第29卷 第3期
2009年6月
航 空 材 料 学 报
J OURNAL OF A ERONAUT ICAL MAT ER I A LS
V o l 129,N o 13 June 2009
工艺参数对等离子熔覆N-i Cr 合金涂层组织及成形质量的影响
毕晓勤1
, 胡小丽2
, 王 洁
3
(1.河南工业大学材料科学与工程学院,郑州450007;2.北京机电研究所,北京100083;3.郑州铁路局郑州供电段,郑州
450052)
摘要:在40C r 合金钢表面等离子熔覆N -i Cr 合金涂层,研究熔覆功率和扫描速度对熔覆层组织及成形质量的影响规律。研究结果表明:熔覆层的组织从表层到与基体的结合面处依次为细晶、粗枝晶和柱状枝晶,熔覆层与基体呈现良好的冶金结合状态。当扫描速度一定时,随着熔覆功率的增大,熔覆层组织得到细化。较低功率、较大扫描速度时,熔覆层与基体的结合处存在熔合不良现象;较高功率、较小扫描速度时,熔覆层产生裂纹。能谱分析表明N i 、Cr 含量在熔覆层与基体的结合面处发生显著变化,在210k W 熔覆功率和1210mm /s 扫描速度的试验条件下得到了稀释率较低的熔覆层。
关键词:等离子束;N -i C r ;显微组织;工艺参数
中图分类号:TG174144 文献标识码:A 文章编号:1005-5053(2009)03-0045-05
收稿日期:2008-12-10;修订日期:2009-03-16
作者简介:毕晓勤(1967)),女,博士,副教授,(E -m a il)x iaoq i n_b@i haut 1edu 1cn ;b-i xq @1631co m 。
在轴类零件失效中,轴表面磨损失效占大部分[1]
。对于表面局部磨损的轴类零件进行修复而降低报废率,无疑具有现实的经济价值。随着表面处理新技术的不断涌现,等离子表面技术(等离子淬火、等离子熔覆等)用于材料表面改性得到了研究与应用
[2]
。等离子熔覆技术是以等离子束为热
源,在金属表面获得优异的耐磨、耐蚀等性能的表面复合层技术[3]
,因等离子能量密度大、效率高,在瞬间将零件表面微熔,可使损伤表面预置的涂层材料快速凝固后与基体材料呈冶金结合状态,获得致密熔覆层组织,熔覆层结合牢固不易脱落剥离,从而达到恢复工件原设计尺寸,提高重建区域性能的目的。等离子熔覆技术本质上是一种快速冶金反应过程,原则上可利用任意粉末的任意配比,获得通常冶金方法不能得到的成分和组织,使冶金层与基体达到
良好的冶金结合状态[4]
,从而结合强度高;而材料的迅速熔化和快速凝固也使得在基体上的热影响区范围小;等离子熔覆设备操作灵活,可以修复磨损部位的深划痕和凹坑;此外在等离子熔覆的快速非平衡凝固过程中,容易得到细晶组织或产生平衡态所无法得到的新相
[5]
。因此,与激光熔覆、电子束熔
覆相比,等离子束熔覆是一种能兼容各种合金粉末材料并得到致密的涂层、合金材料消耗少、效率高、成本低的表面熔覆技术
[6]
,可以作为一种新型的修
复技术在机械制造领域进行应用。
等离子熔覆是个复杂的冶金过程,工艺参数比较多(如:等离子功率、扫描速度、等离子弧光斑直径、等离子弧枪离工件表面的距离等),因此,工艺特性的研究是保证熔覆层质量的基础。评价等离子熔覆层的质量优劣主要从宏观(表面形态)和微观(组织形貌、缺陷以及稀释率)等两个方面考虑。在材料选定的情况下,等离子熔覆层的质量主要受工艺参数的影响。基于此,本文以调质态40C r 合金钢为研究对象,在其表面涂覆N -i C r 系合金粉末进行等离子熔覆试验,形成冶金结合的合金化涂层表面。研究熔覆功率和扫描速度对组织以及成形质量的影响规律,以期在轴类零件的表面修复技术方面提供一定的试验研究成果。
1 实验材料及方法
111 实验材料
基体材料选用40Cr 合金钢。通常用于钢表面熔覆和修复的涂层合金粉末主要有N i 基、Co 基和Fe 基三类,不同的粉末熔覆后的组织和性能有很大差异。由于在普通钢上熔覆镍基合金,镍可起到强
航 空 材 料 学 报第29卷
化基体、提高熔覆层表面的抗耐蚀性和耐磨性以及增加合金硬度和强度等的作用
[7]
,因此,本工作研
究配制了质量分数为60%~70%N ,i 10%~15%Cr 和8%~20%Fe 混合的合金涂层粉末。112 试验方法
在400mm @200mm @10mm 的基体材料上先进行表面预处理,除掉基体熔覆部位的油污和锈蚀,打磨去除加工印痕及棱角获得一定的表面光洁度,使其表面状态满足后续的预置熔覆材料时的要求,避免因预处理不严格而导致熔覆层产生裂纹、气泡或
剥落等缺陷[8]
。采用手涂预置粉末法,用水玻璃将N -i C r 合金粉末调成糊状而均匀预涂敷在预处理后的基体材料表面,预涂层厚为015~215mm ,在100e 下烘干。
等离子熔覆试验在自行设计的等离子熔覆设备上进行,采用离子气流量011~5L /m in ,保护气氩气流量3~9L /m in ,电流5~160A 。调整等离子喷枪使其距基体工件表面一定高度。由于转移型等离子弧具有弧柱能量密度高、工件热利用率高和适用于各种金属的焊接和切割等特点,本试验选用转移型等离子弧,采用118~214k W 的熔覆功率和818~1515mm /s 的扫描速度沿工件表面进行平面单道直线扫描,得到一定宽度的熔覆带。
利用线切割的方法将熔覆后的工件沿垂直于熔覆层的方向截取,获得熔覆层沿层深方向的剖面,并制备金相试样。在JS M-6360LV 型扫描电镜上进行微观组直观察和成分测定。
2 实验结果与分析
211 熔覆层宏观形貌
等离子熔覆过程中,不同的工艺参数以及工艺参数之间的相互耦合都会对熔覆层表面质量造成影响。图1为熔覆层的表面宏观形貌,可以看出:太高的功率和太低的扫描速度会造成熔覆层表层出现弧坑(图1a);太低的功率和太高的扫描速度又会造成熔覆层表层出现裂纹,见图1b ;而选择合适的工艺参数就可以获得宏观表面形态平整均匀的熔覆层(图1c)。因此,在大量探索性试验的基础上,通过调整功率和等离子喷枪扫描速度等参数,确定了其取值范围,进行工艺参数的优化组合,并完善熔覆工艺,得到了合适的熔深以及宏观形貌较好的熔覆层。212 熔覆层微观组织
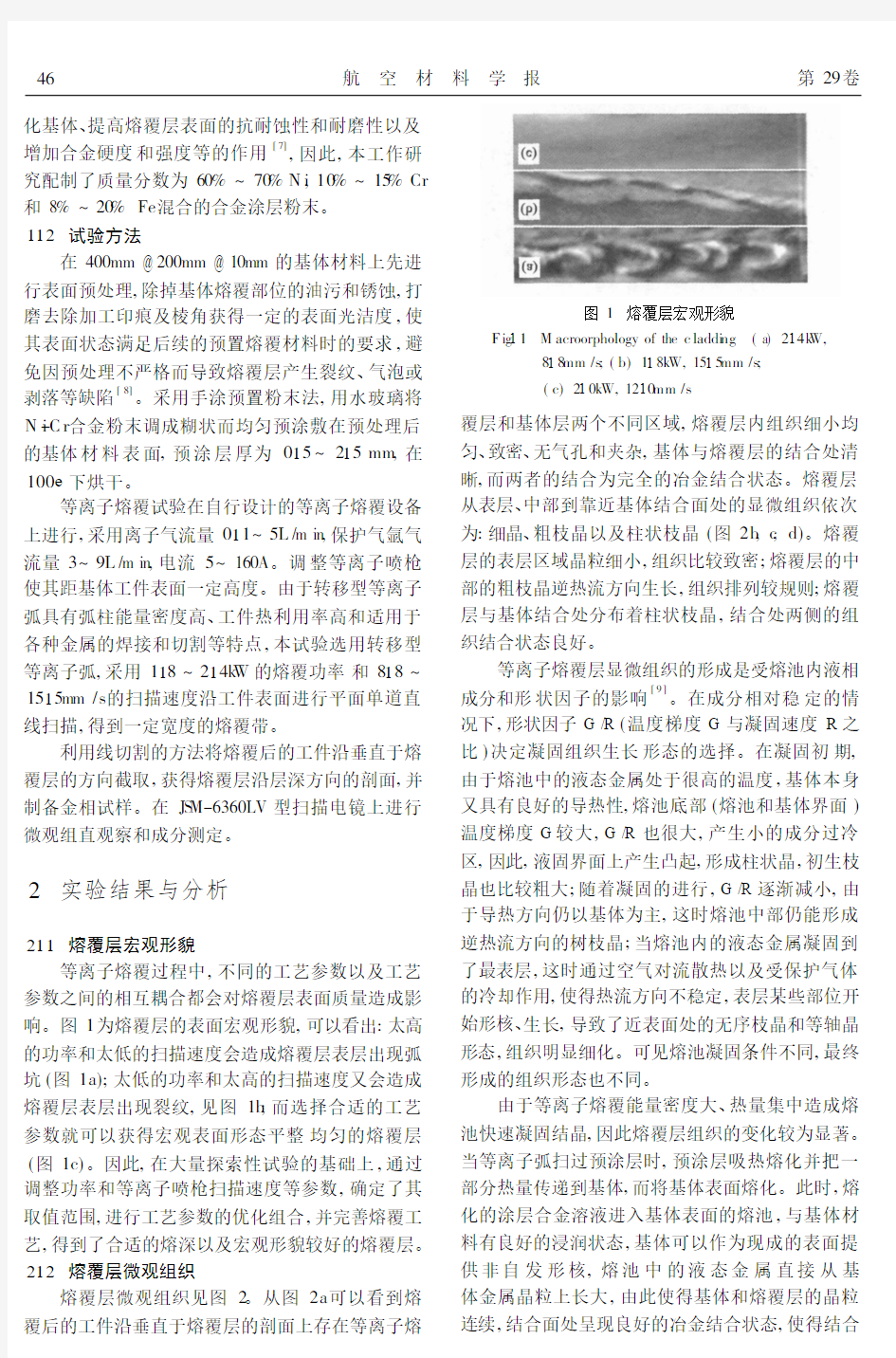
熔覆层微观组织见图2。从图2a 可以看到熔
覆后的工件沿垂直于熔覆层的剖面上存在等离子熔
图1 熔覆层宏观形貌
F ig 11 M acroorphology of the c laddi ng (a)214k W,
818mm /s ;(b)118k W,1515mm /s ;(c)210k W,1210mm /s
覆层和基体层两个不同区域,熔覆层内组织细小均匀、致密、无气孔和夹杂,基体与熔覆层的结合处清晰,而两者的结合为完全的冶金结合状态。熔覆层
从表层、中部到靠近基体结合面处的显微组织依次为:细晶、粗枝晶以及柱状枝晶(图2b ,c ,d)。熔覆层的表层区域晶粒细小,组织比较致密;熔覆层的中部的粗枝晶逆热流方向生长,组织排列较规则;熔覆层与基体结合处分布着柱状枝晶,结合处两侧的组织结合状态良好。
