重庆市国祥工贸有限公司 G X/JZ - CO2气体保护焊接基础要求 编制: 审核: 批准: 受控状态: 发放编号: 20 - - 发20 - - 实施 重庆市国祥工贸有限公司 重庆市国祥工贸有限公司
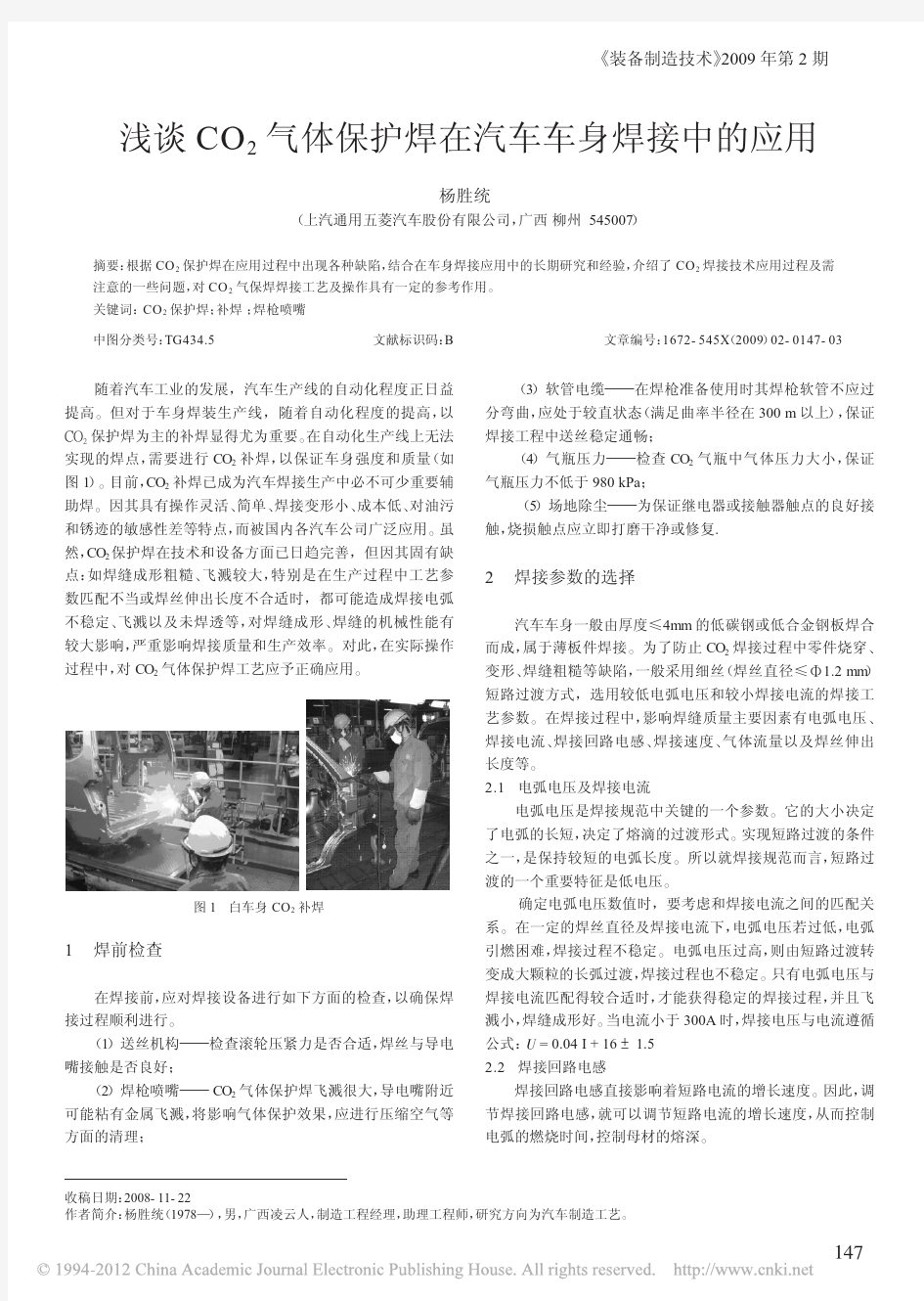
1.目的: 提高焊接工人的技术认知,规范焊接操作,避免焊接缺陷,提高焊接质量,为焊接工艺流程卡做准备。 2.范围: 适用公司内所有气体保护焊工段。 3.内容: 气体保护焊的工艺参数包括:焊丝直径,焊接电流,电弧电压,焊接速度,焊伸长度,气体流量,电源极性。 我们稍微一个不留神就会对焊缝造成缺陷,即费时又费力,关键是影响你自己的收益。 焊接时眼要准,手要稳,心要平,这是基本条件。 电流: 焊接电流的选择主要跟焊丝直径,焊件厚度,熔深要求,破口形式,熔滴过度形式有关。 电源外特性不变的情况下,改变送丝
速度电弧电压基本不变,焊接电流改变。电流决定送丝速度。 图例:电流对熔深起决定 性影响,电流越大熔 深越深。 每种焊丝直径 都有着合适的电流 范围。 60-130 (A) 1mm 80-160 (A)(本公司在使用) 100-180 (A) 140-260 (A) 电流过大时易烧穿、焊漏、产生裂纹、工件变形、飞溅多、余高凸起、明显感觉到焊枪在推自己的手跳跃的感觉使焊缝不能成型;电流过小时焊不透、夹渣、溶合不良、速度慢、熔深达不到。在保证质量的前提下尽量加大焊接电流来提高生产效率。 电压:
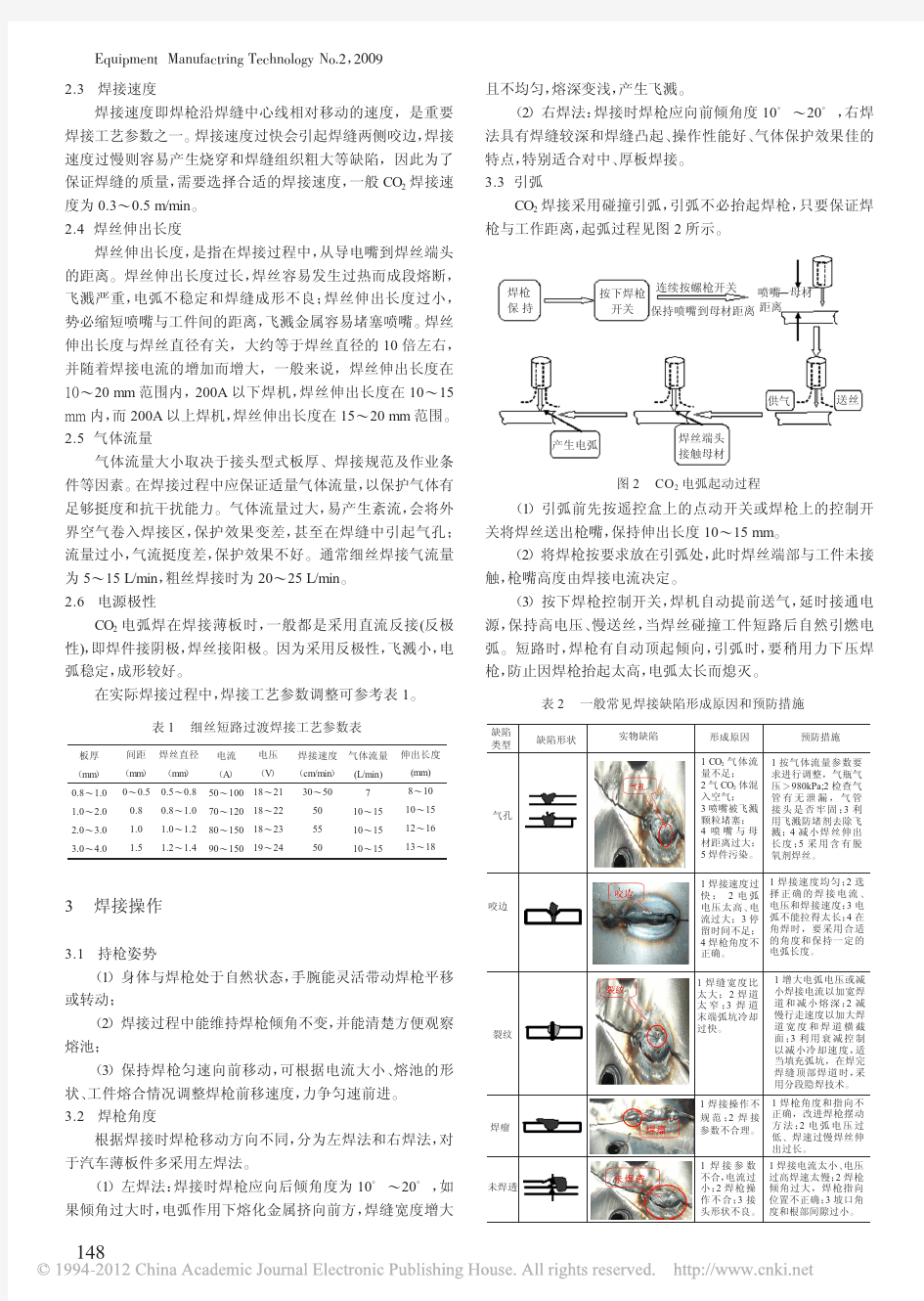
电弧电压影响熔滴过度,飞溅,短路频率,燃烧时间,熔宽,电流一定电压于熔宽成正比。 电压太小焊丝伸入熔池,影响电弧和焊缝易产生气孔;电压过大时会使熔宽增大伤害损害焊缝强度。 电弧电压要和焊接电流相匹配,合适才可以。 电压大时电流也要跟着上调到相应数值,反之电弧电压小焊接电流也要小。 电弧电压和 图例:焊接电流的计算 公式为: 焊接电流200 以下时U=+16±2 焊接电流200 以上时U=+20±2 焊伸长度: 焊伸长度=焊 丝直径的10-12倍 焊伸长度是导电嘴到焊伸末端。
课程考核方案 二0一三——二0 一四学年第Ⅰ学期 课程名称汽车车身焊接技术 授课班级 12装配1 授课教师张国良 院部现代汽车学院
目录 关于考试的说明 考核题目1 低碳钢板对接平焊 (1) 考核题目2 低碳钢板平角焊 (3) 考核题目3 低碳钢板I型坡口对接立焊 (5) 考核题目4 低碳钢板I型坡口对接二保焊 (7) 考核题目5 低碳钢板平角焊二保焊 (9) 考核题目6 2mm钢板搭接二保焊平焊 (11) 考核题目7 2mm钢板对接焊二保焊立焊 (13) 考核题目8 4mm不锈钢板对接TIG焊 (15) 考核题目9 6mm低碳钢板平角焊TIG焊 (17) 考核题目10 8mm低碳钢板直线气割 (19)
关于考试的说明 《车身焊接技术》采用实操考核方式,分数为100分。共分为10个考核题目。每个题目总分为100分,其中细分为3个考核项目:焊机及辅助工具的正确使用,焊件的焊接,焊后清理等习惯的考查。每个考核项目为100分,最后取平均值为该项目的最后考核分数。 焊机及辅助工具的使用主要考查学生对于焊机的使用,辅助工量具的使用,以及工作习惯的考查。 焊件的焊接主要考查学生焊前装配情况,焊接时焊接参数的选择,运条方法及焊接速度的控制以及关于熔池参数的观察。 焊后清理主要考查学生能否自觉的关闭焊机并能正确的清理维护焊机,场地的打扫等工作习惯的考查。 学生采用抽签的形式决定自身的考核题目。每个学生只能考核1项。
考核题目1:板I 型坡口对接手工电弧焊水平焊 考核要求 1、填空下列焊接工艺参数卡(见表1) 2、焊缝长300mm 、宽10mm 、余高0.5-2mm 、平直光滑无任何焊缝缺陷。 3、工时定额 工时定额为20min 。 4、安全文明生产 ①、能正确执行安全技术操作规程; ②、能按文明生产的规定,做到工作地整洁、工件、工具摆放整齐。 技术要求 1、要求自己选择焊接电流,按要求确定焊条角度和电弧长度。 2、焊后必须清理焊件表面飞溅,并且不得修饰、焊补。 3、必须严格遵守电弧焊安全操作规程。 4、材料:Q235 平敷焊
钢结构制作安装工艺规定 HOIST 二氧化碳气体保护焊焊接工艺规定 HSQB-1207-2008 2008年9月发布2008年10月实施 四川华神钢构有限责任公司 Sichuan Hoist Steel Structures Co., Ltd
二氧化碳气体保护焊焊接工艺规定 目录 第一节材料要求 (1) 第二节主要机具 (2) 第三节作业条件 (2) 第四节操作工艺 (4) 第五节质量标准 (14) 第六节成品保护 (14) 第七节应注意的问题 (15)
