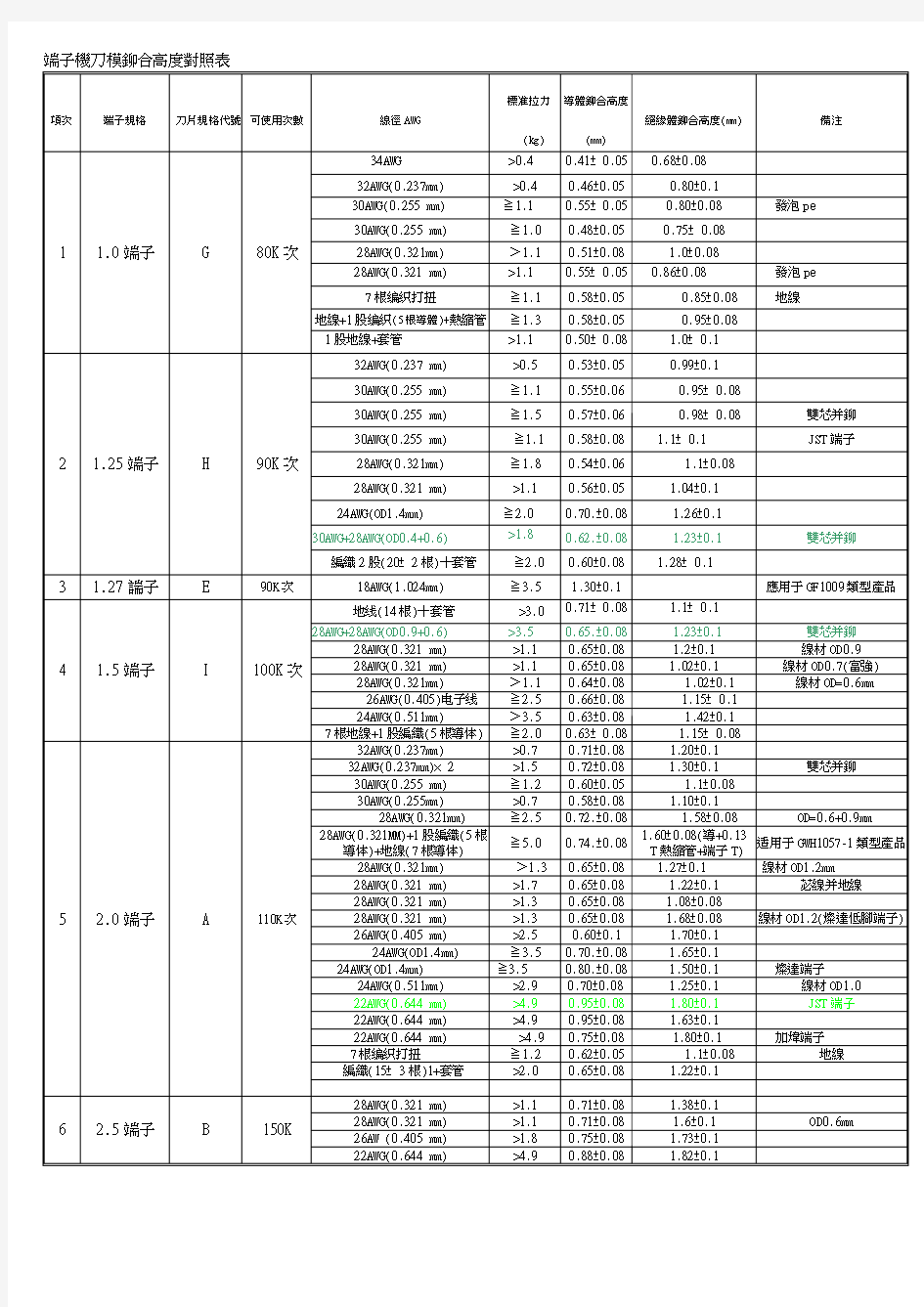
項次端子規格刀片規格代號可使用次數線徑AWG
(kg)(mm)
絕緣體鉚合高度(mm)備注
1 1.0端子G80K次
34AWG>0.40.41±0.050.68±0.08
32AWG(0.237mm)>0.40.46±0.050.80±0.1
30AWG(0.255mm)≧1.10.55±0.050.80±0.08發泡pe 30AWG(0.255mm)≧1.00.48±0.050.75±0.08
28AWG(0.321mm)>1.10.51±0.08 1.0±0.08
28AWG(0.321mm)>1.10.55±0.050.86±0.08發泡pe
7根编织打扭≧1.10.58±0.050.85±0.08地線
地線+1股编织(5根導體)+熱縮管≧1.30.58±0.050.95±0.08
1股地線+套管>1.10.50±0.08 1.0±0.1
2 1.25端子H90K次
32AWG(0.237mm)>0.50.53±0.050.99±0.1
30AWG(0.255mm)≧1.10.55±0.060.95±0.08
30AWG(0.255mm)≧1.50.57±0.060.98±0.08雙芯并鉚30AWG(0.255mm)≧1.10.58±0.08 1.1±0.1JST端子28AWG(0.321mm)≧1.80.54±0.06 1.1±0.08
28AWG(0.321mm)>1.10.56±0.05 1.04±0.1
24AWG(OD1.4mm)≧2.00.70.±0.08 1.26±0.1
30AWG+28AWG(OD0.4+0.6)>1.80.62.±0.08 1.23±0.1雙芯并鉚編織2股(20±2根)+套管≧2.00.60±0.08 1.28±0.1
3 1.27諯子E90K次18AWG(1.024mm)≧3.5 1.30±0.1應用于GF1009類型產品
4 1.5端子I100K次
地线(14根)+套管>3.00.71±0.08 1.1±0.1
28AWG+28AWG(OD0.9+0.6)>3.50.65.±0.08 1.23±0.1雙芯并鉚28AWG(0.321mm)>1.10.65±0.08 1.2±0.1線材OD0.9
28AWG(0.321mm)>1.10.65±0.08 1.02±0.1線材OD0.7(富強) 28AWG(0.321mm)>1.10.64±0.08 1.02±0.1線材OD=0.6mm
26AWG(0.405)电子线≧2.50.66±0.08 1.15±0.1
24AWG(0.511mm)>3.50.63±0.08 1.42±0.1
7根地線+1股編織(5根導体)≧2.00.63±0.08 1.15±0.08
5 2.0端子A110K次
32AWG(0.237mm)>0.70.71±0.08 1.20±0.1
32AWG(0.237mm)×2>1.50.72±0.08 1.30±0.1雙芯并鉚
30AWG(0.255mm)≧1.20.60±0.05 1.1±0.08
30AWG(0.255mm)>0.70.58±0.08 1.10±0.1
28AWG(0.321mm)≧2.50.72.±0.08 1.58±0.08OD=0.6+0.9mm
28AWG(0.321MM)+1股編織(5根
導体)+地線(7根導体)
≧5.00.74.±0.08
1.60±0.08(導+0.13
T熱縮管+端子T)
适用于GWH1057-1類型產品28AWG(0.321mm)>1.30.65±0.08 1.27±0.1線材OD1.2mm
28AWG(0.321mm)>1.70.65±0.08 1.22±0.1苾線并地線
28AWG(0.321mm)>1.30.65±0.08 1.08±0.08
28AWG(0.321mm)>1.30.65±0.08 1.68±0.08線材OD1.2(燦達低腳端子) 26AWG(0.405mm)>2.50.60±0.1 1.70±0.1
