管式炉裂解 guanshilu liejie 管式炉裂解 pyrolysis in tubular furnace 石油烃通过管式裂解炉进行高温裂解反应以制取乙烯的过程。它是现代大型乙烯生产装置普遍采用的一种烃类裂解方法。 管式炉裂解生产乙烯的工艺已有60多年的历史。管式裂解炉是其核心设备。为了满足烃类裂解反应的高温、短停留时间和低烃分压的要求,以及提高加热炉的热强度和热效率,炉子和裂解炉管的结构经历了不断的改进。新型的管式裂解 炉的热强度可达290~375MJ/(m h),热效率已可达92%~93%,停留时间可低于0.1s,管式炉出口温度可到900℃,从而提高了乙烯的产率。 工艺流程可分为裂解和急冷-分馏两部分(图1[管式炉裂解工艺流程]
①裂解裂解原料经预热后,与过热蒸汽(或称稀释蒸汽)按一定比例(视原料不同而异)混合,经管式炉对流段加热到500~600℃后进入辐射室,在辐射炉管中加热至780~900℃,发生裂解。为防止高温裂解产物发生二次反应,由辐射段出来的裂解产物进入急冷锅炉,以迅速降低其温度并由换热产生高压蒸汽,回收热量。 ②急冷-分馏裂解产物经急冷锅炉冷却后温度降为350~600℃,需进一步冷却,并分离出各个产品馏分。来自急冷锅炉的高温裂解产物在急冷器与喷入的急冷油直接接触,使温度降至200~220℃左右,再进入精馏系统,并分别得到裂解焦油、裂解柴油、裂解汽油及裂解气等产物。裂解气则经压缩机加压后进入气体分离装置。 裂解原料和产品分布最初,美国管式炉裂解原料是用天然气、油田伴生气和炼厂气中回收的轻质烃,其中主要含有乙烷、丙烷、丁烷及碳五馏分。50年代,西欧和日本的石油化工兴起,由于缺乏石油及天然气资源,因而采用石脑油作裂解原料。60年代后,又相继开发以轻柴油、重柴油和减压瓦斯油为原料的裂解技术,扩大了裂解原料来源。对于不同的原料,裂解工艺参数不同、在适宜条件下的裂解产品分布也各异(见表[不同原料管式炉裂解产品
乙烯裂解炉基础-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
中油吉林石化分公司60万吨/年乙烯装置改扩建项目 裂解炉基础施工技术方案 1.编制说明 裂解炉工程为60万吨/年乙烯装置改扩建项目的第一个分部工程,定于2004年5月18日正式开工,为确保工程质量达到国家施工验收规范要求并保证施工进度,特编制本施工方案。由于施工图纸未完全下发,本方案编制时仅考虑灌注桩与承台的施工,其它分项待图纸出齐后另行编制方案。施工中如遇不可预见的情况,应根据现场实际情况确定解决。 2.编制依据 .施工图纸 1705Ⅱ-800F-062-2、3; .地质勘测报告;. .采用的规范和标准 《建筑桩基技术规程》 JGJ94-94; 《建筑地基基础工程施工质量验收规范》 GB50202-2002; 《混凝土结构工程施工质量验收规范》 GB50204-2002; .甲方对工程施工进度的要求; .施工现场实际情况; 3.工程概况 .工程情况简介 新建裂解炉位于原裂解炉西侧,基础采用钻孔灌注桩,桩径φ400,桩身进入中风化岩至少500mm深,且桩长必须≥,桩数共计:241根(包括3根极限荷载试验桩),承台为大体积砼结构,厚度1200㎜,砼量共计:791m3。 .现场情况 由于地质情况比较复杂,勘测与设计部门建议本工程采用边试验、边施工的方式,施工的过程中不可予见的因素较多,基础下部原有管线保护给施工带来一定的难度,也对各有关单位(建设单位、施工单位、监理单位)的组织管理、协调配合提出了更高要求。
4.施工准备 .施工现场准备 施工人员入场,确定施工暂设区,布设施工所用模板、钢筋、砼原材料及脚手工具等堆放、加工场地; 各项机具、材料进场后,分规格、型号堆放尽量减少在厂内的二次倒运; 组织好施工所需人员、劳动力,选择技术能力强、业务素质好、质量意识高的管理人员及操作班组进行本项目施工。 动土证办理,定位测量基准点确定。 .施工技术准备 熟悉图纸并领会设计意图,设计交底,及时自审、会审; 确定施工方法,计算工程量,提出材料计划; 对施工人员进行技术培训,准备施工所需各种技术标准、规范并熟练掌握;5.施工方法 .施工程序 定桩位→地表草坪清理→土方开挖→试钻→钻孔→验孔→下钢筋笼→砼浇注→砼养护→凿桩头→桩检测→砼垫层→承台钢筋绑扎→承台砼浇筑→拆模→土方回填 .施工方法 灌注桩 根据甲方要求,定出试验桩位后在桩孔处采用人工破除原有草坪及下部土方,首先进行3根试验桩的施工,即需要钻孔机第一次布设钻孔,试验桩施工结束后,撤除钻孔机,进行机械挖土,由于桩位站装置西侧消防检修道 路,故需要采用凿岩机拆除沥青砼路面(附图1); 测量放线确定开挖界限,挖土方式为基础坑端开挖法:挖土采用WY80反铲挖掘机,后退式挖土,挖出的土方由20t自卸汽车外运,应由甲方指定卸土场,并对运距给予确认。 鉴于地下存在管线,,建设单位要求施工单位在土方施工前,人工挖“十”形探坑,用以确认地下埋藏物(管线、地沟等)的位置,采取相应的处理措
裂解炉辐射段炉管堵塞原因分析及对策
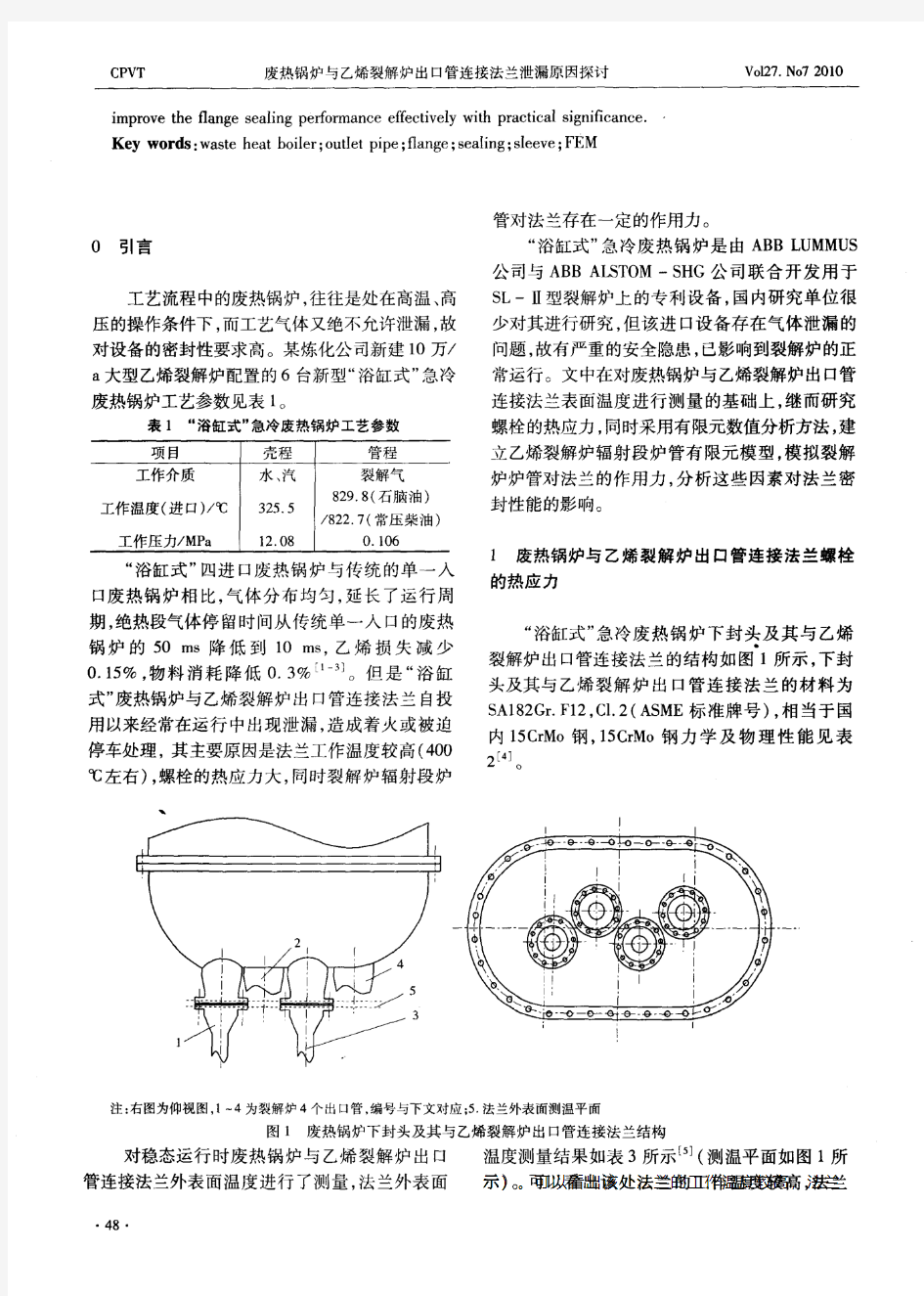
