
1.概述
随着社会的发展煤矿生产中采煤化、
机械化程度不断提高,开采深度的加大,
使原煤质量逐渐变差,细粒和超细粒煤泥
在原煤中所占比例逐渐增大。同时国家对
环境保护的要求越来越高,因此煤炭用户
对煤的质量要求越来越高,对洗煤厂的加
工要求越来越高。为了满足社会和用户的
要求,无压三产品重介质选煤将会逐渐取
代传统的跳汰选煤工艺。磁铁矿粉是重介
质选煤中不可缺少的原料,因此磁铁矿粉
的质量要求与管理控制将对企业的经济效
益起到关键的作用。
选煤工艺中煤泥水的处理和煤炭的洗
选密切相关,煤泥水的处理系统成为全厂
最复杂、投资最大的、管理最困难的一部
分,而这一部分的完善程度、管理水平
重介质旋流器和无压三产品重介质
旋流器在选煤工艺中的应用及相关
赵贺石凯杰赵祥刘攀郝海洋徐声太原理工大学阳泉学院
及效果的好坏对整个选煤工艺产生较大的
影响,甚至决定全厂的经济效益,同时
随着国家对企业节能减排要求的提高,
选煤厂煤泥水处理系统必须实现良性闭路
循环。
2.重介质旋流器的基本结构和工
作原理
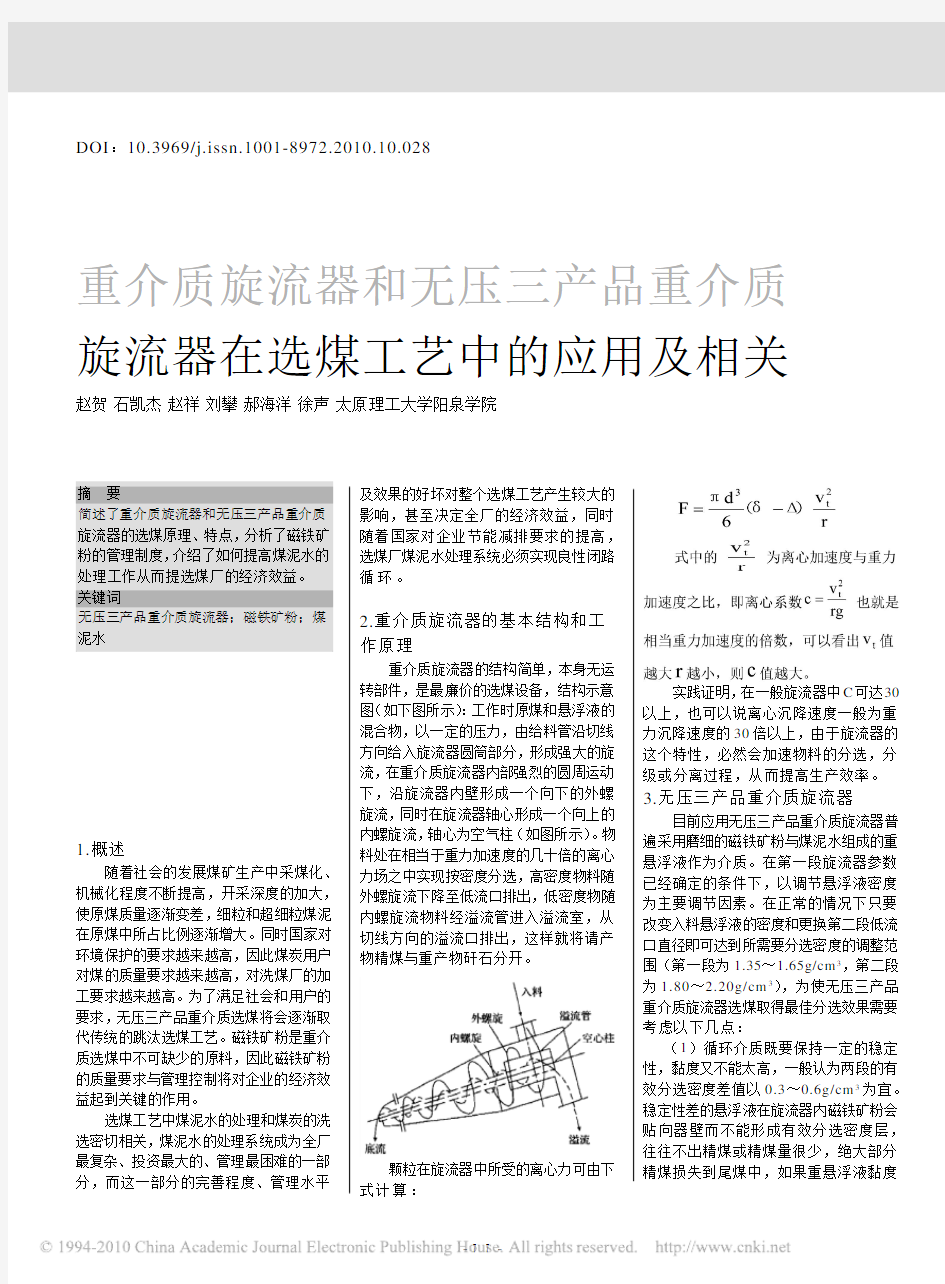
重介质旋流器的结构简单,本身无运
转部件,是最廉价的选煤设备,结构示意
图(如下图所示):工作时原煤和悬浮液的
混合物,以一定的压力,由给料管沿切线
方向给入旋流器圆筒部分,形成强大的旋
流,在重介质旋流器内部强烈的圆周运动
下,沿旋流器内壁形成一个向下的外螺
旋流,同时在旋流器轴心形成一个向上的
内螺旋流,轴心为空气柱(如图所示)。物
料处在相当于重力加速度的几十倍的离心
力场之中实现按密度分选,高密度物料随
外螺旋流下降至低流口排出,低密度物随
内螺旋流物料经溢流管进入溢流室,从
切线方向的溢流口排出,这样就将请产
物精煤与重产物矸石分开。
颗粒在旋流器中所受的离心力可由下
式计算:
实践证明,在一般旋流器中C可达30
以上,也可以说离心沉降速度一般为重
力沉降速度的30倍以上,由于旋流器的
这个特性,必然会加速物料的分选,分
级或分离过程,从而提高生产效率。
3.无压三产品重介质旋流器
目前应用无压三产品重介质旋流器普
遍采用磨细的磁铁矿粉与煤泥水组成的重
悬浮液作为介质。在第一段旋流器参数
已经确定的条件下,以调节悬浮液密度
为主要调节因素。在正常的情况下只要
改变入料悬浮液的密度和更换第二段低流
口直径即可达到所需要分选密度的调整范
围(第一段为1.35~1.65g/cm3,第二段
为1.80~2.20g/cm3),为使无压三产品
重介质旋流器选煤取得最佳分选效果需要
考虑以下几点:
(1)循环介质既要保持一定的稳定
性,黏度又不能太高,一般认为两段的有
效分选密度差值以0.3~0.6g/cm3为宜。
稳定性差的悬浮液在旋流器内磁铁矿粉会
贴向器壁而不能形成有效分选密度层,
往往不出精煤或精煤量很少,绝大部分
精煤损失到尾煤中,如果重悬浮液黏度DOI:10.3969/j.issn.1001-8972.2010.10.028
大,导致颗粒沉降阻力加大,也不能实现有效分选。要保持合适的重悬浮液的稳定性,应从两个方面入手:一是使用磨细的磁铁矿粉,二是使重悬浮液中有一定量的煤泥。三产品重介质旋流器因二段重悬浮液密度有一段决定,因此磁铁矿粉的粒度可以稍微粗一些,∠0.045mm 级含量占85%以上,重悬浮液中煤泥含量要保持一定的比例,当重悬浮液密度为1.4 g/cm 3时,煤泥含量要大一些,一般为50%左右,而高密度重悬浮液如1.8 g /cm 3煤泥含量要小一些,为20%左右,因此在使用重介质旋流器选不脱泥原煤时,则应考虑重悬浮液的排泥问题。
(2)合理应用三产品重介质旋流器,重要的是入料、介质循环量和介质密度的稳定。因此要配备给料设备和密度自动控制装置,旋流器的安装角度一般在10°左右。
(3)要根据现场和选煤厂的生产能力合理地选择无压三产品重介质旋流器的型号。无压三产品重介质旋流器一般一段为圆筒形(如图)重悬浮液由筒底切线压入,煤由上部中心进入低密度物由底部中心管排出,高密度物由二段旋流旋流器物料靠重悬浮液回转时在中心形成的真空轴心负压作用进入的。无压给料三产品旋流器具有:可以避免入料的过粉碎问题;从分选过程来看,精煤和矸石分选时间长,更容易保证精煤和矸石的质量;比较适宜易碎煤和不脱泥原煤的分选;简化了工艺流程,减少了厂房和方便了生产管理。但是重介质循环量大,一般为1:5~1:6,特别是循环加大时,因此介质的管理和煤泥水的处理关系着整个选煤厂的效益。
4.重介质的管理和煤泥水的处理
(1)重介质悬浮液中的磁铁矿粉由磁铁矿破碎研磨后加工生成的,化学方程式为F e 3O 4其中F e O =31%,
Fe 3O 4=69%,相对密度4.9~5.2g/cm 3,硬度5.5~6。用于旋流器分选的磁铁矿粉粒度∠0.045mm 级含量占85%以上,采用重介质旋流器的选煤工艺的选煤厂应设有磁铁矿粉储存库,其有效容量视市场及运输条件确定,分选吨煤的磁铁矿粉技术耗量应符合下列规定:∠0.8kg/t ,混煤、末煤∠2.0kg/t 。介耗高低是重介质选煤厂的一项重要技术评价指标,直接影响选煤厂经济效益。
影响介耗高低的主要因素有介质质量、管理损失、技术损失。管理损失比较直观,主要包括:杜绝计量上的误差;杜绝储量损失;严防弧形筛,筛子跑粗对磁选机造成堵塞;严防大块煤和杂质进入主介泵造成排料事故及介质流失。重介质系统有压给料,管道的磨损严重,必须对管道进行周期性的更换杜绝跑冒低漏。技术损失主要包括:磁铁矿粉的添加方式;重介悬浮液的固相体积浓度;弧形筛、脱介筛的脱介效果;磁选机的分选效果;分流的调节。
(2)选煤厂中煤泥水要实现煤泥厂内部回收,洗水闭路循环必须具有完善合理的工艺系统,并选用适宜的设备。
完善的煤泥水工艺系统有不同情况,就煤泥的精选加工工艺来说必须包括两大块:一是精选工艺,二是产品脱水工艺。相应配套设备必须有精选设备(浮选机精选,煤泥螺旋分选机精选等)和脱水设备(精煤加工过滤机或真空过滤机等脱水,尾煤采用压滤机脱水)。粗细煤泥分别回收工艺也必须包括两大块:粗煤泥回收脱水设备(高频筛、电磁振动筛或者粗煤泥离心机等)和细煤泥回收脱水设备(压滤机等)。根据不同情况在系统设计时要设计煤泥水系统,同时还要保证系统的合理性即一是系统的效率性,减短固体颗粒在水中浸泡的时间,以减轻物料在加工过程中因多次泥化给后续处理设备带来的不利影响,二是系统的适应性,一方面对煤泥量和煤泥的沉降特性相适应,另一方面对煤泥水系统在异常情况下造成大量范围波动的情况相适应。满足以上条件后,还必须确保设备选型时要结合煤泥的实际特性来选择适宜煤泥加工的设备。这样才能实现洗水闭路循环。