24AWG(OD1.4mm)≧3.50.70.±0.08 1.65±0.1
24AWG(OD1.4mm)≧3.50.80.±0.08 1.50±0.1燦達端子24AWG(0.511mm)>2.90.70±0.08 1.25±0.1線材OD1.0
22AWG(0.644mm)>4.90.95±0.08 1.80±0.1JST端子
22AWG(0.644mm)>4.90.95±0.08 1.63±0.1
22AWG(0.644mm)>4.90.75±0.08 1.80±0.1加煒端子
7根编织打扭≧1.20.62±0.05 1.1±0.08地線
編織(15±3根)1+套管>2.00.65±0.08 1.22±0.1
6 2.5端子B150K 28AWG(0.321mm)>1.10.71±0.08 1.38±0.1
28AWG(0.321mm)>1.10.71±0.08 1.6±0.1OD0.6mm 26AW(0.405mm)>1.80.75±0.08 1.73±0.1
22AWG(0.644mm)>4.90.88±0.08 1.82±0.1
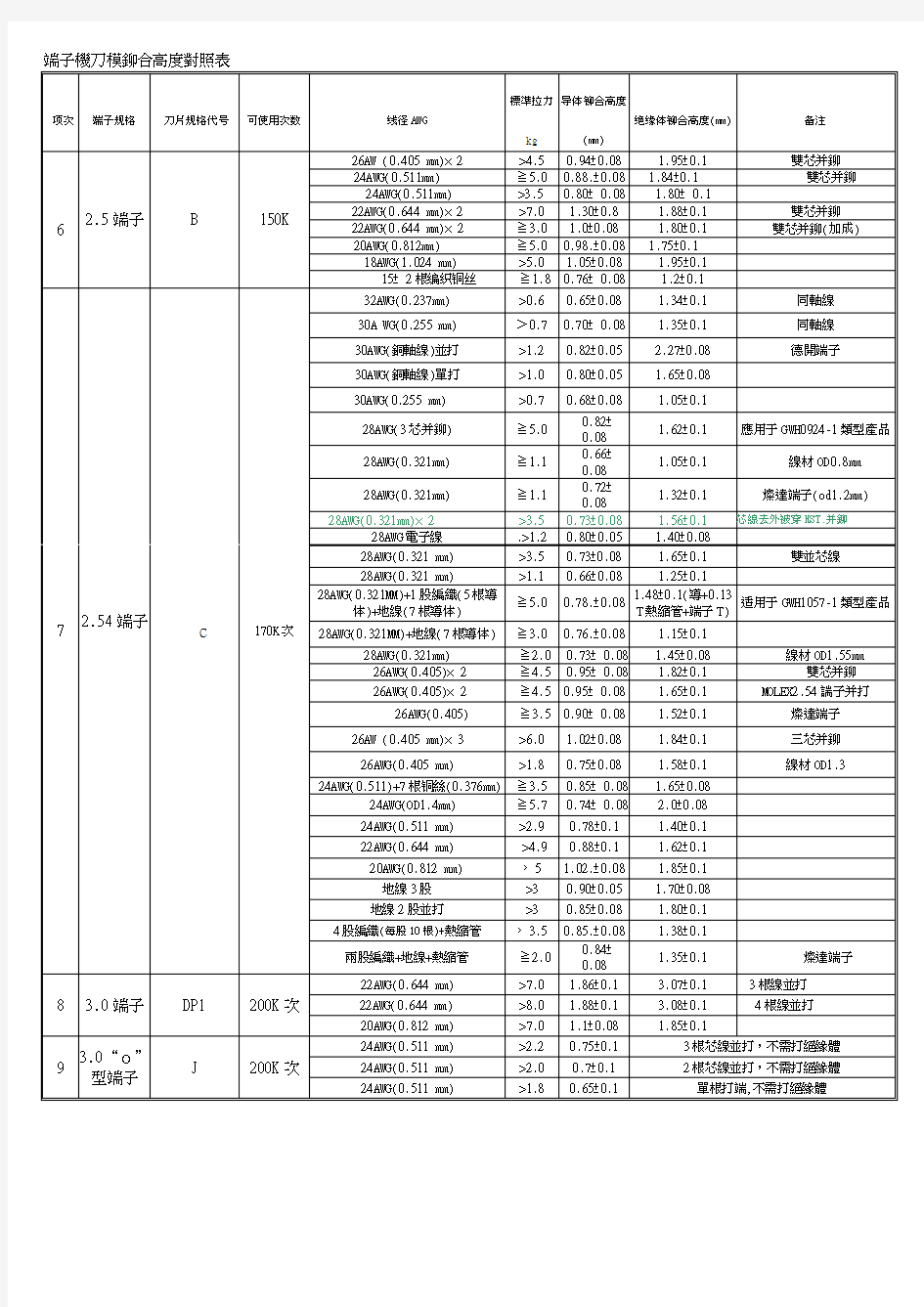
项次端子规格刀片规格代号可使用次数线径AWG
kg(mm)
绝缘体铆合高度(mm)备注
62.5端子B150K
26AW(0.405mm)×2>4.50.94±0.08 1.95±0.1雙芯并鉚
24AWG(0.511mm)≧5.00.88.±0.08 1.84±0.1雙芯并鉚
24AWG(0.511mm)>3.50.80±0.08 1.80±0.1
22AWG(0.644mm)×2>7.0 1.30±0.8 1.88±0.1雙芯并鉚
22AWG(0.644mm)×2≧3.0 1.0±0.08 1.80±0.1雙芯并鉚(加成)
20AWG(0.812mm)≧5.00.98.±0.08 1.75±0.1
18AWG(1.024mm)>5.0 1.05±0.08 1.95±0.1
15±2根编织铜丝≧1.80.76±0.08 1.2±0.1
72.54端子
c170K次
32AWG(0.237mm)>0.60.65±0.08 1.34±0.1同軸線
30A WG(0.255mm)>0.70.70±0.08 1.35±0.1同軸線
30AWG(銅軸線)並打>1.20.82±0.05 2.27±0.08德開端子
30AWG(銅軸線)單打>1.00.80±0.05 1.65±0.08
30AWG(0.255mm)>0.70.68±0.08 1.05±0.1
28AWG(3芯并鉚)≧5.0
0.82±
0.08
1.62±0.1應用于GWH0924-1類型產品
28AWG(0.321mm)≧1.1
0.66±
0.08
1.05±0.1線材OD0.8mm
28AWG(0.321mm)≧1.1
0.72±
0.08
1.32±0.1燦達端子(od1.2mm)
28AWG(0.321mm)×2>3.50.73±0.08 1.56±0.1芯線去外被穿HST.并鉚
28AWG電子線.>1.20.80±0.05 1.40±0.08
28AWG(0.321mm)>3.50.73±0.08 1.65±0.1雙並芯線
28AWG(0.321mm)>1.10.66±0.08 1.25±0.1
28AWG(0.321MM)+1股編織(5根導
体)+地線(7根導体)
≧5.00.78.±0.08
1.48±0.1(導+0.13
T熱縮管+端子T)
适用于GWH1057-1類型產品
28AWG(0.321MM)+地線(7根導体)≧3.00.76.±0.08 1.15±0.1
28AWG(0.321mm)≧2.00.73±0.08 1.45±0.08線材OD1.55mm
26AWG(0.405)×2≧4.50.95±0.08 1.82±0.1雙芯并鉚
26AWG(0.405)×2≧4.50.95±0.08 1.65±0.1MOLEX2.54諯子并打
26AWG(0.405)≧3.50.90±0.08 1.52±0.1燦達端子