的文丘里全部更换成喉径为 18mm 的新文丘里管(如下图)。此后上述堵管现象大为减少。 (中国石油吉林石化公司乙烯厂,吉林, 132022) 摘要:辐射段炉管堵塞是乙烯装置裂解炉常见故障之一。文中叙述了吉化大乙烯装置裂解炉辐射段炉管堵塞的 主要现象和有效的处理措施,并阐述了辐射段炉管堵塞的主要原因, 为同类装置避免类似现象发生和处理提供了依据。 关键词:裂解炉;辐射段炉管;堵塞 中国石油吉林石化公司乙烯厂(以下简称吉化乙烯)始建于 1993年,1996年9月一次性开车成 功,原装置共有六台 LSCC1-1型“门式”裂解炉(F0101?F0601),裂解原料石脑油、轻柴油、加氢 /、 尾油及循环乙烷/丙烷等,单台乙烯生产能力为 60 kt/a ,采用五开一备的生产方式,规模为 300 kt/a 乙烯。在2001年吉化乙烯进行了一期扩能改造,新建了一台 PyroCrack6型裂解炉(F0701),裂解原 料为装置自产的循环乙烷及丙烷,使吉化乙烯的生产能力达到了 380 kt/a 。在2004年吉化乙烯进行 了二期扩能改造,新建了两台 PyroCrack1-1SR 型“门式”裂解炉(F0801?F0901),裂解原料为石脑 油、循环乙烷/丙烷,单台炉乙烯生产能力为 120 kt/a ,在二期改造过程中,为了实现装置生产能力 达到700 kt/a 的目标,结合原有六台裂解炉运行情况, 2004年6月至2005年10月先后对F0101 F0601裂解炉进行了扩能改造。改造采用 KTI 技术,将原有LSCC1-1型炉管更换为 GK-6型炉管,单 台裂解炉乙烯生产能力由原来的 60 kt/a 提高到80 kt/a 以上。改造内容包括更换辐射段炉管、对流 段部分管束(高压蒸汽过热段)、底部火嘴、增加除焦罐及燃料控制系统等。 2007年11月,由于裂 解炉周期的影响,新建了一台裂解炉(F1001),提高了裂解炉的备用系数, 保证了装置的满负荷运行。 从开车至今,裂解炉辐射段炉管在运行及升温过程中多次出现堵塞现象, 给裂解炉的安全运行甚 至是装置的平稳运行都带来严重威胁。 下文对吉化乙烯装置裂解炉辐射段炉管堵塞的情况进行了总结 分类和深入分析原因,并提出相应对策。 1.处于横跨段集合管末端的炉管堵塞 2004年至2005年F0101?F0601裂解炉改造后,两侧高温的烃 /蒸汽混合物离开对流段,分别汇 集到一根横跨段集合管然后进入辐射段炉管。 每一根辐射段炉管进口, 都装有一个临界流量文氏管(亦 称文丘里管),以确保在正常的操作中有良好的流量分布。每台裂解炉有 112个进口(每侧炉膛有 56 组),对应于112组GK6型辐射段炉管。改造后设计运行周期为 60天,但是实际运行 20天左右时, 多次出现处于横跨段集合管末端的炉管对应的废热锅炉出口温度迅速上涨, 现场检查发现处于集合管 末端的辐射段炉管上升管变得红亮(对应的下降管还是黑色的) ,有堵塞的迹象,虽然采取了对该组 炉出口温度进行大幅度低控等措施,但不久该炉管还是会堵塞。 2006年至2007年每年发生类似事件 都在10次以上。 原因分析: 1.1经过实际参数与设计参数对比发现,实际横跨压力远远低于设计值,确定原因为物料分配不均, 张维祥 物料在个别炉管及 TLE 内流速慢,停留时间过长,过度裂解,结焦严重致堵塞。
第62卷 第8期 化 工 学 报 V ol.62 No.8 2011年8月 CIESC Journal Aug ust 2011檭檭檭檭檭檭檭檭檭檭檭檭檭檭殐 殐 殐 殐 研究论文 乙烯裂解炉先进控制系统开发与应用 李 平1,李奇安1,雷荣孝2,陈爱军2,任丽丽2,曹 巍2 (1辽宁石油化工大学信息与控制工程学院,辽宁抚顺113001;2 中国石油兰州石化分公司自动化研究院,甘肃兰州730060 )摘要:以中国石油兰州石化公司46万吨/年乙烯装置裂解炉为对象,设计并实施了5台SC-1型乙烯裂解炉先进控制系统,包括平均COT温度控制、管间温度平衡控制、总进料流量控制。详细描述了该系统的工程实施,介绍了先进控制系统硬软件结构、先进控制与常规控制的切换逻辑、先进控制DCS操作界面。本系统的投用极大地提高了裂解炉控制的平稳性和控制精度,带来了显著的经济效益。关键词:乙烯裂解炉;先进控制;温度控制;乙烯装置DOI:10.3969/j .issn.0438-1157.2011.08.022中图分类号:TP 273 文献标志码:A文章编号:0438-1157(2011)08-2216-05 Development and application of advanced process control sy stemfor ethylene cracking heatersLI Ping1,LI Qi’an1,LEI Rongxiao2,CHEN Aij un2,REN Lili 2,CAO Wei 2(1 School of Information and Control Engineering,Liaoning Shihua University,Fushun113001,Liaoning,China;2 Institute of Automation,PetroChina Lanzhou Petrochemical Company,L anzhou730060,Gansu,China)Abstract:The advanced process control systems for the SC-1type ethylene cracking heaters at LanzhouPetrochemical Company 460KTA Ethylene Plant were designed,including the average coil outlettemperature controllers,the pass outlet temperature balance