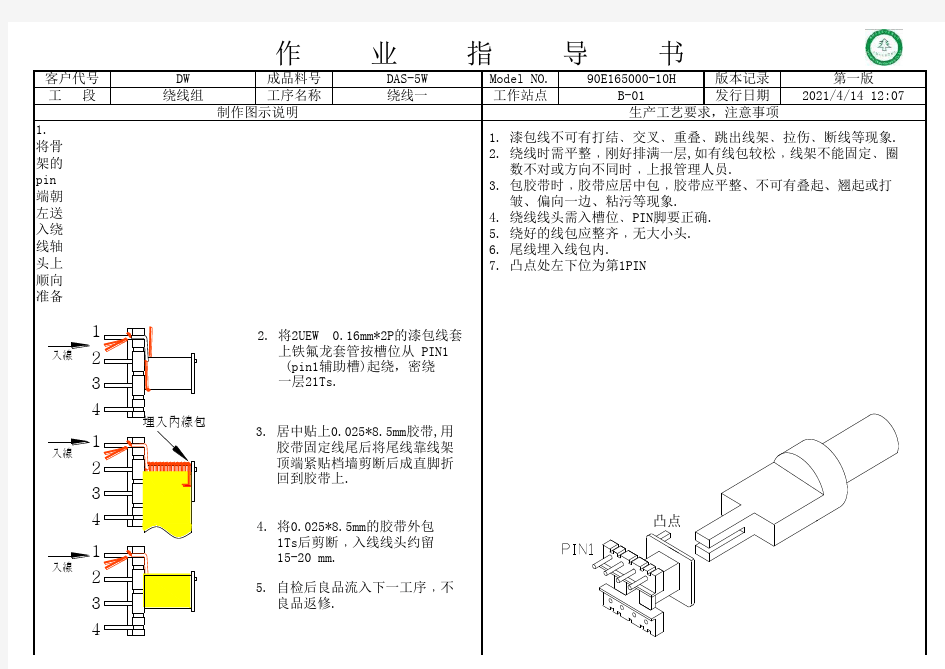

1. 将骨架的pin端朝左送入绕线轴头上顺向准备绕线. 用 量
1P
1P
左端/限位带pin4-pin32UEW 0.18mm
18Ts
双线并绕1Ts
始脚-末脚线 规匝 数绕 法层 间 胶 带隔层/挡墙胶带B-01Model NO.90E165000-10H 客户代号DW 成品料号DAS-5W 第一版2014-3-9 1
制作图示说明
生产工艺要求,注意事项
版本记录
发行日期工 段
绕线组
工序名称
绕线一
工作站点
2UEW 0.16mm 聚脂胶带
0.025*8.5mm 设 备 工 治 具Bobbin EE16 立式4+4pin pin5,6,7,8空
自动绕线机
铁氟龙套管#26 5mm 小剪刀
材料
名称型 号 及 规 格
料 号
漆包线 2. 将2UEW 0.16mm*2P 的漆包线套上铁氟龙套管按槽位从PIN1(pin1辅助槽)起绕,密绕一层21Ts. 3. 居中贴上0.025*8.5mm 胶带,用胶带固定线尾后将尾线靠线架顶端紧贴档墙剪断后成直脚折回到胶带上.4. 将0.025*8.5mm 的胶带外包1Ts 后剪断﹐入线线头约留15-20 mm. 5. 自检后良品流入下一工序﹐不良品返修.
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等现
2. 绕线时需平整﹐刚好排满一层,如有线包较松﹐线架不能固定数不对或方向不同时﹐上报管理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有叠起、翘起或皱、偏向一边、粘污等现象.
4. 绕线线头需入槽位﹑PIN脚要正确.
5. 绕好的线包应整齐﹐无大小头.
6. 尾线埋入线包内.
7. 凸点处左下位为第1PIN
1
234
12341
234
埋入內線包
入線
入線
入線
凸点
1. 将骨架的pin端朝左送入绕线轴头上顺向准备绕线. 用 量
1P
1P
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法工作站点
B-02发行日期2014-3-9 1
工 段
绕线组
工序名称
绕线二
层 间 胶 带隔层/挡墙胶带
左端/限位带2-A 2UEW 0.16mm
126Ts
密绕一层
1Ts
设 备 工 治 具线 包EE16 立式4+4pin pin5,6,7,8空
自动绕线机名称料 号
型 号 及 规 格
0.025*8.5mm 小剪刀
漆包线2UEW 0.16mm 材料
铁氟龙套管
#26 5mm 绕线轴头聚脂胶带客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版2. 将2UEW 0.16mm*1P 的漆包线套上铁氟龙套管按槽位从PIN2(2,3间)起绕,密绕三层,每层42Ts ,计126Ts,每层间包1Ts 胶带.