26AW(0.405mm)×3>6.0 1.02±0.08 1.84±0.1三芯并鉚
26AWG(0.405mm)>1.80.75±0.08 1.58±0.1線材OD1.3
24AWG(0.511)+7根铜絲(0.376mm)≧3.50.85±0.08 1.65±0.08
24AWG(OD1.4mm)≧5.70.74±0.08 2.0±0.08
24AWG(0.511mm)>2.90.78±0.1 1.40±0.1
22AWG(0.644mm)>4.90.88±0.1 1.62±0.1
20AWG(0.812mm)﹥5 1.02.±0.08 1.85±0.1
地線3股>30.90±0.05 1.70±0.08
地線2股並打>30.85±0.08 1.80±0.1
4股編織(每股10根)+熱縮管﹥3.50.85.±0.08 1.38±0.1
兩股編織+地線+熱縮管≧2.0
0.84±
0.08
1.35±0.1燦達端子
8 3.0端子DP1200K次22AWG(0.644mm)>7.0 1.86±0.1 3.07±0.13根線並打22AWG(0.644mm)>8.0 1.88±0.1 3.08±0.14根線並打20AWG(0.812mm)>7.0 1.1±0.08 1.85±0.1
93.0“o"
型端子
J200K次
24AWG(0.511mm)>2.20.75±0.13根芯線並打,不需打絕緣體
24AWG(0.511mm)>2.00.7±0.12根芯線並打,不需打絕緣體
24AWG(0.511mm)>1.80.65±0.1單根打端,不需打絕緣體
项次端子规格刀片规格
代号可使用次数线径AWG標準拉
(kg)
导体铆合高度
(mm)
绝缘体铆合高度
(mm)
备注
10 3.2端子Y200K次20AWG(0.812mm)>7.7 2.40±0.14根芯線並打,不需打絕緣體18AWG(1.024mm)>10 1.80±0.13根芯線並打,不需打絕緣體
11 3.5端子L170K 24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子24AWG(0.511)+7根铜絲(0.376mm)>3.00.82±0.05 1.72±0.08燦達端子
12 3.96端子D200K次20AWG(0.812mm)﹥5 1.20.±0.08 2.4±0.1燦達端子
13 5.08端子E200K次
22AWG+26AWG>7.0 1.42±0.1 2.50±0.1
22AWG+26AWG+26AWG>7.5 1.52±0.1 3.05±0.1
22AWG>6.0 1.13±0.1 2.05±0.1
22AWG(OD2.1mm)>10 1.75±0.08 3.15±0.1
18AWG(OD2.1mm)>10 1.4±0.08 2.4±0.1
18AWG(1.024mm)備注欄 1.25±0.1 2.20±0.1>7.5<10kg 22AWG(0.644mm)>6.0 1.13±0.1 2.05±0.1
14
SATA15PIN端子F200K次
20AWG(OD1.8mm)≧3.6 1.35±0.0.08 1.27端子
18AWG(OD1.8mm)≧10 1.40±0.08 2.4±0.1
SATA7+6PIN端子F200K次26AWG(0.405)电子线≧2.50.64±0.06按鍍錫后再鉚壓量測SATA7+15PIN端子F200K次18AWG(1.024mm)電子線﹥6.0 1.40±0.08
15S-ATA端子F200K次30AWG(0.255mm)>1.00.62±0.03宏技新CONNECTOR
30AWG(0.255mm)>1.00.69±0.03
上端CONNECTOR
30AWG(0.255mm)>1.20.80±0.03(双苾并打)
28AWG(0.321mm)>1.80.74±0.05
28AWG(0.321mm)>1.80.85±0.06(双苾并打)
26AWG(0.405mm)>2.00.78±0.05
