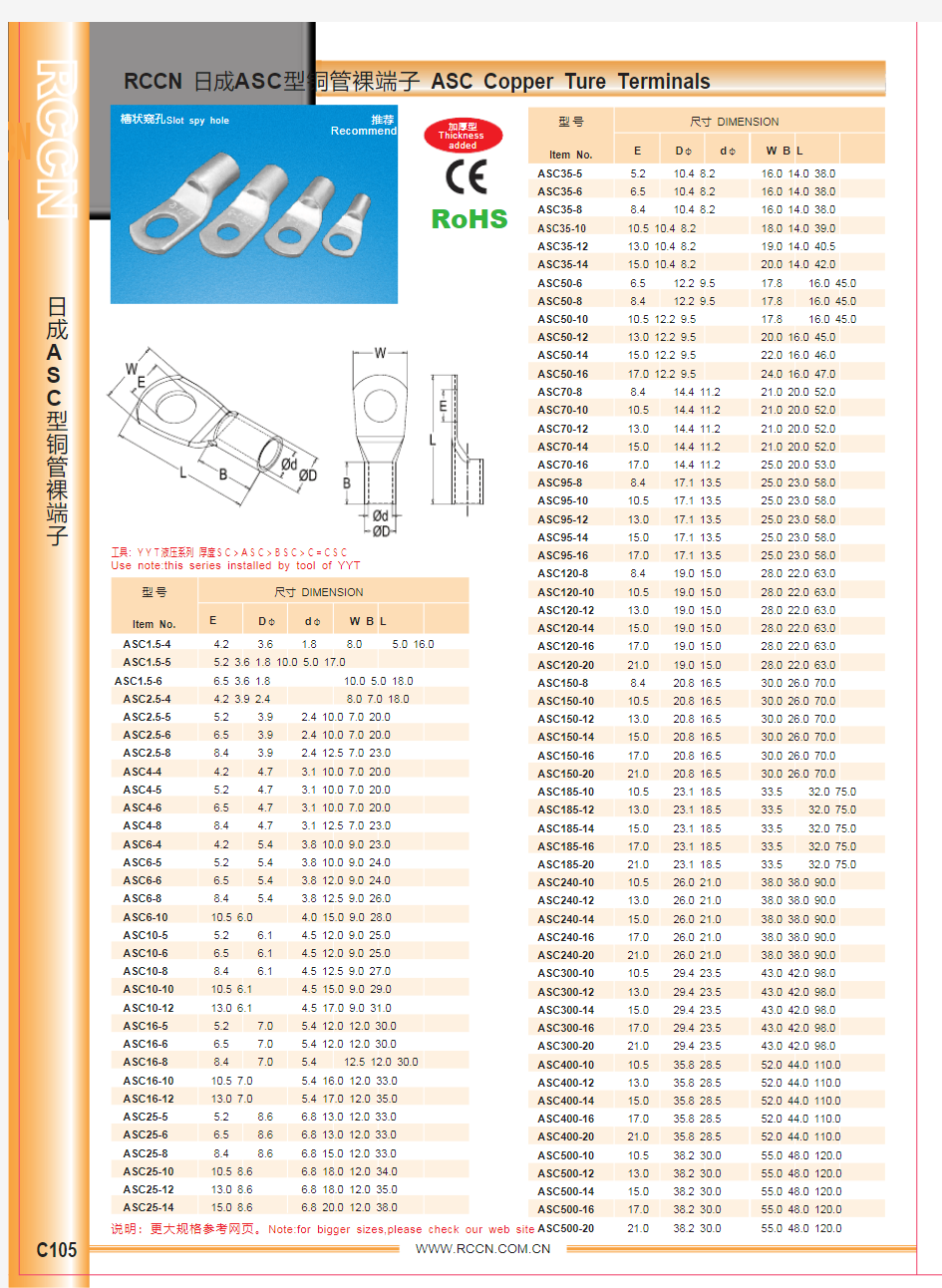
RCCN 日成ASC 型铜管裸端子槽状窥孔Slot spy hole
Recommend
推荐
RCCN
日
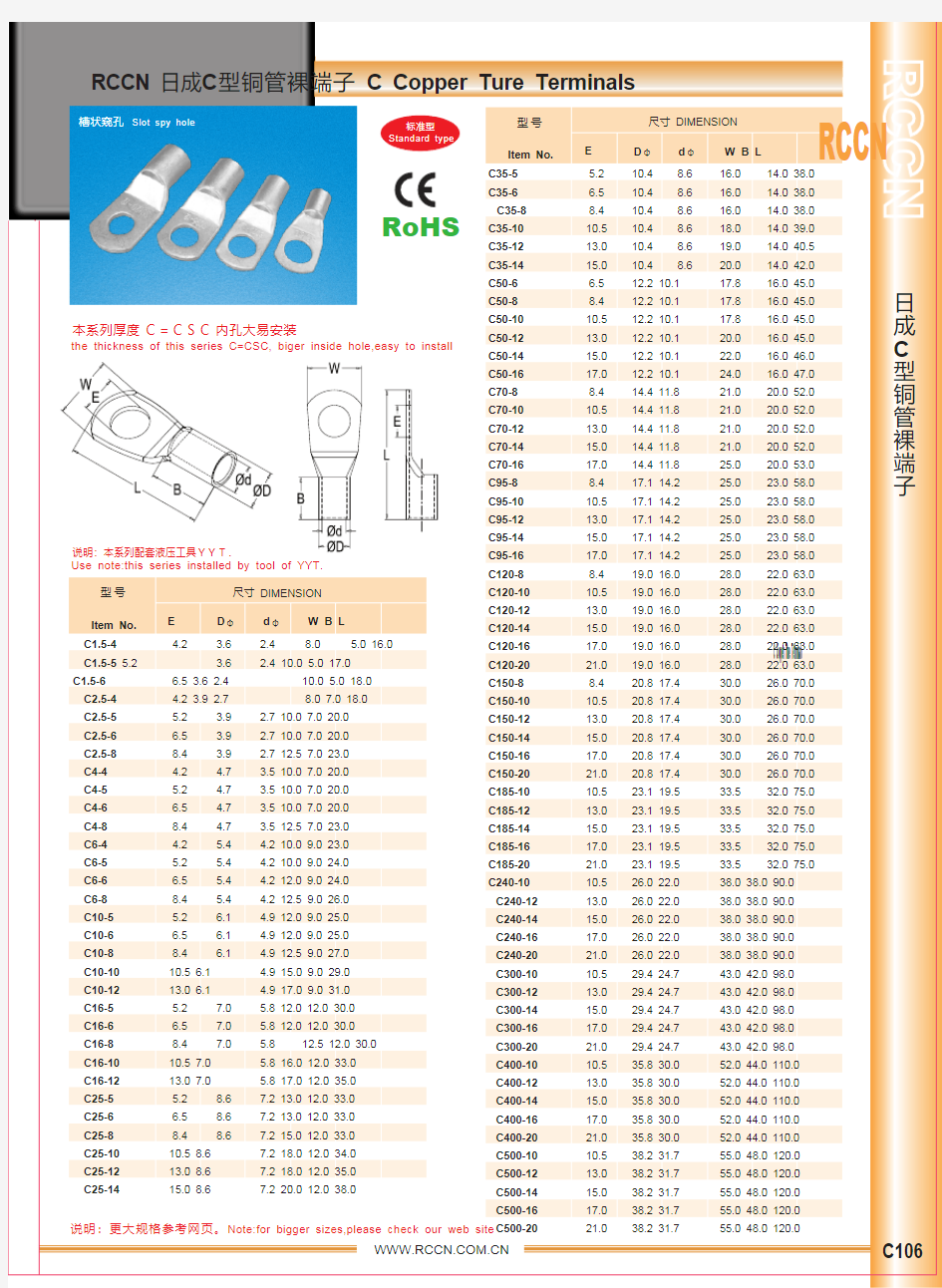
RCCN 日成C型铜管裸端子
槽状窥孔Slot spy hole
本系列厚度 C=CSC 内孔大易安装
the thickness of this series C=CSC, biger inside hole,easy to install
RCCN
RCCN 日成BSC型铜管裸端子
槽状窥孔Slot spy hole
日
RCCN 日成CSC型铜管裸端子槽状窥孔Slot spy hole
RCCN Recommend推荐
RCCN 日成HUP铜管端子
日
特性:
管端尺寸适于细绞线,标准 VDE60228(如VDE 0295
HUP内孔扩大型,易于插入电缆
不带窥视孔的电缆端子,型号:HUP35-8/N
RCCN
RCCN 日成SC型超厚型铜管裸端子
槽状窥孔Slot spy hole
日
RCCN 日成SG/KL90度窄头铜管端子本品为主用于安装空间较小环境
This items is used in small space
日
RCCN 日成AES型铜管裸端子点状窥孔Punctiform peep
Hole for eyes
RCCN
RCCN 日成HES型喇叭口铜管裸端子槽状窥孔Slot spy hole
RoHS
RCCN
RCCN 日成GC45度铜管裸端子日
RCCN 日成C45型度扁状插针铜端子RoHS
RoHS
RCCN
RCCN 日成CL型高压铜管裸端子
日
RoHS
RoHS
RCCN 日成DT 型高压铜管裸端子 RoHS
RoHS
电镀非电镀Electric coated
Un-Electric coated
RCCN 日成OT 圆形开口铜端子RCCN
日3M-J20
黄腊带电工胶带 Varnished bias tape
Electrical type
RCCN 日成整理盒
RCCN 日成绝缘子
工作温度:-40~+140
Operating Temperature:-40~+140
嵌件:黄铜,铁
Inser:Brass.Steel with Zn coating
材料:不饱和聚酯树脂玻璃纤维增强模压塑料(MC)(SMC)
DB2-BA3311(启动)DB2-BA3341(方向)DB2-BA4322(停止
RCCN RCCN 日成端子钳 液压钳
绝缘端子强力压著端子钳型号:YYT-1裸端子强力压著端子钳
型号:YYT-8
裸端子强力压著端子钳
型号:YYT-9
裸端子液压钳
型号:YYT-70 Crimp tool
Item no:YYT-70裸端子液压钳
型号:YYT-120
Crimp tool
Item no:YYT-120
裸端子液压钳
型号:YYT-240
Crimp tool
Item no:YYT-240
管形端子强力压著端子钳型号:YAC-5管形端子强力压著端子钳
型号:YAC-6
Crimp tool
Item no:YAC-6
0.5/0.75/1.0/1.5/2.5/4/6/10/16mm2
管形端子快速压著端子钳
型号:YAC-8
Crimp tool
Item no:YAC-8
0.5/0.75/1.0/1.5/2.5/4/6mm2
旗形端子强力压著端子钳
型号:FN-1
Crimp tool
Item no:FN-1
Red 0.5-1.0mm2 22-18AWG 旗形端子省力强力压著端子钳型号:FN-2
Crimp tool
Item no:FN-2
Red 0.5-1.0mm2 22-18AWG
4/6/10/16/25/35/50/70mm2围压效果/压力6T/行程10MM 4/6/10/16/25/35/50/70mm2 Effect/Press6T/Length10mm 10/16/25/35/50/70/95/120mm2
围压效果/压力10T/行程10MM
10/16/25/35/50/70/95/120mm2
effect/press10T/length10mm
16/25/35/50/70/95/120/150/185/240mm
围压效果/压力10T/行程10MM
16/25/35/50/70/95/120/150/185/240mm
effect/press10T/length10mm
闭端端子压著钳
型号:YYT-1
Crimp tool
Item no:YYT-1
红点 CE-1 CE-2
蓝点 CE-5
Red point CE-1 CE-2
Blue point CE-5
压线效果
Crimp tool
Item no.:YYT-1
红/Red 0.5-1.0mm2 22-18AWG Crimp tool
