换到不到位卡刀的故障维修
故障现象:自动换刀时刀套无法送到位,刀具先夹紧。当进行到自动换到程序时,刀库调刀程序开始运行,但是频繁的出现卡刀现象,刀库就停止运行。3min后机床自动报警。
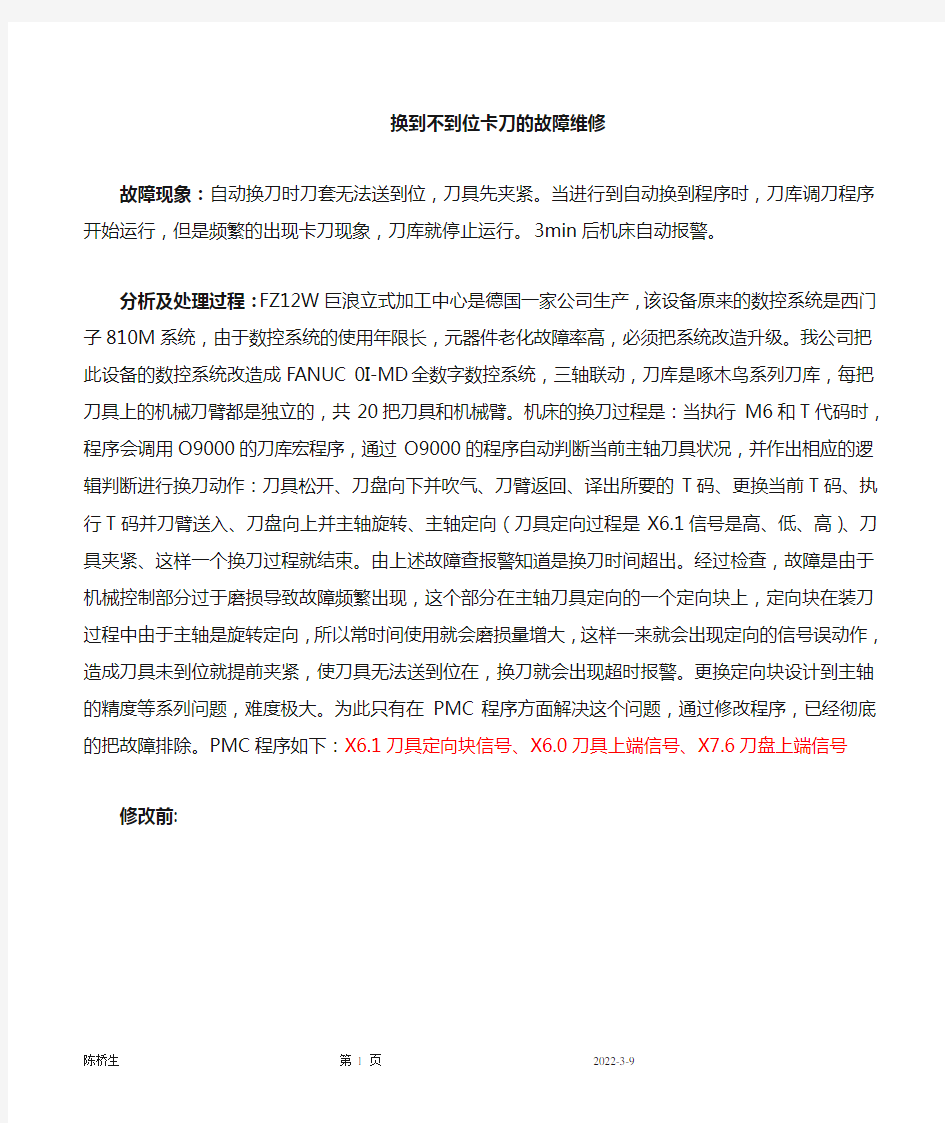
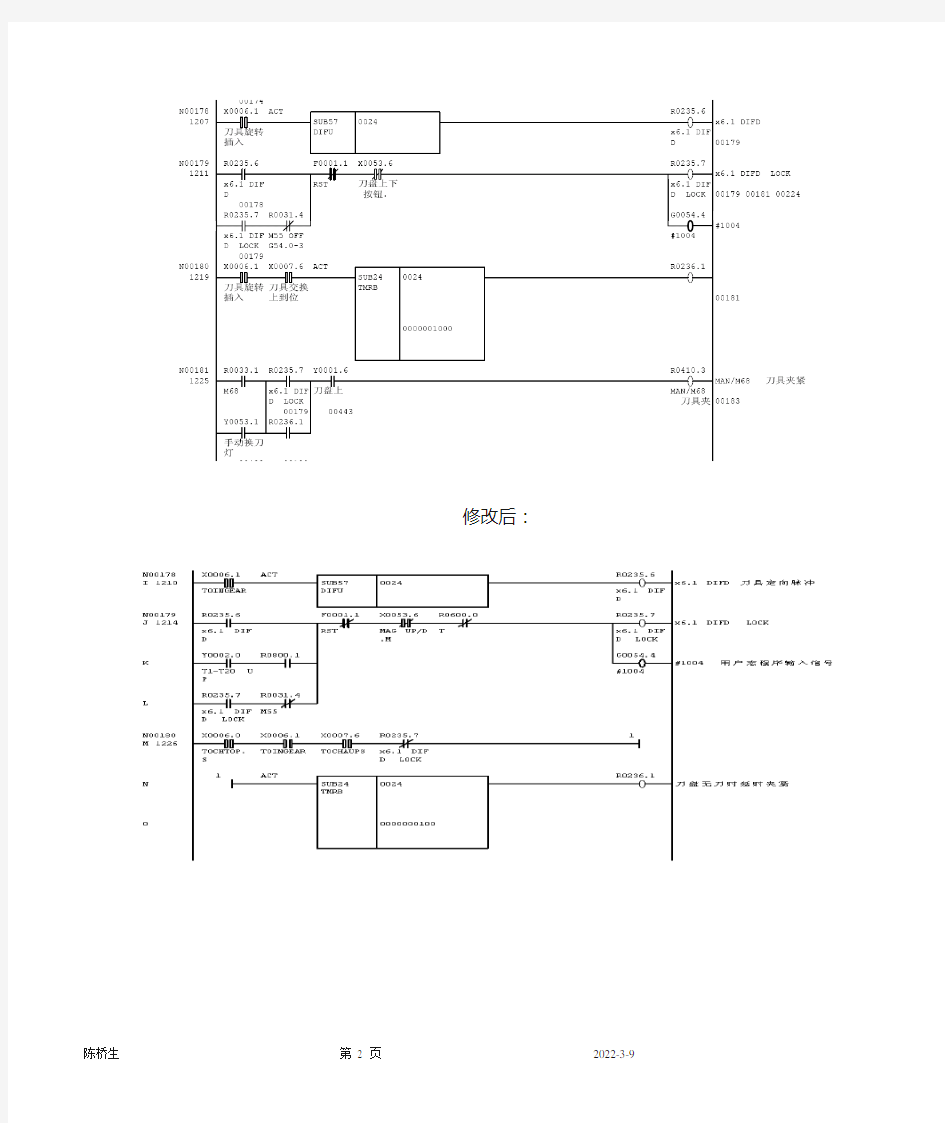
分析及处理过程:FZ12W巨浪立式加工中心是德国一家公司生产,该设备原来的数控系统是西门子810M系统,由于数控系统的使用年限长,元器件老化故障率高,必须把系统改造升级。我公司把此设备的数控系统改造成FANUC 0I-MD全数字数控系统,三轴联动,刀库是啄木鸟系列刀库,每把刀具上的机械刀臂都是独立的,共20把刀具和机械臂。机床的换刀过程是:当执行M6和T代码时,程序会调用O9000的刀库宏程序,通过O9000的程序自动判断当前主轴刀具状况,并作出相应的逻辑判断进行换刀动作:刀具松开、刀盘向下并吹气、刀臂返回、译出所要的T码、更换当前T码、执行T码并刀臂送入、刀盘向上并主轴旋转、主轴定向(刀具定向过程是X6.1信号是高、低、高)、刀具夹紧、这样一个换刀过程就结束。由上述故障查报警知道是换刀时间超出。经过检查,故障是由于机械控制部分过于磨损导致故障频繁出现,这个部分在主轴刀具定向的一个定向块上,定向块在装刀过程中由于主轴是旋转定向,所以常时间使用就会磨损量增大,这样一来就会出现定向的信号误动作,造成刀具未到位就提前夹紧,使刀具无法送到位在,换刀就会出现超时报警。更换定向块设计到主轴的精度等系列问题,难度极大。为此只有在PMC程序方面解决这个问题,通过修改程序,已经彻底的把故障排除。PMC程序如下:X6.1刀具定向块信号、X6.0刀具上端信号、X7.6刀盘上端信号
修改前:
修改后:
分析体会:刀库的驱动系统不外乎有三类,一类是机械传动,一类是液压传动,一类是气动传动。:FZ12W 巨浪立式加工中心是20世纪80年代初的产品,采用气动传动方式,即采用气缸、电磁阀、压力控制阀等来驱动刀库运行。与采用变频调速器电机驱动的刀库相比,就其电气控制系统而言,要简单的多,直观的多。但无论是哪种传动方式,在编制刀库程序时,要充分考虑到设备的各个方面的因素,如:机械的磨损、机械的运动灵活性与连贯性等等,都要把问题考虑进去,反复的实验和验证,做到万无一失,运行可靠、稳定。
加工中心自动换刀功能及编程 加工中心自动换刀功能是通过机械手(自动换刀机构)和数控系统的有关控制指令来完成的。换刀过程:装刀,选刀,换刀 1.换刀过程 (1)装刀:刀具装入刀库任选刀座装刀方式。刀具安置在任意的刀座内,需将该刀具所在刀座号记下来。 固定刀座装刀方式。刀具安置在设定的刀座内。 (2)选刀从刀库中选出指定刀具的操作。 1)顺序选刀:选刀方式要求按工艺过程的顺序(即刀具使用顺序)将刀具安置在刀座中,使用时按刀具的安置顺序逐一取用,用后放回原刀座中。 2)随意选刀: ①刀座编码选刀:对刀库各刀座编码,把与刀座编码对应的刀具一一放入指定的刀座中,编程时用地址T 指出刀具所在刀座编码。 ②计算机记忆选刀刀具号和存刀位置或刀座号对应地记忆在计算机的存储器 或可编程控制器 的存储器内,刀具存放地址改变,计算机记忆也随之改变。在刀库装有位置检测装置,刀具可以任意取出,任意送回。 (3)换刀 1)主轴上的刀具和刀库中的待换刀具都是任选刀座。 刀库一选刀一到换刀位一机械手取出刀具一装入主轴,同时将主轴取下的刀具装入待换刀具的刀座。 2)主轴上的刀具放在固定的刀座中,待换刀具是任选刀座或固定刀座。选刀过程同上,换刀时从主轴取下刀具送回刀库时,刀库应事先转动到接 收主轴刀具的位置。 3)主轴上的刀具是任选刀座,待换刀具是固定刀座。选刀同上,从主轴取下的刀具送到最近的一个空刀位。 2.自动换刀程序的编制 (1)换刀动作(指令):选刀(T XX);换刀(M06 (2)选刀和换刀通常分开进行。 (3)为提高机床利用率,选刀动作与机床加工动作重合。 (4)换刀指令M06必须在用新刀具进行切削加工的程序段之前,而下一个选刀指令T常紧跟在这次换刀指令之后。 (5)换刀点:多数加工中心规定在机床Z轴零点(Z0),要求在换刀前用准备功能指令(G28使主轴自动返回Z0点。 (6)换刀过程:接到T XX指令后立即自动选刀,并使选中的刀具处于换刀位置,接到M06指令后机械手动作,一方面将主轴上的刀具取下送回刀库,另一方面又将换刀位置的刀具取出装到主轴上,实现换刀。 (7)换刀程序编制方法 1)主轴返回参考点和刀库选刀同时进行,选好刀具后进行换刀
加工中心常见故障诊断与对策 一、手轮故障 原因: 1.手轮轴选择开关接触不良 2.手轮倍率选择开关接触不良 3.手轮脉冲发生盘损坏 4.手轮连接线折断 解决对策: 1.进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换开关即可解决 2.进入系统诊断观察倍率开关对应触点情况(连接线完好情况),如损坏更换开关即可解决 3.摘下脉冲盘测量电源是否正常,+与A,+与B之间阻值是否正常。如损坏更换 4.进入系统诊断观察各开关对应触点情况,再者测量轴选开关,倍率开关,脉冲盘之间连接线各触点与入进系统端子对应点间是否通断,如折断更换即可 二.X Y Z轴及主轴箱体故障 原因: 1.Y Z轴防护罩变形损坏 2.Y Z 轴传动轴承损坏 3.服参数与机械特性不匹配。 4.服电机与丝杆头连接器变形,不同轴心 5.柱内重锤上下导向导轨松动,偏位 6.柱重锤链条与导轮磨损振动 7.轴带轮与电机端带轮不平行 8.主轴皮带损坏,变形 解决对策: 1.防护罩钣金还原 2.检测轴主,负定位轴承,判断那端轴承损坏,更换即可 3.调整伺服参数与机械相互匹配。(伺服增益,共振抑制,负载惯量)4.从新校正连结器位置,或更换连接器 5.校正导轨,上黄油润滑 6.检测链条及导轮磨损情况,校正重锤平衡,上黄油润滑