22AWG電子線>3.6 1.16±0.1
30AWG(0.255mm)≧1.0
0.56﹢0﹣
0.04
第1.7PIN單芯(創意新)新刀模
30AWG(0.255mm)>1.2
0.70﹢0﹣
0.05
第4芯線雙芯並打鉚高(創意新)新刀模30AWG(0.255mm)≧1.0
0.60﹢0﹣
0.05
第2.3.5.6PIN單芯(創意新)新刀模28AWG(0.321mm)>1.80.60±0.04第四芯線並打鉚高0.75±0.08
26AWG(0.405mm)>2.00.70±0.08
16HDMI端子HDMI500K次30AWG(0.255mm)>0.70.60±0.06鉚高為芯線鍍錫后高度
备注:刀模编号为:刀模编号+端子供应商编号
加成:刀模编号+JA加纬:刀模编号+JW灿达:刀模编号+CD维林:刀模编号+WL升呜:刀模编号+SM富强:刀模编号+FQ朝贵:刀模编号+CG 如:加成2.0端子:AJA
核準:審核制表:
端子拉力测试标准(国标) 端子与电线连接应牢固,在规定的拉力下不应损伤和脱开,其拉力值应不小于表2的规定。 表2 拉力值
采用刺破连接方法时应符合下列要求: 1. 电线端面应平整,并与电线的轴线相垂直。端面处导体与绝缘层应在同一平面上。在连接处电线应不弯曲,并在图3所示a区内可见电线端部。 2 .端子与电线连接应牢固,在规定的拉力下不应损伤和脱开。0.35mm2电线拉力值应不小于50N。 什么是AWG? AWG是American Wire Gauge的简称,单线导体是根据直径、绞线是根据横截面积来决定线号。 CANARE公司使用的导体线号如下表所示。另外,线号越大说明导体的横截面积越小。 AWG 导体横截面积(mm2) 13 2.81 14 2.18 15 1.75 16 1.27 18 1.00 20 0.51,0.56 22 0.34,0.37,0.39 23 0.29,0.30,0.31 24 0.20,0.22,0.23 25 0.18 26 0.14,0.15 28 0.08,0.09 31 0.04 双绞线 100欧姆屏蔽电缆 5类4对24AWG 100欧 5类4对26AWG 屏蔽软线 100欧姆非屏蔽电缆 6类4对23AWG的UTP或SCTP 超5类4对24AWG非屏蔽电缆 5类 4对24AWG 4对24AWG非屏蔽软线 25对24AWG非屏蔽软线 4类
4对24AWG非屏蔽线 25对24AWG非屏蔽线 3类 4对24AWG非屏蔽线 25对24AWG非屏蔽线双体电缆 24AWG非屏蔽4/4对 24AWG非屏蔽/屏蔽4/4对 24/22AWG非屏蔽/屏蔽 4/2对 24AWG非屏蔽2/2对 150欧姆屏蔽电缆 1A型 6A型 9A型
序号 端 子 型 号 适 用 线 材 AWG SA(mm) 压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm 1 6.3直插(250直)22#0.33 1.25±0.05 45N以上6 20# 0.5 1.35±0.05 73N以上 18#0.81 1.40±0.0591N以上 16# 1.32 1.65±0.05136N以上 14# 2.08 1.70±0.05 270N以上 2 6.3旗形(250旗) 18# 0.81 1.30±0.0582N以上5 16# 1.32 1.40±0.05 133N以上 14# 2.08 1.55±0.05 194N以上 3 4.8直插(187直) 22# 0.33 1.10±0.0545N以上 20# 0.5 1.15±0.0573N以上 18# 0.81 1.25±0.0591N以上 16# 1.32 1.30±0.05136N以上 4 4.8旗形(187旗) 20# 0. 