删除几何公差方法
很多人都问我,要删除几何公差非要把原尺寸一起删除吗?答案是否定的。
下面我介绍下:
第一、
首先在工程图里点击
第二、
找到你要删除的几何公差,选中
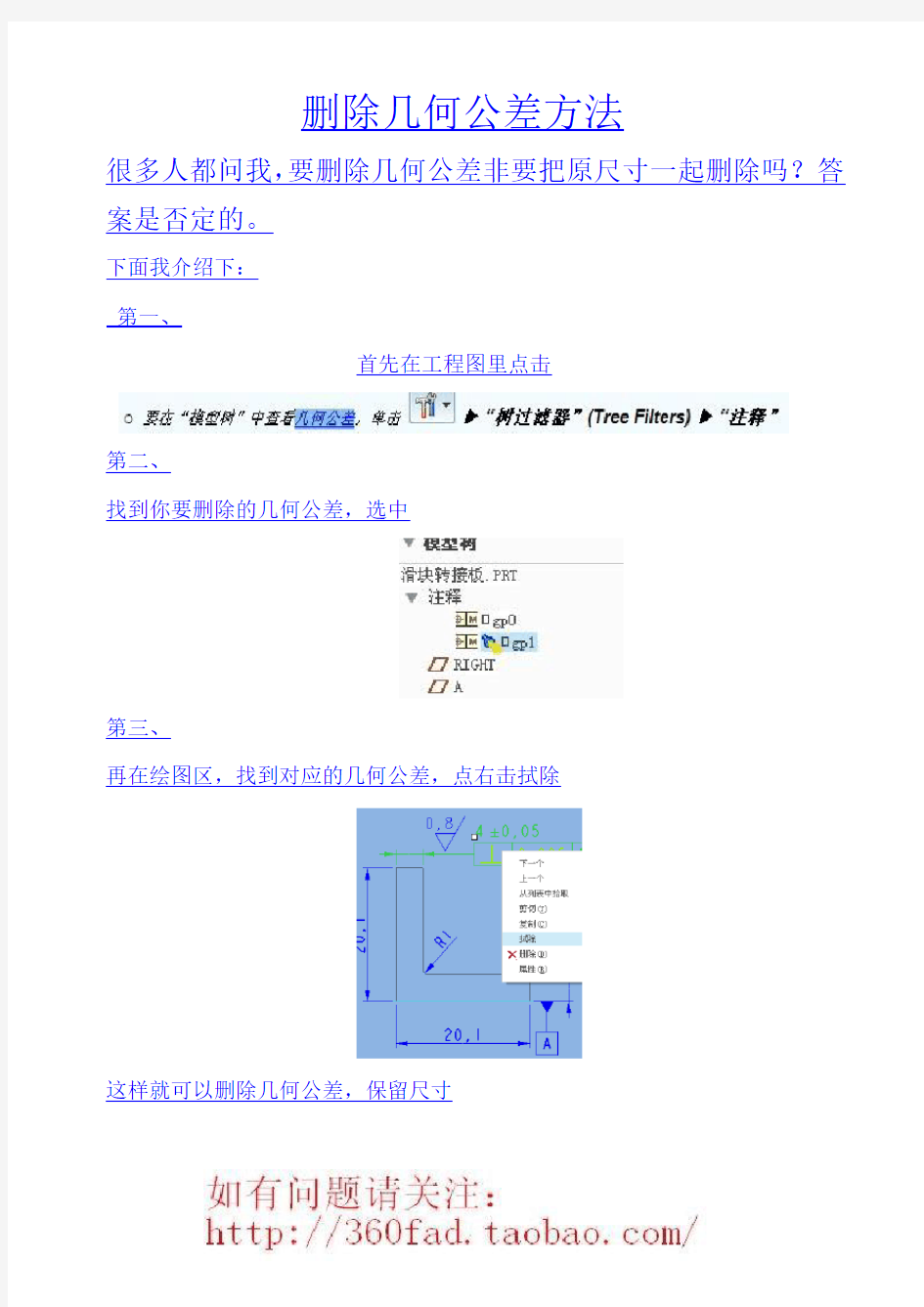
第三、
再在绘图区,找到对应的几何公差,点右击拭除
这样就可以删除几何公差,保留尺寸
形位公差标注示例
8.6.3 形位公差标注示例 形位公差的标注示例如图8.6.2-1、图8.6.2-2所示。 图8.6.2-1 图8.6.2-2 图中各符号的含义为: 框 中的○是圆度的符号,表示在垂直于轴线的任一正截面上,Ф100圆必须位于半径差为格 公差值0.004的两同心圆之间。 框 中的∥是平行度的符号,表示零件右端面必须位于距离为公差值0.01,且平行基准格 平面A的两平行平面之间。 框 中的⊥是垂直度的符号,表示零件上两孔轴线与基准平面B的垂直度误差,必须格 位于直径为公差值0.03的圆柱面范围内。 框 中的◎是同轴度的符号,表示零件上两孔轴线的同轴度误差,Ф30H7的轴线必须格 位于直径为公差值0.02,且与Ф20H7基准孔轴线A同轴的圆柱面范围内。 符号是基准代号,它由基准符号(粗短线)、圆圈、连线和字母组成。圆圈的直径与框格的高度相同。字母的高度与图样中尺寸数字高度相同。 形状和位置公差的通则、定义、符号和图样表示法等,详见国家标准GB/T1182-1996、GB/T1183- 1996、 GB/T1184-1996和GB/T16671-1996。
第四章形状和位置精度设计与检测 要求一般理解与掌握的内容有: 形位公差的基本概念、分类,公差原则中的最小实体要求与可逆要求,形位误差及其检测; 要求深刻理解与熟练掌握的重点内容有: 1、形位公差特征项目的名称和符号; 2、形位公差在图样上的表示方法; 3、形位公差带; 4、公差原则; 难点:公差原则,形位公差的选择。 实验六:学生根据自己的兴趣选择一种零件的形状或位置公差的检测。 学时:8学时=6学时+习题课2学时 零件在加工过程中,由于工件、刀具、夹具及工艺操作等因素的影响,会使被加工零件的各几何要素产生一定的形状误差和位置误差,而几何要素的形位误差会直接影响机械产品的工作精度、运动平稳性、密封性、耐磨性、使用寿命和可装配性等。因此,为了满足零件的使用要求,保证零件的互换性和制造经济性,在设计时应对零件的形位误差给以必要而合理的限制,即应对零件规定形状和位置公差。 为了保证互换性,我国已经把形位公差标准化,颁布了下列国标: GB/T1182-1996《形状和位置公差通则定义符号和图样表示法》 GB/T1184-1996《形状和位置公差未注公差值》 GB/T4249-1996《公差原则》 GB/T16671-1996《形状和位置公差最大实体要求、最小实体要求和可逆要求》 形位误差的产生及其影响: 图样上给出的零件都是没有误差理想几何体,但是,由于加工中机床、夹具、刀具、和工件所组成的工艺系统本身存在各种误差,以及加工过程中存在受力变形、振动、磨损等各种干扰,致使加工后的零件的实际形状和相互位置,与理想几何体的规定形状和线、面相互位置存在差异,这种形状上的差异就是形状误差,而相互位置的差异就是位置误差,统称为形位误差。例如书中图4.1(a),形位误差对零件使用性能的影响如下: 1)影响零件的功能要求
一、幾何公差 1.定義:幾何公差係表示物體幾何型態之公差:包括形狀公差及位置公差,亦 即一種幾何型態或其所在位置公差,係指一公差區域。而該型態或其位置,必須界於此公差區域內。 2.應用準則 (1)應用長度或角度公差有時無法達到管制某種幾何型態之目的,則需註明 幾何公差,幾何公差與長度公差或角度公差相牴觸時應以幾何公差為 準。 (2)某一幾何公差可能自然限制第二種幾何公差,若此兩種幾何公差區域相 同時,則不必標註第二種幾何公差,若第二種幾何公差之公差區域較小 時,則不可省略。 1.平行度公差限定時,同時亦限制該平面之真平度誤差。 2.垂直度公差限定時,同時亦限制該平面之真平度誤差。 3.對稱度公差限定時,同時亦限制真平度與平行度誤差。 4.同心度公差限定時,同時亦限制真直度與對稱度誤差。 3. 幾何公差符號
4.標註例 公差框格:公差標註在一個長方形框格內,此長方形框格分成兩隔或多格,框格內由左至右依順序填入下列各項 ●左起第一格內,填入幾何公差符號。 ●第二格內,填入公差數值,若公差區域為圓形或圓柱,則應在此數值前 加一"ψ"符號。 ●如需標示基準,則填入代表該基準或多個基準之字母。 ●如有與公差有關之註解,如"6孔"或"6x"可加註在框格上方 ●在公差區域內,對形狀之指示,可寫在公差框格之附近或用一引線連接 之 A B C 指向公差限制之部位指 示 公 差 之 符 號 說 明 公 差 之 大 小, 單 位 mm 說 明 基 準 面 , 沒 必 要 時 可 省 略
圖例說明 1.真直度 全部軸線須在一個直徑為0.04之圓柱形 公差區域內。 2.真平度 箭頭所指之平面須介於兩個相距0.03的 平行平面之間 3.真圓度 在任一與軸線正交剖面上,其周圍須介於 半徑差為0.03的兩同心圓之間。 4.圓柱度 本圓柱之表面須介於兩個同軸線而半徑 差為0.02的圓柱面之間。
