管道导波无损检测回波信号处理方法研究王悦民,曾 帆,孙丰瑞
(海军工程大学船舶与动力学院,武汉430033)摘 要:简述了导波在管道中传播的频散特性,给出了管道导波无损检测实验信号特征。对管道导波检测的回波信号首先进行Hilbert 变换,然后对变换后的信号分别进行加窗函数滤波和小波变换,处理后的缺陷信号明显易于辨别。经过分析比较,结果表明了这两种组合方法用于管道导波无损检测信号处理的效果基本一样,在实际检测应用中,选取其中任一组合方法都是可行的。
关键词:导波;Hilbert 变换;Kaiser 窗;小波变换
中图分类号:TB553 文献标志码:A 文章编号:1009-3486(2008)05-0018-05
Study on a method of echo signal processing for guided
w aves nondestructive testing of pipes
WAN G Yue 2min ,ZEN G Fan ,SUN Feng 2rui
(College of Naval Architect ure and Power ,Naval Univ.of Engineering ,Wuhan 430033,China )Abstract :The dispersion characteristic of guided wave p ropagation in pipes was described and t he ex 2perimental signals feat ure of guided waves ND T of pipes was given.The Hilbert t ransform met hod was used for p rocessing t he echo signals detected by guided waves in pipe ,and t hen t he transformed signals were p rocessed respectively wit h digital window f unction filter and wavelet t ransform me 2t hods.The defect signals could be easily distinguished after being processed.The analysis and com 2pare result s show t hat t he effect by using two kinds of combined met hods to process t he signals of guided waves ND T of pipes are nearly t he same.So selecting eit her of t he combined signal p rocessing met hods is feasible in t he p ractical testing.
K ey w ords :guided wave ;Hilbert t ransform ;Kaiser window ;wavelet t ransform
利用超声导波对管道进行无损检测时,检测的信号会受到多个因素影响,如被检测管道表面或端头的反射、空间电磁干扰等,若不采取相应的措施,这些干扰信号甚至会淹没有用信号,检测效果不理想。因此,除采取电磁屏蔽措施外,利用有效的信号处理方法对增强目标信号、滤除噪声是非常必要的。
超声导波在管道中传播时具有频散特性和多模式特征,虽然通过计算导波在管道中传播的频散曲线、选择合适的激励频率可以减弱频散现象,但对于任何给定的激励频率在管道中至少可产生两种模态的导波,并且随着频厚积的增加,产生的导波模态还会增加。另外,导波在管道中传播时,遇到不连续处或者随传播距离的增加,波包都会发生改变,信号幅值也将减小等,这些因素导致管端和缺陷处产生的回波信号非常复杂。目前,导波信号处理的方法主要有傅立叶变换、时频分析、小波变换、希尔波特变换等。Alleyne D N 等[1]利用二维傅立叶变换将多种模式导波信号的重叠部分分离出来。Kwun H 等[2]
第20卷 第5期 2008年10月 海军工程大学学报
J OURNAL OF NAVAL UN IV ERSIT Y OF EN GIN EERIN G Vol.20 No.5 Oct.2008 3收稿日期:2008204208;修回日期:2008206230。
基金项目:中国博士后科学基金资助项目(20060390865);湖北省自然科学基金资助项目(2007ABA224)。
作者简介:王悦民(1969-),男,副教授,博士,主要研究方向为舰船动力及热力系统的监测、控制与故障诊断,E 2
mail :yuemin_wang @https://www.doczj.com/doc/9612787341.html, 。
利用时频分析的方法———短时傅立叶变换对圆管中纵向导波发散特性进行了分析,指出纵波存在“低通”或“高通”截止频率特性。Siqueira M H S [3]等用小波分析方法对管道导波检测信号进行分析,指出经小波变换后信噪比得到改善,其值可达12dB 。针对管道导波检测回波信号的特点,王悦民[4]选用Hilbert 变换对回波信号进行了处理,结果表明,Hilbert 变换法对导波信号的分辨比较有效。吴斌等[5]综述了超声导波无损检测中的信号处理研究进展,指出信号处理在提高信号的可读性、提高缺陷的检测与识别能力、表征被检对象特性等方面具有重要作用。
文中首先简述了管道导波频散特性和实验检测信号特征,然后利用Hilbert 变换对检测信号进行处理,最后分别采用加窗函数滤波和小波变换方法对Hilbert 变换后的信号作进一步处理,分析了处理的效果。
1 管道导波频散特性和实验检测信号特征
1.1 管道导波频散特性
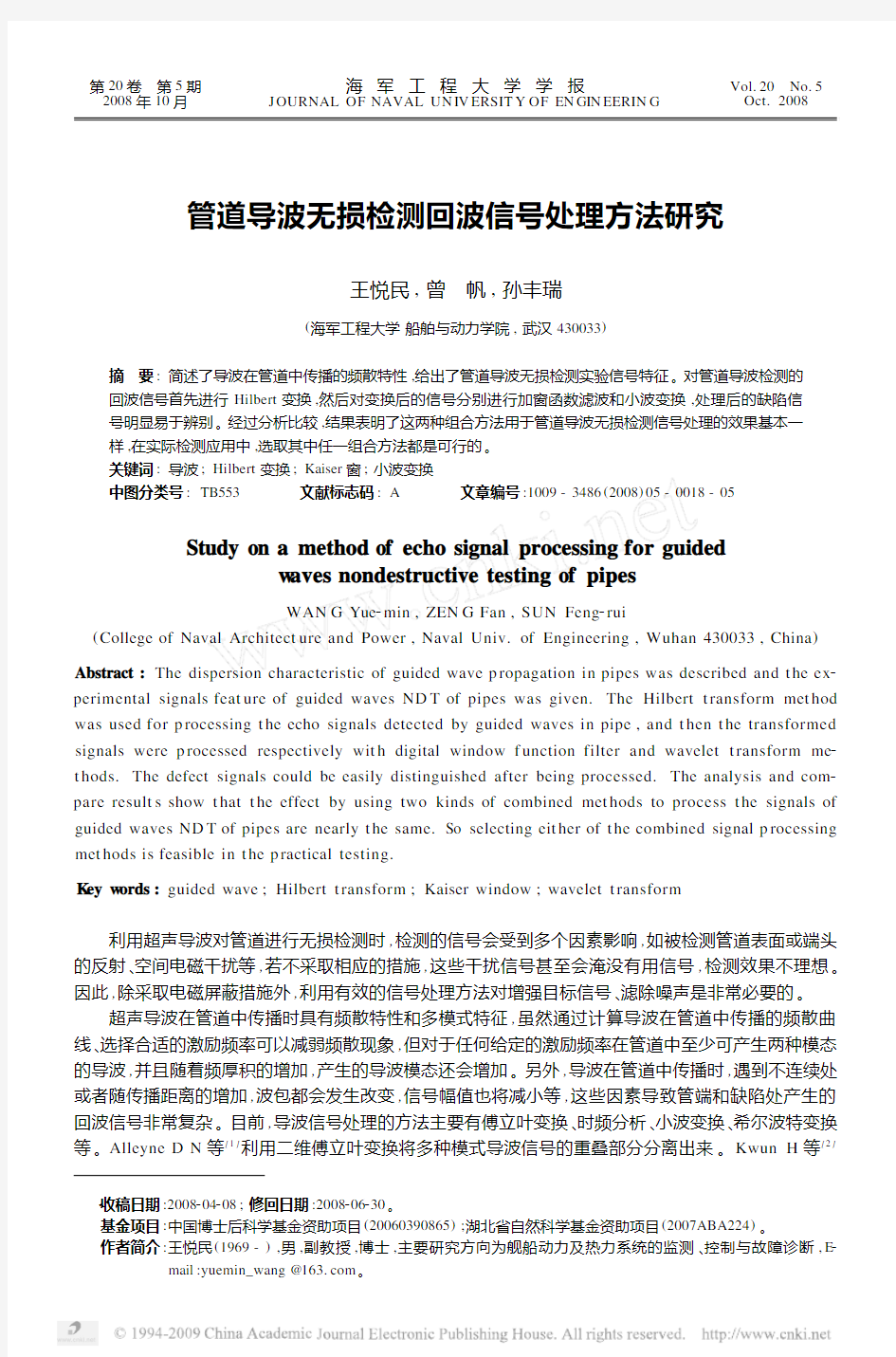
导波频散(dispersion )是指导波的传播速度随着频率、构件几何边界形状的变化而变化,以及导波会以多个模式同时传播,当遇到构件不连续处还会发生模式转换。图1给出了长为6.72m ,外径为38mm ,壁厚为2.5mm 钢管的导波频散曲线。为了标记导波在管道中存在的不同模态,图1中分别用L (0,n ),T (0,n )和F (m ,n )表示对应的纵向、扭转和弯曲模态导波,其中:m 表示导波沿圆管周向的位移和应力谐变量阶数;n 表示模数。从图中频散曲线可看出,在频率小于100k Hz 的范围内,同时有L (0,1),L (0,2),T (0,1),F (1,1),F (1,2),F (1,3)模式导波出现;对于任一给定频率,至少存在两个以上的导波模态,随着频率的增大导波模态也迅速增多。从图1(a )群速度频散曲线中,还可以看出L (0,1)和L (0,2)模式导波分别有“低通”和“高通”截止频率出现
。
图1 钢管导波频散曲线
Fig.1 Dispersion curves of guided wave in steel pipe
在理想的情况下,希望在管道中仅产生单一模态的导波,若导波遇到缺陷产生反射,所得到的回波将较容易分析。多模态的存在大大增加了导波技术应用于管道检测的复杂性。在实际检测应用中,对于给定的被检测管道,选择适当的导波激励频率非常重要,这就要求选择的激励频率不在截止频率区。另外,为了提高检测的灵敏度或信噪比,尽可能抑制其他模式导波的产生,从而激励出单一模式的导波,并且使激励的导波频率在非频散区域内。