3. 贴上0.025*8.5mm 胶带后将尾线折直角按槽位(2,3间)结束于A 点.
4. 将0.025*8.5mm 的胶带外包1Ts 后剪断﹐起尾线约留15-20 mm.
5. 自检后良品流入下一工序﹐不良品返修.
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等现象.
2. 绕线时需平整,如有线包较松﹐线架不能固定﹑圈数不对或方向不同时﹐上报管理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有翘起、叠起或打皱、偏向一边、粘污等现象.
4. 配线入槽位﹑PIN脚要正确.
5. 绕好的线包应整齐﹐无大小头.
6. 凸点处左下位为第1PIN
7. 绕线前使用自动机时不可用手转动轴心
1
4
1414
A A 入線
入線入線出線
出線
凸点
1. 将骨架的pin端朝左送入绕线轴头上顺向准备绕线. 用 量
1P
1P
版本记录
第一版客户代号DW 成品料号DAS-5W 工 段
绕线组
工序名称
绕线三
Model NO.90E165000-10H 层 间 胶 带隔层/挡墙胶带
左端/限位带工作站点
B-03发行日期2014-3-9 1
A-12UEW 0.16mm
21Ts
密绕一层
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法2Ts
材料
名称料 号
型 号 及 规 格
设 备 工 治 具线 包EE16 立式4+4pin pin5,6,7,8空
自动绕线机漆包线2UEW 0.16mm 绕线轴头铁氟龙套管
#26 5mm 聚脂胶带0.025*8.5mm 小剪刀
2. 将2UEW 0.16mm*2P 的漆包线按槽位从A 点(2,3间)起绕,密绕一层21Ts.
3. 贴上0.025*8.5mm 胶带后将尾线套上铁氟龙套管折直角按槽位(1,2间)结于PIN1.
4. 将0.025*8.5mm 的胶带外包2Ts 后剪断﹐起尾线约留20-25 mm.
5. 自检后良品流入下一工序﹐不良品返修.
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等现
2. 绕线时需平整﹐刚好排满一层,如有线包较松﹐线架不能固定数不对或方向不同时﹐上报管理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有叠起、翘起或皱、偏向一边、粘污等现象.
4. 绕线线头需入槽位﹑PIN脚要正确.
5. 绕好的线包应整齐﹐无大小头.
6. 尾线埋入线包内.
7. 凸点处左下位为第1PIN
1
41
4
1
4
入線
A 入線
出線
入線
出線
A
凸点
用 量
1P
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版工 段
绕线组
工序名称
绕线四工作站点
B-04发行日期2014-3-9 1
层 间 胶 带隔层/挡墙胶带
左端/限位带C-B TEX-E0.35mm
14Ts
密绕一层
1Ts
设 备 工 治 具三层绝缘线TEX-E 0.35mm
名称料 号
型 号 及 规 格0.025*8.5mm 绕线轴头线 包EE16 立式4+4pin pin5,6,7,8空
小剪刀材料
自动绕线机聚脂胶带
1. 将骨架的pin 端朝左送入绕线轴头上顺向准备绕线.
2. 在PIN1-4侧PIN 端先贴1P 0.25*8*10mm 胶带.
3. 将TEX-E 0.35mm*1P 的三层绝缘线按槽位从C 点(7,8间)起绕,密绕一层14Ts,余线靠顶端密绕
4. 绕完后将线头胶带翻回,折回在线包内的胶带须5mm MIN,后外包0.025*8.5mm 胶带将尾线折直角按槽位(5,6间)结束于B 点.
5. 将0.025*8.5mm 的胶带外包1Ts 后剪断﹐起尾线留20mm ±1.
6. 自检后良品流入下一工序﹐不良品返
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等现
2. 绕线时需平整﹐刚好排满一层,如有线包较松﹐线架不能固定数不对或方向不同时﹐上报管理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有叠起、翘起或、偏向一边、粘污等现象.