形位公差的标注 (1)代号中的指引线箭头与被测要素的连接方法:当被测要素为线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的箭头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。
当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见上图c。 (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看画法)标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。 (4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。
(6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。 (7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。
第四节形状与位置精度 由于加工误差的影响,机械零件的几何要素不仅有尺寸误差,还会产生形状误差和位置误差。 ※形位误差:零件的实际形状、位置对其理想形状、位置的变动量。 零件的形位误差同样将影响零件、机械的精度以及零件间配合的性质。形状和位置误差越大,其形状和位置精度越低;反之,则越高。 形位公差:形位公差是被测实际要素相对于其理想要素允许的最大变动量,形位公差是用以限制形位误差。
一、形位公差的研究对象 形位公差的研究对象就是零件的几何要素 ※几何要素:代表零件几何形状特 性的点、线、面。 几何要素可作如下分类: 指具有几何学意义的要素,即设计时在图样上 给定的要素,它不存在任何误差。在检测 中, 理想要素是评定实际要素形位误差的依 据,但 在实际生产中不可能得到。 实际要素5指零件上实际存在的要素。通常用测得的要 、素代 替。由于测量误差的存在,故测得的要素 并不是实际要素的真实状况。 '理想要素仁 1 ?按存在状态y
I ??? —指构成零件外形的、能直接被人们所感觉到的 轮廓 要素㈡点、线、面。如图所示的锥顶、球面、圆锥面、?? 端平面、圆柱面、圆柱和圆锥的素线。| . ,它是指轮廓要素的对称中心所表示的点、衣、 中心、要素0 面。如图所示的球心、轴线等。中心要素 不能被人们所感 知,可以通过相应的轮廓 要素模拟而体现。 —指图样上给出形状或(和)位置公差要求的要 做测 要素待,是检测的对象 指仅对其自身给出了形位公差要求的要 厂单一要素匕! 素。如图所示,0d 的圆柱面仅给出 L 了圆柱度公差要求,与其它要素无 相对位置关系,故为单一要素。 指与零件上其它要素有功能关系的要素,即 在图样上给出了位置公差要求的要素。 如图所示,0D 圆柱的轴线相对于0d 圆 柱的轴线有同轴功 能要求,故为被测关 联要素 '基准要素口旨用来确定被测要素方向或(和)位置的要素, 如图所 示的圆林0d 的轴线为基准要素 2 ?按结构特征分 〔关联要素仁 3 ?按在形状和位 置公差中所的地位 分 ?
零件图的尺寸标注 零件图上的尺寸是制造、检验零件的重要依据,生产中要求零件图中的尺寸不允许有任何差错。在零件图上标注尺寸,除要求正确、完整和清晰外,还应考虑合理性,既要满足设计要求,又要便于加工、测量。 一、关于尺寸 (1)功能尺寸系指对于机件的工作性能、装配精度及互换性起重要作用的尺寸。功能尺寸对于零件的装配位置或配合关系有决定性的作用,因而常具有较高的精度。这些尺寸是尺寸链中重要的一环,常为了满足设计要求而直接注出。例如,有装配要求的配合尺寸,有连接关系的定位尺寸、中心距等。 (2)非功能尺寸系指不影响机件的装配关系和配合性能的一般结构尺寸。这些尺寸一般精度都不高。例如,无装配关系的外形轮廓尺寸、不重要的工艺结构(如倒角、倒圆、退刀槽、凹槽、凸台、沉孔)的尺寸等。 (3)公称尺寸是某一要素或零件尺寸的名义值。例如,平垫圈的公称尺寸是与之相配的螺栓的公称直径,而实际上该垫圈的孔径要大于这个公称尺寸。 (4)基本尺寸是设计时给定的、用以确定结构大小或位置的尺寸。基本尺寸又是确定尺寸公差的基数,它与公称尺寸的性质是不同的。 (5)参考尺寸是指在图样中不起指导生产和检验作用的尺寸。它仅仅是为了便于看图方便而给出的参考性尺寸。参考尺寸只有基本尺寸而不带公差,为了区别于其他未注公差的尺寸,标注时应加圆括号表示。 (6)重复尺寸是指某一要素的同一尺寸在图样中重复注出,或对机件的结构尺寸注成封闭的尺寸链,因其中一环由图样中的其他尺寸和存在的几何关系可以推算出来,此时又不加圆括号者,这都称为重复尺寸。机件每一要素的尺寸一般都只能标注一次,不应重复出现,以避免尺寸之间产生不一致或相互矛盾的错误。 二、正确地选择尺寸基准 要合理标注尺寸,必须恰当地选择尺寸基准,即尺寸基准的选择应符合零件的设计要求并便于加工和测量。零件的底面、端面、对称面、主要的轴线、中心线等都可作为基准。