5 0.95±0.0561N以上 4.2 18# 0.81 1.00±0.05 82N以上 16# 1.32 1.10±0.05133N以上 5 4.2o型(SRA) 24# 0.21 0.85±0.0520N以上 5.5 22# 0.330.90±0.05 39N以上 20# 0.5 1.65±0.05 61N以上 18# 0.81 1.70±0.05 82N以上 16# 1.25 1.75±0.05 133N以上 14# 2 1.80±0.05 194N以上 6 4.2u型(SAA) 20# 0.5 1.60±0.0561N以上 5.5 18# 0.81 1.65±0.05 82N以上 16# 1.25 1.70±0.05 133N以上 14# 2 1.75±0.05 194N以上 7 3.96间距 22# 0.33 1.05±0.05 45N以上4? 20# 0.5 1.10±0.0565N以上 18# 0.81 1.15±0.0580N以上 8 2.5mm间距(XH) 28# 0.08 0.60±0.05 10N以上3 26# 0.130.65±0.0520N以上 24# 0.210.70±0.05 30N以上 22# 0.830.75±0.05 40N以上92mm间距(PH) 28# 0.080.50±0.05 10N以上 2.5 26# 0.130.55±0.0520N以上 24# 0.210.60±0.0530N以上 常见端子尺寸拉力规范 备注:类似端子型号按此规范执行。
标
端子压着检验规范
题
文件编号 版本版次 发行日期 页码
2011111101 A.0
2011-11-11 Page 1 of 4
1. 目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.
2. 范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
1.端子配合区
C
ab
拉力强度
2.弹片
F 3.芯线观察窗口
4.芯线压着部(IS)
5.喇叭口
C:压着高度(Crimp Height)
6.绝缘皮观察窗口 7.绝缘皮压着部(WS)
4.2 各部位压着规范标准:
8.料带
1. 端子配合区----------沒有压伤、损伤、扭曲、变形
2. 弹片----------------沒有变形
3. 芯线观察窗口--------必須能看到电线的芯线,芯线露出范围为 0.29-.1.料0m带m
4. 芯线压着部----------必須完全闭合并包含所有芯线,不可看到绝缘外皮
5. 喇叭口--------------後喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm
6. 绝缘皮观察窗口------必須同時能看到芯線和绝缘外皮
7. 绝缘皮压着部--------必須铆合紧密,电线不可有移动之情形
8. 料帶----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围为 0-0.5 mm
4.3 端子各部位压着确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
項次端子規格刀片規格代號可使用次數線徑AWG (kg)(mm) 絕緣體鉚合高度(mm)備注 1 1.0端子G80K次 34AWG>0.40.41±0.050.68±0.08 32AWG(0.237mm)>0.40.46±0.050.80±0.1 30AWG(0.255mm)≧1.10.55±0.050.80±0.08發泡pe 30AWG(0.255mm)≧1.00.48±0.050.75±0.08 28AWG(0.321mm)>1.10.51±0.08 1.0±0.08 28AWG(0.321mm)>1.10.55±0.050.86±0.08發泡pe 7根编织打扭≧1.10.58±0.050.85±0.08地線 地線+1股编织(5根導體)+熱縮管≧1.30.58±0.050.95±0.08 1股地線+套管>1.10.50±0.08 1.0±0.1 2 1.25端子H90K次 32AWG(0.237mm)>0.50.53±0.050.99±0.1 30AWG(0.255mm)≧1.10.55±0.060.95±0.08 30AWG(0.255mm)≧1.50.57±0.060.98±0.08雙芯并鉚30AWG(0.255mm)≧1.10.58±0.08 1.1±0.1JST端子28AWG(0.321mm)≧1.80.54±0.06 1.1±0.08 28AWG(0.321mm)>1.10.56±0.05 1.04±0.1 24AWG(OD1.4mm)≧2.00.70.