熔炼炉燃烧参数控制
摘要:
铝和铝合金的熔炼是铝加工企业生产中的第一道重要工序,而铝熔炼炉是铝熔炼的关键设备,也是工厂中主要耗能设备,在生产能耗中占有很大比例,一些企业铸轧板材生产中其燃料消耗达到总能耗的50%左右。本文以铝及铝合金的熔炼炉燃烧控制参数——天然气流量、助燃风流量、天然气和助燃风比例、炉压、排烟温度等方面对能耗的影响及之间的相互影响和我厂在各参数控制方面的经验综合论述,望能够给同行参考。
关键词:熔铝炉蓄热式燃烧天然气流量助燃风流量天然气和助燃风比例炉压排烟温度ABSTRACT:
Smelting aluminum and Avional is the first important procedure in fabricating factories. Moreover ,aluminum melting furnace is the key equipment in the smelting and the main energy consumption facilities. Aluminum smelting furnace occupies high proportion of energy consumption.For example ,the fuel consumed in a furnace is about 50% of general energy consumption in some enterprises who produce cast—rolling plate.This paper expatiated on the aluminum and aluminum alloy combustion control parameter— the gas flow, the combustion air flow, air-gas delivery ration, furnace pressure, exhaust temperature on the influence and the energy consumption of the interaction between various parameters and factory in controlling the comprehensive discussion, hope can experience for reference to Reference.
KEYWORDS: Aluminum smelting furnace Regenerative burner Gas flow Combustion air flow Air-gas delivery ration Furnace pressure Exhaust temperature
我厂熔炼炉是采用苏州博能窑炉科技有限公司2008年设计安装的,主要技术性能参数如下:
1.用途:铝及铝合金的熔化
2.炉子形式:固定式矩形炉、侧侧装电解铝液
3.原料:电解铝液、铝锭、铝合金锭及废料
4.炉子容量:25吨
5.炉膛工作温度:1100-1200℃
6.铝液出炉温度:720-760℃
7.熔体温差:+5℃(精炼、搅拌终了)
8.燃料:天然气/土煤气
9.燃料最低发热值:4.18X8600/4.18X1200kJ/Nm3
10.熔化期最大熔化率:3吨/小时(纯冷料)
11.燃料最大消耗量:350Nm3天然气/小时(1800土煤气/小时)
12.熔化期吨铝消耗::≤65天然气/吨铝
13.烧嘴形式:蓄热式燃烧器2个
14.温度控制形式:PLC自动控制
相关设备说明:
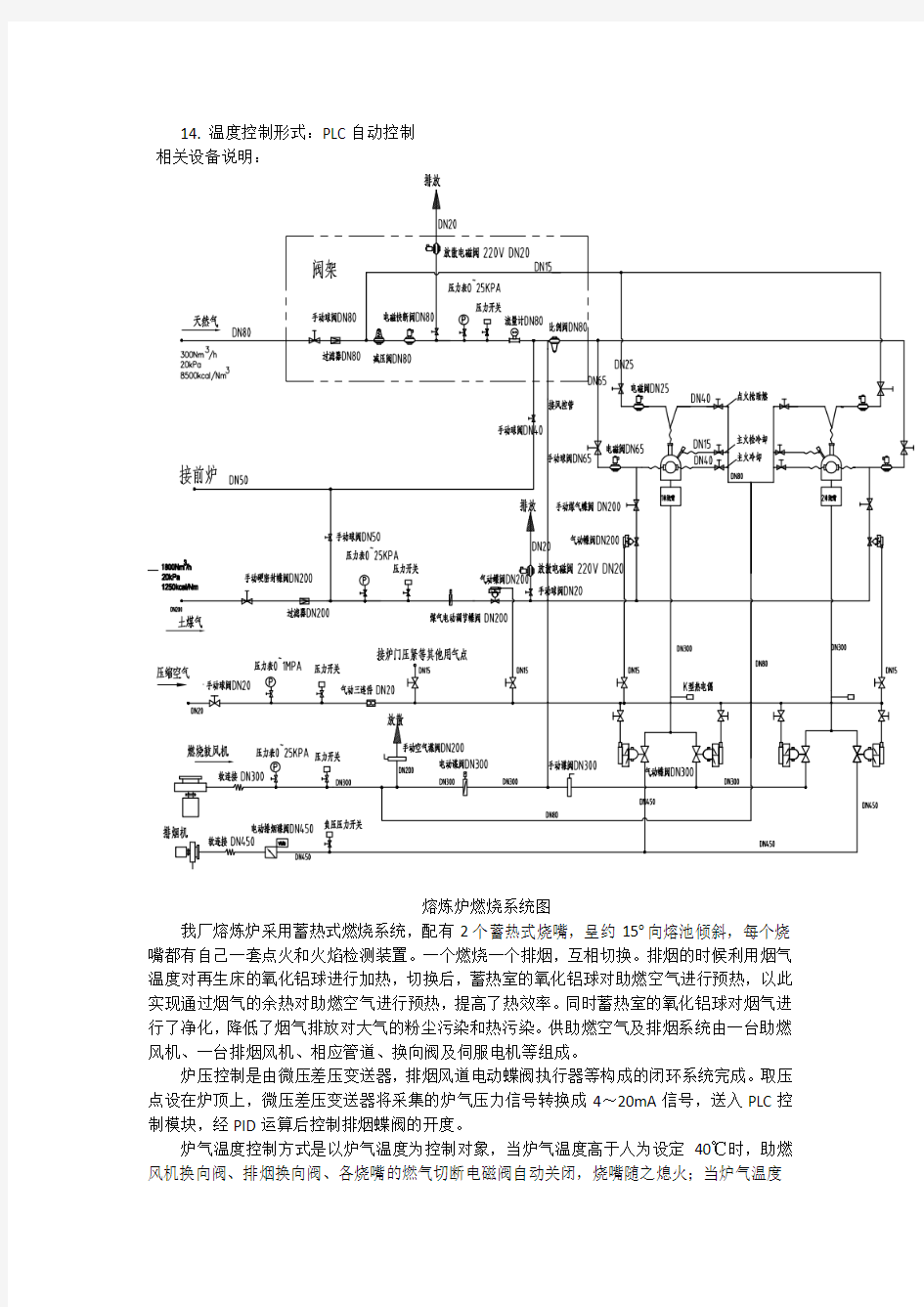
熔炼炉燃烧系统图
我厂熔炼炉采用蓄热式燃烧系统,配有2个蓄热式烧嘴,呈约15o向熔池倾斜,每个烧嘴都有自己一套点火和火焰检测装置。一个燃烧一个排烟,互相切换。排烟的时候利用烟气温度对再生床的氧化铝球进行加热,切换后,蓄热室的氧化铝球对助燃空气进行预热,以此实现通过烟气的余热对助燃空气进行预热,提高了热效率。同时蓄热室的氧化铝球对烟气进行了净化,降低了烟气排放对大气的粉尘污染和热污染。供助燃空气及排烟系统由一台助燃风机、一台排烟风机、相应管道、换向阀及伺服电机等组成。
炉压控制是由微压差压变送器,排烟风道电动蝶阀执行器等构成的闭环系统完成。取压点设在炉顶上,微压差压变送器将采集的炉气压力信号转换成4~20mA信号,送入PLC控制模块,经PID运算后控制排烟蝶阀的开度。
炉气温度控制方式是以炉气温度为控制对象,当炉气温度高于人为设定40℃时,助燃风机换向阀、排烟换向阀、各烧嘴的燃气切断电磁阀自动关闭,烧嘴随之熄火;当炉气温度
低于人为设定60℃时,烧嘴自动点火升温。
本文就蓄热式燃烧系统熔炼炉如何降低天然气消耗,理论结合实践做以下分析,仅供同行参考。
1、烧嘴天然气与助燃空气比例、天然气流量、助燃空气流量
烧嘴天然气与助燃空气比例一般为1:10-1:9。当炉膛废气温度在700-900℃的条件下,当空气系数大于1时,空气系数每减少0.1,则炉子消耗降低3%-5%【1】。由于我们设备天然气流量可由天然气管道上安装的流量计提供参考,但是助燃空气(下文将叫作助燃风)只能依靠人为观察烧嘴火焰状态即烧嘴火焰喷射有力,不发飘,视为燃烧充分。因此,在助燃风能够保证天然气充分燃烧的情况下,空气系数愈小愈好即助燃风流量愈小愈好。
2、炉压
一般要求炉压采用微正压,如果炉压为零或负压,会引入较多的炉外冷空气,消耗炉内热量,同时增加铝液的烧损。炉压过大,会使炉内高温气体大量外溢,增加炉子的热损失。在保证天然气能够充分燃烧和炉膛热负荷满足快速化料的情况下,天然气和助燃风流量不宜过大,否则会造成实际炉压过大。
我们厂熔炼炉的炉压控制程序方面在上文中已有论述,生产人员操作控制炉压,只需在熔炼炉熔炼炉控制柜的人机界面上设定即可,如果设定炉压比实际炉压较小很多,排烟蝶阀的开度便会很大,大量高温气体会由排烟风机抽出,造成较大的热损失;如果设定炉压比实际炉压较大很多,不仅会使炉内高温气体大量外溢,而且会使排烟蝶阀开度较小,从而影响排烟,进而将会降低蓄热室氧化铝球的蓄热效果。
3、蓄热室的蓄热效果
排烟温度是氧化铝球蓄热室蓄热效果的一个间接反映。排烟温度较小,有可能是蓄热室氧化铝球堵塞造成,意味着只是蓄热室上部的氧化铝球得到了充分蓄热,而下部氧化铝球不能充分蓄热,影响蓄热效果,而且会使炉压增大;排烟温度较大,不仅会增大热损失,而且是烟气没有充分加热氧化铝球的一个重要表现,也意味着蓄热效果不好。
蓄热室可以将空气温度预热到仅比炉膛温度低50~1000℃的状态,实现所谓的“极限”回收。其原因有两点:
①高温炉膛烟气直接进入蓄热体,通过切换阀的作用完成与空气的换热过程。
②传热过程的换热量可以用如下公式表示:
Q=K·△t·F
其中:Q一换热量,kJ;
K一综合传热系数,kJ/(m2·℃):
△t一对数平均温度,℃;
F一换热面积,m2。
从公式中可以看出,蓄热室的换热面积是影响换热量大小的重要因素之一。其换热面积是由氧化铝球的大小决定的,氧化铝球直径越大,换热面积越小,造成蓄热室蓄热效果越差。但是氧化铝球直径越小,其对助燃风的阻力越大,越容易堵塞从而影响蓄热效果。
