进口原糖加工成白砂糖成本价计算方法
进口原糖加工成白砂糖成本价计算方法:
原糖到岸价(税前)=离岸价+保险费+海运费+外贸代理费+银行手续费+利息+劳务
原糖到岸价(税后)=税前到岸价+关税+增值税
白糖成本价=税后原糖到岸价+加工费+损耗
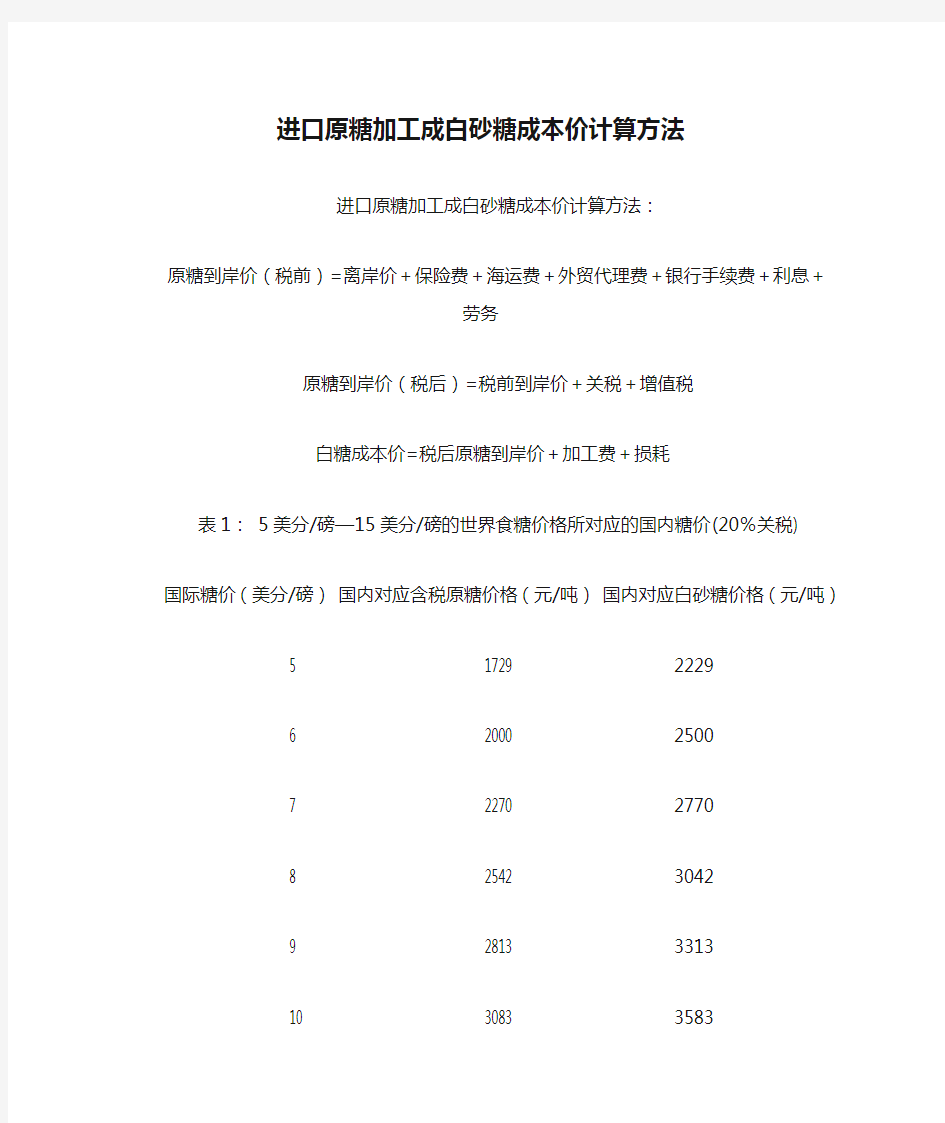
表1: 5美分/磅—15美分/磅的世界食糖价格所对应的国内糖价(20%关税)
国际糖价(美分/磅)国内对应含税原糖价格(元/吨)国内对应白砂糖价格(元/吨)
5 1729 2229
6 2000 2500
7 2270 2770
8 2542 3042
9 2813 3313
10 3083 3583
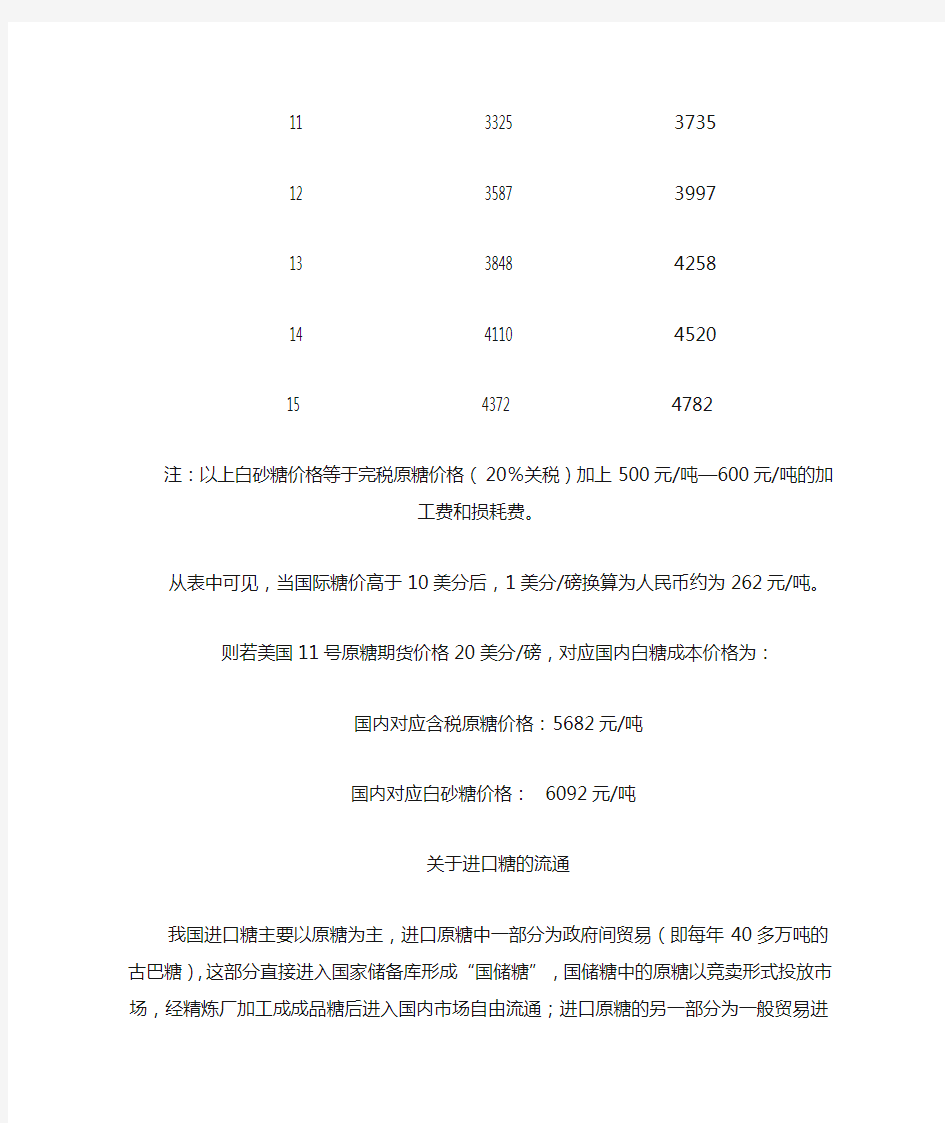
11 3325 3735
12 3587 3997
13 3848 4258
14 4110 4520
15 4372 4782
注:以上白砂糖价格等于完税原糖价格(20%关税)加上500元/吨—600元/吨的加工费和损耗
费。
从表中可见,当国际糖价高于10美分后,1美分/磅换算为人民币约为262元/吨。
则若美国11号原糖期货价格20美分/磅,对应国内白糖成本价格为:
国内对应含税原糖价格:5682元/吨
国内对应白砂糖价格: 6092元/吨
关于进口糖的流通
我国进口糖主要以原糖为主,进口原糖中一部分为政府间贸易(即每年40多万吨的古巴糖),这部分直接进入国家储备库形成“国储糖”,国储糖中的原糖以竞卖形式投放市场,经精炼厂加工成成品糖后进入国内市场自由流通;进口原糖的另一部分为一般贸易进口糖,即获得进口配额的食糖加工企业在国际食糖市场进口原糖,经过精炼糖厂加工成成品糖进入国内市场自由流通;另外,我国一般贸易进口糖中还有一部分成品糖,这部分成品糖直接进入国内市场自由流通。我们对华商储备、部分国际食糖贸易商和精炼糖厂进行了调研,结论是,国家对符合配额管理政策的进口糖进入国内流通没有政策限制,即可以完全按照市场化原则进行流通。配额外进口糖的关税税率为50%,属自由贸易,企业完全按照市场化原则进口和销售。从近两年的情况来看,我国尽管每年发放了100多万吨的食糖进口配额,但除古巴糖外,真正进口的食糖并不多,配额没有被完全使用,这说明进口糖受国内市场价格和国际市场价格的影响较大,只有当国内价格高出国际价格,并有合理利润时一般贸易进口才会发生。
服装成本计算方法 计算成衣生产成本的方法 成衣生产成本可以从中决定售价和此成衣是否值得生产,而成本的计算会受到下列因素影响: A 公司业务XXXXXX质(例如:贸易公司,制造商) B 适用的付款方式(例如:FOB,CIF) C 适用的制造条件(例如:CMT,CN) D 公司生产的成衣种类(例如:梭织品,缝接针织品,针织毛衫) 计算成衣生产成本的公式: 每单位成衣总价格(FOB)=(布料或纱线成本+生产成本+本地运费+文件费+配额费用+税项+杂项)*(1+边际利润) 注:以件或打为单位。 一、布料成本 每单位成衣布料成本=每单位长度或重量布料成本*(1+财务费用%)*每单位成衣布料用量 布料用量是指用来制造一个单位成衣(以件或打计)的布料长度(码或米)或重量(磅或千克),用量的计算应同时包括额外的损耗,例如损坏或缩水。 财务费用包括直至成衣付运前,就布料价值所要支付的信用费用或银行利息,这项必须根据买卖双方的付款条件和协议而订定。 A 梭织服装 1 购买成品布 每单位成衣的布料成本=每码成品布价格*(1+财务费用%)*每单位成衣布料用量的码数 或者 =每米成品布价格*(1+财务费用%)*每单位成衣所需消耗布料用量 的米数 如: 一件女装衬衫需要每码RMB10.00元的全棉布料2码,财务费用是5%..那此件衣服的布料成本是=10元/码*(1+5%)*2码=21元或10元/0.91M*(1+5%)*0.914M=21元 2 购买进一步加工的坯布料
计算方式与购买成品布料相近.只要加多一项加工费用(印花,漂染及整理) 每单位成衣布料成本=(每码坯布价格+每码加工费)*(1+财务费用%)*每单位成衣布料用量的 码数 或者=(每米坯布价格+每米加工费)*(1+财务费用%)*每单位成衣布料用量的 米数 注意,在计算布料用量时应该加上加工过程中可能的损耗(如缩水等) 如: 坯布每码是6.00元,漂染厂费用是每码2.00元,每件衣服的布料用量是2.2码,包含发加工过程中缩水和损耗. 衣服的布料成本=(6.00元/码+2.00/码)*(1+5%)*2.2码=18.48 =(6.00/0.914M+2.0/0.914M)*(1+5%)*2.2*0.914M=18.48 3 缝接针织服装 在纺织行业内,纺织服装的布料用量是以磅作单位的,计算缝接针织服装的布料成本所用的公式与上过公式相同. 每单位成衣布料成料成本=每磅成品布布料的价格*(1+财务费用%)*每单位成衣织料用量的 磅数 注意如布料用量是以码为单位的,应该先将码数单位化成磅. 每单位成衣布料用量的磅数=布料宽度(英寸)*每单位成衣布料用量(码)*标准布料重量(G/M2)*0.00082/16 二、纱线成本 毛衫类成本是以纱线价格而不是以布料价格来计算的,正常情况下,每单位成本的纱线成本的计算方法是将每单位成衣的纱线用量(磅)乘以每磅纱线价格。针织结构越复杂,需要的纱线就会越多,纱线成本也相对越高,为了更准确的计算布料成本,好多时候都需要做一件样品,才决定成衣的真实重量,然后先至可以准确估计了纱线用量。 三、生产成本 不同种类成衣的制造工序及技术应用程度(如电脑系统相对于人手操作效率会更高)都有所不同。不过系大部分情况下制造商只会以总CMT成本给买家报价,而不会提供每个制造过程的详细成本分析。 1 梭织服装及缝接针织服装生产工序相同,虽然所用的布产结构与设备/机械可能不一样,但不会显著影响生产成本。成本是每项生产工序的费用总和:裁剪,车缝,洗涤,整理费(包括熨压,修饰,钉纽扣,检查,钉标签,上挂牌和包装),再加上辅料费用(如标签,里布,衬布,纽扣,肩垫和拉链)。