形位公差符号及标注含义 一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 三形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。
●标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波 浪线”的变化围应该在距离为公差值t(t=0.1)的两平行直线之间。 3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 ●标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平 面,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差围之。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之,如右图区域。
3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。 圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。
一、关于尺寸 (1 功能尺寸系指对于机件的工作性能、装配精度及互换性起重要作用的尺寸。功能尺寸对于零件的装配位置或配合关系有决定性的作用, 因而常具有较高的精度。这些尺寸是尺寸链中重要的一环,常为了满足设计要求而直接注出。例如, 有装配要求的配合尺寸,有连接关系的定位尺寸、中心距等。 (2 非功能尺寸系指不影响机件的装配关系和配合性能的一般结构尺寸。这些尺寸一般精度都不高。例如, 无装配关系的外形轮廓尺寸、不重要的工艺结构 (如倒角、倒圆、退刀槽、凹槽、凸台、沉孔的尺寸等。 (3 公称尺寸是某一要素或零件尺寸的名义值。例如, 平垫圈的公称尺寸是与之相配的螺栓的公称直径,而实际上该垫圈的孔径要大于这个公称尺寸。 (4 基本尺寸是设计时给定的、用以确定结构大小或位置的尺寸。基本尺寸又是确定尺寸公差的基数,它与公称尺寸的性质是不同的。 (5 参考尺寸是指在图样中不起指导生产和检验作用的尺寸。它仅仅是为了便于看图方便而给出的参考性尺寸。参考尺寸只有基本尺寸而不带公差, 为了区别于其他未注公差的尺寸,标注时应加圆括号表示。 (6 重复尺寸是指某一要素的同一尺寸在图样中重复注出, 或对机件的结构尺 寸注成封闭的尺寸链, 因其中一环由图样中的其他尺寸和存在的几何关系可以推算出来, 此时又不加圆括号者, 这都称为重复尺寸。机件每一要素的尺寸一般都只能标注一次,不应重复出现,以避免尺寸之间产生不一致或相互矛盾的错误。 二、正确地选择尺寸基准 要合理标注尺寸, 必须恰当地选择尺寸基准, 即尺寸基准的选择应符合零件的设计要求并便于加工和测量。零件的底面、端面、对称面、主要的轴线、中心线等都可作为基准。 图 7-7 轴承座的尺寸基准
机械制图常用形位公差符号表示方法
一、形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、形位公差符号 标注符号 直线度(-)——是限制实际直线对理想直线直与不直的一项指标。 平面度——符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 圆度(○)——是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。圆柱度(/○/)——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 线轮廓度(⌒)——是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的形状精度要求。 面轮廓度——符号是用一短线将线轮廓度的符号下面封闭,是限制实际曲面对理想曲面变动量的一项指标。它是对曲面的形状精度要求。
定向公差——关联实际要素对基准在方向上允许的变动全量。 定向公差包括平行度、垂直度、倾斜度。 平行度(‖)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离0°的要求,即要求被测要素对基准等距。 垂直度(⊥)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离90°的要求,即要求被测要素对基准成90°。 倾斜度(∠)——用来控制零件上被测要素(平面或直线)相对于基准要素(平面或直线)的方向偏离某一给定角度(0°~90°)的程度,即要求被测要素对基准成一定角度(除90°外)。 定位公差——关联实际要素对基准在位置上允许的变动全量。 定位公差包括同轴度、对称度和位置度。 同轴度(◎)——用来控制理论上应该同轴的被测轴线与基准轴线的不同轴程度。