SINUMERIK 840D数控系统在改造
数控仿形铣中自动换刀程序的设计
曾毅
(神龙汽车有限公司通用技术分部)
摘要:本文结合神龙汽车有限公司冲压工厂法国FOREST-LINE数控仿形铣加工中心数控系统改造的应用实例,主要分析介绍SINUMERIK 840D数控系统在改造机床中自动换刀程序的编制及所遇难点。
关键词:汽车模具加工数控仿形铣床 840D系统 PLC编程宏程序机床参数接口信号
一. 项目简介
神龙汽车有限公司为国内三大轿车生产基地之一,其生产线及检测线设备主要从德国、法国、意大利、西班牙进口,自动化程度非常高。各类SIMATIC自动化产品和软件在自动化生产线上得到大量使用,包括S7-400 PLC(H级和F级)及FM功能模块、各类OP/MP人机操作面板、WINCC工控机、MICROMASTER变频器等,一些特殊设备如ABB机器人、INTRAMAT-CLC/CLM运动控制器等系统均配有PROFIBUS通信板以联入SIMATIC系统。相对于SIMATIC自动化产品的广泛应用,SINUMERIK数控产品由于其专业性,主要用于冲压模具加工、发动机及变速箱制造等机加工设备上,冲压工厂数控铣系统改型即是SINUMERIK产品在神龙公司使用的一个实例。
神龙公司于1995年向法国FOREST-LINE公司购买了一台龙门式3+2轴数控仿形铣加工中心,用作汽车模具型面的加工及修改工作。因机床的NUM760F数控系统严重老化,导致机床故障率高,模具加工精度差;同时由于数控系统内部功能的缺乏,导致某些特殊型面的模具加工无法完成,满足不了新车型模具加工的需求,为此我们在2005年对该机床的数控系统进行了改型,经过系统选型和方案比较,我们选用了SINUMERIK系列产品: 840D数控系统和611D伺服驱动,并配以1PH7/1FT6/1FK6系列电机。本文将对SINUMERIK 840数控系统在数控仿形铣床系统改造方面的应用作一些阐述和介绍。
二.数控仿形铣原有数控系统介绍
1 机床整体描述
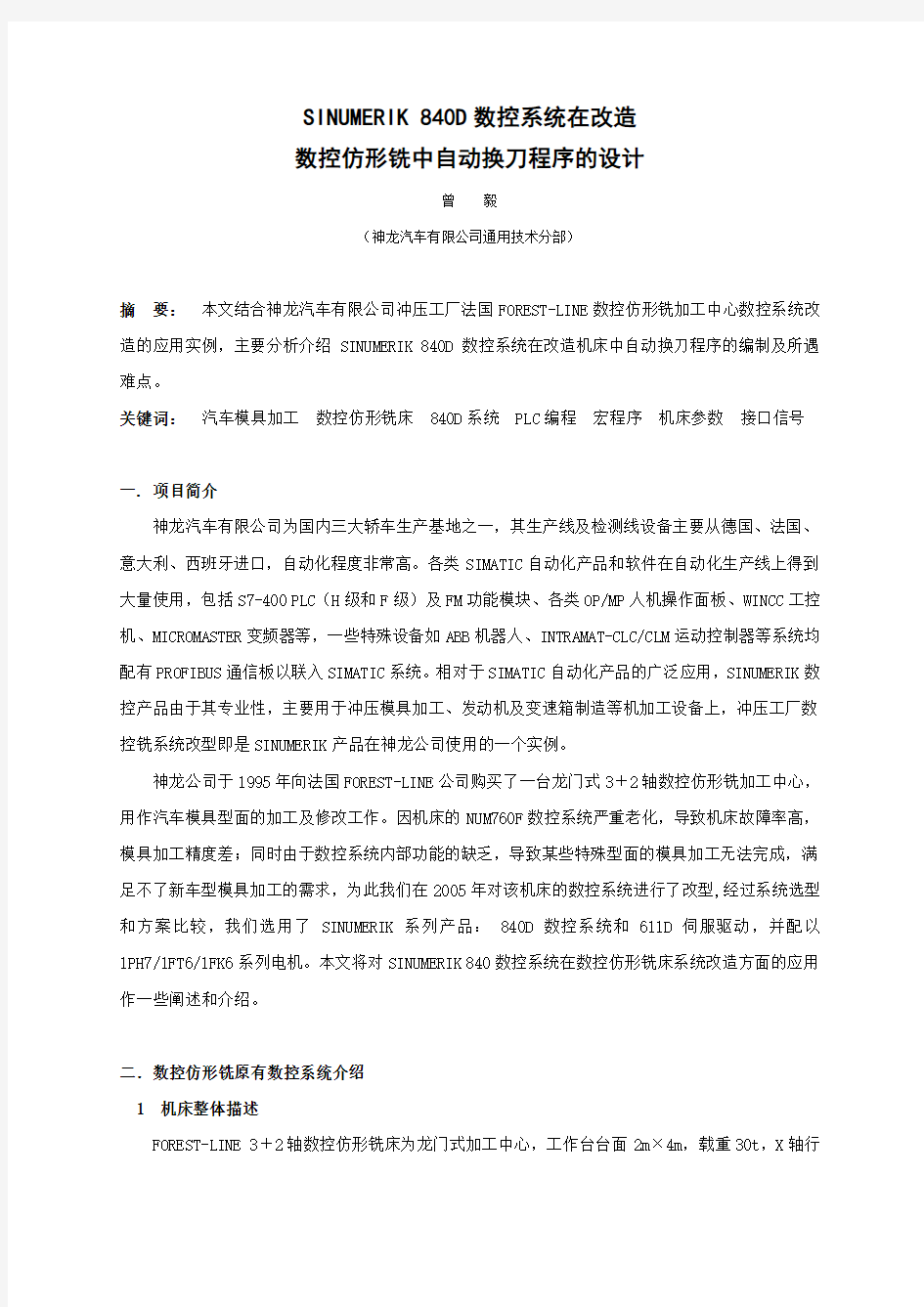
FOREST-LINE 3+2轴数控仿形铣床为龙门式加工中心,工作台台面2m×4m,载重30t,X轴行
程4500mm, Y轴行程3000mm, Z轴行程1200mm,W横梁轴行程640mm。数控仿形铣加工中心配有刀具库和附件库,刀具库为旋转盘式,可容纳30把刀具;附件库有3个附件头,它们分别为:RM40多功能铣头、AL40加长铣头、护板铣头。
数控仿形铣加工中心有1个主轴;7个数控轴:X轴、Y轴、Z轴、A轴、C轴、刀库轴、附件轴;一个PLC轴:W横梁轴。其中X/Y/Z三轴可插补联动,若使用RM40多功能铣头则增加A轴和C 轴,C轴由主轴电机驱动,且A轴和C轴均由鼠牙盘定位;W轴为横梁轴,不属于数控轴,由受控于数控系统PLC的一台LS变频器驱动,只有上下两个极限位置,属PLC轴。由以上描述知3+2轴数控仿形铣加工中心实际上指插补联动的X/Y/Z三轴加上能实现斜面加工的A/C两轴。
X、Y、Z三轴的位置反馈采用HEIDENHAIN LB326光栅尺,经EXE进行信号转接后联入NUM760F。
W轴横梁轴由LEROY SOMER变频器进行高低两位置的调节控制。
图1 数控铣加工中心工艺布置图
2 机床数控系统改造前配置简述
生产厂商:FOREST-LINE(FRANCE)
数控系统:NUM 760F
驱动系统:SIEMENS 611A
进给电机:SIEMENS 1FT5
主轴电机:SIEMENS 1PH6
编码器:ROD 426E/424E
光栅尺:HEIDENHAIN LB326
信号转换:HEIDENHAIN EXE934
扫描系统:RENISHAW TRACECUT
CAD/CAM :CIMATRON E
三.SINUMERIK 840D数控系统在数控铣上的组态描述1 840D系统改造主要配置列表
2 机床数控系统改造后的配置简述
●NCU 数控单元
数字控制核心NCK的硬件装置。NCU单元集成了SINUMERIK 840D CNC CPU 和S7-300 PLC CPU 芯片,包括数控软件和PLC软件。数控铣系统选型为NCU573.5
●人机交互装置
数控铣加工中心选用PCU50,其人机操作界面选用OP010及MCP,两者建立起SINUMERIK 840D系统与机床操作人员之间的交互界面。同时配备HHU手持单元。
●可编程序控制器PLC
SINUMERIK 840D系统集成了S7-300-2DP 的PLC,并通过通讯模块IM361扩展外部的I/O 模块。数控铣系统选型为S7-317-2DP。
驱动装置
数控铣系统伺服驱动选型为SIMODRIVE 611D,配以1FT6/1FK6系列进给电机和1PH7系列主轴电机。数控铣数控系统安装布置示意图如下:
图2 数控铣数控系统安装布置示意图
3 数控铣数控系统配置概述
图3 数控铣840D数控系统配置示意图
4 外挂系统的组成
X、Y、Z三轴的位置反馈仍采用HEIDENHAIN LB326光栅尺,经SIEMENS SUV进行信号转接后联入840D系统。
W轴横梁轴仍采用受控于840D系统PLC的LEROY SOMER变频器进行高低两位置的调节控制。
CAD/CAM三维图形编程仍采用CIMATRON E,但其后置处理程序是针对840D系统重新编制的。
测量系统仍采用RENISHAW测头,但改用无线接收的找正系统。
四.SINUMERIK 840D系统在数控仿形铣改造中自动换刀程序的编制
在采用SINUMERIK 840D改造数控铣数控系统的工作中,自动换刀程序的编制为一个难点。在机床加工过程中,依据零件加工程序中对刀具的要求对刀库中30把刀具中的目标刀具进行准确地选择换刀、自动补偿、自动连续加工;有时候需先退刀,然后更换合适所选刀具的附件头,最后再挂刀加工;有时候则需根据所要更换刀具或附件的长度要求自动调整横梁W轴的高低位,这就是自动换刀程序要实现的功能,特别是后两种情形较为复杂,对于换刀、换附件、横梁换位后进行连续加工时各轴定位的精度要求非常高,故程序编制较为复杂。
1.宏程序的编制
数控铣系统改造中自动换刀程序主要是通过编写宏程序,联系相关机器参数、接口信号及PLC 程序来实现的。
与自动换刀程序有关的宏程序列表如下:
●CONTROL1/CONTROL2 (保护盖板拾起/卸下控制程序)
●CONTROL3/CONTROL4 (AL40拾起/卸下控制程序)
●CONTROL5/CONTROL6 (RM40拾起/卸下控制程序)
●CONTROL7(主轴刀具返回刀库控制程序)
●CONTROL8/CONTROL9 (系统取刀/刀具返回控制程序)
●CONTROL10(刀具自动交换程序)
●CONTROL11/CONTROL12 / CONTROL13 (保护盖板/AL40/RM40自动交换控制程序)
●CONTROL14/CONTROL15 (A轴夹紧/松开控制程序)
●CONTROL16/CONTROL17 (C轴夹紧/松开控制程序)
●CONTROL18-CONTROL21 (C轴旋转0/90/180/270控制程序)
●CONTROL22/CONTROL23 (横梁上升/下降控制程序)
●CONTROL35/CONTROL36 (X,Y,Z轴/U,V轴回零控制程序)
上述与自动换刀有关的宏程序有部分被定义为M功能由零件加工程序直接编程时使用,有些则由宏程序在其内部调用,如CONTROL1-CONTROL9。下面对CONTROL10的源程序进行详细的解读:CONTROL10(刀具自动交换程序)
N10 PROC CONTROL10 SAVE SBLOF DISPLOF \\关闭单段及显示,保存摸态
N20 STOPRE \\进刀停止
N30 IF $P_SIM==1 GOTOF LABEL11 \\模拟时程序跳转到LABEL11
N40 IF $A_IN[16]==1 GOTOF LABEL11 \\如指令刀具=主轴当前刀具时程序跳转到LABEL11
N50 LAB1:IF( $A_IN[39]==1) GOTOF LAB2 \\主轴工作区有附件时程序跳转到LAB2
N60 MSG("TOOL ERROR") \\主轴工作区无附件时程序报警
N70 M00 \\程序停止
N80 GOTOB LAB1 \\程序跳转到LAB1
N90 LAB2: MSG("TOOL EXCHANGE") \\信息显示
N100 M05 \\主轴停止
N110 M09 \\冷却液停止
N120 CONTROL30 \\调用报警处理程序
N130 G04F0.1 \\程序暂停
N140 R966=1 \\置程序运行标志
