焊线BV-SOP-GJ001
版本
A0
页次
1-1
序号编码
规格
用量
序号11290mm 923120mm 234110mm
2
45
5
材料/工具
变更履历
材料/工具名称
P CB板全彩线材红色D C公母头恒温烙铁
透明DC公母头公司 LOGO
某某技术有限公司
作 业 指 导 书
文件名称适用范围作业名称文件编号
制作日期会签
3点5050全彩PVC防水模组
2013-1-12制作审核3点5050全彩逐点扫描PVC防水模组焊接线材变更内容
变更日期
图1
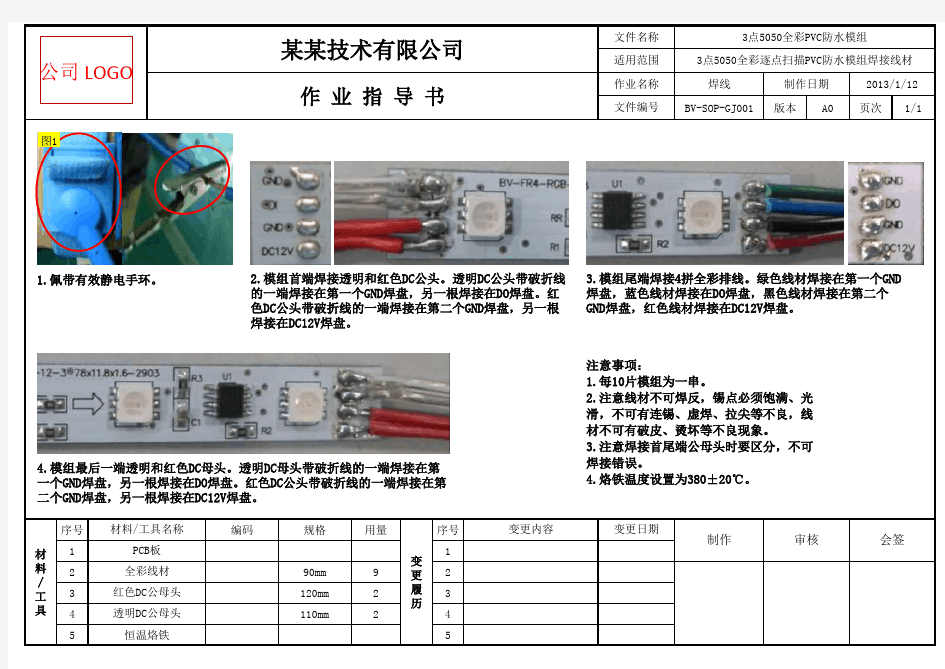
1.佩带有效静电手环。
2.模组首端焊接透明和红色DC 公头。透明DC 公头带破折线的一端焊接在第一个GND 焊盘,另一根焊接在DO 焊盘。红色DC 公头带破折线的一端焊接在第二个GND 焊盘,另一根焊接在DC12V 焊盘。
3.模组尾端焊接4拼全彩排线。绿色线材焊接在第一个GND 焊盘,蓝色线材焊接在DO 焊盘,黑色线材焊接在第二个GND 焊盘,红色线材焊接在DC12V 焊盘。
4.模组最后一端透明和红色DC 母头。透明DC 母头带破折线的一端焊接在第一个GND 焊盘,另一根焊接在DO 焊盘。红色DC 公头带破折线的一端焊接在第二个GND 焊盘,另一根焊接在DC12V 焊盘。
注意事项:
1.每10片模组为一串。
2.注意线材不可焊反,锡点必须饱满、光滑,不可有连锡、虚焊、拉尖等不良,线材不可有破皮、烫坏等不良现象。
3.注意焊接首尾端公母头时要区分,不可焊接错误。
4.烙铁温度设置为380±20℃。