等离子熔覆层显微组织的形成是受熔池内液相成分和形状因子的影响[9]
。在成分相对稳定的情况下,形状因子G /R (温度梯度G 与凝固速度R 之比)决定凝固组织生长形态的选择。在凝固初期,由于熔池中的液态金属处于很高的温度,基体本身又具有良好的导热性,熔池底部(熔池和基体界面)温度梯度G 较大,G /R 也很大,产生小的成分过冷区,因此,液固界面上产生凸起,形成柱状晶,初生枝晶也比较粗大;随着凝固的进行,G /R 逐渐减小,由于导热方向仍以基体为主,这时熔池中部仍能形成逆热流方向的树枝晶;当熔池内的液态金属凝固到了最表层,这时通过空气对流散热以及受保护气体的冷却作用,使得热流方向不稳定,表层某些部位开始形核、生长,导致了近表面处的无序枝晶和等轴晶形态,组织明显细化。可见熔池凝固条件不同,最终形成的组织形态也不同。
由于等离子熔覆能量密度大、热量集中造成熔池快速凝固结晶,因此熔覆层组织的变化较为显著。当等离子弧扫过预涂层时,预涂层吸热熔化并把一部分热量传递到基体,而将基体表面熔化。此时,熔化的涂层合金溶液进入基体表面的熔池,与基体材料有良好的浸润状态,基体可以作为现成的表面提供非自发形核,熔池中的液态金属直接从基体金属晶粒上长大,由此使得基体和熔覆层的晶粒连续,结合面处呈现良好的冶金结合状态,使得结合
46
第3期工艺参数对等离子熔覆N -i Cr
合金涂层组织及成形质量的影响图2 熔覆层组织形貌 (a)径向剖面组织;(b)表层;(c)中部;(d)熔覆层与基体结合处F ig 12 M icrostructures of t he c l add i ng (a)rad i a l directi on ;(b)surface ;(c)inner ;(d)i n terface
面具有较高的结合强度和韧性,保证了涂层材料结合牢固不易脱落剥离。
213 工艺参数对组织的影响
图3是在扫描速度为12mm /s 时不同熔覆功率下得到的显微组织。可以看到,在扫描速度一
定时,随着熔覆功率的增大,熔覆层组织得到细化。这主要是由于较高的熔覆功率在单位时间内
提供的能量较高,熔池所吸收的能量密度增加,形成的温度梯度较高从而产生大的过冷度,使得熔
覆层组织明显细化。
图3 不同功率下熔覆层组织形貌
F i g 13 M i c rostructures under t he cond i tion o f the d iffe rent pow ers (a)118k W;(b)210k W;(c)214k W
研究表明,在高的熔覆功率情况下,熔覆层组织细化,质量良好。而低功率条件下,特别是扫描速度较大的情况下(118k W,1515mm /s),熔覆层与基体的结合处通常存在熔合不良现象(图4a)。扫描速度影响熔覆过程的加热时间。
扫描速度越快,加热时间越短,比能(熔覆层单位面积吸收的能量)
[11]
较低会使涂层粉末熔化而基
体未熔,基体与熔化粉末间的界面能增大,熔体的表面张力占优势,将在基体表面形成不连续的珠状熔层,降低了二者的结合强度。但高功率条件下,扫描
速度较小时,熔覆层又会出现裂纹(图b)。试验观察到大部分裂纹起源于单个熔覆焊道的两侧与基底的交界面处并呈纵向一致开裂,所有裂纹均终止于界面,没有向基体延伸。这种现象产生的原因是扫描速度越慢,加热时间越长,比能较高会在熔池中形成强烈的对流,对流一方面能促进各种合金元素在熔池中的均匀分布,另一方面由于对流强烈,在熔覆层与基体间形成极高的温度梯度,易于形成热应力集中。因此,当等离子喷枪沿直线运动,形成准稳态的温度场时,裂纹源在结合面处产生,并呈纵向开裂。
47
航 空 材 料 学 报第29
卷
图4 熔覆层内缺陷形貌特征 (a)不良熔合;(b)宏观裂纹
F ig 14 D efect appearances i n t he c l add i ng (a)ill bond i ng a l ong the i n terface ;(b)m acroscop i c crack
通过上述分析可知,熔覆功率和扫描速度对熔覆层组织形态和成形质量的影响是综合性的,工艺参数的选择对取得组织细化、结合良好且无缺陷的
熔覆层是至关重要的。
214 工艺参数对熔覆层稀释率的影响
熔覆工艺参数直接影响基体的熔化程度,在基体与熔覆层界面处,熔化的粉末与部分熔化的基体相互扩散,即熔覆层受到稀释,其程度即为稀释率。一定的稀释率保证熔覆层与基体的牢固结合;而过高的稀释率会影响熔覆层性能达不到设计要求。 图5是在熔覆功率为210k W 和扫描速度
1210mm /s 时,从熔覆层表层到与基体结合处附近的整个区域的成分线扫描能谱图。以熔覆层表面为测量零起点,熔覆层与基体的结合面大约在距熔覆
层表面180L m 处。在熔覆层的0~180L m 的区域内,元素Cr ,N i 的含量很高且波动不大;在180~200L m 的狭窄区域,元素C r ,N i 的含量显著下降,直到基体内部的区域,元素C r ,N i 的含量已很低(图5a 和图5b)。在0~200L m 的熔覆区域,元素Fe 的含量较低且波动不大;从200L m 到基体内部区域,元素Fe 含量逐渐增高(图5c)
。
图5 熔覆层的线扫描能谱图
F i g 15 XRD pattern o f c l add i ng (a)Cr ;(b)N ;i (c)Fe
研究表明,靠近结合面处的熔覆层要受到基体
的稀释[12]
,而熔覆工艺参数是通过影响熔覆温度场及熔池形状(特别是熔深)来间接影响稀释率的。当扫描速度较慢时,基体获得比较多的热量,基体熔化较多,使其中的化学元素溶入熔覆层内,改变了熔覆层的化学成分和组织结构,使熔覆层的性能发生质的变化,降低熔覆层的性能。有相关研究表明[13]
,在其它条件不变的情况下,增大输入功率或降低扫描速度,均导致熔覆层稀释率增大。因此,有研究提出了确定熔覆工艺参数的/最小比能原则0[14],即熔覆处理的最小比能应能够使涂层熔化并加热基体至其熔点,而最佳输入能量应稍高于最小比能,只要保证基体微熔的状态即可保证一定的
稀释率。在保证基体微熔条件下,可适当降低等离子束的扫描速度,或适当增大熔覆功率。图5试验结果表明本文等离子熔覆试验得到了稀释率较低的熔覆层,因此获得的低稀释率的等离子熔覆N -i C r 涂层可有效地发挥其优异性能。
3 结论
(1)熔覆层的组织从表层到与基体的结合面处依次为细晶、粗枝晶以及柱状枝晶,熔覆层与基体呈现良好的冶金结合状态。
(2)当扫描速度一定时,随着熔覆功率的增大,熔覆层组织得到细化。
48
第3期工艺参数对等离子熔覆N-i Cr合金涂层组织及成形质量的影响
(3)熔覆功率和扫描速度对熔覆层成形质量的影响是综合性的,较低功率、较大扫描速度时,熔覆层与基体的结合处存在熔合不良现象;较高功率、较小扫描速度时,熔覆层产生裂纹。
(4)能谱分析表明N,i Cr含量在熔覆层与基体的结合面处发生显著变化,本研究在210k W熔覆功率和1210mm/s扫描速度的试验条件下得到了稀释率较低的熔覆层。
参考文献:
[1]戴娟,夏尊风,汪大鹏.轴类零件的失效分析[J].机电
产品开发与创新,2004,17(3):1-7.