二氧化碳气体保护焊焊接工艺规定 适用范围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。 第一节材料要求 7.1.1 钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和 行业标准的规定,并应具有质量证明书或检验报告。如果用其它钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊。 7.1.2 焊丝焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的 焊接工艺性能。焊丝含C量一般要求<0.11%。其表面一般有镀铜等防锈措施。目前我国常用的C0 2 气体保护焊焊丝是H08Mn2SiA,其化学成分见GBl300-77(表8-1)。它适用于焊接低碳钢和抗拉强度为500MPa级的低合金结构钢。H08Mn2SiA焊丝熔敷金属的机械性能详见GB8110-87《二氧化碳气体保护焊用焊丝》。 7.1.3 C0 2 气体纯度不低于99.5%,含水量和含氧量不超过0.1%,气路系统中应设置干燥器和预热装置。当压力低于10个大气压时,不得继续使用。 7.1.4 焊件坡口形式的选择 要考虑在施焊和坡口加工可能的条件下,尽量减小焊接变形,节省焊材,提高劳动生产率,降低成本。一般主要根据板厚选择(见《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB985—88)。 7.1.5 不同板厚的钢板对接接头的两板厚度差(δ-δ1)不超过表7.1.5.1规定时, 则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄b),其削薄长度L≥3(δ-δ1)。 表7.1.5.1 较薄板厚度(δmm)≥2~5 >5~9 >9~12 >12 允许厚度差(δ-δ1)(mm) 1 2 3 4
CO2气体保护焊工艺参数 CO2气体保护焊工艺参数除了与一般电弧焊相同的电流、电压、焊接速度、焊丝直径及倾斜角等参数以外,还有CO2气体保护焊所特有的保护气成分配比及流量、焊丝伸出长度、保护气罩与工件之间距离等对焊缝成形和质量有重在影响。 ⑴焊接电流和电压的影响。与其他电弧焊接方法相同的是,当电流大时焊缝熔深大,余高大;当电压高时熔宽大,熔深浅。反之则得到相反的焊缝成形。同时焊接电流律为送丝速度大则焊接电流大,熔敷速度大,生产效率高。采用恒压电源等速成送丝系统时,一般规律为送丝速度大则焊接电流大,熔敷速度随之增大。但对CO2气体保护焊来说,电流、电压对熔滴过渡形式有更为特殊的影响,进而影响焊接电弧的稳定性及焊缝形成。因而有必要对熔滴过渡形式进行更深一步的阐述。 在电弧焊中焊丝作为外加电场的一极(用直流电源,焊丝接正极时称为直流反接,接负极时称为直流正接),在电弧激发后被产生的电弧热熔化而形成熔滴向母材熔池过渡,其过渡形式有多种,因焊接方法、工艺参当选变化而异,对于CO2气体保护焊而言,主要存在三种熔滴过渡形式,即短路过渡、滴状过渡、射滴过渡。以下简过这三种过渡形式的特点、与工艺参数(主要是电流、电压)的关系以及其应用范围。 短路过渡。短路过度是在细焊丝、低电压和小电流情况下发生的。焊丝熔化后由于斑点压力对熔滴有排斥作用,使熔滴悬挂于焊丝端头并积聚长大,甚至与母材的深池相连并过渡到熔池中,这就是短路过渡形式,见
下图: ()短路前()短路时()短路后 1)过渡主要特征是短路时间和短路频率。影响短路过渡稳定性的因素主要是电压,电压约为18~21V时,短路时间较长,过程较稳定。 焊接电流和焊丝直径也即焊丝的电流密度对短路过渡过程的影响也很大。在表(1)中列出了不同焊丝直径时的允许电流范围和最佳电流范围。在最佳电流范围内短路频率较高,短路过渡过程稳定,飞溅大,必须采取增加电路电感的方法以降低短路电流的增长速度,避免产生熔滴的瞬时爆炸和飞溅。另外一个措施是采用Ar-CO2混合气体(各约50%),因富Ar 气体下斑点压力较小,电弧对熔滴的排斥力较小,过程比较稳定和平静。细焊丝工作范围较宽,焊接过程易于控制,粗焊丝则工作范围很窄,过程难以控制。因此只有焊丝直径在ф1.2mm以下时,才可能采用短路过渡形式。短路过渡形式一般适用于薄钢板的焊接。 CO2气体保护焊稳定短路过渡时不同焊丝直径的电流范围
氩弧焊机焊接铁的工件时为什么会起泡? 在焊接的时候,要纯达到百分之九十九点九,风大焊接也要起泡,焊口不干净也容易起泡,氩气的气流量小也容易起泡。 氩弧焊焊接不锈钢为什么总起泡 不同于电焊,电焊焊接的时候是放在上面慢慢移动的,而氩弧焊焊接不锈钢的时候只需要“点焊”,就是靠自己的手一次次的点上去,电焊焊接的时候有焊条,而氩弧焊焊接的时候是用焊丝,焊接完后还要靠打磨,抛光才能漂亮的。。。 追问: 那我焊接的不锈钢管子的时候总有气泡,磨透几次重新焊都有气泡出现。走的快慢都一样,为什么还是有泡,焊口位置很干净的 焊接前是否进行了清理,为了保证,焊接前应将坡口两侧焊件表面清理干净,如有油污,可用酒精或丙酮擦拭,对表面要求高的要在适当范围内涂上调制的糊浆,一方飞溅 用直流正接 12mm厚钢板用混合气保护焊焊接时,CO2和氩气的比例应该是多少? 