对称度——符号是中间一横长的三条横线,一般用来控制理论上要求共面的被测要素(中心平面、中心线或轴线)与基准要素(中心平面、中心线或轴线)的不重合程度。 位置度——符号是带互相垂直的两直线的圆,用来控制被测实际要素相对于其理想位置的变动量,其理想位置由基准和理论正确尺寸确定。 跳动公差——关联实际要素绕基准轴线回转一周或连续回转时所允许的最大跳动量。 跳动公差包括圆跳动和全跳动。 圆跳动——符号为一带箭头的斜线,圆跳动是被测实际要素绕基准轴线作无轴向移动、回转一周中,由位置固定的指示器在给定方向上测得的最大与最小读数之差。 全跳动——符号为两带箭头的斜线,全跳动是被测实际要素绕基准轴线作无轴向移动的连续回转,同时指示器沿理想素线连续移动,由指示器在给定方向上测得的最大与最小读数之差
形位公差的标注 当被测要素为线或表面时,指引线的箭:(1)代号中的指引线箭头与被测要素的连接方法 。头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a指引线的箭头应与该要素的尺寸线对当被测要素为轴线或中心平面时, 齐,见右图b;指引线的箭头可以当被测要素为各要素的公共轴线、公共中心平面时, c。直接指在轴线或中心线上,见右图对于位置公差还需要用基准符号及连线表明被测要素的基准要素,)(2 此时基准符号与基准要素连接的方法:当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出 a线标注,并应明显地与尺寸线错开,见下图。当基准要素为轴线或中心平面
时,基准符号应与该尺寸线对齐,见上图 。b 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接 。靠近公共轴线或中心线标注,见上图c (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格)画法或多格,以填写基准代号的字母,见下图。 (4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下 图。. (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全。b长(或整个要素)内的公差值,其标注方法见下图
1.幾何特性名詞與符號 (a) 幾何特性符號 符 號 名 詞 類 別 形體區分 直度,真直度(Straightness) 平面度,真平度(Flatness) 真圓度(Roundness) 圓柱度(Cylindrically) 曲線輪廓度(Profile of a line) 曲線輪廓度(Profile of a surface) 平行度(Parallelism) 垂直度(Perpendicularity) 傾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 對稱度(Symmetry ) (1982年起由 取代) 圓周偏轉度,圓形偏轉度 (Circular runout) 總偏轉度,全面偏轉度
(b) 其他符號 符 號 名 詞 直徑符號(Diameter symbol) 不考慮形體呎寸加添條件,和特性的尺寸無關 (Regardless of feature size modifier) 最多留料情況之加添條件,最大材料條件 (Maximum material condition modifier) 最小留情況加添條件,最小材料條件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基準形體符號,基準識別符號(Datum feature symbol) 最多留料情況(MMC),Maximum- Material Condition 最多留料情況是指一個形體包容最大的材料量,即零件重量最重的時候。例如最小孔的尺寸或最大軸的尺寸。如下面圖示,直徑為0.490~0.510的銷子,當直徑 為0.510時的重量比直徑為0.490時重。一個零件包含一個直徑為0.490~0.510的孔,則零件當直徑 為0.490時比0.510時,包含更多中更重. .100 -A- A1
形位公差符号及标注含义 一、 形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差。零件表面的实际形状对其理想形状所允许的变动量,称为形状误差。零件表面的实际位置对其理想位置所允许的变动量,称为位置误差。形状和位置公差简称形位公差。 二、 形位公差符号 三 形状公差 3.1 直线度(-)——直线度公差是实际直线对理想直线的允许变动量,限制了加工面或线在某个方向上的偏差,如果直线度超差有可能导致该工件安装时无法准确装入工艺文件规定的位置。 标注含义:被测表面投影后为一接近直线的“波浪线”(如下图),该“波浪线”的变化范围应该在距离为公差值t(t=0.1)的两平行直线之间。