controllers,the total throug houtcontrollers.The software and hardware structure of the control systems,the switching logic betweenadvanced control and DCS regular control,the DCS operation interface for advanced control wereintroduced.The control steadiness and control accuracy for cracking heaters are greatly improved by usingthe advanced process control systems,and remarkable economic benefit is obtained.Key words:ethylene cracking heaters;advanced process control;temperature control;ethylene plant 2 011-05-01收到初稿,2010-05-11收到修改稿。联系人及第一作者:李平(1964—),男,博士,教授。基金项目:辽宁省高等学校优秀人才支持计划(2008RC32);辽宁省高校创新团队支持计划(2007T103 )。 引 言 乙烯装置是石化工业中能耗最大的装置之一。裂解炉是乙烯装置的关键设备,也是乙烯装置的能 耗大户,其能耗占装置总能耗的50%~60%[1] 。 降低裂解炉的能耗是降低乙烯生产成本的重要途径之一。随着节能降耗任务的日趋紧迫,相关企业近 年来积极开展裂解炉节能降耗的攻关,采取一系列 措施,收到可喜的效果[ 2- 4]。其中,采用先进控制技术,优化裂解炉操作,能够提高乙烯、丙烯收 Received date:2011-05-01.Corresponding author:Prof.LI Ping,liping@lnpu.edu.cnFoundation item:supported by the Program for LiaoningExcellent Talents in University(2008RC32)and the Program forCreative Team in University of Liaoning Province(2007T103). 率,使乙烯装置生产能耗明显下降[ 5- 7]。因此,充分利用DCS与计算机技术的优势,运用现代控制技术,有针对性地开发APC先进控制和优化系统,对于充分发挥现有生产装置的运行潜力,有效实现
常用乙烯裂解炉简介 ①鲁姆斯公司的SRT型裂解炉 鲁姆斯公司的SRT型裂解炉(短停留时间裂解炉)为单排双辐射立管式裂解炉,已从早期的SRT-I型发展为近期的SRT-Ⅵ型。 SRT型裂解炉的对流段设置在辐射室上部的一侧,对流段顶部设置烟道和引风机。对流段内设置进料、稀释蒸汽和锅炉给水的预热。从SRT-Ⅵ型炉开始,对流段还设置高压蒸汽过热,由此取消了高压蒸汽过热炉。在对流段预热原料和稀释蒸汽过程中,一般采用一次注入蒸汽的方式,当裂解重质原料时,也采用二次注汽。 早期SRT型裂解炉多采用侧壁无焰烧嘴烧燃料气,为适应裂解炉烧油的需要,目前多采用侧壁烧嘴和底部烧嘴联合的布置方案。底部烧嘴最大供热量可占总热负荷的70%。SRT-Ⅲ型炉的热效率达93.5%。图1—21为SRT型裂解炉结构示意图。 图1-21鲁姆斯SRT-Ⅱ型裂解炉结构示意图 ②斯通-伟伯斯特(S.W)公司的USC型裂解炉 S.W的USC裂解炉(超选择性裂解炉)为单排双辐射立管式裂解炉,辐射盘管为W型或U型盘管。由于采用的炉管管径较小,因而单台裂解炉盘管组数较多(16-48组)。每2组或4组辐射盘管配一台USX型(套管式)一级废热锅炉,多台USX废热锅炉出口裂解气再汇总送入一台二级废热锅炉。近期开始采用双程套管式废热锅炉(SLE),将两级废热锅炉合并为一级。 USC型裂解炉对流段设置在辐射室上部一侧,对流段顶部设置烟道和引风机。对流段内设
有原料和稀释蒸汽预热、锅炉给水预热及高压蒸汽过热等热量回收段。大多数USC型裂解炉为一个对流段对应一个辐射室,也有两个辐射室共用一个对流段的情况。 当装置燃料全部为气体燃料时,USC型裂解炉多采用侧壁无焰烧嘴;如装置需要使用部分液体燃料时,则采用侧壁烧嘴和底部烧嘴联合布置的方案。底部烧嘴可烧气也可烧油,其供热量可占总热负荷的60%-70%。 由于USC型裂解炉辐射盘管为小管径短管长炉管,单管处理能力低,每台裂解炉盘管数较多。为保证对流段进料能均匀地分配到每根辐射盘管,在辐射盘管入口设置了文丘里喷管。图1-22是USC型裂解炉结构示意图。 图1-22 USC型裂解炉结构示意图 ③凯洛格(Kellogg)公司的毫秒炉 凯洛格公司的毫秒炉为立管式裂解炉,其辐射盘管为单程直管。对流段在辐射室上侧,原料和稀释蒸汽在对流段预热至横跨温度后,通过横跨管和猪尾管由裂解炉底部送入辐射管,物料由下向上流动,由辐射室顶部出辐射管而进入第一废热锅炉。裂解轻烃时,常设三级废热锅炉;裂解馏分油时,只设两级废热锅炉。对流段还预热锅炉给水并过热高压蒸汽。热效率为93%。 毫秒炉采用底部大烧嘴,可烧气也可烧油。
