第31卷 第1期
2011年2月
航 空 材 料 学 报
J OURNAL OF A ERONAUT ICAL MAT ER I A LS
V o l 131,N o 11 February 2011
颗粒含量及粒度对Si C P /A l 复合材料高温变形行为及组织的影响
曾 莉1
, 任学平1
, 崔 岩
2
(1.北京科技大学材料科学与工程学院,北京100083;2.北京航空材料研究院先进复合材料重点实验室,北京100095)摘要:采用无压浸渗法制备出不同体份的S i C P /A l 复合材料。对该复合材料进行了高温(高于基体熔点)压缩实验。研究了不同颗粒含量及粒度规格的复合材料高温压缩流变规律,利用SE M 观察分析了颗粒含量及粒度对复合材料组织的影响。研究结果表明:颗粒含量较高的S i C P /A l 复合材料,在高温压缩过程中呈现为塑性流变规律;颗粒粒度规格对复合材料高温压缩的影响呈两个阶段;颗粒含量及粒度对S i C P /A l 复合材料高温压缩后组织的影响与其流变规律一致;颗粒含量为55%、粒度规格为F 220的S i C P /A l 复合材料,在高温压缩过程中呈现伪塑性流动规律,高温压缩对其颗粒分布均匀性及尺寸的作用较其他复合材料明显。关键词:Si C P /A l 复合材料;高温压缩;颗粒含量;颗粒粒度;颗粒尺寸;组织DO I :1013969/j 1i ssn 11005-505312*********
中图分类号:TB331 文献标识码:A 文章编号:1005-5053(2011)01-0056-06
收稿日期:2010-06-24;修订日期:2010-07-14基金项目:国家863项目(2007AA 03Z544)
作者简介:曾 莉(1982)),女,博士研究生,(E -m a il)zl _debb i e @yahoo .co https://www.doczj.com/doc/8e9277028.html, 。
随着电子、航空航天、汽车技术的高速发展,对材料的性能提出了更高的要求。碳化硅颗粒增强铝基复合材料(以下简称/S i C P /A l 复合材料0)具有轻质、高比强度、高比模量、高导热、低热膨胀系数,同时还具有耐磨、耐腐蚀、热稳定性能好等优点,近年来已经被广泛应用于航空、航天、电子封装、自动工
程技术等领域[1~3]
。
随着对颗粒增强金属基复合材料研究的不断深入,人们发现作为增强体的颗粒其含量及粒度对复合材料的性能及变形行为影响很大[4,5]
,S i C P /A l 复合材料的二次变形加工大多都在较高的温度下进行,国内外学者对此研究得较多
[6~13]
,但对于S i C P /
A l 复合材料在其基体熔点以上的更高温度下的变
形行为与变形规律的研究尚属空白。
本研究对采用相同的基体合金、同种工艺方法制备的不同颗粒含量及粒度规格的S i C P /A l 复合材料进行高温(高于基体熔点)压缩试验,重点研究S i C 颗粒含量及粒度对复合材料高温压缩流变规律及组织的影响。
1 试验材料及方案
试验材料是采用无压浸渗法制备出的不同体份的S i C P /A -l M g -S-i X 复合材料。颗粒含量(体积分数)分别为15%,25%,35%,45%,55%。颗粒粒度规格分别为F120,F220,F320,F400,对应的颗粒名义尺寸,见表1。复合材料经过机械加工,制成<10mm @15mm 的试样。
表1 欧洲标准粒度规格及对应的颗粒尺寸T abel 1 European standard o f pa rtic l e g ranu l ar ity and size Particde granular ity
F120F 220F320F 400S ize /L m
110
63
29.2
17.3
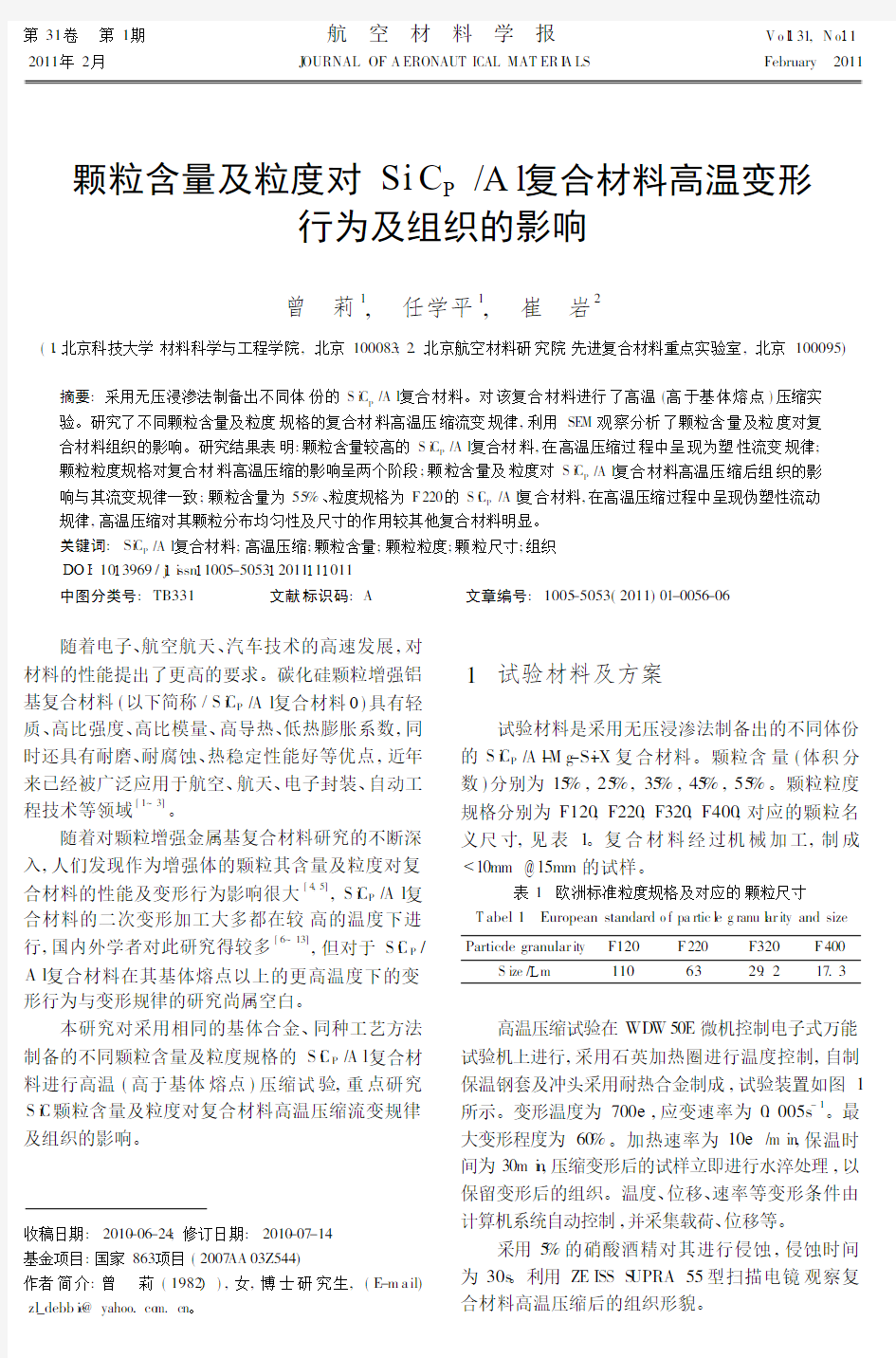
高温压缩试验在WD W 50E 微机控制电子式万能试验机上进行,采用石英加热圈进行温度控制,自制保温钢套及冲头采用耐热合金制成,试验装置如图1所示。变形温度为700e ,应变速率为0.005s -1
。最大变形程度为60%。加热速率为10e /m in ,保温时间为30m i n ,压缩变形后的试样立即进行水淬处理,以保留变形后的组织。温度、位移、速率等变形条件由计算机系统自动控制,并采集载荷、位移等。
采用5%的硝酸酒精对其进行侵蚀,侵蚀时间为30s 。利用ZE ISS S UPRA 55型扫描电镜观察复合材料高温压缩后的组织形貌。
第1期颗粒含量及粒度对S i C P /A l
复合材料高温变形行为及组织的影响
图1 高温压缩试验模具示意图
F ig .1 D iagra mm atic sketch o f ho t co m pressi on m o l d
2 结果与分析
2.1 高温流变规律2.1.1 颗粒含量的影响
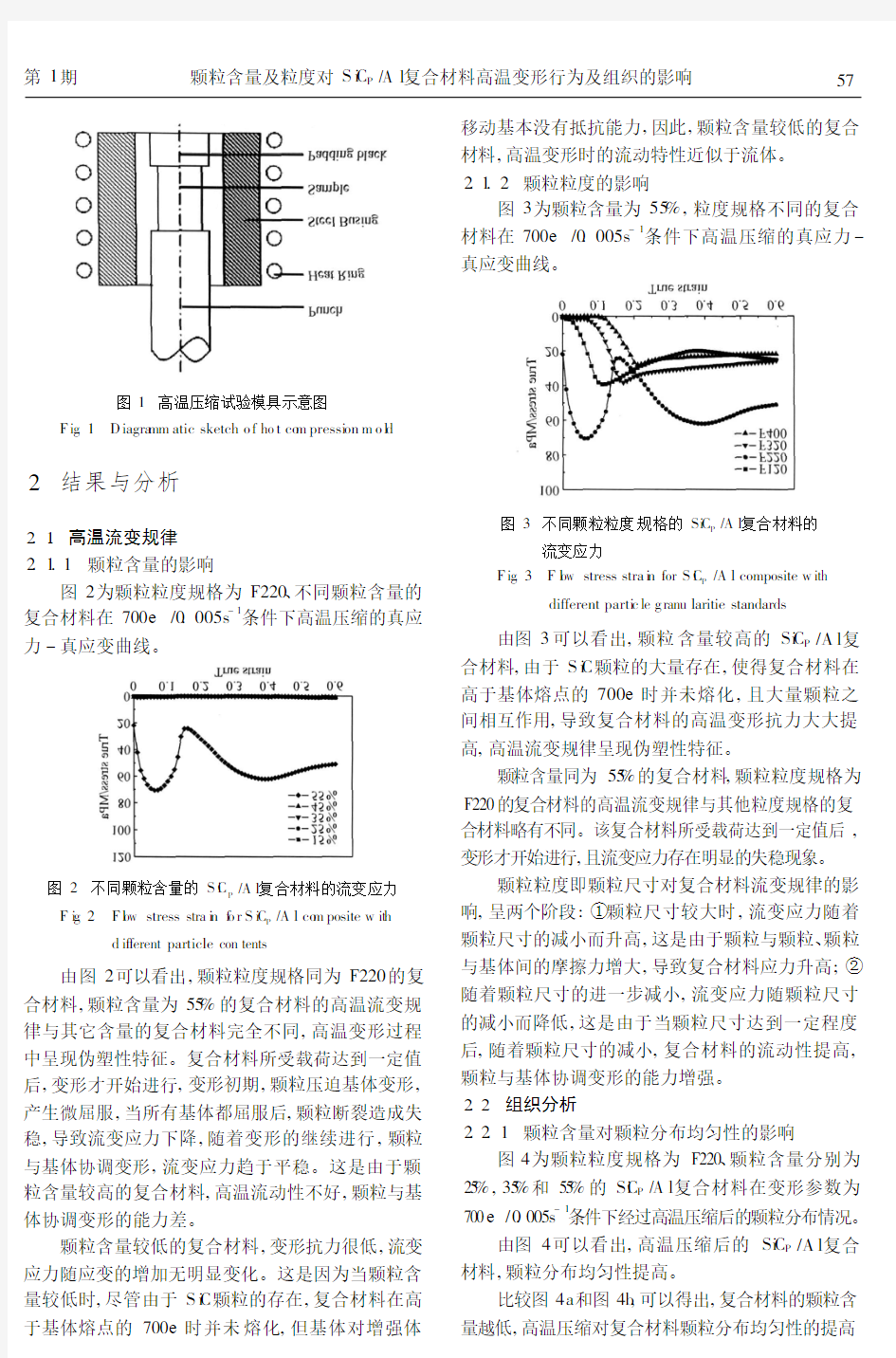
图2为颗粒粒度规格为F220、不同颗粒含量的
复合材料在700e /0.005s -1
条件下高温压缩的真应力-
真应变曲线。
图2 不同颗粒含量的S i C P /A l 复合材料的流变应力F i g .2 F l ow stress stra i n f o r S i C P /A l co m posite w it h
d ifferent particl
e con tents
由图2可以看出,颗粒粒度规格同为F220的复合材料,颗粒含量为55%的复合材料的高温流变规
律与其它含量的复合材料完全不同,高温变形过程中呈现伪塑性特征。复合材料所受载荷达到一定值后,变形才开始进行,变形初期,颗粒压迫基体变形,产生微屈服,当所有基体都屈服后,颗粒断裂造成失稳,导致流变应力下降,随着变形的继续进行,颗粒与基体协调变形,流变应力趋于平稳。这是由于颗粒含量较高的复合材料,高温流动性不好,颗粒与基体协调变形的能力差。
颗粒含量较低的复合材料,变形抗力很低,流变应力随应变的增加无明显变化。这是因为当颗粒含量较低时,尽管由于S i C 颗粒的存在,复合材料在高于基体熔点的700e 时并未熔化,但基体对增强体
移动基本没有抵抗能力,因此,颗粒含量较低的复合材料,高温变形时的流动特性近似于流体。2.1.2 颗粒粒度的影响
图3为颗粒含量为55%,粒度规格不同的复合材料在700e /0.005s -1
条件下高温压缩的真应力-
真应变曲线。
图3 不同颗粒粒度规格的Si C P /A l 复合材料的
流变应力
F ig .3 F l ow stress stra i n for S i C P /A l composite w ith
different parti c le g ranu laritie standards
由图3可以看出,颗粒含量较高的Si C P /A l 复合材料,由于S i C 颗粒的大量存在,使得复合材料在高于基体熔点的700e 时并未熔化,且大量颗粒之
间相互作用,导致复合材料的高温变形抗力大大提高,高温流变规律呈现伪塑性特征。
颗粒含量同为55%的复合材料,颗粒粒度规格为F220的复合材料的高温流变规律与其他粒度规格的复合材料略有不同。该复合材料所受载荷达到一定值后,变形才开始进行,且流变应力存在明显的失稳现象。
颗粒粒度即颗粒尺寸对复合材料流变规律的影
响,呈两个阶段:1颗粒尺寸较大时,流变应力随着颗粒尺寸的减小而升高,这是由于颗粒与颗粒、颗粒与基体间的摩擦力增大,导致复合材料应力升高;o随着颗粒尺寸的进一步减小,流变应力随颗粒尺寸的减小而降低,这是由于当颗粒尺寸达到一定程度后,随着颗粒尺寸的减小,复合材料的流动性提高,颗粒与基体协调变形的能力增强。2.2 组织分析
2.2.1 颗粒含量对颗粒分布均匀性的影响
图4为颗粒粒度规格为F220、颗粒含量分别为25%,35%和55%的Si C P /A l 复合材料在变形参数为700e /0.005s -1
条件下经过高温压缩后的颗粒分布情况。
由图4可以看出,高温压缩后的Si C P /A l 复合材料,颗粒分布均匀性提高。
比较图4a 和图4b ,可以得出,复合材料的颗粒含量越低,高温压缩对复合材料颗粒分布均匀性的提高
57
航 空 材 料 学 报第31卷
作用越明显。这是由于颗粒含量越低的S i C P /A l 复合材料,本身存在的金属区域范围越大,高温压缩过程中,颗粒重排,分布趋于均匀。因此高温压缩前后颗粒分布均匀性差异较大,即颗粒含量较低时高温压缩对颗粒分布均匀性的改善作用更明显。
图4c 为颗粒含量为55%的S i C P /A l 复合材料
高温压缩后的组织。可以看出,颗粒在高温压缩过程中发生了破碎、重排,但由于大量颗粒的存在而导致的复合材料较差的流动性,使颗粒与基体协调变