1.2 实验检测信号特征
取长为6.72m 、外径为38mm 、壁厚为2.5mm 的钢管为实验样本,在钢管上钻3个通孔,模拟通孔缺陷。孔大小分别为<12mm 、<10mm 和<5mm ,其中,孔<12mm 位于钢管两端的中间处,而孔<10mm 和<5mm 分别位于钢管的三等分处,即与钢管两端的距离均为2.24m (见图2)。该实验装置设置?91? 第5期 王悦民等:管道导波无损检测回波信号处理方法研究
的具体内容可参考文献[6],选用频率为33k
Hz 的纵向导波激励。检测信号波形如图3所示。 从图3可看出,由于受空间磁场干扰以及接收
传感器自身的噪声影响,接收的时域信号虽然能够
反映出缺陷信号特征,但噪声信号很大,为了使缺陷
信号更易于分辨并实现缺陷定量化研究,必须对检
测信号作数字处理。
2 检测信号的H ilbert 变换
基于磁致伸缩效应的管道无损检测技术得到的磁致伸缩脉冲回波信号是一种窄带信号,包含管道状态的重要信息,必须对这些窄带信号进行分析处理,以从中提取有用的信息。在信号处理中,Hilbert 变换是获得窄带信号包络的有效方法。
利Hilbert 变换,可以构造出相应的解析信号,使其仅含正频率成分,从而可降低信号的抽样率。还可以应用解析表达式中实部与虚部之间的关系,定义出任意时刻的瞬时包络、瞬时相位及瞬时频率,从而解决短信号和复杂信号瞬时特征的提取问题。
对于一实函数,f (t )的Hilbert 变换定义为
f ∧(t )=H [f (t )]=1π∫+∞-∞f (τ)t -τd τ=f (t )31πt 。(1)
式中:H 为Hilbert 变换;f ∧
(t )为f (t )的Hilbert 变换;3为卷积。Hilbert 变换相当于通过一个冲激响
应为1πt
的线性网络,该网络也称为Hilbert 滤波器。f (t )与其Hilbert 变换f ∧(t )正交。 图4 Hilbert 变换后的信号波形 Fig.4 Signals processed by Hilbert transform
对于窄带信号x (t )=a (t )co s θ
(t ),如果引入其正交分量x ∧(t )=a (t )sin θ(t ),可以将它们组成一个复信号:
u (t )=a (t )co s θ(t )+ja (t )sin θ(t )=a (t )e j θ(t )。
(2)这样信号x (t )的瞬时包络a (t )、相位φ(t )、频率ω(t )
可以分别表示如下:
a (t )=x 2(t )+x ∧2(t ),(3)
φ(t )=arctan x ∧(t )x (t ),(4)
ω(t )=12π?d φ(t )d t
。(5) 对图3中有3个孔缺陷的钢管检测信号进行
Hilbert 变换,变换后的信号如图4所示。从信号变
换结果可以看出,经过Hilbert 变换后的钢管缺陷信
号分辨更清楚,而信号的幅值、相位和频率保持相对?02?海 军 工 程 大 学 学 报 第20卷
不变。因此,在时域中对管道磁致伸缩脉冲回波信号的分析和识别,Hilbert 变换是一种非常简便和实用的方法。3 数字滤波
数字滤波是利用离散系统特性对系统输入信号进行加工和变换,改变输入序列的频谱或信号波形,让有用频率的信号分量通过,抑制无用的信号分量输出。数字滤波器除了具有数字信号处理的固有优点外,还有滤波精度高、稳定性好和灵活性强等优点。
实验装置中模拟滤波器对高频干扰进行了抑制,但对低频干扰信号的滤波较差,而数字滤波可以滤去低频信号,滤波参数的修改也方便,可靠性高,无阻抗匹配问题,所以同时选用了数字滤波方法对信号进一步处理。
3.1 窗函数滤波方法
利用窗函数进行数字信号处理时,通常采用窄窗对变化激烈的信号进行分析,以提高时间分辨率,采用宽窗对变化缓慢的信号进行分析,以提高频率分辨率。窗函数的选取一般要满足两项要求:一是窗谱主瓣尽可能地窄,以获得较陡的过渡带;二是尽量减少窗谱的最大旁瓣的相对幅度,即能量集中于主瓣,使得肩峰和纹波减少,增大阻带的衰减。
根据管道导波无损检测的回波信号特点,并比较了几种窗函数使用后的效果,本文选取Kaiser 窗,该窗适应性较强,其窗函数表达式为
w (n )=I 0(β1-[1-2n/(N -1)]2I 0(β),0≤n ≤N -1。(6)
其中:I 0(?
)为第一类变形零阶贝塞尔函数;β为可自由选择的参数,可以同时调整主瓣宽度与旁瓣电
平,β越大,则w (n )窗越窄,而频谱的旁瓣越小,主瓣宽度则越大[7]。
选定的Kaiser 窗幅度响应如图5所示。对图4经Hilbert 变换后信号波形进行加Kaiser 窗滤波处理,得到去噪后的信号如图6所示。
从图6可以看出,经加Kaiser 窗函数滤波后,信号变得比较光滑,去噪效果明显,管端反射信号和缺陷信号都易于分辨。
3.2 小波变换方法
小波变换的重要应用之一是用于信号消噪,其降噪的准则是降噪后的信号至少和原信号具有同等的光滑性,以及降噪后的信号和原信号的方差估计应是最坏情况下的方差最小,即具有相似性。小波变换在降噪过程中的核心步骤是在系数上作用阈值,阈值有硬阈值和软阈值,阈值的选取直接影响降噪的质量。通常,软阈值会使去噪后的信号更平滑一些,但取值要适当,否则会丢失信号的某些特征。一般?12? 第5期 王悦民等:管道导波无损检测回波信号处理方法研究
来说,小波去噪用软阈值法更多些,但到底选用哪种处理方法,还应视具体情况而定。根据管道导波无损检测的回波信号特点,文中选用Symlet sA (symN )小波族,Sym 小波与db 小波 图7 Sym 小波变换后的信号波形Fig.7 Signals processed by Sym wavelets transform 的性质基本类似,两者的差别在于Sym 小波有更好
的对称性。
假定m 0(ω)=12∑2N -1
k =0
h k e -jk ω,考虑|m 0(ω)|2为z =e i ω的函数W ,可用不同的方法分解W 为[8]
W (z )=U (z )U (1z )。(7)
W 的根是成对的。令U (z )的根的模平方小于1,就
可得到db 小波,若大于1得到的就是Sym 小波。
对图4经Hilbert 变换后的信号波形进行Sym
小波去噪处理,得到Sym 小波变换后信号(见图7)。
从图7中可看出,经过Sym 小波变换后,信号也
变得比较光滑,去噪效果也很明显,管端反射信号和缺陷信号也易于分辨,说明利用小波变换方法对管道导波回波信号进行消除噪音处理也是可行的。3.3 两种方法的比较
通过这两种组合的信号处理方法比较可以得出:当利用小波变换方法时,选取合适的阈值比较重要;当利用加窗函数滤波方法时,选取合适的阶数比较重要。对于管道导波回波信号进行分析处理,这两种组合方法都是行之有效的方法。
4 结 论
对管道导波无损检测回波信号进行信号处理,有利于实现缺陷信号的分辨和提取,有利于实现导波无损检测定量化,有利于导波无损检测技术的推广应用。从以上两种组合式信号处理方法的效果来看,针对管道导波检测的回波信号特点,采用其中任一组合的信号处理方法均可,效果都比较明显。参考文献(R eferences):
[1] ALL EYN E D N ,CAWL EY P.A 22dimensional Fourier transform method for the measurement of propagating
multimode signals [J ].J.Acoust.Soc.Am.,1991,89(3):1159-1168.