N150 IF $A_IN[24]==0 GOTOF LABEL25 \\不执行指令T0M6时程序跳转到LABEL25
N160 CONTROL9 \\刀具返回刀库
N170 STOPRE \\进刀停止
N180 II11:R966=0 \\清除程序运行标志
N190 IF (R966<>0) GOTOB II11 \\程序跳转到II11
N200 MSG("") \\清除信息显示
N210 GOTOF LABEL11 \\程序跳转到LABEL11
N220 LABEL25:R942=$A_IM(c) \\保存C轴位置到R942
N221 IF( R940==0) AND(R941==90) GOTOF LABEL20 \\如A,C轴位置在换刀位置程序跳转到LABEL20 N230 IF( R940==0) AND(R941<>90) GOTOF LABEL21 \\如A轴位置在换刀位置,C轴不在换刀位置
程序跳转到LABEL21
N240 IF( R940<>0) GOTOF LABEL22 \\如A轴位置不在换刀位置程序跳转到LABEL22
N250 LABEL21:M174 \\C轴旋转到换刀位置
N260 GOTOF LABEL20 \\程序跳转
N270 LABEL22:M173 \\C轴旋转到0度
N280 M11 \\A轴松开
N290 POS[A]=DC(0) \\A轴旋转到0度
N300 M10 \\A轴夹紧
N310 M174 \\C轴旋转到90度
N320 LABEL20: IF $A_IN[9]==0 OR R915==0 GOTOF LABEL12 \\工作区无附件头程序跳转到LABEL12 N330 IF( $A_IN[13]==1) AND($A_IN[36]==1) GOTOF LABEL1 \\横梁在低位且工作区附件头为保
护盖板,程序跳转到LABEL1
N340 IF( $A_IN[13]==1) AND($A_IN[37]==1) GOTOF LABEL2 \\横梁在低位且工作区附件头为加
长主轴,程序跳转到LABEL2
N350 IF( $A_IN[13]==1) AND($A_IN[38]==1) GOTOF LABEL3 \\横梁在低位且工作区附件头为RM40,
程序跳转到LABEL3
N360 IF( $A_IN[14]==1) AND($A_IN[36]==1) GOTOF LABEL4 \\横梁在高位且工作区附件头为保
护盖板,程序跳转到LABEL4
N370 IF( $A_IN[14]==1) AND($A_IN[37]==1) GOTOF LABEL5 \\横梁在高位且工作区附件头为加
长主轴,程序跳转到LABEL5
N380 IF( $A_IN[14]==1) AND($A_IN[38]==1) GOTOF LABEL6 \\横梁在高位且工作区附件头为RM40,
程序跳转到LABEL6
N390 SETAL("65009") \\横梁位置错误
N400 LABEL1:R920=R900 R921=R901 R922=R902 \\变量计算
N410 STOPRE \\进刀停止
N420 GOTOF LABEL7 \\程序跳转
N430 LABEL2:R920=R903 R921=R904 R922=R905 \\变量计算
N440 STOPRE \\进刀停止
N450 GOTOF LABEL7 \\程序跳转
N460 LABEL3:R920=R906 R921=R907 R922=R908 \\变量计算
N470 STOPRE \\进刀停止
N480 GOTOF LABEL7 \\程序跳转
N490 LABEL4:R920=R900 R921=R901 R922=R902 \\变量计算
N500 STOPRE \\进刀停止
N510 GOTOF LABEL7 \\程序跳转
N520 LABEL5:R920=R903 R921=R904 R922=R905 \\变量计算
N530 STOPRE \\进刀停止
N540 GOTOF LABEL7 \\程序跳转
N550 LABEL6:R920=R906 R921=R907 R922=R908 \\变量计算
N560 LABEL7:STOPRE \\进刀停止
N570 IF $A_IN[12]==1 GOTOF LABEL9 \\主轴有刀,程序跳转到LABEL9
N580 G0 G90 SUPA D0 Z0 SPOS=R922 M63 \\主轴定位,刀库旋转到指令刀位,Z轴回零N590 M90 \\取消Y轴行程限制
N600 LABEL8:M89 \\刀库开门
N610 IF $A_IN[15]==0 GOTOB LABEL8 \\确认刀库门开
N620 G0 G90 SUPA D0 Z0 Y=R920
N630 G0 G90 SUPA D0 Z=R921+R917
N640 GOTOF LABEL10
N650 LABEL9:STOPRE
N660 CONTROL7 \\调用刀具返回刀库程序
N670 LABEL10:STOPRE \\进刀停止
N680 COTROL8 \\调用刀具拾起程序
N681 IF(R942==R941) GOTOF II10 \\如C轴不需回转时程序跳转到II10
N682 M21 \\C轴松开
N683 G0 G90 SUPA D0 C=R942 \\C轴旋转到换刀前位置
N684 M20 \\C轴夹紧
N690 II10:R966=0 \\清除程序运行标志
N700 IF (R966<>0) GOTOB II10 \\确认标志已清除
N710 MSG("") \\清除信息显示
N720 GOTOF LABEL11 \\程序跳转
N730 LABEL12:SETAL("65010") \\程序报警
N740 M00 \\程序停止
N750 LABEL11:M17 \\子程序结束
2.R参数在编程中的应用
在Control10自动换刀宏程序中,涉及到许多变量计算,主要包括换刀前各轴位置记忆、横梁高低位记忆、附件头类型记忆、刀具数据记忆等,这些数据在更换刀具、更换附件、横梁移动完毕后经重新计算后才能保障连续加工作业的进行。在宏程序中使用R参数编程可以简化变量计算,故宏程序中的R参数主要是在刀具交换、附件头交换及横梁位置控制时记忆和处理各轴的运行状态、标志位和位置值。涉及使用的R参数定义如下:
R900/ R903/ R906 工作区附件为保护盖板/ RL40/ RM40时,换刀时刻Y轴位置
R901/ R904/ R907 工作区附件为保护盖板/ RL40/ RM40时,换刀时刻Z轴位置
R902/ R905/ R908 工作区附件为保护盖板/ RL40/ RM40时,换刀时刻主轴位置
R910/ R911/ R912 换附件时,Y轴/Z轴/主轴位置
R913 横梁高位到低位距离
R916 换刀时减速距离
R917 换刀时刀具提升距离
R918/ R919 换附件时Z轴下降/上升减速距离
R940/ R941 A轴/C轴位置
3.接口信号的使用
840D系统的接口信号是非常繁杂的,正确合理使用接口信号进行编程是设备稳定工作的前提,下面只针对数控铣自动换刀编程中的接口信号进行简介。
3.1 M功能定义
与自动换刀有关的宏程序有部分被定义为M功能,M功能在零件加工程序中可以直接编程使用。连接M功能的接口信号为通道信号,因只使用了通道1,故M功能由DB21数据块DBB194开始的后续字节解码。涉及数控铣自动换刀的M功能对应的接口信号及定义如下:
DEFINE M6 AS CONTROL10 ( DB21.DBX194.6 )
DEFINE M31 AS CONTROL11 ( DB21.DBX197.7 )
DEFINE M32 AS CONTROL12 ( DB21.DBX198.0 )
DEFINE M33 AS CONTROL13 ( DB21.DBX198.1 )
DEFINE M35 AS CONTROL35 ( DB21.DBX198.3 )
DEFINE M36 AS CONTROL36 ( DB21.DBX198.4 )
DEFINE M10 AS CONTROL14 ( DB21.DBX195.2 )
DEFINE M11 AS CONTROL15 ( DB21.DBX195.3 )
DEFINE M20 AS CONTROL16 ( DB21.DBX196.4 )
DEFINE M21 AS CONTROL17 ( DB21.DBX196.5 )
DEFINE M125 AS CONTROL22 ( DB21.DBX194.6 )?
DEFINE M126 AS CONTROL23 ( DB21.DBX194.6 )?