ENERGY CONSERV ATION AND CONSUMPTION REDUCTION TECHNOLOGY IN ETHYLENE CRACKING FURNACE XIE Xu-Dong CHENG Guang-Hui SONG Jian-Jun 中国石化齐鲁烯烃厂 Abstract:This article introduces the operation of energy conservation and consumption reduction in recent years of Ethylene cracking furnace at QILU petrochemical Co.Ltd. key words: cracking furnace energy conservation and consumption reduction 乙烯装置裂解炉节能降耗 谢旭东程广慧宋建军 中国石化齐鲁烯烃厂,淄博,255411 摘要:本文综述了齐鲁乙烯装置近年来在裂解炉节能方面所作的工作及取得的进展。 关键词:裂解炉;节能 乙烯装置的能耗占石油化学工业总能耗的三分之一以上,是化学工业之中能耗最大的装置。裂解炉为乙烯装置的核心,裂解炉的能耗占整个装置的大部分(大于50%)〔1〕。乙烯装置中的裂解炉一般由对流段、辐射段和急冷系统3部分构成。反应所需的高位热能是在辐射段通过燃烧器燃烧燃料的方式提供。对流段的目的是回收高温烟气余热,以用来气化原料,并将其过热至横跨温度,送入辐射段进行热裂解;多余的热量用来预热锅炉给水和过热由急冷锅炉系统产生的高压蒸汽。急冷锅炉系统的作用是回收离开辐射段的高温裂解气的能量以产生饱和超高压蒸汽。燃烧热中约42%在辐射段提供反应热和升温,约51.5%在对流段被回收,约1.5%为热损失,其余为排烟损失〔2〕。裂解炉的节能正是围绕上述各部分来进行的。本文主要针对齐鲁乙烯装置近年来通过技术改造、新技术应用和精细化管理等措施,降低裂解炉能耗的工作进行简要介绍。 1.裂解炉技术改造,节能降耗 对裂解炉进行技术改造,往往是出于扩能、节能及提高原料灵活性等目的。2010年对GK-6(BA-107)进行了整炉裂解气体原料的技术改造,在增提高原料灵活性的同时又降低了能耗。 BA-107于2004年采用KTI的专有技术改造为GK-VI型裂解炉,开车一段时间后裂解炉存在排烟温度过高,热效率偏低的问题。为提高裂解炉的热效率,降低装置的能耗,需要对裂解炉进行改造。另外,GK-VI辐射段炉管采用双排排布,管径又小,换热面积较小,热强度比较大;同时,由于炉管采用双排,炉管受热不均,在高热强度下也会导致炉管弯曲;另外,原有炉管的底部导向结构,对施
中油吉林石化分公司60万吨/年乙烯装置改扩建项目 裂解炉基础施工技术方案 1.编制说明 裂解炉工程为60万吨/年乙烯装置改扩建项目的第一个分部工程,定于2004年5月18日正式开工,为确保工程质量达到国家施工验收规范要求并保证施工进度,特编制本施工方案。由于施工图纸未完全下发,本方案编制时仅考虑灌注桩与承台的施工,其它分项待图纸出齐后另行编制方案。施工中如遇不可预见的情况,应根据现场实际情况确定解决。 2.编制依据 .施工图纸 1705Ⅱ-800F-062-2、3;.地质勘测报告;. .采用的规范和标准 《建筑桩基技术规程》 JGJ94-94;《建筑地基基础工程施工质量验收规范》 GB50202-2002;《混凝土结构工程施工质量验收规范》 GB50204-2002; .甲方对工程施工进度的要求; .施工现场实际情况; 3.工程概况 .工程情况简介 新建裂解炉位于原裂解炉西侧,基础采用钻孔灌注桩,桩径φ400,桩身进入中风化岩至少500mm深,且桩长必须≥,桩数共计:241根(包括3根极限荷载试验桩),承台为大体积砼结构,厚度1200㎜,砼量共计:791m3。 .现场情况 由于地质情况比较复杂,勘测与设计部门建议本工程采用边试验、边施工的方
式,施工的过程中不可予见的因素较多,基础下部原有管线保护给施工带来一定的难度,也对各有关单位(建设单位、施工单位、监理单位)的组织管理、协调配合提出了更高要求。 4.施工准备 .施工现场准备 施工人员入场,确定施工暂设区,布设施工所用模板、钢筋、砼原材料及脚手工具等堆放、加工场地; 各项机具、材料进场后,分规格、型号堆放尽量减少在厂内的二次倒运; 组织好施工所需人员、劳动力,选择技术能力强、业务素质好、质量意识高的管理人员及操作班组进行本项目施工。 动土证办理,定位测量基准点确定。 .施工技术准备 熟悉图纸并领会设计意图,设计交底,及时自审、会审; 确定施工方法,计算工程量,提出材料计划; 对施工人员进行技术培训,准备施工所需各种技术标准、规范并熟练掌握;5.施工方法 .施工程序 定桩位→地表草坪清理→土方开挖→试钻→钻孔→验孔→下钢筋笼→砼浇注→砼养护→凿桩头→桩检测→砼垫层→承台钢筋绑扎→承台砼浇筑→拆模→土方回填 .施工方法 灌注桩 根据甲方要求,定出试验桩位后在桩孔处采用人工破除原有草坪及下部土方,首先进行3根试验桩的施工,即需要钻孔机第一次布设钻孔,试验桩施工结束后,撤除钻孔机,进行机械挖土,由于桩位站装置西侧消防检修道路,故需