Item no:YYT-8
1.5mm2 22-16AWG
Crimp tool
Item no:YYT-9
10mm2 8AWG
Grooving effective
Crimp tool
Item no:YAC-5
0.5/0.75/1.0/1.5/2.5/4/6mm2
RCCN 日成线槽剪 剥线钳 线扣钳 热风枪闭端子气动工具型号:MR-30A
1.25/
2.0/5.5平方钳口
适用:CE-1/CE-2/1.25-5.5 端子日成线槽剪型号:WT-1
配件型号:WT-1刀片/WT-1胶条有效行程:60mm宽以内日成卧式线槽剪型号:WT-3
有效行程:150mm宽以内日成线扣钳型号:KT-1
适用所有电源线扣数显热风枪
型号:HG-3A 1600W/220V 进口热风枪
型号:NEG-3A 1600W/220V
自动调整切断剥线钳(0.5-8.0mm 2)
最大剥线长度25mm 安普压线钳型号:AMP2316安普打线钳型号:AMP110多功能快速剥线钳型号:WS 5000
手动电缆剪刀片胶条日成导轨切断钳
型号:TS-1 (适合钢TS35/7.5/1.0导轨) 型号:TS-2 (适合钢 TS35/7.5/1.5导轨)型号:LS-1 (适合铝LS35/7.5/1.1导轨)型号:LS-2 (适合铝LS35/7.5/1.5导轨)型号:LS-3 (适合铝LS35/1 5/1.5导轨)头部结构尾部结构日成线槽铆钉枪型号:TNR-1
用途:快速安装铆钉。WS300A : 0.5/1.2/1.6/2.06mm 2/24/16/14/12 AWG
WS300B : 0.5/1.2/1.6/2.06mm 2/ 18/14/12/10/8AWG
优质自动剥线钳(日制)WS300A
WS300B
YY-318
YY-475
YY-477
AMP110
WS5000
YY-858YY-859
AMP2316
YY-477(0.2-2平方 24-14AWG)
型号:YY-318手动剥线钳Terminaltool
Item no.:MR-30A 1.25/2.0/5.5 quare Suit for :CE-1/CE -2/1.25-5.5
Hot gun Item no.:HG-3A 1600W/220V Hot gun Item no.:NEG-3A
1600W/220V Twist crimp AMP ITEM NO.:AMP2316Speed cable crimp Item no.:WS 5000Cable cutter
0.2-6mm 2(24-10AWG)
Afterbody construction
Auto. cable crimp
(0.5-8.0mm 2)Biggest wire
Crimp of cable
Item no.:YY-318
Hand wire stripper
Wiring duct cutter Item no.:WT-1
Cutter machine Rivet gun
Blade
Block gine
Head construction
网站首页 / 产品目录 / 铜管端子 / 日成铜管端子 HUPD45 日成铜管端子 HUPD45 日成铜管端子 HUPD45 产品材质,日成HUP铜管端子采用优质紫铜制成,导电性良好,,耐久性不易老化. 产品特点:采用优质亚光电镀,防锈时间大大加长,无锋利部位;配套日成端子钳即可压紧电线,接线 美观, 产品颜色:见实物图片 国际认证:欧盟RoHS环保认证,欧洲CE认证. 产品特性:品质优良,压紧后不断裂松开,-40度耐热至150度正常使用. 使用方法:将电线剥开外皮,穿入端子后铜管,使用日成端子钳压紧即可. 特性: 管端尺寸适于细绞线,标准 VDE60228(如VDE 0295 第 5、6 类) HUP内孔扩大型,易于插入电缆 不带窥视孔的电缆端子,型号:HUP35D-8/N Hole for eyes 细绞线截面图 优势: 在受到机械应力时或在强振下连接,同样可以实现最优的稳定性。 维修和维护工作较少。应用领域更为广泛。 接线端子冷压端子铜管端子 产品规格
45度型号 E DφdφW B L1 Item No. HUPD45-10/5 5.38 5.5121413.5 HUPD45-10/6 6.58 5.5121413.5 HUPD45-10/88.58 5.5161418.5 HUPD45-10/1010.58 5.5161422.5 HUPD45-10/12138 5.5191422.5 HUPD45-16/5 5.39.5 6.6131513.5 HUPD45-16/6 6.59.5 6.6131513.5 HUPD45-16/88.59.5 6.6161520 HUPD45-16/1010.59.5 6.6171524 HUPD45-16/12139.5 