篇一:盐酸二甲双胍片说明书 盐酸二甲双胍片说明书 【功能主治】 . 格华止首选用于单纯饮食及体育活动不能有效控制的型糖尿病. 对于型或型糖尿病止低血糖发生 具协同作用 格华止与胰岛素合用 特别是肥胖的型糖尿病 图片已关闭显示,点此查看 防 可增加胰岛素的降血糖作用 减少胰岛素用量 . 格华止也可与磺脲类口服降血糖药合用您认为此药的治疗效果如何? 【主要成分】 格华止主要成份为盐酸二甲双胍 【包装规格】 铝塑包装 每片.g每板 片 每盒板 【用法用量】 应遵医嘱服药 格华止应从小剂量开始使用 每日二次 根据病人的状况或. 克 逐渐增加剂量随餐服用 通常格华止(盐酸二可每周增加.克或 图片已关闭显示,点此查看 毫克 对需进一步控制 为了更 甲双胍片)的起始剂量为.克每周增加.血糖患者好的耐受 克 图片已关闭显示,点此查看 每日一次 逐渐加至每日克分次服用成人最大推荐剂量为克 剂量可以加至每日毫克(即每次. 每天三次)每日剂量超过克时 药物最好随三餐分次服用 【不良反应】 格华止常见不良反应包括腹泻为大便异常流感症状 低血糖潮热 肌痛
恶心头昏 呕吐头晕 胃胀指甲异常 乏力皮疹 消化不良出汗增加 腹部不适及头痛味觉异常 其它少见者 寒战格华止 胸部不适 心悸体重减轻等二甲双胍可减少维生素 图片已关闭显示,点此查看 b 吸收但极少引起贫血 在治疗剂量范围内引起乳酸性酸中毒罕见 【注意事项】 . 口服格华止期间肾功能 应定期检查肾功能 以减少乳酸酸中毒的发生 尤其是老年患者更应定期检查 接受外科手术和碘剂x线摄影检查前患者应暂时停止口服格华止 图片已关闭显示,点此查看 . 肝功能不良某些乳酸性酸中毒患者合并有肝功能损害. 应激状态 在发热 昏迷 感染和外科手术时 因此有肝脏疾病者应避免使用格华止 服用口服降糖药患者易发生血糖暂时控制不良 此时必须暂时停用格华止. 对型糖尿病患者 改用胰岛素待应激状态缓解后恢复使用 而应与胰岛素合用 不宜单独使用格华止 . 应定期进行血液学检查 格华止治疗引起巨幼红细胞性贫血罕见如发生应排除维生素 图片已关闭显示,点此查看 b缺乏 . 即往服用盐酸二甲双胍片治疗 图片已关闭显示,点此查看 血糖控制良好的型糖尿病患者出现实验室化验异常或临床异常 测定包括血清电 (特别是乏力或难于表达的不适)应当迅速寻找酮症酸中毒或乳酸酸中毒的证据解质停用 酮体 血糖 血酸碱度
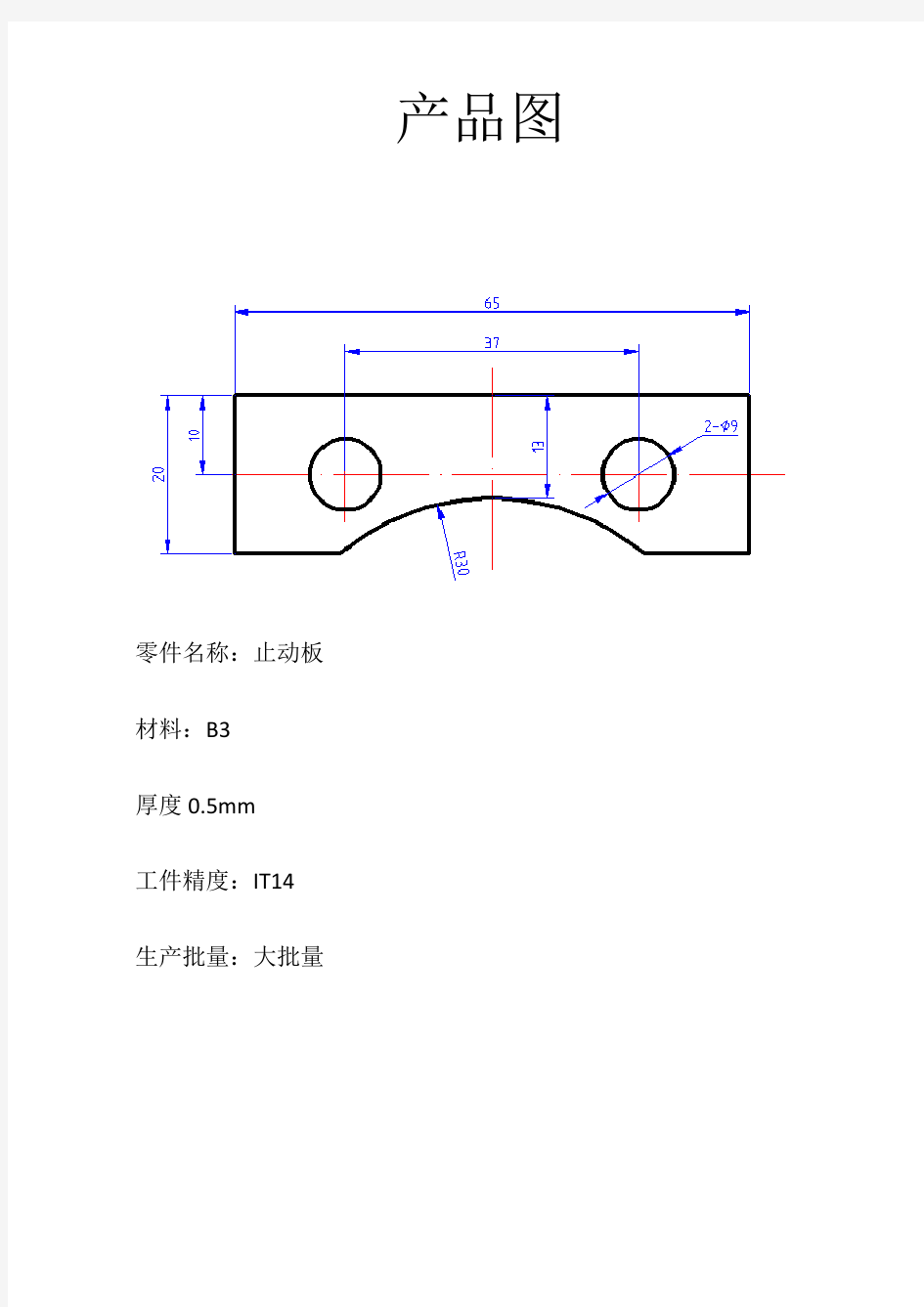
冲裁模具设计步骤 第一步工作:对所设计模具之产品进行可行性分析 , 以电脑机箱为例, 首先将各组件产品图纸利用设计软件进行组合分析 (套图 , 确保各产品图纸的正确性,另一方面可以熟悉各组件在整个机箱中的重要性,以确定重点尺寸,这样在模具设计中很有好处。 第二步:对产品进行分析采用什么样的模具结构 , 并对产品进行排工序, 确定各工序冲工内容, 并利用设计软件进行产品展开, 在产品展开时一般从后向前展开, 例如一产品需要量五个工序, 则从加工成品开始展开,一直向前四工序、三工序、二工序、一工序,并展开一个图形后复制一份再进行前一工序的展开。注意, 这一步很重要, 同时要细心。 第三步:依产品展开图进行备料, 在图纸中确定模板尺寸, 包括各固定板、卸料板、凸凹模、镶件等。注意:如果直接在产品展开图中进行备料并加入定位销钉、导柱、螺丝孔的位置。可以大大的提高设计效益。如果进行手工计算效率太低。 第四步:模具图的绘制 , 在备料图纸中再制一份出来, 进行各组件的绘制,并且加入线切割的穿丝孔,在成型模中,上下模的成型间隙, 一定不能忘记。尺寸的标注也是一个非常重要的工作。 第五步:校对 设计实例 1 冲裁、弯曲、拉深及成形是冷冲压的基本工 序,下面以常见的冲裁件、弯曲件及拉深件为例介绍冲裁、弯曲及拉深的冲压工艺分析、工艺方案拟订、工艺计算及模具设计。零件简图:如图 3-1所示. 名称:垫圈
生产批量:大批量 材料:Q235钢 材料厚度:2mm 要求设计此工件的冲裁模。 图 3-1 一 . 冲压件工艺分析 该零件形状简单、对称, 是由圆弧和直线组成的。根据冲模手册表 2-10、 2-11查得,冲裁件内外所能达到的经济精度为 IT14,孔中心与边缘距离尺寸公差为 ±0.1mm .将以上精度与零件简图中所标注的尺寸公差相比较, 可认为该零件的精度要求能够在冲裁加工中得到保证. 其它尺寸标注、生产批量等情况, 也均符合冲裁的工艺要求, 故决定采用利用导正销进行定位、刚性卸料装置、自然漏料方式的冲孔落料模进行加工。 方案一:采用复合模加工。复合模的特点是生产率高, 冲裁件的内孔与外缘的相对位置精度高, 冲模的轮廓尺寸较小。但复合模结构复杂, 制造精度要求高, 成本高。复合模主要用于生产批量大、精度要求高的冲裁件。方案二:采用级进模加工。级进模比单工序模生产率高,