[2]陈颢,李惠东,李惠琪,等.等离子束表面冶金与激光熔
覆技术[J].表面技术,2005,34(2):1-7.
[3]W ANG X L,Q I H B.St udy on crack contro l o f layer dur-
ing l aser cladd i ng sea li ng surface of petrochem ical va lves [J].L ase r T echnology,2006,26(5):359-363.
[4]夏丹,徐滨士,吕耀辉,等.熔覆枪扫描速度对镍基微束
等离子熔覆层性能的影响,金属热处理,2008,33(9):9 -11.
[5]PAVEL I C V,TANBAKU C H I R,AUYE HARA Y.Expe r-i
m enta l and computed te mperature h i stogra m i n gas tungsten arc w eldi ng of th i n p l a tes[J].Journa l o fW eldi ng R esearch Supp l em ent,2001,48(7):295-305.
[6]L I N Y F,HAN JM.M icro structure and wear resistance o f
p l as m a jet clad T i5S i3/N i T i co m po site coati ng[J].Ch-i
nese Physics L etters,2004,21(7):1314-1316.
[7]S H I OM I M,YO S H IDOM E A,ABE F,et a l.F inite e l e-
m ent ana l y si s of m e lti ng and so li d if y ing processes i n l aser rapi d proto typ i ng o f m e tallic powders[J].Internationa l Journa l o fM ach i ne Too ls&M anu fact ure,2003,39:237-252.
[8]TA ILOR G A,HUGHES M,PER ICLEOU S K.T he appl-i
cati on o f three d i m ension fi nite vo l ume m ethod to the m od-
e li ng o
f we l d i n
g phenom ena[A].M odeli ng o f casti ng,
W e l ding and advanced so lidifica ti on process I X[C].San
D i ego.Edited by P rter.R.Sah m,2004:852-859.
[9]王新洪,邹增大.表面熔融凝固强化技术[M].北京:
化学工业出版社,2005.
[10]刘邦武,李惠琪,孙玉宗,等.等离子熔覆铁基合金涂
层的组织与性能研究[J].材料科学与工艺,2006,14
(1):85-87.
[11]曹明.等离子熔覆T i C/N i梯度层组织及其抗汽蚀性能
研究[D].江苏:河海大学,2005.
[12]刘胜林,孙冬柏,樊自拴,等.等离子熔覆镍基复合涂
层的组织及性能[J].稀有金属材料与工程,2006,35:
233-235.
[13]OL I V ERA A S C M D,V I LAR R,FEDER C G.H i gh
te m pe ra t ure behav i or of plas m a transfe rrred arc and l aser Co-based a ll oy coati ng[J].A ppli ed Surface Science,
2002,201:l54-160.
[14]Z HOU X B,D e H J T M.A reaction coating on a l um i n-
i um all oys by l ase r processi ng[J].Scri pta M ater i a li a,
1993,28(10):219-224.
Influence of Processi ng Para m eter onM icrostructure and
For m ing Characterizations ofN-i Cr Claddi ng
For m ed by Plas ma Surfaci ng Processes
BI X iao-q i n1,HU X iao-li2M WANG Jie3
(1.Co lleg e o fM ater ials Sc i ence and Eng i nee ri ng,H enan U n i versity o f T echno l ogy,Zhengzhou450007,China;2.Be iji ng Institute of M echan i ca l and E lectr i ca l T echno l ogy,Be iji ng100083,Ch i na;3.Zheng z hou Pow er Supp l y Secti on,Zhengzhou R ail w ay s Bureau, Zhengzhou450052,China)
Abstrac t:The N-iC r cladd i ng w as coated on the40Cr all oy by the PTA(p l as m a T ransferred arc)surfac i ng process.The i nfl uence of processi ng pa rame ter on t he m icro struct ure and fo r m ing character i zati ons of the c l add i ng w ere ana l y zed.T he results ind i cate that the claddi ng isw e ll bonded w i th the m a trix and the i nte rface consists of the regular dentritic crysta.l T he m icrostruct ures vary from the th i ck den tritic crystal i n t he m i dd le o f t he cladding to fi ne equiax ed crysta l near the t op o f the c l add i ng.W ith t he i ncrease o f pow er,the crys-ta l s of t he c laddi ng are fi ned under the sa m e scan ve l oc ity.T he il-l bond i ng occur i n the i n terface under t he l owe r pow er and the h i gher scan ve l oc ity,and t he crack w ill appear i n the c laddi ng under the h i gher power and the lowe r scan veloc it y.T he conten t o f N i and C r com e into chang i ng ev i dently i n the i nterface.T he cladd i ng w ith the l ow er rati o of diluti on is acqu ired under t he cond iti on of2.0k W and12.0mm/s i n this paper.