DEFINE M173 AS CONTROL18 ( DB21.DBX194.6 )?
DEFINE M174 AS CONTROL19 ( DB21.DBX194.6 )?
DEFINE M175 AS CONTROL20 ( DB21.DBX194.6 )?
DEFINE M176 AS CONTROL21 ( DB21.DBX194.6 )?
3.2 宏变量定义
宏程序中的R参数主要是在刀具交换、附件头交换及横梁位置控制时记忆和处理各轴位置值,而机床动作的标志位有很大一部分是由宏变量来处理的,与自动换刀程序有关的宏变量定义如下: $A_IN[10] ==1 ( DB10.DBX123.1 )主轴头松刀
$A_IN[12] ==1 ( DB10.DBX123.3 )主轴头握刀
$A_IN[13] ==1 ( DB10.DBX123.4 )横梁低位
$A_IN[14] ==1 ( DB10.DBX123.5 )横梁高位
$A_IN[15] ==1 ( DB10.DBX123.6 )刀库门开
$A_IN[16] ==1 ( DB10.DBX123.7 )主轴握刀刀具号
$A_IN[17] ==1 ( DB10.DBX125.0 )盖板在位
$A_IN[18] ==1 ( DB10.DBX125.1 ) AL40在位
$A_IN[19] ==1 ( DB10.DBX125.2 ) RM40在位
$A_IN[20] ==1 ( DB10.DBX125.3 )附件库门开
$A_IN[21] ==1 ( DB10.DBX125.4 )附件库空
$A_IN[22] ==1 ( DB10.DBX125.5 )中心松头
$A_IN[23] ==1 ( DB10.DBX125.6 )外圈松头
$A_IN[24] ==1 ( DB10.DBX125.7 )主轴还刀
$A_IN[36] ==1 ( DB10.DBX129.3 )附件头为盖板
$A_IN[37] ==1 ( DB10.DBX129.4 )附件头为AL40
$A_IN[38] ==1 ( DB10.DBX129.5 )附件头为RM40
$A_IN[39] ==1 ( DB10.DBX129.6 )主轴带附件头
3.3信息报警接口信号简述
数控机床故障报警信息在机床维修时可提供技术参考,指明维修方向,所以编制完整准确的故障报警信息尤为重要。在数控铣系统改造过程中,除系统所具有的故障报警信息外,我们还编制了大量的用户报警信息。
数控铣用户报警信息主要分为两部分:
●以65000开始的故障信息主要在宏程序中编制,出故障时需调看相应宏程序内宏变量的状态,
宏变量对应的接口信号如上节所述。涉及自动换刀的该类故障报警有10条。
●以700000开始的故障信息主要在PLC程序中编制,其对应的接口信号区域为
DB2.DBB180--DB2.DBB379。涉及自动换刀的该类故障报警有32条。
4.STEP 7程序结构简述
SINUMERIK 840D 系统集成了S7-300-2DP 的PLC,并通过通讯模块IM361扩展外部的I/O 模块。PLC程序采用STEP 7编程。因数控铣自动换刀程序主要是采用宏程序编制的,故在此只对STEP 7程序中用户编制的功能块及数据块的定义作一个简述:
FC32 系统初始化
FC33 X/Y/Z进给轴
FC34/ FC35 A轴/主轴
FC36/ FC37 刀库U轴
FC38 附件库V轴
FC39 PLC-NCK接口信号
FC40 机床液压、润滑系统
FC41/ FC42 横梁W轴
FC45/ FC46 C轴
FC68 HHU手持单元
FC70 报警处理
FC71/FC73 用户故障报警
FC72/FC74 用户信息报警
DB2 PLC信息
DB10 NCK接口
DB11 工作方式组接口
DB21 NC通道接口
DB31/DB32/DB33 X轴/Y轴/Z轴
DB34/DB37 C轴/A轴
DB35/DB36 U轴/V轴
5.机床数据
840D数控系统机床数据是非常繁杂的,正确合理地配置机床数据是设备稳定工作的前提,配置调试机床数据需要丰富的现场经验和技巧,在这里就不对数控铣的机床参数一一描述了,只针对SINUMERIK 840D系统机床数据的区域分类进行简介。
840D系统机床数据可分为如下几个区域:
1000-1799 驱动机床数据
9000-9999 显示机床数据
10000-18999 通用机床数据
20000-28999 通道机床数据
30000-38999 轴机床数据
41000-41999 通用设定数据
42000-42999 通道设定数据
43000-43999 轴设定数据
五.SIEMENS产品的应用体会
神龙汽车公司属欧资公司,因此设备多由欧洲进口,故设备的自动化系统多为欧洲产品,且以大型机和总线产品居多,其中SIEMENS的SIMATIC自动化产品和SINUMERIK数控产品在设备中得到大量使用。在自动化生产线上,我们广泛使用SIMATIC自动化产品:S7-400 PLC(H级和F级),各类I/O模块、功能模块及网络产品、各种类型的OP/MP人机操作面板、WINCC工控机、MICROMASTER 变频器等产品,一些特殊设备如ABB机器人、INTRAMAT-CLM/CLC运动控制器等系统均配有PROFIBUS 通信板以联入SIMATIC系统;在冲压模具加工、发动机及变速箱制造等机加工设备上我们广泛使用SINUMERIK数控产品,且多为高端的840D系统。
通过SIEMENS家族中这两大类产品的使用,我们体会到:SIMATIC自动化产品和SINUMERIK数
控产品虽属不同类别的产品,但两者间联系十分紧密,以840D系统为例:SINUMERIK 840D的PLC 实际上是SIMATIC的S7-300集成在NCU内部;NCU与系统其它部件的联系也是通过SIMATIC产品的标准通信协议PROFIBUS-DP及MPI来完成的;通过PROFIBUS扩展的I/O模块及功能模块也是SIMATIC的标准产品;STEP 7是SIMATIC S7-300/400的编程工具,也是SINUMERIK 840D PLC的编程工具,其硬件配置、网络组态、程序编制均一样;PROTOOL可以为SIMATIC的OP/MP人机面板编制图形,也可为SINUMERIK 840D的HMI开发图形界面……,凡是熟练使用过SIMATIC软件的工程师都能够很快地学习掌握SINUMERIK的产品选型、网络组态、设计编程等技巧。
接触和学习SIEMENS自动化产品已有十余年了,从早期的S5 PLC到现在的各类SIEMENS产品,从轧钢设备到汽车生产设备,熟悉和掌握自动化产品及数控产品的编程设计是钢铁联合企业及汽车生产厂家设备工程师所必需的,SIEMENS全系列产品为此提供了一个很好的平台,所以我对SIEMENS 倡导的“全集成自动化”理念又多了一层理解:“全集成”不仅是项目的集成,也是产品的集成,就向汽车厂家的“平台理论”一样,它们将是一个公司、一个行业未来产品发展的风向标。
六.结束语
数控铣加工中心数控系统改造工作于2005年8月正式完工并交付使用,并担负着繁重的新车型模具加工工作,无论是从系统稳定性,还是从系统功能上看,840D数控系统与FOREST-LINE机床融为一体,表现出卓越的品质。鉴于SINUMERIK 840D在数控仿形铣加工中心系统改造上成功的应用,我们在工厂二期能力扩建项目的新设备选型及旧设备改造方面均把SIEMENS产品列为首选,我们的理念是:用世界一流的设备制造中国一流的轿车。
由于专业水平和实际经验有限,文中难免出现错误和不当之处,希望各位专家、读者指正。
参考文献:
FOREST_LINE数控铣床840D系统宏程序
FOREST_LINE数控铣床840D系统STEP 7程序
SINUMERIK 840D系统软件和标准功能
SINUMERIK 840D培训资料
河南四方恒业科技有限公司西门子instabus KNX/EIB 智能照明控制系统方案
目录 一、instabus KNX/EIB系统针对办公室区域调光方案 二、instabus KNX/EIB系统主要控制功能简介 三、instabus KNX/EIB系统设计标准 四、instabus KNX/EIB系统应用范围 五、instabus KNX/EIB系统的节能效果 六、instabus KNX/EIB系统的管理方式