形能力较差,进而使得高温压缩对复合材料颗粒分布均匀性的提高作用不明显。这与图2所示颗粒含
量对复合材料高温压缩的影响规律一致。
图4 不同颗粒含量的复合材料高温压缩前后的颗粒分布情况 (a1)25%,压缩前;(a2)25%,压缩后;
(b1)35%,压缩前;(b2)35%,压缩后;(c1)55%,压缩前;(c2)55%,压缩后
F ig .4 P article distri buti on of composite w ith d iffe rent pa rti c l e contents by H ot Co m pressi on (a1)25%,
be f o re H ot Com pressi on ;(a2)25%,after H o t Compression ;(b1)35%,befo re H o t Compression ;
(b2)35%,after H ot C o m pressi on ;(c1)35%,before H o t Compression ;(c2)35%,after H ot Co m pressi on
2.2.2 颗粒含量对颗粒尺寸的影响
图5为颗粒粒度规格为F220、颗粒含量分别为35%
45%和55%的Si C P /A l 复合材料在变形参数为700e /01005s -1
条件下经过高温压缩后的颗粒尺寸情况
。
图5 不同颗粒含量的复合材料高温压缩前后的颗粒尺寸情况 (a1)35%,压缩前;(a2)35%,压缩后;
(b1)45%,压缩前;(b2)45%,压缩后;(c1)55%,压缩前;(c2)55%,压缩后
F i g .5 P article size o f com posite w it h different particle contents by H o t Compression (a1)35%,befo re
H o t Compression ;(a2)45%,after H ot C o m pressi on ;(b1)45%,before H o t Co m pressi on ;(b2)35%,after H ot Co m pressi on ;(c1)55%,befo re H o t Compression ;(c2)55%,a fter H o t Co m pression
58
第1期颗粒含量及粒度对S i C P /A l 复合材料高温变形行为及组织的影响
由图5可以看出,Si C P /A l 复合材料高温压缩变形后,基体仍保持连续,颗粒在压力作用下发生转动,部分颗粒破碎,颗粒形状减小,形状趋于圆整。
比较图5a 和图5b ,可以得出,复合材料的颗粒含量越高,高温压缩对复合材料颗粒尺寸的细化作用越明显,即高温压缩后复合材料的颗粒尺寸随着颗粒含量的增加而减小。这是由于,颗粒含量较低的Si C P /A l 复合材料,本身存在较大范围的金属区域,复合材料在高温变形过程中近似于流体,呈现流体的变形特征,颗粒与颗粒和基体之间的作用力较小,颗粒受压破碎的程度较低。随着颗粒含量的增大,复合材料中的金属区域范围缩小,颗粒间距减
小,颗粒与颗粒和基体之间的作用力增大,颗粒受压破碎的程度增大,导致颗粒尺寸减小。
图5c 为颗粒含量为55%的Si C P /A l 复合材料高温压缩后的组织。可以看出,高温压缩后的颗粒尺寸明显减小,这是由于颗粒含量较高的复合材料流动性较差,颗粒破碎的程度较大,这与图2所示颗粒含量对复合材料高温压缩的影响规律一致。2.2.3 粒度规格对颗粒分布均匀性的影响
图6为颗粒含量为55%、粒度规格分别为F120、F220和F320的Si C P /A l 复合材料在变形参数为700e /0.005s -1
条件下经过高温压缩后的颗粒分
布情况。
图6 不同颗粒粒度的复合材料高温压缩前后的颗粒分布情况 (a1)F120,压缩前;(a2)F120,
压缩后;(b1)F220,压缩前;(b2)F220,压缩后;(c1)F320,压缩前;(c2)F320,压缩后F i g .6 Partic l e d i str i bution o f com posite w it h different particle granularities by H ot Co m pressi on
(a1)F120,be fore H ot Co m pressi on ;(a2)F120,after H ot Co m pressi on ;(b1)F220,before H o t Co m pressi on ;(b2)F220,a fter H o t Compression ;(c1)F320,before H o t Compression ;(c2)F320,a fter H o t Compression
由图6可以看出,高温压缩后的S i C P /A l 复合材料,颗粒分布均匀性有所提高。
比较图6a 、图6b 和图6c ,可以得出,粒度规格为F220的复合材料,高温压缩对颗粒分布均匀性的提
高作用不如其它粒度规格的复合材料。这是由于该颗粒尺寸的复合材料,颗粒与颗粒、颗粒与基体间的摩擦力较其它粒度规格的复合材料大,导致复合材料的流动性较其他粒度规格的复合材料差,这与图3所示颗粒粒度对复合材料高温压缩的影响规律一致。2.2.4 S i C 原材料粒度规格对复合材料压缩后S i C 颗粒尺寸的影响
图7为颗粒含量为55%、粒度规格分别为F120、F220和F320的Si C P /A l 复合材料在变形参数为700e /0.005s -1
条件下经过高温压缩后的颗粒尺寸情况。
由图7可以看出,高温压缩后的Si C P /A l 复合材料,颗粒尺寸减小且形状趋于圆整。
比较图7a 图7b 和图7c ,可以得出,粒度规格为F220的复合材料,高温压缩对颗粒尺寸的作用比它粒度规格的复合材料明显。这是由于该粒度规格的复合材料高温流动性较差,颗粒与基体协调变形的能力差,颗粒破碎程度较其它粒度的复合材料大,高
59
航空材料学报第31
卷
图7不同颗粒粒度的复合材料高温压缩前后的颗粒尺寸情况(a1)F120,压缩前;(a2)F120,压缩后;
(b1)F220,压缩前;(b2)F220,压缩后;(c1)F320,压缩前;(c2)F320,压缩后
F i g.7Particle size of co m posite w ith different particle granu l ar iti es by H ot Compressi on(a1)F120,
before H ot Compressi on;(a2)F120,after Ho t Compressi on;(b1)F220,before H ot Compressi on;
(b2)F220,after H ot Co mpression;(c1)F320,bef o re Hot Co mpressi on;(c2)F320,a fter H ot Compressi on
温压缩后的颗粒尺寸较其它粒度的复合材料小。这与图3所示颗粒粒度对复合材料高温压缩的影响规律一致。
3结论
(1)颗粒含量对Si C P/A l复合材料高温压缩性能的影响较大。颗粒含量较低的复合材料,高温变形抗力很低,流变应力随应变的增加无明显变化。颗粒含量55%的复合材料,高温压缩过程中呈现伪塑性流变规律。
(2)颗粒粒度规格即颗粒尺寸对复合材料高温流变规律的影响,呈两个阶段:1颗粒尺寸较大时,流变应力随着颗粒尺寸的减小而增大。o随着颗粒尺寸的进一步减小,流变应力随颗粒尺寸的减小而降低。
(3)颗粒含量为55%、粒度规格为F220的复合材料,在高温变形过程中呈现伪塑性特征。复合材料所受载荷达到一定值后,变形才开始进行,变形初期,颗粒压迫基体变形,产生微屈服,当所有基体都屈服后,颗粒断裂造成失稳,导致流变应力下降,随着变形的继续进行,颗粒与基体协调变形,流变应力趋于平稳。
(4)颗粒含量及粒度对高温压缩后S i C P/A l复合材料颗粒分布均匀性及尺寸的影响与其高温流变规律一致。颗粒含量为55%、粒度规格为F220的复合材料,高温压缩后的颗粒尺寸较其它含量及粒度规格的复合材料小。
参考文献:
[1]GU O Shao-wen,L I L-i bo,ZHANG Guang-yu,et al.A d-
hes i on A nalysis o f E lectroless N i Coati ng on S i C
P
/A l Co m-pos iteM irro r Substrate[J].R a re M eta lM ater i a ls and Eng-i nee ri ng,2008,37(6):960-963.