K ey word s:plas m a arc;N-i Cr;m i crostructures;processi ng pa rame ter
49
超高强度钢板冲压件热 成形工艺 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
.生产侵侵。 超高强度钢板冲压件热成形工艺 热成形技术是近年来出现的一项专门用于生产汽车高强度钢板冲压件的先进制造技术。本文介绍了该技术的原理,讨论了材料,工艺参数.模具等热成形工艺的主要影响因素,完成了汽车典型件热成形工艺试验试制。获得了合格的成形件。检测结果表明。成形件的微观组织为理想的条状马氏体,其抗拉强度.硬度等性能指标满足生产要求。 1前言 在降低油耗、减少排放的诸多措施中.减轻车重的效果最为明显.车重减轻10%.可节省燃油 3%一7%,因此塑料.铝合金.高强度钢板等替代材料在车辆制造中开始使用。其中,高强度钢板可以通过减小板厚或者截面尺寸等方式减轻零件质量.在实现车辆轻量化和提高安全性方面比其他材料有明显优势,可以同时满足实现轻量化和提高安全性的要求,因此其在汽车领域内的应用越来越广泛。 热成形技术是近年来出现的一项专门用于成形高强度钢板冲压件的新技术,该项技术以板料在红热状态下冲压成形并同时在模具内被冷却淬火为特征.可以成形强度高达1500MPa的冲压件,广泛用于车门防撞梁.前后保险杠等保安件以及A柱,B柱.C柱.中通道等车体结构件的生产。由于具有减轻质量和提高安全性的双重优势,目前.这一技术在德国.美国等工业发达国家发展迅速.并开发出商品化的高强钢热冲压件生产线.高强钢热冲压件在车辆生产中应用也很 .一吉林大学材料学院谷诤巍姜超 ●机械科学研究总院先进制造技术研究中心单忠德徐虹 广泛。国内汽车业对该项技术也十分认同,并有少数几个单位从国外 耗巨资引入了相关技术与生产线, 为一汽-大众等汽车制造公司的部分车型配套热冲压件,关于该项技术的研究工作也已经开始。本文阐述了热冲压成形工艺原理,对典型冲压件的热冲压 成形工艺进行试验研究。 2热冲压成形工艺原理
镁合金的冲压成形工艺 近年来镁合金发展速度很快,每年都以20%~30%的速度增长。镁合金广泛用于汽车、摩托车、自行车等一些交通工具领域内,采用最多的加工方法是模具冲压成形。冲压生产相比其它成形加工方法来说,具有生产率高,操作简单,零件表面光洁,尺寸精度高,强度和刚度大等优点。因此,特别适合于车辆的内外壳板、承载零件、散热片、挡泥板等之类零件。它的冲压性能和成形方法有别于钢板和铝板的成型工艺。要扩大镁合金的应用范围,研究镁合金板材冲压技术具有重要义。 镁合金的冲压成形冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点。主要表现如下。 (1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲件。 (2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 (3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。 镁合金常用的成形方法有压铸、半固态铸造、挤压铸造、挤压和轧制等,其中镁合金产品的80%是通过铸造方法获得。镁合金的冲压成形是一种技术难度较大的生产工艺,但以其生产效率高、可直
等离子切割 等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区! 等离子切割发展到现在,可采用的工作气体(工作气体是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业。 一、等离子弧切割工艺参数 各种等离子弧切割工艺参数,直接影响切割过程的稳定性、切割质量和效果。主要切割规范简述如下: 1.空载电压和弧柱电压 等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为120-600V,而弧柱电压一般为空载电压的一半。提高弧柱电压,能明显地增加等离子弧的功率,
因而能提高切割速度和切割更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大电极内缩量来达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。 2.切割电流 增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。 3.气体流量 增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。 4.电极内缩量 所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。距离过大或过小,会使电极严重烧损、割嘴烧坏和切割能力下降。内缩量一般取8-11mm。 5.割嘴高度 割嘴高度是指割嘴端面至被割工件表面的距离。该距离一般为4~10mm。它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。 6.切割速度
冲压成型资料 1 冲压成型工艺定义: 冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冷冲压。 2冲压工艺的特点: 2.1 用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄壳零件等。冷冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。 2.2 材料利用率高,工件重量轻、刚性好、强度高、冲压过程耗能少。因此,工件的成本较低。 2.3 操作简单、劳动强度低、易于实现机械化和自动化、生产率高。 2.4 冲压加工中所用的模具结构一般比较复杂,生产周期较长、成本较高, 3 冲压材料的基本要求: 冲压所用的材料,不仅要满足产品设计的技术要求,还应当满足冲压工艺的要求和冲压后的加工要求 (如切削加工、电镀、焊接等)。冲压工艺对材料的基本要求主要有: 3.1 对冲压成形性能的要求: 对于成形工序,为了有利于冲压变形和制件质量的提高,材料应具有:良好的塑性(均匀伸长率δb高)、屈强比(σs/σb)小、板厚方向性系数大、板平面方向性系数小、材料的屈服强度与弹性模量的比值 (σs /E)小。 对于分离工序,并不需要材料有很好的塑性,但应具有一定的塑性。塑性越好的材料,越不易分离。 3.2 对材料厚度公差的要求: 材料的厚度公差应符合国家规定标准。因为一定的模具间隙适用于一定厚度的材料,材料厚度公差太大,不仅直接影响制件的质量,还可能导致模具和冲床的损坏。 3.3 对表面质量的要求 材料的表面应光洁平整,无分层和机械性质的损伤,无锈斑、氧化皮及其它附着物。表面质量好的材料,冲压时不易破裂,不易擦伤模具,工件表面质量也好。
镁合金发展 针对陕北的跨越式发展目标,提出了建设府谷、神木镁产业基地,推进榆林能源基地资源深度转化,拉长产业链条,加大财政引导资金投入力度,组建省级镁业企业集团,集中力量开展技术攻关,重点发展六种镁合金,加强镁业人才建设 镁锂合金材料是当今世界上最轻的金属结构材料,属于国际上列入高度保密的技术。今年年底,中国将在西安阎良国家航空高技术产业基地实现这种金属结构材料的规模化生产,用于航空、航天、能源等多个领域。 据西安交通大学材料专家柴东朗教授介绍,镁锂合金材料具有低密度、高塑性等特点,是当今世界上最轻的金属结构材料,可部分替代目前应用于航空、航天领域的铝材及其他铝合金材料,具有广泛的应用前景。中国对镁锂合金材料研究已有一段时间,但是大多数处于实验室阶段,直到2010年西安交通大学与西安四方超轻材料有限公司合作在西安阎良国家航空高技术产业基地建成了中国第一条镁锂合金生产线。 经过两年来的进一步研发,目前西安四方超轻材料有限公司已在镁锂合金的冶炼工艺、质量控制、表面处理、机械加工等方面取得了突破性成果,为产品的推广应用创造了良好条件。 根据规划,到今年年底,西安四方超轻材料有限公司镁锂合金超轻材料项目将实现规模化生产,预计可年产100吨镁锂合金超轻材料。 我国镁深加工能力很薄弱。虽然早在50年代后期镁压铸业就已经起步,先后有若干厂家生产林业用机械和工具、风动工具等镁合金压铸件。到了90年代初,在汽车工业、电子工业发展的带动下,国内的镁压铸业有了较大的发展。为3C等产品配套的镁合金压铸件厂主要云集在华南和江、浙地区,尤以珠江三角洲一带最为突出。这一地区受到香港、台湾两地资金的投入、技术的支撑、市场的开拓以及管理的介入等全方位的拉动,发展速度令人关注。 积极稳妥地发展镁产业实现镁合金产业化是一项涉及面广、技术集成度高的大型系统工程。近10多年来,在世界范围内相继建立的一大批镁合金压铸工