乙烯裂解炉的几种节能措施 裂解炉是乙烯装置的能耗大户,其能耗占装置总能耗的50%-60%。降低裂解炉的能耗是降低乙烯生产成本的重要途径之一。随着能源价格的不断上涨,国内外相关部门均加强了裂解炉节能措施的研究。裂解炉的能耗在很大程度上取决于裂解炉系统本身的设计和操作水平,近年来,裂解炉技术向高温、短停留时间、大型化和长运转周期方向发展。通过改善裂解选择性、提高裂解炉热效率、改善高温裂解气热量回收、延长运转周期和实施新型节能技术等措施,可使裂解炉能耗显著下降。 1 改善裂解选择性 对相同的裂解原料而言,在相同工艺设计的装置中,乙烯收率提高1%,则乙烯生产能耗大约相应降低1%。因此,改善裂解选择性,提高乙烯收率是决定乙烯装置能耗的最基本因素。通过裂解选择性的改善,不仅达到节能的效果,而且相应减少裂解原料消耗,在降低生产成本方面起到十分明显的作用。 (1)采用新型裂解炉。新型裂解炉均采用高温-短停留时间与低烃分压的设计。20世纪70年代,大多数裂解炉的停留时间在0.4s左右,相应石脑油裂解温度控制在800-810℃,轻柴油裂解温度控制在780-790℃。近年来,新型裂解炉的停留时间缩短到0。2s左右,并且出现低于0.1s 的毫秒裂解技术,相应石脑油裂解温度提高到840℃以上,毫秒炉达890℃;轻柴油裂解温度提高到820℃以上,毫秒炉达870℃。由于停留时间大幅度缩短,毫秒炉裂解产品的乙烯收率大幅度提高。对丁烷和馏分油而言,与0.3-0.4s停留时间的裂解过程相比,毫秒炉裂解过程可使乙烯收率提高10%-15%。 (2)选择优质的裂解原料。在相同工艺技术水平的前提下,乙烯收率主要取决于裂解原料的性质,不同裂解原料,其综合能耗相差较大。裂解原料的选择在很大程度上决定乙烯生产的能耗水平。通过适当调整裂解原料配置结构,优化炼油加工方案,增加优质乙烯原料如正构烷烃含量高的石脑油等供应,改善原料结构和整体品质,在提高乙烯收率的同时,达到节能降耗的目标。 (3)优化工艺操作条件。通过优化裂解炉工艺操作条件,不仅能使原料消耗大幅度降低,也能够使乙烯生产能耗明显下降。不同的裂解原料对应于不同的炉型具有不同的最佳土艺操作条件。对于一定性质的裂解原料与特定的炉型来说,在满足目标运转周期和产品收率的前提下,都有其最适宜的裂解温度、进料量与汽烃比。如果裂解原料性质与原设计差别不大,裂解炉最优化的工艺操作条件可以参照设计值。反之,则需要利用SPYR软件或裂解试验装置对原料重新评价,以确定最佳的工艺操作条件。 2 延长裂解炉运行周期 (1)优化原料结构与工艺条件。裂解原料组成与性质是影响裂解炉运行周期的重要因素。一般含氢量高、低芳烃含量的原料具有良好的裂解性能,是裂解炉长周期运行的必要条件。对不饱和烃含量较高的原料进行加氢处理,是提高油品质量的有效途径。当裂解原料一定时,工艺条件是影响裂解炉运行周期的主要因素。低烃分压、短停留时间和低裂解温度有利于延长裂解炉运行周期。但考虑到
乙烯裂解炉辐射段炉管的焊接 前言 中原石化总厂十万吨裂解炉,辐射段炉管所用材料为(Cr35Ni45+微合金),辐射段出口材料为20Cr32NiNb。Cr35Ni45的合金系统较之以前的Cr25Ni35有了较大的发展,增加了Cr、Ni元素含量,相应提高了耐高温性能。炉管采用离心浇铸的方法生产,其原始铸态表面为均匀分布有颗粒状凸起的“珍珠”表面,这种表面不仅有利于热交换,而且对抗氧化和抗燃气腐蚀有利。管子的内表面有很薄一层疏松组织,炉管的基体组织相当致密,主要由沿半径方向分布的柱状晶组成,内部没有气孔、夹杂及缩孔等铸造缺陷。管件(包括180o弯头、90o吊耳弯头、Y型管等)为静态浇铸法生产,合金成分不均匀,存在较大成分偏析,焊接时易产生裂纹。 1 焊接性分析 1.1 化学成分分析 炉管材料Cr35Ni45的化学成分见表1。 表 1Cr35Ni45的化学成分 化学成分 (%) C Si Mn P S Cr Ni Mo W Nb Cu Al 0.4~ 0.6 1.2~ 1.8 ≤ 1.5 ≤ 0.03 ≤ 0.03 30~ 37 40~ 47 ≤ 0.5 ≤ 0.30 0.5~ 1.5 ≤ 0.25 ≤ 0.05 为了深刻认识炉管中主要元素及微量元素的作用,查阅了一些文献,并对其在耐热铸钢中的作用进行了分析。 C:C与Cr、Mo、Ti、V、Nb等形成一次碳化物M7C3和NbC。在高温时效过程中,基体中的过饱和固溶碳以细小弥散的M23C6析出,提高了钢的强度。另外增加碳含量还能抑制б相析出。但碳含量过高,二次碳化物大量析出,会降低合金的韧性、恶化焊接性。因此Cr35Ni45合金含碳量不超过0.60%,但Si是促进б相析出元素,加入量过多,使焊接性恶化、降低持久强度。裂解炉管硅含量一般控制在1.50%~2.00%。 Mn:它能改善焊接性能,但固熔强化促进б相析出,加入量过多能降低合金的抗氧化性能。一般控制在1.5%以下。 Cr:它是合金中主要的固溶强化元素和碳化物形成元素。它在材料表面形成致密的Cr2O3保护膜,
裂解炉辐射段炉管堵塞原因分析及对策 张维祥 (中国石油吉林石化公司乙烯厂,吉林,132022) 摘要:辐射段炉管堵塞是乙烯装置裂解炉常见故障之一。文中叙述了吉化大乙烯装置裂解炉辐射段炉管堵塞的主要现象和有效的处理措施,并阐述了辐射段炉管堵塞的主要原因,为同类装置避免类似现象发生和处理提供了依据。 关键词:裂解炉;辐射段炉管;堵塞 中国石油吉林石化公司乙烯厂(以下简称吉化乙烯)始建于1993年,1996年9月一次性开车成功,原装置共有六台LSCC1-1型“门式”裂解炉(F0101~F0601),裂解原料石脑油、轻柴油、加氢尾油及循环乙烷/丙烷等,单台乙烯生产能力为60 kt/a,采用五开一备的生产方式,规模为300 kt/a 乙烯。在2001年吉化乙烯进行了一期扩能改造,新建了一台PyroCrack6型裂解炉(F0701),裂解原料为装置自产的循环乙烷及丙烷,使吉化乙烯的生产能力达到了380 kt/a。