有色压铸件加工价格计算办法 1范围 本办法规定了有色压铸件加工价格的计算水平、项目和方法。 本办法适用于有色合金压铸件的加工。 2本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。 3有色压铸件加工价格 3.1采用来料加工方式生产的压铸件加工价格按公式(1.)计算 公式(1.): 加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额 3.1.1基本合模费水平(见表1) 3.1.2 熔炼费水平(见表2) 表2. 熔炼费单位:元/kg 3.1.3复杂件加价水平(见表3)
3.1.4 特定要求件加价水平(见表4) 3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算 公式(2): 加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格 3.2.1基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、 3.1.4 执行。 3.2.2 压铸件材料价格水平按下列公式(3)计算 公式(3): 压铸件材料价格=材料单价×材料耗用定额+管理费及利润。 3.2.2.1 自配合金 材料单价按订货时A。。铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合 金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再 加上加工费,镁的市场价加上加工费。 3.2.2.2 购标准合金锭 材料单价按订货时合金锭价格 3.2.2.3 材料耗用定额按公式(4)计算 公式(4): 材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。 1.浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。 2.损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合 金铸件3%。
经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。 其实各种工种的工时价格并没有固定的,具体情况要具体分析。可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。 一以工时记价办法 记时单位从接手加工开始至加工完成验收合格结束 1.车基本价:20-40 具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法. 2.磨基本价:25-45 3.铣基本价:25-45 4.钻基本价:15-35 5.刨基本价:15-35 6.快走丝线切割基本价:3-4/1200平方毫米 7.电火花基本价:10-40,单件一般按50/件(小于1个小时) 8.数控机床基本价:比普通的贵2-4倍 9.雕刻:一般都是单件的,50-500/件 10、钳工基本价:15-35 二以根据零件,数量,精度要求收费办法。 1、钻孔加工 一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05 直径25-60的按钻头直径*0.12(最小孔不低于0.5元) 深径比大于2.5的一般材料收费基价*深径比*0.4收取 对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费 对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)
印刷厂成本核算的方法?(小品种,多品种) 印刷的价格包括以下几部分: 1. 所用纸张的全价 2. 设计费 3. 制版费(包括发菲林) 4. 打样费 5. 晒版(PS版) 6. 印工费 7. 后加工费 将这些价格累计就是全价,再平均到数量里面就是单价了。 印刷的影响因素比较多,下面我将展开来介绍。 1. 纸张的成本核算 单张纸的成本核算:系数×[所用纸张克重/100]×[纸张的吨价/10000] ◆大度纸:1.06(大度纸的固定系数)×[所用纸张克重/100]×[纸张的吨价/10000] (打个电话卖纸公司会告诉你吨价) =单张纸价如:大度157克铜板纸,如果当时当地的纸价是7500元/吨 单价=1.06×1.57×0.75=1.248元 ◆正度纸:0.86(正度纸的固定系数)×[所用纸张克重/100]×[纸张的吨价/10000] (打个电话卖纸公司会告诉你吨价) =单张纸价 如:正度157克铜板纸,如果当时当地的纸价是7500元/吨 单价=0.86×1.57×0.75=1.01元 ◆特殊规格纸张系数:880×1230的固定系数为1.08 850×1168的固定系数为1 这样计算出的纸价误差在一两分钱左右,对印刷整体影响可以忽略。 总纸价=[(印刷总量/开数)+损耗(印刷时的浪费)]×单价 大家牢记:复杂的印刷品只要拆解开几部分,算出各项再累计就可以了,后面会举例说明。 2.设计费 不同公司的设计水平不同,收费不同。印刷行业设计费相对广告公司较低。现在一不正常现象是印刷行业为了业务竟然免费设计,这是一种不正常现象。总之设计费存在定位不同,地域差别,不再累述。 3.制版费 制版费的收取分三种情况:画册类、包装类、文字类 ◆画册类:按P收费,即每16开单面制作价格乘上总页码。如:我所在区域100元/P。 ◆包装类:基本按开数收费。如:我所在区域一个三开包装箱制作费400元。 ◆文字类:按单页价格乘上总页码既是,如15元/页。 制版费除了以上的收费标准还要兼顾难度,难度较大的收费增多。如:超级市场的宣传海报有大量的商品图片,制作较耗费时间,每套四开1200元也正常。 ◆设计公司可能外包出菲林,我所在区域的菲林价格约:四开65元,对开的140元(大度160元). 4.菲林输出后打样 现在有还多广告公司和直接客户为了节省资金忽略了打样的环节,这无形中增加了印前制版工作者的压力,也增加了风险,相对出错后的损失打样的费用还是微乎其微的。