镁合金的分类及特点 1.2.1镁合金的分类 镁合金是以金属镁为基体,通过添加一些其它的元素而形成的合金,镁合金中添加的合金元素主要有Al、Zn、Mn、Si、Zr、Ca、Li以及部分稀土族元素等[10],一般说来镁合金的分类依据有以下三种:合金化学成分、成形工艺和是否含锆。 镁合金按合金化组元数目可分为二元、三元和多元合金体系。常见的镁合金体系一般都含有不止一种合金元素。但在实际中,为了分析方便,简化和突出合金中主合金元素的作用,可以把镁合金分为Mg-Mn、Mg-Al、Mg-RE、Mg-Th、Mg-Li 和Mg-Ag 等合金系列[11]。按合金中是否含锆,镁合金可划分为含锆和不含锆两大类。最常见的含锆镁合金系列为:Mg-Zn-Zr、Mg-RE-Zr、Mg-Th-Zr、Mg-Ag-Zr 系列。不含锆镁合金有:Mg-Zn、Mg-Mn和Mg-Al系列。目前应用最多的是不含锆压铸镁合金Mg-Al 系列。含锆和不含锆镁合金中均既包含着变形镁合金,又包含着铸造镁合金。锆在镁合金中的主要作用就是细化镁合金晶粒。含锆镁合金具有优良的室温性能和高温性能。遗憾的是Zr不能用于所有的工业合金中,对于Mg-Al 和Mg-Mn 合金,由于冶炼时Zr与Al及Mn形成稳定的化合物,并沉入坩埚底部,无法起到细化晶粒的作用[12]。 按成形工艺镁合金可分为两大类,即变形镁合金和铸造镁合金。变形镁合金是指可用挤压、轧制、锻造和冲压等塑性成形方法加工的镁合金。铸造镁合金是指适合采用铸造的方式进行制备和生产出铸件直接使用的镁合金[11]。变形镁合金和铸造镁合金在成分、组织和性能上存在着很大的差异。目前,铸造镁合金比变形镁合金的应用要广泛,但与铸造工艺相比,镁合金热变形后合金的组织得到细化,铸造缺陷消除,产品的综合机械性能大大提高,比铸造镁合金材料具有更高的强度、更好的延展性及更多样化的力学性能[13]。因此,变形镁合金具有更大的应用前景。 1.2.2 主合金元素的作用 根据镁合金的强化效果,其合金的元素可以分为三类[14,15]: 1)既提高强度又提高韧性的合金元素,按作用效果顺序为: 强度标准:Al、Cn、Ag、Ce、Ga、Ni、Cu、Th;韧性标准:Th、Ga、Zn、Ag、Ce、Ca、Al、Ni、Cu; 2)强化能力较低,提高韧性的元素:Cd,Ti和Li; 3)强化效果较好,但使韧性降低的元素:Sn、Pb、Bi和Sb。 1.3 Mg-Zn-RE系合金的研究现状 1.3.1 Mg-Zn系合金 纯粹的Mg-Zn二元合金在实际中几乎没有得到应用,因为该合金的铸造性差,合金组织粗大,容易出现偏析和热裂等铸造缺陷,对显微疏松非常敏感。但Mg-Zn合金有一个最为明显的优点,就是可以通过时效处理来提高合金的强度。所以该合金的进一步的发展就是寻找新的合金添加元素,达到细化晶粒,使组织均匀化,减少合金显微疏松[1,16,17]。在Mg-Zn 合金中加入Cu元素,会使合金的韧性和时效硬化明显增加,这是因为Cu元素能提高Mg-Zn 合金的共晶温度,因而可在较高的温度固溶,使更多的Zn、Cu溶于合金中,增加了合金随后的时效强化效果[16]。Mg-Zn合金中引入Cu元素的缺点是导致合金的耐蚀性降低;Zr是对Mg-Zn系合金最为有效的晶粒细化元素,在Mg-Zn合金中加入Zr元素会使粗大的晶粒得到细化。这类合金均属于时效强化合金,一般都在固溶+时效或者直接时效的状态下使用,具有较高的抗拉强度和屈服强度[18]。然而,这类合金的不足之处是对显微疏松比较敏感,焊
等离子弧切割工艺 等离子切割适合于所有金属材料和部分非金属材料,是切割不锈钢、铝及铝合金、铜及铜合金等有色金属的有效方法。最大切割厚度可达到180~200mm。目前已用切割厚度35mm以下的低碳钢和低合金结构钢。 厚度25mm以下的碳钢板切割时,采用等离子弧切割双氧-乙炔切割快5倍左右;而对于大于25mm 的板切割时,氧-乙炔切割速度快些。 1.气体选择 等离子弧切割工作气体既是等离子弧的导电介质,同时还要排除切口中的熔融金属,因此对等离子弧的切割特性以及切割质量和速度有明显的影响。等离子弧切割在生产中通常使用的离子气体有N 2 、Ar、 N 2+H 2 、N 2 +Ar,也有用压缩空气、氧气、水蒸气或水作为产生等离子弧的介质。离子气的种类决定切割时 的弧压,弧压越高切割功率越大,切割速度及切割厚度都相应提高。但弧压越高,要求切割电源的空载电压也越高,否则难以引弧或电弧在切割过程中容易熄灭。 各种工作气体在等离子弧切割中的适用性见表1,等离子弧切割常用气体的选择见表2。 N 2 是一种广泛采用的切割离子气,氮气的热压缩效应比较强,携带性好,动能大,价廉易得,是一种被广泛应用的切割气体。但氮气用作离子气时,由于引弧性和稳弧性较差,需要有较高的空载电压,一般在165V以上。 氢气的携热性、导热性都很好,所需分子分解热较大,故要求更高的空载电压(350V以上)才能产生稳定的等离子弧。由于氢气等离子弧的喷嘴很易烧损,因此氢常作为一种辅助气体而被加入,特别是大厚度工件切割时加入一点氢对提高切割能力和改善切口质量有显著成效。 用工业纯氩作为切割气体,只需要用较低的空载电压(70~90V),但切割厚度仅在30mm以下,且 由于氩气费用较高,不经济,所以一般不常使用。N 2、H 2 、Ar任意两种气体混合使用,比任何一种单一
毕业设计论文论文题目:端盖零件的冲压成形工艺及模具设计 系部材料工程系 专业模具设计与制造 班级 学生姓名 学号 指导教师
毕业设计(论文)任务书 系部:材料工程系 专业:模具设计与制造 学生姓名:学号: 设计(论文)题目: 起迄日期: 4月1日~ 5月9日 指导教师: 发任务书日期:年 4 月 1 日
毕业设计(论文)任务书
目录 绪论 (1) 第1章任务来源及设计意义 (3) 1.1 设计任务来源 (3) 1.2 设计目的及意义 (3) 第2章冲压工件的工艺性分析 (4) 2.1 冲压及冲裁件的工艺性的感念 (4) 2.2 零件工艺性分析 (4) 第3章冲压工艺方案的确定 (6) 3.1 确定工艺方案的原则 (6) 3.2 工艺方案的确定 (6) 第4章模具结构形式及冲压设备的选择 (9) 4.1 模具结构形式的选择 (9) 4.2 冲压设备的选择 (10) 第5章主要工艺参数计算 (11) 5.1 排样设计与计算 (11) 5.2 计算工序压力 (13) 5.3 计算模具压力中心 (14) 5.4 计算凸、凹模工作部分尺寸并确定其制造公差 (16) 5.5 弹性元件的选取与设计 (19) 第6章选择与确定模具的主要零部件的结构与尺寸 (22) 6.1 确定工作零件 (22) 6.2 定位零件的设计 (24) 6.3 导料板的设计 (25) 6.4 卸料部件的设计 (25) 6.5 模架及其他零部件设计 (25) 第7章模具的总体装配 (29) 第8章模具工件零件的加工工艺 (30) 8.1 冲裁模凸、凹模的技术要求及加工特点 (30)
镁合金的分类及特点 镁合金的分类 镁合金是以金属镁为基体,通过添加一些其它的元素而形成的合金,镁合金中添加的合金元素主要有Al、Zn、Mn、Si、Zr、Ca、Li以及部分稀土族元素等[10],一般说来镁合金的分类依据有以下三种:合金化学成分、成形工艺和是否含锆。 镁合金按合金化组元数目可分为二元、三元和多元合金体系。常见的镁合金体系一般都含有不止一种合金元素。但在实际中,为了分析方便,简化和突出合金中主合金元素的作用,可以把镁合金分为Mg-Mn、Mg-Al、Mg-RE、Mg-Th、Mg-Li 和Mg-Ag 等合金系列[11]。 ' 按合金中是否含锆,镁合金可划分为含锆和不含锆两大类。最常见的含锆镁合金系列为:Mg-Zn-Zr、Mg-RE-Zr、Mg-Th-Zr、Mg-Ag-Zr 系列。不含锆镁合金有:Mg-Zn、Mg-Mn和Mg-Al 系列。目前应用最多的是不含锆压铸镁合金Mg-Al 系列。含锆和不含锆镁合金中均既包含着变形镁合金,又包含着铸造镁合金。锆在镁合金中的主要作用就是细化镁合金晶粒。含锆镁合金具有优良的室温性能和高温性能。遗憾的是Zr不能用于所有的工业合金中,对于Mg-Al 和Mg-Mn 合金,由于冶炼时Zr与Al及Mn形成稳定的化合物,并沉入坩埚底部,无法起到细化晶粒的作用[12]。 按成形工艺镁合金可分为两大类,即变形镁合金和铸造镁合金。变形镁合金是指可用挤压、轧制、锻造和冲压等塑性成形方法加工的镁合金。铸造镁合金是指适合采用铸造的方式进行制备和生产出铸件直接使用的镁合金[11]。