要定期的对其进行预订调整,预紧传动带,给滑杆上润滑剂等。
4.Thing-O-Matic的优缺点评估及展望
Thing-O-Matic能将我们即兴想出的创意实体迅速转化为实体打印出来,是一台开源的家庭作坊式3D打印机,使用材料有ABS,PLA等。加工简单快速,如果家中的门把手之类的塑料制件需要更替,电机的移动也会产生移动的噪声振动,我们可以通过Thing-O-Matic
来打印出替换件。但是缺点是,精度由于组件的材料局限,没有一个商用的3D打印机的精度高,也仅仅局限在ABS、PLA等材料中,目前MakerBot公司也在积极的开发研制另一系列的适用更多材料的机床,或许将来能打印金属制件也未尝不可。Thing-O-Matic的另一个亮点是跨平台性良好,能在windows、linux、Mac OS X等操作系统下运行。同时该打印机的打印工件的大小也有所限制,由于加工平台本身的尺寸,我们一般只能加工10*10*10的制件(单位CM)。对于Thing-O-Matic,我们还有许多地方需要我们去尝试,enjoy your bot!
睿之鲲 ROC-2型3D打印机 使用说明书 适用机型:RZK-ROC-250型 RZK-ROC-300型 适用前请仔细阅读本安装使用说明书 请妥善保管本使用说明书,以备日后查阅。图片仅供参考,产品以实物为准。
非常感谢您选择购买我公司3D打印机。在安装使用该设备前,请您仔细阅读本使用说明书,该说明书介绍了本机的功能及特点以及维护等方面的内容,请您与购机发票一并保持,以备它用。 一、安全注意事项 为确保使用安全,避免对您或他人造成伤害和财产损失,请您务必遵守以下安全注意事项。不遵守安全警告而错误使用时可能导致事故发生。 本产品未考虑以下情况:无人照看的幼儿和残疾人对设备的使用及幼儿玩耍设备的情况。 1.1禁止的内容 1.1.1请勿让儿童单独操作使用,并确定不会将产品当成玩具,设备要放置在婴儿接 触不到的地方。老年人或残障人士以及无使用经验的人应该在监护和指导下使用本产品。 1.1.2本产品工作时禁止移动或碰触正在运行中的部件,避免意外伤害。 1.1.3禁止将电源线挂于锋利的物体上,且不能连接到可移动的物体。 1.1.4禁止在倾斜的台面或不稳定的台面使用本产品。 1.2强制内容 1.2.1插头或其他零件损坏时,必须停止使用本产品,并及时和厂家取得联系,请专 业人士更换或维修,以免引起伤害。 1.2.2在拆装或调试产品的部件前,请确保产品出于断电状态。 1.3可能造成人身伤害的事项 1.3.1电源线损坏,为了避免危险必须由厂家或类似部门的专业人员更换。 1.3.2请勿使用本产品以外的附件和配件,以免引起火灾或人身伤害。 1.4可能造成财产损失的事项 1.4.1使用本产品前请确认电压是否和本产品默认规格一致(220V-50HZ),以免发生安全危险和损坏。如客户使用110v电压,需调整机器底部开关电源的选择档。 1.4.2本产品开机超过十分钟不能按照指令加热或启动请联系厂家,请勿擅自拆机。 1.4.3若产品在运行过程中出现卡死现象,请立即关掉电源并与厂家售后保持联系。
3D打印机使用说明 三角洲并联臂3D打印机Marlin固件配置详解 不同版本可能有些区别 只需修改文件夹里Configuration.h的参数就可以了 红色字体是配置时可能需要修正的参数 软件:arduino-1.0.6(其他版本可能会编译出错) 和RepetierHost_1_0_6 //=========================================================================== //============================= DELTA Printer =============================== //=========================================================================== 基本设置包括:主板类型,温度传感器类型,轴设置,限位开关配置 #define STRING_VERSION_CONFIG_H __DATE__ " " __TIME__ // build date and time #define STRING_CONFIG_H_AUTHOR "(jcrocholl, Mini Kossel)" // Who made the changes. #define SERIAL_PORT 0 选择用于和上位机通讯的串口,该值请保持0不动 #define BAUDRATE 250000 //波特率配置,该值必须和你的上位机 波特率相匹配,否则无法通讯。常用波特率有115200和250000 // This enables the serial port associated to the Bluetooth interface //#define BTENABLED // Enable BT interface on AT90USB devices //// The following define selects which electronics board you have. Please choose the one that matches your setup // 10 = Gen7 custom (Alfons3 Version) "https://https://www.doczj.com/doc/9417938858.html,/Alfons3/Generation_7_Electronics" // 11 = Gen7 v1.1, v1.2 = 11 // 12 = Gen7 v1.3 // 13 = Gen7 v1.4 // 2 = Cheaptronic v1.0 // 20 = Sethi 3D_1 // 3 = MEGA/RAMPS up to 1.2 = 3 // 33 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Bed) // 34 = RAMPS 1.3 / 1.4 (Power outputs: Extruder0, Extruder1, Bed) // 35 = RAMPS 1.3 / 1.4 (Power outputs: Extruder, Fan, Fan)