一、instabus KNX/EIB系统针对地下停车场区域方案 系统功能概述: 智能照明控制系统采用先进的智能总线控制管理系统,实现对公共区域,会议室等照明的智能控制,总线控制技术符合EIB(European Installation Bus)标准。系统具有强大的兼容性,运行可靠、维护保养方便。系统采用完全分布式总线结构,系统内各智能控制模块不依赖于其他模块而能够独立工作。模块之间应是对等关系,任何系统模块的损坏不会影响到系统其他模块和功能的运行。维修、更换或升级系统内元件、软件时,整个系统能正常运行。系统具有强大的可扩展性,功能的增加或控制回路、电器的增加,只需增加挂接相应的模块,系统内原有的硬件、接线不须改动,便能达到要求。 系统具有灵活多样的控制模式,如集中监控,现场控制、定时控制和场景控制等 照明自动化系统主要包括智能控制器(继电器输出控制模块等)、EIB智能面板等设备。除面板、触摸屏墙装其他所有单元控制器采用标准DIN 导轨安装在照明配电箱内,整齐美观。 通过照明自动化系统实现照明控制自动化,来完成照明控制、设置与调整公共区域的照明场景;掌握灯具使用时间及故障的信息等,并能及时 显示在中控系统上。 办公室区域灯光智能调光功能简述: 在我们每天的工作生活中有些事情一直在变化着,变化的步伐越来越快。 灵活性最大化的要求不但来自于公司员工和他们的工作进程,而且也来 自于办公楼本身。 所以,一个高效先进的办公环境,在具有现代化办公环境的同时,经济节 能也同样杰出。这用传统的技术很难把需求变成现实。 GAMMA instabus KNX –楼宇管理控制系统将大楼内的各电气设备完美地 集合在一起,使之成为有机的整体,为办公大楼提供最经济、高效而且 先进的解决方案。 系统优势:
(OA自动化)西门子TXP 自动化系统介绍-as620
西门子TXP自动化系统 ——AP介绍 一、TXP系统概述 ●OM650----操作与监视系统 ●ES680-----工程系统 ●DS670-----诊断系统 ●AS620-----自动化系统 ●SINETH1-----通讯系统 二、AS620自动化系统概述 1、作用与任务 AS620系统完成工业过程的自动化任务。AS620从过程获取测量的数值和状态,进 行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。 其他子系统利用AS620子系统作为过程的接口。AS620传递来自OM650操作员通 讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的 信息,并传递这个信息到OM650。 2、分类 ●AS620B: FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器 和执行机构。
SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM 模块和 中央系统组件。 ●AS620F:用于保护和控制任务的故障安全型态。 APF:故障安全自动化处理器 1)FUM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关2)SIM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器 ●AS620T ●辅助系统 3、AS620的过程控制系统图 ●现场层:包含探测器和执行机构 ●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节 并驱动控制器 ●分组控制:自动化处理器组成分组控制。处理开环控制和保护任务,并形成所有 AS620应用中央组件。 控制系统概况图 三、AS620自动化系统的设计 1、AP自动化处理器 ●概述
简述我国工业机器人的发展趋势及具体应用 摘要:随着高新科技技术和机电一体化的不断朝智能化方向发展,机器人应用领域的不断扩展和深化,工业机器人已成为一种高新技术产业,为工业生产力的提高发挥了巨大作用,将对未来工业生产和社会发展起到越来越重要的作用。本文着重介绍了我国工业机器人的发展状况和应用趋势,以及具体行业(汽车制造业)所带来的经济效益。并对国内工业机器人的发展提出些切实可行的想法。 关键字:工业机器人发展汽车制造业 1.工业机器人及国内现状 工业机器人(Industrial Robot,简称IR)是指在工业中应用的一种能进行自动控制的、可重复编程的、多功能的、多自由度的、多用途的操作机,能搬运材料、工件或操持工具,用以完成各种作业。 1.1.我国机器人的研究至今已有近40多年历史。1977年,北京机械工业自动化研究所曹祥康在江苏嘉兴召开了全国性机械手技术交流大会,是我国第一个以机器人为主题的大型会议。近些年来经过“七·五”攻关和“八·五”、“九·五”、支持的应用工程开发,我国第一代工业机器人设计、制造和应用技术已趋于成熟。 1.2.国家“863”计划确立9个为智能机器人主题的国家级产业化基地,包括沈阳新松机器人自动化股份有限公司、哈尔滨博实自动化设备有限责任公司、一汽集团涂装技术开发中心等。 2.工业机器人发展趋势 机器人产业在全世界范围内受到最大力度的关注,世界各国都在加大科研力度,进行技术的研究,并朝着智能化和多样化方向发展。主要研究内容集中在以下方面: 2.1.机械手臂的优化设计技术:探索新的高强度轻质材料,进一步拓宽应用范围。 2.2.工业机器人实施具体操作的精密度提高,控制系统愈来愈精确。 2.3.提高机器人的智能和适应性,特别是在非线性及非平稳、非正态分布等恶劣工作情形下的工作能力。 2.4.人机交互方面的提升有利于工业机器人在加工生产中的发挥。 未来工业机器人技术发展的重点有:第一,极恶劣环境作业机器人:主要用
西门子自动化控制系统在汽车生产线中的应用 王文忠西门子自动化与驱动集团 一、项目简介 北京奔驰-戴姆勒?克莱斯勒汽车有限公司(简称BBDC)位于北京经济技术开发区,于2005年8月8日正式成立。其前身北京吉普汽车有限公司创立于1983年5月5日,是中国汽车行业第一家中外整车合资企业。BBDC是一家具有世界汽车制造业领先技术与制造水平,融汽车研发、制造、销售和售后服务为一体的现代化企业,其生产厂房占地3200亩。第一期建设工程30万平方米,具备年产10万辆汽车的生产能力,最终将达到年产30万辆汽车的目标。BBDC生产梅赛德斯-奔驰、克莱斯勒、Jeep、三菱等众多国际知名品牌的轿车和越野车,并为中国军队定点生产,拥有完全自主知识产权的第二代军用轻型越野车。 BBDC生产线自动控制系统是国内首家使用Integra标准的项目,该标准的实施极大的提高了工作的效率和优化了工作流程。它共分为5个子系统,按照工业流程分为:调整打磨系统、漆前缓存系统、漆后缓存系统、总装系统和门线系统。其中调整打磨系统是将冲压焊装系统生产的车身进行打磨,保证车面的光滑,为喷漆车间的喷漆做好准备。为了协调不同生产线的更好的生产,提高生产效率,在进入喷漆车间前,必须对不同车型的车身进行统一的管理,漆前缓存就是对车身进行有效的存储、运送的控制系统,如图1所示。为了实现同样的目的,在车身从喷漆车间出来后,也需要漆后缓存系统对车身的协调管理。然后车身就被送往总装系统,进行车内饰、底盘以及发动机的安装,如图2所示。同时车身的车门被摘取进行门内饰的安装,在车身到达门线系统时,车门又被重新安装。最后你将看到如图3所示的漂亮的汽车下线。 图1 漆前缓存生产线
2016年西门子杯全国大学生工业自动化挑战赛 ITEM3运动控制赛项样题 一、赛项介绍 运动控制赛项主要面向自动化、机电一体化、装备制造等专业方向的参赛选手,着重于参赛选手运动控制系统方面能力的培养。本赛项通过实际使用运动控制设备完成规定控制任务并结合现场答辩的方式,来着重考察参赛选手对运动控制系统理论知识的掌握程度和灵活运用的能力,以及对于典型运动控制系统实际调试的熟练程度。 本赛项所采用的运动控制器为实际生产中广泛采用的西门子SIMA TIC 315T控制器,驱动部分则采用了通用性强、性能出众的SINAMICS S120系列驱动产品。这两者的结合使用,可轻松满足运动控制系统对响应速度、定位精度、同步精度等方面内容的要求。 本赛项分为初赛和决赛两个环节。其中,初赛环节采用完成不同规定任务的方式进行比赛,该环节着重考查参赛选手运动控制系统的基本调试能力。决赛环节控制对象为一经过抽象后的实际生产设备,控制方案需要参赛选手根据控制要求自行设计,该环节要求选手不仅仅具备驱动器的调试能力,还需要具备一定的方案设计和控制程序编写能力。决赛环节还设置了笔试环节和方案答辩环节,在这两个环节中,会对参赛选手的运动及控制理论基础知识及其系统分析和程序设计的思路进行考查,从而更好的反映出参赛选手的综合素质。 二、运动控制系统描述 1. 设备组成 运动控制系统主要由电气箱(运动控制器、控制单元、整流单元、电机模块、变压器、手操盒等)与被控对象(伺服电机、减速箱、同心圆盘对象包、物料卷绕对象包)组成。 2. 设备清单 2.1 控制系统设备清单:
2.2调试软件及硬件: STEP 7 V5.5可编程控制器调试软件 S7-Technology V4.2 T系列可编程控制器调试软件 STARTER运动控制器调试软件 WinCC Advacnced v13或更高版本人机界面组态软件 调试用计算机、通讯电缆与测量仪器 2.3 对象模型清单: 带刻度圆盘大、小各一个 圆盘用同步带两根 铝质安装背板 物料卷绕对象包 3. 对象模型描述 对象模型- 同心圆盘 共一大一小两个圆盘,各由一部电机驱动。盘面带有刻度指示。大、小圆盘均由伺服电机驱动。
什么是工业4.0? 摘要互联网时代的到来,撼动了工业时代的一大基础,信息不对称。工业时代里,因为生产厂家无法低成本的了解每一个客户的需求,所以往往采用一刀切的方法,就是把需求做多的性能组合到一起,成为一款产品。 笔者早年从事过工业自动化行业,后来去了几个城市,讲过《工业互联网与工业文明史》这门课,以至于很多人以为我很懂工业互联网(其实我也就是半桶水而已)。今天早上有人问我,工业4.0到底是个啥,本来答应给他单独讲一遍,后来一想,不如整理下材料和思路,一块分享给大家,所以今天就跟大家谈谈这个神秘的工业4.0吧。 先声明,笔者只是个知识的搬运工,我说的不一定对,不过是看了很多材料后消化理解的结果而已。事实上,工业4.0就没有标准答案,连德国人自己都没有。 先看三个概念: 工业1.0 机械化,以蒸汽机为标志,用蒸汽动力动力驱动机器取代人力,从此手工业从农业分离出来,正式进化为工业。 工业2.0 电气化,以电力的广泛应用为标志,用电力驱动机器取代蒸汽动力,从此零部件生产与产品装配实现分工,工业进入大规模生产时代。 工业3.0 自动化,以PLC(可编程逻辑控制器)和PC的应用为标志,从此机器不但接管了人的大部分体力劳动,同时也接管了一部分脑力劳动,工业生产能力也自此超越了人类的消费能力,人类进入了产能过剩时代。 这三个定义都很学术,你们放心,这是我全文最学术的一段话,后面,我决定老和尚讲故事的方法来给大家讲这个故事。
要理解工业4.0,我们得先看下目前的状况,我们称之为工业3.X,用修真小说的时髦描述,也就是3.0中后期,这种状态叫做完全的自动化和部分的信息化。 咱们还得从工厂的业务模式说起。 作为一个工厂,存在的目的只有两个,生产产品,然后卖出去。所以在工业企业中,通常会分为两个大的部门,一个是生产部门,一个是业务部门,前者通过MES(制造执行系统)管理,后者通过ERP(管理信息系统)来管理。 这两个系统啥区别呢?ERP更倾向于财务信息的管理,而MES更倾向于生产过程的控制,简单的说,ERP主要告诉你客户需要生产多少个瓶子,哪天下单,哪天要货,而MES主要负责监控和管理生产这些瓶子的每一个步骤和工序如何实现。 在中国工厂的很多车间里,各个生产设备之间、生产设备和控制器之间,都已经基本实现了连通。再牛逼一点的公司里,整个工厂已经通过制造执行系统(MES)连通起来,而业务部门全部通过ERP连通起来了。 发现问题了吗? ERP和MES其实并没有连起来! 所以当ERP给MES下达生产计划指令后,MES在生产过程中发生了与计划偏差的事项(比如设备坏了,原料不合格等等),MES会根据车间的实际情况进行调整。但是ERP是不知道的!所以它会继续按照原本的计划执行订单,时间久了,财务系统和工厂的实际情况就会出现非常大的偏差。 至于为啥没连起来,两个原因,首先是ERP和MES的开发公司通常是两拨人,搞财务的和搞生产的合作,不但互相不懂对方的职业术语,鸡同鸭讲,而且互相
2018年“西门子杯”中国智能制造挑战赛(原全国大学生工业自动化挑战赛)连续过程设计开发赛项初赛对象工艺说明 2018年“西门子杯”中国智能制造挑战赛 (原全国大学生工业自动化挑战赛) 连续过程设计开发赛项初赛 对象工艺说明 2018年反应器对象增加了循环物料的回收工艺,特针对这部分工艺做进一步说明: 1、闪蒸罐罐顶部的阀门PV1102为抽真空阀,它的作用是在闪蒸罐未闪蒸前,提前通过真空泵P104与此阀门,将闪蒸罐内的压力降低到大气压下,如20-40kpa,然后就可以关闭。 2、闪蒸罐顶部额阀门PV1101是用来回收闪蒸产生的A物料,当闪蒸罐开始闪蒸时,通过调节P104与此阀门,将闪蒸产生的以A物料为主的气相引入到冷凝器(此时冷凝器的冷却水应该打开),然后变成液相进入到冷凝罐,待冷凝罐建立液位后,通过循环泵打到混合罐内。 3、因为PV1102与PV1101的作用与投用时间完全不同,因此不要同时打开这两个阀门。 4、整个系统有一定的设计工艺与稳态要求,开车时,切记阀门开度大起大落,如一开始就把所有阀门开到最大,应当缓缓调节,慢慢提高负荷。 5、综上,这部分的开车流程建议如下: (1)在开车开始阶段,提前通过真空泵P104与阀门PV1102,将闪蒸罐内的压力降低到大气压下,如20-40kpa,然后就可以关闭。 (2)反应器进料,慢慢反应,温度上升,上升到一定温度(或反应器液位到一定高度),将反应器底部物料打入闪蒸罐,此时,可能还未闪蒸,随着温度的升高,开始闪蒸(表现为闪蒸罐的压力开始增大)。 (3)当闪蒸罐开始闪蒸时,通过调节P104与阀门PV1101,将闪蒸产生的以A物料为主的气相引入到冷凝器(此时冷凝器的冷却水应该打开),然后变成液相进入到冷凝罐,待冷凝罐建立液位后,通过循环泵打到混合罐内。(4)一旦出现冷凝罐压力太大(往往是因为进入的物料没有冷凝或者冷凝不够,呈现气相),可以通过打开冷凝罐排气阀排气,回到常压后,再关闭。
SINAMICSV10是用于控制三相交流异步鼠笼式电机速度的变频器系列。本系列有多种型号选择,输出功率从0.55KW到22KW不等。 本系列变频器由微处理器控制并采用具有现代先进技术水平的绝缘栅双极型晶体管(IGBT)技术。此外,本系列变频器使用可选择的脉冲频率来调制脉宽,从而大大降低了电机运行的噪音。全面而完善的保护功能为变频器和电机提供了良好的保护。此外,西门子V10系列变频器既可用于单独驱动系统也可以通过输入/输出信号集成到“自动化系统”中。 一、主要特征: 易于安装调试,电缆连接简单 可由TNC、TNS、TT以及IT等电网供电:也可以由IT电网供电,但前提是IT电网需装有合适的变压器或者通常用于向浮地系统供电的独立电源 参数类型全面,通过配置可以适用于各种简单应用 设计小巧,安装快捷 切换频率高,电机运行噪音低 二、性能特征
快速电流控制限制(FCL)功能实现正常状态下的无跳闸运行 内置的直流制动模式 线性V/F控制 带磁通电流控制(FCC)的V/F控制 加速/减速斜坡特性具有可编程的平滑功能 具有比例积分PI控制功能的闭环控制 三、保护特性 短路保护;过电流保护;变频器和电机过热保护;过电压欠电压保护;负载侧接地故障保护;防止停转;电机堵转保护;参数互锁。 杭州联凯机电工程有限公司成立于2011年,是一家专业从事工业自动化设备销售、维护及电气系统维修改造的高科技公司。主要经营西门子(SIEMENS)ABB、施耐德(Schneider)等品牌的变频器、直流调速器、软启动器、PLC、触摸屏、数控系统、单片机、电路板等各种进口工业仪器设备,服务中心配备了百万备品备件以及完备的诊断检测仪器和软件诊断技术,拥有一支技术精湛、经验丰富的技术团队。
2015年全国大学生西门子杯工业自动化挑战赛设计开发型 赛项总决赛赛题 2015年全国大学生西门子杯工业自动化挑战赛 设计开发型赛项总决赛赛题 一、被控对象描述 1. 工艺流程 所选被控对象为过程工业常见的反应器系统,属于连续反应过程。反应过程为反应物A、反应物B以及催化剂C发生反应,生成产物D。反应属于放热反应,由热水加热(夹套)诱发,由冷却水(蛇管)进行冷却。其工艺流程图(示意图)如下: FV1203 FI1203物料B HS1101 FI1104物料C FV1201FV1104 反应器FI1201PI1201物料ATI1201 FV1105HS1102 AI1201FI1105LI1201冷却水冷却水 FI1202FV1202 产物D 该连续反应系统以反应物A、反应物B以及催化剂C,在反应温度70.0?下进行反应,反应的产物为D。 反应设备包括:反应器,反应器耐压约1.5MPa。为了安全,要求反应器在系统开、停车全过程中压力不超过1.2 MPa。