印刷品的各类繁多,其的要求以及印刷方式各有不同,故必须根据使用与印刷工艺的要求及特点去选用相应的纸张。现将一些出版常用纸张的用途、品种及规格介绍如下,供设计人员、出版业务人员参照选用。 凸版纸凸版纸是采用凸版印刷书籍、杂志时的主要用纸。适用于重要着作、科技图书、学术刊物、大中专教材等正文用纸。凸版纸按纸张用料成分配比的不同,可分为 1 号、2 号、3号和4号四个级别。纸张的号数代表纸质的好坏程度,号数越大纸质越差。 凸版印刷纸主要供凸版印刷使用。这种纸的特性与相似,但又不完全相同。由于纸浆料的配比与浆料的叩解均优于新闻纸,凸版纸的纤维组织比较均匀,同时纤维间的空隙又被一定量的填料与胶料所充填,并且还经过漂白处理,这就形成了这种纸张对印刷具有较好的适应性。与新闻纸略有不同,它的吸墨性虽不如新闻纸好,但它具有吸墨均匀的特点;抗水性能及纸张的白度均好于新闻纸。 凸版纸具有质地均匀、不起毛、略有弹性、不透明,稍有抗水性能,有一定的机械强度等特性。 重量:(49~60)± 2g/m2 平板纸规格:787×1092,850×1168,880×1230;还有一些特殊尺寸规格的纸张。 卷筒纸规格:宽度787,1092,1575; 长度约6000~8000m 新闻纸新闻纸也叫白报纸,是报刊及书籍的主要用纸;适用于报纸、期刊、课本、连环画等正文用纸。新闻纸的特点有:纸质松轻、富有较好的弹性;吸墨性能好,这就保证了油墨了能较地固着在纸面上;纸张经过压光后两面平滑,不起毛,从而使两面印迹比较清晰而饱满;有一定的机械强度;不透明性能好;适合于高速轮转机印刷。 这种纸是以机械木浆(或其他化学浆)为原料生产的,含有大量的木质素和其他杂志, 不宜长期存放。保存时间过长,纸张会发黄变脆,抗水性能差,不宜书写等。必须使用印报油墨或书籍油墨,油墨粘度不要过高,平版印刷时必须严格控制版面水分。 重量:(49~52)± 2g/m2 平板纸规格:787×1092,850×1168,880×1230 卷筒纸规格:宽度787,1092,1575 :长度约6000~8000m
服装业成本核算方法大全 服装业成本核算---方法 1.设立材料明细帐,按主材,辅材分类 2.确定工时单耗(可以是计划工时,也可是实际工时) 3.按生产计划(或作业单)投料 4.汇总直接费用,(动力费,制造费,直接人工费),并按工时分摊费用. 4.按完工产品品种数量结转完工成本(在产品材料核算可以分步投料或全额投料或约当比例,生产周期短的在产品可以不分摊费用,待完工时时在分摊费用) 5.期初在产+本期投产-本期完工=本期在产(生产成本借方余额) 1、确定成本核算的目的。成本核算有多种目的,如存货计价、计算销售成本和确定收益;成本决策和成本控制;产品定价等。 2、确定成本核算的对象。不同核算目的决定了对象的多样化。如以各种、各批、各生产步骤产品作为对象,计算产品的总成本和单位成本;以各个责任单位为对象,计算责任成本等。 3、确定成本核算的内容。成本核算内容一般包括费用归集分配与产品成本计算两部分。 费用归集分配要求,首先必须确定成本开支的范围,明确各种费用支出的界限,对于不应计入产品成本的予以剔除;然后测定和记录所积累的成本数据,按照一定程序进行归集,采用一个标准在各个成本核算对象间进行分配,以汇总所耗用的费用总数。 产品成本计算就是按照成本计算对象,把汇总的费用进行分配,计算出各个对象的总成本和单位成本。在工业企业,由于一个企业往往生产多种产品,
而且月末通常存在在产品,因此还要将生产过程的费用在各种产品之间、产成品和在产品之间进行分配,以求得各种产成品的总成本和单位成本。 服装业成本核算---基本方法 成本核算体系 1、品种法 2、分批法 3、逐步结转分步法 4、平行结转分步法 5、作业成本法 成本计算方法的结合运用 对一个企业来讲,要计算企业的主要产品成本,要根据生产特点和生产组织方式选择采用一种最适当的成本计算方法,但这一种成本计算方法并不一定能满足该企业成本计算和成本管理的全部需要。 企业的情况错综复杂,要全面考虑具体企业的生产特点和生产步骤,根据企业的规模和水平,科学合理地安排成本计算程序和方法,把各种成本计算方法结合运用,达到最佳的成本计算和最优的成本控制。 服装业成本核算 1、正确划分各种费用支出的界限,如收益支出与资本支出、营业外支出的界限,产品生产成本与期间费用的界限,本期产品成本和下期产品成本的界限,不同产品成本的界限,在产品和产成品成本的界限等。 2、认真执行成本开支的有关法规规定,按成本开支范围处理费用的列支。 3、做好成本核算的基础工作,包括:建立和健全成本核算的原始凭证和记录、合理的凭证传递流程;制定工时、材料的消耗定额,加强定额管理;建立材料物资的计量、验收、领发、盘存制度;制订内部结算价格和内部结算制度。
1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。 2、材料费:产品重量+损耗(3~5%)乘以材料价格。 后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+)*分/g=500分=5元/件。 (铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。) 3、合模费:由人工+水电+压铸设备折旧费构成 具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,万1年,2000块1月,66块1天,元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为元/件;人工:按100元每天,均摊到500个则为元/件,总计合模费:元/件。 4、熔炼费 计算方法暂不详。 每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能)5、后处理费用 主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱) 6、包装运输费用 按包装数量均摊+运输费(根据距离而定)。 7、模具均摊 开模费用为万按10万模的使用寿命,均摊元/件。 8、税点和利润 税点计7%,利润计10%。总计:(5+++++)**=8元/件。 9、压铸机台费用+使用过程中还有一些易损件均摊费用