[2]XU F M,W U L C,HAN G W,et al.Co m pressi on C reep
B ehav ior o f H igh V o l ume F rac ti on of S i
C P articles R ei n-
f o rced A l Composite F abr i cated by P ressure l ess Infiltra ti on
[J].Ch i nese Journa l of A eronautics,2007,20:115-
119.
[3]C U I Y an,W ANG L ifeng,R E N Ji anyue.M ult-i functiona l
Si C/A l Co m posites for A erospace A pplica tions[J].Ch-i nese Journa l of A eronautics,2008(6),21(6):578-
584.
[4]H E C L,Z HOU Q,L i u J T.E ffect o f size o f re i nforce m ent
on th i ckness of anodized coati ngs on Si C/A lm a trix compos-ites[J].M ATER I A LS LETTERS,2008,62(15):2441-
2443.
[5]S HAO Y un f u,X I Q iaofeng,BERND L auke,et al.Effects
o f particle size,particle/m atr i x interface adhesion and pa r-tic l e l o ad i ng on mechan i ca l properties o f parti culate-po l y-me r composites[J].Composites(B):Eng ineer i ng,2008,
60
第1期颗粒含量及粒度对S i C P/A l复合材料高温变形行为及组织的影响
39(6):933-961.
[6]LEI Y u-cheng,Z HANG Zhen,N IE Jia-j un,CHEN X-i
zhang.Effect of T-i A l on m icro struct u res and m echanical properties of plas m a arc i n-situ w elded jo i nt of S i C
P
/A l MM Cs[J].T ransactions o f N on ferrous M etals So ciety o f Chi na,2008,18:809-813.
[7]M A I K T hunem ann.A l u m i nu m m atr i x com posites based on
precera m i c po ly m er-boned S i C perfor m s[J].Co m pos ites Sc i ence and T echnology,2007,67:376-379.
[8]SONG Y,S M I TH F.W.Phase d i ag ra m fo r the i nteracti on
o f oxygen w ith S i C[J].A pp lied P hys i cs L etters,2002,10
(14):3061-3063.
[9]BARDAL A.The effect o f an ti m ony on the i nter face of cast
A LS-i S i C composites[J],M ater Sc,i1983,28:2699-
2705.
[10]KON B L,HOON K.Interfacia l R eac tions i n S i C
P
/A l Co m posite F abr i ca ted by P ressureless Infiltration.Scri pta M ater i a lia,1997,36(8):847-852.
[11]吕一中,王宝顺,崔岩,等.S i C
P
/A l复合材料-G Cr15钢干摩擦磨损行为研究[J].航空材料学报,2008,28
(3):87-92.
[12]崔岩,李丽富,李景林,等.制备空间光机结构件的高体
分S i C
P
/A l复合材料[J].光学精密工程,2007,15(8): 1175-1180.
[13]KA S KEL S,KRAW IEC P.Ther m a l stab ility o f high sur-
face area sili con carb i de m ater i a ls[J].Journa l o f So lid
S tate Che m i stry.2006,179(8):2281-2289.
Effects of Particle Content and Granul arit y on Hot-Defor m ati on Behavior andM icrostructure of Si C P/Al Co mposite
ZENG L i1,REN Xue-p i n g1,CU I Yan2
(1.Schoo l ofM ate rials Sc i ence and Eng i neering,U niversity of Sc ience and T echno logy Be iji ng,Be iji ng100083,Ch i na;2N ationa l K ey L abo rato ry o f Advanced Co m pos ites,Be ijing Institute o fA eronauticalM ate rials,Be iji ng100095,Chi na)
Abstrac t:S i C
P
/A l Composites w it h var i ous vo l um e fracti on w ere prepared by pressure less i nfiltra ti on.H ot(above m e lti ng po i nt ofm a-tr i x)compress i on on the co m posite w as tested.T he fl ow stress behav i o r o f composite w ith different con tents and g ranu l a riti e standards
w as rearched.E ffects of parti c l e content and g ranu l a rity on m icrostruc t ure o f S i C
P
/A l composite w ith h i gh vo l u m e fraction we re ob-
serv ed and ana l yzed by usi ng SE M.T he results show that:S i C
P
/A l Composite w ith H i gher F rac ti on show s Pseudo-p l asti c defo r ma ti on duri ng hot co m pression;E ffect o f parti c le granular it y on t he fl ow stress has t wo steps;The effec ting l aw o f parti c le content and g ranu l a r-
ity onm icro struct u re of S i C
P /A l Co m pos i te con f o r m s to its flo w stress behav i o r;S i C
P
/A lCom posite w ith55%F raction and F220granu-
lar i ty standard shows P seudo-plastic de f o r m ati on duri ng ho t compression,effects of hot co m pressi on on particle d i sbuti on and size are m ore obv i ous t han o t her co m pos ites.