反应过程主要有三股连续进料。第一股是反应物A,FI1201为进料流量, FV1201是进料阀;第二股是反应物B,FI1203为进料流量,FV1203是进料阀;第三股为催化剂C,FI1104为进料流量,FV1104为进 1 2015年全国大学生西门子杯工业自动化挑战赛设计开发型赛项总决赛赛题料阀门;HS1101为搅拌开关;HS1102为热水加热开关,热水用来诱发反应。 反应器内主产物D重量百分比浓度在图中指示为AI1201,反应温度为 TI1201,液位为LI1201。压力为PI1201。反应器出口流量为FI1202,由出口阀FV1202控制其流量。反应器出口为混合液,由产物D与未反应的A、B、C组成。反应器冷却水入口流量为FI1105,由阀FV1105控制流量。 2. 开车步骤 1( 初始化检查,系统处于开车前状态,确认所有阀门处于关闭状态。 2(开FV1203,开始B进料,液位上升。 3(液位上升到50%左右,开FV1201,开始A进料。 4(当液位上升到60%,打开阀门FV1202。 5. 打开搅拌开关HS1101。 6. 打开热水加热开关HS1102,诱发反应。 7. 打开催化剂阀门FV1104。 8. 当温度TI1201达到40?时,关闭热水加热开关。 9. 如果温度继续上升则反应诱发成功,调节冷却水进料反应器温度缓慢上升,直到到达70?。 10. 反应器正常运行时,确保反应器温度、压力、液位、产品组份和出口流量均维持在工艺要求范围内。同时,确保反应器处在安全、稳定的生产工况。 二、控制任务
西门子TXP自动化系统 ——AP介绍 一、TXP系统概述 ●OM650----操作与监视系统 ●ES680-----工程系统 ●DS670-----诊断系统 ●AS620-----自动化系统 ●SINET H1-----通讯系统 二、AS620自动化系统概述 1、作用与任务 AS620系统完成工业过程的自动化任务。AS620从过程获取测量的数值和状态,进 行开环和闭环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。 其他子系统利用AS620子系统作为过程的接口。AS620传递来自OM650操作员通 讯和显示系统的命令至过程,从过程读出OM650、ES680或DS670系统所需要的 信息,并传递这个信息到OM650。 2、分类 ●AS620B: FUM-B变型:在一中央结构中,FUM模件(功能模件)被用于连接过程的探测器 和执行机构。 SIM-B变型:BIM模块(信号模块)使分散结构可以配置,用总线连接SIM模块和 中央系统组件。 ●AS620F:用于保护和控制任务的故障安全型态。 APF:故障安全自动化处理器 1)F UM-F用故障安全APF自动化处理器组态,并与FUM-F模块有关 2)S IM-F用AG-F可编程序逻辑控制器组态,并与SIM-F模块有关AG-F:故障安全可编程序控制器 ●AS620T ●辅助系统 3、A S620的过程控制系统图 ●现场层:包含探测器和执行机构 ●单个控制:是自动化与过程的接口,FUM和SIM模块完成模拟和二进制信号调节 并驱动控制器 ●分组控制:自动化处理器组成分组控制。处理开环控制和保护任务,并形成所有 AS620应用中央组件。
第一章概述 1.1 自动化控制系统的发展 1.2 全集成自动化 1.3 SIMATIC NET工业通信网络 第二章MPI通信 2.1 MPI概述 2.2 MPI网络 2.3 设置MPI 2.3.1 设备MPI参数 2.3.2 PC侧的MPI通信卡的类型 2.3.3 利用电话网程编程 2.4 PLC-PLC之间通过MPI通信 2.4.1 全局数据包通信方式只适用于S7300/400之间通信2.4.2 无组态连接通信方式 双边编程通讯方式:适用于S7300/400之间通信单边编程通讯方式:适用于S7300/400之间通信2.4.3 组态连接通信方式 2.5 S7PLC与HMI产品之间的MPI通信 2.5.1 PLC与TP/OP通信 2.5.2 S7PLC与监控软件WinCC的MPI通信 2.5.3 WinCC和PLC之间的远程通信 第三章PROFIBUS通信 3.1 PROFIBUS介绍 3.1.1 PROFIBUS的协议结构和类型 3.1.2 PROFIBUS总线和总线终端器 3.2 PROFIBUS总线的拓扑结构 3.2.1 PROFIBUS电气接口网络 3.2.2 PROFIBUS光纤接口网络 3.2.3 其他PROFIBUS接口网络 3.3 PROFIBUS总线设置和属性 3.4 PROFIBUS的应用 3.5 PROFIBUS诊断 3.6 PROFIBUS连接从站设备的应用 3.7 FDL通信方式 3.8 FMS通信方式 3.9 PROFIBUS-S7通信 第4章工业以太网通信 4.1以太网简介 4.1.1 以太网的诞生 4.1.2 以太网的发展历史 4.1.3 以太网技术 4.2 工业以太网 4.2.1 与传统以太网的比较 4.2.2 以太网应用于工业自动化中的关键问题及发展方向
西门子的工业4.0 1 简介 在各种有序运行的机器旁边,几名身着蓝色工装的工作人员在电脑前不慌不忙的操作,脚下洁净的地面给人一种错觉——这里像是一间文职人员的办公室。生产线上,各种元器件在传感器的配合下自动前行,有的右拐,有的前行一段时间右拐,才证实这里确是生产车间。 2013年9月11日,西门子位于成都高新区的工业自动化产品成都生产研发基地(SEWC)正式投产。该项目总建筑面积35300平方米,是全球最先进的电子工厂之一,也是西门子在德国之外建立的首家“数字化企业”。 SEWC以突出的数字化、自动化、绿色化、虚拟化等特征定义了现代工业生产的可持续发展,是“数字化企业”中的典范。作为西门子工业自动化全球生产及研发体系中最新建成的一座“数字化企业”,SEWC实现了从产品设计到制造过程的高度数字化。同时,西门子为中国工业用户量身打造的“Simatic IPC 3000 SMART”,也作为首款由SEWC研发和制造的工业计算机于当日实现量产。SEWC还将陆续生产西门子SIMATIC品牌的多款工业自动化产品。 SEWC生产车间主要为上下两层。一层为物流层,偌大的空间中,除了传送带,只有一名工人操纵者一辆小车缓缓驶过。这一层最多只需要6~8名员工,从原材料的进入到送检、按需分送、不同工序加工、到成品打包,垃圾包装运送等一系列流程,都将在传送带上自动完成。所有的材料,一直到生产完成,遍布生产线的传感器都能通过条码记录下各种数据,绝不可能出现差错,也不可能出现物品掉落的情况。就算断点也会有数据的备份而不会导致生产过程出现任何的紊乱。车间的二层为制造车间,从物流层传上来的原材料将在这里通过各种程序成为产品。每个班次只需要20~30名工作人员就能完成各项工作。 2定义工业4.0 西门子工业已经从事了160余年的制造,同为制造企业,西门子也遭遇了制造企业不可避免的挑战。西门子认为,制造业存在三大需求——提高生产效率、缩短产品上市时间、增加制造的灵活性。然而在传统的制造条件下,要同时满足这三大需求并不容易,企业通常得牺牲灵活性来提升生产效率和缩短产品上市时间。如,iPhone产品由于企业缺少制造能力,只能一次推出一款产品,降低生产的灵活性;而三星自身具备制造能力,能在短期内不断推出各类产品参与竞争。
目录 SIMA TIC S7-300F安全系统应用总结........................................- 1 - 1 故障安全系统概述 ............................................................................................. - 1 - 1.1 什么是故障安全自动化系统 ..................................................................... - 1 - 1.2 西门子安全集成的概念 ............................................................................ - 1 - 1.3 SIMA TIC S7 中的故障安全系统 ................................................................ - 1 - 1.3.1 SIMA TIC S7 自动化系统提供两种故障安全系统.............................. - 1 - 1.3.2 可实现的安全要求.......................................................................... - 2 - 1.3.3 S7 Distributed Safety 和S7 F/FH Systems 中的安全功能原理 ........... - 2 - 2 S7 Distributed Safety组件 ................................................................................. - 2 - 2.1 系统结构 ................................................................................................. - 2 - 3 分布式系统的组态和编程................................................................................... - 4 - 3.1 综述 ........................................................................................................ - 4 - 3.2 硬件组态步骤 .......................................................................................... - 5 - 3.2.1 组态硬件........................................................................................ - 5 - 3.2.2组态CPU ........................................................................................ - 5 - 3.2.3 组态F-IO ...................................................................................... - 7 - 3.2.4 保存编译...................................................................................... - 11 - 3.2.4 F-I/O DB 变量 .............................................................................. - 11 - 3.2.5程序结构....................................................................................... - 13 - 3.2.6创建Failsafe Runtime Group .......................................................... - 14 - 3.2.7 编译下载Failsafe 程序 ................................................................ - 14 - 4 应用中问题处理............................................................................................. - 1 5 -
一、引言 上海大众汽车有限公司引进的德国SCHULER 6000KN大型自动化冲压线主要用来生产PASSA T轿车4门2盖等中型冲压件,平均冲次可达6.7次/分钟。SCHULER冲压线主要由6个压机单元和6个机械化单元组成,压机单元主要用来进行料片冲压,机械化单元主要采用吸盘方式进行料片拆垛、压机之间料片传送等任务。 SCHULER自动化压机线的控制设备采用先进的西门子控制设备,整个自动化控制网络分为两级,第一级为基础自动化网络,它主要包括现场层SIEMENS 可编程控制器SIMA TIC H1网络和操作员工作站WINCC网络;第二级为服务器控制管理层网络。 SCHULER压机线的整个工业控制网络系统较为复杂,由环形拓扑结构、星形拓扑结构、总线形拓扑结构三种拓扑结构类型的工业控制网络组合而成。 二、基础自动化网络 2.1 现场层网络 SCHULER 压机线现场层控制采用PLC和PROFIBUS现场总线控制。每个压机单元和机械化单元各采用独立的PLC控制,PLC采用西门子S5-115U可编程控制器,整条压机线共使用了12个PLC进行控制。 2.1.1 PLC H1 网络 服务器与现场层PLC通讯采用SIMA TIC H1以太网络,CSMA/CD协议,光缆介质,通信速率为10Mbps,环形拓扑结构。每单元PLC都配置有CP1430通讯模块,通过相应的OLM(光电转换模块)上网通讯,服务器内置CP1413通讯模块通过第一单元OLM模块与PLC H1网通讯。在此服务器起到参数的上传/下送作用,它与PLC之间的数据交换通过DDF(动态数据交换)来进行。 使用光纤网不仅满足了高速大容量的数据交换,也大大增强了抗外界电磁场干扰以及抗泄漏的性能,环形结构的好处是一旦光纤网链路发生断裂,仍可保持通信;此外,它完全与电位无关地运行,不必花费昂贵的等电位连接费用,且大大增强了网络的可靠性。 2.1.2 PROFIBUS 总线 PLC与现场设备的通迅采用西门子公司的PROFIBUS-DP现场总线,PROFIBUS-DP总线是一种全分布式现场总线型现场控制网络,它通过ET200分布式输入/输出系统与现场设备之间实现双向串行多节点数字通信。单个分散的现场设备通过PROFIBUS总线连接成可以相互沟通信息、共同完成控制任务的网络系统和控制系统,形成控制功能彻底下放到现场的全分布网络集成式新型控制系统,它大大简化了现场布线并节省了安装费用。 ET200分布式输入/输出系统采用主栈和从栈结构, 主栈在总线上向从栈发送数据并向从栈索取数据, 从栈只有当主栈发出请求时才能与主栈进行数据交换。
全国大学生“西门子杯”工业自动化挑战赛 参赛筹备工作安排 一、报名阶段(2015-5-20~2015-5-31) 1. 选拔赛(2015-5-20~2015-5-26) (1)报名条件:凡有兴趣2013-2014级机电学院在校学生均可别报名参加选拔赛。 (2)报名方式:以3人小组为单位报名,由各班级班长组织报名 (3)比赛形式:参赛选手以小组为单位,在规定的时间内,完成工程设计文件的编写。评委根据选手完成情况,进行打分,评分原则注重设计文件的规范性、创造性。选手排名按照分数由低到高进行排序选择3组参加比赛。 (4)第4名小组作为替补小组,以防止有队员因特殊原因无法参赛。 2. 正式报名(2015-5-28~2015-5-31) 最终确定的参赛队伍准备身份证明,登录大赛官方网站提交报名信息,报名截止日期为2015-5-31。 二、准备方案及赛前指导阶段(2015-5-31~2015-7) 1. 赛前指导 在比赛前将会安排专业教师进行赛前集中指导,对比赛相关细则进行说明,同时对所考核的知识点、技能点进行辅导。培训地点为PLC实训室,具体培训内容及安排如下:
(1)大赛详细情况介绍 (2)PLC基本理论讲解 (3)工程设计基本知识讲解 (4)工程设计方案写作指导 (5)电梯工程基本知识讲解 (6)电梯控制程序讲解 2 参赛队伍撰写技术方案,并通过网站提交。方案截止日期为2015-6-30。 3. 学生赛前训练 (1)训练地点:PLC实训室 (2)训练内容: i. PLC实训台模拟训练 ii. 电梯仿真模型实训设备仿真训练 三、初赛(2015-7-1~2015-7-31) 1. 做好比赛行程及食宿安排工作,强调安全意识。 2. 赛前重申比赛注意事项。参赛队伍按照指定的时间和赛区,参加初赛,比赛期间做好学生后勤保障工作。
第七章 S7-300 PLC概述 第一节 S7-300 系列PLC的硬件系统 SIMATIC S7-300是一种通用型的PLC,能适合自动化工程中的各种应用场合,尤其是在生产制造工程中的应用。模块化、无风扇结构、易于实现分布式的配置以及易于掌握等特点,使得S7-300在各种工业领域中实施各种控制任务时,成为一种既经济又切合实际的解决方案。SIMATIC S7-300的大量功能能够支持和帮助用户进行编程、启动和维护,其主要功能如下: (1) 高速的指令处理。0.1~0.6 us的指令处理时间在中等到较低的性能要求范围内开辟了全新的应用领域。 (2) 人机界面(HMI)。方便的人机界面服务已经集成在S7-300操作系统内,因此人机对话的编程要求大大减少。 (3) 诊断功能。CPU的智能化的诊断系统可连续监控系统的功能是否正常,记录错误和特殊系统事件。 (4) 口令保护。多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改。 一、 SIMATIC S7-300系列PLC系统基本构成 1. SIMATIC S7-300的组成 SIMATIC S7-300系列PLC是模块化结构设计,各种单独模块之间可进行广泛组合和扩展。其系统构成如图7.1所示。它的主要组成部分有导轨(RACK)、电源模块(PS)、中央处理单元模块(CPU)、接口模块(IM)、信号模块(SM)、功能模块(FM)等。它通过MPI网的接口直接与编程器PG、操作员面板OP和其它S7 PLC 相连。