加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时 机加工费用是这样的:普床0.5/min 钻床0.25/min 数控1.00/min 卧式加工中心1.40/min 立式加工中心1.20/min 加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,高邑专机一般机械维修加工收费标准 生产部提供 一以工时记价办法。 Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。钳工一般维修以每小时15元记费。 记时单位从接手加工开始至加工完成验收合格结束 二以根据零件,数量,精度要求收费办法。 1钻孔加工 一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取 对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费 对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)
在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度) 2车床加工类 一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元) 长径比大于10的按一般光轴基价*长径比数*0.15 精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取 一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等) 以一般精度光轴加工基价*2收取 阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取 一般用途丝杠按一般精度光轴加工基价*4收取 一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。 一般圆螺母零件按直径*0.25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料) 一般轴套类零件(直径小于100径长比小于2)按材料外径*0.2收取,径长比超过2的按径长比*基价*0.6 一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基
印前工艺流程 印刷是使印版或其它方式将原稿上的图文信息转移到承印物上的工艺技术。要实现这一过程,必须具备原稿、印版、承印物、油墨、印刷机械才能进行。它是一门综合性较强的工程技术学科,它主要研究印刷科学基本理论、印刷图文信息处理、印刷工艺技术、各种记录制版材料、印刷材料及适性。其中原稿上的图文信息就是通过制作和输出来完成的。印前文字信息处理又称文字排版,它是排版和图象处理的一个重要部门,也是印前工艺的一个重要环节。它的对错直接关系到印版与承印物,只有正确的制作输出,才能更好的去印刷,否则一切都是无用功。 那么印前制版主要包括制作、输出和晒版。制作和输出的流程图为:外部客户专员送稿件内部客户专员安排设计制作发排菲林输出校稿。 在该流程中每一个环节都很重要的,因为它们都有其因果关系,是环环相扣的,缺一不可。只有客户专员正确交代,制作人员细心接受才能按要求改版,发排人员才能正确发排。检验对印刷是一个重要的环节,在制版中检验的专业术语叫校稿。它主要包括六个方面(1)文字(2)图象(3)网点(4)外观(5)标识(6)其它。只有按其检验,才能保证菲林的正确,当然最重要的还是要靠校稿员的细心。 晒版的工作流程图为:制版人员审核原菲林及制版指令单或改版通知单拷贝拼版改版生产技术员检查核对非林标识菲林菲林管理晒版PS版管理印刷车间。 它主要是对电脑不能完成的那部分进行填充,采用手工拼版来完成印刷及印后加工的需求。无论是手工拼版还是电脑拼版都要通过烤PS版、洗版、晒版才能继续印刷,所以说制版是印前工艺的重要部分,缺一不可。 印前工艺中的一些具体内容如下: 一、在印刷中进行印前设计或电脑设计的工作流程一般有以下几个基本过程: ①明确设计及印刷要求,接受客户资料 ②设计:包括输入文字、图象、创意、拼版 ③出黑白或彩色校稿、让客户修改 ④按校稿修改 ⑤再次出校稿,让客户修改,直到定稿 ⑥让客户签字后出菲林 ⑦印前打样 ⑧送交印刷打样,让客户看是否有问题,如无问题,让客户签字。印前设计全部工作即告完成。如果打样中有问题,还得修改,重新输出菲林。 二、电脑设计系统完成设计的工作流程如下: ①首先按图像最终尺寸对原稿进行扫描,并在图像软件中把图像调节好,同时可以完成一些创意设计工作。 ②在图形或排版软件中进行排版设计工作:包括输入文字、绘制图形、置入图像。 ③待客户定稿后,将文件送到输出中心输出菲林。激光照排机是用PostScript语言工作的,经RIP(光栅图像处理器)把版面描述成点阵图像,并分成C(青色)、M(品红)、Y(黄色)、K(黑色)四色片。如果设计的最终要求不是输出胶片,而是大型彩色喷绘样,则用喷绘机输出即可。 在印前图像中印刷工艺决定了印刷只能采用网点再现原稿的连续调层次,原稿图像一经加网
报价 1. 面料价格+辅料价格+(特殊工艺)+工价+损耗+包装+运输=FOB FOB+保险+运费+报关+银行费+...=CIF 还有税费 2. 针织按照重量计算成本 梭织按照米数计算的 3. 最合理门幅是必须的 4. 针织服装用料公式 (1)衣服 用料=单件裁剪面积*平方米克重 面料成本=用料*面料单价 大身用料:(胸围+6CM)X(身长+6CM)X 2X 克重 X (1+总损耗) 袖子用料:(挂肩+袖口+4CM)X (袖长+4CM)X 2 X克重 X(1+总损耗)领子用料:(领宽X2+2)X领高 X 1 X 克重 X (1+总损耗) 每打衣服用料=大身用料+袖子用料+领子用料 (2)裤子 (横档+腿围+4CM)X(裤长+8CM)X 2 X克重X (1+总损耗) 备注:以下仅供参考 罗纹:18% 汗布:15-16% 网眼:15-16% 氨纶汗布18-20% 绒布:17-18% 色织布(大):27-32% 色织布(小):22-25% 面料计算公式