变形镁合金和铸造镁合金在成分、组织和性能上存在着很大的差异。目前,铸造镁合金比变形镁合金的应用要广泛,但与铸造工艺相比,镁合金热变形后合金的组织得到细化,铸造缺陷消除,产品的综合机械性能大大提高,比铸造镁合金材料具有更高的强度、更好的延展性及更多样化的力学性能[13]。因此,变形镁合金具有更大的应用前景。 主合金元素的作用 根据镁合金的强化效果,其合金的元素可以分为三类[14,15]: 1)既提高强度又提高韧性的合金元素,按作用效果顺序为: ( 强度标准:Al、Cn、Ag、Ce、Ga、Ni、Cu、Th;韧性标准:Th、Ga、Zn、Ag、Ce、Ca、Al、Ni、Cu; 2)强化能力较低,提高韧性的元素:Cd,Ti和Li; 3)强化效果较好,但使韧性降低的元素:Sn、Pb、Bi和Sb。 Mg-Zn-RE系合金的研究现状 Mg-Zn系合金 》 纯粹的Mg-Zn二元合金在实际中几乎没有得到应用,因为该合金的铸造性差,合金组织粗大,容易出现偏析和热裂等铸造缺陷,对显微疏松非常敏感。但Mg-Zn合金有一个最为明显的优点,就是可以通过时效处理来提高合金的强度。所以该合金的进一步的发展就是寻找新的合金添加元素,达到细化晶粒,使组织均匀化,减少合金显微疏松[1,16,17]。在Mg-Zn 合金中加入Cu元素,会使合金的韧性和时效硬化明显增加,这是因为Cu元素能提高Mg-Zn 合金的共晶温度,因而可在较高的温度固溶,使更多的Zn、Cu溶于合金中,增加了合金随后的时效强化效果[16]。Mg-Zn合金中引入Cu元素的缺点是导致合金的耐蚀性降低;Zr是对
数控精细等离子切割机技术要求 一、招标要求: 1.1投标人必须仔细阅读招标文件的全部条款,并作出明确响应。 1.2招标文件中带“*”号的条款及要求,投标方必须满足,若有一项不满足将导致废标。 1.3投标报价: 1.3.1 对设备进行分项报价,按设备分别填写《投标货物数量、价格表》。 1.3.2 投标报价为含税价,且为设备到需方的价格(应含运保费) 1.3.4 投标方递交文本投标文件的同时,需提供与投标文件内容一致的光盘一张。 二、设备规格名称及数量 设备名称:数控精细等离子切割机 规格:有效切割范围:4000×10000mm,两套精细等离子回转坡口割炬, 切割工件介质: 等离子气体:氧气,空气 保护气:氮气、空气 数量:1台 三、设备用途及基本要求 3.1设备用途:该设备主要用于3-25mm碳钢、合金钢板和铝合金3-20mm的垂直切割下料和自动坡口切割。 3.2基本要求: 3.2.1机床有效切割范围:4000×10000mm,两套精细等离子加回转坡口割炬。其配置的离子切割电源应适合3-25mm碳钢、合金板的切割及开坡口,确保最佳的切割质量。* 3.2.2 机床的设计制造应执行国家和行业相关标准,制造单位需通过IS09001质量认证。设备具有足够的静态、动态、热态刚度和精度;保证系统具有良好和可靠的动态品质。 3.3.3 要求设备生产制造符合国际相关安全认证和有关标准(如CE,ASME,NBBI,U3等),
正常生产作业中,确保不对操作人员造成人身伤害,噪声、粉尘和烟气的排放要求达到中国环保要求。 3.3.4 所生产或采用的机械、液压、电子、电气、仪表组件等,均符合ISO颁布有关标准,计量单位采用公制或英制,并符合国际单位(SI)标准。 3.3.5 机床使用、维修方便,售后服务优良,能快速的对用户的故障问题做出反应,必须能在48小时内(2个工作日)到现场处理问题。 四、供货范围: 4.1设备供货范围: 数控精细氧离子切割机。包括:主机、配套辅机、控制系统等(具体见下表4.1),以及在本技术要求中未提及,但为确保该设备正常、稳定、长期、安全、可靠运行所必须的其他配套设施。 4.1 供货范围表
等离子切割工艺及技术-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
等离子切割 等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子的动量排除熔融金属以形成切口的一种加工方法。等离子切割配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区! 等离子切割发展到现在,可采用的工作气体(工作气体是等离子弧的导电介质,又是携热体,同时还要排除切口中的熔融金属)对等离子弧的切割特性以及切割质量、速度都有明显的影响。常用的等离子弧工作气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。等离子切割机广泛运用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等各行各业。 一、等离子弧切割工艺参数 各种等离子弧切割工艺参数,直接影响切割过程的稳定性、切割质量和效果。主要切割规范简述如下: 1.空载电压和弧柱电压 等离子切割电源,必须具有足够高的空载电压,才能容易引弧和使等离子弧稳定燃烧。空载电压一般为120-600V,而弧柱电压一般为
空载电压的一半。提高弧柱电压,能明显地增加等离子弧的功率,因而能提高切割速度和切割更大厚度的金属板材。弧柱电压往往通过调节气体流量和加大电极内缩量来达到,但弧柱电压不能超过空载电压的65%,否则会使等离子弧不稳定。 2.切割电流 增加切割电流同样能提高等离子弧的功率,但它受到最大允许电流的限制,否则会使等离子弧柱变粗、割缝宽度增加、电极寿命下降。 3.气体流量 增加气体流量既能提高弧柱电压,又能增强对弧柱的压缩作用而使等离子弧能量更加集中、喷射力更强,因而可提高切割速度和质量。但气体流量过大,反而会使弧柱变短,损失热量增加,使切割能力减弱,直至使切割过程不能正常进行。 4.电极内缩量 所谓内缩量是指电极到割嘴端面的距离,合适的距离可以使电弧在割嘴内得到良好的压缩,获得能量集中、温度高的等离子弧而进行有效的切割。距离过大或过小,会使电极严重烧损、割嘴烧坏和切割能力下降。内缩量一般取8-11mm。 5.割嘴高度 割嘴高度是指割嘴端面至被割工件表面的距离。该距离一般为4~10mm。它与电极内缩量一样,距离要合适才能充分发挥等离子弧的切割效率,否则会使切割效率和切割质量下降或使割嘴烧坏。
冲压成形工艺 集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-
冲压成型资料 1 冲压成型工艺定义: 冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冷冲压。 2冲压工艺的特点: 2.1 用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄壳零件等。冷冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。 2.2 材料利用率高,工件重量轻、刚性好、强度高、冲压过程耗能少。因此,工件的成本较低。 2.3 操作简单、劳动强度低、易于实现机械化和自动化、生产率高。 2.4 冲压加工中所用的模具结构一般比较复杂,生产周期较长、成本较高, 3 冲压材料的基本要求: 冲压所用的材料,不仅要满足产品设计的技术要求,还应当满足冲压工艺的要求和冲压后的加工要求 (如切削加工、电镀、焊接等)。冲压工艺对材料的基本要求主要有: 3.1 对冲压成形性能的要求: 对于成形工序,为了有利于冲压变形和制件质量的提高,材料应具有:良好的塑性(均匀伸长率δb高)、屈强比(σs/σb)小、板厚方向性系数大、板平面方向性系数小、材料的屈服强度与弹性模量的比值 (σs /E)小。
对于分离工序,并不需要材料有很好的塑性,但应具有一定的塑性。塑性越好的材料,越不易分离。 3.2 对材料厚度公差的要求: 材料的厚度公差应符合国家规定标准。因为一定的模具间隙适用于一定厚度的材料,材料厚度公差太大,不仅直接影响制件的质量,还可能导致模具和冲床的损坏。 3.3 对表面质量的要求 材料的表面应光洁平整,无分层和机械性质的损伤,无锈斑、氧化皮及其它附着物。表面质量好的材料,冲压时不易破裂,不易擦伤模具,工件表面质量也好。 4 冲压常用材料: 冷冲压用材料大部分是各种规格的板料、带料和块料。板料的尺寸较大,一般用于大型零件的冲压。对于中小型零件,多数是将板料剪裁成条料后使用。带料 (又称卷料)有各种规格的宽度,展开长度可达几十米,适用于大批量生产的自动送料,材料厚度很小时也可做成带料供应。块料只用于少数钢号和价钱昂贵的有色金属的冲压。 4.1 黑色金属普通碳素结构钢、优质碳素结构钢、合金结构钢、碳素工具钢、不锈钢、电工硅钢等。 对冷轧钢板,根据国家标准GB708-88规定,按轧制精度(钢板厚度精度)可分为A、B级: A──较高精度; B──普通精度。