[2] KWUN H ,BAR TEL S K A.Experimental observation of wave dispersion in cylindrical shells via time 2f requency a 2
nalysis [J ].J.Acoust.Soc.Am.,1995,97(6):3905-3907.
[3] SIQU EIRA M H S ,GA T TS C E N ,SIL VA R R ,et al .The use of ultrasonic guided waves and wavelets analysis
in pipe inspection [J ].Ultrasonic ,2004,41:785-797.
[4] 王悦民.基于磁致伸缩效应的管道导波检测理论及应用研究[D ].武汉:华中科技大学,2005.
[5] 吴 斌,邓 菲,何存富.超声导波无损检测中的信号处理研究进展[J ].北京工业大学学报,2007,33(4):342-
345.
WU Bin ,DEN G Fei ,H E Cun 2f u.Review of signal processing in ultrasonic guided waves nondestructive tes 2ting [J ].Journal of Beijing University of Technology ,2007,33(4):342-345.(in Chinese )
[6] 王悦民,康宜华,武新军.管道超声导波无损检测技术应用研究[J ].海军工程大学学报,2005,17(5):34-37.
WAN G Yue 2min ,KAN G Y i 2hua ,WU Xin 2jun.Application of ultrasonic guided wave nondestructive testing of pipes [J ].Journal of Naval University of Engineering ,2005,17(5):34-37.(in Chinese )
[7] 程佩青.数字信号处理教程[M ].北京:清华大学出版社,1995.
[8] 董长虹.Matlab 小波分析工具箱原理与应用[M ].北京:国防工业出版社,2005.?22?海 军 工 程 大 学 学 报 第20卷
简述全自动超声波无损检测方法 摘要:全自动超声波检测技术(AUT)对于提高无损检测效率、保证无损检测质量,节约工程成本有着重要的意义,通过对AUT检测的特点,与传统检测手段进行了对比分析,阐述工程无损检测中AUT检测的通用做法。 关键词:全自动超声环焊缝检测 引言:AUT检测技术是一种新型的无损检测技术,在近几年的推广使用过程中得到了工程质检方的认可,在使用过程中各公司做法不一,本文通过多年AUT 检测工程应用经验总结归纳了AUT检测通用做法。 1、AUT检测方法适用范围 本文论述了环向焊缝全自动超声检测的要求。在AUT检测所得到结论的基础上分析评定环焊缝。根据工程临界判别法(ECA)来最终确定检测验收标准。 2 AUT检测方法步骤 2.1 外观检查 工程现场所有待检环焊缝在焊接完成后都要进行三方(监理、施工、检测)外观检查并且按照AUT检测相应标准的要求进行评定。 所有坡口应在机加工后进行焊接,并且确保焊接符合焊接工艺的要求,随后AUT全自动超声波检测应结合画参考线一起进行。 2.2 超声波检测 工程现场的所有环焊缝的全自动超声检测都要在整个焊缝圆周方向上进行,并按相应的验收标准进行评定。 3 超声波检测系统 AUT检测系统应该提供足够的检测通道的数量,保证仅扫查环焊缝一周,就可对该焊缝整个厚度上的所有区域进行全面检测。所有被选通道都应能显示一个线性A型扫查显示。检测的通道应该能按照通常如图1所示的检测区域评估被检焊缝。仪器的线性应按照相应标准来确定,每6个月测定一次。仪器的误差应该不大于实际满幅高的5%。这一条件应该适用于对数放大器及线性放大器。每一个检测的通道都应可以选择脉冲反射法或者直射法。每一个检测通道的闸门位置及两个闸门之间的最小跨度和增益都是可选择的。记录电位也是可以选择的,以显示记录的波幅和传播时间位于满幅高0~100%之间的信号。对于B扫查或者图像显示的资料记录也应该为0~100%。对于每个门都有两个可记录的输出信号。无论是模拟信号还是数字信号都包括信号的高度和渡越时间。它们都适于多通道记录仪或计算机数据采集软件的显示。 4 AUT的系统设置 4.1 AUT探头及探头灵敏度的确定 在工程现场的检测中用AUT对比试块选定该检测系统的合适当量。每个AUT 检测探头固定在扫查架相应位置上,保证中心距满足要求。分别调整扫查架上探头的位置、角度和激活晶片数,使所有探头在标准试块上的主反射体的信号都达到最大值。把所有检测探头的峰值信号都设置到仪器满屏的80%,此时显示的灵敏度数值就是该探头检测时的基准灵敏度。 4.2 闸门的设置 4.2.1 熔合区闸门的设置参照AUT对比试块上的标准反射体:闸门起点位置在坡口前大于等于3mm,闸门终点位置应大于焊缝上中心线位置1mm。闸门的起点和长度应记录在工艺文件中。
管道射线探伤工艺 1. 目的 为了保证本工程压力管道施工中射线探伤工作的正常进行,使其检验结果符合国家现行的有关标准、规范等要求,保证管道射线探伤结果的真实可靠性。 2. 适用范围 本工艺适用于本工程中压力管道施工过程中的射线探伤检验。3.相关文件 《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)《工业金属管道工程施工及验收规范》(GB50235-97) 《压力管道安全管理与监察规定》(劳部发[1996]140号文) 《承压设备无损检测》JB4730-2005 《钢管环缝溶化焊对接接头射线透照工艺和质量分级》GB/T12605-90。 4. 职责 4.1 射线探伤评定人员 由持相应技术等级Ⅱ级(中级)或Ⅱ级以上(高级)资格人员负责具体的管道射线探伤评定工作,并编写和审核检验报告。 4.2 管道射线探伤操作人员 由持初级技术等级或以上资格的人员负责相应的管道射线操作工作。 5. 管道射线探伤工艺 5.1 焊缝射线透照检测 5.1.1透照方式和透照时机 5.1.1.1按射线源、工件和胶片三者之间的相互位臵关系,透照方式分为: a.双壁单影法;b.双壁双影法。 5.1.1.2对一般管道来说,每条焊缝焊接完毕后,再进行探伤;对于焊接后有产生延迟裂纹倾向的材料制造的压力管道,必须等焊完24小时后探伤。 5.1.2试件检查和清理
试件上如有妨碍射线穿透或贴片的附加物应尽可能去除,试件表面质量包括焊缝余高,应经外观检查合格,表面的不规则形状在底片上的图象应不掩盖焊缝中的缺陷或与之相混淆。否则应对表面进行打磨修整。 5.1.3胶片的选用 射线胶片的选用根据像质高低,工件厚度和材质而定。AB射线检测技术应采用T3类或更高类的胶片(即天津-III型或天津-V型)。胶片的本底灰雾度应不大于0.3。 5.1.4增感屏和暗袋 采用铅箔增感屏。要求其表面质量光滑清洁,无污秽、损伤变形和划痕。如果增感屏表面有划痕或开裂,发射二次电子的表面积增大,在底片上会出现类似裂纹的细黑线。增感屏要注意防潮,否则时间长了会使其中锡、锑在表面呈线状分布,在底片上会产生白线条。总之增感屏要经常检查,保持清洁无损。铅箔增感屏分为前屏和后屏。装胶片的暗袋(暗盒)应为黑色塑料或合成革制成。要求其材料应薄、软、滑具有一定强度而不易老化。规格应与增感屏和胶片相匹配,暗袋的外表面应有中心标记线,背面还应有贴铅质“B”标记和其它标记的小袋。暗袋经常和工件接触易脏、易破要及时检查更换。 5.1.5底片黑度 射线透照对底片黑度有一定要求,假如黑度不适当会影响缺陷的检出能力。按JB/T4730-2005标准规定,AB级底片黑度范围为2.0-4.0之间。用X射线透照小径管或其他截面厚度变化大的工件时,AB级最低黑度允许降至 1.5。 5.1.6划线 按照探伤工艺卡和相关规定的检测部位、比例和一次透照长度在工件上划线。采用双壁单影透照时,只需在工件胶片侧划出一次透照的平均长度。 5.1.7透照方法 5.1.7.1 双壁双影法 5.1.7.2 D≤89mm钢管采用双壁双影法(垂直90°两次透照)。