《塑性成型与模具设计》课程设计设计题目:“垫板”零件冲压工艺及模具设计 学院:机械与汽车工程 班级:材控 : 学号:
《塑性成型与模具设计》课程设计 设计题目:“垫板”零件冲压工艺及模具设计 冲压工艺分析 设计冲压工艺过程要从分析产品的零件图入手,分析零件图包括技术和经济两个方面: 名称:垫板 生产批量:大批量 材料:A3 厚度:0.5mm 零件图如下: 冲裁模: 设计冲压工艺过程要从分析产品的零件图入手,分析零件图包括技术和经济两个方面:
(1) 冲压加工方法的经济性分析 冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高, 操作简单等一系列优点而广泛使用,由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用。批量越大,冲压加工的单件成本就越低,批量小时,冲压加工的优越性就不明显,这时采用其他方法制作该零件可能会更有效果。 (2) 冲压件的工艺性分析 冲压件的工艺性是指该零件在冲压加工中的难易程度,在技术方面,主要分析该零件的形状特点,尺寸大小,精度要求和材料性能等因素是否符合冲压工艺的要求,良好的工艺性应保证材料消耗少,工序目少,模具结构简单,而且寿命长产品质量稳定,操作简单,方便等。 零件的工艺分析 A3即Q235.4 代表这种钢的屈服强度为235MPa,是一种普通碳素钢,能够保证力学性能。 1.该冲裁件结构对称、简单,由圆弧组成的,无悬臂。 2.圆形孔直径d>0.35t,符合要求。 3.孔间距与孔边距c>2t,在模具强度和冲裁件质量的限制围之。 冲裁: 冲裁件的精度一般可分为精密级与经济级两类。精密级是指冲压工艺在技术上所允许的最高精度; 而经济级是指模具达到最大许可磨损时,其所完成的冲压加工在技术上可以实现而在经济上有最合理的精度。为降低
捷诺达说明书 导读:我根据大家的需要整理了一份关于《捷诺达说明书》的内容,具体内容:捷诺达配合饮食和运动治疗,用于经二甲双胍单药治疗血糖仍控制不佳或正在接受二者联合治疗的2型糖尿病患者。下面是我整理的,欢迎阅读。捷诺达商品介绍捷诺达通用名:西格... 捷诺达配合饮食和运动治疗,用于经二甲双胍单药治疗血糖仍控制不佳或正在接受二者联合治疗的2型糖尿病患者。下面是我整理的,欢迎阅读。捷诺达商品介绍 捷诺达 通用名:西格列汀二甲双胍片(I) 生产厂家: 波多黎各Patheon Puerto Rico Inc. 批准文号:注册证号H20140774 药品规格:50mg:500mg*28片 【药品名】捷诺达西格列汀二甲双胍片(I) 【通用名】西格列汀二甲双胍片(I) 【英文名】SitagliptinPhosphate/metforminHydrochlorideTablets 【汉语拼音】JieNuoDaXiGeLieTingErJiaShuangGuaPian 【主要成分】捷诺达为复方制剂,其组份为磷酸西格列汀和盐酸二甲双胍。磷酸西格列汀化学名称:7-[(3R)-3-氨基-1-氧-4-(2,4,5-三氟苯基)丁基]-5,6,7,8-四氢-3-(三氟甲基)-1,2,4-三唑酮[4,3-a]吡嗪磷酸盐(1:1)一水合物,分子式:C16H15F6N5OH3PO4H2O,分子量:523.32。盐
酸二甲双胍化学名称:1,1-二甲基双胍盐酸盐,分子式:C4H11N5HCl,分子量:165.63。 【性状】为粉红色异形薄膜衣片,除去包衣后显白色。 【适应症】配合饮食和运动治疗,用于经二甲双胍单药治疗血糖仍控制不佳或正在接受二者联合治疗的2型糖尿病患者。 【用法用量】一般建议:用捷诺达进行降糖治疗时,应根据患者目前的治疗方案、治疗的有效程度、对药物的耐受程度给予个体化的剂量,但不能超过磷酸西格列汀100mg和二甲双胍2000mg的每日大推荐剂量。通常的给药方法是每日2次,餐中服药,并且在增加药物剂量时应当逐渐增量以减少二甲双胍相关的胃肠道副作用。根据患者目前的治疗方案来决定捷诺达的初始剂量。每日服药2次,餐中服药。对于单独服用二甲双胍血糖控制不佳的患者,捷诺达的初始剂量应当提供西格列汀的剂量为50mg每日2次(每日总剂量100mg)再加上目前正在服用的二甲双胍的剂量。对于正同时接受西格列汀和二甲双胍治疗,现需要更换治疗方案的患者,捷诺达的初始剂量可根据患者目前正在服用的西格列汀和二甲双胍的剂量选择。 【禁忌】磷酸西格列汀/盐酸二甲双胍的禁忌包括:-肾病或肾功能异常,即血清肌酐水平1.5mg/dL(男性)、1.4mg/dL(女性),或肌酐清除率异常,这些情况也有可能是由循环衰竭(休克)、急性心肌梗死和败血症引起。-已知对磷酸西格列汀、盐酸二甲双胍或捷诺达的任何其它成分过敏。-急性或慢性代谢性酸中毒,包括糖尿病酮症酸中毒在内,无论是否伴有昏迷。对于接受影像学检查需要血管内注射含碘造影剂的患者,应暂时停止捷诺