参数解析 一、打印速度 因供应商和实现技术的不同,“打印速度”的含义不尽相同。打印速度可能是指单个打印作业在Z轴方向打印一段有限距离所需的时间(例如,每小时在Z轴方向打印的英寸或毫值)。拥有稳 定垂直构建速度的3D打印机通常采用这种表达方式。其垂直打印速度与打印部件的几何形状和 (或)单个打印工作的部件数无关。垂直构建速度快、且因部件几何形状或打印部件数而产生很少或不产生速度损失的3D打印机,是概念建模的首选。因为这类打印机能够在最短时间内快速生产大量替换部件。 另一种描述打印速度的方式是打印一个具体部件或者具体体积所需的时间。采用此描述方法的打印技术通常适用于快速打印单个简单的几何部件,但遇到额外的部件被添加到打印作业中,或者正在打印的几何形状复杂性和(或)尺寸增加时,就会出现减速。由此产生的构建速度变慢,会导致决策过程的延长,削减个人3D打印机在概念建模方面的优势。然而,打印速度始终是越快越好,对概念建模应用而言更是如此。垂直构建速度不受打印数量和复杂度影响的3D打印机,是概念建模应用的首选,因为它们可以快速地大量打印不同的模型,用于同时进行比较,这就能加速和改善早期决策过程。 二、部件成本 部件成本通常表示为每单位体积的成本,如每立方英寸的成本或每立方厘米的成本。即使是同一台3D打印机,打印单个零部件的成本也会因为几何形状的不同而相差很大,所以一定要了解供应商提供的部件成本是指某一特定部件,还是各类部件的平均值。根据您自己常用的典型零部件STL 文件包来估算部件成本,往往更有助于决定您所期望的部件成本。为了准确地比较不同供应商声称的参数值,有必要了解下成本估算中包含什么、不包含什么。 一些3D打印机厂商的部件成本只是指某特定数量打印材料的成本,而且这个数量仅仅是成品的测量体积。这种计算方法并不能充分体现真实的部件打印成本,因为它忽略了使用到的支撑材料、打印工艺产生的过程损耗及打印过程中使用的其他消耗品。各种3D打印机的材料使用率有显著的差异,因此了解真实的材料消耗是准确比较打印成本的另一个关键因素。 部分成本取决于3D打印机打印一组既定部件所消耗的材料总量和使用材料的价格。通常,使用粉末材料的3D打印技术,部件成本最低。廉价的石膏粉是基础建模材料。未使用的粉末会不断地在打印机中回收和再利用,因此其部件成本可以达到其他3D打印技术的三分之一到二分之一。 有一类塑料部件技术仅使用一种消耗材料,既用于打印部件所需,也用于印刷过程中的支持需要。相比其他塑料部件技术,它通常使用较少的材料作为支撑材料,因此其产生稀疏的支撑结构,而且很容易被清理掉。大多数单材料3D打印机不会产生大量工艺废料,这使其具有极高的材料性价比。
新手操作手册
目录 开箱指南和硬件安装 ............................................................... 三初始硬件安装................................................................. 八软件的安装............................................................................ 十一连接机器以及如何给喷头及底板加温..................... 二十进丝与退丝............................................................................ 三十如何载丝 ...................................................................... 三十一退丝 .............................................................................. 三十三一般参数的设置................................................................ 三十五如何开始初次打印...........................................................三十三双头打印...........................................................................三十八
详解3D打印机控制原理 和通常我们见到的打印机一样,3D 打印机也是由控制电路、驱动电路、 数据处理电路、电源及输入输出模块这几个部分构成。重庆大学自动化学院罗 克韦尔实验室将闪铸AdventurerⅢ3D 打印机拆解开来,对其主要元器件逐个进行分析。 从外观来看,采用FDM 熔融层积成型技术面相的个人消费者的3D 打印机的结构并不复杂,甚至有点简陋,不过也正是这样的原因才能够将3D 打印机的 价格从几万甚至几十万美元降低到几千元人民币。目前,消费级的3D 打印机 主要都由PC 电源、主控电路、步进电机及控制电路、高温喷头和工件输出基 板这几个部分组成,外面用木板来固定,采用非密闭式铸模平台。我们测试的 这款闪铸AdventurerⅢ3D 打印机相对比较高端,不仅能够通过USB 连接线连接电脑进行打印控制,还能够插入储存有3D 模型文件的SD 卡,通过LCD 打印控制界面来进行控制打印。 我们可以看到其核心是一块采用ATmega1280-16AU(16MHz)8 位AVR 微处理器的主电路板,通过这块主电路板将处理后的3D 模型文件转换成 X、Y、Z 轴和喷头供料的步进电机数据,交给4 个步进电机控制电路进行控制,然后让步进电机控制电路控制工件输出基板的X-Y 平面移动、喷头的垂直移动和喷头供料的速度,比较精确地让高温喷头将原料(ABS 塑料丝)融化后一层一层地喷在工件输出基板上,形成最终的实体模型。 从硬件结构上来说,闪铸AdventurerⅢ3D 打印机并不复杂,成本也并不是太高,据重庆大学自动化学院副院长林景栋教授介绍其主控制电路成本也就 100 元左右,一套步进电机和控制电路的成本也在100 元左右,可加热的工件 输出基板和喷头成本也不是太高。在得知它配备的航嘉磐石355 电源售价超过