看到一条人工焊接的焊缝,12mm厚钢板,混合气保护焊,焊接后焊缝很平整,基本看不到鱼鳞纹,和自动焊焊缝没有区别,基本不用打磨,想咨询一下混合气CO2和氩气的比例应该是多少,我让师傅试过纯CO2焊接厚板,电流大的情况下鱼鳞纹比较明显,焊缝平整度不够,必须进行打磨才能美观。 采用80%+二氧化碳20%的混合气,如果是350型,电流调在250以上,如果是500型,电流调在350以上,匹配合适的电压,达到过渡效果即可实现。(焊起来声音很小,几乎没有飞溅) 氩气和co2混合气比例要多少才能达到焊接最佳状态 Ar+CO?10-20%弧稳,熔池流动性好,飞溅小,比纯氩焊速高。 Ar+CO?25%焊3mm以下焊速快,变形小,飞溅小。 Ar+CO?50%焊3mm以上飞溅小,在立焊和仰焊时控制熔池较好。 Ar+CO?25%稳定,飞溅小,成型好。 不锈钢 Ar+CO?25%稳定,飞溅小,成型好。
二氧化碳气体保护焊立焊的焊接手法. 电流电压会不会调?会调的话焊接立焊的时候电流要稍小点【相对平焊来说,当然也看个人掌握能力】你要知道一点:什么是电流电压正好,所谓电流电压正好就是,焊丝出来后,电压能把它充分溶解。焊立焊电流电压在正好的基础上,电压要比正好值稍大一点。 1:把立焊位置的卫生打扫干净{重点注意油脂、定位焊药渣、水=} 2:要知道准备焊接的焊角大小,先按照焊角大小烧出个标准焊角。注意高质量焊接必须是从下往上焊接! 3:靠标准焊角一边开始引弧,焊丝左右摆动的时候注意不要超出熔池{焊丝充分溶解所形成的}范围,左右摆动的时候要在两边停顿一下,时间长短看焊角确定,要是焊角要求太大的话建议多重焊接、一般第一遍小点下面好焊接、要是一次太大的话容易厚度不够也难看、容易两边鼓起。在左右摆动的时候一定要控制好节奏慢慢往上焊接,【注意手一定要稳,这是焊接高质量的必要前提】 4:过定位点的方法:有很多种在这里给你主要讲诉2个 一:直接过渡法,注意对个人掌握能力要求很高,在焊接到定位点的时候直接摆动往上烧,注意手要快不要在中间停留,自然过渡过去就好,两边停留时间看个人掌握。【注意因为过渡快,溶解不透定位点,容易炸焊,要穿好防护衣。二:点焊过渡法,在焊接到定位点的时候,停下以左右摆动2次为一来回,点焊过渡直到过去定位点,继续焊接就好了。 5:在焊接结束的时候,有熔池出现一定要点焊补满{俗称包头、包角} 6:如果是弧度爬坡焊立焊,要求焊角很小的话,可以不摆直接挑上去,技术要求有点高。 7:以上是高质量焊接立焊的个人总结,要求低的话也可以倒流,但我要说句:‘技术低的可能觉得那种方法要求不高,但要我说倒流才能看出一个人的焊接技术。自己理解呵呵 可以的话麻烦多加几分,有不懂的话加我好友,很高兴能帮助你。 二氧化碳气体保护焊 教学目的: 1.能够正确选择半自动二氧化碳气体保护焊焊接工艺参数; 2.能够进行半自动二氧化碳气体保护焊板对接平、立位置的焊接。 教学重点和难点: 1.正确选择焊接工艺参数;
二氧化碳保护焊接规范和操作工艺作业指导书分类:默认栏目 二氧化碳保护焊接规范和操作工艺作业指导书 二氧化碳气体保护焊用的CO 2气体,大部分为工业副产品,经过压缩成液态装瓶供应。在常温下标准瓶满瓶时,压力为5~7MPa(5 O~7 Okgf/cm2)。低于1 MPa(1 0个表压力)时,不能继续使用。焊接用的C02气体,一般技术标准规定的纯度为9 9%以上,使用时如果发现纯度偏低,应作提纯处理。 二氧化碳气体保护焊进行低碳钢和低合金钢焊接时,为保证焊缝具有较高的机械性能和防止气孔产生,必须采用含锰、硅等脱氧元素的合金钢焊丝,同时还应限制焊丝中的含碳量。其中H08Mn 2SiA使用较多,主要用于低碳钢和低合金钢的焊接;H 04Mn 2SiTiA含碳量很低,而且含有0.2%~0.4%的钛元素,抗气孔能力强,用在对致密性要求高的焊缝上。 二氧化碳气体保护焊的规范参数包括电源极性、焊丝直径、电弧电压、焊接电流、气体流量、焊接速度、焊丝伸出长度、直流回路电感等。 (一)电源极性二氧化碳气体保护焊焊接一般材料时,采用直流反接;在进行高速焊接、堆焊和铸铁补焊时,应采用直流正接。 (二)焊丝直径二氧化碳气体保护焊的焊丝直径一般可根据表选择。 (三)电弧电压和焊接电流对于一定直径的焊丝来说,在二氧化碳气体保护焊中,采用较低的电弧电压,较小的焊接电流焊接时,焊丝熔化所形成的熔滴把母材和焊丝连接起来,呈短路状态称为短路过渡。大多数二氧化碳气体保护焊工艺都采用短路过渡焊接。当电弧电压较高、焊接电流较大时,熔滴呈小颗粒飞落称为颗粒过渡。∮1.6或∮2.0mm的焊丝自动焊接中厚板时,常采用这种过渡。∮3mm以上的焊丝应用较少。∮O.6~∮1.2mm的焊丝主要采用短路过渡,随着焊丝直径的增加,飞溅颗粒的数量就相应增加。当采用∮1.6mm的焊丝,仍保持短路过渡时,飞溅就会非常严重。 二氧化碳气体保护焊焊丝直径选用表(mm) 母材厚度 ≤4 >4 焊丝直径 0.5~1.2 1.O~1.6