4. 绕线线头需入槽位﹑PIN脚要正确.
5. 绕好的线包应整齐﹐无大小头.
6. 尾线埋入线包内.
7. 凸点处左下位为第1PIN
4
1
1
4
4
14
1
585
85
8
入線入線
入線
出線
出線20mm ∮1
凸点
用 量
1P
版本记录第一版
客户代号DW 成品料号DAS-5W 工 段
绕线组
工序名称
绕线五
Model NO.90E165000-10H 层 间 胶 带隔层/挡墙胶带
左端/限位带工作站点
B-05发行日期2014-3-9 13--42UEW 0.16mm
12Ts
密绕一层
制作图示说明
生产工艺要求,注意事项
始脚-末脚线 规匝 数绕 法1Ts
材料
名称料 号
型 号 及 规 格
设 备 工 治 具线 包EE16 立式4+4pin pin5,6,7,8空
自动绕线机漆包线2UEW 0.16mm 绕线轴头聚脂胶带
0.025*3mm 聚脂胶带0.025*8.5mm 小剪刀
1. 将骨架的pin 端朝左送入绕线轴头上顺向准备绕线.
2. 在线架PIN 端先用0.025*3mm 的胶带包1Ts.
3. 将2UEW 0.16mm*1P 的漆包线按槽位从PIN3(3,4间)起绕,起绕线须被0.025*3mm 胶带固定住成直角拉出紧贴者3mm 的胶带起绕﹐密绕12Ts.
4. 绕完后﹐贴上0.025*8.5mm 胶带后将尾线折直角按槽位(3,4间)结束于PIN4.
5. 将0.025*8.5mm 的胶带外包1Ts 后剪断﹐起尾线约留15-20 mm.
6. 自检后良品流入下一工序﹐不良品返修.
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等现
2. 绕线必须平整﹐起绕时必须紧贴者3mm 的胶带起绕﹐ 3mm的胶固定和定位作用.否则客人在整机测试时在90V 电压输入时输出压会偏低。
3. 在绕线时如有线包较松﹐线架不能固定﹑ 圈数不对或方向不上报管理人员.
4. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有叠起、翘起或皱.偏向一边、粘污等现象.
5. 配线入槽位﹑PIN脚要正确.
6. 绕好的线包应整齐﹐无大小头.
7. 凸点处左下位为第1PIN
1
414314
33mm 膠帶
凸点
扭引线方式图
用 量
1P
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版工 段
配线组
工序名称
分线 / 缠脚
工作站点
C-01发行日期2014-3-9 1
层 间 胶 带隔层/挡墙胶带左端/限位带设 备 工 治 具线 包
EE16 立式4+4pin pin5,6,7,8空
剪刀/剪钳
名称料 号
型 号 及 规 格
材料
1. 将产品上的线头缠绕于相对应的PIN 脚上.缠绕圈数参照图示
2. 将A 点的引线缠绕在一起
不合格
配線高
骨架平面
線頭長
骨架平面
骨架平面
不合格合格0.25~0.50.5(含)以下
0.15~0.240.15以上(含)1~2
1~22~33~43~42~3 2 股
2~31~2
1~3/4
1~22~31~21~3/41~3/4
1~3/41~3/4線徑
圈數股數
3 股
4 股至4股以上1 股
3. 自检后良品流入下一工序﹐不良品返修.
1. 配线入槽位要正确,无错脚位配线.
2. 绕线时线圈上不得粘有线头或损伤引出线.
3. 不定时清理工作台,避免线头粘附于产品.
4. 不可有绕脚高﹐绕脚松散等现象
N1
1
A
N3
N2
4
3
N5
N4
2引線A
用 量
1P
版本记录
第一版客户代号DW 成品料号
DAS-5W 工 段
配线组工序名称
剪 脚Model NO.90E165000-10H 层 间 胶 带隔层/挡墙胶带左端/限位带工作站点
C-02发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规
匝 数绕 法
材料
名称料 号
型 号 及 规 格
设 备 工 治 具线 包
EE16 立式4+4pin pin5,6,7,8空
剪刀/剪钳
1. 用剪钳将多余的线头剪去.