5.结论
采用无压三产品重介质旋流器的选煤工艺流程,加强重介质的管理制度和完善煤泥水的处理工艺实现煤泥水的闭路循
环、确保选煤厂不外排煤泥水污染环境,从而改善整个选煤工艺,综合提高产品质量,全面提高企业的经济效益。
液力变矩器研究现状与发展趋势 摘要:综述目前国内外液力变矩器设计分析理论的发展过程,内流场分析方法和液力变矩器关键部件设计方法的研究现状,对所使用的理论计算方法、实验方法进行了分类、介绍和评价,总结了相应的研究进展和取得的成果,并在前人研究成果的基础上,探讨了液力变矩器研究的发展趋势。 关键词:液力变矩器;流场分析;三维流动;设计 前言 液力变矩器是以液体为介质,利用液体的相互作用引起机械能与液体动能之间的相互转换,通过液体动量矩的变化来改变传递转矩的传动装置。液力变矩器具有自动适应性、无级变速、良好稳定的低速性能、减振隔振及无机械磨损等优良特性,延长了动力传动装置的使用寿命,提高了乘坐的舒适性、安全性及通过性,因此广泛应用于汽车、军用车辆、工程机械、石油、冶金、矿山及化工机械等领域,是车辆自动变速系统的主要部件。 液力变矩器主要包括泵轮、涡轮和导轮三个部件,如图1所示。泵轮由发动机驱动;涡轮与变速器输入轴相连,导轮则通过单向离合器安装在变速器壳体上。工作液在各工作轮组成的闭合循环道内流动,通过动能的变化来传递扭矩。 图1液力变矩器基本组成 1液力变矩器设计方法 液力变矩器的设计主要是指变矩器的循环圆设计、叶片设计、特性计算、整体结构设计以及一些关键零部件的设计,由于叶片参数直接影响到变矩器的性能,因而是液力变矩器的设计的关键是叶片设计。循环圆和叶片的设计方法通常有经验设计法、相似设计法和理论设计法三种。在实际的设计过程中,这三种方法是综合应用的,主要分为两个环节:一是基于束流理论的参数设计。二是在试制产品试验结果的基础上根据经验规律进行改进。其中,试验改进环节消耗大量的成本和时间,几乎占据整个设计过程的80%以上。而且众多环节需要经验确定,使得设计具有很大的不确定性。 基于建模和计算的复杂性和液力变矩器流场的特殊性,液力变矩器叶片设计的理论基础已由一维流动理论、二维流动理论发展到三维流动理论。 (1)一维流动理论:将工作轮中的总液流假设成由许多流束组成,认为叶片数无穷多,厚度无限薄,忽略粘性对流场的影响,简化很大,具有一定的工程实用价值,能反映流体作用的宏观效果,但不能正确反映宏观效果的微观原因,与液力变矩器实际内流场差别较大。 (2)二维流动理论:在束流理论的基础上,认为工作轮中的液体只在垂直于旋转轴线的一组平行轴面内的平面流动,且其中每一平面的速度分布和压力分布都是相同的,即流动参数是两个空间坐标的函数。在给定了叶片的边界形态和流量后,即可用数学物理方程求出该平面上任一点的流动参数分布。该简化对纯离心式或轴流式工作轮中的实际流动情况,较为接近;对常用的向心式涡轮液力变矩器来说,与实际流动的差别仍然很大。 (3)三维流动理论:液力变矩器是流道封闭的多级透平机械,流道内为复杂的三维粘性流动。由于流道的曲率变化非常大,叶片的形状也是三维的,这就造成液流沿着流线方向、圆周方向以及从内环到外环都是变化的。另外,油液是有粘性的,这就必然会在流道壁面上出现附面层,由此还会引起“二次流动”
三产品重介质旋流器入料口压力的调整试验 摘要: 分析了重介质旋流器内物料受力与悬浮液入口压力的重要关系; 1 悬浮液入口压力是重要的工作参数 物料在重介质旋流器中的分选过程,主要取 决于旋流器内的离心力场和密度场,这二者的共 同作用决定了颗粒的运动方向,即成为重产物或 是轻产物。物料在旋转流动的密度场中,所受到 的离心力比重力要大得多,所以在此分析过程中 忽略了重力的影响。 当被选颗粒( 将其视为质点) 质量为m,密度 为δ,在旋流器直径为D 处的切向速度为v 时, 颗粒所受离心力为: F1 = 2mv2/D (1) 在该处密度为Δ的与颗粒同体积的悬浮液, 施加给该颗粒的向心力F2 为: F2 = m/δΔ2v2/D (2) 该颗粒所受的合力F 为: F = F1 -F2 = 2m( 1 -Δδ) v2/D (3) 因为
m = 16πd3 δ(4) 式中: d———颗粒的当量直径。 则( 3) 式可表达为: F = πd3 v2( δ-Δ) /3D (5) 切向速度v 与重介质旋流器悬浮液入口压力 H 的关系式为: V = K 200gH (6) 式中: K———流速系数,K <1; H———旋流器入口压力,MPa; g———重力加速度。 由( 5) 、( 6) 式得: F = 200πd3HK2 3D ( δ-Δ) g ( 7) 设A = 200πgK2 3 则( 7) 式可改写为: F = Ad3HD( δ-Δ) (8) 该式中悬浮液密度Δ和入口压力H 为重介质 旋流器分选的工作参数,旋流器直径D 为结构参数,颗粒当量直径为入料参数,对此分析如下: ( 1) 分选产物的流向取决于悬浮液密度大小。
我国重介质选煤工艺分析 摘要:随着全球可持续发展战略的实施,人类也就开始重视节约能源和保护生态环境。然而煤炭资源是我国的工业原料和重要能源,而选煤工艺技术在煤炭生产上又是节约能源和保护生态环境的技术源头,因此,选煤工艺是直接影响可持续发展战略的,为此,本文对几种目前应用较为成功的重介质选煤工艺进行分析介绍。 关键词:重介质选煤工艺 1 概述 煤炭是工业原料和重要能源,在国民经济发展中占有很重要的地位。在一次性能源消费的结构中,把煤炭作为主要能源的格局在短时间内是不会改变的。随着我国洁净煤技术的发展,我国的原煤入选比例也在提高,目前原煤入选量已经达到11亿吨,占生产原煤总量的43%以上。而我国得重介质选煤技术研究是在20世纪50年代中期开始起步的,在“十五”期间,在党中央的政策引导和经济市场的拉动下,我国的重介质选煤技术发展迅速,并开发了具有自主知识产权的新设备、新工艺,为煤炭企业经济效益的提升和重介质选煤技术的推广应用作出了杰出的贡献。 2 几种典型的重介质选煤工艺 2.1 块煤重介质分选机—末煤重介质旋流器分选工艺 在块煤重介质分选机—末煤重介质旋流器分选工艺中的块煤和末煤均是应用重介质分选,这样就充分体现了重介质分选机处理量大、旋流器分选精度高的优良特点,满足了大型选煤厂所要求的生产工艺。