2.S7-300的扩展能力 S7-300是模块化的组合结构,根据应用对象的不同,可选用不同型号和不同数量的模块,并可以将这些模块安装在同一机架(导轨)或多个机架上。与CPU312 IFM和CPU313配套的模块只能安装在一个机架上。除了电源模块、CPU 模块和接口模块外,一个机架上最多只能再安装8个信号模块或功能模块。 CPU314/315/315-2DP最多可扩展4个机架,IM360/IM361接口模块将S7-300背板总线从一个机架连接到下一个机架。 3.S7-300模块地址的确定 根据机架上模块的类型,地址可以为输入(I)或输出(O)。数字I/O模块每个槽划分为4 B(等于32个I/O点)。模拟I/O模块每个槽划分为16 B(等于8个模拟量通道),每个模拟量输入通道或输出通道的地址总是一个字地址。表7.1为S7-300信号模板的起始地址。 表7.1 S7-300信号模板的起始地址 0机架的第一个信号模块槽(4号槽)的地址为0.0~3.7,一个16点的输入模块只占用地址0.0~1.7,地址2.0~3.7未用。数字量模块中的输入点和输出点的地址由字节部分和位部分组成。S7-300的存储区见下图:
西门子全集成自动化(TIA )及Profibus 通讯在吉林化纤长丝原液项目中的应用 water 注册: 2006-6-9 13:37:13 可用积分: 801 全部积分: 804 等级:☆☆ 【摘 要 】 SIMATIC PCS7是西门子公司推出的一套满足现场使用要求的现代化DCS 控制系统。本文以吉林化纤长丝原液项目为实例,浅谈关于使用PCS7 V6.0实现全集成自动化的系统配制方案。举例介绍如何将在此项目中应用到的支持Profibus 通讯协议的西门子及第三方设备连接到DCS 系统当中,并使用 PCS7 V6.0对其进行监视和控制。 【 关 键 词 】 全集成自动化 Profibus 通讯 SIMATIC PDM Web Navigator 一、 项目简介 1、 吉林化纤股份公司简介: 吉林化纤集团有限责任公司始建于1960年,是从事化纤生产、商业贸易、建筑安装于一体的大型企业,是中国500强脊梁企业之一。公司主导产品包括粘胶短纤维、粘胶长丝、腈纶纤维、化纤浆粕在内的四大系列180多个品种,总生产能力26.3万吨,其中年产粘胶短纤维5.5万吨,粘胶长丝2.2万吨,腈纶纤维13.6万吨,化纤浆粕5万吨。 2、 工艺简介: 制造粘胶的基本原料是桨粕。浆粕的基本成分是纤维素。纤维素是不溶于水,也不溶于碱溶液的固体物质。要使纤维素变成粘胶,必须先经过浸渍碱化,把纤维素变成碱纤维,再使碱纤维与二硫化碳作用而变成纤维素黄酸钠,纤维素黄酸钠用稀碱溶液溶解,就可以得到粘胶。这就是粘胶制造的基本原理。 为了使产品质量保持均匀、稳定,首先把一定量的不同批号的浆粕混合均匀,这在生产中称为混粕。 将浆粕用20%左右的烧碱溶液浸泡,进行碱化得到的碱纤维,在生产中称为浸渍。然后,放掉多余的碱液,并从碱纤维中压出,生产中称为压榨。 用粉碎设备将块状的碱纤维粉碎成较细小的碱纤维素颗粒,在生产中称为粉碎。 将粉碎成细小、松散颗粒的碱纤维素,在空气中放置,经过一定的时间,使碱纤维素分子发生氧化降解,并降低纤维素的聚合度。这个过程叫做老化,在生产中称为老成。 在老成后的碱纤维素中,加入二硫化碳,进行黄化反应,制成纤维素黄酸钠,在生产中称为黄化。然后加入稀碱溶液和软水,使纤维素黄酸钠溶解而制成粘胶,生产中称为溶解。为了使各批粘胶的质量比较均匀,还要把批次相近的粘胶进行混合,生产中称为混合。 混合后的粘胶要经过过滤和脱泡,以便除去粘胶中未溶解的物质颗粒
西门子TXP 自动化系统 ——AP 介绍 TXP 系统概述 OM650---- 操作与监视系统 ES680 工程系统 DS670 诊断系统 AS620 ---- 自动化系统 SINET H1 通讯系统 AS620 自动化系统概述 1、作用与任务 AS620 系统完成工业过程的自动化任务。AS620 从过程获取测量的数值和状态,进行开环和闭 环控制功能,传递产生的操作变量数值,校正数值及其对过程的命令。其他子系统利用AS620 子系统作为过程的接口。AS620 传递来自OM650 操作员通讯和显示系统的命令至过程,从过程 读出OM650 、ES680 或DS670 系统所需要的信息,并传递这个信息到OM650 。 2、分类AS620B :FUM-B 变型:在一中央结构中,FUM 模件(功能模件)被用于连接过程的探测器和 执行机构。 SIM-B 变型:BIM 模块(信号模块)使分散结构可以配置,用总线连接SIM 模块和中央系统组 件。 AS620F :用于保护和控制任务的故障安全型态。 APF :故障安全自动化处理器 1)FUM-F 用故障安全APF 自动化处理器组态,并与FUM-F 模块有关 2 )SIM-F 用AG-F 可编程序逻辑控制器组态,并与SIM-F 模块有关AG-F :故障安全可 编程序控制器 AS620T 辅助系统 3、AS620 的过程控制系统图现场层:包含探测器和执行机构单个控制:是自动化与过程的接口,FUM 和SIM 模块完成模拟和二进制信号调节并驱动控制器分组控制:自动化处理器组成分组控制。 处理开环控制和保护任务,并形成所有AS620 应用中央组件。
西门子工业自动化与驱动 软件安装 西门子软件安装的顺序: 1. WINDOWS XP SP2专业完整版操作系统安装 2. STEP 7 V5.4(中文) 3. PROTOOL V6.0 SP2(中文) 4. WINCC FLEXIBLE 2007(中文) 5. WINCC V 6.0或V6.2(中文) 6.DriverMonitor V5.4.软件 7.SIMOCOMU V8.3.7(中文)软件 8. FM354 V4.3参数化软件 9.STARTER V4.1软件 安装注意事项 1.安装时请退出杀毒软件的使用 2.最好将光盘上的文件复制到硬盘分区的根目录下再安装 3.该目录的名称不用中文,否则会出现“找不到SSF文件”的 错误 4.生成的应用项目的路径和名称也建议不用中文,否则在 WINCC中不能运行 5.操作系统最好是WINDOWS专业完整版的XP SP2 6.希望在教师的要求和指导下分步安装,切不可一口气安装
STEP 7 V5.4 SP4(中文) 安装 ? 1.操作系统必须是Windows XP专业版SP2以上 ? 2.将光盘上STEP_V5.4(中文)复制到硬盘再安装 ? 3.STEP7_V54_SP4_Chin_PftW---Install_PftW--- setup.exe ? 4.STEP7_V54_CHINESE---S7-Plcsim_1---setup ---Setup.exe ? 5.STEP7_V54_CHINESE---STEP7 5.4授权--- SIEMENS-Chinese Protool V6.0 SP2的安装 1.Install---点击“Chinese(china)”--- Protool/Pro CS 2.点击“Protool/Pro RT” 3.安装授权:Protool---Pro RT keys ---SIEMENS---chinese.exe---授权 ---安装单个授权---选择: 128Tags,256Tags,2048Tags---OK Wincc flexible 2007 安装 1.先安装光盘: Microsoft tools & Service packs for Wincc flexible 2007 ①安装语言: 简体中文---下一步 2. ①我接受本许可证协议的条款---下一步 3.√Microsoft Net Framework 1.1 SP1 √Microsoft Net Framework 2.0 √MSDE 2000 SP4 4. 安装光盘: Wincc flexible 2007 China---下一步--- ①我接受本许可证协议的条款---下一步---Wincc flexible 2007---√完整安装 √运行系统仿真 √许可证管理器