3.2 平面度——平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 标注含义:被测加工表面必须位于距离为公差值t(t=0.01)的两平行平面内,如下图区域。
3.3 圆度(○)——是指工件横截面接近理论圆的程度,工件加工后的投影圆应在圆度要求的公差范围之内。 标注含义:被测圆柱面的任意截面的圆周必须位于半径差为公差值t (t=0.025)的两同心圆之内,如右图区域。 3.4圆柱度()——是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径差为公差值t(t=0.1)的两同轴圆柱面之间,如图。
●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相对于 圆柱面截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也就能保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度,如发 动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞的圆柱度则对于其在缸套中上下运动的顺畅性至关重要。 四 位置公差 4.1 平行度()——,指两平面或者两直线平行的程度,即其中一平面(边)相对于另一平面(边)平行的误差最大允许值。 ●标注释义:被测轴线必须位于距离为公差值t(t=0.1),且在给定方向上 平行于基准轴线的两平行平面之间。
附录从(圆柱)位置度公差到坐标/从坐标到(圆柱)位置度公差的换算方法 总公差带X .70711 = 总坐标公差带 0.005 总坐标公差或0.0025双向 公差 示例: .007TOL X .70711 = .00495 TO ± 基本原则: 用总公差带乘以0.7(或70%)便转换为非关键性应用,例如,0.7 X .007 = .0049 或0.005 (±.0025) 0.007 总位置度公差带直径 总坐标或双向公差带 总坐标公差带X 1.4142 = 总公差带 示例: 0.005 总坐标公差或0.0025双向公差X 2X 1.4142 = .007 总公差± TO 基本原则:用总公差带乘以1.4就迅速地转换为非关键性应用,例如 USE 1.4 TIMES TOTAL COORD TOL ZONE TO CONVERT QUICKLY IN NON-CRITICAL APPLICATIONS, e.g. 1.4 X .005 = .007TOL
附录 换算表 从 位置度公差到坐标公差 从坐标公差到 位置度公差到 X 坐标 UJ H < Z Q CE o o o > 示例: ?.010直径 位置度公差 = ±.0035坐标公差 坐标总公差带 位置度公差带 位置度公差 Y 坐标
从坐标测量到 位置度定位的换算 实际定位 差值 方程 理想位置 实际定位 直径等量- 基准面 可以用计算器或电脑完成 坐标测量值与位置定位间的换算器 程序: 基准面
附录 示例 换算 产生的孔0.250 (MMC) (公差 带= 010) 实际孔中心 产生的孔255 (MIN MC) (公差带 = 015 (.010 +.005) 实际孔中心 实际测量值实际测量值 (水平方向) 实际 值-基本值=X 0.754-0.750 =0.004 (水平方向) 实际 值-基本值=X 0.756-0.750 =0.006 (垂直方向) 基本 值-实际值=Y 0.600-0.598 =0.002 (垂直方向) 基本 值-实际值=Y 0.600-0.596 =0.004 从上表中可以看出,在横坐标0.004 (X)和纵坐标0.002 (Y) 上产生一个直 径为0.0089的孔,即直径孔的位置在 规定的0.010直径范围内。所以,该孔 的定位是合格的。 从上表中可以看出,横坐标0.006 (X)和纵坐标 0.004 (Y) 产生一个直径为0.0144的孔,即直径 孔的位置在规定的0.015直径范围内。所以,该孔 的定位是合格的。
形位公差的标注 (1)代号中的指引线前头与被测要素的连接方法当被测要素为线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的前头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见上图c。 (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看画法)标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。
(4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。 (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。 形状和位置公差 形状和位置公差的基本概念 零件经加工后,不仅会存在尺寸的误差,而且会产生几何形状及相互位置的误差。如下图所示的圆柱体,即使在尺寸合格时,也有可能出现一端大、另一端小或中间细两端粗等情况,其截面也有可能不圆,这属于形状方面的误差; 再如下图所示的阶梯轴、加工后可能出现各轴段不同轴线的情况,这属于位置方面的误差。