复合模设计案例 例题: 零件简图如图1所示 生产批量 : 大批量 材料 :10 钢 材料厚度 :2.2mm 1.冲压件的工艺分析 该零件形状简单、对称 , 是由圆弧和直线组成的。查表得出冲裁件内外形所能达到的经济精度为IT12-IT13, 孔中心与边缘距离尺寸公差为±0.6mm 。将以上精度与零件简图中所标注的尺寸公差相比较 , 可认为该零件的精度要求能够在冲裁加工中得到保证。其它尺寸标注、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲孔落料复合冲裁模进行加工,且一次冲压成形。 2.排样 采用直对排的排样方案如图2所示。 由表查得最小搭边值α=3mm 。 计算冲压件毛坯面积 : A=(44×45 + 66×20 + 1/2π×102 )mm 2=3457mm 2 条料宽度:b =120mm+ 3mm × 3+44mm=173mm 步距:h =45mm+3mm=48mm 一个进距的材料利用率 : %83%10048 17334572%100=== x x x x bh nA η
图2 排样图 3.计算冲压力 该模具采用弹性卸料和下出料方式。 1.落料力 F1=Ltσb=(321.4 × 2.2 × 300)N=212 ×103N 2.冲孔力 F2=LMb=(81.64 × 2.2 × 300)N=53.9 × 103N 3.落料时的卸料力 F 卸 =K卸F1 取 K 卸 =0.03 故 F 卸 =(0.03 × 212 × 103)N=6.36 × 103N 4. 冲孔时的推件力 取凹模刃口形式 ,h =5mm, 则 n=h/t=5mm/2.2mm=2 个 查表K推 =0.05 F推 =(2 × 0.05 × 53.9 × 103)N=5.39 × 103N 选择冲床时的总冲压力为 : F总 =F1+F2+F 卸 +F 推 =277.6kN 4.确定模具压力中心 按比例画出零件形状 , 选定圆的中心为坐标系原点,因零件左右对称 , 即 Xc=0 。故只需计算 Yc,可以求出Yc=46.27mm。 5.计算凸、凹模刃口尺寸 查表得间隙值 Zmin=0.34,Zmax=0.39 对冲孔φ26mm 采用凸、凹模分开的加工方法 , 其凸、凹模刃口部分尺寸计算如下 : 查表得凸、凹模制造公差 :δ凸 =0.02mmδ凹 =0.025mm
摘要 本次设计的是复合冲裁模,复合冲裁是在冲床的一次冲压过程中可以同时完成两步或两步以上的工序。该复合冲裁模将落料、冲孔两步工序在一起完成。该模具选取了合理的凸、凹模间隙及最佳的模具设计结构完成工件的加工要求。它具有操作方便、一次成形、生产效率高的特点。阐述了零件冲压复合模具的整体结构及其工作过程,为保证冲裁件的质量,指出了复合模具设计和加工注意的要点。该设计思路可扩展应用到其它类似零件的冲裁加工中。 关键词:模具设计;模具加工;冲压; 复合冲裁模;模具结构; Abstrast In this paper , a compound die is designed .The compound die can produce two parts or more by one punching procedure .It introduce the design and way of fine blanking and chose the blanking clearance between punch and matrix .The best structure is introduced to complish the desire of the making https://www.doczj.com/doc/9c12643209.html,pared with the traditional dies ,this whole structure and working process of the die were stated,and the main points method can be used to the forming of other similar parts. Key Word:die design; die manufacturing; stamping; compound die; structure so the structing of die.