石油天然气钢质管道无损 检测最终版 Prepared on 22 November 2020
一、概述 1 SY/T4109-2005编制背景和简要经过 随着我国石油天然气管道工程建设的发展,管道无损检测技术也得到了很大的发展。同时管道工程施工技术,特别是管道焊接技术的发展,对无损检测技术提出了新的要求。为确保工程质量,进一步完善无损检测标准,根据原国家石油和化学工业局《关于下达2001年石油天然气、石油化工行业标准、修订项目计划的通知》(国石化政发(2000)410号)文件要求,由石油天然气管道局盘锦北方无损检测公司负责对SY4056-93《石油天然气管道对接焊缝射线照相及质量分级》、SY4065-93《石油天然气管道对接焊缝超声波探伤及质量分级》、SY/T 0444-98《常压钢制焊接储罐及管道磁粉检测技术标准》及SY/T 0443-98《常压钢制焊接储罐及管道渗透检测技术标准》进行了整合修订,修订后标准名称为《石油天然气钢质管道无损检测》。 本标准在修订过程中,编制人员遵照国家有关方针政策,进行了比较广泛的调查研究,在全面总结和吸纳多年石油天然气钢质管道无损检测经验和技术,充分考虑石油天然气钢质管道工程施工实际特点的基础上,积极参照采用国外有关先进标准,并多次以发函或会议形式征求相关方意见,经反复修改形成送审稿,于2004年12月在海南三亚通过了由石油工程建设专业标准化委员会施工分标委组织的标准审查会的审查。 2 SY/T4109-2005修订的指导思想 (1)目前石油天然气管道(含集输管道及其站场),特别是油气长输管道正向着大口径、大壁厚、高钢级及高压力方向发展,而与之相配套的先进的焊接和无损检测技术及设备也在广泛采用。作为无损检测标准,必须适应和满足这种变化。另外,管道施工建设不仅要占领国内市场,而且还要走向世界。因此,与国外标准接轨也是本次标准修订应考虑的的一个重要因素。
超声无损检测仪器的发展 超声检测仪器性能直接影响超声检测的可靠性,其发展与电子技术等相关学科的发展是息息相关的。计算机的介入,一方面提高了设备的抗干扰能力,另一方面利用计算机的运算功能,实现了对缺陷信号的定量、自动读数、自动识别、自动补偿和报警。20世纪80年代,新一代的超声检测仪器——数字化、智能化超声仪问世,标志着超声检测仪器进入一个新时代。 超声无损检测仪器将向数字化、智能化、图像化、小型化和多功能化发展。在第十三、十四世界无损检测会议仪器展览会、1996年中国国际质量控制技术与测试仪器展览会、1997年日本无损检测展览会等大型国际会议会展中,数字化、智能化、图像化超声仪最引人注目,显示了当今世界无损检测仪器的发展趋势。其中以德国Krauthammer公司、美国Panametrics公司、丹麦Force Institutes公司与美国PAC公司的产品最具代表性。真正的智能化超声仪应该是全面、客观地反映实际情况,而且可以运用频谱分析,自适应专家网络对数据进行分析,提高可靠性。提高超声检测中对缺陷的定位、定量和定性的可靠性也是超声检测仪器实现数字化、智能化急待解决的关键技术问题。 现代的扫查装置也在向智能化方向发展。扫查装置是自动检测系统的基础部分,检测结果准确性、可靠性都依赖于扫查装置。例如采用声藕合监视或藕合不良反馈控制方式提高探头与工件表面的耦合稳定度以及检测的可靠性。从20世纪90年代以来,出现的各种智能检测机器人,已经形成了机器人检测的新时代及工程检测机器人的系列与商业市场。例如日本东京煤气公司的蜘蛛型机器人,移动速度约60m/h ,重约140kg,采用16个超声探头可以对运行状态下的球罐上任意点坐标位置进行扫描。日本NKK公司研制的机器人借助管道内液体推力前进,可以测量输油管道腐蚀状况,其检测精度小于1mm。 丹麦Force研究所的爬壁机器人,重约10吨,采用磁吸附与预置磁条跟踪方式可检测各类大型储罐与船体的缺陷。 超声无损检测技术的发展 超声无损检测技术是国内外应用最广泛、使用频率最高且发展较快的一种无损检测技术, 体现在改进产品质量、产品设计、加工制造、成品检测以及设备服役的各个阶段和保证机器零件的可靠性和安全性上。世界各国出版的无损检测书
GB 3947-83声学名词术语 GB/T1786-1990锻制园并的超声波探伤方法 GB/T 2108-1980薄钢板兰姆波探伤方法 GB/T2970-2004厚钢板超声波检验方法 GB/T3310-1999铜合金棒材超声波探伤方法 GB/T3389.2-1999压电陶瓷材料性能测试方法纵向压电应变常数d33的静态测试 GB/T4162-1991锻轧钢棒超声波检验方法 GB/T 4163-1984不锈钢管超声波探伤方法(NDT,86-10) GB/T5193-1985钛及钛合金加工产品(横截面厚度≥13mm)超声波探伤方法(NDT,89-11)(eqv AMS2631) GB/T5777-1996无缝钢管超声波探伤检验方法(eqv ISO9303:1989) GB/T6402-1991钢锻件超声波检验方法 GB/T6427-1999压电陶瓷振子频率温度稳定性的测试方法 GB/T6519-2000变形铝合金产品超声波检验方法 GB/T7233-1987铸钢件超声探伤及质量评级方法(NDT,89-9) GB/T7734-2004复合钢板超声波检验方法 GB/T7736-2001钢的低倍组织及缺陷超声波检验法(取代YB898-77) GB/T8361-2001冷拉园钢表面超声波探伤方法(NDT,91-1) GB/T8651-2002金属板材超声板波探伤方法 GB/T8652-1988变形高强度钢超声波检验方法(NDT,90-2) GB/T11259-1999超声波检验用钢制对比试块的制作与校验方法(eqv ASTME428-92) GB/T11343-1989接触式超声斜射探伤方法(WSTS,91-4) GB/T11344-1989接触式超声波脉冲回波法测厚 GB/T11345-1989钢焊缝手工超声波探伤方法和探伤结果的分级(WSTS,91-2~3) GB/T 12604.1-2005无损检测术语超声检测代替JB3111-82 GB/T12604.1-1990 GB/T 12604.4-2005无损检测术语声发射检测代替JB3111-82 GB/T12604.4-1990 GB/T12969.1-1991钛及钛合金管材超声波检验方法 GB/T13315-1991锻钢冷轧工作辊超声波探伤方法 GB/T13316-1991铸钢轧辊超声波探伤方法 GB/T15830-1995钢制管道对接环焊缝超声波探伤方法和检验结果分级 GB/T18182-2000金属压力容器声发射检测及结果评价方法 GB/T18256-2000焊接钢管(埋弧焊除外)—用于确认水压密实性的超声波检测方法(eqv ISO 10332:1994) GB/T18329.1-2001滑动轴承多层金属滑动轴承结合强度的超声波无损检验 GB/T18604-2001用气体超声流量计测量天然气流量 GB/T18694-2002无损检测超声检验探头及其声场的表征(eqv ISO10375:1997) GB/T 18696.1-2004声学阻抗管中吸声系数和声阻抗的测量第1部分:驻波比法 GB/T18852-2002无损检测超声检验测量接触探头声束特性的参考试块和方法(ISO12715:1999,IDT) GB/T 19799.1-2005无损检测超声检测1号校准试块 GB/T 19799.2-2005无损检测超声检测2号校准试块 GB/T 19800-2005无损检测声发射检测换能器的一级校准 GB/T 19801-2005无损检测声发射检测声发射传感器的二级校准 GJB593.1-1988无损检测质量控制规范超声纵波和横波检验 GJB1038.1-1990纤维增强塑料无损检验方法--超声波检验 GJB1076-1991穿甲弹用钨基高密度合金棒超声波探伤方法 GJB1580-1993变形金属超声波检验方法 GJB2044-1994钛合金压力容器声发射检测方法 GJB1538-1992飞机结构件用TC4 钛合金棒材规范 GJB3384-1998金属薄板兰姆波检验方法 GJB3538-1999变形铝合金棒材超声波检验方法 ZBY 230-84A型脉冲反射式超声探伤仪通用技术条件(NDT,87-4/84版)(已被JB/T10061-1999代替) ZBY 231-84超声探伤仪用探头性能测试方法(NDT,87-5/84版)(已被JB/T10062-1999代替)