K ey word s:S i C
P /A l composite;hot compression;partic l e conten t;parti c le g ranu l a rity;particle Size;m icrostruc t ure
61
PP/PA6/APP/OMMT复合材料的湿热老化性能研究 作者:陈雨玲, 伍玉娇, 蒙日亮, Chen Yuling, Wu Yujiao, Meng Riliang 作者单位:陈雨玲,伍玉娇,Chen Yuling,Wu Yujiao(贵州大学材料科学与冶金工程学院,贵阳 ,550003;贵州省材料技术创新基地,贵阳,550014), 蒙日亮,Meng Riliang(东风柳州汽车有 限公司,柳州,545000) 刊名: 工程塑料应用 英文刊名:ENGINEERING PLASTICS APPLICATION 年,卷(期):2010,38(10) 参考文献(14条) 1.王晓洁;梁国正;张炜湿热老化对高性能复合材料性能的影响[期刊论文]-固体火箭技术 2006(04) 2.马建忠聚丙烯/蒙脱土纳米复合材料老化性能研究 2007 3.杨育农;胡行俊;龚浏澄塑料老化与防老化技术 2007 4.郭宝春;傅伟文;贾德民湿热老化对氰酸酯树脂/酚醛环氧树脂共混物结构与性能的影响[期刊论文]-复合材料学报 2002(03) 5.肇研;梁朝虎聚合物基复合材料自然老化寿命预测方法[期刊论文]-航空材料学报 2001(02) 6.田晶;田开谟;陈光烈碳复合材料壳体老化性能[期刊论文]-玻璃钢/复合材料 2001(06) 7.叶宏军;詹美珍;古尼耶夫T300/4211复合材料的使用寿命评估[期刊论文]-材料工程 1995(10) 8.Arun Pasricha Effect of physical aging and variable stress history on the strain response of polymeric composites 1997 9.Wang J Z Physical aging behavior of high-performance composites 1995(05) 10.过梅丽;肇研;许凤和先进聚合物基复合材料的老化研究 2000 11.赵海超;杨凤;张学全原位聚合制备聚丙烯/蒙脱土纳米复合材料及其结构性能表征[期刊论文]-高分子材料科学与工程 2004(02) 12.Ma Jisheng;Qi Zongneng;Hu Youliang Synthesis and characterization of polypropylene/clay nanocomposites[外文期刊] 2001(14) 13.秦怀礼;张世民;阳明书聚酰胺6/蒙脱石纳米复合材料的紫外光老化[期刊论文]-高等学校化学学报 2004(01) 14.马继盛;漆宗能;张树范插层聚合制备聚丙烯/蒙脱土纳米复合材料及其结构性能表征[期刊论文]-高等学校化学学报 2001(10) 本文链接:https://www.doczj.com/doc/8e9277028.html,/Periodical_gcslyy201010017.aspx
洞松水电站引水隧洞 软岩变形及大塌方处理 刘学宗(中铁十八局洞松水电站项目部) 【摘要】本文介绍洞松水电站引水隧洞开挖支护施工中,针对软岩变形及隧洞大塌方采取的一系列施工措施,特别是锚筋束工艺及超前大管棚结合回填、固结灌浆工艺等,确保了工程质量和施工安全。 1 概述 1.1工程概况 洞松水电站位于甘孜藏族自治州乡城县硕曲河中下游的香巴拉镇、尼斯乡及洞松乡境内,为引水式电站,装机容量180MW(3×60MW),设计引用流量102.3m3/s,额定水头197m,引水隧洞为有压洞,全长17862.31m,设计底坡i=3.65‰,开挖为马蹄形断面,永久衬砌为C25钢筋混凝土圆形断面衬砌,过流面半径为R=3.14m。 该工程引水隧洞6#、7#施工支洞对应的主洞(S12+078.25~S16+978.25)段由中铁十八局集团公司承建,总工期为2 年。 1.2引水隧洞工程地质条件 该段引水隧洞垂直埋深380~490m,侧向水平埋深大于200m,围岩为图姆沟组地层,为新鲜泥质板岩、砂质板岩夹炭质板岩,以中硬~软质岩为主,呈极薄~中厚层状,层面裂隙、构造裂隙发育,岩层走向与洞轴线呈小角度相交(7#洞及6#洞下游交角<20°,6#洞上游交角<10°),地下水活动弱,围岩属不稳定围岩,顶拱及边墙发生垮塌的机率较大,截止2011年6月10日本标段已开挖的隧洞围岩分类详见表1-1。
1.3主要施工方案 本标段控制洞段为S12+078.25~S16+978.25,共分四个作业面同时施工,6#施工支洞上游控制洞段为S12+078.25~S13+744.74,洞长1666.4m ,6#洞下游控制洞段为S13+744.74~S14+768.6,洞长1023.86m;7#上游控制洞段为S14+768.6~S15+828.07,洞长1059.47m,7#洞下游控制洞段为S15+828.07~SS16+978.25,洞长1150.18m。 表1-1已开挖隧洞围岩分类情况 洞松C标已开挖围岩统计表 隧洞开挖采取全断面钻爆,光面爆破开挖,装载机装渣,自缷汽车出渣,小型挖掘机配合,视围岩情况,循环进尺为0.8~1.8m,本标已开挖隧洞围岩无III类围岩,IV1类围岩支护方式为边顶拱3~4.5m系统锚杆挂钢筋网结合喷砼支护,IV2类围岩采取I16工字钢拱架间距1.0~1.2m结合锚
先进复合材料制造技术复合材料表面的金属化 姓名丁志兵
班级05021104 学号2011301263 复合材料表面的金属化 材料作为社会进步的物质基础和先导,在人类历史发展的过程中一直都是人类进步的里程碑。每一种新材料的发现和利用都会为社会生产力的提高以及人类生活品质的提升带来巨大的变化。同时,材料制造的水平也是衡量一个国家科学技术和经济发展的重要因素之一。 复合材料是由两种或两种以上不同性质的材料,通过物理或化学的方法,在宏观上组成具有新性能的材料。各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足各种不同的要求。复合材料的发展具有悠久的历史,自20 世界40 年代因航空工业发展的需要而发展出的玻璃纤维增强复合材料(也称玻璃钢),复合材料这一新材料的名称因此而进入人们的视线。复合材料的出现,使得材料科学的内容产生了极大的丰富,并且因其自身的广泛而优异的性能而得到快速的发展,人们将复合材料的出现视为人类进步发展的里程碑。科学家预言:“复合材料在21 世纪中将支撑着科学技术的进步和挑起经济实力的脊梁”,“21 世纪将是复合材料的时代”,“先进复合材料在21世纪中将在航空航天技术领域中发挥越来越重要的作用”。随着时代的进步和科技的发展,复合材料结构已经广泛应用于航空航天、船舶、车辆、建筑工程等多个领域,的确,21 世纪将是复合材料的时代,复合材料必将肩负着重要的责任。 树脂基复合材料以其质轻、高比强度、高比模量、热膨胀系数小、性能可设计性等一系列优点,已经成为国内外航天器结构部件的首选材料,广泛应用于各类卫星天线、相机结构组件、裕架、太阳能电池板等。在航天器中,用复合材料代替金属材料,在保持原有力学性能,甚至更高的同时,可有效减轻航天器的重量,节约发射成本。但是,由于特殊的空间使用环境和航天技术新的发展需求,树脂基复合材料面临以下的问题,严重影响了该类材料的进一步应用。 1)空间防护能力不足,制约航天器向长寿命方向发展。 航天器在空间运行过程中要经受严酷的空间环境考验。近地轨道以大量的原子氧、紫外环境为主。原子氧是一种很强的氧化剂,对树脂基体具有很强的腐蚀作用,当航天器以极高的速度在其中运行时,相当于将航天器浸泡于高温的氧原子气体中,裸露在外的树脂基复合材料结构件表面与其作用形成挥发性的氧化物;在地球同步轨道,空间辐射环境以带电高能粒子如电子,质子和紫外线等为主,带电粒子对卫星结构件的辐射损伤主要是通过以下两个作用方式:一是电离作用,即入射粒子的能量通过被照物质的原子电离而被吸收,另外一种是原子的位移作用,即被高能粒子中的原子位置移动而脱离原来所处的晶格位置,造成晶格缺陷。高能的质子和重粒子既能产生电离作用,又能产生位移作用。所有这些作用都会导致树脂基