在我国,最大的选煤厂是安家岭选煤厂,此厂就是应用此工艺,因为此工艺的投入使用,年入选原煤已经达到1500万吨,因为其优良的特点,此工艺主要适用于含煤泥量较大,矸石易泥化,或对块煤产品有特殊用途的大型选煤厂,但此工艺介质回收系统比较复杂,管理起来较为不便。 2.2 块煤跳汰—末煤重介质旋流器分选工艺 块煤跳汰—末煤重介质旋流器分选工艺充分体现了跳汰机处理量大、重介质旋流器分选精度高及选煤成本低等特点,应用此工艺可明显降低选煤成本,并能很好的保证末精煤产品的优良质量,我国的第一座全部设备国产化的三产品重介质选煤厂——铁东选煤厂就是应用此工艺,应用效果表明,精煤产品质量较高,但是产率相对较低。因此,此工艺可在末煤可选性较难、块煤可选性较好并有块精煤用户的选煤厂使用。 2.3 跳汰粗选—重介质旋流器精选工艺 对于此工艺,应用跳汰机进行预排矸,这样可以很好的降低了矸石含量波动对重介质旋流器分选的影响,同时也减少了重介质的入料量和旋流器的磨损,并且精煤产品质量较高。但是工艺较为复杂,工艺设备种类也很多,在选煤时会损失一些精煤,因此精煤产率较低。我国自主设计的盘北选煤厂、桃山选煤厂、北岗选煤厂和兴隆庄选煤厂等均是应用此工艺,这么多年的实践表明,此工艺可生产低灰精煤,但精煤产率不高,并且中煤中-114g/cm3密度级含量高达15%。但此工艺对于煤质波动较大、原煤含矸率较高和对已有跳汰分选系统进行改造时,其优越性就能很好的体现出来。因此,此工艺适用于原煤可选性好,排矸密度约1180kg/L的选煤厂,那么应用应用跳汰方法即可实现高效分选。 2.4 两产品重介质旋流器分选工艺
液压传动技术发展现状与前景展望 摘要:对液压传动技术及其优缺点进行描述;将其发展现状、工业应用情况作了一个简要的总结归纳;并根据其自身的特点对其发展趋势在液压现场总线技术、自动化控制软件技术、纯水液压传动、电液集成块等四方面做了合理的展望。关键词:液压传动;工业应用;发展趋势 1 液压传动的定义及其地位 液压传动是以流体(液压油液)为工作介质进行能量传递和控制的一种传动形式。它们通过各种元件组成不同功能的基本回路,再由若干基本回路有机地组合成具有一定控制功能的传动系统[1]。液压传动,是机械设备中发展速度最快的技术之一,特别是近年来,随着机电一体化技术的发展,与微电子、计算机技术相结合,液压传动进入了一个新的发展阶段[2]。 2 液压传动的发展简史 液压传动是根据17 世纪帕斯卡提出的液体静压力传动原理而发展起来的一门新兴技术,1795 年英国约瑟夫?布拉曼(Joseph Braman,1749-1814),在伦敦用水作为工作介质,以水压机的形式将其应用于工业上,诞生了世界上第一台水压机。1905 年将工作介质水改为油,又进一步得到改善。第一次世界大战(1914-1918)后液压传动广泛应用,特别是1920 年以后,发展更为迅速。1925 液压元件大约在19 世纪末20 世纪初的20 年间,才开始进入正规的工业生产阶段[2]。年维克斯(F.Vikers)发明了压力平衡式叶片泵,为近代液压元件工业或液压传动的逐步建立奠定了基础。20 世纪初康斯坦丁?尼斯克(G?Constantimsco)对能量波动传递所进行的理论及实际研究;1910 年对液力传动(液力联轴节、液力变矩器等)方面的贡献,使这两方面领域得到了发展[3]。第二次世界大战(1941-1945)期间,在美国机床中有30%应用了液压传动。应该指出,日本液压传动的发展较欧美等国家晚了近20 多年。在1955 年前后, 日本迅速发展液压传动,1956 年成立了“液压工业会”。近20~30 年间,日本液压传动发展之快,居世界领先地位。液压技术主要是由武器装备对高质量控制装置的需要而发展起来的。随着控制理论的出现和控制系统的发展,液压技术与电子技术的结合日臻完善,电液控制系统具有高响应、高精度、高功率-质量比和大功率的特点,从而广泛运用于武器和各工业部门及技术领域[4]。 3 液压传动的优缺点 3.1 与机械传动、电气传动相比,液压传动具有以下优点 1.液压传动的各种元件,可以根据需要方便、灵活地来布置。 2.重量轻、体积小、运动惯性小、反应速度快。 3.操纵控制方便,可实现大范围的无级调速(调速范围达2000:1)。 4.可自动实现过载保护。
重介质旋流器综述 重介质旋流器的发展 重介质旋流器,它是从分级浓缩旋流器演变而来的,它是用重悬浮液或重液作为介质,在外加压力产生的离心场和密度场中,把轻产物和重产物进行分离的一种特定结构的设备。是目前重力选煤方法效率最高的一种。 1891年美国公布了分级浓缩旋流器专利;1945年荷兰国家矿山局(Duth State mines)在分级旋流器的基础上,研制成功第一台圆柱圆锥形重介质旋流器,用黄土作加重质配制悬浮液进行了选煤中间试验。因为黄土作加重质不能配成高密度悬浮液,而且回收净化困难,所以在工业生产上未能得到实际应用。只有在采用了磁铁矿粉作为加重质之后,才使这一技术在工业上得到推广。这是因为磁铁矿粉能够配制成适合于选煤使用的不同密度的悬浮液,而且易于用磁力净化回收的缘故。随后,美、德、英、法等国相继购买了这一专利,并在工业使用中,对圆柱圆锥形重介质旋流器做了不同的改进,派生出一批新的、不同型号的重介质旋流器。如1956年美国维尔莫特(Wilmont)公司研制成功的无压给煤圆筒形重介质旋流器,简称DWP;60年代英国研制成有压给料圆筒形重介质旋流器,即沃赛尔(Vorsyl)旋流器;1966年原苏联研制成功,用一台圆柱形旋流器与另一台圆柱圆锥旋流器并相串联组成“有压”和“无压”三产品旋流器。1967年日本田川机械厂研制成倒立式圆柱圆锥形重介质旋流器,即涡流(Swirl)旋流器,80年代初意大利学者研制成用两台圆筒形旋流器轴线串联组成(Tri-Flo)三产品重介质旋流器;80年代中期英国煤炭局在吸收DWP和沃赛尔两种旋流器的特点,推出直径为1200mm 的中心给料圆筒形重介质旋流器(Large Coal Dense medium),用于分选粒度为100~0.5mm的原煤。 中国重介质选煤,从1958年在吉林省通化矿务局铁厂选煤厂建成第一个重介选煤车间。1966年又在辽宁省采屯煤矿选煤厂建成重介质旋流器选煤车间。