3d打印机进阶使用指南 安全事项 1.电源按键与用电安全事项 3d打印机的前面板和后面板上两个一个电源开关。前面板的电源开关控制打印机的启停,关闭后设备内仍有部分电路处于供电状态。后面板的电源开关负责输入电源的通断。只有关闭后面板的电源开关,才能完全切断打印机内部的供电。因此,如果长时间不使用打印机,务必要关闭后面板的电源开关。切记,如果需要搬动打印机,或打开打印机底板盖板进行维修,一定要关闭后面板电源开关,并将电源线从打印机上拔除。 2.打印机的输入电压 在国内销售的3d打印机输入电压为220V交流电。用户如要在美国等使用110V交流电的地区使用本3d打印机,应购买110V输入电压的机型。如想将已购买的220V输入电压机型带至110V电压地区使用,应与客服联系,由厂家派技术人员上门进行设备调整。 3.打印中途的暂停与紧急中止 打印过程中如需暂停打印,按下控制面板上的OK键,在出现的菜单中选择Pause项。如果打印过程中出现紧急情况需要立即中止打印,可直接按下前面板的电源开关切断电源。 设备使用注意事项 1.避免加载与退出料丝时喷头电机空转 使用Replicatorg的控制面板或是打印机控制菜单中的Filament Load和Filament Unload 功能,可以手动控制料丝的加载与退出。但在手动控制时,一定要掌握好料丝加载的顺序与喷头电机运转的时间。具体来说就是,进行手动进丝时,要先插入料丝,再运转喷头电机,进行退丝时,喷头电机只需反向运转5至10秒钟,就可关闭电机拔出料丝。喷头电机在没有插入料丝的情况下空转,会迅速磨损挤出机构中的送料齿轮,导致喷头送丝力矩下降,引发喷头在打印时无规律的堵塞现象。 2.喷头的手动加热注意事项 如果使用Replicatorg的控制面板对喷头的温度进行手动控制,有两个注意事项。一是喷头的最高温度不可超过240℃,温度过高会损坏喷头加热组件,并有可能引发喷头挤出结构中的塑料部件发生变形,导致喷头无法吐丝。二是在结束进丝或退丝操作后要立即停止加热,喷头长时间的干烧会导致喷头内残留的塑料丝发生变质碳化。如果喷头残留的是ABS或PLA Pro材料,可以通过2至3分钟的吐丝清除变质料丝。如果喷头残留的是PLA材料,有可能会因材料的晶化变硬而堵塞喷头,只有通过更换喷头进行解决。 3.更换不同类型的料丝时需进行喷头清洗 PLA Pro、PLA和ABS的溶解温度是由低至高的。当在不同类型的料丝之间进行切换时,如果不将前一种料丝从喷头中清除干净,有可能会造成喷头的堵塞。因此,建议用户更换不同类型的料丝后,进入控制面板,加热喷头并进丝300秒,以确保前一种料丝被清除干净。 4.关于胶带的使用
3D打印店的3D打印机ReplicatorG软件入门指南 my3DP我的3D打印店https://www.doczj.com/doc/9417938858.html,/ 2013/1/16 ReplicatorG软件是帮您把3D设计软件或网上下载的3D设计文件转换成Creator 三维打印机能识别的各种控制指令。 ReplicatorG的下载和安装 您可以到在本网站下载ReplicatorG软件。Mac 和Windows 版本都提供了安装文件,您可以根据提示自行安装。如果您安装过程上有问题,您与闪铸的客服联系。 注意:一定要使用0034版本的ReplicatorG软件,其他版本的软件与机器所使用的固件不一定兼容! 从较早版本的ReplicatorG升级my3DP,我的3D打印店 https://www.doczj.com/doc/9417938858.html,/ 如果您已经拥有较早版本的ReplicatorG,那么在您升级后需要清除一些旧的设置。最简单的方法就是重置所有参数为默认值。如果您使用的是Mac系统,打开ReplicatorG的菜单,选择“Preferences…”, 点击“Restore all defaults”按钮。在Windows系统,进入File菜单点击“Restore all preferences to defaults”。 如果您保持原来的设置,或您还要运行老的设备,您可以通过把G代码生成器——在G 代码菜单里——切换为最新版本的Skeinforge,并重置老设备的设置为默认值。 安装Python 程序的刀路生成模块(它把一个3维模型转化为一个可打印的刀路)叫做Skeinforge,它是用您所要安装的Python编写的。从https://www.doczj.com/doc/9417938858.html,网站下载和安装说明,建议安装python2.6版本。另外还建议安装python的psyco模块,该模块可以显著提升python程序的运行速度。 ReplicatorG的使用 设置 请确认Creator已经通过USB电缆和你的电脑连接。 双击打开ReplicatorG软件,ReplicatorG会尝试连接打印机。如果所有东西都没问题,您会看到按钮下面的显示带转换为亮绿色。 如果您的机器连接不成功,进入菜单Machine->Machine Type(Driver),选择您的配置。双喷头Creator对应的是“The Replicator Dual”。 下一步,进入菜单Machine ->Connection(Serial Port),在Windows系统,尝试选择最高的端口号,然后点击“Connect”按钮。 控制面板 ReplicatorG的控制面板是一个让您测试设备所有功能的便捷工具。你可以在ReplicatorG的主屏幕的上部中间找到一个四个箭头的按钮,点击这个按钮进入控制面板。在这里,你可以移动X、Y和Z轴,控制喷头和平台加热,正反转喷头电机等等。您可以通过加热喷头并利用喷头电机更换和装载丝材。
买3D打印机前必须了解的六点重要参数如今,3D打印机市场的机器琳琅满目,鱼龙混杂,机器的质量也是参差不齐;对于想要购买3D打印机或者是初次购买的用户来说,了解3D打印机设备的相关参数非常重要,小编现在为您了解3D打印机的一些基本的参数,让您可以买到一台您心仪的3D打印机。 1.机器设备的尺寸 买3D打印机前必须了解的六点重要参数 用户在选购3D打印时,第一能想到的是机器能够打印出多大的物体出来,您可以去问工作人员机器能够打印的尺寸,也可以根据X,Y,Z轴可移动的最大范围来分辨出机器能够打印的尺寸。 2.机器设备能够打印的材料 买3D打印机前必须了解的六点重要参数 3D打印材料有各种各样的,并不是所有材料都能适用于一种机器哦,所以,小编在这里提醒您,在购买3D打印机之前,一定要先了解3D打印材料的特点,问他们的工作人员他们的3D打印机能够适用于什么样的材料,然后去选择一款3D打印耗材广泛使用的3D 打印机,这样才不会出现出了钱买了3D打印材料却使用不了的情况哦。 3.机器打印的移动速度,打印层厚,以及定位精度 买3D打印机前必须了解的六点重要参数 速度,精度,层厚这三个参数是彼此相关的,有时候我们不得不在效率在质量之间做平衡,3D打印的精度越细,层厚就越小,但是打印速度就越慢了,打印速度变快时,打印的层厚越大时,模型就变粗糙了,在打印模型时,可以根据您想要的模型效果来在这几个参数之间做平衡。 4.机器的软件要求