在2004年吉化乙烯进行了二期扩能改造,新建了两台PyroCrack1-1SR型“门式”裂解炉(F0801~F0901),裂解原料为石脑油、循环乙烷/丙烷,单台炉乙烯生产能力为120 kt/a,在二期改造过程中,为了实现装置生产能力达到700 kt/a的目标,结合原有六台裂解炉运行情况,2004年6月至2005年10月先后对F0101~F0601裂解炉进行了扩能改造。改造采用KTI技术,将原有LSCC1-1型炉管更换为GK-6型炉管,单台裂解炉乙烯生产能力由原来的60 kt/a提高到80 kt/a以上。改造内容包括更换辐射段炉管、对流段部分管束(高压蒸汽过热段)、底部火嘴、增加除焦罐及燃料控制系统等。2007年11月,由于裂解炉周期的影响,新建了一台裂解炉(F1001),提高了裂解炉的备用系数,保证了装置的满负荷运行。 从开车至今,裂解炉辐射段炉管在运行及升温过程中多次出现堵塞现象,给裂解炉的安全运行甚至是装置的平稳运行都带来严重威胁。下文对吉化乙烯装置裂解炉辐射段炉管堵塞的情况进行了总结分类和深入分析原因,并提出相应对策。 1.处于横跨段集合管末端的炉管堵塞 2004年至2005年F0101~F0601裂解炉改造后,两侧高温的烃/蒸汽混合物离开对流段,分别汇集到一根横跨段集合管然后进入辐射段炉管。每一根辐射段炉管进口,都装有一个临界流量文氏管(亦称文丘里管),以确保在正常的操作中有良好的流量分布。每台裂解炉有112个进口(每侧炉膛有56组),对应于112组 GK6型辐射段炉管。改造后设计运行周期为60天,但是实际运行20天左右时,多次出现处于横跨段集合管末端的炉管对应的废热锅炉出口温度迅速上涨,现场检查发现处于集合管末端的辐射段炉管上升管变得红亮(对应的下降管还是黑色的),有堵塞的迹象,虽然采取了对该组炉出口温度进行大幅度低控等措施,但不久该炉管还是会堵塞。2006年至2007年每年发生类似事件都在10次以上。 原因分析: 经过实际参数与设计参数对比发现,实际横跨压力远远低于设计值,确定原因为物料分配不均,物料
1、适用范围: 本方案仅适用于中原石油化工有限责任公司大修乙烯装置BA106裂解炉改造对流室炉管与工艺管道焊接。 2、编制依据: 2.1《现场设备、工业管道焊接工程施工及验收规范》————GB50236-98; 2.2《石油化工有毒、可燃介质管道工程施工及验收规范》——SH3501-2002; 2.3《石油化工管式炉碳钢和铬钼钢炉管焊接技术条件》———SH3085-1997; 2.4《石油化工铬镍不锈钢、铁镍合金和镍合金焊接规程》——SH/T3523-2009; 2.5《石油化工异种钢焊接规程》—————————————SH/T3526-2004; 2.6《石油化工建设工程施工安全技术规范》————————GB50484-2008; 2.7中国石化工程建设公司与乙烯车间提供的设计图纸及资料; 3、工程概况: 3.1工程简述: 1)本工程为中原石油化工有限责任公司大修乙烯车间BA106裂解炉改造,对流段炉管、集合管、联箱全部更换,与炉管连接的外部工艺管道保护性拆装,辐射室原料线拆装;涉及到工艺管道焊接接头的材质为A106B、20#、20G、A312 TP304H、A312 TP347、A312 TP347H、A312 TP321H、A335 P11、A335 P22、A335-P11 +TP304H、A335-P22 +TP347H、 A335 P11+A335 P22;根据不同材质的特点采取相应的措施,确保焊接质量达到规范要求。 3.2工程特点: 1)主要施工难点是焊接接头种类繁多,既有同种、同类材料之间的连接,又有不同类型、不同材质之间的异种钢接头,管壁厚度较厚,空间预留小,安装作业面狭小,高空作业,加深施工人员作业难度。 3.3主要工程量: 1)对流室炉管焊接口为24道,寸D量为104寸。 2)对流室工艺管线焊接口为92道,寸D量约为508寸。 3)辐射室原料线焊接口为108道,寸D量为104寸。 4、焊接施工准备: 4.1技术准备: 1)施工前焊接技术人员应熟悉图纸及规范标准,编制施工技术方案。 2)焊接技术人员按图纸及规范要求,编写焊接工艺指导书,组织进行焊接工艺评定。
乙烯装置裂解技术进展及其国产化历程 王子宗,何细藕 (中国石化工程建设有限公司,北京100101) 摘要:简述了蒸汽裂解技术的发展过程、发展方向以及目前的现状。介绍了目前裂解技术在与辐射炉管相关技 术、与节能环保相关技术、大型化、裂解炉改造、先进控制及优化等方面的主要进展,并介绍了哪些技术效果 好、哪些技术仍然存在问题。简要回顾了中国石化北方炉(CBL)裂解技术的发展过程,以及工艺国产化、设备 国产化、工程设计国产化以及大型化的情况。介绍了CBL 裂解技术在裂解炉节能改造、天津与镇海1000 kt/a 乙 烯装置中的工业应用情况、150 CBL-Ⅶ型kt/a 裂解炉的工业应用情况及200 kt/a 裂解炉的开发情况。最后指出了 蒸汽裂解技术取得突破进展所存在的瓶颈在于防止结焦,总结了CBL 技术经历30 年发展并最终进入国际市场的 过程中每个阶段所解决的问题。介绍了CBL 裂解技术特点,并指出了其与国外技术相比所占的优势。 