压力管道的无损检测技术 一: 二:基本方法:射线、超声、磁粉、渗透 教材:P281,P381 一:磁粉检测(MT) 磁粉探伤原理: 铁磁性材料和工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变而产生漏磁场,吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。 磁粉探伤的适用范围: 磁粉探伤适用于检测铁磁性材料表面和近表面尺寸很小,间隙极窄(如可以检测出长0.1mm/宽为微米级的裂纹)目视难以看出的不连续性。 磁粉探伤不能检测奥氏体不锈钢材料和用奥氏体不锈钢焊条焊接的焊缝,也不能检测铜、铝、钛等非磁性材料。马氏体不锈钢和沉淀硬化不锈钢具有磁性,可以进行磁粉探伤。 磁粉探伤可以发现裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷,但对于表面浅的划伤、埋藏较深的孔洞和与工件夹角小于20度的分成及折叠难以发现。
磁粉探伤的基本操作步骤: 1:预处理; 2:磁化被检工件表面; 3:施加磁粉和磁悬液; 4:在合适的光照下观察和评定磁痕;5:退磁; 6:后处理: 思考题: 1:叙述磁粉探伤的原理和适用范围。2:写出磁粉探伤的基本操作步骤。
二:渗透探伤(PT) 渗透探伤原理: 渗透探伤是基于液体的毛细管作用(或毛细管现象)和固体染料在一定条件下的发光现象。 渗透探伤的工作原理是:被检工件在被施涂含有荧光染料或着色染料的渗透液后,在毛细管作用下,经过一定时间的渗透,渗透液可以渗进表面开口的缺陷中;经过去除被检工件表面多余的渗透液和干燥后,再在被检工件表面施涂吸附介质——显象剂;同样,在毛细管作用下,显象剂将吸附缺陷中的渗透液,使渗透液回渗到显象剂中;在一定光源下(黑光或白光),缺陷处之渗透液痕迹被显示(黄绿色荧光或鲜艳红色),从而检测处缺陷的形貌及分布状态。 渗透探伤可以检查金属和非金属材料的表面开口缺陷,例如:裂纹、疏松、气孔、夹渣、冷隔、折叠和氧化斑疤等。这些表面开口缺陷,特别是细微的表面开口缺陷,一般情况下,目视检查难以发现。 渗透探伤不受被检工件结构形状限制。可以检查焊接件、铸件、锻件、机械加工件等。 渗透探伤不受被检部件种类限制,可以检查铁磁性材料、非铁磁性材料、黑色金属、有色金属、、非金属。 渗透探伤的局限性:不适合检查表面是吸附性的材料,也不适合检查埋
无损探伤标准 一、通用基础 1、GB 5616-1985 常规无损探伤应用导则 2、GB/T 9445-1999 无损检测人员技术资格鉴定通则 3、GB/T 14693-1993 焊缝无损检测符号 4、GB 16357-1996 工业X射线探伤放射卫生防护标准 5、JB 4730-1994压力容器无损检测 6、DL/T675-1999 电力工业无损检测人员资格考核规则 二、射线检测 1、GB 3323-1987 钢熔化焊对接接头射线照相和质量分级 2、GB 5097-1985 黑光源的间接评定方法 3、GB 5677-1985 铸钢件射线照相及底片等级分类方法 4、GB/T 11346-1989 铝合金铸件X射线照相检验针孔(图形)分级 5、GB/T 11851-1996压水堆燃料棒焊缝X射线照相检验方法 6、GB/T 12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分类 7、GB/T 无损检测术语射线检测 8、GB/T 12605-1990 钢管环缝熔化焊对接接头射线透照工艺和质量分级 9、GB/T 16544-1996 球形储罐γ射线全景曝光照相方法 10、GB/T 16673-1996 无损检测用黑光源(UV-A)辐射的测量 11、JB/T 7902-2000 线型象质计 12、JB/T 7903-1995工业射线照相底片观片灯 13、JB/T 泵产品零件无损检测泵受压铸钢件射线检测方法及底片的等级分类 14、JB/T 9215-1999 控制射线照相图像质量的方法 15、JB/T 9217-1999射线照相探伤方法 16、DL/T 541-1994 钢熔化焊角焊缝射线照相方法和质量分级 17、DL/T 821-2002 钢制承压管道对接焊接接头射线检验技术规程 18、TB/T6440-92 阀门受压铸钢件射线照相检验 三、超声波检测㈠
管道无损检测方案 1.概述 本工程各种管道约15000米,分不锈钢SS304、SS316、碳钢、合金钢、PP/GRP、CS+PTFE等多种材质。根据工艺、技术的不同要求,现场需拍片约40000张,硬度试验900点。 本方案编制参考了招标文件中技术说明S-00-1540-002以及美国ASME标准(1986)。 2.检验项目 2.1射线探伤 ⑴射线探伤的检查比例,按照JGC在“技术说明”中的要求执行。 ⑵射线探伤的检查比例应符合设计要求及有关技术条件的规定。 ⑶要求100%检查的管道应逐个焊口整圈100%检查,确保不漏检。 ⑷要求10%抽检的管道应按相应焊工的相应焊缝按10%比例整圈检查。 ⑸管径≤3″厚度δ≤7.62mm采用双壁双影椭圆透照,每个焊口间隔 90°各拍一张,共两张。 ⑹管径=2″厚度≥8.74mm;管径=2-1/2″厚度≥9.53mm;管径=3″厚度≥11—13mm时应采用双壁单影分段透照,拍摄四张。 ⑺管径≥4″采用双壁单影或单壁单影透照,每个管口至少拍摄四张,T各种规格管道焊缝的拍摄数量应与现场测试检查程序中的要求一致。 ⑻胶片选用FUJI“100”型。采用的铅箔增感屏,当采用X射线探伤时,前屏厚0.03mm,后屏厚0.1mm;当采用γ射线探伤时,前后屏厚均为0.1mm。 ⑼10″以下包括10″的管道探伤时,胶片规格为10″×4″;12″-72″的管道探伤时,胶片规格为12″×3-1/3″。有特殊要求的按要求执行。
⑽ 所摄底片应无划伤,水迹,伪缺陷,当采用X 射线时AB 级的底片黑度D=1.8-3.5,当采用γ射线时底片黑度D=2.0-3.5,底片象质指数均应满足不同厚度的要求。底片上标识应齐全(包括管段号,焊口号,焊工号,拍摄日期,返修次数)。 ⑾ 用Ir192γ射线探伤时,应加装准直器,以减少散射线对底片像质的影响。 ⑿ 大口径管预制时,对接焊缝可采用环焊缝内透法或环缝外透法。现场组对焊缝,可采用双壁双影或双壁单影法,具体方法见图示。 探伤设备的选用:当穿透厚度<20mm 时用X 光机探伤,其穿透力应能满足透照工件的要求;当穿透厚度≥20mm 时用Ir192γ探伤机,其影像应与X 光底片相同。探伤机的操作机构应安全可靠,源强应能满足探伤工艺要求。 ⒀ 环焊缝透照的最小焦距: L AB 级=10d ×L 22/3 k=T ′/ T ≯1.1 小口径管环焊缝椭圆透照的最小焦距 Lmin=d ×δ/ug+δ 射线源射线源 胶片 胶片 胶片 射线源 双壁单影 单壁单影 胶片射线源 胶片 胶片 射线源 射线源 双壁双影 (椭圆
毕业设计(论文) 题目超声波无损检测技术 的理论研究 系(院)物理与电子科学系 专业电子信息科学与技术 班级2006级4班 学生姓名李荣 学号2006080927 指导教师吴新华 职称讲师 二〇一〇年六月十八日