盐酸二甲双胍片说明书 盐酸二甲双胍片用于单纯饮食控制不满意的2型糖尿病患者,尤其是肥胖和伴高胰岛素血症者!以下内容是本人为您精心整理的盐酸二甲双胍片相关资料,欢迎参考! 产品品名盐酸二甲双胍片主要原料本品主要成分为:盐酸二甲双胍,其化学名称为:1,1-二甲基双胍盐酸盐。主要作用用于单纯饮食控制不满意的2型糖尿病患者,尤其是肥胖和伴高胰岛素血症者,用本药不但有降血糖作用,还有减轻体重和高胰岛素血症的效果。对某些磺酰脲类疗效差的患者可奏效,如与磺酰脲类降血糖药等。产品规格*12s*4板用法用量口服,成人开始一次,一日2~3次,以后根据血糖和尿糖情况调整剂量,一般每日1g~,最多每日不超过2g。餐前半小时服用,肠溶片能减轻胃肠道反应。生产企业重庆科瑞制药(集团)有限公司盐酸二甲双胍片说明书【药品名称】通用名称:盐酸二甲双胍片 商品名称:盐酸二甲双胍片 英文名称:Metformin Hydrochloride Tablets 【主要成份】本品主要成分为:盐酸二甲双胍,其化学名称为:1,1-二甲基双胍盐酸盐。 【性状】本品为薄膜衣片,除去包衣后显白色。 【适应症/功能主治】用于单纯饮食控制不满意的2型
糖尿病患者,尤其是肥胖和伴高胰岛素血症者,用本药不但有降血糖作用,还有减轻体重和高胰岛素血症的效果。对某些磺酰脲类疗效差的患者可奏效,如与磺酰脲类降血糖药等。 【规格型号】*12s*4板 【用法用量】口服,成人开始一次,一日2~3次,以后根据血糖和尿糖情况调整剂量,一般每日1g~,最多每日不超过2g。餐前半小时服用,肠溶片能减轻胃肠道反应。 【不良反应】 1 胃肠道反应,表现为食欲不振、恶心、呕吐、腹泻、胃痛、口中金属味。 2 有时有乏力、疲倦、体重减轻、头晕、皮疹。 3 乳酸性酸中毒虽然发生率很低,但应予注意。临床表现为呕吐、腹痛、过度换气、神志障碍,血液中乳酸浓度增加而不能用尿毒症、酮症酸中毒或水杨酸中毒解释。 4 可减少肠道吸收维生素B12,使血红蛋白减少,产生巨红细胞贫血,也可引起吸收不良。 【禁忌】下列情况应禁用:型糖尿病伴有酮症酸中毒、肝及肾功能不全(血清肌酐超过/dl)、肺功能不全、心力衰竭、急性心肌梗死、严重感染和外伤、重大手术以及临床有低血压和缺氧情况。 2.糖尿病合并严重的慢性并发症(如糖尿病肾病、糖尿病眼底病变)。 3.静脉肾盂造影或动脉造影前。 4.酗酒者。 5.严重心、肺病患者。 6.维生素B12、叶酸和铁缺乏的患者。 7.全身情况较差的患者(如营养不良、脱水)。
课程编号: 青岛理工大学 专业课程设计说明书 设计人:许广良 专业班级:材料073 学号: 200706168 指导教师:郑少梅 日期: 2010年1月 7日
目录 一序言 (3) 二设计任务书及零件图 (5) 三零件的工艺性分析 (6) 四冲裁零件工艺方案的确定 (7) 五压力计算与压力机的选择 (9) 六模具刃口尺寸和公差的计算 (11) 七凸模与凹模的结构设计 (14) 八模具总体设计及主要零部件设计 (19) 九其他需要说明的内容 (20) 十参考资料 (21)
一序言 21世纪,现代工业的迅猛发展使冲压技术得到越来越广泛的应用,随之而来的便是对冲压模具设计与制造的要求越来越高。冲压模具是冲压生产的主要工艺设备,其设计是否合理对冲压件的表面质量、尺寸精度、生产率以及经济效益等影响巨大。因此,研究冲压模具的各项技术指标,对冲压模具设计和冲压技术发展是十分必要的。 我们这次课程设计的任务是设计一套简单冲裁模具,即由老师给出零件及生产要求与精度要求,在老师的指导下设计出一套符合要求的冲裁模。 由于是初次设计,经验不足,因此在设计过程中难免走了不少弯路,犯了不少错误,但是这些都将成为我们以后进行设计的宝贵经验。虽已经过多次计算、修改,但仍可能还存有疏漏和不当之处,敬请批评、指出。 在此次设计过程中,得到了郑少梅老师的和广大同学的热心帮助,获益非浅,在此表示衷心的感谢。
二设计任务书及产品图2.1 已知: (1)产品零件图: 图2-1零件图主视图 图2-2零件图俯视图 零件图(2)生产批量:大批量 (3)零件材料:08钢 (4)材料厚度:2.0mm
第二章冲压件工艺过程设计的内容及步骤 不论冲压件的几何形状和尺寸大小如何,其生产过程一般都是从原材料剪切下料开始,经过各种冲压工序和其他必要的辅助工序(如退火,酸洗,表面处理等)加工出图纸所要求的零件。对于某些组合冲压件或精度要求较高的冲压件,还需要经过切削,焊接或铆接等加工,才能完成。冲压件工艺过程的制定和模具设计是冷冲压课程设计的主要内容。进行冲压设计就是根据已有的生产条件,综合考虑影响生产过程顺利进行的各方面因素,合理安排零件的生产工序,最优地选用,确定各工艺参数的大小和变化范围,设计模具,选用设备等,以使零件的整个生产过程达到优质,高产,低耗,安全的目的。 2.1 工艺过程设计的基本内容 冲压工艺规程是模具设计的依据,而良好的模具结构设计,又是实现工艺过程的可靠保证,若冲压工艺有改动,往往会造成模具的返工,甚至报废。冲制同样的零件,通常可以采用几种不同方法。工艺过程设计的中心就是依据技术上先进,经济上合理,生产上高效,使用上安全可靠的原则,使零件的生产在保证符合零件的各项技术要求的前提下,达到最佳的技术效果和经济效益。 冲压件工艺过程设计的主要内容和步骤是: 一. 分析零件图(冲压件图) 产品零件图是分析和制定冲压工艺方案的重要依据,设计冲压工艺过程要从分析产品的零件图人手。分析零件图包括技术和经济两个方面: 1. 冲压加工的经济性分析 冲压加工方法是一种先进的工艺方法,因其生产率高,材料利用率高,操作简单等一系列优点而广泛使用。由于模具费用高,生产批量的大小对冲压加工的经济性起着决定性作用,批量越大,冲压加工的单件成本就越低,批量小时,冲压加工的优越性就不明显,这时采用其他方法制作该零件可能有更好的经济效果。例如在零件上加工孔,批量小时采用钻孔比冲孔要经济;有些旋转体零件,采用旋压比拉深会有更好的经济效果。所以,要根据冲压件的生产纲领,分析产品成本,阐明采用冲压生产可以取得的经济效益。 2. 冲压件的工艺性分析 冲压件的工艺性是指该零件在冲压加工中的难易程度。在技术方面,主要分析该零件的形状特点,尺寸大小,精度要求和材料性能等因素是否符合冲压工艺的要求。良好的工艺性应保证材料消