采用我国自行研究设计的Φ500mm圆柱圆锥形旋流器分选6~0.5mm级原煤。1969年又在河南省平顶山矿务局建成一座350万吨/年的田庄选煤厂,采用Φ500mm重介质旋流器处理13~0.5mm级原煤。随后,有多处选煤厂使用重介质旋流器再选跳汰机的中煤。并相继研制Φ600、Φ700mm 二产品圆柱圆锥形重介质旋流器。在此基础上,在80年代中至90年代中对重介质旋流器选煤工艺与设备进行了一系列的改革和创新。先后推出重介质旋流器分选50~0mm不脱泥原煤的工艺;有压给料三产品重介质旋流器;无压给料二产品和三产品重介质旋流器;DBZ型重介质旋流器;分选粉煤的小直径重介质旋流器以及“单一低密度介质、双段自控选三产品(四产品)的重介质旋流器”选煤新工艺。 到90年代末,中国的重介质旋流器选煤方法得到飞速发展。2005年中国的重介质选煤方法比重约占41%,其中包括向国外引进一批大中型的重介质选煤厂,如山西省平朔安家岭选煤厂,设计能力达1500Mt/a。 重介质旋流器具有体积小、本身无运动部件、处理量大、分选效率高等特点,故应用范围比较广泛。特别是对难选、极难选原煤。细粒级较多的氧化煤、高硫煤的分选和脱硫有显著的效果和经济效益【50】。因此,国内外都在广泛推广应用。同时,对重介质旋流器的分选机理与实践继续进行深入的研究。如重介质旋流器内速度场和密度场的模拟测试;重介质旋流器结构改革及分选悬浮液流变特性对分选效果的影响等,特别是近年扩大入上限降低重介质旋流器的分选下限、改革重介质旋流器的分选工艺有新的突破。这些研究都将进一步推动重介质旋流器选煤技术向高新阶段发展 1
论文(设计)题目:汽车自动变速器新技术的发展趋势 摘要 液力传动于20世纪初发明于欧洲,最初用于船舶制造工业,在第一次世界大战后,便开始应用于陆用车辆。起先,液力传动主要应用于公共汽车,到第二次世界大战期间,又应用在许多军用汽车和专用汽车上。 起初液力传动直接采用船用变矩器。随后美国GM汽车公司采用这种变矩器用于内燃机车,此后,美国开始了ef研制工作,液力传动的研究中心从欧洲移到厂美国,并在美国得到筒反大的发展。作为最初批量生产的液力自动变速器是1938年推出的,它将行星齿轮式变速器与液力偶合器组合.用液压力进行自动变速,是现在自动变速器的原型。1950年期间,汽车液力传动进入一个新阶段,出现了可根据车速和加速踏板位置进行自动换档的自动变速器,此时液力自动变速器已基本定型,近40年自动变速器得到了空前的发展,装有自动变速器的车辆己越来越多,特别是高级轿车基本全部装用电控自动变速器。从发展趋势上来看,自动变速器是采用简单的液力传动与多档机械自动变速器组合,在控制方式上,由于动—半自动—全自动—电子操纵控制系统,并向智能化方向发展,自动变速器的档位数从二速—三速—四速,五速自动变速器也即将出现,问时利用各种方法,扩大与改善液力传动的自动调节性能范围,以实现简化操纵的目的。 关键词:液力传动,变矩器,液力偶合器,行星齿轮式变速器
Abstract Hydraulic transmission in the early 20th century, invented in Europe, initially for the shipbuilding industry after World War I, they began to be used for land use vehicles. At first, the hydraulic transmission is mainly used in the bus, during the Second World War, also used in many military vehicles and special vehicles. At first, direct use of marine hydraulic torque converter transmission. GM U.S. auto companies then use this converter for diesel, then, ef the United States began development work, hydraulic transmission plant research center to move from Europe to the United States, and in the United States against big development by tube. As the first mass-produced hydraulic automatic transmission is introduced in 1938, it will planetary gear transmission combined with fluid couplings. Fluid pressure with automatic transmission, automatic transmission is now the prototype. During 1950, cars entering a new phase of hydraulic transmission, there may be under the accelerator pedal position and vehicle speed automatic transmission automatic transmission, automatic transmission fluid at this time have been in shape, automatic transmission, nearly 40 years has been unprecedented development , equipped with automatic transmission has been more and more vehicles, especially all the basic equipment limousine automatic transmission power control. From the development trend point of view, automatic transmission is the use of a