2. 线头A 须留4~6mm
3. 引线须用治具剪脚,以确保引线尺寸20±1mm
不合格
配線高
骨架平面
線頭長
骨架平面
骨架平面
不合格合格
0.25~0.50.5(含)以下0.15~0.24
0.15以上(含)1~2
1~22~3
3~43~4
2~3 2 股2~31~21~3/41~22~31~2
1~3/4
1~3/41~3/4
1~3/4線徑
圈數股數
3 股
4 股至4股以上1 股
1. 配线入槽位要正确,无错脚位配线.
2. 绕线时线圈上不得粘有线头或损伤引出线.
3. 不定时清理工作台,避免线头粘附于产品.
4. 不可有绕脚高﹐绕脚松散等现象
4. 自检后良品流入下一工序﹐不良品返修.
4~6mm
線頭A
4
C
引線
N1
1
A
N3
N2
4
3
C(8)
B(6)
N5
N4
2
用 量
1P
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规
匝 数绕 法
作 业 指 导 书
客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版工 段
配线组
工序名称
镀 锡
工作站点
C-03发行日期2014-3-9 1
层 间 胶 带
隔层/挡墙胶带左端/限位带设 备 工 治 具
线 包
EE16 立式4+4pin pin5,6,7,8空
锡炉名称料 号
型 号 及 规 格
材料
刮锡刀
1. 用锡炉配制刮锡刀,刮去锡液表面的氧化物或杂质层,保持锡液光亮洁净.
2. 将合格线包整齐的排满一排,用长夹将产品夹住,然后将新产品的Pin 脚在助焊剂中浸渍﹐ 助焊剂液面为刚浸没焊接端为准.
3. 将产品次级引线分别浸入锡面﹐提出线包﹐完成焊锡工序. (须用治具控制尺寸)
4. 自检后良品流入下一工序﹐不良品返修.
1. 焊接点要求光亮、无堆积杂质、无毛刺; 焊面要圆滑、平整、针孔状缺陷.
2. 焊接时不能炀伤(坏)胶带及骨架. 不能有虚焊﹑漏焊﹑断线点脏、不光亮、焊点粘连、锡尖歪斜等现象.
3. 锡炉温度控制在420oC ±10oC 范围内焊锡时间不能过长.
4. 锡点高度不可超出线架凸点
5. 线头A 点焊锡部分须2~3mm,留2mm 不镀锡
6. 引线焊锡长度为9±1mm
7. 焊引线B ,C 须用治具以确保尺寸
2~3mm
線頭A
4
C
引線B,C
用 量
1P
版本记录
第一版客户代号DW 成品料号DAS-5W 工 段
配线组
工序名称
外包线包胶带
Model NO.90E165000-10H 层 间 胶 带
隔层/挡墙胶带
左端/限位带工作站点
C-04发行日期2014-3-9 1
A 制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法1Ts
材料
名称料 号
型 号 及 规 格
设 备 工 治 具线 包
EE16 立式4+4pin pin5,6,7,8空
自动绕线机
1. 将骨架的pin 端朝左送入绕线轴头上顺向准备绕线.
2. 用0.025*8.5的胶带从线头处起包,外包1T 后在装磁芯面的中
间位置剪断.
3. 外包时将A 脚折回到线包内﹐起包胶时胶带须压住线头
4. 自检后良品流入下一工序﹐不良品返修.
1. 漆包线不可有打结﹑交叉﹑重叠﹑跳出线架﹑拉伤﹑断线等
2. 在绕线时如有线包较松﹐线架不能固定﹑圈数不对或方向不上报管理人员.
3. 包胶带时﹐胶带应居中包﹐胶带应平整、不可有叠起、翘起皱、偏向一边、粘污等现象.
4. 配线入槽位﹑PIN脚要正确.
5. 绕好的线包应整齐﹐无大小头.
6. 凸点处左下位为第1PIN
線頭A
1
4
4
1
4
1
用 量
1P 1P 1P
客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版工 段
配线组
工序名称
装配磁芯
工作站点
C-05发行日期2014-3-9 1
线 规匝 数绕 法层 间 胶 带隔层/挡墙胶带左端/限位带磁 芯EE16 平面磁 芯
EE16 气隙材料
名称料 号
型 号 及 规 格
线 包EE16 立式4+4pin pin5,6,7,8空
设 备 工 治 具
制作图示说明
生产工艺要求,注意事项
始脚-末脚
1. 将镀锡OK 的线包装上磁芯﹐平面磁芯的装在线包顶端﹐PIN装上
气隙(磨面)磁芯.