蓄热室填充球层内的传热系数主要受床层中气流速度和蓄热球大小和材质的影响。【2】因此,根据实践,我们厂选择了直径为24mm的陶瓷氧化铝球,尺寸为1200X1700X1280mm 的蓄热室。
综上所述:在减少天然气消耗方面,天然气和助燃风的比例、天然气流量、助燃风流量、炉压、排烟温度等因素相辅相成,有时又互相矛盾。因此把上述的各个因素控制到一个合理的参数极为重要。
我们厂本着以上原则,自2010年12月份开始实行熔炼炉燃烧参数控制及记录(如表1),通过实践我们取得很好的效果,并将熔炼炉燃烧参数总结如下(见表2):
表2
以表2为例,简述表2中各参数的控制:
天然气流量,通过在烧嘴燃烧时对其上游天然气管道的球阀调节,调节时需观察天然气管道上安装的流量计的流量显示,以确定调节流量是否满足要求。
助燃风流量,在其调节时没有流量计显示可直观参考,我们可以助燃风机电流或炉压作为参考。由于熔炼炉长时间使用炉门槛破损,炉门密封效果下降,以炉压作为参考是不准确的,我们厂采用助燃风机电流作为参考。蓄热室更换新氧化铝球,如果助燃风阀门全开,助燃风流量很大,助燃风机电流可达到37-40A,此时需要恢复助燃风流量,便需调小助燃风管道上的手动蝶阀开度,至助燃风机电流满足要求,从而助燃风流量便满足了要求。随着蓄热室内的氧化铝球受所排烟气携带的粉尘堵塞,助燃风流量会越来越小,生产过程中需及时调大助燃风管道上的手动蝶阀开度,保证助燃风电流满足要求,从而保证助燃风流量稳定不变。当手动蝶阀全开时,助燃风机电流依旧小于32.5A,此时说明蓄热室氧化铝球堵塞严重,不能满足要求,必须及时更换。
助燃风电动蝶阀一般要求开至最大,在生产过程中不能调节,如果调节将会改变烧嘴点火枪的助燃风压力和流量,可能致使点火枪不能点着火。
炉压及排烟温度,炉压设定、调节及排烟温度在上文已有论述,在此不做重述。如果实际炉压一直低于设定炉压,首先应检查微差压变送器的炉气压力进入管道是否堵塞,否则就必须加强炉膛的密封;如果如果实际炉压一直高于设定炉压,或排烟温度较低就必须及时更换蓄热室内的氧化铝球,实践证明在助燃风机电流大于32.5A时该情况是不会出现的。
同过实行熔炼炉燃烧参数的记录,分析和控制,我们的熔炼炉每熔次天然气消耗由过去的1200-1600m3,降低至600-1000m3。综合计算,我们5台熔炼炉每熔次约降低了500m3天然气,化纯冷料能力提高至6吨/小时。我们年产50000吨铸轧板,每年要生产2500熔次,这样我们每年约可节约1250000m3天然气,折合经济效益350万元人民币。同时也极大响应了我们人类社会关于低碳生活的主张。
结论:
1、在保证炉膛化料速度的情况下,要尽量降低烧嘴的燃烧功率。
2、在保证炉膛热负荷满足膛化料速度的情况下,尽量降低助燃风流量,采用低空气系
数燃烧。
3、合理选择氧化铝球和蓄热室氧化铝球填充高度。
4、天然气和助燃风的比例、天然气流量、助燃风流量、炉压、排烟温度等因素相辅相
成,有时又互相矛盾。因此把上述的各个因素控制到一个合理的参数极为重要,需
要制定合理的记录,在生产中不断摸索总结。
5、对于已制定的最佳燃烧参数,会随着生产的进行而有所变动,要在生产中及时调证
助燃风阀门、炉压设定及氧化铝球更换等,保证最佳燃烧参数稳定。
参考文献
【1】代朝红,温治,朱宏祥等.高温空气燃烧技术的研究现状及发展趋势(上),工业加热【J】,2002: 14—17。
【2】温良英张正荣等.蓄热式燃烧器蓄热室传输特性试验研究 2002.7:54-62
【3】代朝红,温治,朱宏祥等.高温空气燃烧技术的研究现状及发展趋势(下),工业加热【J】,2002。
中频冶炼工艺学习资料 一.原材料 1.废钢:一是厂内的返回废料,二是外来废料如废模、轧辊等。 (1)对废钢要求: 1)废钢表面应清洁少锈; 2)废钢中不得混有铝、锡、砷、锌、铜等有色金属; 3)废钢中不得混有密封容器、易燃物、爆炸物和有毒物; 4)废钢化学成分应明确,S、P含量不宜过高; 5)废钢外形尺寸不能过大。 (2)对废钢管理: 1)须按来源、化学成分、大小分类堆放,并作相应标记; 2)废钢中的密封容器,爆炸物、有毒物和泥砂等应予以清除和处理; 3)对大块料进行分割处理。 2.合金材料 (1)硅铁(Si--Fe):用于合金化,以增Si,也可作脱氧剂使用。Si—Fe多为含Si 45%和75%的两种。45%(中硅)Si—Fe比75%(高硅)Si—Fe价格低,在满足钢种质量要求的情况下,尽量使用中硅,但研究所常用约75%的高硅铁。含Si在50%--60%左右的Si—Fe极易粉化,并放出有害气体,一般都禁止使用这种中间成分的Si—Fe。 硅铁含氢量高,须烤红后使用,烘烤工艺为500℃烘烤约4小时,烘烤完后将其放于干燥处保存,超过一周未用的应重新烘烤。 (2)锰铁(Mn--Fe):用于合金化,也可作脱氧剂。根据含碳量可分为低碳、中碳、高碳锰三种,含Mn量均在50%--80%之间。Mn—Fe含碳量越低,P就越低,价格也就越贵,因此冶炼时尽量用高碳锰。 锰铁烘烤工艺Si—Fe烘烤工艺。 除一般锰铁外,也有使用电解锰。 (3)铬铁(Cr--Fe):用于合金化,调整合金含量。根据含碳量多少可分高碳Cr、低碳Cr等。除金属铬外,Cr—Fe中Cr含量都在50%--65%之间,研究所使用的约为63%。Cr—Fe的价格随C含量的降低而急剧升高。 铬铁的烘烤工艺为700—750℃烘烤不少于3小时,烘烤完同样放于干燥处保存。 (4)钨铁(W--Fe):用于合金化。W—Fe含W量在65%以上。W—Fe熔点高,密度大,在还原期补加时应尽早加入。W—Fe需经烘烤后使用,烘烤工艺同Cr—Fe. (5)钼铁(Mo--Fe):Mo—Fe含Mo量在55%--65%之间。Mo—Fe熔点高,表面易生锈,需经烘烤后使用,烘烤工艺同Cr—Fe烘烤工艺。 (6)钒铁(V—Fe):V—Fe含V量在45%--55%之间。V—Fe使用前的烘烤工艺同Si—Fe烘烤工艺。(7)镍(Ni):镍含量约99%。Ni中含H量很高,还原期补加的Ni需经高温烘烤,烘烤工艺同Cr—Fe。 3.造渣材料 (1)石灰:碱性炉炼钢的主要造渣材料。石灰极易受潮变成粉末,因此要注意防潮,用前应经烘烤,还原期用的石灰要在600℃高温下烘烤2小时以上。无特殊手段时,不允许使用石灰粉末,因为其极易吸水,影响钢的质量。 中频冶炼一般不用石灰石和没烧透的石灰,因为石灰石分解是吸热反应,会降低钢液温度,增加电力消耗,且不能及时造渣,对冶炼不利。 (2)萤石(CaF2):由萤石矿直接开采出来。主要作用是稀释炉渣,它能降低炉渣的熔点,提高炉渣的流动性而不降低炉渣的碱度。此外,萤石能与硫生成挥发性的化合物,因此它具有脱硫作用。但萤石稀释炉渣的作用持续时间不长随氟的挥发而逐渐消失。萤石的用量要适当,用量过多,渣子过稀会