面料价格=纱价+织造价格+染价+其它(包括印花、开副定型、后道各工序) (一般地,开副定型价格:2000元/T) 一个对排料没有经验的,要核算一件衣服的大概用料,最简单的用折算平方的方法,这也是最常用的,这针对的是普通的上衣,具体如下:前身=[(1/2胸围+1/2下摆)/2+前衣片的左右缝头]*(前衣长+长下缝头)/面料门幅 后身=[(1/2胸围+1/2下摆)/2+后衣片的左右缝头]*(后衣长+上下缝头)/面料门幅 袖子=[(袖肥+袖口)/2+每袖片左右缝头]*(袖长+上下缝头)/面料门幅 领子=(领长*领宽)/门幅 挂面=挂面宽*挂面长/门幅 单衣用料=(前衣二片+后身+二只袖子+二层领子+二根挂面)*1.03+损耗 一般棉衣的用料比单衣多,要加制版的余份. 上衣面子:胸围≤120CM ---衣长+袖长+10CM+7CM(普通领) 上衣夹里: 衣长+50CM 裤子: 臀围≤120CM---裤长+10CM 裤子:臀围>120CM---3/2裤长 裤长=内长+前浪=外长(注是否连腰) 上衣:胸围≥120CM---若无叠门,仍可照衣长+袖长+10CM+7CM
深圳SMT加工企业SMT加工费用表 一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018计算, 0603-1206元件按每个点人民币0.015计算。 2、插件料1个脚为1个点;按照每个点为人民币0.015计算 3、插座类4个脚为1个点;按照每个点为人民币0.015计算 4、普通IC,4个脚为1点;按照每个点为人民币0.015计算 5、密脚IC,2个脚为1个点;按照每个点为人民币0.015计算 6、BGA 2个脚为1个点;按照每个点为人民币0.02计算 7、机贴大料按照元器件的体积翻倍来计算 8、后加费用按照1小时为人民币20元计算 9、此报价不包括测试费用 二:在一些产品外发厂和一些加工厂,ie经常要计算产品加工费,怎样计算smt的加工费呢? 1.了解smt生产流程及各工序内容: 上料--印刷锡膏--贴片元件--目检--过回流炉--超声波洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试) 2.计算贴片元件点数: Smt加工费一般以元件点数多少来计算,一个贴片(电阻、电容、二极管)算一个点,一个三极管算1.5个点, ic脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。 3.计算费用
加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用) 4.其它费用 测架、钢网及其它双方约定的费用需另外计算。 三:以下是本人给公司老板有关手机板SMT贴片具体报价,大家有何建议,欢迎提出!新机型SMT贴片试产报价: 每试产1次手机板以¥10000元计算,试产数量在300片以下。 (凡第一次在***SMT贴片车间试产的手机产品称为新机型,属于试产阶段。) 备注: 1、以上报价仅适用于贴片试产阶段。 2、以上报价单位为人民币。 3、以上钢网、辅料、底部填充等各项费用已含。 板名元件种类数量"单位价格"小计"每片用量"总计 "SUB_U311 SUB" 0402元件8 0.018 0.144 1 0.234 0603元件(含)以上0 0.016 0.000 、排插(PIN数) 20 0.018 0.090 BGA(球数)0 0.018 0.000 BGA底部填充0 0.200 0.000 总计0.234 备注:
印刷成本计算 印刷成本价格公开2007-03-05 22:14纸张价格参考:1. 铜板纸: 108g 157g 大度583元/令正度486元/令 200g 大度742元/令正度610元/令 230g 250g 300g 2. 胶版纸:60g 180元/令560元/吨,70g 80g 90g 100g 120g 3. 特种纸: 印刷纸张计算方法: 印刷费用计算方法: 1. 覆膜: 8开亚膜0.18 亮膜0.14 4开亚膜0.22 亮膜0.18 对开亚膜0.45 亮膜0.34 印刷成本参考价格: 1. 大度16开正四背四157g铜板单页5000张820元不带票 2. 大度16开正四背四157g铜板单页10000张1300
元不带票 3. 大度8开正四背四157g铜板对折页5000张2350元不带票 4. 大度8开正四背四80g铜板折页10万张12300元5万张7750元 5. 正度8开正四背四80g铜板折页10万张11007元5万张7000元 6. 大度16开正四背四3折页5000张 7. 大度16开正四背四157g铜板10000张1400元 8. 大度16开正四背四157g铜板20000张2400元 9. 大度16开正一背一80g胶板单色10000张单色600元 10. 大度16开正一背一80g胶板单色20000张单色1000元 11. 大度16开正四背四157g亚粉3折页10000张1650元 12. 大度8开正四背四200g亚粉单面亚膜2×3000张3150元 13. 大度16开正四背四120g胶版折页5000张1075元(注:纸张575元印刷500元) 14. 128g铜板单亮膜大度8开对折1000张896元 15. 封4P 250g铜板亚膜单面4色内页28p 157g铜板正