2. 自检后良品流入下一工序﹐不良品返修.
1. 装配磁芯时要用力适当﹐有线包过大时不可强行装配. 以免损坏磁芯.
2. 在组装时在磁心对接面需保持清洁﹑无渣滓.
3. 在组装时注意不能将线包的胶带夹在磁心的对接处﹐以免产生电感不良.
磨面磁芯
平面磁芯
用 量
1P
90E5W0005-01H
综合测试仪设 备 工 治 具材料
名称料 号
型 号 及 规 格变压器
测试架
隔层/挡墙胶带左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法层 间 胶 带工 段
配线组
工序名称
电感测试
工作站点
C-06客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 先启动电感测试仪﹐校对测试仪设置条件.
2. 将变压器进行测试.
测试条件﹕ at﹕1.0Kz 0.25V
测试电感结果﹕ L(1-2) 5.45-5.65mH
3. 测试后良品流入下一工序﹐不良品返修.
1. 要求测试前与测试后产品摆放整齐.所有产品的测试端要良好接触.
2. 待仪表数据稳定后或发出OK 蜂呜声后方可移开测试.
3. 当测试电感值偏低时﹐将打磨过的磁芯退出﹐在细沙纸上轻打磨磁芯的两边柱﹐直至电感值OK.
4. 当测试电感值偏高时﹐将打磨过的磁芯退出﹐在细沙纸上轻打磨磁芯的中柱﹐直至电感值OK.
5. 必须百分之百测试每一个产品.
1
4
854C
14N1
1
A
N3
N24
3
C(8)
B(6)
N5
N4
2
用 量
1P
材料
名称料 号
型 号 及 规 格设 备 工 治 具变压器
90E5W0005-01H
自动包胶机
左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法层 间 胶 带隔层/挡墙胶带工 段
配线组
工序名称
外包磁芯胶带
工作站点
C-07客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 将0.025*6mm 红色的玛拉胶带固定在包胶机上的定位盘上,打开包胶机电源,设置外包圈数为2Ts, 准备外包胶带.
2. 将装配好的产品PIN 脚朝外﹐将产品PIN1-4脚朝上插入包胶机固定模块内.
3. 起动包胶机﹐使其完成外包胶带动作后﹐取出变压器.﹐用手指抹平胶带头﹐完成外包工序.
4. 自检后良品流入含浸工序﹐不良品返修.
1. 每次包胶机完成外包动作后只拿取下模上的产品.
2. 外包胶带要求平整﹐不可有打皱﹐破损﹑污渍﹑翘起等现
在磁心外包时必须将胶布包紧. 两磁芯接触面不可有缝隙错位等不良现象.以免影响电感值3. 设备在运作过程中﹐不可拿取产品本体﹐以免夹伤或划伤
(注意安全操作规程)
当设备出现故障时通知技朮员或管理人员.
14
854C
PRI
SEC
用 量
1P
90E5W0005-01H
高压机TL8001T
设 备 工 治 具材料
名称料 号
型 号 及 规 格变压器
测试架
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规
匝 数绕 法
层 间 胶 带
隔层/挡墙胶带左端/限位带高压危险﹐注意安全
第一版工 段
配线组
工序名称
初测高压
工作站点
C-08发行日期2014-3-9 1
客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
1. 先启动高压机﹐调试好准备测试.
2. 将变压器整齐平放测试架上进行测试.测试条件﹕pin 1,2,3,4 对C,B at: AC:4000V 1.0mA 3S pin1,2,3,4 对CORE
at: AC:1800V 5mA 1S Pin C,B 对CORE
3. 自检后良品流入下一工序﹐不良品返修. 1. 严格依据操作规则进行作业.
2. 在测试时两支表笔与测试端必须接触良好.
3. 百分之百测试产品耐压,无飞弧,击穿,呜叫.