独创声明 本人郑重声明:所呈交的毕业设计(论文),是本人在指导老师的指导下,独立进行研究工作所取得的成果,成果不存在知识产权争议。尽我所知,除文中已经注明引用的内容外,本设计(论文)不含任何其他个人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。 本声明的法律后果由本人承担。 作者签名: 二〇一〇年六月一十八日 毕业设计(论文)使用授权声明 本人完全了解滨州学院关于收集、保存、使用毕业设计(论文)的规定。 本人愿意按照学校要求提交学位论文的印刷本和电子版,同意学校保存学位论文的印刷本和电子版,或采用影印、数字化或其它复制手段保存设计(论文);同意学校在不以营利为目的的前提下,建立目录检索与阅览服务系统,公布设计(论文)的部分或全部内容,允许他人依法合理使用。 (保密论文在解密后遵守此规定) 作者签名: 二〇一〇年六月一十八日
超声波无损检测技术的理论研究 摘要 本文首先针对波无损检测技术进行理论研究,简明扼要的介绍了超声波无损检测技术的研究意义和发展现状,超声波无损检测技术是当前一种较为先进的检测技术,应用领域更广,适用范围更宽。然后细致的分析了超声波无损检测技术的工作原理特性,基于超声波的优良特性,和传播机理,进行器件或工程的无损检测,并分析了超声波无损检测系统的噪声干扰来源,提出了降低噪声的方法。尝试用计算机模拟系统通过仿真软件来处理超声波无损检测过程中的庞大的数据信息。直观准确地定位缺陷的位置和类型。最后介绍了超声波在无损检测领域的两种典型应用,建筑方面,可以通过超声探头,利用声波的反射的折射来检测混凝土路基的厚度,电力系统方面,利用超声波无损检测技术确定次绝缘子的寿命定位绝缘子中缺陷的类型的具体位置,快速有效的解除安全隐患。 关键词:超声波;无损检测;计算机仿真;瓷绝缘子
长输管道类检测艺
————————————————————————————————作者:————————————————————————————————日期:
编号:无损检测方案 编制: 审核: 批准 南京金鑫检测工程有限责任公司 年月
目录 1、主题内容 2、检测项目及数量 3、检测准备及质量控制 4、检测工艺 5、检测实施 6、射线防护安全管理 7、检测资料 附件: (一)球罐无损检测人员一览表(二)球罐无损检测设备一览表
一、主题内容: 1.1本工艺规定了长输管道类工程无损检测的基本要求。 1.2本工艺编制依据: 《压力管道安全技术监察规程》 SY/T4109-2005——《石油天然气钢质管道无损检测》 JB/T4730-2005——《承压设备无损检测》 无损检测工艺规程——《射线检测工艺规程》、《超声波检测工艺规程》 《磁粉检测工艺规程》、《渗透检测工艺规程》 1.3工程概况: 二、检测项目、数量及工艺准备: 三、现场安全管理 3.1 项目经理和责任工程师要高度重视检测现场的安全工作,要以身作则,学习贯彻各项安全规章制度;在进入现场前,必须对现场检测人员进行安全教育,向检测人员详细介绍现场情况,使检测人员检测前做到心中有数,然后按照部署,有步骤地进入检测现场。 3.2 检测人员必须严格遵守各项安全操作规程,进入现场前,必须穿戴好防护用品,不准喝酒,不准打闹,做到安全检测。 3.3 注意用电安全。 四、射线安全管理规定
4.1 从事射线检测人员必须经过防护培训,并取得环保部门颁发的《放射性工作人员》培训证,操作前应佩带好个人计量牌。 4.2 注意用电安全。 4.3 射线检测前,必须先与甲方取得联系,通知射线探伤时间。 4.4 每次检测前,必须划定警戒区域,悬挂警告标志(夜间挂红灯、出入路口设置明显的警戒标志)。 4.5 确认警戒区内无其他人员后才可开机作业。 4.6 操作人员应尽量利用现场建筑物屏蔽射线,使所受的辐射剂量尽可能达到最小。 五、设备、器材和人员配备 5.1设备、器材配备 射线机(或管道爬行器)、移动式发电机、超声波探伤仪、磁粉探伤仪、工业用X光胶片、显定影药品、电脑、合格套装渗透剂、超声波探头、超声波探伤耦合剂、磁膏、射线探伤用观片灯、暗室设备、射线检测警示标志、底片密度计、超声波探伤试块、磁粉探伤灵敏度试片、渗透探伤灵敏度试片及射线探伤辅助物品(铅字、透度计等)等。 5.2人员配备 检测责任师(至少项目中每项检测项目有一人,可兼项)、项目负责人、检测责任人(至少项目中每项检测项目有一人,可兼项)、操作(辅助)人员等。 六、射线检测 6.1 适用范围:适用于工程钢制管道对接焊缝射线检测。
无损检测委托协议 甲方: 乙方:
无损检测委托协议 甲方: 乙方: 甲方委托乙方承担无损检测工程的实施,双方为明确在检测过程中的权利和义务及经济责任,依据《中华人民共和国合同法》及其它相关法律、行政法规,遵循平等、自由、公平和诚信的原则,共同订立本协议。 一、委托范围 1.乙方按甲方要求对压力管道(¢25mm以上,含¢25mm) 进行无损检测,各项指标应达到相应图纸和标准规范的要求。 无损检测前的准备工作:脚手架搭建和焊缝打磨工作由甲力 负责,如有探伤质量不符合标准要求的,乙方应当重新检测, 费用由乙方负担。 2.焊缝的无损检测数量和部位,以乙方接受到的委托为准。 3.乙方出具符合甲方及当地相关技术监督部门要求的检测报告。 二、、双方义务 1、甲方义务: (1)提供相关的图纸、技术要求,并在每次检测时填写委托单一式两份。 (2)为乙方办理检测工程所在地环保部门、质量技术监督部门的相关许可手续提供必要的资料。 (3)负责协调乙方与施工单位的关系。 (4)按合同约定的时间支付工程款。 2、乙方义务:
(1)提供相关资质证明、负责办理工程所在地环保部门、质量技术监督部门及其它相关政府部门的检测工程许可手续。 (2)负责安排满足工程检测所需要的检测人员和设备,确保检测工作的质量和进度。 (3)及时准确地反馈检测结果,承担因己方工作失误造成损失的责任;工程运行期间,因乙方过失过错,导致有关隐患未能发现,造成甲方损失的,乙方承担相应责任。 (4)对所出具检测报告的准确性、公正性、客观性负责。 (5)根据进度要求必要时提供无节假日的24小时服务,并在检测结果出来后第一时间通知施工单位、监理工程师、甲方代表。在单项工程未完工时出具检测结果通知单,工程完工后3-5天内出具完整的检测报告肆份。 (6)检测过程中,如出现超标性缺陷过多,乙方在做到及时通知外,还应提出原因分析和建议性的返修方法,协助施工单位施工人员改进焊接工艺。 (7)乙方对本单位作业人员在现场及施工期内的人员管理、生产安全、劳动保护等方面负责,同时要按照国家、地方的有关规定做好放射性源的使用保管工作,以及在作业中的隔离工作,造成人员、财产损失的,全部由乙方承担责任并赔偿损失。 三、付款方式 1、乙方在工程竣工时出具完整的检测报告,并附上甲方每次的检测委托单等证明文件作为结算资料,办理完毕结算手续后七日内甲方将检测工程结算款全额付给乙方。 2、乙方在每次收款时应及时提供等额的行业专用发票给甲方。 四、违约责任
超声波无损检测概述
J I A N G S U U N I V E R S I T Y 超声波无损检测概述
2.2 国内研究情况 20 世纪50 年代,我国开始从国外引进模拟超声检测设备并应用于工业生产中。上世纪80 年代初,我国研制生产的超声波探伤设备在测量精度、放大器线性、动态范围等主要技术指标方面已有很大程度的提高[3]。80 年代末期,随大规模集成电路的发展,我国开始了数字化超声检测装置的研制。近年来,我国的数字化超声检测装置发展迅速,已有多家专业从事超声检测仪器研究、生产的机构和企业(如中科院武汉物理研究所、汕头超声研究所、南通精密仪器有限公司、鞍山美斯检测技术有限公司等)[1]。目前,国内的超声超声检测装置正在向数字化、智能化的方向发展并且取得了一定的成绩。另外,国内许多领域(如航空航天、石油化工、核电站、铁道部等)的大型企业通过引进国外先进的成套设备和检测技术(如相控阵超声检测设备与技术和TOFD 检测设备与技术),既完善了国内的超声检测设备,又促进了超声无损检测技术的发展[5]。 2.3 超声波无损检测技术发展趋势 超声检测技术的应用依赖于具体检测工件的检测工艺和方法,同时,超声检测还存在检测的可靠性,缺陷的定量、定性、定位以及缺陷检出概率、漏检率、检测结果重复率等问题,这些对超声检测仪器的研制提出了更高要求。 为克服传统接触式超声检测的不足,人们开始探索非接触式超声检测技术,提出了激光超声、电磁超声、空气耦合超声等。为提高检测效率,发展了相控阵超声检测。随着机械扫描超声成像技术的成熟,超声成像检测也得到飞速发展。目前,超声检测仪器已明显向检测自动化、超声信号处理数字化、诊断智能化、多种成像技术的方向发展[5-7]。 3.超声波检测的基本原理 3.1超声波无损检测基本介绍 超声检测(UT)是超声波在均匀连续弹性介质中传播时,将产生极少能量损失;但当材料中存在着晶界、缺陷等不连续阻隔时,将产生反射、折射、散射、绕射和衰减等现象,从而损失比较多的能量,使我们由接收换能器上接收的超声波信号的声时、振幅、波形或频率发生了相应的变化,测定这些变化就