6.6191524 HUPD45-25/5 5.3117.9151715 HUPD45-25/6 6.5117.9151715 HUPD45-25/88.5117.9171720 HUPD45-25/1010.5117.9171724 HUPD45-25/1213117.9191724 HUPD45-35/6 6.512.59.2171915 HUPD45-35/88.512.59.2181920 HUPD45-35/1010.512.59.2181924 HUPD45-35/121312.59.2191924 HUPD45-35/141512.59.2211924 HUPD45-50/6 6.51511212120 HUPD45-50/88.51511212120 HUPD45-50/1010.51511212124 HUPD45-50/12131511212126 HUPD45-50/14151511232126 HUPD45-50/16171511282126 HUPD45-70/88.51713252520
冷压端子导线安装方法 1、应用热缩管作为导线标记时,在冷压端子压接前先将导线标记套在导线上,而后进行压接工作。且热缩管不得套在冷压端子的全面上,采取笼式弹簧端子时热缩管应套在间隔剥去绝缘层10mm处。导线标记的套入,一概为标记数字或许字母顺导线轴向方向套入。标记在程度地位时,数字或许字母应正对操作人员,数字个位数应远离冷压端子。要求标记平均明白,方向正确。 2、应用热缩管作为导线标记时,应应用专门加热装置加热,使导线标记平均包在冷压端子和导线上。要求标记平均明白,方向正确。 3、导线标记色彩交流主回路为黄色、绿色和红色。控制回路为白色,N线为浅蓝色,直流部分正极为棕,负极为蓝色。其余特别要求参照TB/T1759-2003铁道客车配线布线规矩。导线标记热缩后字高应不小于2.5mm,导线标记热缩后的长度应符号冷压端子的相干要求。 以上这三个步骤,通过美科达冷压端子专业操作人员的介绍,大家可以很好地利用它。同时,也要在操作的过程中注重一些其余方面
的细节事项。如果你还有更多的咨询可以到我们的官网、拨打电话、关注微信公众号、留下电话、在线咨询,我们会在第一时间回复您的。 深圳市美科达电子有限公司专业从事冷压接线端头及接头(亦称端子)、护套、接插件、冷压端头、接线片、裸端子、铜线耳、圆环端子、连接器等的设计开发和生产。主要产品:端子、冷压端子、接线端子、冷压接线端子、冷压裸端子、裸端子、铜端子、端头、冷压端头、接线端头、冷压接线端头、冷压裸端头、铜端头、裸端头、接头、冷压接头、接线接头、冷压接线接头、冷压裸接头、铜接头、裸接头、电缆接头、中间接头、线叉、线耳、线鼻子、接线耳、接线鼻、接线鼻子、开口鼻、开口接线鼻、开口铜接线鼻、铜线耳、铜鼻子、铜铝鼻、铜线鼻子、铜接线鼻子、铜开口接线鼻、铜压线帽、压线帽、铝压线帽、螺旋式压线帽、插簧、插片、铜接头、接线片、焊片、插针、接线头、闭端子、护套、绝缘套、绝缘子、号码管、热缩管。公司开发模具技术力量雄厚,插套机,焊接机等纯进口自动化设备,端头系列齐全、品种多样、品质优良,采用可提高电气连接的可靠性、安全性、美观性、适应现代工业的技术和配套要求。质量是企业的生命,配件的质量直接关系到用户的产品质量和企业的形象,端子质量
冷压端子使用四大原则详解 冷压端子首要就是电子的元件在进行接线的时分,线头和端子需求运用到的,首要是运用压接的方法,会运用到压线钳等东西进行辅佐,所以并不是我们常见的焊接,由于不需求进行任何的热处理,所以和熔锡的灌注方法之间还是有较大的差异的,也正是由于这样我们才会称这类的端子为冷压端子。 而冷压端子我们还能够称之为线鼻子,首要能够分为沉默、开口和铜铝三种,根本都是运用在电力和电缆的接头上,现在市面上运用为广泛不只有pcb板的端子,还有螺帽的端子、五金的接连端子和弹簧的端子等。 实际上冷压端子首要的制造工艺是冲压,可是需求在冲压后的冷压端子外表进行电镀,这时分电镀的资料在挑选上就十分的重要,一定要挑选可塑性比较好,且导电率又十分高的红铜的原料。 一、对冷压端子进行清洗的时分,好能够用绸布蘸上无水乙醇进行擦拭,等彻底晒干之后才干运用,不能够运用可能对衔接器形成损伤的丙酮等,其他的化学溶剂对冷压端子进行清洗。
二、当冷压端子处于别离的状况时,应该分别在冷压端子上安装维护帽,或者是选用其他的办法进行防尘,可是如果冷压端子在衔接之后,会长时间的不进行别离的话,好是能够在插座和插头之间做好稳妥的相应办法。 三、如果需求对冷压端子进行焊接的话,应该首要根据裸线的直径来挑选功率相同的电烙铁,在对触摸件进行焊接的时分,时间长不能够超越5s,而且焊剂也千万不能进入到绝缘体中去,这点是需求特别注意的,防止对绝缘的电阻形成严重的下降。 四、检测和查验冷压端子的时分,应该根据产品相关的规范,以及运用的说明书等进行要求拟定,如果是对现已运用过的电衔接器进行查验和查验的话,肯定需求在相关的规范和运用说明书上的基础上,即将求进行恰当的下降,运用在工装上的冷压端子有必要是完好无缺的,功能也要合格,探针在规范的要求上要合格,不让肯定会对插孔形成比较严重的影响。