压铸件成本核算,以亿高烈兽后脚踏支架为例: 1、成本组成 成本组成主要有:材料费,合模费,熔炼费,后处理费,包装运输费和模具均摊,另外再计7个点的税点,10个点的利润。 2、材料费 材料费:产品重量加上损耗(一般定为3-5%的水口料,看产品大小而定)乘以材料价格。后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+0.03)*1.75分/g=500分=5元/件。(铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可。)(扣除可回收的水口料,实际损耗正常在1.05-2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题,所以,这次给亿高定高了。) 3、合模费 合模费由人工,水电加压铸设备折旧构成,具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格,比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的你还要在考察供应商的时候不经意间从他那里探听得到,事实上也大概是这个价还要偏下。),使用10年(压铸机一般用个15-20年都不会有问题,给他定小了。),功率为22KW,按一分钟生产一个产品(这个非常重要,需要悄悄的去打听),一天8小时能做500个算,则:设备折旧25万10年,2.5万1年,2000块1月,66块1天,0.13元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每天为0.35元/件;人工:按100元每天,均摊到500个则为0.2元/件,总计合模费:0.68元/件。 4、熔炼费 计算方法暂不详,估计约为0.5元/件。(后经了解,280T的压铸机,一个班8小时所耗炭金约为150元,按500日产量均摊,一个才0.3元。)使用炭金污染严重,规模稍微大点的企业都倾向于用电炉,用电炉耗电量非常大,几十个KW一个小时,生产成本很高,但是生产环境好。一个炭金炉约1.5万元,但一个电炉售价高达3万元,所以一般只有大厂才这样做,连潮涟五金这样上规模的厂都不舍的用。 5、后处理费用 后处理主要是对压铸出来的毛坯进行表面处理,去飞边毛刺等,一天的产量由一个专人负责处理,按100元每天,均摊到500个为0.2元/件。(其实这个不能这么算,因为一般厂家这个都是计件的,以提高工作效率,所以,他规定了一个工序多少钱,如去水口2毛钱,去飞边一道2分钱,这样子来确定的,据了解,一个零件处理好约需0.5元) 6、包装运输费用 按50个一箱,一个纸箱5元,均摊得0.1元/件。运输因距离较近,忽略不计。 7、模具均摊 开模费用为3.5万按10万模的使用寿命,均摊0.35元/件。(3万块的压铸模在不需要大修之前一般能压个5万模) 8、税点和利润 税点计7个点,利润计10个点。 总计:(5+0.68+0.5+0.2+0.1+0.35)*1.07*1.1=8元/件。 为什么佛山冠轮12块多的价格会不愿意做呢?????????????????? 9、压铸知识
从60T-1300T常见注塑机的注塑加工费,见下表,注意:只是来料来模具纯注塑 详细计算方法如下: 固定成本 固定成本说明:固定成本是指:只要工厂开门运转,无论生产与否都要支出的成本。以元为单位,计算到:单机元/天,小数保留三位(人民币:厘)。 固定成本测算仅适用于纯注塑企业单位。
如企业涵盖注塑、模具制造、成品装配等生产内容,其基础设施等费用应合理分割计算。 序号内容计算公式 1.厂房折旧自有厂房:造价总额/30年÷255天 租用厂房:年租金÷255天 2.机器设备折旧机器设备总价÷10年÷225天 3.基础设施维修费年维修费总额÷225天 4.机器设备维修费年维修费总额÷225天 5.财务费年附出利息总额÷225天 6.管理费年支出总额÷225天 7.电变压器摊派年支出总额÷225天 8.不可预见费用 9.其他 10.小计1+2+3+。。。。。。9=X元/天 11.单机成本 Z元/天X元÷(注塑总容量(克)×利用率75%)=Y元/克/天 Y元/克/天×单机克容量=Z元/天 内容及公式说明: 30年:一般工厂厂房设计使用寿命为50年,按30年计较为合理。 注塑总容量:工厂所有注塑机注塑量之和。 225天:一年有效工作日以225天计算。 10年:注塑机及相关设备使用寿命以10年计。 基础设施维修费:一般按基础设施总值2%估算 机器设备维修费:一般按机器设备总值3%估算,再加上注塑模具费用。 管理费:行政人员工资、招待费、差旅费、交通费、证书费等等总和。 电变压器摊派:独立变压器的固定支出费用。 变动成本
变动成本说明:变动成本是指:直接发生在产品本身的成本。以元为单位,计算到:元/只(交付的合格品),小数保留三位(人民币:厘)。 加工费:元/每一模次 序号内容计划公式 12.单机每天(24小时)可生产模次实测×合格品率95%A 13.工人工资每天三班总用工工资合计÷A 14.电费机电总容量××24÷A 15.固定成本摊销Z元/天÷A 16.每模加工费 B元/模次。13+14+15=B元/模次。 模具费摊销: 17.单个产品模具费 (来模加工免计)模具费总额/模具寿命模次C元/只 原、辅材料费 18.原材料原料克重单价×产品毛重D元/只 19.辅助材料三班消耗总值÷AE元/只 包装费 20.单个产品包装费实测计算F元/只 运输费 21.运输费实测计算G元/只 二次加工费:组装、印刷等等 22.二次加工费实测计算H元/只 成本合计: 23.自营制品B+C+D+E+F+G+H==K元/只 24.来模来料加工B+E+F+G+H==L元/只 利润及税款等: 该项内容各企业视具体情况而定。
压铸件成本核算 The latest revision on November 22, 2020
压铸件成本核算,以亿高的脚踏为例: 1、成本组成主要有:材料费+合模费+熔炼费+后处理费+包装运输费+模具均摊+7%税点+10%利润。 2、材料费:产品重量+损耗(3~5%)乘以材料价格。 后左脚踏支架重275g,因产品较小,水口料也较少,按3%计算,材料价格按17500元/吨计算,则为:275g*(1+)*分/g=500分=5元/件。 (铝合金产品的水口料是可以回收利用的,一般按95:5的比例添加回料,也就是说,损耗只要考虑沉渣损耗及氧化部分即可;扣除可回收的水口料,实际损耗正常在~2之间,超出的话就偏高了,不是厂家拿的ADC12有问题,就是厂家生产管理有问题。) 3、合模费:由人工+水电+压铸设备折旧费构成 具体计算须先明确几个参数,即压铸机的价格,使用寿命,功率和日产量。压铸机按吨位算,一般中低档压铸机在吨位后去掉个0,就是对应的采购价格。比如250t压铸机约25万块,300t的约30万块(当然这只是个大概估算,具体的要在采购处得知),使用10年(压铸机一般用个15-20年都不会有问题),功率为22KW,按一分钟生产一个产品(这个非常重要),一天8小时能做500个算,则:设备折旧25万10年,万1年,2000块1月,66块1天,元/件;水电费:水费忽略不计,电费工业用电1元每度,每小时22度,8小时176度,均摊到500个每