格华止(盐酸二甲双胍缓释片) 【药品名称】 商品名称:格华止 通用名称:盐酸二甲双胍缓释片 英文名称:metformin hydrochloride extended-release tablets 【成份】 主要成份:盐酸二甲双胍。 【适应症】 单独使用本品,建议联合饮食及运动疗法,达到控制非胰岛素依赖型(2型)糖尿病血糖的作用。本品还可和磺脲类降糖药或胰岛素合并用以控制2型糖尿病人血糖。 【用法用量】 2型糖尿病使用本品治疗高血糖时没有固定的剂量。在不超过最大推荐剂量,即2000毫克/日的情况下,剂量根据作用和耐受必须个体化。 本品通常随晚餐单次服药,为了减少胃肠道并发症的发生,也为了使用最小剂量的药物使患者的血糖足以控制,应从小剂量开始服用,逐渐增加剂量。 治疗开始和调整剂量期间(见推荐的服药计划),测定空腹血糖可用于确定本品治疗反应,以及确定患者最小的有效剂量。此后,应每隔三月测定糖化血红蛋白,无论是单独使用,还是与磺脲类药物及胰岛素联合使用,治疗的目标都是使用最低的有效剂量使空腹血糖和糖化血红蛋白水平降至正常或接近正常水平。 监测血糖和糖化血红蛋白可以确定原发失效和继发失效,前者是指服用最大推荐剂量的药物仍不能有效降低血糖,而后者是指经过最初一段有效期后而丧失满意的降糖作用。对于通常单纯饮食控制血糖良好而暂时血糖升高的患者,短期服用本品是有效的。 推荐服药计划 成人- 通常,低于1500毫克/日的剂量时,临床上没有明显的反应。但是为了减少胃肠道不良反应,建议从小量开始服用,逐渐增加剂量。 通常盐酸二甲双胍缓释片的起始剂量为500毫克,1次/日随晚餐服用。每周剂量增加500毫克,最大剂量至2000毫克,1次/日随晚餐服用。如果用至2000毫克,1次/日,血糖仍没控制满意,可以考虑改用1000毫克,2次/日试验性治疗。如果还需要更大量的二甲双胍,应当使用盐酸二甲双胍片2550毫克/日的最大剂量,分次服用。 一项由使用盐酸二甲双胍片治疗转变为盐酸二甲双胍缓释片治疗的随机实验,结果提示,接受盐酸二甲双胍片治疗的患者可以安全的以相同剂量转换为盐酸二甲双胍缓释片1次/日的治疗,最高至2000毫克,1次/日,转变后要严密监测血糖,并相应调整剂量。从其他降糖治疗转变治疗 除了氯磺丙脲,患者从其他的口服降糖药转为本品治疗时通常是不需要转换期,服用氯磺丙脲的患者在换用本品的最初2周要密切注意,因为氯磺丙脲在体内滞留时间长,易导致药物作用过量,发生低血糖。 与磺脲类药物联合使用 如果服用最大推荐剂量的本品数周后仍无反应的患者,应当考虑在维持最大剂量治疗的同时逐渐加用磺脲类口服降糖药物,除非患者已存在对磺脲类药物原发或继发失效,目前仅有二甲双胍与格列苯脲(优降糖)之间相互作用的临床和药代动力学的数据。 联合服用本品与磺脲类药物,通过调整两种药物的剂量可以达到满意的血糖控制。联合本品治疗,磺脲类药物发生低血糖的危险性持续存在,甚至有所增加,应当进行恰当的预防。(见所选择的磺脲类药物的包装说明)。 如果患者联合最大剂量的本品与最大剂量的口服磺脲类药物治疗1至3个月仍不能满意
题目典型冲压复合模具设计 摘要 模具工业是国民经济中重要的基础工业,模具设计与制造水平的高低是衡量一个国家综合制造能力的重要标志。模具在国民经济中占有很高的比重,在飞机、汽车、发动机、电机、电器、电子、仪表和通信等产品中,60%~80%的零部件都要依靠模具成形。 本文采用Solidworks三维设计软件进行顶罩的冲压工艺分析及复合模具的设计。按照冲压复合模具的设计步骤,进行工艺分析,确定冲压工序和排样图,根据计算规则计算出毛坯尺寸、凸模、凹模尺寸及冲压力等。计算完成后,按照零件计算结果绘制模具零部件三维图、工程图及模具装配图。通过上述过程最终完成片状弹簧冲压复合模具的设计。 关键词:顶罩;冲压工艺;复合模;Solidworks
Abstract Mold & Die Industry is an important basis for national industry, the design and manufacture of mold level is an important indicator to measure the comprehensive manufacturing capabilities of one nation. The molds has occupies an important place in the national economy. In aircraft, automobiles, engines, motors, electrical appliances, electronics, instrumentation and communications products, 60% ~ 80% of the parts depend on the mold to formation. The three dimensional software Solidworks is used to design the stamping progressive die of the cover. Based on the design process of the progressive die, the stamping technique of the sheet spring has been analyzed, and the stamping step and the layout diagram has been established, then the dimension of blank, the dimension of punch and cavity die, the stamping force have been calculated. The three dimensional model, engineering drawing of the mold components, and the assembly drawing of the progressive die have been drew based on the calculation result. Keywords: cover; stamping process; compound die; solidworks