4. 高压测试人员须有安全防护措施.1
4
854C
14N1
1
A
N3
N2
4
3
C(8)
B(6)
N5
N4
2
用 量
1P
测试架
材料
名称料 号
型 号 及 规 格设 备 工 治 具变压器
90E5W0005-01H
综合测试仪左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法层 间 胶 带隔层/挡墙胶带工 段
配线组
工序名称
初测高压
工作站点
C-09客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 先启动综合测试仪﹐校对测试仪设置条件. 2. 将包好胶带的变压器平放测试架上进行测试.测试条件﹕ at﹕1.0Kz 0.25V
测试电感结果﹕ L(1-2) 5.45-5.65mH 测试漏感结果: LK(1-4) 1500uH MAX (3,4,C,B short)
测试条件﹕ at﹕20Kz 1.0V
测试圈数结果﹕ P﹕ 4-5 147Ts "+"代表极性S: C-B0 +14Ts (13.75-14.25) S: 3-4 +12Ts (11.75-12.25)
电阻测试结果: R(1~2) 10 Ohm Max R(4~3) 2 Ohm Max R(B~C) 0.5 Ohm Max
1. 要求测试前与测试后产品摆放整齐.所有产品的测试端要良好
触.
2. 待仪表数据稳定后或发出OK 蜂呜声后方可移开测试.
3. 不良品需再次确认后贴上标示后放入不良品标示盒中.
4. 必须百分之百测试每一个产品.
当仪器出现故障时立急通知技朮员
1
4
854C
14
用 量
1P
90E5W0005-01H
碎布
设 备 工 治 具
材料
名称料 号
型 号 及 规 格变压器
隔层/挡墙胶带左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规
匝 数绕 法
层 间 胶 带
工 段
配线组
工序名称
前站外检
工作站点
C-10作 业 指 导 书
客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 将测试好的变压器进行外观检测﹑清理外观-用碎布抹去产品上的污渍.
2. 将良品整齐摆放于含浸盘内,不良品返修.
3. 此产品要求真空含浸10分钟﹐含浸时Pin 脚朝上面﹐烘烤85oC/2H
(需含浸到线包最里层,烘烤到完全凡立水干,IPQC 可根据抽查结果实际情况调整含浸烘烤时间) 1. 锡点无虚焊、漏焊、断线、焊点高、焊点赃、不光亮、焊连.
2. 聚脂胶带应平整、不可有叠起、翘起或打皱、卷边、破损污等现象.
3. 骨架无变形. 骨架上下挡板及引出端齿无断裂、PIN 针无﹑氧化现象.
4
C
1
4
4
1
5
8
用 量
1P
锡炉刮锡刀
材料
名称料 号
型 号 及 规 格设 备 工 治 具
变压器
90E5W0005-01H
大夹子左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法层 间 胶 带隔层/挡墙胶带工 段
组合
工序名称
二 次 浸 锡
工作站点
D-01客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 用锡炉配制刮锡刀,刮去锡液表面的氧化物或杂质层,保持锡液光亮洁净. 2. 将含浸后的产品整齐的排满一排,用长夹将产品夹住,然后将新产品的Pin 脚在助焊剂中浸渍﹐ 助焊剂液面为刚浸没焊接端为准. 3. 将产品初级浸入锡面﹐提出线包﹐完成焊锡工序.
1. 焊接点要求光亮、无堆积杂质、无毛刺; 焊面要圆滑、平整、无针孔状缺陷.
2. 焊接时不能炀伤(坏)胶带及骨架. 不能有虚焊﹑漏焊﹑断线﹑焊点脏、不光亮、焊点粘连、锡尖歪斜等现象.
3. PIN 脚不能沾有凡立水
4. 锡炉温度控制在420oC ±10度范围内,焊锡时间控制在3S 以内.
4C
14415
8
用 量
1P
90E5W0005-01H
尖嘴钳设 备 工 治 具
材料
名称料 号
型 号 及 规 格变压器
校脚治具
隔层/挡墙胶带左端/限位带发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
始脚-末脚
线 规匝 数绕 法层 间 胶 带工 段
组合
工序名称
合 脚
工作站点
D-02客户代号DW 成品料号DAS-5W Model NO.90E165000-10H 版本记录
第一版1. 先用校脚钳把变压器的pin 脚校
直.使其可以轻松放入切脚机的模板内.
2. 把变压器放入剪脚机的模板内,
用手轻压住变压器﹐启动剪脚机﹐剪去多于的部分﹐使其pin 脚长度合要求.
3. 自检后良品流入下一工序﹐不良
品返修.
1. 校好的产品PIN 脚不可有划伤﹑漏铜或内八﹑外八﹑单八字形.
2. 校脚钳尖咀部分用胶布包起﹐以免夹坏PIN 针.