买3D打印机前必须了解的六点重要参数 通常打印机的运行环境一般是Windows,Mac OX ,Linux,不同公司研发的3D打印机会有不同的操作软件,保存的模型文件一般为.stl或者Gcode格式,可以根据您会使用的3D设计软件来设计模型,如SolidWorks. PRO-E, Auto CAD, 3DsMax, Maya等 5.喷嘴的直径 买3D打印机前必须了解的六点重要参数 一般3D打印机的喷嘴直径为0.4mm和0.8mm,喷嘴的直径越大,打印一层吐出的耗材就越粗,打印的层次越少,喷头的移动次数就会变少,打印的时间也就变快了,如果你在打印模型时,十分急需要这个模型,你可以使用大直径的喷嘴,如果你想让打印的模型表面的纹理更加的精细,则使用小直径的喷嘴,通常机器的尺寸越大,喷嘴的直径也会越大 6.材料的线径 买3D打印机前必须了解的六点重要参数 通常材料的线径为3.0mm和1.75mm。3.0mm线径的材料大多数用着远端送料的3D 打印机上,远端送料优点是喷头较轻,定位准确,但是打印出来的模型拉丝较多。而1.75mm 线径的材料用于近端送料的3D打印机,能精准的控制出料,打印出来的模型会更细腻一些。
西通桌面型3D打印机使用手册 SLA系列 公司名称:珠海西通电子有限公司 公司网址:https://www.doczj.com/doc/9417938858.html, https://www.doczj.com/doc/9417938858.html,
目录 目录…………………………………………………………………….. 1. 说明事项……………………………………………………………. 1.1 说明书介绍……………………………………………………. 1.2 注意事项………………………………………………………. 1.2.1 安全事项………………………………………………… 1.2.2 联系我们………………………………………………… 1.3 产品配件一览表………………………………………………. 2. 产品概述……………………………………………………………… 2.1 产品类别 2.2 产品外观………………………………………………………. 2.3 产品规格………………………………………………………. 2.3.1 技术参数………………………………………………… 2.3.2 环境规格……………………………………………….… 3. 操作说明…………………………………………………………….. 3.1开箱与打印前的准备………………………………………….. 3.2 计算机准备工作………………………………………………… 3.2.1 安装驱动软件……………………………….. 3.2.2 软件功能说明……………………………………………. 4. 维护…………………………………………………………………… 4.1 ………………………………………………………
5. 常见故障排除………………………………………………………… 6. 保修申明和许可证协议………………………………………………
三维打印机的研究与设计技术方案 维修中心
二零一九年六月 一、国内外在该方面的研究现状分析及研究的目的意义 1、现状及研究意义:3D打印快速成型技术实质是“快速成型技术”,也被称为“增量技术”、“增材技术”,是传统制造技术与新材料的完美结合,并且将带动工业设计、新材料、精益制造等多个领域颠覆性的改变。3D打印技术作为目前最具有生命力的快速成型技术之一,用于家用电器、办公室用品、建筑模型、医学模型等领域的新产品开发,已经广泛应用到航空航天等军事领域和大型复杂构件的一次成型制造,在国外,3D打印机已经商品化。 作为一种经济型快速成型技术,综合应用了CAD/CAM技术、激光技术,光化学以及材料科学等绪多方面的技术和知识,让产品设计、建筑设计、工业设计、医疗用品设计等领域的设计者,第一时间方便轻松的获得全彩色实物模型,便于重新修定CAD设计模型,从而节省了为错误设计制造工艺装备的费用,并节省了研制时间。它具有成本低、系统可靠性高,设备体积小、噪声小、成型速度快、产品材料与颜色可多样化等优点,与传统技术相比,三维打印技术还拥有如下优势:通过摒弃生产线而降低了成本;大幅减少了材料浪费。具有巨
大的应用潜能和广阔的市场前景。 当下,我国的3D打印技术还处于起步阶段,3D打印技术基本由大学和一些小企业在做研究,尚未有成品出现,在软件和材料方面相对落后,但是,就在2012年10月17日,中国3D打印技术产业联盟已经成立,这就意味着中国开始越来越重视该技术。因此,开展三维打印快速成型机控制系统的研发,具有重要的现实意义。本课题通过对该机械系统的研究,探索并深入了解电机,传感器及反馈系统,达到加深对课内知识的理解的目的,并利用控制理论实现了3维定位和实现打印功能,给出初步设计方案。 2、基本原理:每一层的打印过程分为两步,首先在需要成型的区域喷洒一层特殊胶水,胶水液滴本身很小,且不易扩散。然后是喷洒一层均匀的粉末,粉末遇到胶水会迅速固化黏结,而没有胶水的区域仍保持松散状态。这样在一层胶水一层粉末的交替下,实体模型将会被“打印”成型,打印完毕后只要扫除松散的粉末即可得到模型,而剩余粉末还可循环利用。 二、任务分析 1、确定实现系统功能:设计一个3D打印机,可以实现用热能加热熔融材料,并从喷头喷出,逐层堆积出模型。 由3D打印机的基本原理我们分析其功能需求大致有:分层软件、叠加粘贴、输入图形、定位监测等。3D打印与2D打印相同之处在于,其都是采用逐渐扫描,扫描完毕再输出的设备。 2、性能指标: (1).温度范围: 储存温度:0-32℃