simple hydraulic transmission and multi-file combination of mechanical automatic transmission, the control, due to moving - Semi - Automatic - Electronic Steering Control System, to the intelligent direction, automatic transmission the number of stalls from the two-speed - three-speed - four speed, five-speed automatic transmission is also about to appear, asked when the use of various methods to expand and improve the performance of hydraulic transmission range of the automatic adjustment in order to achieve the purpose of simplifying manipulation. Key words:hydraulic transmission, torque converter, fluid coupling, planetary gear transmission
无压给料三产品重介质旋流器 赵树彦 (唐山国华科技有限公司,河北唐山 063020) 摘要:介绍了无压给料三产品重介质旋流器选煤技术在中国的发展过程,阐述了该设备的工作原理、结构、工艺特点以及在 多座选煤厂(矿区)的应用效果。 关键词:无压给料三产品重介质旋流器;分选工艺;特点;应用效果 中图分类号:TD942.7 文献标识码:A 文章编号:1005-8397(2006)05-0000-00 1 历史回顾 20世纪70年代末,选煤界的研究者们认识到:重介质选煤,尤其是重介质旋流器选煤具有分选精度高、结构简单、容易实现自动化等优点,是选煤技术的发展方向。但对于难选煤居多数的中国来说,传统重介质选煤工艺系统复杂,需要脱泥、分级,制备高、低密度介质,设置回收系统,并且需要两套分选设备才能分选出精煤、中煤和矸石。因此,研究发展“高效、简化重介质选煤技术”,既保持重介质选煤的高精度,又简化工艺流程,从而减少基建投资、降低生产费用,才是符合中国国情的选煤技术发展方向。1979年在中国煤科总院唐山分院成立了有压给料三产品重介质旋流器课题组。1984年和1989年先后研制成功500/350和710/500型有压给料三产品重介质旋流器并应用于辽宁本溪彩屯选煤厂和黑龙江鸡西市选煤厂。 1992年中国第一台圆筒+圆筒型无压给料三产品重介质旋流器(NWX700/500型)在黑龙江鸡西市滴道矿选煤厂试验成功,并取得专利。 1995年,圆筒+圆筒—圆锥型无压给料三产品重介质旋流器 (3NWX700/500A型)在四川长寿县西山煤矿选煤厂试验成功,标志着无压给料三产品重介质旋流器基本结构型式的定型。 1999年,作为国家科技攻关成果的3NWX1200/850A型大型无压给料三产品重介质旋流器在贵州盘江老屋基选煤厂正式投入使用。为我国推广高效简化重介质选煤技术开创了新局面,但它存在一些缺陷,如产品质量不稳定,第二段分选密度不易调节,旋流器不耐磨等。 1998年12月一个专门从事高效简化重介质选煤技术开发与选煤厂设计和承建的唐山国华科技有限公司成立。 2000年,经过重大技术改进后的3GDMC1200/850A型无压给料三产品重介质旋流器问世,并替代了3NWX1200/850A型应用于老屋基选煤厂,经受了长期生产的考验。 2003年,3GDMC1300/920A型成功应用于贵州盘江火烧铺矿选煤厂,并通过了技术鉴定。 2004年3月,3GDMC1400/1000A型重介质旋流器作为煤炭行业的国家“高技术产业化示范工程”——大型高效简化重介质选煤示范厂的核心设备投入使用,2005年5月进行了技术鉴定。2006年5月该《示范工程》正式通过国家验收,标志着大型三产品重介质旋流器选煤技术全面走向成熟。该技术已经取得六项国家专利,另外三项专利正在申请中。(照片1 国家高技术产业化示范工程——老屋基选煤厂)
河卵石制沙机重介质旋流器的结构 重介质旋流器的结构与普通水力旋流器基本相同,只是给入的介质不是水而是重悬浮液。在旋流器内加重质颗粒在离心力作用下,向启闭及底部沉降,因而发生浓缩现象。悬浮液的默读自内而外并自上而下地增大,形成密度不同的层次。 矿石联通悬浮液以一定的压力给入旋流器内,在回旋运动中矿物颗粒依自身密度不同分布在重悬浮液相应的密度层内,同水力旋流器中的流速分布一样,在重介质旋流器内也存在一个轴向零速包罗面,包罗面内的悬浮液密度小,在向上流动中随之将轻矿物带出,故由溢流中可获得轻矿物,重矿物分布在包络面外部,在向下作回转运动中由沉砂口排除,但是在整个包络面上,悬浮液的密度分布并不一致,二十由上往下增大,位于上部包络面外的矿粒在向下运动中受悬浮液密度逐渐增大的影响,又不断地得到分选,其中密度较低的颗粒又被推入包络面内层,从上部排出。故分离比重基本上决定于轴向包络面下端悬浮液密度,其大小可借改变旋流器的结构参数和操作条件羽翼调整。 中国的建筑业发展一直处于上升趋势,除了国内政策的扶持外就是中国消费领域对建筑业的巨大需求,一方面是因为国民对住房的需求,另一方面则是国内大型工程的建设。作为建筑业使用的物料基础水泥,
这些年一直受到各方的争议,而高污染、高耗能是国内大多数人对水泥工业的印象,在工信部一直给予水泥工业相关知道意见,帮助其早日成为新型环保产业。 现阶段,水泥企业并没有大规模上马城市垃圾处理项目,运营模式、政府补贴等方面仍然处于探索期。据调研所知,12月初建设部已经与相关水泥设备企业进行磋商,未来有望从中央层面给予该技术以实质支持。一旦获得了中央资金(或者减免税收)的支持,该技术有望在全国水泥线上迅速铺开。 专家介绍,水泥企业转型新兴环保产业直接利好相关设备企业。在这几年期间就着手进行利用水泥窑处置废弃物相应的关键技术、装备和系统集成的研究开发工作。利用水泥窑处置固体废弃物将是中材国际未来重点关注的领域。,对市场的敏锐观察,水泥磨技术已经完全达到建筑业节能环保水平,处于国内先进领域。 水泥生产线介绍 1.破碎及预均化 1)破碎水泥生产过程中,大部分原料要进行破碎,如石灰石、黏土、铁矿石及煤等。石灰石是生产水泥用量最大的原料,开采后的粒度较大,硬度较高,因此石灰石的破碎在水泥厂的物料破碎中占有比较重要的地位。 2)原料预均化预均化技术就是在原料的存、取过程中,运用科学的堆取料技术,实现原料的初步均化,