一、概述 1 SY/T4109-2005 编制背景和简要经过随着我国石油天然气管道工程建设的发展,管道无损检测技术也得到了很大的发展。同时管道工程施工技术,特别是管道焊接技术的发展,对无损检测技术提出了新的要求。为确保工程质量,进一步完善无损检测标准,根据原国家石油和化学工业局《关于下达2001 年石油天然气、石油化工行业标准、修订项目计划的通知》(国石化政发(2000)410 号)文件要求,由石油天然气管道局盘锦北方无损检测公司负责对SY4056-93《石油天然气管道对接焊缝射线照相及质量分级》、SY4065-93《石油天然气管道对接焊缝超 声波探伤及质量分级》、SY/T 0444-98 《常压钢制焊接储罐及管道磁粉检测技术标准》及SY/T 0443-98 《常压钢制焊接储罐及管道渗透检测技术标准》进行了整合修订,修订后标准名称为《石油天然气钢质管道无损检测》。 本标准在修订过程中,编制人员遵照国家有关方针政策,进行了比较广泛的调查研究,在全面总结和吸纳多年石油天然气钢质管道无损检测经验和技术,充分考虑石油天然气钢质管道工程施工实际特点的基础上,积极参照采用国外有关先进标准,并多次以发函或会议形式征求相关方意见,经反复修改形成送审稿,于2004 年12 月在海南三亚通过了由石油工程建设专业标准化委员会施工分标委组织的标准审查会的审查。 2 SY/T4109-2005 修订的指导思想 (1)目前石油天然气管道(含集输管道及其站场),特别是油气长输管道正向着大口径、大壁厚、高 钢级及高压力方向发展,而与之相配套的先进的焊接和无损检测技术及设备也在广泛采用。作为无损检测标准,必须适应和满足这种变化。另外,管道施工建设不仅要占领国内市场,而且还要走向世界。因此,与国外标准接轨也是本次标准修订应考虑的的一个重要因素。 (2)在检测工艺方面,应总结我国石油天然气企业在国内外长输管道施工检测的成功经验,积极吸纳国内外相关标准的长处来修订。修改后标准,应具有科学性、先进性、简单实用、可操作性强的特点。 (3)验收标准部分应在原标准的基础上,充分考虑我国油气管道,特别是长输管道的实际情况,在满足和确保工程质量实际需要的前提下,参照国外先进标准来修订。 3 与原标准相比,SY/T4109-2005 检测技术部分的特点(1)射线检测部分 ①本标准增加了下列内容: a明确了本标准不仅适用于长输、集输管道的X、丫射线检测,也适用于其站场的检测,特别引进了 Se75 丫射线的检测技术。明确本标准不适用于工业和公用压力管道环焊缝的检测,也不适用于油气管道制管焊缝的检测。 b明确了本标准照相技术等级相当于GB3323-1987的AB级。 c针对长输管道采用低合金高强钢的特点,纳入了K值的概念,重视对横向缺欠的检出。对于公称直 径小于250 mm管道环缝双壁单影透照时,K值和一次透照长度给予适当放宽。 d 引入了新的辐射防护标准,划定控制区和管理区,并设置防护标志,严格规定检测人员及公众的安全防护。 e 明确了射线源和能量控制。 f明确了曝光量推荐值与焦距的关系及丫射线最短曝光时间的控制。 g 明确了像质计放于胶片侧应提高一个像质指数。 ②简化完善了原标准的相关条款: a适用管壁厚度由2 m?30 m修改为2 m?50 m。 b更新了胶片的分类方法,对于丫射线检测,由于能量偏高,工件对比度低,选用T2或T3胶片。用提 高胶片对比度的方法弥补工件对比度的不足。 c将原标准双壁双影透照的界限由原来的①114 m改为①89 m,这与GB3323-1987和API std 1104 相一致,并明确了小径管检测的要点。 d 根据长输管道检测的类型,完善了底片上的标记。 e为便于爬行器的检测,参照EN1435-1997 ,只要满足底片质量和灵敏度要求,几何不清晰度可适当 放宽,焦点到工件表面的距离L1 可减少规定值的50%。 f 简化了缺欠深度的测定方法,取消沟槽式测深计,用缺欠黑度与较薄侧母材黑度比较来确定。 g 改变透照厚度T A 的计算方法。 h底片的黑度范围:X射线1.2?3.5改为1.5?4.0 ; 丫射线1.5?3.5改为1.8?4.0 ;有利于发现缺欠。 i 充实完善了射线检测报告的内容。 ( 2 )超声波检测部分 超声波检测管壁厚度由原来5伽?30伽修改为5伽?50伽,管径增至1400伽;超声检测技术部分参 1
超声波无损检测论文无损检测论文 一种可实现高速信号处理的超声波无损检测系统的设计无损探伤技术是在不损坏工件或原材料工作状态的前提下,对被检验部件的表面和内部质量进行检查的一种测试手段。超声波探伤就是利用超声能透入金属材料的深处,并由一截面进入另,截面时,在界面边缘发生反射的特点来检查零件缺陷的一种方法。当超声波束自零件表面由探头通至金属内部,遇到缺陷与零件底面时就分別发生反射波来,在荧光屏上形成脉冲波形,根据这些脉冲波形来判断缺陷位置和大小。 随着超声波探伤技术的发展,对数字信号的处理与分析已不再仅仅是辅助技术。而是一种基本技术,由此出现了各种全数字化的超声波检测设备。但早期的数字化设备仅停留在超声波检测频率较低频段的信号处理上,主要是受到高速A/D和高速存储技术的限制,山于计算机总线技术应用的瓶颈,也不能实时多通道传送波形数据到计算机去处理,声源定位信号分析等实时显示分析的功能只能由硬件输出的参数完成。 而A/D转换器和高效率微处理器的问世克服了在高频领域应用模拟电子技术受到的各种限制。数字化全波形超声波探伤设备就是由计算机作为主机,以单片机芯片为主构成的专用板卡统一控制管理超声系统。这种设备综合应用了高速数据采集技术、A/D转换技术、大容量缓冲技术、多通道切换技术、数据存储技术和数据管理软件技术
等先进的数据信号处理技术,使得多通道声发射波形的采集和分析不再困难。因此,如何开发和研制更具先进性、创新性、科学性和实用性的全数字式超声波检测设备和系统,已成为一项紧迫性的任务。 本文主要介绍一种基于高速信号处理技术的超声波无损检测系 统的典型设计方案,从系统的总体设计、单元电路设计和程序设计等方面阐述和分析了设让原理,电路和软件的结构与功能等,系统方案具有较高的技术含量和实用价值。 总体设计 系统的总体结构设计如图1所示。首先,由高压脉冲发生器发射高压脉冲,其经能量转換电路形成超声波信号,遇到缺陷或杂质时产生反射波,再经能量转换电路转換为电压信号,最后经放大电路放大、A/D转换后,形成数字量,写入高速数据缓存器中;然后,由PCI接口电路将缓存器中的数据适时地通过PCI总线送到本系统的微处理 器进行处理,实现与外部计算机通信、显示、打印,存储和控制等功能。 本系统采用转换速率为60MHz的8位高速A/D转换电路以满足数据采集的要求。为对A/D芯片输出的高速数据进行缓冲,并充分利用LCI总线带宽,采用了]2KB的高速数据缓存电路;对于多通道检测的要求,设计了通道选择控制电路以实现通道之间的切換;采用高增益的高频宽带放大电路对缺陷回波信号进行整理和放大。
XX能源XX石油仓储中心项目管道无损检测施工专项方案 编制: 审核: 批准: 日期: XX安装工程有限公司