回转窑筒体结构变形处理技术和方法 关键词:筒体变形控制轮带筒体垫板红窑缩颈加固圈附加应力压力支撑法挖补修复法筒体弯曲修复法 回转窑生产过程中经常会出现筒体变形的现象,这时需要对回转窑筒体结构进行综合的处理,包括回转窑的窑头结构的调整,下面就是具体的处理办法。 为了保证回转窑试运转高效性,必须保持回转窑筒体“直而圆”的几何形状。但由于违犯操作规程,如停窑时不按规定转窑,或局部火砖脱落不及时镶补,或特殊原因造成停窑后长期不能转动(如密封圈烧坏、突然停电、牙轮损坏等)筒体会发生弯曲,严重时,轮带和托轮脱离接触,甚至发生转不动窑的现象。遇此情况,使用辅助马达翻窑慢转,直到恢复大马达可以转窑。 在慢转窑时,用小火烧,经过慢转使窑筒体逐渐恢复正常,然后根据托轮受力情况调至正常。如窑弯曲后,辅助马达转窑也只能转大半圈,则把窑身弯曲的拱部转到上面,然后停窑止火,使窑冷却,弯曲的拱部会慢慢恢复正常,然后点火开窑。回转窑变形后,从窑电机电流表看电流不稳定,窑内易发生掉砖,轮带与托轮接触不均,严重时造成轮带移位等现象。 能否在靠窑头的筒体上喷水处理?窑弯曲后,一般是不喷水处理的,使用连续转窑的方法使其自然恢复正常,因为热窑处理,可使弯曲的筒体恢复。 当窑严重弯曲时,轮带与托轮严重脱离,窑头罩被挑起,震动加大,或根本无法转窑,此时可将拱起的部分旋转到上边(转半圈是可行的) ,在烧成带即分解带末端筒体上面喷水,使其冷却、收缩、恢复原状,千万不能在靠窑头筒体上加水,否则窑筒体不但不能恢复正常,而且会出现多节变形,更不易修复处理。 一、回转窑设备筒体变形的解决措施: 在回转窑设备筒体结构设计中,为减少筒体径向变形.荥矿告诉您应采取以下措施: 1)增强筒体刚度 1.以焊代铆。因铆接回转窑筒体存在着表面不光滑,不利于镶砌耐火砖,并易结灰腐蚀;铆钉受热会松动,使筒体刚度降低,易产生变形,加工时工作量大,筒体总重较重等缺点,所以现代回转窑几乎全部都采用结构筒单、成本低、重量轻、强度好的焊接筒体。只有在现场不具备良好的焊接条件时,才允许保留有局部的铆接结构。 2。适当加厚回转窑筒体钢板。生产实践和理论分析表明。一般回转窑在轴向弯曲强度下,有较大的安全度,但刚度往往不足,径向变形较大。因此,回转窑的筒体钢板可适当加厚,尤其应增加轮带下和轮带附近筒体钢板厚度,并在支点与跨间采用过渡段节。在易掉砖的烧成带处,筒体也有加厚的必要。回转窑筒体的重量(不包括轮带和齿圈)占回转窑设备总重量的45%一55%,如一台 (P3.5mX145m的窑,筒体壁厚增加1mm,钢板重量增加约12.5 t,因此选定厚度要慎重。单纯以增加筒体厚度来增加筒体的径向刚度,其效果并不显著,应与其它措施配合使用。 3.合理采用加固圈。在筒体上装设若干个加固圈以增强筒体刚度,这是曾经普遍采用的方法。经过多年的生产实践和理论研究,人们对加固圈提出了种种看法。
第12卷 第1期1997年3月 实 验 力 学 JOU RNAL O F EXPER I M EN TAL M ECHAN I CS V o l.12 N o.1 M ar.1997 大变形复合材料柔性梁静、动特性的试验研究Ξ 向锦武 (北京航空航天大学,100083) 张呈林 赵 翔 王浩文 (南京航空航天大学,210016) 摘要 本文对两种铺层的复合材料柔性梁进行了静、动特性的试验研究,重点研究了挠度、结构耦合、梁的根部安装角等对变形、固有频率的影响。得出的结论有助于直升机旋翼桨叶的设计和发展,并且验证了大挠度复合材料柔性梁的分析模型。 关键词 大挠度,柔性梁,结构耦合。 1 引言 全复合材料无轴承旋翼(包括尾桨)的出现是直升机旋翼技术的重大突破,同时也提出了许多新问题。在大桨距工作状态下,无轴承旋翼的关键部件,浆根的纤维增强层合梁元件柔性梁常常处于大变形状态。对于复合材料层合梁,由于各向异性的影响,不同的铺层将产生不同的耦合关系。而结构耦合(拉-扭,弯-扭等)对旋翼动力学及气弹稳定性影响很大。目前在理论上已发展了一些分析方法,但都有其局限性[1]。本文为了发展和验证分析模型,对两种典型铺层的复合材料柔性梁在大变形下的静、动特性进行了试验研究,得出了一些有用的结论[2]。 2 试验方法 静力试验是在如图1所示的装置上完成的。梁试件通过过渡接头固定在刚性基础上,过渡接头可保证试件绕伸展方向转动,以获得不同的根部安装角。载荷作用在梁的端点。垂直位移W通过激光水准仪测量挂在测量点处的标尺的上下移动来获得,另两个方向的位移则通过测量点处悬挂的指针在水平位置的方格纸上指示的位置来测定。 动力学试验是在静力学试验装置略作变动的基础上完成的。如图2所示,在靠近根部50mm处安装一电磁激振器,通过一软弹簧与试件相连,然后激振器通过一个放大器与频率发生器连接,另外安置的加速度拾振器通过放大器与示波器连接。由于问题的复杂性,这里试 Ξ本文工作由航空科学基金资助 本文于1995年6月5日收到第1稿,1996年3月26日收到修改稿
湿热老化对纤维增强树脂基复合材料性能的影响及机理 发表时间:2018-12-28T15:09:37.890Z 来源:《防护工程》2018年第24期作者:徐晓明 [导读] 总结了纤维增强树脂基复合材料湿热条件下的吸湿行为及影响吸湿的因素;综述了湿热老化对复合材料耐热性能和力学性能的影响,分析了其作用机理。多数树脂基复合材料吸湿的初期阶段符合费克定律,吸湿会造成树脂基体的塑化、水解,产生裂纹以及纤维/树脂基体界面破坏,从而降低材料的性能。最后对纤维增强树脂基复合材料湿热老化研究提出了几点建议。 徐晓明 航天长征睿特科技有限公司天津 300450 摘要:总结了纤维增强树脂基复合材料湿热条件下的吸湿行为及影响吸湿的因素;综述了湿热老化对复合材料耐热性能和力学性能的影响,分析了其作用机理。多数树脂基复合材料吸湿的初期阶段符合费克定律,吸湿会造成树脂基体的塑化、水解,产生裂纹以及纤维/树脂基体界面破坏,从而降低材料的性能。最后对纤维增强树脂基复合材料湿热老化研究提出了几点建议。 关键词:纤维增强树脂基复合材料;湿热老化;机理 复合材料湿热老化行为的研究主要通过人工加速湿热老化方法来开展,在不改变材料老化机理的前提下,用湿热试验设备模拟产品在储存、运输和使用过程中可能遇到的湿热环境条件,以考核产品对湿热环境适应性,包括湿热老化箱内湿热试验和恒温水浸试验。目前世界各国对此方面的研究多侧重于复合材料吸湿特性和湿热环境对复合材料力学性能和耐热性能的影响及机理,为了给相关研究人员提供参考,作者对此进行了综述。 1湿热老化对复合材料耐热性能的影响 纤维增强树脂基复合材料的耐热性能通常用其玻璃化转变温度(Tg)来表征,其值可以通过动态热机械分析试验(DMA)测定,通过材料在等速升温过程中的弯曲振动,测定其模量、损耗因子随温度的变化曲线,曲线上损耗最大值对应的温度即为Tg。在湿热老化过程中,树脂基体中的某些分子运动单元受到抑制或者激活,这些变化可反映到Tg的变化上。Tg主要受树脂基体的影响,研究结果显示多数树脂基复合材料的Tg随湿热时间的延长而降低,初期下降较快,随着复合材料的吸湿量趋于饱和,Tg也趋于恒定值。 湿热老化导致复合材料耐热性能变化的原因主要包含两方面:温度引起的树脂后固化(化学变化);复合材料吸湿溶胀、增塑产生的物理变化。树脂后固化增大了复合材料的交联密度,会引起Tg提高。而复合材料的吸湿,会导致水分子与基体中的某些极性基团相互作用,破坏基体内部原有极性基团相互作用而形成的交联点。另外,水分子体积较小,易渗透扩散,使基体发生增塑效应,为链段运动提供更大的自由体积,降低了材料的Tg。后固化和吸湿两种因素对Tg的影响结果相互冲突,某段时间内,具体哪种因素起主要作用因材料体系和固化工艺而异。室温固化的材料体系对后固化较敏感,湿热条件下后固化速度较快,高温固化(固化温度高于湿热试验温度)的材料体系则对后固化敏感度较低。不同材料体系的吸湿速率也不同,极性亲水基团多的体系吸湿快,缩聚固化的体系易产生较多的微孔,吸湿也较快。吸湿较快的材料体系中,吸湿引起的Tg的降低可抵消因后固化导致的Tg的升高。所以,在两种相反因素作用下,不同复合材料的耐热性能变化趋势也不完全相同。 研究表明,以DMA谱图模量曲线中模量明显下降的起始点所对应的温度(Tgmod)来衡量复合材料的耐湿热性能是较为科学的,该温度可以认为是树脂基复合材料在承力条件下的极限使用温度。其研究结果显示,T300/5284环氧树脂复合材料的Tg值随湿热老化时间的变化规律与Tgmod的变化大不相同,虽然湿热老化12h和49.5h后其Tg变化甚微,但Tgmod却有明显的变化。 2湿热老化对复合材料力学性能的影响 纤维增强树脂基复合材料吸湿后,它的力学性能将随吸湿率的变化而变化。不同力学性能(拉伸、压缩、弯曲和剪切等)有不同的影响因素,控制它们的材料参数也不同,因此,湿热环境对复合材料不同力学性能的影响取决于控制该性能的材料参数受到湿热环境影响的情况。湿热环境对复合材料力学性能的影响主要是通过对树脂基体以及增强纤维与树脂粘接界面不同的破坏程度而实现的。 研究表明,通常情况下单向复合材料的轴向拉伸性能主要受增强纤维控制,而大部分增强纤维在湿热老化过程中几乎不发生变化,所以该复合材料的轴向拉伸性能也不受湿热环境的影响。而准各向同性的层合板和单向复合材料的横向以及压缩、弯曲和剪切性能主要受树脂基体以及基体与纤维之间的界面粘结强度共同控制,故随湿热环境对基体以及基体与纤维之间界面的破坏程度增大而有所下降;温度越高、湿度越大,这些力学性能下降愈大,当达到平衡吸湿率时下降到最低点,且平衡吸湿率越大,这些力学性能保留率越低,复合材料受湿热老化破坏越严重。 当湿热老化对纤维增强树脂基复合材料力学性能的影响主要通过树脂基体以及基体/纤维界面而产生作用时,具体机理包括以下几个方面:①树脂基体吸水塑化软化导致模量显著下降,其支撑作用和传递载荷的能力减弱;②树脂基体吸水产生微裂纹以及裂纹扩展,导致基体强度降低;③基体树脂与增强纤维的吸湿膨胀,但热膨胀量不一致,基体裂纹扩展至纤维、吸湿破坏基体树脂/纤维粘结界面的化学键等造成处树脂/纤维界面破坏、脱粘。湿热环境不仅影响纤维增强树脂基复合材料的力学性能,也影响其破坏模式,具体是何种破坏模式取决于基体强度和纤维/基体界面强度。若后者大于前者,则基体首先被破坏;若后者小于前者,则发生界面破坏。常温干燥环境下,多数破坏是基体和界面的混合破坏,高温高湿环境下多为界面的破坏。 如文献[3]研究了连续玻璃纤维毡增强聚丙烯复合材料(GMT/PP)的界面状态与湿热稳定性关系,研究显示未经沸水浸泡,材料层间剪切断口的拨出纤维表面粘附有少量树脂,但经沸水浸泡后,纤维的表面变得光洁,未粘有树脂,呈现典型的界面破坏。 3结束语 随纤维增强树脂基复合材料技术的发展,其产品在高新科技、高端工业和国防领域的用途越来越广,用量也不断攀升,因此其老化问题得到人们的关注。目前对纤维增强树脂基复合材料湿热老化的研究普遍存在重复性,缺乏系统性,建议今后研究中注意:(1)目前有关复合材料的湿热老化问题的研究主要集中在纤维增强环氧树脂、双马来酰亚胺树脂和乙烯基树脂等复合材料,应加强开展纤维增强其它树脂基功能复合材料及结构功能一体化复合材料的湿热老化研究,如,纤维有机硅树脂耐热透波复合材料、纤维/酚醛