重介质选煤技术工艺与管理 发表时间:2017-10-24T13:14:20.823Z 来源:《基层建设》2017年第17期作者:虎俊旺 [导读] 摘要:高效良好的选煤工艺对环境保护、资源节约等有着极其重要的作用,重介质选煤技术自身优势性较强,有着适应性高、选取效率高等优点。 新疆焦煤集团动力分厂洗煤作业区新疆乌鲁木齐市 830025 摘要:高效良好的选煤工艺对环境保护、资源节约等有着极其重要的作用,重介质选煤技术自身优势性较强,有着适应性高、选取效率高等优点。所以对介质选煤技术的研究意义深远。本文通过对重介质选煤技术工艺以及管理方面进行论述,意在加强重介质选煤技术的应用,优化选煤技术手段,提升选煤技术水平,在一定程度上提高选煤厂的经济效益。 关键词:重介质选煤;工艺流程;管理 引言 煤选技术是节约资源、改善能源利用状况的重要措施,对煤质优良的资源和矿料进行筛选,使得生产出的煤炭适合经济发展和生产改善的进程。在改善生产设备的使用、减少损耗的基础上改善管理状况,为精细化筛选做出条件准备。提高重介质选煤技术工艺与管理对提高社会的经济效益具有重要的意义。 1重介质选煤技术的工艺流程 1.1块煤重介质分选 块煤重介质分选是将块煤与末煤分离的过程,将混合煤料置于重介质旋流器中,通过重介质旋流器的筛选功能大批量、高精度地完成对块煤和末煤的选择,将适宜生产的煤料与其他杂质相互分离,但在这一工艺流程中存在回收难度大的问题,因此对生产效率的提高会产生一定的影响。 1.2跳汰粗选 跳汰粗选工艺对原煤的筛选情况较好,通常筛选材料中矸的含量较高,而跳汰粗选机制的实现对降低原料中矸含量十分有效,可以减少原料中矸含量过高对筛选机器造成的影响,延长旋流器的使用期限,降低矸含量对旋流器造成的额外磨损,对提高生产效益具有重要的意义。 1.3块煤跳汰 块煤跳汰机制具有精细度高、效率高、成本低的特点,因此,在重介质选煤工艺流程中是重要的环节。块煤跳汰对于块煤的可选度较大和末煤的精细度较高的煤料筛选具有重要的作用,但应用此种方法对各种煤料具有不同的适应度,可能造成原料的浪费和生产效率的下降。 1.4重介质旋流器二次分选 重介质旋流器二次分选工艺是将经过大致筛选后的两种煤原料的混合物进行筛选的工艺流程,但该工艺需要进行二重筛选,对筛选层的建造要求较高,并且对筛选材料的要求也较高,因此会消耗较大的成本,并可能影响生产的效益。 1.5两产品重介质旋流器分选 两产品重介质旋流器分选工艺是用低密度旋流器分选出精煤与重产物,并将重产物进行再次分选,产生煤和矸石的过程。这一工艺流程适用于原煤筛选度较高的原料,因此对原材料的要求较高,在实际生产中具有较大的操作难度,在实际生产中具有较低的可操作性。 1.6三产品重介质旋流器分选 三产品重介质旋流器分选利用高密度液体一次性对精煤、中煤和矸石进行筛选,将三种煤料分别进行处理的流程。这一工艺流程节省了煤料输送和运送的成本,无须工厂建设过多的管道输送设备,节省了建设多重工艺流程设备的成本,对工厂生产具有积极的意义。三重产品重介质旋流器筛选工艺分为有压给料和无压给料两种输送方式,而无压给料无须建设抗压设备来维护产品内部的压强稳定,因此能够节省一定的生产成本,在实际应用中得到更多的使用。这一工艺也成为工厂中的主要重介质选煤工艺,但对于高密度液体的密度进行把控是进行这一流程筛选的核心层面,对液体密度进行精确的测量和把控是保证筛选高效和合理的主要层面。 1.7三产品重介质旋流器分级分选 三产品重介质旋流器分级分选是将原煤进行粗选,将大径粒的煤料和泥沙与小径粒的煤料分离,然后进行进一步细分的过程,将大径粒煤料置于大直径重介质旋流器中进一步筛选,而小径粒煤料置于小直径重介质旋流器中,通过机器的筛选分流,将煤料的分类进一步精细化,并达到生产应用水平。这一工艺采用原料的回收利用技术,能够实现煤料的充分利用,节约资源同时降低参产成本,此外,生产设备流程化建设也能够降低生产的耗时,提高生产效率。生产设备相对较少也能够简化生产流程,提高工人对生产过程的了解度,对于设备的操作具有更高的熟练度,能够进行及时的维修和问题分析。三重产品介质旋流器分级技术因其独特的优点成为工厂生产的一个主要方式。 2重介质选煤工艺与生产管理办法 2.1加大对人才的引进与培养 选煤厂一旦投入使用就需要引进专业的应用人才,来对选煤厂进行日常维护以及资源的优化。选煤厂的相关管理部门要加大对原有员工的培养与审核力度,提升员工的劳动生产力以及整体的专业技术水平。选煤厂要对工厂员工进行统一管理,合理对资金进行配置,定期对选煤厂进行技术革新,有效地推动选煤厂长远发展。 2.2提高选煤设备的自动化水平 选煤厂要对选煤设备进行不断地优化革新,加大高新技术设备的引进力度。选煤厂需要通过对器械进行遥测监控,检测设备的运行参数,煤炭产品仓位变化等措施来实现自动化水平的提升。当遇到设备进行故障报警时,工作人员应该准确及时的对故障设备进行故障诊断,降低故障对正常生产的影响。 2.3优化选煤工艺机械设备状态 选煤厂主洗机械设备的使用可提高选煤厂的经济与技术指标。重介质选煤厂主洗机械设备为重介质旋流器,它的使用状态直接影响着全厂的技术经济指标。它的使用寿命取决于旋流器的材质和结构、入洗原煤矸石含量和生产管理。旋流器的材质和结构、矸石含量难以由