我国节能电弧炉技术的发展 田辉宋华德 摘要介绍了国际上节能电弧炉技术发展概况及国内的建设情况,提出了加速发展我国节能电弧炉技术的建议。 关键词节能电弧炉发展 Development of Energy-Saving EAF Technology in China Tian Hui and Song Huade (Beijing Central Iron and Steel Design Institute, Beijing 100053) Abstract The main technical development of energy-saving EAF in world and the present construction situation in China are briefly introduced. The proposals for speeding developing the energy-saving EAF technology in China are offered in this paper. Material Index Energy-Saving, EAF, Development 1 超高功率电炉技术发展方向 继70年代交流超高功率电弧炉技术的完善和80年代直流超高功率电弧炉的工业应用之后,80年代末期,一种以降低电耗与总能耗为目的的节能电弧炉技术迅猛发展,成为当前超高功率电炉技术发展的主要趋势。电弧炉采用节能技术,使电能单耗从420~460 kWh/t降至300~350 kWh/t。 表1为当前国际上各种节能电弧炉开发应用情况。其中开发最早的为德国Fuchs公司在竖井内预热废钢的竖炉,Fuchs的竖炉国际上已投产20余座,尚有5座正在建设。在首座竖炉显示其节能与高生产率的特点后,各国主要电炉制造商纷纷开发具有各自特点的节能电弧炉。目前工业上应用最多的有竖炉、Consteel炉、双壳电弧炉、Danarc和Danarc Plus-2000炉与Korfarc炉几种,其特点见表2。 表1 各种节能电弧炉开发应用情况 Table 1 Development of various energy-saving EAF technology
66 第六章 低压气体流动阻力损失计算 6.1 气体流动的性质和阻力损失计算原则 6.1.1气体流动的性质 气体流动的阻力损失与它的流动性质有关,决定气体流动性质的参数有:气体的流速W (m/s ),流动通道的水力直径(当量直径)d D (m ),气体的密度ρ(kg/m 3),气体的动力粘 度μ(kg 2s/m 2)或运动粘度ν(ν=μ/ρ,m 2 /s )。这些参数的组合作用可用一个无因次的准则数,即雷诺数Re 来表示: ν μρD D Wd Wd ==Re (6-1) 其中,流动通道的水力直径(当量直径)d D 按如下原则计算: ① 圆形管道: d D =d 内; ② 矩形管道: S L S L U F d D +?==)()(24宽长 (6-1a ) ③ 管群(直排或顺排):外 外d d x x U F d D π)785.0(442 21-?== (6-1b ) 实验研究表明: 当Re<2300时,气体流动为层流。层流时,平均速度为流股轴线流速的一半,即: 最大均W W 2 1 = (6-2a ) 当Re>2300时,气体流动为紊流。紊流时,平均流速W 均与紊流程度有关。在工业炉应用范围内,气体流动通常为紊流状态,一般平均流速: W 均=(0.82~0.86)W 最大 (6-2b ) 式中:W 最大—管道中心轴线处流速,m/s 。 通常所说的管道流速,在无特别说明时,均指平均流速,用W (m/s )表示。 6.1.2 阻力损失计算原则 (1)一条总流路系统若有两条或两条以上的分支时,该流路总的阻力损失应以其中气体流动阻力损失最大的串联流路计算。 (2)被确定的计算串联流路中,管径、气体流量、温度等发生变化时,其阻力损失须分段进行计算。分段的原则是流路中遇到下列情况之一时,则分为一段。 ① 流路断面改变; ② 流量发生变化; ③ 温度陡然而显著地发生变化(如气体流经换热器)。 同一段中,若气流方向发生变化(如90°拐弯),那么直管段部分与拐弯部分应分别计算。 6.2 计算数据的确定 6.2.1计算流量的确定 (1)流路只有一座或多座炉子同时工作时,应采用其最大小时流量作为计算流量。 (2)当流路中炉子数量较多,又不同时工作时,那么计算流量为各炉子最大流量之和乘以同时利用系数K (由实际工作状态决定)。
收稿日期:2011-10-13杨军(1969-),工程师;014032内蒙古包头市。 工业炉节能现状和发展趋势 杨 军 1 赵喜军 1 王志强 1 栗杪轶 1 底建永 2 (1.内蒙古一机集团富成锻造有限责任公司,2.北方工程设计研究院) 摘 要 介绍了我国目前工业炉能耗现状,通过分析目前工业炉节能的一般措施,指出工业炉节能发展的趋势。关键词 节能现状 发展趋势 热工测试 余热回收利用 能源管理 Energy status and development trends of industrial furnace Yang Jun 1 Zhao Xijun 1 Wang Zhiqiang 1 Li Miaoyi 1 Di Jianyong 2 (1.Inner Mongolia Firmaco Flourish Forging Co.,Ltd.,2.Norendar International Ltd.) Abstract The status of China's current energy consumption of industrial furnaces by the analysis of the current energy -saving measures was introduced ,and the trend of energy -saving of industrial fur-nace was discussed.Keywords energy status development trends thermal test heat recovery energy management 工业炉是工业加热的关键设备,广泛应用于 国民经济的各行各业,量大面广,品种多,同时工业炉又是高能耗装备。目前,我国共有各类工业炉约12万台,年总耗能达2.5亿tce ,约占全国总能耗的1/4,占工业总能耗的60%。虽然我国工业炉技术自改革开放以来有了长足的进步,但工业炉的能源利用总体水平不高,仅相当于发达国家50 60年代的水平,工业炉的热效率平均不到30%,而国际上工业炉的热效率平均为50%以上[1]。我国在工业炉节能方面,具有相当大的潜力,如何节约能源提高能源利用水平,仍是当务之急。1 工业炉节能的一般措施 工业炉的能耗受许多方面因素的影响,但是 节能的主要措施一般都离不开优化炉型设计、改进燃烧系统、回收余热、加强检测及控制和生产 管理等几方面[2] 。1.1 炉型结构与筑炉材料 对炉子进行设计或改进时,应根据生产工艺要求,尽量选择合适的炉型结构及新型节能材 料,提高机械化程度和能源利用率。目前通常采用的措施有: (1)采用圆形炉膛替代箱形炉膛,可强化炉膛对工件均匀传热的效果,通过采用合理的炉膛空间和在不增大炉膛空间容积的前提下,增大与工件之间热交换面从而提高热效率。由于采用圆形炉体使炉外壁面积减少,进而炉壁散热损失相应减少。 (2)采用高速烧嘴或在炉膛内设置风扇,加强炉内对流传热。特别是小型加热炉,高速气流可破坏停滞在工件表面阻碍传热和界面反应炉气边界底层,起到缩短加热时间和加快提高工件温度的作用。 (3)炉体密封,包括炉膛内各引出构件,炉壳,炉门等处的密封。耐火纤维制品的出现,为解决炉体密封创造了条件,实现了软密封。(4)采用新型炉用节能耐火材料复合炉衬。耐火浇注料整体浇注的加热炉具有强度高、整体性、气密性好、寿命长;陶瓷纤维炉衬气密性好、炉外表温度低、使用寿命长。 (5)炉衬结构在保证炉子的结构强度和耐热度的前提下,应尽量提高保温能力和减少储蓄热及散热损失。选用耐火纤维、岩棉等作为保温层,用轻质砖作为炉体的内衬,减少炉体的蓄热损失, 2 4冶 金能源 ENERGY FOR METALLURGICAL INDUSTRY Vol.30No.6Nov.2011