Dimension 3D Printers Stratasys Inc.7665 Commerce Way Eden Prairie, MN 55344-2020 U.S.A.+1 866 721 9244 (US Toll Free)+1 952 937 3000+1 952 937 0070 (Fax)https://www.doczj.com/doc/9417938858.html, info@https://www.doczj.com/doc/9417938858.html, ISO 9001:2008 Certified Dimension 3D Printers Stratasys GmbH Weismüllerstrasse 2760314 Frankfurt am Main Germany +49 69 420 9943 0 (Tel)+49 69 420 9943 33 (Fax)https://www.doczj.com/doc/9417938858.html, europe@https://www.doczj.com/doc/9417938858.html, ?2012 Stratasys Inc. All rights reserved. Stratasys, Dimension, Catalyst and FDM are registered trademarks and Fused Deposition Modeling, FDM Technology and ABS plus are trademarks of Stratasys Inc., registered in the United States and other countries. Product specifications subject to change without notice. Printed in the USA. DFB0412 Print 3D models that hold up under pressure. All Dimension 3D Printers use ABS plus , a production-grade thermoplastic that gives your models the ability to perform just like production parts. The core of every model: FDM ? Technology. Our proven technology has made Dimension the number one selling 3D Printer family for more than ten years. Stratasys FDM (Fused Deposition Modeling) Technology is the foundation for all Dimension 3D Printers. Two materials — one for models, one for support — are heated in an extrusion head and deposited in thin layers on a modeling base. The model is precisely built layer upon layer. When the model is complete, the support material is removed leaving an accurate, durable functional 3D model.Whatever you imagine, there’s a Dimension 3D Printer to build it. For more information about Dimension 3D Printers, contact a reseller at +1 866 721 9244 or visit https://www.doczj.com/doc/9417938858.html, Dimension 1200es 3D Print Pack Dimension Elite 3D Print Pack Dimension 1200es BST Build Envelope 254 x 254 x 305 mm (10 x 10 x 12 in)203 x 203 x 305 mm (8 x 8 x 12 in)254 x 254 x 305 mm (10 x 10 x 12 in)Size and Weight 838 x 737 x 1143 mm (33 x 29 x 45 in) 148 kg (326 lbs) 686 x 914 x 1041 mm (27 x 36 x 41 in) 136 kg (300 lbs)838 x 737 x 1143 mm (33 x 29 x 45 in) 148 kg (326 lbs)Layer Thickness .254 mm (.010 in) or .330 mm (.013 in) .178 mm (.007 in) or .254 mm (.010 in) .254 mm (.010 in) or .330 mm (.013 in)Modeling Material ABS plus in ivory, blue, fluorescent yellow, black, red, nectarine, olive green, gray or white.ABS plus in ivory, blue, fluorescent yellow, black, red, nectarine, olive green, gray or white.ABS plus in ivory, blue, fluorescent yellow, black, red, nectarine, olive green, gray or white.Support Material Soluble or breakaway.Soluble only.Breakaway only.Price 1200es SST: $32,900 (€24.370)* 1200es SST Print Pack $34,900 (€25.900)*Elite: $29,900 (€22.150)*Elite Print Pack: $31,900 (€23.700)*1200es BST: $24,900 (€18.500)**Manufacturer’s worldwide list price. Additional options, shipping and applicable taxes/VAT/duties not included.