汽车车身焊装工艺技术(DOCX 51页)
汽车车身焊装工艺 汽车车身装配主要采用焊接方式,在汽车车身结构设计时就必须考虑零部件的装配工艺性。焊装工艺设计与车身产品设计及冲压工艺设计是互相联系、互相制约的,必须进行综合考虑,它是影响车身制造质量的重要因素。 第一节焊装工艺分析 工艺性好坏的客观评价标准就是在一定的生产条件和规模下,能否保证以最少的原材料和加工劳动量,最经济地获得高质量的产品。影响车身焊装工艺性的主要因素有生产批量、车身产品分块、焊接结构、焊点布置等。 一.生产批量 车身的焊装工艺主要由生产批量的大小确定的。一般来说,批量越小,夹具的数量越少,自动化程度越低,每台夹具上所焊的车身产品件数量越多;反之,批量越大,焊装工位越多,夹具数量越多,自动化程度越高,每台夹具上所焊的车身产品件数量越少。 1.生产节拍的计算 生产节拍是指设备正常运行过程中,单位产品生产所需要的时间。 假设某车年生产纲领是30000辆份 / 年 工作制:双班,250个工作日,每个工作日时间为8小时
设备开工率:85% 则生产节拍的计算为: 2.时序图设计 时序图(TIME CHART)是指一个工位从零部件上料到焊好后合件取料的整个过程中所有动作顺序、时间分配以及相互间互锁关系,这些动作包括上下料(手动或自动),夹具夹紧松开,自动焊枪到位、焊接、退回以及传送装置的运动等。生产线上每个工位的时序图设计总时间以满足生产节拍为依据,同时时序图也是焊装线电气控制设计的技术文件和依据,是机电的交互接口。 如图4-1所示为一张时序图,它的内容包括: (1)设备名称,它是以完成动作的单元来划分。例如移动装置,夹具单元1,焊接,车身零部件名称等。其中车身零件名称表示上料动作,组件名称表示取料动作。 2)相应设备的动作名称,它是以动力源的动作来划分的。例如移动装置是由气缸驱动上下运动和电机驱动工位间前后运动组成,它的动作名称分别为上升,下降,前进,后退;再例如夹具是由夹紧气缸驱动夹紧,它的动作名称分为夹紧,打开等。 (3)各动作顺序及时间分配,动作时间表分配是以坐标网格的形式标记,每格单位为5秒,一个循环总时间为生产节拍,各动作之间的前后顺序关系图用箭头线标识。一般气缸
二氧化碳气体保护焊焊接工艺 适用围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。 第一节材料要求 1.1 钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定,并应具有质量证明书或检验报告。如果用其它钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊。 1.2 焊丝焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的焊接工艺性能。焊丝含C量一般要求<0.11%。其表面一般有镀铜等防锈措施。目前我国常用的CO2气体保护焊焊丝是H08Mn2SiA,其化学成分见GB1300-77。它适用于焊接低碳钢和抗拉强度为500MPa级的低合金结构钢。H08Mn2SiA焊丝熔敷金属的机械性能详见GB8110-87《二氧化碳气体保护焊用焊丝》。 1.3CO2气体纯度不低于99.5%,含水量和含氧量不超过0.1%,气路系统中应设置干燥器和预热装置。当压力低于10个大气压时,不得继续使用。 1.4焊件坡口形式的选择 要考虑在施焊和坡口加工可能的条件下,尽量减小焊接变形,节省焊材,提高劳动生产率,降低成本。一般主要根据板厚选择(见《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB985-88)。 1.5 不同板厚的钢板对接接头的两板厚度差(δ-δ1)不超过表5.1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄b),其削薄长度L≥3(δ-δ1)。
摘要 焊装作为汽车生产过程的四大工艺之一,焊接质量的高低对轿车车身尺寸的影响至关重要,可以说,在车身制造过程中,焊装是关键工序,是整个车身制造的核心,白车身焊接质量的优劣决定了整车的制造质量。焊接夹具是保证车身焊接质量的最重要因素,焊接夹具的主要作用就是保证所有焊接冲压件之间的相对位置以及焊接件的尺寸精度,合理的夹具设计、焊点规划、焊钳选择,可以确保焊接质量,降低生产成本,提高生产效率。 本文首先分析了汽车车轮轮罩焊装夹具设计的必要性和可行性;然后围绕车轮轮罩焊装夹具设计这一核心,通过对汽车焊装生产线、汽车焊装夹具的结构特点进行分析,归纳了焊装夹具的设计步骤和要点;重点对汽车车轮轮罩进行焊装工艺分析,研究了汽车车轮轮罩焊装夹具正确的夹紧位置及定位设计方式;最终完成汽车车轮轮罩焊装夹具的结构设计。 关键词:汽车;轮罩;焊接;夹具;设计