1、简述构成复合材料的元素及其作用 复合材料由两种以上组分以及他们之间的界面组成。即构成复合材料的元素包括基体相、增强相、界面相。 基体相作用:具有支撑和保护增强相的作用。在复合材料受外加载荷时,基体相一剪切变形的方式起向增强相分配和传递载荷的作用,提高塑性变 形能力。 增强和作用:能够强化基体和的材料称为增强体,增强体在复合材料中是分散相, 在复合材料承受外加载荷时增强相主要起到承载载荷的作用。 界面相作用:界面相是使基体相和增强相彼此相连的过渡层。界面相具有一定厚度,在化学成分和力学性质上与基体相和增强相有明显区别。在复 合材料受外加载荷时能够起到传递载荷的作用。 2、简述复合材料的基本特点 (1)复合材料的性能具有可设计性 材料性能的可设计性是指通过改变材料的组分、结构、工艺方法和工艺参数来调节材料的性能。显然,复合材料中包含了诸多影响最终性能、可调节的因素,赋予了复合材料的性能可设计性以极大的自由度。 ⑵ 材料与构件制造的一致性 制造复合材料与制造构件往往是同步的,即复合材料与复合材料构架同时成型,在采用某种方法把增强体掺入基体成型复合材料的同时?,通常也就形成了复合材料的构件。 (3)叠加效应 叠加效应指的是依靠增强体与基体性能的登加,使复合材料获得一?种新的、独特而又优于个单元组分的性能,以实现预期的性能指标。 (4)复合材料的不足 复合材料的增强体和基体可供选择地范围有限;制备工艺复杂,性能存在波动、离散性;复合材料制品成本较高。
3、说明增强体在结构复合材料中的作用能够强化基体的材料称为增强体。增强体在复合材料中是分散相。复合材料中的增强体,按几何形状可分为颗 粒状、纤维状、薄片状和由纤维编制的三维立体结构。喑属性可分为有机增强体 和无机增强体。复合材料中最主要的增强体是纤维状的。对于结构复合材料,纤 维的主要作用是承载,纤维承受载荷的比例远大于基体;对于多功能复合材料, 纤维的主要作用是吸波、隐身、防热、耐磨、耐腐蚀和抗震等其中一种或多种, 同时为材料提供基本的结构性能;对于结构陶瓷复合材料,纤维的主要作用是增 加韧性。 4、说明纤维增强复合材料为何有最小纤维含量和最大纤维含量 在复合材料中,纤维体积含量是一个很重要的参数。纤维强度高,基体韧性好,若加入少量纤维,不仅起不到强化作用反而弱化,因为纤维在基体内相当于裂纹。所以存在最小纤维含量,即临界纤维含量。若纤维含量小于临界纤维量,则在受外载荷作用时,纤维首先断裂,同时基体会承受载荷,产生较大变形,是否断裂取决于基体强度。纤维量增加,强度下降。当纤维量大于临界纤维量时,纤维主要承受载荷。纤维量增加强度增加。总之,含量过低,不能充分发挥复合材料中增强材料的作用;含量过高,由于纤维和基体间不能形成一定厚度的界面过渡层, 无法承担基体对纤维的力传递,也不利于复合材料抗拉强度的提高。 5、如何设才计复合材料 材料设计是指根据对?材料性能的要求而进行的材料获得方法与工程途径的规划。复合材料设计是通过改变原材料体系、比例、配置和复合工艺类型及参数,来改变复合材料的性能,特别是是器有各向异性,从而适应在不同位置、不同方位和不同环境条件下的使用要求。复合材料的可设计性赋予了结构设计者更大的自由度,从而有可能设计出能够充分发掘与应用材料潜力的优化结构。复合材料制品的设计与研制步骤可以归纳如下: 1)通过论证明确对于材料的使用性能要求,确定设计目标 2)选择材料体系(增强体、基体) 3)确定组分比例、几何形态及增强体的配置 4)确定制备工艺方法及工艺参数
飞机聚合物基复合材料的热变形行为分析 发表时间:2019-04-08T15:58:12.957Z 来源:《防护工程》2018年第36期作者:路敏菲宋勇 [导读] 以热力学内变量理论为主要依据,采用无损检测方法对飞机聚合物基复合材料的热变形行为进行分析。 中航飞机股份有限公司汉中飞机分公司陕西汉中 723215 摘要: 以热力学内变量理论为主要依据,采用无损检测方法对飞机聚合物基复合材料的热变形行为进行分析。首先,确定实验采用的主要材料,实验中观察聚合物基复合材料是否会受玻璃化转变的影响,以此测定分析该材料在降温和升温的状况。实验结果表明聚合物基复合材料在降温和高温的热应变基本符合线性变化,而且两者基体变化几乎一致,说明纤维可以增强聚合物基复合材料的热变形行为。 关键词:聚合物基复合材料;制造工艺;无损检测方法;热变形行为; 中图分类号:G642 文献标识码:A 0引言 随着国防工业的快速发展,复合材料在飞机和发动机上的应用越来越多,多数会使用在尾翼和机翼上,聚合物基复合材料可以增加舵面的承力面积,可以将承力结构扩展到机翼的两侧,采用的结构形式比较简单,是从简单的板式结构方向发展,制造工艺比较繁琐,航空通常会采用纤维增强聚合物基复合材料,在按照结构形式将其分类,主要有层板结构和板芯夹层结构等,此外,也可以按照形状进行分类,主要有平板和曲面等。飞机聚合物复合材料制件的方式提高了无损检测技术的要求。在材料制件的过程中经常容易出现分层和夹层的问题,而飞机聚合物复合材料制件种类的多样化给无损检测带来了很大的挑战,主要表现在以下几个方面;第一,不同结构和不同制作工艺的聚合物复合材料制件中,缺陷信号的表现形式也有所不同。第二,复杂结构制件的无损检测可达性较差。第三,不同种类聚合物复合材料制件有效适用的无损检测方法不同。为了满足飞机聚合物复合材料及制件的无损检测需求,就需要不断的钻研,不断的实践,鉴于上述现象,通过实验分析飞机聚合物基复合材料的热变形行为[1]。 1资料与方法 1.1 主要材料 聚合物基复合材料:丙酮;聚乙二醇4000,选自广东西陇化工股份有限公司,化学纯度较高[2]。 偏高岭土:采用内蒙古超牌有限公司的高活性偏高岭土,具体成分如下所示; 表1偏高岭土具体成分 图1实验结果 图1是实验结果,需要注意的是为了更简便的计算出参数,在本次实验中基于热力学内变量理论,不考虑参数的取值范围,得出以下理论。从图1 的实验结果中可以看出,聚合物基复合材料热应变的膨胀系数会随着温度的改变而改变,当储能模量超过损耗模量,获取的两种模量温度会随之增加。当储能模量未超过损耗模量,两种模量温度会不断降低。 3讨论 聚合物基复合材料在典型的形状记忆温度循环中会发生热变形行为,当温度在10摄氏度到60摄氏度之间该材料会发生变化,从图1 中可以看出,聚合物基复合材料在高温和低温时的热应变基本符合线性变化,而且两者基体变化几乎一致,说明纤维可以增强聚合物基复合
第八章复合材料结构耐久性损伤容限设计(二)第2 页共8 页 课 题 第八章复合材料结构耐久性损伤容限设计(二) 目的与要求耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则提高零部件耐久性/损伤容限的特殊设计方法和材料使用因素 了解耐久性/损伤容限设计实例 材料因素对耐久性/损伤容限设计的影响程度 重点耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则提高零部件耐久性/损伤容限的特殊设计方法和材料使用因素 难 点 耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则 教 具 复 习提问耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则?提高零部件耐久性/损伤容限的特殊设计方法和材料使用因素? 新知 识点 考查 耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则 布置 作业 课堂布置 课后 回忆 耐久性/损伤容限的基本设计方法、通用过程流程和一般设计原则?备注 教员
第八章复合材料结构耐久性损伤容限设计(二)第2 页共8 页