1、首先双击启动ReplicatorG软件,然后软件会试图连接打印机。 如果连接成功会在软件按钮下方看到一个绿色的提示条。 如果连接失败,可以检查下菜单:Machine->Machine Type (Driver) 的设置选项,如果是单喷头型号选择“The Replicator Single”,双喷头型号选择“The Replicator Dual”。 然后再检查菜单:Machine->Connection (Serial Port)。如果是Windows系统,选择最大数字的那个COM口即可,Linux系统可能是"ttyUSB0"。重新设置之后点击“连接”按钮。 2、控制面板 ReplicatorG的控制面板是一个可以测试打印机所有功能的贴心小工具。你可以通过点击那个带四个箭头的图标来打开该面板。从那里,你可以调整X、Y、Z轴的原点坐标,可以设置构建平台及喷头的温度,可以移动喷头马达向后或是向前。可以通过先加热喷头然后使用喷头马达的方式来更改或加载细丝原料。 在控制面板窗口的左侧,可以通过叠加在打印机图像上的轴按钮来移动每个轴。标签的排列代表着可见的运动方向,加减号代表着Gcode代码中的方向。我们强烈建议“连续手动”设置,但你也可以按预定的增量移动轴。 在右下角会看到温度设定。还有一个关于描绘喷头及构建平台实时温度的的彩色显示区域。要更改这些设置,只要在左边的框中输入目标温度(摄氏度),然后回车键即可。 要装载或卸载细丝材料,可以将喷头的目标温度设置到大约225摄氏度。一旦达到目标问题,就可以加载或卸载细丝了。加载或卸载之前,需要先拔出导管。压一下喷头上的灰色圆环可以很容易的将导管拔出。 要卸载,只需让喷头以3转/分钟的速度逆转30秒到一分钟即可。要装载,让喷头以3转/分钟的速度正转一会直到将细丝压入。 3、开始打印模型 ReplicatorG软件设置完之后,就可以对3D模型文件进行打印了!打印的模型文件需要是STL文件,有很多软件都可以生成STL文件,详细点击此各种造型软件生成STL文件方法大全。 接下来,需要将STL文件加载到ReplicatorG软件。通过“File -> Open”菜单选中打开即可。Windows 下也可以直接将STL文件拖动到ReplicatorG窗口进行打开。 现在应该能看到一个模型显示在ReplicatorG中。这是模型视图,可以随时通过点击“model”标签切换回来。 4、移动、缩放与旋转 虽然ReplicatorG的主要目标是将STL模型文件转换成打印机能理解的格式,但同时也支持对模型做一些简单的更改。 首先,确保你的模型有一个正确的导向。通过点击“rotate”进入旋转模式,然后可以通过点击按住
详解3D打印机工作原理 3D打印原看似复杂,其实很简单 看了很多3D打印的视频和模型,你会被它神奇的克隆能力惊呆了,这太神奇了,完全是神奇的克隆机器嘛。这样的高科技到底是怎么工作的呢? 说起它的原理,它一点都不复杂,其运作原理和传统打印机工作原理基本相同,也是用喷头一点点“磨”出来的。只不过3D打印它的喷的不是墨水,而是液体或粉末等“打印材料”,利用光固化和纸层叠等技术的快速成型装置。通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。 它的工作步骤是这样的:使用CAD软件来创建物品,如果你有现成的模型也可以,比如动物模型、人物、或者微缩建筑等等。然后通过SD卡或者USB优盘把它拷贝到3D打印机中,进行打印设置后,打印机就可以把它们打印出来,其工作结构分解图如下。3D打印机的工作原理和传统打印机基本一样,都是由控制组件、机械组件、打印头、耗材和介质等架构组成的,打印原理是一样的。3D打印机主要是在打印前在电脑上设计了一个完整的三维立体模型,然后在进行打印输出。 3D打印机的结构解剖和工作原理图 3D打印与激光成型技术一样,采用了分层加工、叠加成型来完成3D实体打印。每一层的打印过程分为两步,首先在需要成型的区域喷洒一层特殊胶水,胶水液滴本身很小,且不易扩散。然后是喷洒一层均匀的粉末,粉末遇到胶水会迅速固化黏结,而没有胶水的区域仍保
持松散状态。这样在一层胶水一层粉末的交替下,实体模型将会被“打印”成型,打印完毕后只要扫除松散的粉末即可“刨”出模型,而剩余粉末还可循环利用。 下面我们来看看3D打印的实际过程:
(此文档部分内容来源于网络,如有侵权请告知删除,文档可自行编辑修改内容, 供参考,感谢您的配合和支持)