ABSTRACT Welding production process as a vehicle one of the four processes, the level of welding quality on body size of car is essential, can be said that the manufacturing process in the body, welding is the key process is the core of the whole body manufacturing, white body determines the merits of quality welding vehicle manufacturing quality.Welding fixture is guarantee body welding quality most important factor, the main role of welding fixture to ensure that all welding is the relative position between the stamping and welding parts for dimensional accuracy, and reasonable fixture design, solder joint planning, welding clamp selection, to ensure weld quality, reduce production costs and increase productivity. Firstly, this paper analyzes the automobile wheel cover design of welding fixture necessity and feasibility; Then around the wheel cover on the core welding fixture design, welding production line of automobile, car welding fixture to analyze the structural characteristics, summarizes the steps and welding fixture design elements; Focus on the car hood for welding wheel analysis of the technology of automobile wheel cover clamp welding fixture correct location and orientation design approach; Finally completed the car wheel covers the structural design of welding fixture. Key words: Automobile; Wheel Casing; Welding ; Jig; Design
汽车车身焊接技术现状及发展趋势 胡冠军 保定长城华北汽车有限责任公司河北074000 摘要:当今的汽车工业正在朝着节省能源、低碳环保、安全舒适和车身轻量化方向发展,因而轻合金、高强度钢和碳素纤维等材料在汽车车身的制造中被越来越多的采用,所以对于车身焊接技术的要求越来越高,摩擦搅拌点焊、胶接点焊、激光焊接、等离子焊接和中频点焊等焊接技术已较广泛地应用,本文就对汽车车身焊接技术现状及发展趋势做了简要分析。 关键词:汽车;车身焊接;现状;发展趋势 中图分类号:F407.471文献标识码:A 1、引言 针对现代汽车车身轻量化,以及对车身品质、可靠性、安全性要求高的特点,加上高节拍生产,对车身结构和焊装工艺的要求也进一步提高,新材料应用和新焊接技术迅速发展,焊装几何尺寸精度提高,此外,世界上已普遍采用信息化工程技术开发车身焊装生产线装备,焊装生产线装备已实现了高度自动化,2012年我国汽车产销突破1900万辆,创历史新高,而且汽车行业形成了多品种、全系列的各类整车和零部件生产及其配套体系,为保持我国汽车工业的稳步、快速发展,我国于2009年提出了“汽车产业振兴计划”。提出加强关键技术研发,加快技术改造,提升企业素质;以新能源汽车为突破口,加强自主创新,培育自主品牌,形成新的竞争优势,促进汽车产业持续、健康、稳定发展的思路。由于车身焊接技术水平和质量直接影响车身结构强度、安全性和生产率,由此带来车身焊装生产的新特点,对车身焊装提出了新要求。 2、车身新材料和焊接新技术 2.1、车身新材料 随着汽车工业的发展,为了节约能源和安全性考虑,车身采用大量新型材料。车身结构材料从单一钢结构,逐步向高强度优质钢结构,进而向轻质合金和复合材料结构发展。 (1)轻合金材料 为了使车身重量变得更轻,国外汽车厂商在车身结构设计中开始采用轻合
二氧化碳气体保护焊立焊的焊接手法.