7.校正两带轮间平行度,动平衡仪校正 8.检测皮带变形情况损坏严重更换,清洁皮带,调节皮带松紧度 三.导轨油泵,切削油泵故障 原因: 1. 导轨油泵油位不足 2. 导轨油泵油压阀损坏 3. 机床油路损坏 4. 导轨油泵泵心过滤网堵塞 5. 客户购买导轨油质量超标 6. 导轨油泵打油时间设置有误 7. 切削油泵过载电箱内断路器跳开 8. 切削油泵接头漏空气 9. 切削油泵单向阀损坏 10. 切削油泵电机线圈短路 11. 切削油泵电机转向相反 解决对策: 1.注入导轨油即可 2.检测油压阀是否压力不足,如损坏更换 3.检测机床各轴油路是否通畅,折断,油排是否有损坏。如损坏更换4.清洁油泵过滤网 5.更换符合油泵要求合格导轨油 6.从新设置正确打油时间 7.检测导轨油泵是否完好后,从新复位短路器 8.寻找漏气处接头,从新连接后即可 9.检测单向阀是否堵塞及损坏,如损坏更换 10.检测电机线圈更换切削油泵电机 11.校正切削油泵电机转向,即可 四.加工故障 原因: 1.X Y Z轴反向间隙补偿不正确 2.X Y Z向主镶条松动 3.X Y Z轴承有损坏 4 机身机械几何精度偏差
加工中心常见换刀故障的分类总结及排除方法 加工中心已广泛应用于机加生产线中。在当今时代,任何自动化生产设备都与数控技术密切关联,从数控设备的特征看,在其开发、生产、销售到使用与维护的过程中,都不可避免地涉及到许多相关领域和交叉学科。因此,学习、理解和掌握数控技术,是从事加工行业人士的必经之路。为了尽是减少加工中心的故障停机时间,根据个人多年的维修经验,针对加工中心故障频率较高的自动换刀装置部分,总结了一些快速诊断和查找故障的方法。 首先,加工中心常见的换刀方式分为带机械手和不带机械手: 带机械手的加工中心换刀动作顺序为①主轴定位;②Z轴运行至换刀点;③刀套向下; ④刀臂旋转60°;⑤主轴松刀吹气;⑥刀臂向下拉刀,然后旋转180°;⑦刀臂向上,主轴夹刀;⑧刀臂旋转至原点;⑨刀套向上回位,换刀完毕。 不带机械手的圆盘式刀库,换刀动作顺序为:①主轴定位;②Z轴运行至换刀点;③刀盘旋转至目标刀号;④Z轴向下至原点;⑤换刀完毕。 根据以往维修经验总结,自动换刀装置在换刀时,常见故障有以下几种:1、刀套动作位置错误,气缸故障2、刀臂夹不紧刀,发生掉刀3、主轴拉芯打不开,刀取不下来4、刀臂位置错误,不能刹车定位5、刀库乱刀6、刀库原点丢失7、刀库电机过载,刀臂电机过载8、刀库位置传感器损坏9、不执行换刀动作10、刀具没有夹紧11、主轴刀具不能夹紧到位下面就一些具体的故障排除方法进行总结: 1、主轴刀具不能夹紧到位。 故障现象(1):刀具送入主轴时不能安全进入夹爪。 原因:①打杆与夹爪拉杆之间距离大于5mm。 ②主轴换刀压力不够。 排除方法:①调整打杆处的调整螺母,使其与拉杆之间距离1~5mm以内。②检查换刀液压油是否足够;气液缸及其管路是否存在泄漏;压缩空气压力是否达到0.392Mpa以上。若有上述现象,则检修,使主轴换刀压力达到3.92~6.868Pma。 故障现象(2):工件加工质量变坏,如钻孔出现圆柱度变坏等。 原因:①拉杆上的蝶形弹簧断裂。在主轴停止状态下,用手沿轴线方向上下拉动刀具,会发现刀具有上下窜动现象。②夹爪破裂。在主轴停止状态下,置“寸动”模式,手动上下上的刀具,会感觉到刀具上下不灵活自如。 排除方法:①更换蝶形弹簧。②更换夹爪。 2、刀库转动时不能刹车定位,位置错误。 原因:①刀库计数感应近接开关损坏。此时,在“寸动”模式下,每按刀库旋转按钮一次,刀库只旋转一个刀位后立即停止转动,并且该刀位不能停止在规定的换刀位置。 排除方法:更换感应开关。 ②刀库刹车损坏,刀库旋转停止时,刹不住车,导致停止位置偏离正确位置。 排除方法:维修刹车、更换刹车电阻、刹车器等 3、自动换刀装置不在原点位置 原因:控制刀库转动的计数感应开关损坏,或感应开关的接线断,或感应距离太远。 排除方法:检查感应开关的接线状况;感应距离调整在1~5mm以内,若无效,则更换感应开关。 4、自动换刀装置刀臂不在原点位置 原因:①控制刀臂旋转的感应开关表面上附着有铁屑等污物。②控制刀臂旋转的感应开关损坏或接线不良。 排除方法:①清洁感应开关表面。②检查感应开关接线,若无效,则更换感应开关。
加工中心自动换刀装置的设计 课件之家精心整理资料--欢迎你的欣赏 加工中心自动换刀系统 1前言 随着数控技术的发展,带有自动换刀系统的加工中心在现代制造业中起着愈来愈重要的作用,它能缩短产品的制造周期,提高产品的加工精度,适合柔性加[1]工。 人们一直寻求各种方式,提高加工中心的加工效率。如提高进给与移动速度、提高主轴转速、加大主轴电机功率、加大切削用量、采用高质量刀具等。在高节拍多次换刀的加工过程中,缩短换刀时间,可大大提高生产效率。国内外加工中心生产厂家都投入大量的资金和精力,研制自动换刀装置,以缩短换刀时间,提高工作效率和竞争力。自动换刀装置是专门为大中型加工中心配套,实现其刀具储备及自动交换功能的重要功能部件,是高档加工中心和重型加工中心的重要组成部分。其主要作用在于减少加工过程中的非切削时间,以提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。自动换刀装置的换刀速度和可 [2]靠性,是数控机床系统先进与否的一个重要标志。 2、自动换刀系统的组成 [2,3,5]自动换刀系统一般由刀库、机械手和驱动装置组成。 一般来说,刀库容量可大可小,其装刀数量在20,180把之间。刀库的功能是存储刀具并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。 当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。完成此功能的机构包括送刀臂、摆刀站和换刀