3D打印中切片常用的几个参数功能解析·下篇 接着上次的《3D打印中切片常用的几个参数功能解析?上篇》继续进行讲解。上回对“层高”、“壁厚和顶底厚度”、“填充”、“打印温度”等4块的相关参数进行了讲解,这次接着继续说明其余的常用参数。 一、速度 ①打印速度 打印速度是所有喷头移动动作的速度,在切片软件中,当其他速度为0时默认遵循打印速度的设置,而当其他速度如填充速度进行了设置后,则会按照填充速度的设置来运行。 基于方便用户可直接上手操作,JGcreat在安装后速度参数便已按照测试较好的设置。这也就意味着,如果只是单纯地调整打印速度,只会对总体的打印速度和打印时长产生较小影响,如果希望缩短打印时长,则需要对支撑、内外壁、填充、空走等速度进行调整。 ②填充速度 填充速度即打印填充时喷头移动的速度,须知填充不仅仅是网格线,如图,包括在壁层之间、曲面变化处的排线线条也是填充,因此填充速度设置过快时可能打印曲面打印效果变糟糕,建议控制在50以下。 ③内外壁-顶底速度 内外壁的打印速度和顶部顶部打印速度对模型表面成型效果有不小的影响。FDM 打印是将线材挤压在完全冷却后的材料的上层。挤压后的线材数秒内便会冷却成型,而当移动速度过快时就会出现,喷头拖动挤出的耗材,因此会导致模型表面出现多孔疏松的瑕疵。
④空走速度 当喷头未挤出耗材时移动时,即为空走。高速的空走会对模型打印效果产生影响的因素主要有2点:1.空走时会拉扯出细丝——拉丝情况;2.细丝假若挂在模型上或者横贯出模型外表面则会影响后续的打印,产生缝隙。对于上述2点,是可以解决的,第一点可通过“回抽”设置来,第二点可通过设置中开启“梳理模式”来避免,极光尔沃切片软件是自动开启这个功能的,因此只需要根据打印的真实拉丝情况设置好回抽,便可把空走速度提高到100mm/s的较高水平。 另外,由于喷头组件较重,因此惯性较大,当空走速度过高时,瞬时加速及减速很大,会产生很大的惯性,容易导致丢步,因此要么不要使用过高的空走速度,要么则开启加速控制,减少加速度。 三、支撑 支撑是大多数模型无法避免的但会对模型打印效果产生不良影响的因素,最直观地预先了解支撑影响范围就是看JG软件上模型底部的红色区域,据此来做调整。支撑设置合理与否是切片技巧高低的分水岭。 ①支撑角度 支撑角度即指模型各区域和水平面夹角的角度,小于等于这个角度的区域都会产生支撑。角度并不是越大越好,虽然这样的确会较少支撑范围,但同样意味着模
3D打印机使用流程及操作方法 现在市场上众多的3D打印机,该如果选择好呢?其使用的方法及流程又是怎么样的呢?下面是为你整理3D打印机使用流程,希望能帮到你。 在打印机打印模型物品前,首先建议检查电源是否接通及接紧,是否插入SD卡或插入是否正确。 调整好打印机的整体设置,操作打印机中的软件系统,找到SD 卡中的可打印文件并点击打印即可。(这些大部分使用过的朋友都知道如何操作,只是有一些不是很好处理的细节需要大家注意的。) 一、调整平台高度 11 、打印机喷嘴水平位置若低于平台承接板水平位置时,过低的喷嘴对平台底板会造成很大的损坏或导致物料挤不出而堵塞而导致不能正常打印。这时需要打印操作者把平台往下调整。 打印机喷嘴水平位置若距离平台承接板水平位置过高时会导致打印时挤出的物料不能正常的粘在底板上,也很容易影响翘边,从而影响打印制品的质量或导致不能打印。这时需要打印操作者根据情况把平台往上调整。 根据打印平台与喷嘴的距离高度,适当的扭动打印平台的调节螺母以调整合适的平台高度或点击打印机自身的自动调平系统来调节平台高度;目前测试经验所得,最佳的喷嘴距平台高度为一张A4纸的
厚度或为0.1mm的高度。 二、选择最佳温度 在不知道或不确定现有线材的打印的最佳温度时,建议进行打印机的温度调试,建议以3;5℃的幅度来调试为最佳。 如某打印线材的最佳温度在200℃左右。我们在未确定最佳打印温度时,在180-190℃时可以以5℃幅度调试,观察喷嘴出料情况。 待调试温度接近200℃时采用3℃或2℃等的幅度调试,观察喷嘴出料更顺畅为止,记录下来,则可得到最佳的打印温度。 三、喷嘴堵头处理操作方法 点击控制面板按键,选择“control”菜单,点击进去后再选择“temperature”菜单,点击进入选择“nozzle”菜单,点击及设置温度(如PLA材质的就设置200℃),保存;待喷嘴到设定温度值时,按下弹簧机臂,用合适的力将线材往送料小管里挤压,直到喷嘴里的细丝流出正常,则可以正常使用。 点击控制面板按键,选择“control”菜单,点击进去后再选择“temperature”菜单,点击进入选择“nozzle”菜单,点击及设置温度(如PLA材质的就设置200℃),保存;待喷嘴加热到设定温度值时,按下弹簧机臂,将留在喷头里的线材全部拉出,再装入新线材进行测试,若测试正常则可以正常使用。 点击控制面板按键,选择“control”菜单,点击进去后再选择“temperature”菜单,点击进入选择“nozzle”菜单,点击及设置温度(如PLA材质的就设置200℃),保存;拧下送料管接头及散热块,