文件制修订记录
一、适用范围 公司内产品加工过程中使用冷压接线端子的过程。 二、定义: 冷压接是借助较大的挤压力和金属间的位移,使连接器触脚或接线端子与导线间实现机械和电气连接。 三、导线加工工艺要求 1.绝缘导线加工要求 A.剪线:绝缘导线的剪裁长度应符合设计或工艺文件的要求,允许有5%~10%的正误差,不允许出现负误差,即不允许比图纸规定长度短。 B.剥线:剥线长度应根据芯线截面积和接线端子的形状来确定。在生产中,剥线长度应符合工艺文件(导线加工表)的要求。具体剥线长度参考下表1-1。 图1图2 表1-1 线耳规格适用导线剥线长度压力调节(输入气压 0.6mpa) 备注RNB1.25 -x 1015#20;1007号线需要 剥10mm折双使用 5mm 800KG压力压床 RNB2 - x 1015#14;1015#20号线 需要剥11mm折双使用 5~5.5mm,800KG压力压床 RNB3.5 -x 2.5~4mm 27~7.5mm 800KG压力压床 RNB5.5 -x 4 ~6mm2 7.5mm 5T压床最小压力 RNB8 - x 6~10mm2 8.5mm 5T压床最小压力 RNB14 – x 仿进口SC25-8 10~16mm2 11mm 5T压床偏左9档 如图2为 15档 RNB22 – x 仿进口SC35-10 16~25mm2 12.5~13mm 5T压床正中间偏12档剥线长度
尽量避免断股。如图3、图4、图5所示,为不合格剥线样品。图6为合格样品。 图3线芯被剥伤 图4绝缘层不齐 图5绝缘层有残余 图6绝缘层比较平整 1.1.1 导线的绝缘层不允许损伤,否则会降低其绝缘性能。线芯应无锈蚀、氧化发黑等现象。绝缘层损坏或芯线有锈蚀的导线不能使用。 1.1.2 C 、对于输入电源线加工,需要浸锡才能使用的导线,多股芯线剥头后应拧紧后再浸锡。 1.1.3 芯线浸锡层与绝缘层之间应留出1-2mm 间隙,以便于检查芯线的伤痕和断股,并防止绝缘层因过热而收缩或损坏。 多股导线脱去绝缘层后,芯线易松散开,因此必须进行拧头处理,以防止浸锡后线端直径太粗。拧 × × × √
序号冷压端子 名称 冷压端子 型号 压接使用规范剥线要求压接要求 1 叉型裸端 头UT1-3 ?剥线要求见右图所示, ?压线时裸端头压痕在端头管部的焊接缝 上,保证压接牢固 ?使用时,需增加号码管,保证号码管遮住 裸露的导线 2 UT1-4 3 UT4-5 4 SNB2-4S 5 叉型绝缘 端头 ?剥线要求见右图所示 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 6 母型绝缘 接头FDD2-250 蓝 ?剥线要求见右图所示 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 7 FDD2-250 红 8 双线插式 管形绝缘 端头TE-2*2510 ?剥线要求见右图所示 ?管形预绝缘端头压痕应在端头的管部均匀 压接 9 TE1508 1
10 TE2508 11 TE6014 12 TE10-14 13 TE4012 14 管型绝缘 端头E7508 ?剥线要求见右图所示 ?剥线要求见右图所示 管形预绝缘端头压痕应在端头的管部均匀压接 匀压接 15 E1508 16 E2508 17 E4009 18 E6012 19 E10-12 20 E16-12 2
21 圆型裸端 头?剥线要求见右图所示, ?压线时裸端头压痕在端头管部焊接缝上,保证压接牢固 ?使用时,需增加号码管,保证号码管遮住裸露的导线 22 23 OT8-6S 24 圆型绝缘 端头RV2-5 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 ? 25 RV2-5L 26 压接针?绝缘压接区压缩绝缘层,但不会刺穿。?线芯伸出于导体压接区前部1-2mm ?绝缘和导体压接区之间的部分可以看见绝缘层和导体。 压接要求说明 序号压接要求图示备注 3
冷压端子特点及使用四大注意事项 冷压端子有什么主要特点?常见的冷压端子特点有哪些?我们知道,冷压端子,用于实现电气连接的一种配件产品,工业上与接线端子一样都划分为连接器的范畴。狭义上的冷压端子就是为导线连接服务的,随着工业自动化程度越来越高和工业控制要求越来越严格、精确,冷压端子的用量逐渐上涨。随着电子行业的发展,冷压端子的使用范围越来越多,而且种类也越来越多。 使用冷压端子需注意以下4小点: (1):对冷压端子进行清洗的时候,最好可以用绸布蘸上无水乙醇进行擦拭,等完全晾干之后才能使用,不可使用可能对连接器造成伤害的丙酮等,其他的化学溶剂对冷压端子进行清洗。 (2):当冷压端子处于分离的状态时,应该分别在冷压端子上安装保护帽,或者是采用其他的措施进行防尘,但是如果冷压端子在连接之后,会长期的不进行分离的话,最好是可以在插座和插头之间做好保险的相应措施。