臂,总称为机械手。具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。 [4]驱动装置则是使刀库和机械手实现其功能的装置,一般由步进电机或液压(或气液机构)或凸轮机构组成。机械手完成刀库里的刀与主轴上的刀的交换工作。由于数控加工中心的刀库容量、换刀可靠性及换刀速度直接影响到加工中心的效率,而自动换刀就是进一步压缩非切削时间,提高生产效率,改善劳动条件。所以数控机床为了能在工件一次装夹中完成多道加工工序,缩短辅助时间,减少课件之家精心整理资料--欢迎你的欣赏 课件之家精心整理资料--欢迎你的欣赏 多次安装工件所引起的误差,必须带有自动换刀装置。 2.1 刀库 目前,国内外采用的数控机床刀库主要分为:转塔式、圆盘式、链式刀库等形式。 转塔式刀库,包括水平转塔头和垂直转塔头两种,所有刀具固定在同一转塔上,无换刀臂,储刀数量有限,通常为6—8把。一般仅用于轻便而简单的机型,常见于车削中心和钻削中心。 圆盘式刀库呈盘状,刀具沿盘面垂直排列(包括径向取刀和轴向取刀)、沿盘面径向排列或成锐角形式的刀库,结构简单、紧凑,应用较多,但刀具单环排列,空间利用率低。若增加刀库容量,必须使刀库的外径增大,那么转动惯量也相应增大,选刀运动时间长。双盘式结构,是两个较小容量的刀库分置于主轴两侧,[5,7]布局较紧凑,储刀数量也相应增大,适用于中小型加工中心。 链式刀库,包括单环链和多环链,链环形式可有多种变化,适用于刀库容量较大的场合,所占的空间小。一般适用于刀具数在30—120把。仅增加链条长度即可增加刀具数,也可以把多个刀库按并联或串联的方式排列起来,既可使刀库容量加
数控机床“急停”故障实例分析 数控机床急停报警不能解除的故障比较常见。当故障发生时显示器下方显示“紧急停止”(EMERGENCY STOP),这时,机床操作面板方式开关不能切换,MCC不吸合伺服,主轴放大器不能工作,系统并不发出具体的报警号,根据机床厂PMC报警编辑不同,有时会出现1000号以后的PMC报警。出于安全考虑,机床厂将一些重要的安全信号与紧急停止信号串联,包括紧急停止开关。但是一般维修人员往往仅以为是紧急停止开关连接不良或超程开关连接不良,排除上述两种可能后,就再也无法进行下一步的诊断工作,这说明对紧急停止信号的处理不够了解。下面以FANUC 0i系统为例说明紧急停止的控制原理及其常见故障的处理。 一、紧急停止的控制原理 紧急停止控制的目的是在紧急情况下,使机床上的所有运动部件制动,使其在最短时间内停止运行。《FANUC 连接手册》推荐的急停电路接法如图1所示。 从图1可见,一般紧急停止回路是由“急停”开关和“各轴超程开关”串联的,在这些串联回路中还串联一个24V继电器线圈,继电器的一对触点接到CNC控制单元的急停输入上,继电器的另一对触点接到放大器PSM电源模块上(接CX4的2和3管脚)。若按下急停按钮或机床运行时超程(行程开关断开),则急停继电器线圈断电,其常开触点1、2断开,从而导致控制单元出现急停报警,主接触器线
圈断电,主电路断开,进给电机和主轴电机停止运行。 急停回路接到CNC控制单元的急停输入信号X地址是固定的,即X8.4。数控系统直接读取该信号,当X8.4信号为“0”,系统出现紧急停止报警。 与急停报警紧密相关的信号还有G8.4信号,该信号是PMC送到CNC的紧急停止信号。若G8.4为“0”,系统则出现紧急停止报警。G8.4信号为PMC将X8.4和其他相关的信号进行综合处理的输出信号,如图2所示。 图2 中,梯形图在X8.4后面串接了一个Xn.m信号,比如刀库门开关等(进口机床经常这样处理)。若Xn.m为“0”,即使紧急停止回路一切正常(X8.4为“1”),紧急停止G8.4仍为“0”,系统仍然出现紧急停止报警。 可见,G8.4是“紧急停止”信号树的“根”,而其他外围X信号和R 信号是这一信号树上的“枝”。当出现“紧急停止”不能解除的故障时,如果只查找图1所示的信号而不会从图2中的G8.4去“追根寻源”,则往往不能够排除该类故障。 二、典型急停故障及实例分析 机床出现急停故障时,通常围绕X8.4和G8.4信号进行分析诊断。急停故障主要有以下三种情况。 1.紧急停止输入信号X8.4接线端的电压为0V,X8.4信号为“0”,G8.4为“0”
加工中心换刀故障的解决方法 一、主轴抓刀序号乱 当出现该问题时,将主轴的刀具取下, 1 号刀套转至换刀位,具体操作如下: 1. 系统一 PM&参数一计数器,计数器C1— PRESET S入刀库容量值,然后输入当前刀位,C2可不用考虑 2. 系统一 PM&参数一数据表,OFF DATA俞入值(刀库容量值+ 1) 3. 压FG DATA软键,DO-Dn依次输入0?n(相应的刀具号)即可 二、撞刀故障 出现撞刀故障的主要原因有可能是: 1. 主轴紧刀信号突然丢失导致主轴停转,X、丫仍然走动,此时可修改PLC程 序或调整紧刀开关,使其压合正常,同时检查紧刀电磁阀是否正常工作 2. 用户程序有问题 3. 用户使用刀具长度补正,但选择平面时选择的是非 G17平面所置 4. 发那科 0I 检查其零件信号是否已丢失或调整刀具夹紧开关 三、主轴出现掉刀现象,机床抓不住刀这种情况下一般可通过如下检查排除故障 1 . 检查气泵压力是否正常 2. 检查机床主轴气路是否通畅,是否有漏气现象,主轴气缸上下运动是否正常,松、卡刀开关是否正常 3. 检查气缸是否漏气、检修气缸活塞及气缸密封件 4. 检查机床抓刀爪子是否打开、调整抓带气缸下螺丝钉是否顶到抓刀爪子上端, 调整抓刀爪子上端蝶簧 5. 检查机床抓刀爪子是否磨损 四、刀盘不能转动 其原因可能是刀库电机热保护器动作,或抱闸没有打开,或刀盘传动太沉等,可检查电柜中的热保护是否跳闸,若电气正常,可能是机械传动出现故障。一般刀盘传动轴承过脏或生锈都可能出现卡死现象,此时出现电机温度过高,刀盘转不动、换刀按钮LED不显示。 五、刀库无法进出 这种情况可以通过检查以下部位排除故障 1 . 电机电源是否正常、电机是否转动 2. 刀库换刀接近开关是否正常、换刀信号以及刀库准备好信号是否正常,有没 有线路虚接现象 3. 继电器是否正常工作、线路是否有虚接 4. 刀库转盘、传动机构是否灵活、有无卡死现象 六、主轴准停位错位现象 1. 打开主轴箱外壳,使主轴与电机联接皮带脱开,可以用手转动主轴的方法来 调整准停位。 2. 可以在操作系统中调整准停位,具体方法如下:在 MDI方式下,按下设定键