第八章复合材料结构耐久性损伤容限设计(二)第2 页共8 页 1.耐久性/损伤容限设计方法 1.1.概述 1.1.1目的 耐久性/损伤容限的设计方法主要是正确地制定和执行,对结构的耐久性/损伤 容限控制计划。 1.1.2主要的两项任务 ●确定关键件根据系统的整体性、零件在系统中的位置、作用以及零件的 服役环境,又设计人员预先或者设计过程中确定零件或部件是否属于关键件, 或者重要件。 ●对关键件进行全面的质量控制由设计人员,协同工艺人员、质量控制、 操作人员和其他方面的人员,共同完成关注关键件或重要件的制造过程,要求 从材料的定制、运输、存储、下料、铺贴、固化、成形、机械加工,以及随后 的试验等方面进行控制。 1.1.3设计原则 ●关键部位、关键件可能出现的缺陷/损伤的类型、尺寸、位置、范围以及 他们的相对严重性; ●评定损伤对疲劳载荷的敏感性及其疲劳扩展性,修理的最佳方案和可能保 留的剩余强度值; ●最后剩余强度的验证,确定检查间隔时间、检查方法,以及中间发生的损 伤扩展; ●环境对带有缺陷或损伤的零部的影响程度,突发事件可能导致的损伤和缺 陷的发展。 1.2.关键件的选择 1.2.1.评价因素 ●一旦破坏或其破坏持续未被查出会对结构安全造成严重的后果的结构危 险部位和构建 ?承受的服役中出现超载能力对飞机而言就是飞行可能出现结构承 力; ?静态试验或启动过程中附加的超大载荷对飞机而言则表示为,地面
一种复合材料的明确的大变形理论公式 摘要 一种几何非线性的复合材料和由此产生的显式动力有限元算法的制定。建议制定假设,小的弹性和大的塑性变形,考虑使用映射成等价各向同性空间在每个时间步长,其中组合构成的方程的整合模型变量的张量的各向异性。内部变量的演化计算的辅助空间,同时考虑到材料的非线性变形,结果映射回真实应力空间。映射张量为每一个新的空间结构的更新,使加工一般各向异性材料的大应变下,可以加工多种复合材料使用的混合理论。复合材料的变形是出于每种物质的力学响应,并由此产生的模型允许一个完全非线性的分析,结合不同的材料模型,如在一种复合物质中,在其他弹塑性变形损坏下,三分之一的物质的仍保持弹性变形。 关键词: 复合;各向异性;混合理论;构成模型 1 引言 复合材料结构的应变和应力分析通常涉及使用平均材料的机械性能,或作为一个完全新的材料复合的研究。第一种方法是相当有效的,当所有材料弹性变形,以及不同阶段之间的相互作用是线性的并依赖其在复合材料的体积参与。在第二种方法中,加载下材料的变形没有得到复合物质的隔离性能,这意味着对表征的材料常数进行更多的测试时,例如,一个新的纤维方向或另一个阶段列入参考。作者采用不同的复合物质的联合变形考虑复合材料的变形。每种材料单独考虑,允许矩阵塑化,例如,独立的纤维。 另一个要强调的一点是,各向同性是一个例外而不是一种处理复合材料的规则。因此,必须对重大高效的大应变非线性有限元算法建立一个简单,全面和有效的各向异性模型。 本文作者使用各向异性材料的机械性能,定义了两个四阶张量,建立了一个真正的应力和应变的空间和虚构的,各向同性的,应力和应变空间之间的映射。作为弹塑性行为假定,选择在虚拟空间的屈服面,以履行凸性和不变性的先决条件,可用于各向同性率本构方程的数值积分的简单和久经验证的算法。类似的程序,可以用来研究材料的破坏或蠕变。该算法是实施明确动态代码SIMPACT[1],考虑允许接触,处理点球的方法。因为基础的方案是明确的,所以刚度矩阵的计算是没有必要的。根据复合材料混合理论[2],通过添加一个外循环在确定的左手边的动力学方程,并对不同物质衡量影响整体变形的程度,紧随其后的是代码集算法的分析。 在第2节给出一个简短的讨论混合理论,而在第3节给出建议的方法来处理各向异性材料的基础上。在第4节给出的各向异性模型验证和实施的主要步骤。 2 混合理论与算法的概要 大应变的实施制定认为,这样的应变梯度张量乘法分解为 (1) 其中F是应变梯度,Fe和Fp的弹性和塑性构成。应变在其弹性和塑料零件中通常在添加剂中分解,在原有的或变形的结构也如此假设,例如,Almansi 应变
[文章编号]!""#$"%"&(’""!)"($"()’$"# !"合成#$%&’,()*%+#$复合材料的热力学分析! 朱和国!,’,吴申庆!,王恒志’ (!*东南大学材料科学与工程系,南京’!""&%;’*南京理工大学材料科学与工程系,南京’!""&#) [摘要]从热力学的角度讨论了原位反应生成+, ’ -(和./0’陶瓷粒子增强铝基复合材料的合成机理。结果表 明,在+,1./- ’ 10体系中,以一定的加热速率加热至!"2(3左右时,+,与./-’之间首先发生铝热反应,反应产生出 活性钛原子并形成+,1./10反应系;+,0 ’和+, ( ./均系反应中间产物,+,0’在!’""3左右时分解为+,和0,+,(./被 0还原,当0的加入量(摩尔)是./-’的两倍左右时,+,(./基本消失,最终生成+,’-(和./0’陶瓷颗粒增强的铝基复合材料。 [关键词]原位反应;陶瓷粒子;热力学 [中图分类号].0((![文献标识码]+ 原位反应生成物表面干净,无污染,与基体的相容性好,其磨损性能、力学性能均有明显提高[!4(]。特别是56(789:;<=>/?6/@A<=@/9B)法它不需要点火装置,因而结构简单,成本低,操作方便,已被用于制备高温陶瓷粒子增强的复合材料。原位反应的关键在于增强相组元之间的化学反应,而化学反应需要具备一定的热力学和动力学条件,可通过控制影响化学反应的热力学条件因素来调节反应产物(增强相)的组织形态、分布情况,从而制备出所需要的自生复合材料。 因反应过程复杂,研究比较困难,文献[#]通过淬冷的方法研究了C<1./1D系在反应过程中组织结构的演变规律及./D在C<和./中不同的形成机理。文献[E]分析了0 ’ -(与FG1H/合金反应的动力 学及热力学,认为0 ’ -(与FG1H/的反应温度与FG1 H/的熔点相近,且反应速度快,生成物FG-均匀分布于基体中。此外,也有学者对+,1./1D[%,2],DI-1 +,[)],./-’1J(0-(1KL+,C%1+,1#*EDI[&],+,1KM1D[!"]等系的反应热力学及反应机理进行了研究,但对+,1 ./-’10的热力学研究尚未见报道,本文作者就此作一探讨。 ,试验方法 实验采用+,粉、./- ’ 粉及0粉,其纯度分别为&&*%N,&&*"N,&&*&N,粒度分别为E"4!""!>,’4(!>,’4(!>。将粉末按一定的质量百分比混合,挤压成坯,再将压坯置于真空反应炉中,抽真空、充氩,反复进行多次,最后充氩至"*#OL左右,以一定的升温速率预热压坯;通过检视窗口发现,在加热至!"2(3左右时压坯发生了剧烈的化学反应,经保温一段时间后,冷却至室温,制成试样,通过5射线衍射、扫描电镜观察、能谱等进行显微组织分析。 %结果与讨论 %*,反应结果 在+,1./- ’ 体系中,以一定的升温速率预热至! "2(3左右时,压坯发生了如下的反应: +,P./-! !! ’ +,’-(P[./](!)[./]! !! P+,+,(./(’)反应产物(见图!(L))呈(种形态:棒状物、细小颗粒及暗色背底。5射线衍射分析(图!(M))和能 谱分析得知棒状物为+, ( ./,暗色背底为铝基体,细 小颗粒是+, ’ -(。随着硼粉的加入增多,反应持续时 间延长,基体组织细化,棒状物+, ( ./逐渐被硼还原,棒的边缘不再光滑,且其表面还有少量的反应 产物。当0Q./- ’ 摩尔比为’时,棒状物基本消失,5射线衍射分析(图’(M))进一步证明了这一点,此 时的反应产物为+, ’ -(和./0’,其中./0’颗粒尺寸细小,为纳米级(图’(L))。 第!!卷第(期R9,*!!K9*( 中国有色金属学报 (-./-)0.1.234506$378307.553419.:6$1 ’""!年%月 SIB*’""! "[基金项目]江苏省自然科学基金资助项目(03’"""""() [收稿日期]’"""$!"$!E;[修订日期]’"""$!’$’’[作者简介]朱和国(!&%($),男,讲师,博士研究生*万方数据
高分子共混和复合材料 摘要: 聚合物共混改性是实现高分子材料高性能化、精细化、功能化和发展新品种的重要途径。许多聚合物共混物具有性能优异、加工周期短、价格低廉等特点,已广泛应用于电子设备、家用电器、汽车工业、纺织业、建筑业等方面。发展速度非常快。据报导,80年代塑料工业的年增长率为2%-4%,而聚合物共混物的年增长率为9%-11%,工程塑料共混物的年增长率为13%-17%。以1987年为例,有60%-70%的聚烯烃和23%的其他聚合物是以共聚物的形式进入销售市场的。80年代末以来,塑料合金增长率为11%,单1997午产量就有200万吨左右。关于聚合物共混的历史可以追溯到1864年,当时Hancock将天然橡胶与古塔波胶混合制成了雨衣,并提出了两种聚合物混合以改进制品性能的思想。 正文: 一、高分子共混物的制备方法 高聚物共混物的制备方法主要有物理共混法和共聚-共混法两类,此外还有IPN(互穿高聚物网络化)法。各种共混法所得高聚物共混物的理想形态结构大多应为稳定的微观多相体系。影响高聚物共混物形态结构的最根本因素是其共混物组分的热力学相容性;但并非相容性好的共混体系就一定能形成理想的形态结构,它还要受共混方法及工艺条件的影响,所以有必要研究各种共混方法及相应的设备以及工艺条件。这里着重介绍物理共混法和共聚-共混法。 1物理共混法 物理共混法是依靠物理作用实现高聚物共混的方法,工程界又常称之为机械共混法,共混过程在不同种类的混合或混炼设备中完成。 大多数高聚物共混物均可用物理共混法制备。在混合及混炼过程中通常仅有物理变化。但有时由于强烈的机械剪切作用及热效应使一部分高聚物发生降解,产生大分子自由基,继而形成少量接枝或嵌段共聚物。这类化学反应应不成为该过程的主体,否则将不属于物理共混的范畴。 从物料形态分类,物理共混法包括粉料(干粉)共混、熔体共混、溶液共混及乳液共混四类: (1)粉料(干粉)共混法将两种或两种以上品种不同的细粉状高聚物在各种通用的塑料混合设备中加以混合,形成各组分均匀分散的粉状高聚物的方法称为粉料(干粉)共混法。用此种方法进行高聚物共混时,也可同时加入必要的各种塑料助剂(例如增塑剂、稳定剂、润滑剂、着色剂、填充剂等)。经干粉混合所得高聚物共混物料,在某些情况下可直接用于压制、压延、注射或挤出成型,或经挤出造粒后再用于成型。可见,干粉共混法具有设备简单、操作容易的优点。其缺点为:①所用高聚物原料必须呈细粉状,若原料颗粒较大,尚需采用粉碎设备制粉;②干粉混合时,高聚物料温低于它们的粘流温度(<Tf),物料不易流动,故混合分散效果较差。可见,一般情况下不宜单独使用干粉混合法。 (2)熔体共混法熔体共混法又称熔融共混,此法系将共混所用的高聚物组分在它们的粘流温度以上(>Tf)用混炼设备制取均匀高聚物共熔体,然后再冷却、粉碎(或造粒)的方法。初混合的设备和操作情况类似于前述之干粉共混。但由于熔融共混法中的初混合并非最终的共混操作,所以高聚物原料在粒度上的要求不很严格。某些情况下也可以不经初混合而直接在混炼设备中熔融共混。熔融共混法具有如下优点:共混的高聚物原料在粒度大小及粒度均一性方面不象干粉共混那样严格,所以原料准备操作较简单;共混物料成型后,制品内相畴