关键词:蒸汽裂解;裂解炉;北方炉;国产化 中图分类号:TQ 02 文献标志码:A 文章编号:1000–6613(2014)01–0001–09 DOI:10.3969/j.issn.1000-6613.2014.01.001 Progress of cracking technology of ethylene plant and its development in China WANG Zizong,HE Xi’ou (Sinopec Engineering Incorporation,Beijing 100101,China) Abstract:The development history,direction and current status of steam cracking technology are reviewed. The major progress of steam cracking technology in recent years include the technology related to the radiant coil,energy saving and environmental protection,single furnace capacity increase,revamp of cracking furnace,advanced control and optimization in operation. Some technologies have good effect in operation,and some technologies have problems or need to make improvement. The development history of Sinopec CBL steam cracking technology is reviewed,and the following aspects are included:process technology,major equipment domestic fabrication, engineering design and large-scale of cracking furnace capacity. The application of CBL cracking technology in furnace revamp,Tianjing and Zhenhai 1000 kt/a ethylene unit is introduced. The application of 150 kt/a CBL-Ⅶ cracking furnace and the development of 200 kt/a CBL cracking furnace are also introduced. The bottleneck of steam cracking technology is pointed out to be the anti-coke technology,and the problems solved in the different stages during 30 years
国内一大型乙烯厂裂解炉爆炸原因及建议分析 摘要:乙烯是石油化工生产的重要基本原料之一,广泛应用于合成纤维、合成 橡胶、塑料的生产,乙烯的产量代表着一个国家石油化工发展的水平。我国已建 成了一批大型乙烯生产企业,还有大量生产乙烯的中小型企业遍布全国各地。乙 烯的发展不仅推动了石油化学工业的发展,在整个国民经济中也起着日益重要的 作用。然而,乙烯生产具有较大火灾、爆炸危险性,生产操作在高温压力条件下 进行,并且还有深冷操作,生产过程中物料多是气态,装置复杂,连续性强。因此,做好防火防爆工作极为重要。 关键词:乙烯;裂解;乙烯原料 引言 国内一大型乙烯厂裂解炉装置在暴雨中突然爆炸并起火,,现场蹿起40~50 米的火光,上空几乎被浓烟覆盖。事发后,当地紧急出动10多辆消防车和大批 人员前往扑救。居住在厂区周围的数千名群众紧急冒雨撤离,被疏散到安全地带。大火于当晚7时40分被控制。。据悉,爆炸点是厂区内的乙烯裂解装置二号炉。 1、什么是乙烯----------------------------- 2、我国乙烯原料概况----------------------- 2.1 我国乙烯原料构成-------------------------- 3、工艺火险分析 3.1 设备、管线、阀门泄漏是致灾的重要原因 乙烯厂内常备有大量液化气原料,裂解气也多以液态储存。储槽有一定压力,如槽体有不严密处,物料将会泄漏散发出来,遇明火而爆炸燃烧。 设备或阀门破裂造成高温原料和裂解气的泄漏是致灾的重要因素。例如某化 学公司的裂解装置曾因泄漏而喷出乙烯形成的云雾,仅30秒后即发生爆炸,2~3 分钟后又引起第二次爆炸,形成巨大的球形火焰,破坏了管道和设备,爆炸力相 当于数吨TNT炸药,损失严重。 3.2 高温裂解气火灾危险 高温裂解气,若遇生产过程中停水、水压不足,或误操作导致气体压力高于 水气压而冷却不下来,会烧坏设备而引起火灾。 裂解反应温度远远高于物料的自燃点,一旦泄漏,便会立即发生自燃。 3.3 管式裂解炉易产生结焦 裂解过程中,由于二次反应,在裂解炉管管内壁上和急冷换热器的管内壁上 结焦,随着裂解的进行,焦的积累不断增加,影响管壁的导热性能,造成局部过热,烧坏设备,甚至堵塞炉管,引起事故。 3.4 高压分离系统有爆炸危险 分离操作在压力下进行。若设备材质有缺陷、误操作造成负压或超压;或压 缩机冷却不够、润滑不良;或管线、设备因腐蚀穿孔、裂缝,引发设备爆炸或泄 漏物料着火。 3.5 深冷分离易发生冻堵 深冷分离在超低温下进行。若原料气或设备系统残留水分,深冷系统设备就 会发生冻堵胀裂而引起爆炸着火。例如1990年12月,大庆乙烯裂解炉516#冷箱因此焊缝裂开,导致可燃气大量泄漏;幸亏发现及时,采用氮气和水蒸气掩护烯释,才避免了一起重大火灾、爆炸事故。 3.6 加氢过程火险性较大