加工中心自动换刀装置结构设计 [摘要] 本论文完成的是立式加工中心盘式刀库的传动设计、结构设计以及机械手部分的传动设计、结构设计。盘式刀库在数控加工中心上应用非常广泛,其换刀过程简单,总体结构简单、紧凑,定位精度高。刀库传动部分采用蜗轮蜗杆减速装置,可提高输出轴的传动平稳性能,即提高刀盘的运转平稳性。刀库满载装刀16把,采用单环排列方式放置。本次设计中的机械手采用单臂双手式机械手,可以同时完成插刀和拔刀动作,结构简单,换刀时间短。机械手传动部分采用一个液压升降缸和液压回转缸带动花键轴,进而带动机械手的运动。 [关键词] 立式加工中心;盘式刀库;机械手;自动换刀装置 Automatic tool changer structural design of machining centers
Abstract what finished in this paper is drive design, structural design and the power transmission parts design of disc tool magazine in vertical machining center. This tool magazine is widely applied in NC machining center. And the process of changing tools is simple, short change time , high precision, simple and compact of structure, reliable, easy maintenanced and low cost. The transmission part of this tool magazine adopts gear reducer. The design of worm gearbox device can improve the stationarity of output shaft, namely, increasing the operation stability and smooth transmission properties of tool magazine.Transmission device of tool magazine adopts a adjusting sleeve to eliminate the transmission clearance of worm.This tool magazine can load 16 cutting tools which are arranged with monocylic and according to the principle of nearby to choose the right tool. The manipulator of this design is the manipulator with one arm and pair of hands.The advantage of this manipulator is that it can complete the action of inserting tool and pulling out the tool at the same time,simple structure and short change time. Mechanical transmission part adopts a hydraulic lift cylinder and hydraulic cylinder drives the spline shaft rotation, thus drive the motion of the manipulator. Key words V ertical machining center; Disc tool magazine; Manipulator; Automatic Tool Changer
加工中心自动换刀系统changer system control of machine center with carouselstorage 摘要:针对刀套编码的盘式刀库加工中心,阐述其换刀过程,提出一种结合加工程序、换刀程序和PMC 程序以及参数设置来实现自动换刀控制的思路。同时结合实例给出换刀程序代码和关键PMC 程序。 关键词:加工中心; 自动换刀; 数控; 换刀系统。 Abstract:It analyses the ATC process of machine center with carousel storage.A control method to realize ATC using Gcodes,macor program ,PMC program and parmeter setting is proposed. Examples given in connection with tool changing code and key PMC procedures. Keywords:ATC;NC ;PLC; 设计背景:自动换刀系统是数控机床的重要组成部分。刀具夹持元件的结构特性及它与机床主轴的联结方式,将直接影响机床的加工性能。刀库结构形式及刀具交换装置的工作方式,则会影响机床的换刀效率。自动换刀系统本身及相关结构的复杂程度,又会对整机的成本造价产生直接影响。从换刀系统发展的历史来看,1956 年日本富士通研究成功数控转塔式冲床,美国IBM 公司同期也研制成功了“APT”(刀具程序控制装置)。