(3):如果需要对冷压端子进行焊接的话,应该首先根据裸线的直径来选择功率相同的电烙铁,在对接触件进行焊接的时候,时间最长不可超过5s,而且焊剂也千万不能渗入到绝缘体中去,避免对绝缘的电阻造成严重的下降。 (4):检测和验收冷压端子的时候,应该根据产品相关的标准,以及使用的说明书等进行要求制定,如果是对已经使用过的电连接器进行检验和验收的话,肯定需要在相关的标准和使用说明书上的基础上,将要求进行适当的降低,使用在工装上的冷压端子必须是完好无损的,性能也要合格,探针在标准的要求上要达标,否则会对插孔造成比较严重的影响。以上内容由深圳市美科达端子厂家提供分享; 以上是美科达小编的分享,如果你还有更多的咨询可以到我们的官网、拨打电话、关注微信公众号、留下电话、在线咨询,我们会在第一时间回复您的。 深圳市美科达电子有限公司专业从事 冷压接线端头及接头(亦称端子)、护套、接插件、冷压端头、接线片、裸端子、铜线耳、圆环端子、连接器等的设计开发和生产。主要产品:
网站首页 / 产品目录 / 铜管端子 / 日成窥口接线端头 CSC 日成窥口接线端头 CSC 日成窥口接线端头 CSC 接线端子冷压端子铜管端子 型号Item No. 尺寸 DIMENSION E DΦdΦW B L CSC1.5-4 4.2 3.3 1.88.0 5.016.0 CSC1.5-5 5.2 3.3 1.810.0 5.017.0 CSC1.5-6 6.5 3.3 1.810.0 5.018.0 CSC2.5-4 4.2 3.6 2.48.07.018.0 CSC2.5-5 5.2 3.6 2.410.07.020.0 CSC2.5-6 6.5 3.6 2.410.07.020.0 CSC2.5-88.4 3.6 2.412.57.023.0 CSC4-4 4.2 4.4 3.110.07.020.0 CSC4-5 5.2 4.4 3.110.07.020.0 CSC4-6 6.5 4.4 3.110.07.020.0 CSC4-88.4 4.4 3.112.57.023.0 CSC6-4 4.2 5.1 3.810.09.023.0 CSC6-5 5.2 5.1 3.810.09.024.0产品规格
CSC6-6 6.5 5.1 3.812.09.024.0 CSC6-88.4 5.1 3.812.59.026.0 CSC6-1010.5 5.9 4.015.09.028.0 CSC10-5 5.2 5.8 4.512.09.025.0 CSC10-6 6.5 5.8 4.512.09.025.0 CSC10-88.4 5.8 4.512.59.027.0 CSC10-1010.5 5.8 4.515.09.029.0 CSC10-1213.0 5.8 4.517.09.031.0 CSC16-5 5.2 6.6 5.412.012.030.0 CSC16-6 6.5 6.6 5.412.012.030.0 CSC16-88.4 6.6 5.412.512.030.0 CSC16-1010.5 6.6 5.416.012.033.0 CSC16-1213.0 6.6 5.417.012.035.0 CSC25-5 5.28.3 6.813.012.033.0 CSC25-6 6.58.3 6.813.012.033.0 CSC25-88.48.3 6.815.012.033.0 CSC25-1010.58.3 6.818.012.034.0 CSC25-1213.08.3 6.818.012.035.0 CSC25-1415.08.3 6.820.012.038.0 CSC35-5 5.210.08.216.014.038.0 CSC35-6 6.510.08.216.014.038.0 CSC35-88.410.08.216.014.038.0 CSC35-1010.510.08.218.014.039.0 CSC35-1213.011.68.219.014.040.5 CSC35-1415.011.68.220.014.042.0 CSC50-6 6.511.69.517.816.045.0 CSC50-88.411.69.517.816.045.0 CSC50-1010.511.69.517.816.045.0 CSC50-1213.011.69.520.016.045.0 CSC50-1415.011.69.522.016.046.0 CSC50-1617.011.69.524.016.047.0 