形位公差的标注 (1)代号中的指引 线前头与被测要素的连 接方法当被测要 素为线或表面时, 指引线的箭头应 指在该要素的轮 廓线或其延长线 上,并应明显地与 尺寸线错开,见下 图a。 当被测要素 为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的前头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见上图c。 (3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查看画法)标注,其标注方法与采用基准符号时基本相同,只是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。
(4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。 (6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。
形位公差的标注 (1)代 号中的 指引线 箭头与 被测要 素的连 接方法: 当被测 要素为 线或表面时,指引线的箭头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图a。 当被测要素为轴线或中心平面时,指引线的箭头应与该要素的尺寸线对齐,见右图b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的箭头可以直接指在轴线或中心线上,见右图c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素,此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出线标注,并应明显地与尺寸线错开,见下图a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图b。 当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接靠近公共轴线或中心线标注,见上图c。
(3)当基准符号不便直接与框格相连时,则采用基准代号(点击此处查瞧画法)标注,其标注方法与采用基准符号时基本相同,只就是此时公差框格应为三格或多格,以填写基准代号的字母,见下图。 (4)当位置公差的两要素,被测要素与基准要素允许互换时,即为任选基准时,就不再画基准符号,两边都用箭头表示,见下图。 (5)当同一个被测要素有多项形位公差要求,其标注方法又就是一致时,可以将这些框格画在一起,共用一根指引线箭头,见下图。
(6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。 (7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见图a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全长(或整个要素)内的公差值,其标注方法见下图b。
1.幾何特性名詞與符號 (a)幾何特性符號 符號名詞類別形體區分直度,真直度(Straightness) 平面度,真平度(Flatness) 真圓度(Roundness) 圓柱度(Cylindrically) 曲線輪廓度(Profile of a line) 曲線輪廓度 平行度(Parallelism) 垂直度(Perpendicularity) 傾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 對稱度(Symmetry) (1982年起由 取代) 圓周偏轉度,圓形偏轉度 (Circular runout) 總偏轉度,全面偏轉度
(b) 其他符號 符 號 名 詞 直徑符號(Diameter symbol) 不考慮形體呎寸加添條件,和特性的尺寸無關 (Regardless of feature size modifier) 最多留料情況之加添條件,最大材料條件 (Maximum material condition modifier) 最小留情況加添條件,最小材料條件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基準形體符號,基準識別符號(Datum feature symbol) 最多留料情況(MMC),Maximum- Material Condition 最多留料情況是指一個形體包容最大的材料量,即零件重量最重的時候。例如最小孔的尺寸或最大軸的尺寸。如下面圖示,直徑為0.490~0.510的銷子,當直徑 為0.510時的重量比直徑為0.490時重。一個零件包含一個直徑為0.490~0.510的孔,則零件當直徑 為0.490時比0.510時,包含更多中更重. A1 .100 -A-