1958 年美国K&T 公司研制出带ATC(自动刀具交换装置)的加工中心。1967 年出现了FMS(柔性制造系统)。1978 年以后,加工中心迅速发展,带有ATC 装置,可实现多种工序加工的机床,步入了机床发展的黄金时代。1983 年国际标准化组织制定了数控刀具锥柄的国际标准,自动换刀系统便形成了统一的结构模式。目前国内外数控机床自动换刀系统中,刀具、辅具多采用锥柄结构,刀柄与机床主轴的联结、刀具的夹紧放松机构及驱动方式几乎都采用同一种结构模式。在这种模式中,机床主轴常采用空心的带有长拉杆、碟形弹簧组的结构形式,由液压或气动装置提供动力,实现夹紧放松刀柄的动作。利用这种机构夹持刀具进行数控加工的最大问题是,它不能同时获得高的夹持刚度和刀具振摆精度,而且主轴结构复杂,主轴轴向尺寸过大,加上它的液压驱动装置及刀具辅具锥柄的制造成本,使得自动换刀系统的造价在机床整机中占有较大的比重。据有关资料介绍,在刀具采用锥柄夹头、侧压夹头以及弹簧夹头夹紧性能的对比实验中,采用弹簧夹头夹持刀具是唯一可同时获得高的夹持刚度和振摆精度的理想元件。采用这种夹持元件,刀具或刀具辅具可作成圆柱柄,其制造成本低,精度易保证,这对大容量刀库降低刀具辅具的制造成本,意义更为显著。在现代数控机床上亦有采用弹簧夹头作为刀具的夹持元件,但机床的主轴结构、驱动方式仍然采用与上述锥柄刀具完全相同的结构形式。采用这种结构模式,在实际数控加工中,尤其是在需要超高速主轴、主轴的径向、轴向尺寸都很小、没有足够的换刀空间的微细加工场合中实现自动换刀将会是很困难的,如果实施自动换刀那将使机床成本大幅度提高。如在CNC 控制磨削球面铣刀的数控磨削机床上,直接由高速电机驱动主轴,使用小直径盘形砂轮和指形砂轮加工球面铣刀,换刀空间很小,在这种条件下,将难以实现自动换刀。国外最新研制的内圆磨床上采用的弹簧夹头自动换刀装置售价昂贵。设计内容:设计内容数控加工中心由于配有刀库和自动换到系统,能实现一次庄家完成多道工序,减少专用夹具数量,缩短了生产准备时间,同时减少了多次安装多造成的定位误差,提高了加工进度,能实现高效率的加工。所以自动换刀系统的性能的好坏直接影响到数控机床的加工效率和效果。 一、刀库选刀的控制方式自动换刀装置可以定义为:一种能数控机床单元发出的命令从到库中选择和更换刀具的装置。加工中心自动换刀程序有两部分:刀具选择和道具更换。目前刀具选择一般有四种控制方式:顺序选刀方式,刀具编码方式,刀套编码方式,计算机记忆随机换刀方式。其中刀套编码方式是对刀库个个刀座预先编码,每把刀具放入刀座之后就有了相应刀具的编码,即刀具在刀库中的位置是固定的。刀库一般采用链式或者轮式,当然,目前还有一些别的形式的刀库,例如球形刀库、盒式刀库等。
。 一、加工中心发现和出现了如下的问题,应如何进行处理,解决方案: 1. 2009048,发现FANUC系统三轴编码器电池APC报警,报警号为307。 解决方案:需更换电池。 2. 专机ERROR 20报警 解决方案:更换伺服电机 3. TH5660C 主轴不转 解决方案:主轴高低档处理 TH5660A,X轴行程硬保护 解决方案:行程开关处理 TOM-850漏油 解决方案:压力检测开关漏油处理 4. 2010033 TOM-850卡刀 解决方案:换刀臂位置处理 2010034 TOM-850 防护门拉动不畅 解决方案:查为门轮已坏,处理门轮 TH5660C 漏气严重 解决方案:更换主轴打刀气缸Φ10mm的进气管更换 专机ERR37 NC ALARM 解决方案:润滑油路处理 5. 2010127 TOM-850 漏气 解决方案:空气压力控制开关(SNS-C106X)不良,暂无配件 2010029 TOM-850,机床漏水 解决方案:加铁皮引流 004-38 OM-850,机床漏水 解决方案:猴箍松脱,脱紧处理 专机ERR02 X AXIS NO RES 解决方案:X轴信号线处理 6. 2010029 TOM-850,屏幕不显示,系统打不开 解决方案:线路处理 48002 XH715, PUT UP故障
解决方案:电磁阀处理 TOM-850 漏水 油水分离器回液管处理 7. 004-38 机床无压力,不打油 解决方案:泵头间隙过大,无法调整,暂无配件 2009044 TOM-850 漏气 解决方案:更换耐压力大一点的压力控制开关 2010031 TOM-850,漏水 解决方案:加铁皮引流 8. 2010085 TOM-850 1002,1005,1012等报警 解决方案:更换I/O模块保险丝 9. 2010034 TOM-850,防护门拉不动 解决方案:装好门轮,间隙调整 2009075 TOM-1060 手轮无动作 解决方案:15针插头处理 TH5660A Z轴行程不能满足加工 解决方案:在行程允许的前提下调整行程开关 2010086 机台漏气 解决方案:查为快速放气阀漏气,暂无配件 2010085 TOM-850,打刀不动作不良 解决方案:打刀按键处理,装好主轴防护罩 10. 004-18,TOM-850,Y轴护罩螺丝断 解决方案:断螺丝处理,更换螺丝 11. 2010086 TOM-850,漏气 解决方案:更换QE-03,现为QE-04 001-05 CJK-6430,X、Z轴移动慢,开机冒烟 解决方案:三相AC380V缺相,更换保险丝,工作灯线路处理 TOM-850,机床不动作 解决方案:换刀臂处理 12. TOM-850,显示器屏闪 解决方案:查为发光管存在问题
加工中心换刀故障常见形式和解决方法 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 换刀故障是数控加工中心一种常见的故障,造成这一问题主要是由于刀库或者是机械手出现了问题。下面,我们来了解一下环岛故障的几种常见形式,以及采用什么方法进行维修。 刀库故障 如果刀库不能转动,其原因可能包括:电动机轴与蜗杆轴的联轴器松动;变频器故障,电动机不得电;接近开关或磁簧开关故障;PLC无输出控制,或PLC有输出但接口板中的继电器失效;气压低。解决方法是:检查调整联轴器;检查变频器的输入、输出电压是否正常;通过PLC的IO监控画面检查IO状态,调整或更换接近开关或磁簧开关,检查或更换继电器;调整气压达到规定值。 如果出现刀盘定位不准的问题,可能是电动机剎车器磨损造成的。可以通过调整电动机剎车器中调节螺钉来解决。