液压与气动技术发展趋势 由于液压技术广泛应用了高技术成果,如自动控制技术、计算机技术、微电子技术、磨擦磨损技术、可靠性技术及新工艺和新材料,使传统技术有了新的发展,也使液压系统和元件的质量、水平有一定的提高。尽管如此,走向二十一世纪的液压技术不可能有惊人的技术突破,应当主要靠现有技术的改进和扩展,不断扩大其应用领域以满足未来的要求。综合国内外专家的意见,其主要的发展趋势将集中在以下几个方面: 1.减少能耗,充分利用能量 ----液压技术在将机械能转换成压力能及反转换方面,已取得很大进展,但一直存在能量损耗,主要反映在系统的容积损失和机械损失上。如果全部压力能都能得到充分利用,则将使能量转换过程的效率得到显著提高。为减少压力能的损失,必须解决下面几个问题: ①减少元件和系统的内部压力损失,以减少功率损失。主要表现在改进元件内部流道的压力损失,采用集成化回路和铸造流道,可减少管道损失,同时还可减少漏油损失。 ②减少或消除系统的节流损失,尽量减少非安全需要的溢流量,避免采用节流系统来调节流量和压力。 ③采用静压技术,新型密封材料,减少磨擦损失。 ④发展小型化、轻量化、复合化、广泛发展3通径、4通径电磁阀以及低功率电磁阀。 ⑤改善液压系统性能,采用负荷传感系统,二次调节系统和采用蓄能器回路。 ⑥为及时维护液压系统,防止污染对系统寿命和可靠性造成影响,必须发展新的污染检测方法,对污染进行在线测量,要及时调整,不允许滞后,以免由于处理不及时而造成损失。2.主动维护 ----液压系统维护已从过去简单的故障拆修,发展到故障预测,即发现故障苗头时,预先进行维修,清除故障隐患,避免设备恶性事故的发展。 ---- 要实现主动维护技术必须要加强液压系统故障诊断方法的研究,当前,凭有经验的维修技术人员的感宫和经验,通过看、听、触、测等判断找故障已不适于现代工业向大型化、连续化和现代化方向发展,必须使液压系统故障诊断现代化,加强专家系统的研究,要总结专家的知识,建立完整的、具有学习功能的专家知识库,并利用计算机根据输入的现象和知识库中知识,用推理机中存在的推理方法,推算出引出故障的原因,提高维修方案和预防措施。要进一步引发液压系统故障诊断专家系统通用工具软件,对于不同的液压系统只需修改和增减少量的规则。 ----另外,还应开发液压系统自补偿系统,包括自调整、自润滑、自校正,在故障发生之前,进市补偿,这是液压行业努力的方向。 3.机电一体化 ---- 电子技术和液压传动技术相结合,使传统的液压传协与控制技术增加了活力,扩大了应用领域。实现机电一体化可以提高工作可靠性,实现液压系统柔性化、智能化,改变液压系统效率低,漏油、维修性差等缺点,充分发挥液压传动出力大、贯性小、响应快等优点,其主要发展动向如下: (1)电液伺服比例技术的应用将不断扩大。液压系统将由过去的电气液压on-oE系统和开环比例控制系统转向闭环比例伺服系统,为适应上述发展,压力、流量、位置、温度、速度、加速度等传感器应实现标准化。计算机接口也应实现统一和兼容。 (2)发展和计算机直接接口的功耗为5mA以下电磁阀,以及用于脉宽调制系统的高频电磁阀(小于3mS)等。
85 重介质旋流器选煤原则流程 重介质旋流器选煤工艺与作业流程的确定,主要依据入选原煤性质,选后产品的质量、数量要求,其类型较多。但基本工艺可分为:全重介质旋流器选煤单一工艺;重介质旋流器与其它工艺设备组成多种联合选煤流程两大类。 单一全重介质旋流器选煤工艺又可分为两种:(1)选前(原煤)分级脱泥;(2)选前(原煤)不分级脱泥,(主)选后再分级脱泥,简称“不脱泥”入选,或称“选后分级脱泥”。 重介质旋泥器组合流程如:块煤重介、末煤重介质旋流器、煤泥浮选典型流程;原煤用跳汰粗选,粗精煤再重介质旋流器选精煤、煤泥浮选联合流程;以及重介质旋流器分别与水介质旋流器、摇床、螺旋溜槽和浮选等组成联合流程。 但是,重介质旋流器选煤的基本作业如:入选前原煤的准备,旋流器分选,悬浮液的平衡和密度稳定性的监控,产品脱介清洗,稀介质的净化回收,以及介质的制备和补充几个工序是不可少的。 第一节第一节,,重介质旋流器选煤工艺的原煤准备 重介质旋流器选煤工艺中,按选煤工艺要求,为重介质旋流器准备合格的入选原煤,是原煤准备系统的很重要一环。准备作业包括:原煤预先筛分、超限粒度原煤的破碎、检查筛分(除去原煤中的铁器、木块等杂物)。脱泥入选时,还要增加原煤润湿和脱泥、脱水作业等。 一、原煤预先筛分原煤预先筛分、、破碎和检查筛分 重介质旋流器选煤时,入选原煤的粒度上限应严格控制,要严防铁器、铁条、木块及超上限物料进入旋流器的给料系统。当原煤粒度大于规定上限时,必须将原煤进行预先筛分并去除杂物,把过大块的原煤破碎,并对破碎后的原煤进行检查筛分。脱泥入选时,还要增加脱泥作业。原煤准备系统的设备,在国内有各种型号,可根据原煤作业性质、生产能力和工艺要求进行选用。 图8-1 预先筛分、破碎和检查流程
重介质选煤工理论培训考试题(A卷) 单位:姓名:成绩: 一、选择题(每题1分,共20分) 1、下列哪种重介质属于重介质选煤所用的有机重液() A、四氯化碳 B、氯化铁 C、磁铁矿粉 2、对重力分选机,粒度愈(),浮沉运动速度愈慢,设备通过能力(),一般小于8mm就难以分选。() A、小,增大 B、大,减小 C、小,减小 3、总的来说,重介质选煤中对粒度的要求是粗粒比细粒分选效果()。 A、好 B、差 C、一样 4、在重介质选煤中,当矿粒密度大于悬浮液密度时,矿粒()。 A、上浮 B、下沉 C、在介质中悬浮 5、在重介质旋流器内,中央离心力比外缘离心力()。 A、大 B、小 C、相等 6、选末煤,对磁铁矿粉的粒度要求是<325网目的含量不低于()%。 A、80 B、85 C、90 7、悬浮液的粘度随容积浓度的增加而()。 A、增大 B、减小 C、不变 8、在浅槽重介质分选机中,()的循环悬浮液从给料侧的原煤入口下面沿水平方向给入,以形成纵向水平液流。 A、10%-20% B、50%-60% C、80%-90% 9、我国选煤厂设计规范中规定,加重质(磁铁矿粉)消耗(技术损失)指标:块煤系统<()kg/(t原煤);末煤系统<()kg/(t原煤)。() A、, B、,1.0 C、, 10、重介质旋流器底流嘴检查周期为每()个月1次,以保证底流嘴直径符合设计要求。 A、1 B、2 C、311、在生产过程中,原煤入洗量应控制在一定范围内,不超过()%。 A、5 B、10 C、20 12、重介质选煤中,如果原煤质量好,入洗密度则()。 A、偏高 B、偏低 C、不变 13、()是悬浮液净化回收的关键设备,磁选回收率直接影响到介耗高低。 A、脱介筛 B、磁选机 C、浓缩机 14、在同一条件下,分选密度越高,旋流器的分选可能偏差值越()。 A、大 B、小 C、不变 15、矿浆通过量、入料浓度过大会使磁选效率(),介耗()。() A、降低,增大 B、提高,减少 C、降低,减少 16、观察筛上物料时,在()上可以观察出原煤质量的好坏。 A、精煤筛 B、中煤筛 C、矸石筛 17、当稀悬浮液量少,磁选机处理量大时,重介质悬浮液的回收净化工艺应采用()。 A、浓缩-磁选流程 B、旋流器预先分级流程 C、直接磁选流程 18、重介质选煤工艺效果的评定指标不包括()。 A、可能偏差和不完善度 B、可燃体回收率 C、数量效率 19、在实际生产过程中,为了及时地反映原煤及分选情况,并为控制和操作提供依据,往往通过()试验评价分选效果。 A、快速浮沉 B、筛分 C、小浮选 20、滴萨(DISA)型立轮重介分选机采用的传动方式为()。 A、棒齿传动 B、环形皮带传动 C、链轮、链条传动 二、填空题(每空1分,共20分) 1、重介质选煤的基本原理是()。 2、重介选煤应用于()和()。 3、在重力分选机中,()是影响分选效果的主要因素。