CSC70-88.413.811.220.420.052.0 CSC70-1010.513.811.220.420.052.0 CSC70-1213.013.811.220.420.052.0 CSC70-1415.013.811.220.420.052.0 CSC70-1617.013.811.225.020.053.0 CSC95-88.416.413.524.023.058.0 CSC95-1010.516.413.524.023.058.0 CSC95-1213.016.413.524.023.058.0 CSC95-1415.016.413.524.023.058.0 CSC95-1617.016.413.524.023.058.0 CSC120-88.418.215.027.022.063.0 CSC120-1010.518.215.027.022.063.0 CSC120-1213.018.215.027.022.063.0 CSC120-1415.018.215.027.022.063.0 CSC120-1617.018.215.027.022.063.0 CSC120-2021.018.215.027.022.063.0 CSC150-88.419.916.529.526.070.0 CSC150-1010.519.916.529.526.070.0 CSC150-1213.019.916.529.526.070.0
冷压端子压接说明 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8
剥线要求见右图所示, 压线时裸端头压痕在端 头管部的焊接缝上,保 证压接牢固 使用时,需增加号码 管,保证号码管遮住裸 露的导线 剥线要求见右图所示 绝缘端头压痕应在筒中 央的两边均匀压接,端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 剥线要求见右图所示 绝缘端头压痕应在筒中 央的两边均匀压接,端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 剥线要求见右图所示 管形预绝缘端头压痕应 在端头的管部均匀压接 剥线要求见右图所示 剥线要求见右图所示 管形预绝缘端头压痕应在端头的管部均匀压接匀压接
剥线要求见右图所示, 压线时裸端头压痕在端 头管部焊接缝上,保证 压接牢固 使用时,需增加号码 管,保证号码管遮住裸 露的导线 绝缘端头压痕应在筒中 央的两边均匀压接,端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 绝缘压接区压缩绝缘 层,但不会刺穿。 线芯伸出于导体压接 区前部1-2mm 绝缘和导体压接区之 间的部分可以看见绝 缘层和导体。 压接要求说明 剥线过程中禁止将铜芯切断 每根导线要拉勒挺直,行线做到平 直整齐,式样美观 剥线过程中不允许有中间接头、强 力拉伸导线及绝缘层破损的情况 剥线长度符合要求,禁止剥线长度 过长或过短,影响产品导电性能 导线芯插端头后,不能有未插的线 芯露出端管外部 不能出现绞线的现象,不能剪断线 芯
冷压接端头的规格必须与所接的导线直径相吻合,禁止使用大一号或以上规格的端子压接导线 剥去导线绝缘层后,应尽快与冷压接端头压接,避免线芯产氧化膜或粘有油污 通常不允许2根导线接入1个冷压接端头,因接线端限制必须采用时,宜先采2根导线压接的专端头或选级或级的冷压接端头。绝缘端头与根导线压时,避免出现裸线芯露出绝缘管外的情况 裸端头的管部应套标记套管内,避免带电裸露部份外露 标记套管的字符号应朝外或便于观察的向 压接过程中,注意避免压接过于靠前导致的端子压接区损坏 若止口被完全损毁,实际端子会被推向一直穿过外壳 避免剥线长度过短,或线缆未完全插入导体压接区,端接不能达到规定的拉拔力 避免剥线长度过长导致的线缆插入压接区过深。 压接过程中避免倒钩向内或向外的过度弯曲,从而影响端子完全锁入塑料外壳的能力 倒钩开口为2-10倍的材料厚度,具体根据端子类型判定
电机引出线冷压端头技术条件 41、003 编制审核审定上海电器科学研究所2003年2月电机引出线冷压端头技术条件1 主题内容与适用范围1、1 本技术条件规定了低压异步电动机引出线冷压端头的技术要求、检验方法。1、2 本技术条件适用于Y3系列三相异步电动机及其派生系列电动机2 技术条件2、1接线端头必须符合JB/T24 36、1-1992《导线用铜压接端头第1部分:0、5~6、0mm2导线用铜压接端头》,JB/T24 36、2-1994《导线用铜压接端头第2部分:10~300mm2导线用铜压接端头》的有关规定。2、2 接线端头采用纯度 99、9%工业用紫铜板冲压成型,材料代号为 T2, 其材料技术要求应符合GB/T2040-1989的规定。2、3 接线端头可根据使用环境镀镉或镀银。2、4 冷压可使用坑压或环压两种压接工具,压接工具的压头硬度应不低于HRC40,压坑深度约为端头外径1/2,压具应保证每平方毫米导线截面不低于600N的压接力。2、5 压接工具可以是手压、气压或液压,其压力应能满足冷压端头时要求。2、6 压接工具在使用前进行试压,经质量检查符合要求后方可投入使用。3 质量检查3、1 型式试验试验项目为外观检查、尺寸检查、被覆检查、盐雾试验、温升试验、耐电流试验、耐震试验和耐热试验,每两年要求进行一次型式试验。3、2 使用操作抽检3、2、1 在使用专用压接工具进行端头冷挤压操作时,应按规