如果出现换刀位刀座在倒刀时运动不正常的情况,可能原因有:气压不符合要求、止动螺丝松动、气缸损坏、倒刀电磁阀接触不良或损坏、刀具超重或超长。解决方法包括:调整气压到符合要求、锁紧止动螺丝、更换气缸、检查电磁阀接点或更换元件、更换刀具。 如果出现刀套上下不到位,可能导致这一情况发生的原因包括:安装调整不当或拨叉位置不正确、限位开关安装不正确或调整不当,造成反馈信号错误。可以采取检查、调整拨叉或限位开关位置,或更换元件来解决。 倒刀时刀具掉落可能是由刀套内弹簧夹力不够或不能正常复位、刀柄和拉钉的距离不正确等原因造成的。必须要对元器件进行调整或更换。 如果是刀套破裂,原因可能是:刀套未定位前有倒刀动作或未回位前刀盘转动、装入刀具时撞坏。解决方法是调整刀盘定位近接开关或倒刀气缸磁簧开关位置、更换刀套。 发生了电动机烧坏,可能原因包括:电源缺相或电压不正确、剎车烧坏、刀具超重、组件不能运转。解决方法有:检查接触器接点是否损坏、电源是否缺相及电压等级是否匹配;检测剎车器线圈是否损坏、接地是否正确;检查刀具质量是否超过允许值;检查刀套滑动部位是否顺畅。
广州华立科技职业院 毕业设计(论文)中文题目:数控铣床的典型故障分析与维修系统 英文题目:CNC milling machine of typical fault analysis and repair system 学生姓名: 学号: 专业: 指导老师姓名: 论文提交时间:2011-3-25
目录 中英文摘要 (2) 一.数控铣床的结构工作原理简介 (3) 1.1 数控铣床的主要分类 (3) 1.2 按结构分 (5) 1.3按控制方式分 (6) 二. 数据铣床的作业安全规则 (6) 2.1安全规则 (6) 2.2铣床例保作业范围 (7) 三. 数控铣床的常见故障及维修方法 (8) 3.1数控机床故障诊断 (8) 3.2数控机床的故障诊断技术 (9) 3.3数控机床的常见故障排除方法 (12) 3.4数控机床维修后的开机调试 (16) 3.5维修调试后的技术处理 (16) 四. 数控铣床的系统故障与维修 (16) 五. 数控铣床的故障检测与故障排除案例 (19) 案例小结 (21) 致谢 (22) 参考文献 (23)
内容摘要 数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,对国计民生的一些重要行业国防、汽车等的发展起着越来越重要的作用,这些行业装备数字化已是现代发展的大趋势,。本文阐述了数控铣床参数故障产生的原因、恢复方法,通过各种常见参数故障的排除方法,并结合相关的实际案例分析,提出了行之有效的维修技巧,采用这些维修技巧可以大大提高维修效率。 关键词:数控铣床故障排除方法维修实例数控系统 Abstract The application of numerical control technology not only to the traditional manufacturing industry has brought revolutionary changes, so that the manufacturing sector to become a symbol of industrialization, and with the continuous development of NC technology and expanding the scope of application, beneficial to the people's livelihood of some of the major industries of national defense, automobile and other development plays a more and more important role, these industry equipment digitization is the modern trend of development,. This paper
要 本文主要对数控加工中心自动换刀系统及控制系统进行设计。本文主要对数控加工中心自动换刀系统及控制系统进行设计。第一,了解数控加工中心的分类,其按换刀形式的分类以及加工中心刀库的形式;然后根据给定的参数进行刀库类型的选择以及电动机的确定;接着对刀库的转位定位机构进行了设计;最后是对于控制系统进行了简单设计。 关键字:加工中心,换刀系统,刀库,PLC。
目录 1绪论 (3) 2.刀库的总体设计方案 (5) 课程设计的任务及要求 (5) 刀库的类型选择 (5) 3.电机的选择 (6) 电机的选型及相关参数 (6) 各部分转动惯量的计算 (7) 预选电机 (7) 电机的校核 (8) 4.机械系统的设计 (8) 刀库转动定位机构的设计 (8) 滚动轴承的选择计算 (10) 轴的校核计算 (11) 键的设计计算 (12) 5.控制系统的设计 (12) 刀库的换刀动作如下: (13) 利用PLC实现随机换刀 (14) 参考文献 (17)