1 工程概况 1.1根据XX石化工程设计有限公司的设计的《XX能源发展有限公司XX石油仓储中心罐组一、罐组二工艺管道工程》施工图及所绘制的每条管道单线图,经计算得到所要进行探伤的焊口数量如下表: 管道级别管道口径焊道数量(道)焊口检测要求数量 SHB3 DN800 254 每道焊缝抽取10%长的焊缝250mm长SHB3 DN700 262 每道焊缝抽取10%长的焊缝210mm长SHB3 DN450 157 焊口总数的10% 16道 SHB3 DN300 9 焊口总数的10% 1道 SHB3 DN200 192 焊口总数的10% 19道 SHB5 DN80 114 焊口总数的5% 6道 注:以上焊道数量是按每根管子长度12m所计算的理论数值,具体数量需以施工实际为准。参照《石油化工有毒、可燃介质钢质管道工程施工及验收规范SH3501-2011》规范标准。 1.2工程特点 1.2.1根据公司现有机械设备条件结合现场具体施工情况,为了不影响施工进度和交叉施工作业人员安全,合理利用晚上休息时间进行拍片作业。 1.2.2由于罐区施工的管道处在地面上,所以给拍片作业给赢得方便。管道直接在固定位置安装焊接完成后就可进行。 1.2.3由于探伤位置的相对不固定,一个探伤位置完成后需要移动到另外一个位置,探伤机有一定的重量,且场地凹凸不平搬运不方便;并且探伤为晚上作业,作业人员的作息时间差一时不容易调整,精神和反应能力都不能够达到最佳状态;晚上施工的照明始终达不到白天施工的效果;施工环境复杂协作施工单位多,各单位的施工工期都比较紧张,探伤环境协作单位作业人员的沟通调配相对困难;综合以上所述安全将是整个施工中最大最严重的一个控制环节。 2 施工方法、技术措施 2.1探伤单位、人员资格 2.1.1无损检测机构选用临沂正大检测技术有限公司,该公司施工资质符合要求并专门
鄂东煤层气田地面建设工程然气 管道改线工程 施工组织设计(方案) *****
目录:(一)工程基本概况 1.编制依据 2.工程概况 2.1工程说明 2.2主要工程量 3施工部署 3.1施工组织机构 3.2具体人员安排 3.3职责与权限 3.4施工任务划分 3.5 工程项目划分 3.6 施工进度计划 3.7资金需用计划 3.8 主要施工机械、器具投入 3.9劳动力投入计划安排表 (二)管线敷设焊接 1.施工准备 2.施工程序 3.施工方法及施工技术措施 3.1.测量放线 3.2管道拉运摆放 3.3管道组对
. 3.4管道焊接 3.5管线补口、补伤 3.6管线下沟回填 3.7管道吹扫、试压措施 3.8施工资料的管理 4.焊接通病原因及防治 5.质量保证措施 (三)安全文明施工
(一)工程基本概况 1.编制依据 1.1*****给*****关于工程的施工图。依据我公司现有的人力、物力、财力及机械设备装备情况。依据施工现场的实际情况。 1.2施工执行的技术标准。 《输气管道工程设计规范》GB50251-2003 《输送流体用无缝钢管》GB-T8163-2008 《钢质管道外腐蚀控制规范》GB/T21447-2008 《埋地钢质管道聚乙烯防腐层》GB/T4054-2003 《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923 《油气长输管道工程施工及验收规范》GB50369-2006 《石油天然气金属管道焊接工艺评定》SY/T0452-2002 《钢质管道焊接及验收》SY/T0453-2006 《石油天然气钢质管道无损检测》SY/T4109-2005 2.工程概况 2.1工程说明 工程概况 本工程供气管道径Φ159*6,设计压力6.3MPa。起点位于的终点,线路全长约0km。 3.施工部署 3.1施工组织机构
(此文档为word格式,下载后您可任意编辑修改!)
摘要 钢管在生产和加工的过程中,其内部或者外部会产生分层、裂纹等各种缺陷。目前比较广泛的一种无损检测方法是超声波探伤,它可以在不损伤被检测对象的内部结构的前提下进行检测。论文以超声探伤理论为基础,利用CPLD强大的逻辑处理功能结合单片机MCU作为系统的核心开发了超声检测系统。在论文设计的过程中,采用了模块化的设计方案,提高了系统的可靠性;在主控芯片上选择了低成本的单片机MCU和可编程逻辑控制器件CPLD,提高了系统开发的灵活性。 在设计中首先对超声波检测技术进行介绍,并对超声波检测的基本理论进行探讨。对设计中的数字式超声波探伤仪的总体设计及各功能模块进行探讨,之后重点研究超声检测系统的硬件设计,包括超声波的激励电路,信号处理模块,MCU模块以及数据采集处理系统的设计。最后利用LabVIEW对超声检测系统进行软件设计,并进行总体流程的设计及下位机的设计。 关键词超声波探伤虚拟仪器CPLD单片机
Abstract In the production and processing of iron and steel materials,its internal and external will produce a layered,cracks and other defects.The relatively wide range of a nondestructive testing method is ultrasonic flaw detection that can not damage the object to be detected in the internal structure of the premise of testing with the basis of the ultrasonic flaw detection theory,the CPLD and MCU are the core of system development of ultrasonic testing system.In the process,to design it use a modular design to improve the reliability of the system;and select low cost MCU single-chip microcomputer and programmable logic control device CPLD in the main control chip to enhance the system flexibility. In the paper, the ultrasonic detection technique is introduced,and then the basic theory of ultrasonic testing id discussed.Then the design of the digital ultrasonic flaw detector in the general design and the functional module is discussed,then focuses on the hardware design of ultrasonic detection system,including the ultrasonic transmitting circuit,receiving circuit,MCU module and data acquisition and processing system design.Finally using LabVIEW on ultrasonic detection system for the software design,the system software design of the overall process,ultrasonic excitation pulse signal generating,data acquisition system control logic in this paper. Key words Ultrasonicexamination VirtualInstrument CPLD MCU