液压传动技术的现状及发展 班级:13级模具二班 姓名:王金露 学号:
液压传动技术的现状及发展【摘要】液压作为一个广泛应用的技术,在未来有更广泛的前景,随着计算机的深入发展,液压控制系统可以和只能的技术,计算机的技术等技术结合起来,这样能够在更多的场合中发挥作用,也可以更加精巧的,更加灵活的完成预期的控制任务。与机械传动相比,液压传动更容易实现其运动参数和动力参数的控制。近年来,液压技术迅速发展,液压元件日臻完善,使得液压传动在机械系统中的应用突飞猛进,液压传动具有的优势也日渐凸显。随着液压技术与微电子技术,计算机控制技术以及传感技术的紧密结合,液压传动技术必将在工程机械行业走驱动系统发展中发挥越来越重要的作用。世界各国对液压工业的发展都给予很大重视。 【关键词】液压装置,计算机,自动控制,微电子 【引言】液压传动技术是工业上最常见的一门技术,他是利用各种元件根据帕斯卡原理来达到力的传递所设计的一种技术。液压传动技术根据其自身的特点在工业上得到了广泛的应用,但也相应的有一
定的局限性。为了给用户提供更全面、更可靠、更物美价廉的自动化,保证产品质量的均一性,减轻单调或繁重的体力劳动,提高生产效率,降低生产成本就需要对液压传动技术不断的创新,因此对于机器的性能、质量、可靠性的要求不断提高,液压传动技术必将在工程机械行业的发展中发挥出越来越重要的作用。 【正文】 液压传动是根据17世纪帕斯卡提出的液体静压力传动原理 而发展起来的一门新兴技术,1795年英国约瑟夫?布拉曼,在伦敦用水作为工作介质,以水压机的形式将其应用于工业上,诞生了世界上第一台水压机。1905年将工作介质水改为油,又进一步得到改善。第一次世界大战后液压传动广泛应用,特别是 1920 年以后,发展更为迅速。 1925 液压元件大约在 19 世纪末 20 世纪初的20年间,才开始进入正规的工业生产阶段。年维克斯发明了压力平衡式叶片泵,为近代液压元件工业或液压传动的逐步建立奠定了基础。20 世纪初康斯坦丁?尼斯克对能量波动传递所进行的理论及实际究;1910 年对液力传动(液力联轴节、液力变矩器等)方面的贡献,使这两方面领域得到了发展。第二次世界大战期间,在美国机床中30%应用了液压传动。应该指出,日本液压传动的发展较欧美等国家晚了近20多年。在1955年前后,日本迅速发展液压传动,1956年成立了“液压工业会”。近30年间,日本液压传动发展之快,居世界领先地位。液压技术主要是由武器装备对高质量控制装置的需要而发展起来的。随着
重介选煤工艺的优点是毋庸置疑的,但在实际的工业应用中,并非所有的情况都适用于重介工艺,应根据实际的煤质情况、产品要求,合理进行工艺选择,以下为选用重介选煤工艺的几点注意事项: (1)块煤中矸石含量较高时,宜采用排矸跳汰机或动筛跳汰机进行预排矸,切不可简单套用三产品直接分选工艺。 (2)0.5mm以下煤泥量较大时,需要进行预先脱泥。 (3)在分选易选煤时,跳汰选的分选精度不亚于重介选,且跳汰选成本又低于重介选,固对待易选煤要慎重选择分选工艺,不可随波逐流。 (4)当排矸密度大于1.8kg/L时,重介悬浮液难以实现,此时单段跳汰机的优势较为突出。 (5)对于个人所有的选煤厂,煤源不稳定,若采用简单的重介选,极有可能回因为矸石量和煤泥量等煤质因素的变化而导致分选效果变差,且重介质的消耗很难保证在合理范围内,使生产成本偏高,不利于经济效益的提高。另外,洗煤厂若采用预排矸或预脱泥技术,首先系统的复杂性将大大增加,不利于系统的管理维护,同时设备基础投资也要大的多。 重介选煤设备从整体来划分可分为三大类:一类为早期应用较多的重介质分选机;第二类主要为近年来逐渐趋于完善成熟的重介质旋流器;第三类是近几年开发设计的干法重介质选煤设备。 重介质分选机在现阶段来看,主要还是应用于块煤分选,对于粒度级较小(-13mm)的煤,分选效果不是很理想。目前,我国在生产中应用的块煤重介质分选机主要有斜轮重介质分选机、立论重介质分选机和刮板重介质分选机(即浅槽)三种类型。它们的共同之处为:主体均为矩形椎体分选槽,槽中充满具有一定密度的悬浮液,原煤从一端给入到分选槽中,大于介质密度的物料下沉,从分选槽底部排出,小于介质密度的物料浮起,随介质水平流从分选槽另一端排出。其不同方式,主要为下沉物料的排出方式,斜轮分选机采用倾斜放置的提升轮排料:立轮分选机采用垂直放置的提升轮排料;浅槽刮板分选机则采用刮板输送机排料。 重介质旋流器按给料方式划分可分为三种:一种是将物料和悬浮液混合后用泵打入旋流器。入料压力0.1Mpa以上。此种给料方式导致物料粉碎严重,且增加了设备磨损。第二种是利用定压箱给料,物料和悬浮液在定压箱中混合后依靠自身重力给入到旋流器。第三种给料方式是悬浮液与物料分别给入到旋流器中,称为无压旋流器。重介旋流器按产品数目主要分为两产品旋流器和三产品旋流器。 空气重介质分选设备主要为空气重介质流化床干法分选机。该设备可有效分选外在水分小于5%的6~50(80)mm粒级煤。分选精度高,可能偏差在 0.05~0.07范围内,可以较好的满足干旱缺水地区和易泥化煤炭的分选要求。 重介选煤在解决了设备耐磨、介质回收、工艺简化等问题后,重介质选煤以其分选效率高,对煤质适应性强、可实现低密度分选和易于实现自动化控制等优点,深受世界各大选煤国的重视。重介质选煤方法在美国、澳大利亚和南非分别占到56%、90%和90%以上。 1996年,国家计委下达了“九五”国家科技攻关课题“大型高效全重介选煤简化流程新工艺及设备”。本课题攻关目标是研究出一套全新、简化的重介质选煤工艺流程;研制能实现这一流程的大型高效设备及与之配套的自动化过程控制和生产管理系统。课题由煤炭科学研究总院唐山分院提出并承担责任,贵