天为元/件;人工:按100元每天,均摊到500个则为元/件,总计合模费:元/件。 4、熔炼费 计算方法暂不详。 每小时折旧费用(电炉售价÷使用寿命小时)÷产能+均摊电费(电炉功率Kw/时÷产能) 5、后处理费用 主要是对压铸出来的毛坯进行表面处理,去水口、钻孔、攻牙、去毛边、震磨等(按各工序工钱总和计算,如去水口2毛钱,去毛边一道2分钱) 6、包装运输费用 按包装数量均摊+运输费(根据距离而定)。 7、模具均摊 开模费用为万按10万模的使用寿命,均摊元/件。 8、税点和利润 税点计7%,利润计10%。总计:(5+++++)**=8元/件。 9、压铸机台费用+使用过程中还有一些易损件均摊费用 180T:元/啤;250T:元/啤;400T:元/ 啤;500T:元/啤;
. 压铸 本办法规定了有色压铸件加工价格的计算水平、项目和方法。 本办法适用于有色合金压铸件的加工。 本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。?有色压铸件加工价格? )计算加工价格按公式(采用来料加工方式生产的压铸件1.? ):公式(1. 特定要求件加价额复杂件加价额+=基本合模费+熔炼费加工价格+ )本合模费水平(见表11、基 单位:基本合模1 锌合铝合铜合压铸机(吨 0.2吨以 1.1.25~51 1.1.60~10 1.115~18 732250~300 1255350~450 88500~560 12600~70012 1880018 201000 251250 401600 652000~2200 902500~2800 1203000以上 . . )23.1.2 熔炼费水平(见表 /kg:熔炼费单位:元表2. 铸件类 锌合铜合铝合 熔炼 集中熔0.50. 天燃
熔0.0. 水煤0.0.2 集中熔0.30.6 柴 熔0.0.4 电炉0.6 0.6/kg1元焦碳0.4 )复杂件加价水平(见表3? 复杂件加价额表3. 目项规定加价 压铸件规以上800180T以下250~700T压铸件模具结构(1)格 斜销滑块用斜销滑块的块/块/20.4元/块元0.6~1元加价 液压缸规≤10T >2~≤5T≤2T>5~≤10T压铸件模具结构(2)格 液压抽芯用液压抽芯的只/0.8~1元/ 2元0.6元只/1.2~1.5元只加价 增加了工序,降低了生产效元(安嵌件只数,每只安放费加收0.5(3)压铸件需安放嵌件)率的 增加以基本合模费为计算依据)(的复杂费视情况可加收10~50%(形状复杂并难以成(4)了模具成本、生产难度、质量控制难度、模具故障率升高,生产形)效率降低 . . 3.1.4 特定要求件加价水平(见表4) 表4.:特定要求件加价额 装饰受力件、耐压件、单项加收复杂费10~30%(以基本合模费为计算依据)性表面等特定要求 3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算 公式(2): 加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格 基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、?3.1.4 执行。 3.2.2 压铸件材料价格水平按下列公式(3)计算 公式(3): 压铸件材料价格=材料单价×材料耗用定额+管理费及利润。 3.2.2.1 自配合金 材料单价按订货时A。。铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与其配比再加上加工费,镁的市场价加上加工费。 3.2.2.2 购标准合金锭 材料单价按订货时合金锭价格
印刷成本价计算方法 具体估价步骤有版费、纸张、印工、后道工序、税收管理费五部分: 一、制版: 1、设计制作,以16开每P计,1P150元左右(含出菲林) 2、已做好文件,只出菲林和打样一般按每P 50元计算 3、注意规格尺寸,要留有出血和咬口的位置。计算开数一般大度以118*88cm、正度以108*78cm计算,实际成品长除长、宽除宽,然后长乘以宽等于开数,如果是包装盒要展开来量尺寸,规格开数对估价很重要。 4、拼大版、晒版每色60元,一般以对开版计算,如果是16开就是8个P算一版。 二、纸张: 一般我们所说的P是一面,2 P是一张,而且要注意画册书等是连P装订的,所以一般书的封皮是4个P,如果是16开的书封面封底是一张8开。 纸一般分为铜版纸(哑粉纸)、白板纸、胶版纸等;前面我们已经有说过,我们现在以最常用的铜版纸(哑粉纸)、白板纸、胶版纸这三种纸为例,铜版纸目前价格暂以每吨8500元计算,白板纸每吨5500元,胶版纸每吨6500元,然后以吨价÷不同克数每吨纸令数=令价 具体见纸张克数吨/令换算表。 用纸价格的计算一般是:P数÷2 *数量*1.1(10%消耗)÷开数÷500=令数,如果消耗数每色不足50张的按50张起点数算,然后将令数*令价就得出纸张价格。 消耗数一般以10%计算,大单只要5%的消耗,大单一般指16开50000张以上。传统的印刷厂一般是以每色消耗3—5‰,如果双面8色也要4%左右。 通常外封和内页的用纸不同,应该分开算,有的还有扉页纸、衬纸硫酸纸等也要分开算。然后将各种纸价相加就等于纸张总价。 三、印工: 印刷加工价=用纸令数*印刷色数*加工色令价(精品印件一般以每色令50元计),金银专色及大面积的满版1色按2色计算。 起点价:一般对开机起点价是1000元,也就是上面公式计算后每套版达不到1000元印工费的按1000元计算;单色机一般按300元计算。 不同纸张要分开不同版印刷,4开双面、8开两张、16开4张等经常可以拼成一套自翻版,可以只算一套版。