±0.08 1.26±0.1 30AWG+28AWG(OD0.4+0.6)>1.80.62.±0.08 1.23±0.1雙芯并鉚編織2股(20±2根)+套管≧2.00.60±0.08 1.28±0.1 3 1.27諯子E90K次18AWG(1.024mm)≧3.5 1.30±0.1應用于GF1009類型產品 4 1.5端子I100K次 地线(14根)+套管>3.00.71±0.08 1.1±0.1 28AWG+28AWG(OD0.9+0.6)>3.50.65.±0.08 1.23±0.1雙芯并鉚28AWG(0.321mm)>1.10.65±0.08 1.2±0.1線材OD0.9 28AWG(0.321mm)>1.10.65±0.08 1.02±0.1線材OD0.7(富強) 28AWG(0.321mm)>1.10.64±0.08 1.02±0.1線材OD=0.6mm 26AWG(0.405)电子线≧2.50.66±0.08 1.15±0.1 24AWG(0.511mm)>3.50.63±0.08 1.42±0.1 7根地線+1股編織(5根導体)≧2.00.63±0.08 1.15±0.08 5 2.0端子A110K次 32AWG(0.237mm)>0.70.71±0.08 1.20±0.1 32AWG(0.237mm)×2>1.50.72±0.08 1.30±0.1雙芯并鉚 30AWG(0.255mm)≧1.20.60±0.05 1.1±0.08 30AWG(0.255mm)>0.70.58±0.08 1.10±0.1 28AWG(0.321mm)≧2.50.72.±0.08 1.58±0.08OD=0.6+0.9mm 28AWG(0.321MM)+1股編織(5根 導体)+地線(7根導体) ≧5.00.74.±0.08 1.60±0.08(導+0.13 T熱縮管+端子T) 适用于GWH1057-1類型產品28AWG(0.321mm)>1.30.65±0.08 1.27±0.1線材OD1.2mm 28AWG(0.321mm)>1.70.65±0.08 1.22±0.1苾線并地線 28AWG(0.321mm)>1.30.65±0.08 1.08±0.08 28AWG(0.321mm)>1.30.65±0.08 1.68±0.08線材OD1.2(燦達低腳端子) 26AWG(0.405mm)>2.50.60±0.1 1.70±0.1 24AWG(OD1.4mm)≧3.50.70.±0.08 1.65±0.1 24AWG(OD1.4mm)≧3.50.80.±0.08 1.50±0.1燦達端子24AWG(0.511mm)>2.90.70±0.08 1.25±0.1線材OD1.0 22AWG(0.644mm)>4.90.95±0.08 1.80±0.1JST端子 22AWG(0.644mm)>4.90.95±0.08 1.63±0.1 22AWG(0.644mm)>4.90.75±0.08 1.80±0.1加煒端子 7根编织打扭≧1.20.62±0.05 1.1±0.08地線 編織(15±3根)1+套管>2.00.65±0.08 1.22±0.1 6 2.5端子B150K 28AWG(0.321mm)>1.10.71±0.08 1.38±0.1 28AWG(0.321mm)>1.10.71±0.08 1.6±0.1OD0.6mm 26AW(0.405mm)>1.80.75±0.08 1.73±0.1 22AWG(0.644mm)>4.90.88±0.08 1.82±0.1