变形镁合金及其成形工艺 镁合金具有密度低、比强度和比刚度高、电磁屏蔽效果好、抗震减震能力强、易于机加工成形和易于回收再利用等优点,在航空、航天、汽车、3C产品以及军工等领域的具有广泛的应用前景和巨大的应用潜力。目前,镁合金的应用大多数是以模铸、压铸以及半固态成形等工艺来生产产品。这些工艺生产的产品,存在着组织部太致密、成分偏析,最小厚度偏大、力学性能偏低等缺憾,不能充分发挥镁合金的性能优势。研究和实践表明,塑性变形能够改善镁合金的组织和力学性能,大大提高镁合金的强度和塑性,同时,很多领域重要结构材料需要用的板材、棒材、管材和型材等只能用塑性成形工艺来制取,而不能利用铸造等工艺来生产,所以,变形镁合金及其成形工艺的研究越来越受到重视。 但是,由于镁合金晶体结构是密排六方(Hcp),塑性较差,成形困难,成材率低,加之人们对镁合金易燃、不耐腐蚀等缺点的过分夸张甚至是错误的认识,导致变形镁合金没有得到大规模应用,变形镁合金及成形工艺的研究没有引起足够的重视和深入的开展。目前变形镁合金的板材、型材以及锻件等生产仍集中在航空航天及军事等高端领域或部门,没有普及到一般民用领域。在当今社会节约资源和减少污染成为社会可持续发展战略的要求的背景下,急需加快研究步伐,转变观念,以推动变形镁合金镁在民用领域的应用。本文旨在总结变形镁合金及成形工艺的成果,探讨变形镁合金及其成形工艺的研究方向。 变形镁合金的合金系 变形镁合金主要分为四个系列(美国标准):AZ系列(Mg-Al-Zn),AM系列(Mg-Al-Mn),AS系列 (Mg-Al-Si),AE系列(Mg-Al-Re)。中国变形镁合金牌号为MB系列。几个主要工业发达国家的变形镁合金标准及牌号见表1所示。变形镁合金以AZ系应用最为普遍,其中又以MB2应用最为广泛。需要指出的是变形镁合金中MB2的合金成分与AZ31B不同,其力学和成形性能比AZ31B稍差些,介于AZ31B和AZ31C二者之间。 表1 变形镁合金牌号对照表
等离子弧焊接及切割的安全操作技术 1.等离子弧焊接和切割用电源的空载电压较高,尤其在乎操作时,有电击妁危险。因此: (1)电源在使用时必须可靠接地。 (2)焊枪枪体或割枪枪体与手触摸部分必须可靠绝缘。 (3)可以采用较低电压引燃非转移弧后再接通较高电压的转移弧回路。 (4)如果起动开关装在手把上,必须对外露开关套上绝缘橡胶管,避免手直接接触开关。 (5)等离子弧焊接和切割用喷嘴及电极的寿命相对较短,要经常更换,更换时要保证电源处于断开状态。 2.防电弧光辐射 等离子弧较其他电弧的光辐射强度更大,尤其是紫外线强度,故对皮肤损伤严重,操作者在焊接和切割时必须戴上良好的面罩、手套,颈部也要保护。面罩上除具有黑色目镜外,最好加上吸收紫外线的镜片。自动操作时,可在操作者与操作区之间设置防护屏。等离子弧切割时,可采用水下切割方法,利用水来吸收光辐射。 3.防高频和射线 等离子弧焊接和切割都采用高频振荡器引弧,但高频对人体有一定的危害。引弧频率选择在20~60kHz较为合适,还要求工件接地可靠,转移
弧引弧后,立即可靠地切断高频振荡器电源。等离子弧焊接和切割采用钍钨极时,同钨极氩弧焊一样,要注意射线的危害。 4.防灰尘和烟气 等离子弧焊接和切割过程中伴随有大量气化的金属蒸气、臭氧、氮氧化物等。尤其切割时,由于气体流量大,致使工作场地上的灰尘大量扬起,这些烟气和灰尘对操作工人的呼吸道、肺等产生严重影响。因此要求工作场地必须配罩良好的通风设备措施。切割时,在栅格工作台下方还可安置排风装置,也可以采取水中切割方法。 5.防噪声 等离子弧会产生高强度、高频率的噪声,尤其采用大功率等离子弧切割时,其噪声更大,这对操作者的听觉系统和神经系统非常有害。要求操作者必须戴耳塞,或可能的话,尽量采用自动化切割,使操作者在隔音良好的操作室内工作,也可以采取水中切割方法,利用水来吸收噪声。
五金冲压拉伸成型加工工艺的16种类型 内容来源网络,由深圳机械展收集整理! 更多冲床及冲压自动化生产线技术,就在深圳机械展! 拉伸成型加工是利用模具将平板毛坯成形为开口空心零件的冲压加工方法。拉伸作为主要的冲压工序之一,应用广泛。用拉伸工艺可以制成圆筒形、矩形、阶梯形、球形、锥形、抛物线形及其他不规则形状的薄壁零件,如果与其他冲压成形工艺配合,还可制造形状更为复杂的零件。 使用冲压设备进行产品的拉伸成型加工,包括:拉伸加工、再拉伸加工、逆向拉伸以及变薄拉伸加工等。 拉伸加工:使用压板装置,利用凸模的冲压力,将平板材的一部分或者全部拉入凹模型腔内,使之成形为带底的容器。容器的侧壁与拉伸方向平行的加工,是单纯的拉伸加工,而对圆锥(或角锥)形容器、半球形容器及抛物线面容器等的拉伸加工,其中还包含扩形加工。 再拉伸加工:即对一次拉伸加工无法完成的深拉伸产品,需要将拉伸加工的成形产品进行再次拉伸,以增加成形容器的深度。 逆向拉伸加工:将前工序的拉伸工件进行反向拉伸,工件内侧变成外侧,并使其外径变小的加工。 变薄拉伸加工:用凸模将已成形容器挤入比容器外径稍小的凹模型腔内,使带底的容器外径变小,同时壁厚变薄,既消除壁厚偏差,又使容器表面光滑。 使用冲压设备进行五金冲压拉伸加工时,包括以下16种类型: 1、圆筒拉伸加工(Round drawing):带凸缘(法兰)圆筒产品的拉伸。法兰与底部均为平面形状,圆筒侧壁为轴对称,在同一圆周上变形均匀分布,法兰上毛坯产生拉深变形。
2、椭圆拉伸加工(Ellipse drawing):法兰上毛坯的变形为拉伸变形,但变形量与变形比沿轮廓形状相应变化。曲率越大的部分,毛坯的塑性变形量就越大;反之,曲率越小的部分,毛坯的塑性变形越小。 3、矩形拉伸加工(Rectangular drawing):一次拉伸成形的低矩形件。拉伸时,凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。 4、山形拉伸加工(Hill drawing):冲压件的侧壁为斜面时,侧壁在冲压过程中是悬空的,不贴模,直到成形结束时才贴模。成形时侧壁的不同部位变形特点不完全相同。 5、丘形拉伸加工(Hill drawing):丘形盖板件在成形过程中的坯件变形不是简单的拉伸变形,而是拉伸和胀形变形同时存在的复合成形。压料面上坯件的变形为拉伸变形(径向为拉应力,切向为压应力),而轮廓内部(特别是中心区域)坯件的变形为胀形变形(径向和切向均为拉应力)。
主要工序工艺参数表表一、
喷粉:其它要求:工件表面温度<47度、粉房最佳温度15-25度、湿度<75%、粉房空气含尘量<1.5mg/m3、粉房附近横向风速≤0.3m/s、照明≥300克勒斯,压缩空气含水量<1PPM、含油量<0.1PPM、压力4.0-7.0kgf/cm2。 表二、主要工序常见问题及解决方法表
对基材进行检验按《铝型材检验规程》检验,发现问题及时反馈到上道工序。 2.上排绑挂 4.1按生产计划备料,看每筐料的随行卡片并认真核对型号数量, 做好上料记录。 4.2根据型材种类选择合适的吊架,将型材主要装饰面向上用铝丝 固定在吊架上,要求固定牢固稳定、型材与型材之间留有足够的空隙。尽量将型材平面向下以防止气泡发生。 4.3上排绑挂过程中注意复查型材外观有无缺陷。例如油斑、水锈、 胶迹。 4.4将外观有缺陷的型材进行返修,变形用钳子矫正、胶迹用信那 水擦除、其它用180-600#砂纸打磨。返修后合格的允许上排绑挂。 5. 脱脂 5.1型材进入脱脂槽前要注意观察其表面状态,灰尘和铝屑较多时 先水洗再脱脂,根据油渍和斑点情况合理调整脱脂工艺参数。 5.2正常情况按表一中脱脂工艺参数操作。 5.3根据化验分析结果、生产量和型材脱脂效果及时补加药剂,加 药时应缓慢均匀地添加到槽面各处,用吊架上下搅拌均匀后使
用。 5.4槽液使用一段时间后效果差时应及时倒槽,清除槽底铝粉和沉 淀。 5.5脱脂完毕从脱脂槽吊起后应使型材倾斜并保持1-2分钟,至型 材表面槽液基本滴干为止,以节省药剂和利于后续清洗。注意观察脱脂效果,发现问题及时处理。 5.6常见问题参照表二中规定的方法处理,仍不能处理时及时通知 技术人员解决。 6. 水洗 6.1进入水洗槽先使型材上下摆动2-3次,再浸泡1-2分钟。 6.2型材从水洗槽吊起后应注意观察其表面除油状况(水膜是否连 续、有无斑点残留、背面有无泡沫残留),发现异常及时处理。 6.3生产时应保证水洗槽的溢流,发现水质浑浊时及时清槽换水。 6.4水洗完毕从水洗槽吊起后应使型材倾斜并保持1-2分钟,至型 材表面水分基本滴干为止。 7. 铬化 7.1按表一中铬化工艺参数操作 7.2根据生产量、化验分析结果和型材铬化效果及时补加药剂,液 体药品直接加入,回休药品先用槽液充分溶解后再加入。要求加药时缓慢均匀地添加到槽面各处,用吊架上下搅拌均匀后使用。 7.3槽液使用一段埋单后铬化效果变差时应及时倒槽,清除槽底铝 粉和沉淀。 7.4铬化完毕从铬化槽吊起后应使型材倾斜并保持1-2分钟,至型