1绪论 在现代数控机床中,加工中心(MC-Machining Center)能进行自动换刀、自动更换工件,实行平面、任意曲面、孔、螺纹等加工,成为一种独特的多功能高精、高效、高自动化的机床,并迅速向高速化、复合化、环保化、五轴联动等方向发展,己成为当今国际机床展上最大的亮点。 加工中心特别适合于箱体、框架、叶片等特殊复杂零件的柔性高效加工,能减省一些普通铣床、钻床、键床,提高加工精度和效率,减少转换时间,降低生产成本。 在当今机械工业中,产品不断向个性化、精密化、小批量发展,世界对MC的市场需求在不断增多。特别是在要求适量柔性、大批高效生产的汽车工业、单件、小批重切、快速生产的航空、模具工业以至IT高精尖工业中,MC已逐渐成为重要的高效性机种。 1996年国产加工中心与进口加工中心的台数比,仅为百分之几,到2005年逐步增长到%。2005年与2000年相比,进口的加工中心数量增加倍。加工中心需求猛增的主要原 因,大致有三:(l)整个机械工业原有工艺装备结构陈旧、性能落后,呈“三多三少”(手动的多、自动的少;粗加工的多、精加工的少;低效的多、高效的少),函需大量更新。能源、交通、冶金、发电、工程机械、造船、模具、IT各业均需购置大、中、小各种Mc,量大面广;(2)汽车工业迅速发展,2002-2004年汽车产量分别为325、444、507万辆,发动机缸体、缸盖、变速箱及各种汽车零部件加工,均需 h L =86750 (h) 验算结果:合格。
1常见的过载报警及解决方法 故障现象:某配套FANUC-0M系统的数控立式加工中心,在加工中经常出现过载报警,报警号为434,表现形式为Z轴电动机电流过大,电动机发热,停上40min左右报警消失,接着再工作一阵,又出现同类报警。 分析及处理过程:经检查电气伺服系统无故障,估计是负载过重带不动造成。 为了区分是电气故障还是机械故障,将Z轴电动机拆下与机械脱开,再运行时该故障不再出现。由此确认为机械丝杠或运动部位过紧造成。调整Z轴丝杠防松螺母后,效果不明显,后来又调整Z轴导轨镶条,机床负载明显减轻,该故障消除。 2数控机床转台分度不良的故障维修 故障现象:一台配套FANUCOMC,型号为XH754的数控机床,转台分度后落下时错动明显,声音大。 分析及处理过程:转台分度后落下时错动明显,说明转台分度位置与鼠齿盘定位位置相差较大;如果回零时位置同时也有错动,则可调节第4轴栅格偏移量(参数0511)来解决:如果转台传动有间隙,则可调节第4轴间隙补偿(参数0538);如果机械螺距有误差,则
相应调整第4轴螺补。本例中发现转台回零后也有错动,调整0511数值后解决 3刀库不停转的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,刀库在换刀过程中不停转动。 分析及处理过程:拿螺钉旋具将刀库伸缩电磁阀手动钮拧到刀库伸出位置,保证刀库一直处于伸出状态,复位,手动将刀库当前刀取下,停机断电,用扳手拧刀库齿轮箱方头轴,让空刀爪转到主轴位置,对正后再用螺钉旋具将电磁阀手动钮关掉,让刀库回位。再查刀库回零开关和刀库电动机电缆正常,重新开机回零正常,MDI方式下换刀正常。怀疑系干扰所致,将接地线处理后,故障再未出现过。 4换刀不能拔刀的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,换刀时,手爪未将主轴中刀具拔出,报 警。 分析及处理过程:手爪不能将主轴中刀具拔出的可能 原因有: ①刀库不能伸出;②主轴松刀液压缸未动作;③松刀
加工中心镗孔圆度超差故障分析与排除 摘要:NC800卧式加工中心、XH715和ARROW1000立式加工中心,加工的箱体上轴承孔圆度超差,主要是主轴刀具松紧机构、滚珠丝杠间隙、主轴轴承预紧不够题目所致。 关键词:NC800 圆度镗孔 镗孔圆度超差故障涉及到工艺系统的很多方面,机床自身机械方面的原因,是首先应检查的主要因素。 一、主轴刀具拉紧力不够 各种加工中心主轴刀具锁紧机构基本上大同小异,大多采用液压或气压松开,靠碟形弹簧回复力拉紧刀具,碟形弹簧长期使用会产生疲惫和损坏,导致对刀具的拉紧力下降。在镗孔过程中由于切削力的作用会使刀具产生松动,从而出现孔尺寸不稳定以及孔圆度超差的故障。假如不能确认镗孔圆度超差是否由于主轴碟形弹簧引起,可以先采用压力调整法进行试验,再结合其他
检验来判定,避免盲目拆卸主轴松刀机构。 一台NC800卧式加工中心加工的箱体上轴承孔圆度误差0.045mm,在排除了其他因素的影响之后,对松刀机构进行检验,先调整液压系统压力,由系统设置的6.3MPa逐渐往下降,每降低0.5MPa,对松刀情况进行检验,看松刀是否到位。当压力降到 4MPa时,松刀机构卡爪的位移出现题目,刀具不能松开。正常情况下假如系统压力低于5.8MPa时,就不能正常装卸刀具了。假若松刀机构位移即松刀行程不变,而弹簧的回复力与压缩弹簧液压缸的压力成正比,松刀所需要的液压压力降低,证实弹簧的刚度降低了,这实际上说明碟形弹簧有题目。 拆卸主轴刀具松紧机构,发现部分碟形弹簧损坏,对其进行全部更换,将锁母压紧到松开前的位置。安装后,松刀所需的压力恢复到正常的5.8MPa左右,再次进行镗孔测试,圆度误差减至0.01mm以内,恢复到正常水平。 还有一种可能的情况是碟形弹簧并未损坏,但由于疲惫而刚度下降,通过调紧碟形弹簧的压紧锁母也可以增加刀具拉紧力,但留意不要影响松刀机构爪子的松开及锁紧位置,否则会造成刀具无法正常装卸,造成新的故障隐患。假如确是这种情况,仍然建议更换全部碟形弹簧,以确保刀具锁紧可靠。 二、主轴轴承未有效预紧 加工中心镗孔圆度超差,一般最直接的原因与主轴旋转精度有关,主轴旋转精度主要是靠主轴轴承来保证的,加工中心的