二氧化碳气体保护焊立焊的焊接手法. 电流电压会不会调?会调的话焊接立焊的时候电流要稍小点【相对平焊来说,当然也看个人掌握能力】你要知道一点:什么是电流电压正好,所谓电流电压正好就是,焊丝出来后,电压能把它充分溶解。焊立焊电流电压在正好的基础上,电压要比正好值稍大一点。 1:把立焊位置的卫生打扫干净{重点注意油脂、定位焊药渣、水=} 2:要知道准备焊接的焊角大小,先按照焊角大小烧出个标准焊角。注意高质量焊接必须是从下往上焊接! 3:靠标准焊角一边开始引弧,焊丝左右摆动的时候注意不要超出熔池{焊丝充分溶解所形成的}范围,左右摆动的时候要在两边停顿一下,时间长短看焊角确定,要是焊角要求太大的话建议多重焊接、一般第一遍小点下面好焊接、要是一次太大的话容易厚度不够也难看、容易两边鼓起。在左右摆动的时候一定要控制好节奏慢慢往上焊接,【注意手一定要稳,这是焊接高质量的必要前提】4:过定位点的方法:有很多种在这里给你主要讲诉2个 一:直接过渡法,注意对个人掌握能力要求很高,在焊接到定位点的时候直接摆动往上烧,注意手要快不要在中间停留,自然过渡过去就好,两边停留时间看个人掌握。【注意因为过渡快,溶解不透定位点,容易炸焊,要穿好防护衣。二:点焊过渡法,在焊接到定位点的时候,停下以左右摆动2次为一来回,点焊过渡直到过去定位点,继续焊接就好了。 5:在焊接结束的时候,有熔池出现一定要点焊补满{俗称包头、包角} 6:如果是弧度爬坡焊立焊,要求焊角很小的话,可以不摆直接挑上去,技术要求有点高。 7:以上是高质量焊接立焊的个人总结,要求低的话也可以倒流,但我要说句:‘技术低的可能觉得那种方法要求不高,但要我说倒流才能看出一个人的焊接技术。自己理解呵呵 可以的话麻烦多加几分,有不懂的话加我好友,很高兴能帮助你。 二氧化碳气体保护焊 教学目的: 1.能够正确选择半自动二氧化碳气体保护焊焊接工艺参数; 2.能够进行半自动二氧化碳气体保护焊板对接平、立位置的焊接。 教学重点和难点:
二氧化碳焊接工艺--焊接工艺指导书(CO2焊) 一、基本原理 CO2气体保护焊是以可熔化的金属焊丝作电极,并有CO2气体作保护的电弧焊。是焊接黑色金属的重要焊接方法之一。 二、工艺特点 1. CO2焊穿透能力强,焊接电流密度大(100-300A/m2),变形小,生产效率比焊条电弧焊高1-3倍 2. CO2气体便宜,焊前对工件的清理可以从简,其焊接成本只有焊条电弧焊的40%-50% 3. 焊缝抗锈能力强,含氢量低,冷裂纹倾向小。 4. 焊接过程中金属飞溅较多,特别是当工艺参数调节不匹配时,尤为严重。 5. 不能焊接易氧化的金属材料,抗风能力差,野外作业时或漏天作业时,需要有防风措施。 6. 焊接弧光强,注意弧光辐射。 三、冶金特点 CO2焊焊接过程在冶金方面主要表现在: 1. CO2气体是一种氧化性气体,在高温下分解,具有强烈的氧化作用,把合金元素烧损或造成气孔和飞溅等。解决CO2氧化性的措施是脱氧,具体做法是在焊丝中加入一定量脱氧剂。实践表明采用Si-Mn脱氧效果最好,所以目前广泛采用H08Mn2SiA/H10Mn2Si等焊丝。 四、焊接材料 1. 保护气体CO2 用于焊接的CO2气体,其纯度要求≥99.5%,通常CO2是以液态装入钢瓶中,容量为40L的标准钢瓶可灌入25Kg的液态CO2,25Kg的液态CO2约占钢瓶容积的80%,其余20%左右的空间充满气化的CO2。气瓶压力表上所指的压力就是这部分饱和压力。该压力大小与环境温度有关,所以正确估算瓶内CO2气体储量是采用称钢瓶质量的方法。(备注:1Kg的液态CO2可汽化509LCO2气体) 2. CO2气瓶外表漆黑色并写有黄色字样 3. 市售CO2气体含水量较高,焊接时候容易产生气孔等缺陷,在现场减少水分的措施为: 1) 将气瓶倒立静置1-2小时,然后开启阀门,把沉积在瓶口部的水排出,可放2-3次,每次间隔30分钟,放后将气瓶放正。 2) 倒置放水后的气瓶,使用前先打开阀门放掉瓶上面纯度较低的气体,然后在套上输气管。 3) 在气路中设置高压干燥器和低压干燥器,另外在气路中设置气体预热装置,防止CO2气中水分在减压器内结冰而堵塞气路。 2. 焊接材料(焊丝) 1.)焊丝要有足够的脱氧元素 2.)含碳量Wc≤0.11%,可减少飞溅和气孔。
试论汽车车身的焊接新技术及应用 作者:胥磊 来源:《科技创新导报》2012年第17期 摘要:在汽车制造工业中,按照汽车的车身不同,需要的零部件不同以及安装技术的要求不同等,就需要采用多样化的新型焊接技术。基于此,本文主要对汽车车身的焊接新技术及应用进行了探讨。 关键词:汽车车身焊接新技术应用 中图分类号:U284 文献标识码:A 文章编号:1674-098X(2012)06(b)-0064-01 1 新型的电阻焊技术 1.1 中频电阻焊 在中频电阻焊中,它的控制电源是三相交流电经过整流电路后变成脉动直流电的过程,然后通过由功率开关器件组合而成的逆变电路转变为中频方,再与变压器进行连接,经过变压器的降压后通过整流电路变成脉动电流,将电流以直流电的形式供给电极,最后进行焊接工作。 在进行生产车身的零部件时,主要用到的设备是能够提供固定式的大功率中频电阻焊,可以对车身的零部件进行凸焊或者多头点凸焊等。例如成焊宝玛曾给神龙提供了次级整流方式和以中频电源为主的专用凸焊专机,这种专机的容量从以前的200kVA降低为40kVA,大大提高了焊接的质量。 在进行装焊车身的生产过程中,在悬挂式电焊钳以及机器人电焊钳上会用到中频电阻焊。近几年来,中频电焊已经被广泛应用到镀锌钢板和高强度钢板的焊接上面。例如在大众、宝来等生产线上会做出如下规定:凡是进行焊接高强度钢板或者镀锌钢板时都必须应用中频电焊技术。上海和烟台则通用景程生产线进行侧围焊接,由于长期以来焊接的质量不过关,因此采用中频电焊技术在A柱部位进行焊接。而其他的一些汽车公司相继采用中频点焊技术也取得了比较不错的成效。 为了能够在车身焊接这一生产线上提高机器人的点焊质量、降低机器人抓举过程中的承载的负荷,因此广泛的使用了机器人中频点焊工艺。 1.2 伺服点焊钳 目前伺服点焊钳已经成为点焊技术里的一个新技术。经由伺服电机或者是伺服气缸来规划焊接的具体行程和焊接压力。伺服控制器既可以充当焊接机器人里的一部分控制系统,也可以当作单独的伺服控制器,通过它来让焊接压力经由反馈传感器生成可编程的伺服加压系统,这个