合格品
外八內八單八不合格品
不合格品
不合格品
4
C
1
4
4
1
5
8
用 量
1P
测试架
90E5W0005-01H 材料
名称料 号
型 号 及 规 格设 备 工 治 具变压器
综合测试仪发行日期2014-3-9 1
制作图示说明
生产工艺要求,注意事项
工 段
组合
工序名称
成品电性测试
工作站点
D-03客户代号DW 成品料号DAS-5W Model NO.90E5W0005-01H 版本记录
第一版1. 先启动综合测试仪﹐校对测试仪设置条件. 2. 将包好胶带的变压器平放测试架上进行测试.测试条件﹕ at﹕1.0Kz 0.25V 测试电感结果﹕ L(1-2) 5.4-5.7mH
测试漏感结果: LK(1-4) 1500uH MAX (3,4,C,B short)
测试条件﹕ at﹕20Kz 1.0V
测试圈数结果﹕ P﹕ 2-1 147Ts "+"代表极性S: C-B0 +14Ts (13.75-14.25) S: 3-4 +12Ts (11.75-12.25)
电阻测试结果: R(1~2)﹕ 10 Ohm Max R(4~3)﹕ 2 Ohm Max R(B~C) ﹕0.5 Ohm Max
1. 要求测试前与测试后产品摆放整齐.所有产品的测试端要良
触.
2. 待仪表数据稳定后或发出OK 蜂呜声后方可移开测试.
3. 不良品需再次确认后贴上标示后放入不良品标示盒中.
4. 必须百分之百测试每一个产品.
当仪器出现故障时立急通知技朮员
用装有无气隙磁芯线包校对仪器圈数
1
4
854C
14
PRI
SEC
用 量
1P
型 号 及 规 格设 备 工 治 具
制作图示说明
测试架
第一版工作站点
D-04发行日期2014-3-9 1
生产工艺要求,注意事项
变压器
材料
名称料 号
工 段
组合
工序名称
成品高压测试
客户代号DW 成品料号DAS-5W Model NO.90E5W0005-01H 版本记录
90E5W0005-01H
高压机1. 先启动高压机﹐调试好准备测试.2. 将变压器整齐平放测试架上进行测试.测试条件﹕pin 1,2,3,4 对C,B at: AC:4000V 1.0mA 3S pin1,2,3,4 对CORE
at: AC:1800V 5mA 1S
Pin C,B 对CORE
At: AC:3750V 1.0mA 1S
1. 严格依据操作规则进行作业.
2. 在测试时两支表笔与测试端必须接触良好.
3. 百分之百测试产品耐压,无飞弧,击穿,呜叫.
4. 高压测试人员须有安全防护措施.
高压危险﹐注意安全﹗
4C
14415
8
N1
1
A
N3
N2
4
3
C(8)
B(6)
N5
N4
2
用 量
1P
测试架
材料
名称料 号
型 号 及 规 格设 备 工 治 具变压器
90E5W0005-01H 峰值测试仪2014-3-9 1
制作图示说明
生产工艺要求,注意事项
90E5W0005-01H 版本记录
第一版工 段
组合
工序名称
成品Ycap电压峰值测试
工作站点
D-05发行日期客户代号DW 成品料号DAS-5W
Model NO.1. 先启动测试仪﹐校对测试仪设置条件.
2. 将变压器平放在测试架上,用固定支架压住产品,进行测试.测试条件﹕ at﹕ 220Vac 50Hz
测试值峰结果﹕ VYcap(peak)
3. 测试时示波器探头调成X10, 示波器内也设置成10倍衰减测试
4. 测试时﹐示波器设置成Vp-p(峰峰值)﹐示波器的接地探笔接测试治具输出端的屏蔽线﹐示波器的信号探笔接治具输出端的中心线
5. 测试后良品流入下一工序﹐不良品返修.
1. 示波器的电源线不能有接地PIN.测试时示波器不能接任何地近金属物
2. 将产品按要求装入治具后﹐确认输入输出都接触良好后再按试按钮测试
3. 按测试治具上标识的输入电压提供正确的输入电源
4. 正常测试时治具上的输入端的红灯和输出端的绿灯都应正常
5. 要求测试前与测试后产品摆放整齐.所有产品的测试端要良好触.
6. 不良品需再次确认后贴上标示后放入不良品标示盒中.
7. 必须百分之百测试每一个产品.
当仪器出现故障时立急通知技朮员
開關
紅燈
綠燈
220V~