加工中心自动换刀 夏仰球,110010087,机械电子工程 1前言 随着数控技术的发展,带有自动换刀系统的加工中心在现代制造业中起着愈来愈重要的作用,它能缩短产品的制造周期,提高产品的加工精度,适合柔性加工[1]。 人们一直寻求各种方式,提高加工中心的加工效率。如提高进给与移动速度、提高主轴转速、加大主轴电机功率、加大切削用量、采用高质量刀具等。在高节拍多次换刀的加工过程中,缩短换刀时间,可大大提高生产效率。国内外加工中心生产厂家都投入大量的资金和精力,研制自动换刀装置,以缩短换刀时间,提高工作效率和竞争力。自动换刀装置是专门为大中型加工中心配套,实现其刀具储备及自动交换功能的重要功能部件,是高档加工中心和重型加工中心的重要组成部分。其主要作用在于减少加工过程中的非切削时间,以提高生产率,降低生产成本,进而提升机床乃至整个生产线的生产力。自动换刀装置的换刀速度和可靠性,是数控机床系统先进与否的一个重要标志[2]。 2、自动换刀系统的组成 自动换刀系统[2,3,5]一般由刀库、机械手和驱动装置组成。 一般来说,刀库容量可大可小,其装刀数量在20~180把之间。刀库的功能是存储刀具并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。 当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。完成此功能的机构包括送刀臂、摆刀站和换刀臂,总称为机械手。具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。 驱动装置[4]则是使刀库和机械手实现其功能的装置,一般由步进电机或液压(或气液机构)或凸轮机构组成。机械手完成刀库里的刀与主轴上的刀的交换工作。由于数控加工中心的刀库容量、换刀可靠性及换刀速度直接影响到加工中心的效率,而自动换刀就是进一步压缩非切削时间,提高生产效率,改善劳动条件。
一、手轮故障 原因: 1.手轮轴选择开关接触不良 2.手轮倍率选择开关接触不良 3.手轮脉冲发生盘损坏 4.手轮连接线折断 解决对策: 1.进入系统诊断观察轴选开关对应触点情况(连接线完好情况),如损坏更换开关即可解决 2.进入系统诊断观察倍率开关对应触点情况(连接线完好情况),如损坏更换开关即可解决 3.摘下脉冲盘测量电源是否正常,+与A,+与B 之间阻值是否正常。如损坏更换 4.进入系统诊断观察各开关对应触点情况,再者测量轴选开关,倍率开关,脉冲盘之间连接线各触点与入进系统端子对应点间是否通断,如折断更换即可。 二、X Y Z 轴及主轴箱体故障 原因: 1.Y Z 轴防护罩变形损坏 2.Y Z 轴传动轴承损坏 3.服参数与机械特性不匹配。 4.服电机与丝杆头连接变形,不同轴心 5.柱内重锤上下导向导轨松动,偏位 6.柱重锤链条与导轮磨损振动 7.轴带轮与电机端带轮不平行 8.主轴皮带损坏,变形
解决对策: 1.防护罩钣金换 2.检测轴主,负定位轴承,判断那端轴承损坏,更换即可 3.调整伺服参数与机械相互匹配。(伺服增益,共振抑制,负载惯量) 4.从新校正连结器位置,或更换连接 5.校正导轨,上油润滑 6.检测链条及导轮磨损情况,校正重锤平衡,上黄油润滑 7.校正两带轮间平行度,动平衡仪校正 8.检测皮带变形情况损坏严重更换,清洁皮带,调节皮带松紧度 三、导轨油泵,切削油泵故障 原因: 1. 导轨油泵油位不足 2. 导轨油泵油压阀损坏 3. 机床油路损坏 4. 导轨油泵泵心过滤网堵塞 5. 客户购买导轨油质量超标 6. 导轨油泵打油时间设置有误 7. 切削油泵过载电箱内断路器跳开 8. 切削油泵接头漏空气 9. 切削油泵单向阀损坏 10. 切削油泵电机线圈短路 11. 切削油泵电机向相反
一、主轴系统常见故障 1.立式加工中心镗孔精度下降,圆柱度超差,主轴发热,噪声大,但用手拨动主轴转动阻力较小。 (1)故障分析。主轴部件解体检查,发现故障原因如下:①主轴轴承润滑脂内混有粉尘和水分,这是因为该加工中心用的压缩空气无精滤和干燥装置,故气动吹屑时少量粉尘和水气窜入主轴轴承润滑脂内,造成润滑不良,导致发热且有噪声;主轴内锥孔定位表面有少许碰伤,锥孔与刀柄锥面配合不良,有微量偏心; ②前轴承预紧力下降,轴承游隙变大;③主轴自动夹紧机构内部分碟形弹簧疲劳失效,刀具未被完全拉紧,有少许窜动。 (2)故障处理。更换前轴承及润滑脂,调整轴承游隙,轴向游隙0.003mm,径向游隙士0.002mm;自制简易研具,手工研磨主轴内锥孔定位面,用涂色法检查,保证刀柄与主轴定心锥孔的接触面积大于85%;更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,近端小于0.006mm,远端150mm 处小于0.010mm。试加工,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。 (3)改进措施:①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;③合理安排加工工艺,避免材料切除率陡变;④严禁超负荷运行,有故障应及时报修,不得带病运行。 2.主轴部件的拉杆钢球损坏 (1)故障现象。立式加工中心主轴内刀具自动夹紧机构的拉杆钢球和刀柄拉
紧螺钉尾部锥面经常损坏。 (2)故障分析。检查发现,主轴松刀动作与机械手拔刀动作不协调。这是因为限位开关挡铁装在气液增压缸的气缸尾部,虽然气缸活塞动作到位,增压缸活塞动作却没有到位,致使机械手在刀柄还没有完全松开的情况下强行拔刀,损坏拉杆钢球及拉紧螺钉: (3)故障处理。清洗增压油缸,更换密封环,给增压油缸注油,气压调整至0.5~0.8MPa,试用后故障消失。 (4)改进措施:①定期检查并清洁气液增压油缸,监测刀具自动夹紧机构各部分的运行状况,及时消除故障隐患;②定期检查调整气压和液压系统压力,检验液压油质,如氧化变质应及时更换。 3.主轴部件的定位键损坏 (1)故障现象。立式加工中心换刀时冲击响声大,主轴前端拨动刀柄旋转的定位键局部变形。 (2)故障分析。响声主要出现在机械手插刀阶段,故障初步确定为主轴准停位置误差和换刀参考点漂移。本机床采用霍尔元件检测定向,引起主轴准停位置不准的原因可能是主轴准停装置电气系统参数变化、定位不牢靠或主轴径向跳动超差。首先检查霍尔元件的安装位置,发现固定螺钉松动,机械手插刀时刀柄键槽未对正主轴前端定位键,定位键被撞坏。 主轴换刀参考点接近开关的安装位置同样有松动现象,使换刀参考点微量下移,刀柄插人主轴锥孔时锥面直接撞击主轴定心锥孔,产生异响。 (3)故障处理。调整霍尔元件的安装位置后拧紧并加防松胶。重新调整主轴