冷冲压模具设计步骤 冷冲模设计的一般步骤如下: 1 .搜集必要的资料 设计冷冲模时,需搜集的资料包括产品图、样品、设计任务书和参考图等,并相应了解如下问题: l )了解提供的产品视图是否完备,技术要求是否明确,有无特殊要求的地方。 2 )了解制件的生产性质是试制还是批量或大量生产,以确定模具的结构性质。 3 )了解制件的材料性质(软、硬还是半硬)、尺寸和供应方式(如条料、卷料还是废料利用等),以便确定冲裁的合理间隙及冲压的送料方法。 4 )了解适用的压力机情况和有关技术规格,根据所选用的设备确定与之相适应的模具及有关参数,如模架大小、模柄尺寸、模具闭合高度和送料机构等。 5 )了解模具制造的技术力量、设备条件和加工技巧,为确定模具结构提供依据。 6 )了解最大限度采用标准件的可能性,以缩短模具制造周期。 2 .冲压工艺性分析 冲压工艺性是指零件冲压加工的难易程度。在技术方面,主要分析该零件的形状特点、尺寸大小(最小孔边距、孔径、材料厚度、最大外形)、精度要求和材料性能等因素是否符合冲压工艺的要求。如果发现冲压工艺性差,则需要对冲压件产品提出修改意见,经产品设计者同意后方可修改。 3 .确定合理的冲压工艺方案 确定方法如下: l )根据工件的形状、尺寸精度、表面质量要求进行工艺分析,确定基本工序的性质,即落
料、冲孔、弯曲等基本工序。一般情况下可以由图样要求直接确定。 2 )根据工艺计算,确定工序数目,如拉深次数等。 3 )根据各工序的变形特点、尺寸要求确定工序排列的顺序,例如,是先冲孔后弯曲还是先弯曲后冲孔等。 4 ) 根据生产批量和条件,确定工序的组合,如复合冲压工序、连续冲压工序等。 5 ) 最后从产品质量、生产效率、设备占用情况、模具制造的难易程度、模具寿命、工艺成本、操作方便和安全程度等方面进行综合分析、比较,在满足冲件质量要求的前提下,确定适合具体生产条件的最经济合理的冲压工艺方案,并填写冲压工艺过程卡片(内容包括工序名称、工序数目、工序草图(半成品形状和尺寸)、所用模具、所选设备、工序检验要求、板料规格和性能、毛坯形状和尺寸等): ; 4 确定模具结构形式 确定工序的性质、顺序及工序的组合后,即确定了冲压工艺方案也就决定了各工序模具的结构形式。冲模的种类很多,必须根据冲件的生产批量、尺寸、精度、形状复杂程度和生产条件等多方面因素选择,其选原则如下: l )根据制件的生产批量确定采用简易模还是复合模结构。一般来说简易模寿命低,成本低;而复合模寿命长,成本高。 2 )根据制件的尺寸要求确定冲模类型。 若制件的尺寸精度及断面质量要求较高,应采用精密冲模结构;对于一般精度要求的制件,可采用普通冲模。复合模冲出的制件精度高于级进模,而级进模又高于单工序模。 3 )根据设备类型确定冲模结构。 拉深加工时有双动压力机的情况下,选用双动冲模结构比选用单动冲模结构好很多
二甲双胍使用说明书 【篇一:盐酸二甲双胍片说明书】 盐酸二甲双胍片说明书 【功能主治】 . 格华止首选用于单纯饮食及体育活动不能有效控制的型糖尿病. 对 于型或型糖尿病止低血糖发生 具协同作用 格华止与胰岛素合用 特别是肥胖的型糖尿病 防 可增加胰岛素的降血糖作用 减少胰岛素用量 . 格华止也可与磺脲类口服降血糖药合用您认为此药的治疗效果如何?【主要成分】 格华止主要成份为盐酸二甲双胍 【包装规格】 铝塑包装 每片.g每板 片 每盒板 【用法用量】 应遵医嘱服药 格华止应从小剂量开始使用 每日二次 根据病人的状况或. 克 逐渐增加剂量随餐服用 通常格华止(盐酸二可每周增加.克或 毫克 对需进一步控制 为了更 甲双胍片)的起始剂量为.克每周增加.血糖患者好的耐受 克 每日一次
逐渐加至每日克分次服用成人最大推荐剂量为克 剂量可以加至每日毫克(即每次. 每天三次)每日剂量超过克时 药物最好随三餐分次服用 【不良反应】 格华止常见不良反应包括腹泻为大便异常流感症状 低血糖潮热 肌痛 恶心头昏 呕吐头晕 胃胀指甲异常 乏力皮疹 消化不良出汗增加 腹部不适及头痛味觉异常 其它少见者 寒战格华止 胸部不适 心悸体重减轻等二甲双胍可减少维生素 b 吸收但极少引起贫血 在治疗剂量范围内引起乳酸性酸中毒罕见 【注意事项】 . 口服格华止期间肾功能 应定期检查肾功能 以减少乳酸酸中毒的发生 尤其是老年患者更应定期检查 接受外科手术和碘剂x线摄影检查前患者应暂时停止口服格华止. 肝功能不良某些乳酸性酸中毒患者合并有肝功能损害. 应激状态在发热 昏迷 感染和外科手术时 因此有肝脏疾病者应避免使用格华止 服用口服降糖药患者易发生血糖暂时控制不良 此时必须暂时停用格华止. 对型糖尿病患者 改用胰岛素待应激状态缓解后恢复使用
任务:冲裁模的设计 名称:垫片 材料:45钢(冷轧,退火) 料厚:1mm 批量:100万件/年零件见图1-1 1—1 一、垫片冲压工艺分析 1、产品结构形状分析由图1-1可知,产品为圆片冲孔。产品形状简单对称,无狭槽、尖角;孔与孔之间、孔原零件边缘之间最小距离c 满足c>1.5t要求。 2、产品尺寸精度、粗糙度、断面质量分析 ①要求普通冲裁件的尺寸精度低于IT13级,现在产品的射击精度低于IT13级,所以尺寸精度满足要求。 ②冲裁件断面质量。因为一般用普通冲裁方式冲2mm以下的金属板料时,其断面粗糙度Ra可达12.5—3.2um,毛刺允许高度为0.01— 0.05mm;本产品在断面粗糙度和毛刺高度上没有太严格的要求,所以只要模具精度达到一定要求,冲裁件的断面质量可以保证。 3、产品材料分析对于冲压件材料的一般要求力学性能是强度低、塑性高,表面质量和厚度公差符合国家标准。本设计的产品材料是45钢,属于优质碳素结构钢,其力学性能是强度、硬度和塑性指标适中,经退火