能源行业标准《交流电弧炉供电技术导则第3部分电能质量评估》编制说明(征求意见稿) 1.任务来源 该项目为国家能源局2012年下达的能源行业标准制修订计划(国能科技〔2012〕83号),项目编号为能源20120091。项目由全国电压电流等级和频率标准化技术委员会归口。 2.主要起草过程 2.1启动会议 2012年8月2日在安徽召开了项目启动会议,明确了项目组成员,确定了标准制定下一阶段的工作分工及时间要求。(详见标委会2012年秘24号文件)2.2工作组就标准框架征求意见阶段(2012-08~2012-10-31) 按照合肥会议精神,工作组在2012-08~2012-10-31阶段收集相关标准框架的反馈意见阶段,共收到6条建议: ?董瑞安 ?江苏电科院:袁晓东 ?北京博电新能电力科技有限公司:齐泽锋 ?威盛:刘铁军 ?山西电科院:王金浩 ?宁夏电科院:黄永宁 2.3 西安召开标准框架确定、撰写分工会议(2012年11月2—3日) 1)讨论了反馈意见 2)确定了标准框架及核心内容; 3)进行了撰写分工 4)要求2013年7月完成第一稿 2.4北京会议组长,副组长会议(2013年8月25~26日) 该次会议: ?讨论了标准格式,肯定了监测评估组提供的第一稿格式 ?组长、副组长(袁晓东)进一步明确了第一稿的框架内容 ?会议要求考虑示范增加下述内容 ●经济性评估包括进去 ●供电效率 ●电极损耗 ●冶炼时间 ●控制装置本体损耗 2.5组内征求意见,2014年2月18日~3月底 对第一稿征求意见,征求意见截止日2014年3月底。同时附带对北京会议要求增加内容的处理意见:因没有好的公认的方法、或因与电能质量相关内容不密切,因此,未包含在该草稿中。同时征求大家意见。 截至截止日,收到两个反馈意见: ?安徽电科院
第四章 炉子热平衡和燃料消耗量的计算 炉子热平衡是分析和评价炉子的热工作和炉子设计时的热工指标先进与否的重要依据 之一。另外,通过炉子热平衡可以算出炉子燃料消耗量(炉子设计生产率时),燃料有效利用率以及热量消耗的分配情况。在已知L n 和V n 情况下,可以算出助燃空气消耗量,废气总生成量,可以依据此数据设计计算供风系统和排烟系统。 炉子热平衡的计算对于连续工作的炉子,通常是以单位时间(小时)为基准计算热平衡,其热量单位是千焦/小时。对于周期工作的炉子,通常是以一个工作周期为基准编制热平衡,其热量单位是千焦/周期。 炉子热平衡可以是炉子整个系统各部分热平衡的总和,也可以是某一部分,如换热器、燃烧室、炉膛等。对于工业炉而言,炉膛热平衡是主要的,是计算的中心。本章所述的热平衡即指炉膛热平衡,基准温度是车间的环境温度。 4.1 连续加热炉炉膛热平衡 4.1.1炉膛总的热平衡 (1)热收入项 ① 燃料燃烧的化学热(完全燃烧) Q 烧=BQ 低 kJ/h (4-1) 式中:B —燃料消耗量,kg/h 或标m 3/h ; Q 低—燃料的低发热量值,kJ/kg 或kJ/标m 3。 ② 预热空气带入的物理热 )(环空空空空t C t C BL Q n '-''= kJ/h (4-2) 式中:L n —空气消耗系数为n 时的实际空气需要量,标m 3/kg 或标m 3/标m 3; t 空、t 环—分别为进入烧嘴时的空气预热温度和环境温度,℃; 空空 、C C '''—分别为空气在0~t 空℃和0~t 环℃的平均比热,kJ/(标m 3 ·℃),见表1-5。 ③ 预热燃料带入的物理热 )(环燃燃燃燃t C t C B Q '-''= kJ/h (4-3) 式中:t 燃、t 环—分别为进入烧嘴时的燃料预热温度和环境温度,℃; 燃燃 、C C '''—分别为燃料在0~t 燃℃和0~t 环℃的平均比热,kJ/(kg ·℃)或kJ/(标m 3·℃),见表1-6。 ④ 铁氧化放热 Q 放=5588P ·a kJ/h (4-4) 式中:5588—1千克铁氧化时的放热量,kJ/kg ; P —炉子的生产率,kg/h ; a —铁在炉中的氧化烧损率,kg/kg ,一般取a =0.01~0.02。 所以:Q 入= Q 烧+Q 空+Q 燃+Q 放 (2)热支出项 ① 产品带出的物理热(有效热) Q 产=P (C 产t 产-C 料t 料) kJ/h (4-5) 式中:P —炉子的生产率,kg/h ; t 产、t 料—分别为产品出炉和物料入炉的平均温度,℃; C 产、C 料—分别为产品在0~t 产℃和物料在0~t 料℃的平均比热,kJ/(kg ·℃),见表3-3或表 3-4。
电炉温度控制系统设计
摘要 热处理是提高金属材料及其制品质量的重要技术手段。近年来随工业的发展, 对金属材料的性能提出了更多更高的要求,因而热处理技术也向着优质、高效、节能、无公害方向发展。电阻炉是热处理生产中应用最广泛的加热设备,加热时恒温过程的测量与控制成为了关键技术,促使人们更加积极地研制热加工工业过程的温度控制器。 此设计针对处理电阻炉炉温控制系统,设计了温度检测和恒温控制系统,实现了基本控制、数据采样、实时显示温度控制器运行状态。控制器采用51 单片机作为处理器,该温度控制器具有自动检测、数据实时采集处理及控制结果显示等功能,控制的稳定性和精度上均能达到要求。满足了本次设计的技术要求。 关键词:电阻炉,温度测量与控制,单片机
目录 一、绪论 ....................................................................................................... - 1 - 1.1 选题背景........................................................................................ - 1 - 1.2 电阻炉国发展动态........................................................................... - 1 - 1.3 设计主要容 .................................................................................... - 2 - 二、温度测量系统的设计要求........................................................................... - 3 - 2.1 设计任务......................................................................................... - 3 - 2.2 系统的技术参数................................................................................ - 3 - 2.3 操作功能设计................................................................................... - 4 - 三、系统硬件设计........................................................................................... - 5 - 3.1 CPU选型........................................................................................ - 5 - 3.2 温度检测电路设计.............................................................................. - 6 - 3.2.1 温度传感器的选择..................................................................... - 6 - 3.2.1.1热电偶的测温原理 ......................................................... - 7 - 3.2.1.2 热电偶的温度补偿......................................................... - 7 - 3.2.2 炉温数据采集电路的设计.......................................................... - 8 - 3.2.2.1 MAX6675芯片.......................................................... - 8 - 3.2.2.2 MAX6675的测温原理................................................. - 9 - 3.2.2.3 MAX6675 与单片机的连接.......................................... - 10 - 3.3 输入/输出接口设计......................................................................... - 10 - 3.4 保温定时电路设计 .......................................................................... - 13 - 3.4.1 DS1302 与单片机的连接....................................................... - 13 - 3.5 温度控制电路设计............................................................................ - 14 - 系统硬件电路图...................................................................................... - 17 - 四、系统软件设计......................................................................................... - 19 - 4.1 软件总体设计 .................................................................................. - 19 - 4.2 主程序设计 ..................................................................................... - 19 - 4.3 温度检测及处理程序设计................................................................... - 20 - 4.4 按键检测程序设计............................................................................ - 23 - 4.5 显示程序设计 .................................................................................. - 25 - 4.6 输出程序设计 .................................................................................. - 27 - 4.7中值滤波 ......................................................................................... - 28 - 五、结论 ..................................................................................................... - 30 - 参考文献 ..................................................................................................... - 31 -
《工业炉与保温技术》课程论文 课题名称热工理论在工业炉窑中的应用 学生姓名肖渐知 学号0841127392 系、年级专业机械与能源工程系 08级热能工程专业 2011年9月15日
热工理论在工业炉窑中的应用 摘要:工业炉窑的发展与生产工艺密切相关。为发展新型无机材料及其各类复合材料,目前在科研工作中也发展了一些规模较小的各种炉子,如常见的无压烧结马弗炉、气氛烧结炉(氮化炉,炭化炉)、热压烧结炉、气压炉和热静压炉。由于在试验中烧结式样体积较小,炉膛尺寸也较小,因此在产品的产量和能耗方面也很少顾及。但是,一旦试验产品试制成功而进入产业化阶段,就要全面考虑经济效益和社会效益等问题。全面掌握热工理论是控制,改进,设计。提高工业窑炉效率的的关键。如降低制品热耗,提高传热速率,减少热损失,窑内气体运动合理,减少气体穿越物料的阻力损失,保证燃料在炉内的充分燃烧问题。 关键字:热工理论、工业炉窑、应用。 引言:工业炉窑是利用工业生产中用燃料燃烧或电能转换产生的热量,将物 料或工件进行冶炼、焙烧、烧结、熔化、加热等工序的热工设备。在我国以煤为主的能源结构下,工业炉窑是主要污染排放源之一,也是耗能大户。据统计,目前我国各种工业炉窑(不包括锅炉)约有11 万台,其中燃煤工业炉窑约有六万多台,分布在电石、铁合金、钢铁、建材、有色金属等高耗能、高污染行业,地域分布较广,主要分布在华北、西北和西南等地区。工业炉窑应用于国民经济的各行各业,量大面广。我国大部分工业窑炉在炉型结构、燃烧系统、余热利用、绝热材料、热工检测、自控、微机应用及环保等方面都比较落后,而且我国工业炉窑容量大多偏小,造成能源浪费,同时环境污染严重。