第八章高分子共混材料和复合材料 目的要求: (1)了解高分子共混材料的结构类型、成型方法、性能特点及其应用 (2)掌握聚合物之间的互溶性,共混物形态结构与性能的相互关系 (3)了解高分子复合材料的结构类型、成型方法、性能特点及其应用 (4)了解纳米复合材料的制备方法和原理 教学重点: (1)聚合物共混物的概念、聚合物之间的互溶性 (2)聚合物共混物的形态结构、性能及相互间的关系 (3)聚合物复合材料的概念、性能特点 教学难点:聚合物共混物的形态结构、性能及相互间的关系 教学课时:6h 教学方法:讲授 教学内容与步骤 一.高分子共混材料 (一)概念 1、定义:两种或两种以上聚合物通过物理或化学的方法混合而形成宏观上均匀、连续 的固体高分子材料。 2、优点: A综合均衡各聚合物的性能 如聚对苯二甲酸己二醇酯具有良好的模量,穿着挺括性好,但吸湿性差,难染色,难黏结,而聚酰胺6纤维的断裂功较大,也就是说抗冲击性好、易染,但模量较低;将聚对苯二甲酸己二醇酯和聚酰胺6共混则可实现性能上的互补 B使用少量的某一聚合物作为另一聚合物的改性剂 最早利用共混改性的是聚苯乙烯,把天然橡胶混入聚苯乙烯,制成了改性聚苯乙烯,改变了聚苯乙烯的脆性,使他变得更加的坚韧和耐冲击。这是因为分散在聚苯乙烯中的天然橡胶颗粒能够吸收大量的冲击能量,使共混物的耐冲击性和韧性有所提高。 C改善某些聚合物的加工性能 如聚对苯二甲酸乙二醇酯是一种具有优良的耐磨、耐热、耐化学试剂性的工程塑料,但PET具有较高的熔融温度和较慢的结晶速率;PA66结晶速率快、加工性能好;将PET和PA66共混,PA66可以作PET结晶的成核剂,以改善PET的加工性能。UHMWPE+LDPE或者HDPE或者PP共混 D满足某些特殊性能 韧性树脂/脆性树脂:增韧;含卤树脂/其他树脂:阻燃;硅树脂/其他树脂:自润滑;PTFE/其他树脂:耐磨。 E.对某些性能卓越,但价格昂贵的工程塑料,可以通过共混,在不影响使用要求的条件下降低原材料的成本。 如PA/PE或PA/PP、PC/PP、PPO/PS等 (二).制备 1.物理共混(机械共混): 将各高聚物组分在混合设备如高速混合机、双辊混合机、挤出机中均匀混合。
新修订小学阶段原创精品配套教材 第13课图像大变形”教学设计教材定制 / 提高课堂效率 /内容可修改 Lesson 13 Teaching Design of "Big Image Deformation" 教师:风老师 风顺第二小学 编订:FoonShion教育
第13课图像大变形”教学设计 【教学目标】 ·能灵活运用“翻转”、“旋转”、“拉伸”、“扭曲”、“反色”等工具变化图形 【教学内容】 ·翻转和旋转图形 ·拉伸和扭曲图形 【教学准备】 ·鲸鱼和小鱼的图片文件拷贝到学生机 ·变形鲸鱼图片拷贝到学生机 【教材分析与教学建议】 本课是图形编辑的高级应用,教材通过实例讲解,介绍了如何翻转/旋转、拉伸/扭曲图形、反色图形。 学生已经学习了画图的基本知识,因此本课的操作对学生来说容易掌握,但是学生不一定能顺利体会翻转、旋转、拉伸、扭曲图形的应用场合。因此本课教学建议创设情境,让学生在应用情景中熟悉基本工具的操作方法,并学会自主创作的方法。
反色操作涉及三色原理,而且应用机会较少,可以作为拓展内容。 【教学重难点】 重点:变化图形跟编辑图形一样,必须先选定图形 难点:图形的拉伸和扭曲 【教学方法和手段】 创设情境,综合运用自主创作和实践练习的方法,让学生熟悉基本工具的操作方法,同时鼓励学生积极创作。 【教学过程】 一、学习图形的翻转/旋转 师(出示图片):鲸鱼在海里寻找食物,可是它没有发觉小鱼就在它后面呢。同学们能不能帮助他,让它能饱餐一顿呢? (学生自由交流发言,并尝试操作。) 师:同学们真聪明!把小鱼移动到鲸鱼的前面,就可以让鲸鱼发现前面的小鱼了。可是小鱼明明看见了前面有鲸鱼,怎么会自己跑到鲸鱼的前面呢?最好的办法就是,小鱼不动,鲸鱼自己回过头来。怎么做呢? (教师演示操作步骤) 第1步:单击工具箱中的“选定”工具,选择鲸鱼图形。 第2步:单击菜单栏中的“图像”菜单,选择“翻转/旋转”命令,打开“翻转/旋转”的对话框。
?岩土工程与地下工程" 老黄土隧道拱腰初支大变形破坏与处理技术 洪坤 (中铁二十局集团有,陕西西安710016) #摘要】文章依托宝兰客专南山堡隧道和蒙华铁路阳山隧道选择刚性和柔性支护的黄土隧道大变形施工实例,详细介绍了黄土隧道初支大变形的特?,发展过程,变形破坏规律及力学机理规律展开系统论述,针对黄土隧道初期支护变形、破坏、侵限问题,采钢筋网、锚管补强、钢架截换局部增大格栅钢架主筋补强、加大格栅钢架主筋加厚喷射混凝土厚度、加密钢拱架,让压支护等结构多种处理方案,通过工程实践和理论分析,对初期支护结构加固和加强进行探索,依靠稳定的封闭结构,有效减少拱腰的应力集中现象,成功解决了黄土隧道初支变形侵限的危害,对以后类似隧道工程设计、施工均可起到一定的借鉴、指导作用。 【关键词】初支大变形;初护补强;二层支护结构;让压支护结构 #中图分类号】U457>.3 由于黄身的特殊性质,黄循环变化间产生力学差异巨大⑴,导致黄土隧期支护拱腰处喷射混凝土开裂、剥落,钢架变形、甚至剪断,形成安全隐患,引起工,造成巨大失,给设来严重困扰。因此黄土隧期变形破坏规律与合理的,参数及开挖,对提高隧道设计的合理性的安全性具有一定的指导意义。 1工程实例 工程案例均为初期支护完成,喷射混凝土强度达到设计值,监控量测信息反馈拱顶身收完成,回归分析围岩、,停止监控量测的情况下,由黄土含水率增大而发生大变形(11)&变形由围岩应力调整,引起钢架间喷射混凝力作用下隆起鼓,阶分薄弱面纵向开裂,裂缝不断向钢架延伸,最终以应力集中形式作用在钢架上,钢架受力生变形将荷载传递至锁脚锚管端部,锁脚管再将端部荷载扩散到围岩中。力在传递过程中任何一个环节抵抗能力,则该点变形破坏突出&变形一生持续时间,没有突变性,变形量大,但也能,变形随着时间的推移而增长,但速率逐渐变小直至& 1.1型钢构支撑实例 兰客隧道全长3497m,位于甘肃省通渭县南山村,为单线隧道,设斜井一座,全571m&隧道穿越老黄土地层先后三生初期支护大变形,其中一于正洞,斜井辅助内,均为'级围岩,埋深约90~ 120m& XK0+571~XK0+541段,断面60.57m2,台阶法施工,开挖时土体天然含水率约20%,洞身局部偶有滴水。初期完成约14d,现拱腰台阶分缝期支凝土纵向开裂,裂纹宽2~5mm,30cm&发现裂缝,当即补设测点,针对变形较大监控量测。持续现裂纹钢架的中间位置,走向与线路平#文献标志码】A 行,随着时间推移向钢架方向延伸和加宽,局部伴有少量斜向、横向裂缝及&监控量测数据信息显示,测点累最大值31mm、收最大值43mm围岩渐趋,补测点监测收敛最大值4mm/d。 数为:拱墙设(22砂浆锚杆,长3.0叫梅花形布置,拱墙设(8钢筋网,间20cm?20c叫拱墙设116型钢钢架,间1棉/叫(42脚锚管长3叫钢架之间用(22纵向一起其环相间距1.0m,C25喷射混凝:22cm,C30衬凝30cm。 分析围岩含水率偏高偶有水渍、滴水,隧开挖造成周赋水,致身周围黏质黄,甚至为流塑体,力学强度低,隧,上阶初期缝薄弱部隆起开裂 拱腰部位刚度需补强,斜井对该工点施全极大,及补强,采用钢架支以全。设杆其他参数不变,补强钢架设与初期支护钢架布设。处理呈:状态,后期优化取消了C30衬砌混凝土& DK867+930-DK867+942段断面138.1m2,三台阶法施工,位于斜井进入正洞的交叉口处,开挖时天然含水率约14%,衬先预留,待斜井口封整做,该端二衬格衬全的要求跟进掌子面。 期完成约6个月后,发现交叉口对面正面拱部及边墙上部纵向裂纹,约2~5mm宽,最的约40cm,持续现裂纹钢架的中间,大部分向与线路,局部有少量斜向、横向裂缝,随着时间推移裂缝有所,钢架轮廓现环向裂纹,钢架有剥&恢复监控量测并补点监测,发现拱顶,洞身收率 [定稿'期#2019-04-16 [作者简介]王洪坤(1987~),男,本科,高级工程师,主要从事隧道施工与管理工作。 150四川建筑第39卷3期2019.6