二氧化碳气体保护焊焊接工艺 适用范围:本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定了一般低碳钢、普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。 第一节材料要求 1.1 钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定,并应具有质量证明书或检验报告。如果用其它钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊。 1.2 焊丝焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的焊接工艺性能。焊丝含C量一般要求<0.11%。其表面一般有镀铜等防锈措施。目前我国常用的CO2气体保护焊焊丝是H08Mn2SiA,其化学成分见GB1300-77。它适用于焊接低碳钢和抗拉强度为500MPa级的低合金结构钢。H08Mn2SiA焊丝熔敷金属的机械性能详见GB8110-87《二氧化碳气体保护焊用焊丝》。 1.3CO2气体纯度不低于99.5%,含水量和含氧量不超过0.1%,气路系统中应设置干燥器和预热装置。当压力低于10个大气压时,不得继续使用。 1.4焊件坡口形式的选择 要考虑在施焊和坡口加工可能的条件下,尽量减小焊接变形,节省焊材,提高劳动生产率,降低成本。一般主要根据板厚选择(见《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》GB985-88)。 1.5 不同板厚的钢板对接接头的两板厚度差(δ-δ1)不超过表5.1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄b),其削薄长度L≥3(δ-δ1)。
二氧化碳气体保护焊的焊接参数设定 二氧化碳气体保护焊的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、气体流量、干伸长度、电源极性、回路电感、焊枪倾角。 一、焊丝直径,焊丝直径影响焊缝熔深。本文就最常用的焊丝直径1.2mm实心焊丝展开论述。牌号:H08MnSiA。焊接电流在150~300时,焊缝熔深在6~7mm。 二、焊接电流,依据焊件厚度、材质、施焊位置及要求的过渡形式来选择焊接电流的大小。短路过渡的焊接电流在110~230A之间(焊工手册为40~230A);细颗粒过渡的焊接电流在250~300A之间。焊接电流决定送丝速度。焊接电流的变化对熔池深度有决定性的影响,随着焊接电流的增大,熔深明显增加,熔宽略有增加。 三、电弧电压,电弧电压不是焊接电压。电弧电压是在导电嘴和焊件之间测得的电压,而焊接电压是焊机上的电压表所显示的电压。焊接电压是电弧电压与焊机和焊件间连接的电缆上的电压降之和。通常情况下,电弧电压在17~24V之间。电压决定熔宽。 四、焊接速度,焊接速度决定焊缝成形。焊接速度过快,熔深和熔宽都减小,并且容易出现咬肉、未熔合、气孔等焊接缺陷;过慢,会出现塌焊、增加焊接变形等焊接缺陷。通常情况下,焊接速度在80mm/min比较合适。 五、气体流量,CO2气体具有冷却特点。因此,气体流量的多少决定保护效果。通常情况下,气体流量为15L/min;当在有风的环境中作业,流量在20L/min以上(混合气体也应当加热)。 六、干伸长度,干伸长度是指从导电嘴到焊件的距离。保证干伸长度不变是保证焊接过程稳定的重要因素。干伸长度决定焊丝的预热效果,直接影响焊接质量。当焊接电流、电压不变,焊丝伸出过长,焊丝熔化快,电弧电压升高,使焊接电流变小,熔滴与熔池温度降低,会造成未焊透、未熔合等焊接缺陷;过短,熔滴与熔池温度过高,在全位置焊接时会引起铁水流失,出现咬肉、凹陷等焊接缺陷。根据焊接要求,干伸长度在8~20mm之间。另外,干伸长
汽车车身焊接技术现状及发展趋势 当前汽车已经成为了一种非常重要的交通工具,对于人们的生活有着非常重要的影响,而在进行汽车制造的过程中,必须要注意对于车身焊接技术方面的控制。对此汽车企业一定要重视起焊接技术的创新和研发,促使汽车车身焊接技术得到全面的进步,从而为企业未来的发展作出贡献和保障。基于此本文分析了汽车车身焊接技术现状及发展趋势。 标签:汽车车身;焊接技术;现状;发展趨势 一、我国汽车制造业发展概述 (一)汽车工业发展现状 近些年来,随着我国经济增速的不断加快,人们的生活水平得到了有效的提高,而我国的汽车产业也得到了更好的发展,我国的汽车销量已经连续多年保持世界第一,另一方面,汽车产业的发展也有效地推动了我国经济的进一步发展,为我国的经济增长做出了巨大的贡献。我国的汽车产业经过了多年的发展,在生产和制造等各个方面都已经形成了一定的体系,当前国家大力倡导可持续发展和节能减排,也使得我国传统的汽车制造业面临着新的机遇和挑战,因此也使得我国的汽车制造业出现了一些新的特征,而这些新特点和新要求的出现也对汽车车身的焊接提出了新的要求。 (二)现代车身焊装的特点 由于现代汽车在结构和功能等各个方面都产生了新的变化,这些变化的产生也对车身焊装的工艺和技术提出了一系列新的要求。当前汽车车身往往更加的轻,所以相比于老式汽车,当前汽车车身更多的是采用的新型的材料,在焊接方面也采用了更多的新焊接技术。当前人们对于汽车的安全性能有着较高的要求,而车身的焊接对于汽车质量有着重要的影响,所以人们也十分注重车身的焊接质量。车身的焊接影响着车身的美观,所以为了能够使得汽车的车身品质得到有效的提升,对于焊装的几何尺寸要求也更加精确,现在汽车的品牌和型号都十分丰富,所以说焊接技术也应该适应混合焊装生产。 (三)车身焊接的基本原理 在一辆车的车身上,焊点的个数高达上千个,在控制车身焊接质量的过程中,这些焊点起到了非常重要的控制作用,而在进行车身焊接的过程中,大都是采用点焊的方式,点焊就是把焊件变成搭接的接头,使得焊件压紧在两个电极之间,然后再运用电阻热把母材金属熔化,然后形成焊点。在车身上进行点焊的过程中主要包括四个基本的流程,分别是预压、焊接、保持和休止。在对于焊件进行预压的过程中,是没有电流经过的,只需要施加压力给母材金属即可。