定定期进行结合电阻率(R%)的抽检测定(每项抽检的端头数不得少于3只,测定后其测量值的算术平均值)若R%>80%,则压接工具应预修复或报废。3、2、2 在使用专用压接工具进行端头冷挤压操作时,应定期抽检耐拉试验,每次抽检端头数目不少于3个,在整个试验过程中,不得产生导线被拔出或拉断,端头开裂或变形等现象。
适用范围:本作业指导书适用于导线截面积0.75mm2~10mm2铜质导线、低烟无卤导线、耐高温导线的压接端子的连接。 表1压线工具清单 工具名称工具型号导线截面(mm2)检定有效期检定标准 压线钳HS-03250.75~2.56个月参见附表3 压线钳HSC86-40.25~6.06个月参见附表3 1.操作方法 1.1剥去导线的绝缘层 1.1.1使用工具 剥线钳,电工刀,螺丝刀,卷尺。 1.1.2技术要求 剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。绝缘层剥去的长度应符合图1~图3的要求,使用笼式端子免接线端子时绝缘层剥去的长度应符合表1规定的要求;非正面接线及其他笼式弹簧接线不知道剥线长度时,先把专用螺丝刀插入接线端子的工艺方孔中,使接线端子弹簧孔张开,把电线插到接线端子圆孔最深处(遇到阻力为止),取出专用螺丝刀,插入专用螺丝刀,取出导线,此时导线压痕距离导线端头的长度即为该接线端子端线长度。 图1 图2 图3
附表1 端子规格(mm2)剥线长度(mm) 1.5(笼式)WAGO端子8~9 2.5(笼式)WAGO端子8~9 4(笼式)WAGO端子9~10 6(笼式)WAGO端子12~13 10(笼式)WAGO端子12~13 16(笼式)WAGO端子16~17 1.1.3检验方法 采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm。使用卷尺目测。 非正面接线及其他笼式弹簧接线要求剥线长度正确。卷尺目测。 1.2清洁接触面 在接线端子与导线插装之前,将剥开的线芯和接线端子仔细清理干净,要求裸露导线光洁无非导电物和异物,接线端子内部清洁。检验方法为目测。 1.3线芯插入接线端子套 剥开的线芯插入接线端子套时,将所有的线芯全部插入端子中。检验方法为目测。 1.4接线端子冷压接 将导线端子压接到导线上,需要专用压线钳压接。本节检验方法均为目测。 1.4.1导线的截面要与接线端子的规格相符。 1.4.2使用压接工具的钳口要与导线截面相符,压线钳必须在有限期内。 1.4.3压接部位在接线端子套的中部,压接部位要求正确。 1.4.4采用V型钳口压接钳压接时,应使压痕在接线端子套的下部,如图4-图6所示。压接 部位要求正确。 图4 图5
接线冷压端子压接操作注意事项 压接是为使金属在规定的限度内压缩和位移并将导线连接到接触对上的一种技术。好的压接连接能产生金属互熔流动,使导线和接触对材料对称变形。这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。目前普遍认为采用正确的压接连接比锡焊好,特别是在大电流场合必须使用压接。压接时须采用专用压接钳或自动、半自动压接机。应根据冷压端子导线截面,正确选用接触对的导线筒。要注意的是压接连接是永久性连接,只能使用一次。 一、应充分了解所要操作的冷压端子,熟悉其操作方法,以保证正确操作;对不具备防误操作的冷压端子,应采用色码或标记予以标识,或在连接前合适型号是否对应,并保证相互连接时正确定位;应特别注意防止带针插座的误插合,否则将损坏冷压端子,并导致意外电接触;应确保冷压端子连接到位,在不易检查的特殊场合,应在相应的操作规程中做出详细的规定,并可通过窥镜进行检查。
二、冷压端子端接时,应严格按照相应的端接规范或要求进行端接和检查,并按对应的节点序号端接。选用的电缆导线间的最大绝缘层厚度应与接触件间距匹配,电缆线芯应与接触件接线端匹配,当接触件间跨、并线处理。 三、焊接时应根据裸线直径来选择相应功率的电烙铁,每个接触件的焊接时间一般不超过5S,应注意不要让焊剂渗入绝缘体,以免造成产品绝缘电阻下降。 四、冷压端子处于分离状态应分别装上保护帽或采取其他防尘措施;如果冷压端子连接后长期不分离,可在插头和插座之间打上保险。 五、清洗冷压接线端子时,可使用蘸着无水乙醇的绸布进行,晾干后使用。不允许使用可能对连接器产生有害影响的丙酮等化学溶剂。 六、冷压端子连接或分离时,应尽量使插头和插座的轴心线重合,并且要扶正电缆,避免插头受到切向力的作用,防止电缆下垂导致连接器的损坏。 七、冷压端子在未正确连接或完全锁紧前,禁止通电。