形位公差的标注
(1)代号中的指引线箭头与被测要素的连接方法:当被测要素为线或表面时,指引线的箭 头应指在该要素的轮廓线或其延长线上,并应明显地与尺寸线错开,见下图 a。
当被测要素为轴线或中心平面时, 指引线的箭头应与该要素的尺寸线对 齐,见右图 b; 当被测要素为各要素的公共轴线、公共中心平面时,指引线的箭头可以 直接指在轴线或中心线上,见右图 c。 (2)对于位置公差还需要用基准符号及连线表明被测要素的基准要素, 此时基准符号与 基准要素连接的方法: 当基准要素为素线及表面时,基准符号应靠近该要素的轮廓线或其引出 线标注,并应明显地与尺寸线错开,见下图 a。 当基准要素为轴线或中心平面时,基准符号应与该尺寸线对齐,见上图 b。
当基准要素为各要素的公共轴线、公共中心平面时,基准符号可以直接 靠近公共轴线或中心线标注,见上图 c。 (3)当基准符号不便直接与框格相连时,则采用基准代号 (点击此处查看 画法)标注, 其标注方法与采用基准符号时基本相同, 只是此时公差框格应为三格 或多格,以填写基准代号的字母,见下图。
(4)当位置公差的两要素,被测要素和基准要素允许互换时,即为任选基 准时,就不再画基准符号,两边都用箭头表示,见下图。
(5)当同一个被测要素有多项形位公差要求,其标注方法又是一致时,可 以将这些框格画在一起,共用一根指引线箭头,见下图。
(6)若多个被测要素有相同的形位公差(单项或多项)要求时,可以在从 框格引出的指引线上绘制多个箭头并分别与各被测要素相连,见下图。
(7)如需给出被测要素任一长度(或范围)的公差值时,其标注方法见 图 a。如不仅给出被测要素汪一长度(或范围)的公差值,还需给出被测要素全 长(或整个要素)内的公差值,其标注方法见下图 b。
形位公差符号及标注含义 一.形位公差 零件加工时,不仅会产生尺寸误差,还会产生形状和位置误差.零件表面的实际形状对其理想形状所允许的变动量,称为形状误差.零件表面的实际位置对其理想位置所允许的变动量,称为位值误差。形状和位置公差简称为形位公差。 二.形位公差符号 三.形状公差 3.1 直线度(一)??直线度是实际直线对理想直线的允许变动量,限制了加工表面线在某个方向上的偏差,如果直线超差有可能导致该工件安装时无法 准确装入工艺文件规定的位置。 ●标注含义:被表面投影后为一接近直线的”波浪线”(如下图),该”波浪线”的变化范围应该在距离为公差值t(t=0.1)的平行线之间。
3.2 平面度平面度表示面的平整程度,指测量平面具有的宏观凹凸高度相对理想平面的偏差,一般来讲,有平面度要求的就不必有直线度要求了,因为平面度包括了面上各个方向的直线度。 ●标注含义: 被测加工表面必须位于距离为公差值t(t=0.01)的两平行面内,如下区域。 3.3 圆度(○) ??是指工件横截面接近理论圆的程度,工件加工后的投影圆应该在圆度要求的公差范围之内。 ●标注含义:被测圆柱面的任意截面的圆周必须位于半径为公差值
t(t=0.025)的两同心圆之内,如右图区域。 3.4 圆柱度()??是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了圆柱体横截面和轴截面内的各项形状误差,如圆度,素线直线度,轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 标注含义:被测圆柱面必须位于半径为公差t(t=0.1)的两同轴圆柱面之间,如图。 ●圆柱度和圆度的区别:圆柱度是相对于整个圆柱面而言的,圆度是相 对于圆柱截面的单个圆而言的,圆柱度包括圆度,控制好了圆柱度也 就保证圆度,但反过来不行。 ●圆柱度和圆度的作用:柴油机的结构中有多处规定了圆柱度和圆度, 如发动机的活塞环,控制好活塞环的圆度可保证其密封性,而活塞环 的圆柱度则对于缸套中上下运动的顺畅性至关重要。 四位置公差 4.1 平行度()??,指两平面或两直线平行的程度,即其中一平 (边)相对于另一平面(边)平行的误差最大允许值。
8.6.3 形位公差标注示例
形位公差的标注示例如图 8.6.2-1、图 8.6.2-2 所示。
图 8.6.2-1 图中各符号的含义为: 框 格
图 8.6.2-2
中的○是圆度的符号,表示在垂直于轴线的任一正截面上,Ф100 圆必须位于半径差为
公差值 0.004 的两同心圆之间。 框 格 中的∥是平行度的符号,表示零件右端面必须位于距离为公差值 0.01,且平行基准
平面 A 的两平行平面之间。 框 格 中的⊥是垂直度的符号,表示零件上两孔轴线与基准平面 B 的垂直度误差,必须
位于直径为公差值 0.03 的圆柱面范围内。 框 格 中的◎是同轴度的符号,表示零件上两孔轴线的同轴度误差,Ф30H7 的轴线必须
位于直径为公差值 0.02,且与 Ф20H7 基准孔轴线 A 同轴的圆柱面范围内。
符号
是基准代号,它由基准符号(粗短线)、圆圈、连线和字母组成。圆圈的直径与框格的高