汽车车身夹具 随着汽车制造业的飞速发展,技术竞争愈来愈激烈,人们对于汽车车身的设计和制造提出了更高的要求。汽车车身焊装生产技术在其中扮演了重要的角色。 1. 车身焊装通用夹具的应用对象 汽车车身壳体是一个复杂的结构件,一辆汽车的车身由数百个冲压件,经点焊、凸焊、气体保护焊、钎焊以及粘结等工艺连接而成。定位迅速准确的焊装夹具、日益精湛的焊接技术、日臻完善的质量控制手段、立体布置的自动化生产线和大量自动化焊接设备的应用,构成了现代汽车车身焊装技术。 车身在焊装过程中,需要专门的焊装夹具来对零件或合件的相对位置进行定位,并将其夹紧贴合。一般来说,为适应同类汽车车型的生产制造,缩短新车型推出的周期,降低工装设备成本,提高企业的市场竞争力,许多通用夹具的设计应运而生。 2. 车身焊装通用夹具的特点 2.1 定位夹紧部位设计成可调整结构 焊装夹具由定位与夹紧两大因素构成,可行的焊装夹具必须保证定位准确,和钣金件良好的贴合性。同时定位夹紧部位设计成在适用车型范围内可调整的结构,如图一所示: (图一) 调整垫块 调整垫块 压紧块 定位块 支架 销支架
压紧块和定位块是对应于不同的车型成套使用的,为尽量减少压紧块和定位块的工装储备,在简单车型更换时(如夹紧部位仅在一个方向上平移,而夹紧的钣金件断面形状不发生变化),则加装调整垫块来解决。 2.2 采用可移动夹具单元设计 当车型更换时,在夹紧部位发生较大范围移动的情况下,一般把一个或几个夹具单元放在移动板上,而移动板则靠滚珠导轨来支撑和导向,并有气缸或液压缸推动。如图二所示。 (图二) 2.3 大量使用标准化零部件 为提高焊装夹具零部件的互换性,缩短焊装夹具的研制周期,降低焊装夹具的设计制造成本,通用焊装夹具尽可能的使用了标准化零部件。如标准支架、销支架、铰接头、导向装置等等。
汽车车身焊接技术现状及发展 随着经济社会“人人有车”的现象出现,汽车工业可谓是飞速发展。要实现汽车质量好,市场占有率高,就要回到汽车本身的制造环节-车身焊接技术。车身焊机技术是汽车生产制造的关键一步,能否将这一步走好、走踏实是决定汽车工业能否持续飞速发展的重要因素。 标签:汽车;车身焊接;焊接技术 随着社会的不断发展,人们的生活品质不断提高,对汽车的态度也从刚开始的“代步工具”逐渐发展到高品质、节能环保的安全汽车。面对这一要求,汽车生产商也不断研发新技术应用于汽车。特别是车身焊接技术,不仅是汽车生产的关键环节,如果能够突破自身发展,又是汽车生产的一大进步。因此,研究汽车车身焊接现状以及对其未来发展的分析是促进车身焊接技术的必要环节。 1 汽车车身焊接技术的现状 1.1 汽车车身焊接的特点 汽车车身焊接对于汽车生产起着承前启后的作用,国内车身焊接主要呈现以下几个特点。(1)注重车身焊接的实用性。现在人们对于汽车的购买已不像从前只注重汽车的外观,还注重汽车的实用,这也是车身焊接注重实用的原因。生产汽车的主要目的是代步,因此必须要提高车身焊接的实用性,保证汽车的质量。提高车身焊机技术,可以激发消费者购买欲望,提高市场占有率,这也是企业生产商的一大期望。(2)汽车车身焊接的集大成性。现在无论生产制造什么,不可能仅仅依靠一两门学科领域知识,汽车车身焊接则利用了多个学科领域的知识,并且使这些知识并不仅仅局限于应用于一个项目,而是相互结合起来运用于汽车车身焊接的多个项目,学科之间的界限已经淡化。(3)关联性。汽车车身焊接这一技术不是一个独立的生产技术和项目,而是与汽车生产的各个环节相关联,车身焊接这一环节还对其他环节有着影响。(4)车身焊接注重安全性。安全,是汽车生产各个环节都必须放在首位的要素。(5)汽车车身焊接具有广泛性。所焊接的汽车部件不仅仅局限于某一类型的汽车,还可广泛应用于其他类型的汽车。(6)车身焊接技术更新速度快。由于市场需求在不断变化,汽车车身焊机也必须跟上这一步伐来适应时代的要求,满足市场需要。 1.2 汽车车身焊接技术 汽车车身焊接技术不是一项独立的技术,有时需要将多项技术融合为一体。因此,我们需要掌握常用的一些汽车车身焊接技术,在这些技术基础上不断更新创造出新的焊接技术。(1)电阻焊技术。电阻焊技术顾名思义就是利用电流将所需焊接工件加热或塑形,从而使金属之间相结合的方法。在车身焊接过程中,点焊是电阻焊技术中最常用的方法。要进行点焊,必须要有焊点,在汽车车身一般有3000至5500不等的焊点。点焊技术当中较好的方法有胶接点焊技术,这一技
代号焊接方法 1 电弧焊 11 无气体保护电弧焊 111 手弧焊 112 重力焊 113 光焊丝电弧焊 114 药芯焊丝电弧焊 115 涂层焊丝电弧焊 116 熔化极电弧点焊 118 躺焊 12 埋弧焊 121 丝极埋弧焊 122 带极埋弧焊 13 熔化极气体保护电弧焊 131 MIG焊:熔化极惰性气体保护焊(含熔化极Ar弧焊) 135 MAG焊:熔化极非惰性气体保护焊(含CO 保护焊) 2 136 非惰性气体保护药芯焊丝电弧焊 137 非惰性气体保护熔化极电弧点焊 14 非熔化极气体保护电弧焊 141 TIG焊:钨极惰性气体保护焊(含钨极Ar弧焊) 142 TIG点焊 149 原子氢焊 15 等离子弧焊 151 大电流等离子弧焊 152 微束等离子弧焊 153 等离子弧粉末堆焊(喷焊) 154 等离子弧填丝堆焊(冷、热丝) 155 等离子弧MIG焊 156 等离子弧点焊 18 其它电弧焊方法 181 碳弧焊 185 旋弧焊 2 电阻焊 21 点焊 22 缝焊 221 搭接缝焊 223 加带缝焊 23 凸焊 24 闪光焊
25 电阻对焊 29 其它电阻焊方法 291 高频电阻焊 3 气焊 31 氧-燃气焊 311 氧-乙炔焊 312 氧-丙烷焊 313 氢-氧焊 32 空气-燃气焊 321 空气-乙炔焊 322 空气-丙烷焊 33 氧-乙炔喷焊(堆焊) 4 压焊 41 超声波焊 42 摩擦焊 43 锻焊 44 高机械能焊 441 爆炸焊 45 扩散焊 47 气压焊 48 冷压焊 7 其它焊接方法 71 铝热焊 72 电渣焊 73 气电立焊 74 感应焊 75 光束焊 751 激光焊 752 弧光光束焊 753 红外线焊 76 电子束焊 77 储能焊 78 螺柱焊 781 螺柱电弧焊 782 螺柱电阻焊 9 硬钎焊、软钎焊、钎接焊91 硬钎焊 911 红外线硬钎焊 912 火焰硬钎焊