后,用冲裁的加工方法是完全可以成形的。另外产品对于厚度和表面质量没有严格的要求,所以尽量采用公家标准的板材,期冲裁出的产品的表面质量和厚度公差就可以保证。 经上述分析,产品的材料性能符合冷冲压加工要求。 4、产量100万件/年。 由于产品的生产纲领100万件/年可知,产品批量为大批量,很适合采用冲压加工方法,最好采用复合模或连续模,若是能加上自动送料装置,会大大提高生产效率,降低成本。零件如上所有尺寸均未标注公差,可按IT14确定工件尺寸公差。查标注公差数值表(GB/T 1800.3—1998)各尺寸公差为 二、垫片冲压工艺方案的确定和模具结构类型 该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案: ①先落料,再冲孔,采用单工序模生产。 ②落料—冲孔复合冲压,采用复合模生产。 ③冲孔—落料连续冲压,采用基金膜生产。 方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。由于零件结构简单,为提高生产效率,主要应采用复合冲裁和级进冲裁方式。为更好地保
课程设计 课程名称__材料成型工艺及设计__题目名称_________47___________专业班级______材控113班______学号_______33311310_______学生姓名_______李雅文_________指导教师聂信天夏荣霞徐秀英 2014年 09 月 23 日
课程设计任务书 题目名称 47 专业班级材控113班 姓名李雅文 学号 33311310 一、产品图及设计说明 二、课程设计的目的 应用和巩固本课程及有关先修课程的基础理论和专业知识,学会查阅和使用本领域里的技术文献、资料,掌握冲压工艺及模具设计的方法和步骤,培养学生的初步设计能力。 三、课程设计应完成的工作 1. 依照教师指定的冲压件进行冲压工艺设计:包括工艺分析及方案选择,工艺计算,模具结构尺寸的确定,选择压力机;
2. 设计一道工序的一套冲模的详细结构:要求绘制冲模总装配图及部分零件图(其中的标准件除外); 3. 制定冲压工艺规范,编写冲压工艺过程卡片; 4. 编写设计计算说明书,说明书页数约为15页,并装订成册。 四、课程设计的要求 在课程设计中要求学生注意培养认真负责,踏实细致的工作作风和保质保量,按时完成任务的习惯。在设计过程中必须做到: 1. 作好准备工作,充分发挥自己的主观能动性和创造性,及时了解和收集有关资料和设计用品; 2. 要求计算正确,结构合理,图面整洁,图样及标注符合国家标准; 3. 设计计算说明书要求文字通顺,书写工整。 五、课程设计进程安排
目录 第一章引言 (5) 第二章确定冲压方案及模具结构形式 (5) 2.1分析制件的冲压工艺性 (6) 2.2确定零件冲压工艺方案 (6) 第三章工艺计算 (7) 3.1 排样、计算条料宽度及确定步距 (7) 3.2材料利用率 (8) 第四章计算冲压力和选择设备 (8) 4.1冲压力计算及初选设备 (8) 4.2确定压力中心 (9) 第五章模具零部件结构的确定 (10) 5.1凸凹模零件设计 (10) 5.2弹性元件设计 (11) 5.3凸凹模刃口尺寸设计 (11) 第六章选择模架及其它 (12) 6.1模架 (12) 6.2导柱和导套 (12) 6.3模柄 (13) 6.4凸模固定板 (13) 6.5导料板和承料板 (13) 第七章模具装配总图 (14) 工艺卡片 (16) 参考文献 (17)
1.冷冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。 2.冷冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。 3.一般的金属材料在冷塑变形时会引起材料性能的变化。随着变形程度的增加,所有的强度、硬度都提高,同时塑性指标降低,这种现象称为冷作硬化。4.拉深时变形程度以拉深系数m表示,其值越小,变形程度越大。5.材料的屈强比小,均匀延伸率大有利于成形极限的提高。6.冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。 7.翻孔件的变形程度用翻孔系数K表示,变形程度最大时,口部可能出现开裂 8.缩孔变形区的应力性质为双向压缩应力,其可能产生的质量问题是失稳起皱 9.精冲时冲裁变形区的材料处于三向压应力,并且由于采用了极小的间隙,冲裁件尺寸精度可达IT8-IT6级。 10.冷冲压模具是实现冷冲压工艺的一种工艺装备。 11.落料和冲孔属于分离工序,拉深和弯曲属于成形工序。 12.变形温度对金属塑性的影响很大,一般来说,随着变形温度的升高,塑性提高,变形抗力降低。 13.压力机的标称压力是指滑块在离下止点前某一特定位置时,滑块上所容许承受的最大作用力。 14.材料在塑性变形中,变形前的体积等于变形后的体积,用公式来表示即:ε1+ε2+ε3=0 。15.冲裁的变形过程分为弹性变形,塑性变形,断裂分离 三个阶段。 16.冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。17.冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件。18.弯曲零件的尺寸与模具工作零件尺寸不一致是由于弯曲回弹而引起的,校正弯曲比自由弯曲时零件的尺寸精度要高。 19.拉深时可能产生的质量问题是起皱和开裂 20在室温下,利用安装在压力机上的对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。 21用于实现冷冲压工艺的一种工艺装备称为。 22冲压工艺分为两大类,一类叫分离工序,一类是变形工序。 