UPT800使用手册 天正3D打印机
天正发展工业有限公司是集服务与制造一体的新型企业。 在2015年9月推出大规格的FDM 3D打印机规格达到800*800*900 超大尺寸打印带来的无与伦比的震撼是小机器所不能比拟的。 我们3D打印经营范围为:超大型3D打印机的研发、生产、销售;提供大型打印成型服务。以及专用3D打印配套耗材,提供三维立体建模服务,使大型3D打印件在广告装饰装修上面的运用,客户群体除了目前小型3D打印机所能覆盖的群体之外,还能服务于大型产品的研发生产机构、家具工厂、装饰装潢企业、各类产品验 证研发前期、工业研发设计客户、广告宣传创意文化、文物考古、等各大行业。 COMMODITY PARAMETERS 商品参数 设备名称生产厂家成型尺寸设备尺寸设备型号成型原理是否封闭上市时间层厚度 大型FDM3D打印机 天正工业发展有限公司800*800*900mm 1500*1500*1600mm UPT-800 FDM (熔融堆积) 封闭式 2016年 0.3-0.7mm Z轴为0.002mm <0.1mm 定位精度实物误差 控制面板打印速度喷头数量LCD操作显示屏,全新数字电流管理技术,精准控制。0-200mm/秒 单喷头,喷头温度0-290℃(建议不超260℃), 喷嘴直径0.8MM 220V 50KG 无 常温 800W 输入电压机器重量热床结构热床温度热床总功率 耗材直径文件格式1.75 mm STL、Gcode、Obj 耗材颜色操作系统打印方式设备优点多色自选 WINDOWS SD卡\电脑连接 X.Y高速铝合金轮轨导轨,Z轴选用滚珠丝杆,真正实 现高精度控制定位。全金属结构FDM准工业级3D打印机。硅胶热床技术,安全快速。XYZ全新结构,免维护结 构,拆包即用。高效可靠的雷赛三相大步进电机以及驱动家装、装饰装修、打印工作室、DIY创意、手板模型 医疗模型、沙盘模型、雕刻/艺术设计、教育教学等等领域 LINUX MACOSX 主要应用
3D打印机主要参数 产品型号: 1
3D打印机主要优点、特征及功能: 1、安全性高,设备采用双开关设计、全密封设计及安全门设计,防烫伤防漏电防静电,确保安全(已获得国家安全测评报告)。 2、安卓智能3D打印操作系统,表现在: (1)、7英寸多语言操作界面(含中文),触摸按键,一键启动、紧急暂停。界面清晰,简单一目了然,操作简单便捷。 (2)、内置远程控制系统,实时定位,实现固件软件远程升级更新、模型推送、云平台互联、软件修复与升级,减少产品故障率。 (3)、U盘3.0或无线传输模型,打印机系统自带打印程序,摆脱电脑束缚直接打印。 (4)、无线上网,蓝牙功能,可与其他智能设备智能互联。 (5)、立体声效播放:丰富的开关机界面及声效;设备运行中各种指令、故障音效提醒,更快发现问题,及时解决。 (6)、视频音屏互动:打印同期可同时播放视频、音乐等。 (7)、即将实现: A、手机远程控制3D打印机各种操作; B、APP云平台与打印机互联,实现打印用户与模型设计师与打印机对接,打印机自动承接来自APP 端的打印订单; C、语音交换及指令; D、用户在线视频查看时时打印进程及状态。 3、精度稳定保障:采用近端12伏电机,进口知名步进电机,转速均匀,控制打印部件精确定位,保证运动系统有条不紊运转。高精度滚珠丝杠,定位精确,确保打印精度;Z轴底盖板采用全铝件,受力稳定性极高。打印喷头与滑块分离式设计,易拆易换易清洗,确保精度稳定性。 4、平台热床设计,保持打印接触面恒温,防止大面积打印的翘边。110度高性能热床,模型紧粘平台,打印光滑底面。 5、平台自动调平设计,触摸按点操作,防止人工调平的误差。调平过程给予用户清晰显示到位提示,告别原始“瞄准式”调平方式,轻松搞定调平。 6、平台可拆卸设计,打印完成轻松抽出打印平台,便于取下模型,随打随换。 7、增强散热风扇及多渠道散热,防止过热保护停止,提高设备高性能运转效率,提高打印成功率。 8、无料报警功能,耗材用尽前自动报警,且自动暂停打印,便于及时换料,以免重新打印。 9、耗材堵料报警功能,出现堵料自动报警,且自动暂停打印,便于及时处理,以免重新打印。 10、内嵌式耗材仓,更换方便,打印中耗材不受外界影响。 11、全铝强化应力框架,最大限度增加稳定性,提高打印精度。 2