服装成本的计算公式 步骤/方法 成衣生产成本可以从中决定售价和此成衣是否值得生产,而成本的计算会受到下列因素影响: A 公司业务XXXXXX质(例如:贸易公司,制造商) B 适用的付款方式(例如:FOB,CIF) C 适用的制造条件(例如:CMT,CN) D 公司生产的成衣种类(例如:梭织品,缝接针织品,针织毛衫) 服装成本计算方法 一、布料成本 每单位成衣布料成本=每单位长度或重量布料成本*(1+财务费用%)*每单位成衣布料用量布料用量是指用来制造一个单位成衣(以件或打计)的布料长度(码或米)或重量(磅或千克),用量的计算应同时包括额外的损耗,例如损坏或缩水。 财务费用包括直至成衣付运前,就布料价值所要支付的信用费用或银行利息,这项必须根据买卖双方的付款条件和协议而订定。 A 梭织服装 1 、购买成品布 每单位成衣的布料成本=每码成品布价格*(1+财务费用%)*每单位成衣布料用量的码数或者 =每米成品布价格*(1+财务费用%)*每单位成衣所需消耗布料用量的米数如: 一件女装衬衫需要每码RMB10.00元的全棉布料2码,财务费用是5%那此件衣服的布料成本是=10元/码*(1+5%)*2码=21元或10元 /0.91M*(1+5%)*0.914M=21元 2 、购买进一步加工的坯布料 计算方式与购买成品布料相近。只要加多一项加工费用(印花,漂染及整理) 每单位成衣布料成本=(每码坯布价格+每码加工费)*(1+财务费用%)*每单位成衣布料用量的码数或者=(每米坯布价格+每米加工费)*(1+财务费用%)*每单位成衣布料用量的米数注意,在计算布料用量时应该加上加工过程中可能的损耗(如缩水等) 如: 坯布每码是6.00元,漂染厂费用是每码2.00元,每件衣服的布料用量是2.2码,包含发加工过程中缩水和损耗。
压铸 本办法规定了有色压铸件加工价格的计算水平、项目和方法。 本办法适用于有色合金压铸件的加工。 ?本办法采用分项核算,集中报价的方式,以达到费用计算精确、合理。 ?有色压铸件加工价格 ?采用来料加工方式生产的压铸件加工价格按公式(1.)计算 公式(1.): 加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额 1、基本合模费水平(见表1)
3.1.2 熔炼费水平(见表2) 表2.:熔炼费单位:元/kg ?复杂件加价水平(见表3) 表3. 复杂件加价额
3.1.4 特定要求件加价水平(见表4) 表4.:特定要求件加价额 3.2 采用包工包料方式生产的压铸件加工价格按公式(2)计算 公式(2): 加工价格=基本合模费+熔炼费+复杂件加价额+特定要求件加价额+压铸件材料价格 ?基本合模费、熔炼费、复杂件加价额、特定要求件加价额,按3.1.1、3.1.2、3.1.3、 3.1.4 执行。 3.2.2 压铸件材料价格水平按下列公式(3)计算 公式(3): 压铸件材料价格=材料单价×材料耗用定额+管理费及利润。 3.2.2.1 自配合金 材料单价按订货时A。。铝,0#锌的市场价加上其合金铝的加工费(不同锌,铝合金收取不同的加工费),但铜合金材料单价则按1#铜与0#锌市场价与 其配比再加上加工费,镁的市场价加上加工费。 3.2.2.2 购标准合金锭 材料单价按订货时合金锭价格
3.2.2.3 材料耗用定额按公式(4)计算 公式(4): 材料耗用定额=压铸件净重+(压铸件净重+浇铸系统重量)×损耗率。 1. 浇铸系统重量为压铸件净重的0.2~0.8 (视工件情况而定)。 2. 损耗率:铜合金铸件7%,铝合金铸件5%,锌合金铸件6%,镁合金铸件3%。 3. 管理费及利润按压铸材料成本8%左右计算。(根据铸件付款时间而订) 4. 镁合金压铸件加工价格,参考铝、锌合金压铸件加工价格上浮30% 。 5. 本办法第3条规定的压铸件加工价格,不包括试模费用。委托方提供模具需试 模者,按模具复杂程度双方面议试模费用。 6. 压铸件需表面喷砂、抛丸处理,表面涂覆、钝化、电镀处理,用承制厂制具生 产的需另行增计相应加工费用。 7. 委托方要求按炉、按件浇注试棒进行理化试验和其它特殊试验项目的,需另行 增计相应费用。 8. 压铸件需金属切削加工(包括大型件切割浇口废边)按机床实耗台/时定价计费。 9. 用委托方的模具生产,在生产过程中,模具需要修理时,其小修费用由承制厂 负担,大、中修费用按实向委托方计收。 10. 委托方自备压铸模,但在设计上有缺陷,因此造成工艺加工困难,需增计延误 工时费用,(或由委托方承担修改模具费用)。 11. 需要工位器具或包装包扎才能发运的压铸件,其工位器具、包装包扎费用由委 托方负担。 12. 本价格中的加工价格允许上下浮动幅度20% 。 13. 对订货批量大有长期定点协作关系的用户,经过双方协商实行优惠价。 14. 委托方要求采用非压铸合金生产压铸件时,其压铸件加工价格可以上浮20% 。 15. 委托方要求对所生产的压铸件进行热处理等特殊工艺时,其压铸件加工价格可 以上浮数倍以上。 16. 另需考虑所有影响生产效率和生产成本的因素,适当浮动价格。如压铸件壁厚 较厚,需要较长的开模时间,降低生产效率,价格应适当上浮;模具设计时不 可避免的大抽芯使喷涂机械手不能正常工作需手工喷涂的,对工人的操作水平 及熟练度要求较高,生产效率降低,也应适当上浮价格;原材料价格每一时期 都在不停变化,供需双方应商定原材料价格上下浮动在一定范围内铸件价格不 变,超出部分需要及时调整,或是按每时期的原材料价格动态计算铸件价格; 以及由于人工成本的提高,以及各种原辅材料价格的变化而变化。 17. 各位朋友,因小弟我是做五金的,刚从事这个行业,关于压铸件这一块有些不 懂的东西,麻烦各位帮忙告诉我下以下是什么意思。 18. 19. 1、现ACD12铝锭:20.5元/KG(价格随市场变化而变化,此处只是举例) 20. 2、压铸费:180T 2.0元/啤; 250T 2.5元/啤; 400T 4.0元/ 啤;500T 5.0元/啤;650T 6.5元/啤;800T 8.0元/啤;1250T 18.0 元/啤。