目前我国电石、铁合金、钢铁、化工、建材、有色等主要耗能行业的工业炉窑余热利用率仅在5%左右,并且以烟气余热或直接燃烧制取蒸汽为主要利用方式,有效利用率不足40%,没有达到真正的能源综合利用,并且排放出大量的CO2,温室效应严重。我国污染严重、能源紧缺的问题,最根本的是要依靠科技进步,走出传统节能减排方法的老路。工业炉窑节能环保行业起步于节能环保密闭矿热炉技术和产品的研究开发,逐渐向炉窑尾气净化和综合利用成套技术延伸。目前我国工业炉窑密闭生产技术正取代落后的开放式、内燃式的生产方式,逐渐成为行业的主流技术。工业炉窑密闭式生产技术的快速发展使工业高温尾气净化和回收利用成为可能,实现循环经济的理念,适应低碳时代的需要。现在,行业内优势企业已经形成了工业炉窑节能环保系统解决方案,将多项关键技术进行系统集成,全面提高工业炉窑清洁生产和尾气循环利用的技术水平。未来,充分开发工业炉窑余能余热循环利用技术,拓宽应用领域,适应更多行业节能减排的需求,将成为工业炉窑节能环保行业技术发展的方向。学好热工理论,充分的把它与实际工业炉窑结合起来,必将在即将到来的节能减排中崭露头角。 正文:热工理论知识的应用无时无处不在,它的影响几乎遍及现代所有的工业部门,也渗透到农业、林业等许多技术部门中。可以说除了极个别的情况以外。
中频炉熔炼工艺操作规程 1、中频炉范围 本标准规定了中频感应电炉,熔炼技术操作规程。 本标准适用于阳极组装车间生产。 2、设备主要技术性能 2.1 产品型号KGPS—1250 额定容量2t 额定功率1250KW 额定频率500HZ 额定温度1500℃ 感应器电压2000V 熔化效率1.8t/h 2.2 冷却水系统 冷却水压力0.1~0.25MPa 冷却水进水温度≤35℃ 冷却水耗量12t/h 冷却水出口温度≤55℃ 冷却水PH 值7-8.5 总硬度不大于10度 导电率<500u.s/cm 3、生产前的检查 3.1操作人员必须认真了解中频炉系统设备的结构、性能。 3.2生产前仔细检查炉体及部件是否完好。 3.3仔细检查炉衬、炉口烧损情况,如发现问题及时处理 3.4检查和维修熔炼时所用的工器具是否齐全。 3.5检查冷却水系统及液压系统管路是否有滴漏现象。 3.6检查各个部位的仪表和显示是否正常。 3.7检查炉料是否清理干净和数量充足,配比是否合理。 3.8检查铁水包及输送电胡芦是否完好。 3.9检查各控制系统是否正常,灵活可靠。 3.10检查漏炉报警装置是否灵敏、可靠,电气绝缘情况是否达到要求。 3.11检查倾炉系统是否灵活、可靠。 3.12检查中频炉电源系统及纯水冷却系统是否正常完好。 4、熔炼操作
4.1检查无误后,如是冷炉或空炉,必须先加入干净炉料,成份必须符合要求。 4.2炉料要干燥,严禁潮湿料及杂物入炉,一般情况炉料入炉前应予热,加料时应小心操作,不能砸伤炉口炉衬,空心料更应该小心加,防止炉气和铁水喷出飞溅伤人。 4.3开通冷却水,先用低功率进行炉料预热。几分钟后,改用高功率熔炼、炉料开始熔化,此时注意冷却水、根据水温和经验进行调整。 4.4熔炼过程中要经常检查炉衬的烧损情况电源功率表。检查炉口是否有凝结现象。炉膛里不准有炉料架空棚料现象,有应及时处理。 4.7在熔炼过程中、铁水不能溢出,应与炉沿保持50mm 的距离。 4.8铁料彻底熔化浇铸前,观测铁水温度是否达到1450℃,用渣耙除渣。按要求每周取样一次进行分析,参照分析结果及时调整配料。 4.9正确操作炉子液压倾炉系统,倒出铁水至铁水包。铁水距离包沿50mm. 4.10出炉后炉内应留有少量铁水,并及时添加新炉料,继续通电熔炼。 4.11根据浇铸组装块任务量熔化铁水,待生产结束后炉内不应留有铁水。为保护炉衬,一般情况下趁热加入炉料,准备下一班次的生产。 4.12停炉后冷却水不能停,仍继续循环24小时。 4.13待炉子冷却后,用照明灯或手电照明检查炉衬情况如有破损及时修理。 4.14停炉必须停掉电源,清理现场,做好所有记录。 5、中频炉突发事件 5.1当熔炼过程中中频炉产生报警或漏液时,应立即关掉电源停止熔化,倒出已熔化铁水、按应急预案处理故障。 5.2熔炼过程中,突然停水或停电时间又长时,应立即停掉中频电源,开启备用泵或备用水箱及自来水直接引至炉冷却管路,按应急预案处理故障,绝不能扩大事故范围
工业炉强辐射传热节能新技术* 李治岷 魏玉文 四川工业学院工业炉节能中心 (成都611744) 摘要 阐述了在工业炉内设置强辐射元件,取得了强辐射传热节能的效果。该元件将炉内漫射状的热射线调控为指向工件的射线束,以便将热量直接传递给工件,与RX3节能型的箱式热处理炉相比,实施本技术后节电率可达20%~30%,工业黑体的全射率达0.96。 关键词 工业炉 节能 强辐射 Strong Radiation Conduction Energy Saving Technology in Industrial Furnaces Li Zhimin Wei Yuwen Abstract Some fundamental aspects of energ y saving w ith strong radiation elements are presented.T he said ele ments concentr ate diffuse reflection heat into directional heat beams on the wor kpieces to be heated in furnace.Energy sav ing of20%~30%and a full emissivit y o f0.96for industr ial black body will be achieved with the said technology,in comparison with the RX3ser ies energ y sav ing ty pe fur naces.T he results of tests has show n that it has good economic effi ciency and promising prospects in application. Key words industrial furnace,ener gy saving,strong radiation 1 前 言 目前,热处理电阻炉节能的技术原理基本上是通过热平衡计算和测试发现炉体蓄热和散热损失高达60%~70%,加热工件的有效热仅25%~30%,以此为依据,采用热容很小的耐火纤维等隔热材料保温后,减少散热和蓄热损失,以降低电耗[1]。这种节能方法只是将热量堵在了炉膛内部,并没有改变热射线呈!漫反射?的状态,这正是加热工件有效热低的重要原因。 显然,如果能够将炉膛内呈!漫反射?状分布的热射线,经过调控以射线束形式集中地射向被加热的工件,提高加热工件的有效热,则炉子热效率将显著提高,能耗将大幅度下降。 2 强辐射传热节能新技术原理 中、高温电阻炉是辐射型炉子,工件获得的热量[2]: Q= F(t W-t M)F M= *!九五?国家级科技成果重点推广计划;国家专利,专利号:ZL94236755.3;!八五?国家技术创新新技术推广优 秀项目奖;国家经贸委列为全国重点新技术推广项目。 李治岷:1936年生,四川工业学院工业炉节能中心,教授。 (收稿:1998 01 19 修回:1998 03 04) OF 1 M+ F M F W 1 W-1 (t W-t M)F M W 式中: M为金属的黑度;F M为金属的面积; W为炉墙的黑度;F W为炉墙的面积; OF是 M= W=1时的辐射换热系数。 可以看出,当t W一定时,实际可以利用的因素有炉墙面积F W和炉墙黑度 W。 2 1 增大炉膛传热面积 显然,按现有的设计规范,当炉围伸展度确定后,炉膛内表面积F W即已确定,这个面积当然就是参与炉内传热的面积F W。当我们在炉膛内的适当部位加装众多的多孔材料的空腔锥台强辐射元件后,它们的存在不仅从宏观上,而且在微观上大幅度地增加了炉膛的传热面积。其增加的面积可以达到炉膛面积F W的1倍以上,相当于增大了炉围伸展度(F W/F M),增大了Q值。所以这些元件对加快传热速度的作用是显而易见的。 2 2 提高炉膛黑度 传统的提高炉膛黑度的方法是采用高红外发射率材料进行涂装,以期获得较高的发射率,迄今能达到的水平为0.88~0.92,但其老化现象难以从根本上解决,这种方法使强化炉内传 15
国内中频炉铸造标准 国内中频炉铸造行业准入条件目的在于根据国家有关法规和政策引导我国铸造行业健康、有序和可持续发展,提升我国装备制造业整体水平和为国民经济各行业提供优质铸件,实现我国从世界铸造大国向铸造强国转变。 实施铸造行业准入制度,按照“铸造行业准入条件”加快淘汰那些规模小且工艺落后、耗能大、污染严重、作业条件恶劣的铸造企业,遏制行业内的恶性竞争和资源浪费。在实施铸造行业准入制度过程中将积极引导企业通过兼并、重组,形成合理经营规模;在有条件的地区积极发展铸造产业集群或铸造工业园区,优化资源配置,大力发展清洁生产和循环经济;培育一批“专、特、精、新”的中小铸造企业,提高企业综合竞争力、铸件产品质量和企业效益。 铸造企业的布局及厂址的确定应符合国家产业政策和相应法规,符合各省、自治区、直辖市装备制造业发展规划。在一类区内不能新建、扩建铸造厂,已有的铸造厂其污染物排放(含水、气和噪声等)指标应符合国家一类区有关标准的规定。在二类区和三类区,新建铸造厂和原有铸造厂的污染物(含水、气和噪声等)排放指标均应符合国家或地区有关标准的规定。说明:一类区指国务院有关主管部门和省、自治区、直辖市人民政府划定的风景名胜区、自然保护区和水源地及其他需要特别保护的区域;二类区指城镇规划中确定的居住区、商业交通居民混合区、文化区、一般工业区和农村地区以及一、三类区不包括的地区;三类区指特定的工业区。鉴于目前我国东、中、西部地区社会、经济和工业发展程度的差异,锻造中频炉在进行铸造行业结构调整和实施准入制度时,应区别对待。 企业规模(产能) 1.现有的砂型铸铁件(含离心铸铁管及其他离心铸造)、铸钢件与有色铸件生产企业铸件年产能按所在地区(见表1)和类别(一、二、三类)不同应不低于表1所列的吨位。 2.采用砂型及离心铸造工艺之外的其他铸造工艺(包括压铸、低压铸造、金属型铸造、挤压铸造、熔模铸造、V法铸造、消失模铸造等)的铸造企业规模不在以上限制之列,具体标准待此后另行公布。 3.对于“专、特、精、新”的中小铸造企业,其企业规模的限制可以适当放宽。“专、特、精、新”的中小铸造企业认定标准和实施细则另行公布。 铸造方法及工艺: 1.根据生产铸件的材质、品种、批量,合理选择粘土湿型砂铸造、树脂自硬砂铸造、水玻璃自硬砂铸造、V法铸造、熔模铸造、消失模铸造、金属型铸造(重力、离心、压铸、低压等)等铸造工艺。 2.逐步淘汰粘土砂干型等落后铸造工艺。 铸造装备(造型、制芯、熔炼、砂处理、清理等)中频炉 1.必须配备与生产能力相匹配的熔炼设备,如电炉、冲天炉等金属熔炼设备,炉前化学成分分析、金属液温度测量设备,并应配有相应有效的除尘设备与系统。提倡大批量生产铸铁件产品的企业根据铸件要求采用冲天炉-电炉双联熔炼工艺,或采用中频感应炉熔炼,推荐采用大容量(熔化率≥10t/h)、长炉龄(一次开炉连续使用4周以上)、富氧、外热送风冲天炉。在全国范围内逐步淘汰熔化率<3t/h、环保排放不达标的冲天炉,新建铸造企业一律不再采用熔化率<5 t/h的冲天炉。 2.禁止新增容量1t以上无磁扼的铝壳电炉,原有无磁扼的感应电炉限2年内逐步淘汰。 3.必须配有与生产能力相匹配的造型、制芯、砂处理、清理设备,采用树脂砂、
电弧炉工作原理 为了了解电弧炉对电能质量和电能效率影响的产生原因,需要对电弧炉设备的特殊性做一下简单介绍。 1.1电弧炉分类和工作原理 电弧炉是利用电弧能来冶炼金属的一种电炉。工业上应用的电弧炉可分为三类: 第一类是直接加热式,电弧发生在专用电极棒和被熔炼的炉料之间,炉料直接受到电弧热。主要用于炼钢,其次也用于熔炼铁、铜、耐火材料、精炼钢液等。 第二类是间接加热式,电弧发生在两根专用电极棒之间,炉料受到电弧的辐射热,用于熔炼铜、铜合金等。这种炉子噪声大,熔炼质量差,已逐渐被其它炉类所取代。 第三类称为矿热炉,是以高电阻率的矿石为原料,在工作过程中电极的下部一般是埋在炉料里面的。其加热原理是:既利用电流通过炉料时,炉料电阻产生的热量,同时也利用了电极和炉料间的电弧产生的热量。所以又称为电弧电阻炉。 1.2电弧炉的组成设备 炉用变压器 电弧炼钢用变压器应能按冶炼要求单独进行电压电流的调节,并能承受工作短路电流的冲击。 电炉变压器额定电压的选择要考虑许多因素。若一次侧电压取高些,则系统电抗小,短路容量大,可减少闪变,但须增加配电装置费用。若二次电压高些,则功率因素较高,电效率较高,但电弧长,炉墙损耗快,综合效率变低。 一般电炉变压器二次侧均为低电压(几十至几百伏),大电流(几千至几万安)。为保证各个熔炼阶段对电功率的不同需要,变压器二次电压要能在50%~70%的范围内调整,因此都设计成多级可调形式。调整方法有变换、有载调压分接开关等。变压器容量小于10MVA者,可进行无载切换;容量在10MVA以上者,一般应是有载调压方式。也有三相分别设置分接头装置,各相分别进行调整,可以保障炉内三相热能平衡。 与普通电力变压器相比,电炉专用变压器有以下特点:a.有较大的过负荷能力;b.有较高的机械强度;c.有较大的短路阻抗;d.有几个二次电压等级;e.有较大的变压比;f.二次电压低而电流大。 电炉变压器和电弧炉的容量比一般为0.4~1.2MVA/t。电弧炉的电流控制,是由电弧炉变压器高压侧绕组分接头的切换和电极的升降来达到的。 电抗器 为了稳定电弧和限制短路电流,需要约等于变压器容量35%的电抗容量,串入变压器主回路中。大型电弧炉变压器,本身具有满足需要的电抗值,不需外加电抗器;而小于10MVA的变压器,电抗不满足要求,需在一次侧外加电抗器。电抗器的结构特点是:既使通过短路电流,铁芯也不发生磁饱和。 电抗器可装在电炉变压器的内部,称为内附式;也可做成装在变压器外部的独立电抗器,称为外附式。 电炉变压器一般要串联电抗器,使得变压器短路阻抗和电抗器电抗之和达到0.33~0.5标准值(以电炉变压器额定容量为基准)。 容量小于10MVA的电炉变压器,有时在其高压侧装有串联电抗器,以降低短路电流和稳定电弧。对于较大容量的电炉变压器,它本身的漏电抗已足够大,不需再串联电抗器。 高压断路器 炼钢电弧炉对高压断路器的要求是:断流容量大;允许频繁动作;便于维修和使用寿命长。电弧电阻炉负载平稳,连续运行,常用多油或少油式高压断路器,炼钢电弧炉断路器经常跳闸,多选用六氟化硫断路器、电磁式空气断路器、真空断路器等。