度相同。字母的高度与图样中尺寸数字高度相同。
形状和位置公差的通则、 定义、 符号和图样表示法等, 详见国家标准 GB/T1182-1996、 GB/T1183-1996、 GB/T1184-1996 和 GB/T16671-1996。
第四章 形状和位置精度设计与检测 要求一般理解与掌握的内容有: 形位公差的基本概念、分类,公差原则中的最小实体要求与可逆要求,形位误差及其检测; 要求深刻理解与熟练掌握的重点内容有: 1、形位公差特征项目的名称和符号; 2、形位公差在图样上的表示方法; 3、形位公差带; 4、公差原则; 难点:公差原则,形位公差的选择。 实验六:学生根据自己的兴趣选择一种零件的形状或位置公差的检测。 学时:8 学时=6 学时+习题课 2 学时 零件在加工过程中,由于工件、刀具、夹具及工艺操作等因素的影响,会使被加工零件的各几何要素 产生一定的形状误差和位置误差,而几何要素的形位误差会直接影响机械产品的工作精度、运动平稳性、 密封性、耐磨性、使用寿命和可装配性等。因此,为了满足零件的使用要求,保证零件的互换性和制造经 济性,在设计时应对零件的形位误差给以必要而合理的限制,即应对零件规定形状和位置公差。 为了保证互换性,我国已经把形位公差标准化,颁布了下列国标: GB/T1182-1996《形状和位置公差 通则 定义 符号和图样表示法》 GB/T1184-1996《形状和位置公差 未注公差值》 GB/T4249-1996《公差原则》 GB/T16671-1996《形状和位置公差 最大实体要求、最小实体要求和可逆要求》 形位误差的产生及其影响: 图样上给出的零件都是没有误差理想几何体,但是,由于加工中机床、夹具、刀具、和工件所组成的 工艺系统本身存在各种误差,以及加工过程中存在受力变形、振动、磨损等各种干扰,致使加工后的零件 的实际形状和相互位置,与理想几何体的规定形状和线、面相互位置存在差异,这种形状上的差异就是形 状误差,而相互位置的差异就是位置误差,统称为形位误差。例如书中图 4.1(a),形位误差对零件使用 性能的影响如下: 1)影响零件的功能要求 例如:机床导轨表面的直线度、平面度不好,将影响机床刀架的运动精度。齿轮箱上个轴承孔的位置 误差,将影响齿轮传动的齿面接触精度和尺侧间隙。 2)影响零件的配合性质 例如:圆柱结合间隙配合,圆柱表面的形状误差会使间隙大小分布不均, 当配合件有相对转动时,磨 损加快,降低零件的使用寿命和运动精度。 3)影响零件的自由装配 例如:轴承盖上各螺钉孔的位置不正确,在用螺栓往基座上紧固时,就有可能影响其自由装配。 一、形位误差的研究对象-----几何要素 几何要素:任何零件都是由点、线、面组合而构成的,这些构成零件几何特征的点、线、面称为几何要素。 要素的分类: 1)按存在的状态分 (1)理想要素 理想要素是指具有几何意义的要素,即不存在形位和其它误差的要素。 (2)实际要素 零件上存在的要素,在测量时由测得的要素代替实际要素。
公差标注和几何公差
————————————————————————————————作者: ————————————————————————————————日期:
零件图的尺寸标注 零件图上的尺寸是制造、检验零件的重要依据,生产中要求零件图中的尺寸不允许有任何差错。在零件图上标注尺寸,除要求正确、完整和清晰外,还应考虑合理性,既要满足设计要求,又要便于加工、测量。 一、关于尺寸 (1)功能尺寸系指对于机件的工作性能、装配精度及互换性起重要作用的尺寸。功能尺寸对于零件的装配位置或配合关系有决定性的作用,因而常具有较高的精度。这些尺寸是尺寸链中重要的一环,常为了满足设计要求而直接注出。例如,有装配要求的配合尺寸,有连接关系的定位尺寸、中心距等。 (2)非功能尺寸系指不影响机件的装配关系和配合性能的一般结构尺寸。这些尺寸一般精度都不高。例如,无装配关系的外形轮廓尺寸、不重要的工艺结构(如倒角、倒圆、退刀槽、凹槽、凸台、沉孔)的尺寸等。 (3)公称尺寸是某一要素或零件尺寸的名义值。例如,平垫圈的公称尺寸是与之相配的螺栓的公称直径,而实际上该垫圈的孔径要大于这个公称尺寸。 (4)基本尺寸是设计时给定的、用以确定结构大小或位置的尺寸。基本尺寸又是确定尺寸公差的基数,它与公称尺寸的性质是不同的。 (5)参考尺寸是指在图样中不起指导生产和检验作用的尺寸。它仅仅是为了便于看图方便而给出的参考性尺寸。参考尺寸只有基本尺寸而不带公差,为了区别于其他未注公差的尺寸,标注时应加圆括号表示。 (6)重复尺寸是指某一要素的同一尺寸在图样中重复注出,或对机件的结构尺寸注成封闭的尺寸链,因其中一环由图样中的其他尺寸和存在的几何关系可以推算出来,此时又不加圆括号者,这都称为重复尺寸。机件每一要素的尺寸一般都只能标注一次,不应重复出现,以避免尺寸之间产生不一致或相互矛盾的错误。 二、正确地选择尺寸基准 要合理标注尺寸,必须恰当地选择尺寸基准,即尺寸基准的选择应符合零件的设计要求并便于加工和测量。零件的底面、端面、对称面、主要的轴线、中心线等都可作为基准。