23物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形。 24变形温度对金属的塑性有重大影响。就大多数金属而言,其总的趋势是:随着温度的升高,塑性增加,变形抗力降低。 25以主应力表示点的应力状态称为主应力状态,表示主应力个数及其符号的简图称为主应力图。可能出现的主应力图共有九种。 26塑性变形时的体积不变定律用公式来表示为:ε1+ε2+ε3=0。 27加工硬化是指一般常用的金属材料,随着塑性变形程度的增加,其强度、硬度和变形抗力逐渐增加,而塑性和韧性逐渐降低。 28在实际冲压时,分离或成形后的冲压件的形状和尺寸与模具工作部分形状和尺寸不尽相同,就是因卸载规律引起的弹性回复(简称回弹)造成的。 29材料对各种冲压成形方法的适应能力称为材料的冲压成形性能。冲压成形性能是一个综合性的概念,它涉及的因素很多,但就其主要内容来看,有两个方面:一是成形极限,二是成形质量。
目录 一、设计任务书 (2) 二、冲压工艺性及工艺方案得确定 (3) 三、主要设计计算 (4) 四、模具总体设计 (8) 五、主要零部件设计 (8) 六、冲压设备得选定 (12) 七、设计小结 (13) 八、参考文献 (1) 3 一、课程设计任务 一、题目:冲孔、落料复合模 二、零件: 材料:Q235 厚度:2。0mm 批量:大批量 三、任务内容: (一)工艺设计 1、工艺审查与工艺分析 2、工艺计算: ①毛胚计算 ②工序件计算或排样图
3、工艺方案得确定 ①工序得确定 ②基准与定位方式得选择 (二)模具设计 1、总图 2、零件图 二、冲压工艺性及工艺方案得确定 一、工艺性分析 1、材料零件得材料为Q235普通碳素钢,具有良好得冲压性能,适合冲裁。 2、结构该零件属于较典型冲裁件,形状简单对称、孔边距远大于凸、凹模允许得最小壁厚(见参考文献①表2、9、5),故可以考虑复合冲压工序。 3、精度零件外形:80±0.07属于10级精度,60±0、05属于9级精度、零件内形: 属9级精度、孔间距:42±0。08属11级精度(均由参考文献精度②附录一查得)。因零件边有90o得尖角,应以圆弧过渡,查参考文献①表2.7、1取r=0.5mm、零件精度较高,模具按六、七级制造可达到尺寸精度要求。 4、结论可以冲裁、 二、冲压工艺方案得确定 该零件包括落料、冲孔两个基本工序,可以采用以下三
种工艺方案: 方案①:先落料、再冲孔。采用单工序模生产、 方案②:落料-冲孔复合冲压。采用复合模生产、 方案③:冲孔—落料级进冲压、采用级进模生产。 方案①模具结构简单,但需要两道工序、两套模具才能完成零件得加工,生产效率较低,难以满足零件大批量生产得需求、方案②只需要一套模具,冲压件得形位精度与尺寸易于保证,且生产效率也高、尽管模具结构较方案①复杂,但由于零件得几何形状简单对称,模具制造并不困难。方案③也只需要一套模具,生产效率高,但零件得冲压精度不易保证。通过以上三种方案得分析比较,对该冲压件生产以采用方案②为佳。 三、主要设计计算 (1)排样方式得确定及计算 查参考文献①表2。5、2,查得:取两工件间得最小搭边:a 1=2、0mm侧面搭边值:a=2.2mm 由下表计算可知条料宽度mm,步距62、2mm、查参考文献③第8页选取t=2。0mm,950mm2000mm得钢板、一个步距材料利用率90。3%(计算见下表)。每条钢板可剪裁为11张条料(85。5mm 2、2、
冲制图3-146所示工件,材料为08钢,料厚1mm,大批量生产,试完成: 1)工艺设计 2)模具设计 3)绘制模具装配草图 1.零件的工艺性分析 (1)结构工艺性该零件结构简单,形状对称,无悬臂,孔径、孔边距均大于 1.5倍料厚,可以直接冲出,因此比较适合冲裁。 (2)精度由表3-11和表3-12可知,该零件的尺寸精度均不超过ST4等级,因此可以通过普通冲裁方式保证零件精度要求。 (3)原材料 08钢是常用的冲压材料,具有良好的塑性,(伸长率δ= 33%),屈服极限>=195MPa,适合冲裁加工。 2.工艺方案确定 该零件需要落料和冲孔两道工序完成,可采用的方案有三种: 方案一:单工序冲裁,先落料再冲孔。 方案二:复合冲裁,落料冲孔同时完成。 方案三:级进冲裁,先冲孔再落料。 由于是大批量生产,因此方案一不满足生产率的要求,方案二和方案三都具
有较高的生产效率,虽然方案三比方案二操作方便,但方案二能得到较高的精度,且由于被冲板料较薄,特别是外形与内孔的同轴度要求,因此选用方案二,即采用复合冲压。 3.模具总体设计 (1)模具类型的确定考虑操作的方便与安全性,选用倒装复合模。 (2)模具零件结构形式确定。 1)送料及定位方式。采用手工送料,导料销导料,挡料销挡料。 2)卸料与出件方式。采用弹性卸料装置卸料,刚性推件装置推件。 3)模架的选用。选用中间导柱导向的滑动导向模架。 4.工艺计算 (1)排样设计根据工件形状,这里选用有废料的单排排样类型,查表3-3得搭边a1 = 1.5mm,侧搭边a = 2mm,则搭边宽度B= 40mm + 2 x 2mm = 44mm,进距S = 23.66mm + 23.66mm + 1.77mm = 49.01mm。查 表3-4得裁板误差Δ = 0.5mm,于是得到如图所示排样图。 根据GB/T708---2006可知,这里选用的钢板规格为1420mm x 740mm, 采用横裁法,则可裁得宽度为44mm的条料32条,每条条料可冲出 零件15个。由图3-146可计算出该零件的面积:A=1279.92mm2,则 材料利用率为 η= NA LB x 100% = 32 x 15 x 1279.92 1420 x 740 x 100% = 58.47% (2)冲裁工艺力计算由于采用复合冲裁,则总的冲裁力F冲裁为 落料力F 落料和冲孔力F 冲孔 之和。其中: F 落料= KL 落料 tτ b = 1.3 x 162.0238 x 1 x 400 = 84.25kN F 冲孔= KL 冲孔 tτ b = 1.3 x ( 2 x 27.6460 + 69.1150 ) x 1 x 400 = 64.69kN