摘要 台车式炉属于间断式变温炉,炉膛不分区段,炉温按规定的加热程序随时间变化。作为工业炉中颇具特色和代表性的一大类炉型,台车式炉已经被广泛应用于冶金及机械制造加工等行业。台车式炉的结构特点是:炉底为一可移动台车,加热前台车在炉外装料,加热件需放置在专用垫铁上,垫铁高度一般为200~400mm。加热时,由牵引机构将台车拉入炉内;加热后,由牵引机构将台车拉出炉外卸料。合理设计台车式热处理炉,对改善热处理炉的热效率,提高产品的质量具有重要意义。 本设计对象为20t台车式正火炉。主要由炉底,钢结构,烧嘴,炉衬,换热器,空、煤气管道,炉门,台车,台车轨道及烟囱等部分组成,用于45钢的正火处理。设计计算依据《工业炉设计手册》及《火焰炉设计计算参考资料》等参考书。主要包括:1.方案选择,2.燃料燃烧计算,3.炉内热交换计算,4.加热期炉子热平衡计算,5.保温期炉子热平衡计算,6.管路及排烟系统阻力损失计算,7.炉子重要部件选择等十几个部分。 应用3D画图软件Pro/ENGINEER建立炉子三维实体模型以及运用制图软件CAD进行炉体及各部件的工程图绘制。三维立体图能直观的反映炉子本身的构造,便于修改,利于设计讨论,在工程设计中正得到广泛的应用。该热处理炉设计特点是采用全纤维炉衬,纤维柔性密封,比普通的砖砌台车式热处理炉的热效率大大提高,达20%以上。在此基础上,利用脉冲燃烧控制技术及新型空气换热器,大量节省了能源,节约燃料,提高了工件热处理质量。 关键词:台车式正火炉,全纤维热处理炉,脉冲燃烧控制技术,换热器
Abstract Bogie hearth furnace is intermittent temperature furnace, regardless of section, the furnace temperature change over time according to the provisions of the heating process. As a distinctive and representative of a large class of furnace industrial furnace, bogie hearth furnace has been widely used in metallurgy and mechanical manufacturing and processing industries. Bogie hearth furnace structure is characterized by: the bottom of a mobile trolley, heated front car loading in the furnace, heating be placed on a dedicated horn, horn height of generally 200 ~~ 400mm. When heated by the traction trolley pulled into the furnace; heated by the traction car pull out of the furnace discharge. Rational design of the trolley heat treatment furnace, and of great significance to improve the thermal efficiency of the heat treatment furnace to improve the quality of the product. A 20t bogie hearth annealing furnace for annealing round steel made by 45 was designed in this paper. It is composed of furnace hearth, steel construction, burner,furnace liner, heat exchanger, air and coal gas pipes, furnace door,bogie, track of bogie and chimney. The calculation of designing mainly according 《Handbook of furnace designing》and 《Reference data book of flame furnace calculation of design》.It includes: 1.the selection of project, 2.the calculation of fuel combustion, 3.the calculation of heat-exchanging in furnace, 4.hear balance of the furnace as heating, 5.heat balance of the furnace during the process of thermal retardation, 6.the calculation of loss in piping and flue system, 7.the election of important components, and so on. Using AutoCAD to draw the furnace and its accessories, and drawing 3-dimension construction of furnace by Pro/ENGINEER software.The 3D model now is widely used in engineering design because it can describes the construction of the furnace directly, and easy for revising.The heat treatment furnace design features all-fiber lining, fiber flexible seal, greatly improve the thermal efficiency than the ordinary brick trolley heat treatment furnace, and more than 30%. On this basis, the use of pulse combustion control technology and neW air heat exchanger, and save a lot of energy, save fuel, improve the quality of the Workpiece heat treatment. Key Words: bogie hearth annealing furnace, all-fiber heat treatment furnace, pulse combustion control technology, heat exchanger