数控等离子切割机安全操作规程 1.操作人员应遵守一般焊工安全操作规程。按规定穿戴好劳动防护用品。 2.操作人员必须经专门安全技术培训,方能上岗操作。 3.设备附近禁止存放易燃易爆物品,并应备有消防器材。 4.严禁在切割机导轨、工作面放置物品。不得在上面敲打、校直和修整工件。 5.新工件程序输入后,应先试运行,确认无误后再投入运行。 6.开机前应检查导轨、齿条及床身。检查气路系统有泄漏,排放储气筒、油水分离器内积水和杂质。检查消耗品及割炬防撞碰装置。 7.开机后应手动低速X、Y方向开动机床,检查确认有无异常情况。 8.手动升降割炬,检查动作有无异常。 9.起动等离子发生器,根据材料厚度调整气压。 10.切割过程中,观察调高系统及除尘系统工作是否正常,有异常应立即停机处理,排除故障。 11.工作时,操作人员不得离开岗位,注意观察机床运行情况,以免切割机走出有效行程范围或两台发生碰撞造成事故。 一、等离子切割机的开机、关机: 操作人员每天按照以下开关机的顺序进行操作: (1)启动空压机、空气干燥机; (2)启动机床控制柜;
(3)启动等离子电源; (4)设置好所有参数后启动程序进行切割。 (5)工作完成后,关闭所有电源、气源。 二、等离子切割机的工作流程: (1)用AUTOCAD制图或用已有Solidworks文件直接转换为DXF格式;(2)将DXF格式的零件图导入FastCAM中进行套料、转换程序,为方便程序的调用及管理,将程序名称保存为该零件的图号; (3)将转化好的程序用U盘拷入机床的控制柜上。 (4)根据所选择程序的材料及厚度,设置工艺参数; (5)调整好割枪在板材上的位置,启动程序进行切割; (6)结束切割,下料、清渣。 三、工艺参数的设定与调整: 所有工艺参数都依据说明书上的切割参数表来进行设定,改变材料及板材厚度时所有参数必须重新进行设定。 在等离子电源上调整的参数有: (1)电流:手动旋扭给定 (2)PG1引弧气气压及流量: (3)PG2切割气气压及流量: (4)WG1涡流气气压及流量: (5)WG2涡流气气压及流量: (6)板厚档位:共3个档位,根据参数表设定。 在机床控制柜上调整的参数有:
镁合金成形技术现状及展望 近年来对轻质材料的需求越来越大,镁合金作为结构材料由于具有比重小、比强度和比刚度高、导热和导电性好、切削加工性好、优良的阻尼性和电磁屏蔽性、易于加工成形和回收等优点,因此广泛应用于汽车、电子、通讯等行业,被誉为“21世纪的绿色工程材料”。 根据成形工艺的不同,镁合金材料主要分为铸造镁合金和变形镁合金两大类。前者主要通过铸造获得镁合金产品。包括砂型铸造、永久型铸造、熔模铸造、消失模铸造、压铸等。其中压铸是最成熟、应用最广的技术。而后者则是通过变形生产尺寸多样的板、棒、管、型材及锻件产品。并且可以通过材料组织的控制和热处理工艺的应用,获得更高的强度、更好的延展性、更好的力学性能,从而满足更多结构件的需要。另外,镁合金的半固态成形作为一种新型铸造技术也得到了广泛的研究与应用。 1.铸造镁合金 铸造是镁合金的主要成形方法,包括砂型铸造、金属型铸造、熔模铸造、消失模铸造和压铸等在内的多种铸造方法均可用于镁合金成形。目前,90%以上的镁合金产品是压铸成形的。 1.1压铸 压铸是镁合金最主要、应用最广泛的成形工艺。镁合金有优良的压铸工艺性能:镁合金液粘度低,流动性好,易于充满复杂型腔。用镁合金可以很容易地生产壁厚1.0mm~2.0mm 的压铸件,现在最小壁厚可达0.6mm。镁压铸件的铸造斜度为1.5,而铝合金是2~3度。镁压铸件的尺寸精度比铝压铸件高50%。镁合金的熔点和结晶潜热都低于铝合金,压铸过程中对模具冲蚀比铝合金小,且不易粘型,其模具寿命可比铝合金件长2—4倍。镁合金件压铸周期比铝件短,因而生产效率可比铝合金提高25%。镁合金铸件的加工性能优于铝合金铸件,镁合金件的切削速度可比铝合金件提高50%,加工耗能比铝合金件低50%。生产经验表明由于生产效率高,热室压铸的镁合金小件的总成本低于冷室压铸的铝合金同样件。 压铸镁合金可按其成分分为四个系列:AZ(Mg—AL—Zn)系列(AZ91)、AM (Mg—AL—Mn)系列(AM60、AM50)、AS(Mg-A1-Si系列(AS41、AS21)、AE(Mg-AL-RE)系列(AEA2)。 AZ系列合金AZ91具有良好的铸造性能和最高的屈服强度,其压铸件广泛应用于汽车座椅、变速箱外壳等多种形式部件。AM系列合金AM50、AM60具有较高的延伸率和韧性,用于抗冲击载荷、安全性高的场合如车轮、车门等。AS系列的镁合金AS41、AS21和AE 系列的AFA2是20世纪70年代开发的耐热压铸镁合金。 镁合金压铸中广泛采用冷、热室压铸方法。一般薄壁铸件采用热室压铸机,厚壁铸件采用冷室压铸机。镁合金热室压铸机是目前国外使用数量最多的镁合金压铸专用设备,具有生产效率高,浇注温度低,注型寿命长,易实现熔体保护等特点。主要缺点是设备成本和维修费用较高。 镁合金压铸时,合金液冲填压型时的高速湍流运动,使腔内气体无法排出,会导致组织疏松,甚至铸件表面鼓包或变形。压铸工艺参数如压力、速度、熔体温度、模具温度等对铸件性能都有显着影响。许多新压铸方法,包括真空压铸、充氧压铸和挤压铸造等一定程度上克服了以上缺点,减少了铸件组织疏松和气孔等缺陷,提高了铸件致密度。美国俄亥俄州精
数控等离子切割机技术要求 1.设备名称:数控等离子切割机。 2.数量:1台(配两套切割装置) 3. 执行标准: ISO 9013 DIN2310标准C精度及国家相关标准 4. 设备使用环境: 环境温度:-20~40℃。 相对湿度:小于等于90%。 供电电压:380V±10%/220V±10%,供电频率50Hz±2%。 5. 切割气体:氧气、空气, 6.主要技术规格参数及基本配置要求: 项目基本情况说明:利用现有轨道基础,新增1台全新数控等离子切割机主机(国际知名品牌),更换电控箱加装空调,与现有工作台及除尘系统配套。 6.1. 机器规格及性能参数: 6.1.1. 规格:轨距4100mm;导轨长度18000mm,纵向双边驱动。6.1.2. 性能参数:快速行走速度:24000mm/min;切割速 度:0-6000mm/min;横向导向精度:±0.40 mm/有效长度;纵向导向精度:±0.2mm/10m;定位精度:±0.2mm/10m;重复精度:+/-0.3mm;纵横向导轨直线度:±0.2mm /10m;对角线精度:2M×4M方的对角误差≦±0.5mm。 6.1.3. 切割材料种类:低碳钢, 低合金钢Q450NQR1、Q235-A、Q345-A、TCS345、T4003。
6.1.4. 工作介质: 空气、氧气。 6.1.5. 电源要求:单相交流电220V(±10%),50 Hz,6KVA (机器) 三相交流电380V(±10%),50 Hz,33KW(单台等离子) 6.1.6. 切割能力:等离子切割:最大穿孔厚度:32mm(碳钢),最大切割厚度:75mm(碳钢),无熔渣质量切割厚度:20mm(碳钢)。 6.1. 7. 切割工件几何形状: 切割各种几何形状的直线工件。 6.2 控制系统和自动编程系统 热切割专用数控控制系统(国际知名品牌),采用先进的模块化结构设计,集成专家切割数据库技术,功能完善,性能稳定可靠。采用EtherCAT 系统总线控制技术、最大限度的提高系统可靠性、并免受外界的干扰。 各驱动轴采用独立全闭环交流伺服(包含X/Y1/Y2/Z轴)。 逻辑控制部分为组态式PLC控制,部件选用国际品牌BACK OFF 或相当,维护保修方便. 6.2.1硬件配置:15”真彩触摸宽视屏,分辨率1024 x 768;320GB 硬盘;网线通讯;2G RAM;Intel Celeron 1.9 GHz, 2 cores;USB接口;UPS后备电源,断电延时关机功能。 6.2.2 软件配置:基于https://www.doczj.com/doc/7717595132.html,技术的控制软件设计;Win7操作系统;TwinCAT NC&PLC 运行软件;先进的HMI 切割软件;微软MSES 防病毒软件。 6.2.3 运行环境:温度:-20°C -45 °C;湿度:0- 95%不凝露;供给电压:220 V +/-10% 。 6.2.4 数控系统功能:能实时监控并调整机器的同步误差控制;平行输入,多过程控制(多种切割方式控制);自动加减速运动的控制;角度