端子铆压内部控制标准规范 【目的】: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 【范围】: 此规范适用于本公司各类端子压着检验. 【职责】: 1.1 制造部:依此规范进行生产. 1.2 质量部:负责依此规范进行检验. 1.3 工艺课:依此标准要求,适时的调节 【标准】:参阅国标QCT:29106; 大众标准VW207;IPC167等标准 【日期】:本标准从2016.9.1起执行 本标准分为6个部分,适合公司内部使用 第一部分:端子的定义 第二部分:端子的种类 第三部分:端子的铆压标准 第四部分:端子的测量和判定标准 第五部分:铆接设备的要求和确认 第一部分:端子的定义
1.如下图,端子各部位的名称进行统一定义,以便于制程管理 第二部分:端子的种类 社内主要护套、端子组件采购品牌类型厂商执行标准 YAZAKI-7282**** YAZAKI-7283**** YAZAKI-7158**** 矢崎JIS YAZAKI-7116**** YAZAKI-7114**** YAZAKI-7157**** 8240**** 住友JIS 6098**** 98014-0200(MOLEX) 雷莫UL
Tyco 9643**** Tyco 1123**** 泰科UL Tyco 1379**** Tyco 60851*** AMP 1355328 AMP 9675*** 安普UL AMP 8289*** 620262(组件) KET TUV 12066681(组件) 德尔福TUV DJ615*** 鹤壁陈氏QC-T 417.5 DJ703*** DJ611*** 正耀QC-T 417.5 DJ702*** 第三部分:端子的铆压标准 【内容】: 1.端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或 2/3的位置即可。 1.1.1.端子的内模压着导体后外露部分须超过0.2~2mm。 正确铆压如附图一: 0.2~2mm 1.2.端子不良铆压标准: 1.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导 体压着部份),此种现象将造成铜丝易断落,如附图二:
1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.0范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.0内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。 5.1.3.正确铆压见: 如附图一. 5.2.端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。 5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4.端子内模有导体外露(分叉). 如附图五。 5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 5.2. 6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7.端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3.端子内模导体压着高度测量方式:如附图九 5.4.端子外模绝缘外被压着检验方式: 5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十. 5.5.端子内模导体拉力测试及检验方式:如附图十一. 5.5.1.测试长度以150mm左右为标准 5.5.2.脱去外被20mm左右。 5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。 5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量. 5.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着