常用乙烯裂解炉简介 ①鲁姆斯公司的SR叫裂解炉 鲁姆斯公司的SRT型裂解炉(短停留时间裂解炉)为单排双辐射立管式裂解炉,已从早期的SRT-I型发展为近期的SRT-VI型。 SRT型裂解炉的对流段设置在辐射室上部的一侧,对流段顶部设置烟道和引风机。对流段内设置进料、稀释蒸汽和锅炉给水的预热。从SRTM型炉开始,对流段还设置高压蒸汽过热,由此取消了高压蒸汽过热炉。在对流段预热原料和稀释蒸汽过程中,一般采用一次注入蒸汽的方式,当裂解重质原料时,也采用二次注汽。 早期SRTS裂解炉多采用侧壁无焰烧嘴烧燃料气,为适应裂解炉烧油的需要,目前多采用侧壁烧嘴和底部烧嘴联合的布置方案。底部烧嘴最大供热量可占总热负荷的70%。SRT-m型炉的热效率达93.5%。图1 — 21为SRT?裂解炉结构示意图。 ②斯通-伟伯斯特(S.W)公司的USCffi裂解炉 S.W的USCS解炉(超选择性裂解炉)为单排双辐射立管式裂解炉,辐射盘管为W型或U型盘管。由丁采用的炉管管径较小,因而单台裂解炉盘管组数较多(16-48组)。每2组或4组辐射盘管配一台USXffl(套管式)一级废热锅炉,多台USX废热锅炉出口裂解气再汇总送入一台二级废热锅炉。近期开始采用双程套管式废热锅炉(SLE),将两级废热锅炉合并为一级。 USC?裂解炉对流段设置在辐射室上部一侧,对流段顶部设置烟道和引风机。对流段内设
有原料和稀释蒸汽预热、锅炉给水预热及高压蒸汽过热等热量回收段。大多数为一个对流段对应一个辐射室,也有两个辐射室共用一个对流段的情况。 当装置燃料全部为气体燃料时,US卵裂解炉多采用侧壁无焰烧嘴;如装置需要使用部分液体燃料时,则采用侧壁烧嘴和底部烧嘴联合布置的方案。底部烧嘴可烧气也可烧油,其供热量可占总热负荷的60% -70%。 由丁USC型裂解炉辐射盘管为小管径短管长炉管,单管处理能力低,每台裂解炉盘管数 较多。为保证对流段进料能均匀地分配到每根辐射盘管,在辐射盘管入口设置了文丘里喷管 图1-22是USC?裂解炉结构示意图 烟简 引风机支架* 总曾 图1-22 USC型裂解炉结构示意图 ③凯洛格(Kellogg)公司的毫秒炉 凯洛格公司的毫秒炉为立管式裂解炉,其辐射盘管为单程直管。对流段在辐射室上侧, 原料和稀释蒸汽在对流段预热至横跨温度后,通过横跨管和猪尾管由裂解炉底部送入辐射管, 物料由下向上流动,由辐射室顶部出辐射管而进入第一废热锅炉。裂解轻轻时,常设三级废热锅炉;裂解8留分油时,只设两级废热锅炉。对流段还预热锅炉给水并过热高压蒸汽。热效率为93%。 毫秒炉采用底部大烧嘴,可烧气也可烧油
管式裂解炉及其工艺流程 管式裂解炉是用于烃类裂解制乙烯及其联产品的一种生产设备,为目前世界上大型石油化工厂所普遍采用。 组成 管式裂解炉是在炉管内进行烃类裂解反应的设备。主要由辐射室(炉膛)、对流室、烟囱和供给热源的喷嘴组成。燃料油从喷嘴喷到炉膛内燃烧,生成的烟气流经对流室后从烟囱排出。辐射室、对流室内均装有炉管,原料油在炉管内加热到所需温度进行裂解反应生成裂解气(烯烃),裂解气经急冷后进入分离装置。炉管选用合金钢浇铸管。由于温度和流速对炉管内裂解反应产品有重大的影响,因而要求严格控制炉管长度方向的温度分布及产品在炉管内的停留时间,对炉型选择、喷嘴及炉管的布置都有特别的要求。 发展 早期的管式裂解炉是沿用石油炼制工业的加热炉的结构采用横置裂解炉管的方箱炉。反应管放置在靠墙内壁处,采用长火焰烧嘴加热,炉管表面热强度低,约为85~125MJ/(mh)。20世纪50年代,裂解炉结构有较大改进,炉管位置由墙壁处移至辐射室中央,并采用短焰侧壁烧嘴加热,提高了炉管表面热强度和受热均匀性。热强度可达210MJ/(mh)。至60年代,反应管开始由横置式改为直立吊装式,这是管式炉的一次重大技术改进。它采用单排管双面辐射加热,进一步把炉管表面热强度提高到约250MJ/(mh),并采用多排短焰侧壁烧嘴,以提高反应的径向和轴向温度分布的均匀性。美国鲁姆斯公司短停留时间裂解炉(简称SRT炉)是初期立
管式裂解炉的典型装置。现在世界上大型乙烯装置多采用立式裂解反应管。 种类 早年使用裂解管水平布置的方箱式炉,由于热强度低,裂解管受热弯曲,耐热吊装件安装不易,维修预留地大等原因,已被淘汰。由于裂解管布置方式和烧嘴安装位置及燃烧方式的不同,管式炉的炉型有多种。管式裂解炉种类较多,按炉型分为方箱炉、立式炉、梯台炉等;按炉管布置方式分为横管式和竖管式裂解炉;按燃烧方式分为直焰式和无焰辐射式裂解炉等。近年各国竞相发展垂直管双面辐射管式裂解炉,炉型各具特色,其中美国炉姆斯公司开发的短停留时间裂解炉采用的国家较多。 反应管材料 过去,一般采用主要成分为含镍20%、铬25%的HK-40合金钢作为裂解反应管材料,可耐1050℃高温。由于工艺要求进一步提高炉管表面热强度,至70年代以后又改用含镍35%、铬25%的HP-40合金钢,可耐1100℃高温。反应管管径为2~7in(1in等于2.54cm),用离心浇铸法制成,内部经机械加工平整以减少反应过程的结焦。 炉型 目前国际上应用较广的管式裂解炉有短停留时间炉、超选择性炉、林德- 西拉斯炉、超短停留时间炉。 1、短停留时间炉 是鲁姆斯公司在60和70年代开发的炉型(SRT),有三种:即SRT-、SRT-1及SRT-型,其中SRT-又可分为高选择性(HS)和高生产能力(HC)两种。SRT-