环保线槽电缆接头金属接头尼龙扎带尼龙软管接线端子铜管端子金属软管热收缩管护线套固定座配线标志结束带尼龙铆钉尼龙螺丝接线头隔离柱夹线套工具新品&配件 网站首页 / 产品目录 / 铜管端子 日成铜管端子 SC 日成铜管端子 SC 日成铜管端子 ASC 日成铜管端子 ASC 日成铜管端子 BSC 日成铜管端子 BSC 日成窥口接线端头 CSC 日成窥口接线端头 CSC 日成铜管端子 DT 日成铜管端子 DT 日成铜管端子 T 日成铜管端子 T 日成铜管端子 TL 日成铜管端子 TL 日成铜管端子 AES 日成铜管端子 AES 日成喇叭口铜管端子 HES 日成喇叭口铜管端子 HES 日成加长铜管端子 HESL 日成加长铜管端子 HESL 日成喇叭口铜管端子 FC 日成喇叭口铜管端子 FC 日成铜管端子 TT 日成铜管端子 TT 日成窄头铜管端子 KL90日成窄头铜管端子 KL90日成窄头铜管端子 SG 日成窄头铜管端子 SG 日成铜管端子 LYF 日成铜管端子 LYF 日成铜管端子 HUP 日成铜管端子 HUP
日成加厚铜管裸端子 LYF90日成加厚铜管裸端子 LYF90日成铜管裸端子 LYF45 日成铜管裸端子 LYF45 日成铜管裸端子 GC90 日成铜管裸端子 GC90 日成铜管裸端子 GC45 日成铜管裸端子 GC45 日成铜管端子 DIN 日成铜管端子 DIN 日成圆形裸端子 DIN 日成圆形裸端子 DIN 日成铜管端子 DTS 日成铜管端子 DTS 日成铜管端子 C45 日成铜管端子 C45 日成铜管端子 TPE 日成铜管端子 TPE 日成扁形铜管端子 CP 日成扁形铜管端子 CP 日成铜管端子 HP 日成铜管端子 HP 日成喇叭口铜管端子 TU 日成喇叭口铜管端子 TU 日成美规铜管端子 AWG 日成美规铜管端子 AWG 日成铜管端子 CL-H 日成铜管端子 CL-H 日成铜管端子 CL-H2 日成铜管端子 CL-H2 日成铜管端子 HUP90 日成铜管端子 HUP90 日成双孔铜管端子 AD 日成双孔铜管端子 AD 日成高压中间祼铜端子 BL 日成高压中间祼铜端子 BL 日成裸端子 KS 日成裸端子 KS 日成加厚针形绝缘端子 KSN 日成加厚针形绝缘端子 KSN
冷压接线端头操作及检验 操作检验 1.1剥去导线的绝缘层 1.1.1使用工具 剥线钳,电工刀,螺丝刀,卷尺。 1.1.2技术要求 剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。绝缘层剥去的长度应符合图1~图3的要求,使用笼式端子免冷压端子时绝缘层剥去的长度应符合表1规定的要求;非正面接线及其他笼式弹簧接线不知道剥线长度时,先把专用螺丝刀插入冷压端子的工艺方孔中,使冷压端子弹簧孔张开,把电线插到冷压端子圆孔最深处(遇到阻力为止),取出专用螺丝刀,插入专用螺丝刀,取出导线,此时导线压痕距离导线端头的长度即为该冷压端子端线长度。 1.1.3检验方法 采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm.使用卷尺目测。 非正面接线及其他笼式弹簧接线要求剥线长度正确。卷尺目测。 1.2清洁接触面
在冷压端子与导线插装之前,将剥开的线芯和冷压端子仔细清理干净,要求裸露导线光洁无非导电物和异物,冷压端子内部清洁。检验方法为目测。 1.3线芯插入冷压端子套 剥开的线芯插入冷压端子套时,将所有的线芯全部插入端子中。检验方法为目测。 1.4冷压端子冷压接将导线端子压接到导线上,需要专用压线钳压接。本节检验方法均为目测。 1.4.1导线的截面要与冷压端子的规格相符。 1.4.2使用压接工具的钳口要与导线截面相符,压线钳必须在有限期内。 1.4.3压接部位在冷压端子套的中部,压接部位要求正确。 1.4.4采用V型钳口压接钳压接时,应使压痕在冷压端子套的下部。压接部位要求正确。 1.4.5使用无限位装置的压接工具时必须把工具手柄压到底,以达到附表3要求的机械性能。要求手柄完全压到底。 1.4.66mm2及以上管状端子冷压端子压接完毕插入弹簧端子时,将管状端子截面大的一面与弹簧铜片相接触。要求大截面朝向冷压端子中心处。 1.5导线标记(线号)的安装 1.5.1使用热缩管作为导线标记时,在压接前先将导线标记套在导线上,然后进行压接工作。且热缩管不得套在冷压端子的片面上,采用笼式弹簧端子时热缩管应套在距离剥去绝缘层10mm处。导线标记的套入,一律为标记数字或者字母顺导线轴向方向套入。标记在