核准审核制作 钟菊兰 1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2.0范围:此规范适用于各类端子压着检验. 3.权责: 3.1.制造部:依此规范进行生产. 3.2.品保部:负责依此规范进行检验. 4.定义:无. 5.0内容: 5.1.端子正确铆压标准: 5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过~1mm。 5.1.3.正确铆压见: 如附图一. 5.2.端子不良铆压标准: 5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。 5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4.端子内模有导体外露(分叉). 如附图五。 5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 5.2. 6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7.端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3.端子内模导体压着高度测量方式:如附图九 5.4.端子外模绝缘外被压着检验方式: 5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十. 5.5.端子内模导体拉力测试及检验方式:如附图十一. 5.5.1.测试长度以150mm左右为标准 5.5.2.脱去外被20mm左右。 5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
端子压接工序检验规范
1. 目的: 为确保在生产过程中,端子压接能符合质量需求而制订此规范。 2. 范围: 此规范适用于各类端子压接检验。 3. 权责:
3.1 生产部:依此规范进行生产。 3.2 质量部:负责依此规范进行检验。 4. 内容: 4.1 端子压接部位名称:
拉力强度
F
C
ab
端子部位名称: 1.端子配合区;2.弹片;3.芯线观察区域;4.芯线压接部(IS)
5.喇叭口;6.绝缘皮观察区域;7. 绝缘皮压接部(WS);8. 连筋
C:压接高度(Crimp Height)
4.2 各部位压接规范标准: 1. 端子配合区----------沒有压伤、损伤、扭曲、变形 2. 弹片----------------沒有变形 3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 0.2-1.0mm 4. 芯线压接部----------必须完全闭合并包含所有芯线,不可看到绝缘外皮 5. 喇叭口--------------后喇叭口必須可見,最佳尺寸范围为 0.1-0.4mm 6. 绝缘皮观察窗口------必须同時能看到芯線和绝缘外皮 7. 绝缘皮压接部--------必须压接紧密,电线不可有移动之情形 8. 连筋----------------连筋(端子与端子间连接的料带切除后,保留在端子上的剩余部分)不能 损伤电线绝缘层和密封塞,连筋最大长度不应超过 0.5mm。
端子压接工序检验规范
4.3 端子各部位压接确认: 4.3.1 喇叭口位置确认
○ 良好
△ 可接受
× 不可接受
前后均有喇叭口 4.3.2 料带切断位置确认(参考)
后 方有喇叭口、前方无喇叭口 后方无喇叭口,易压伤芯线
4.3.3 电线位置确认 ○ 良好
△ 可接受
△ 可接受
× 不可接受
× 不可接受
× 不可接受
绝缘皮压接过短,此种不良现象将 绝缘皮压接过长,将造成铜丝易断落 芯线压接过短,此种现象易造 造成端子拉力不足,易脱落。 或接触不良,出现开路或瞬间开路。 成端子拉力不足,易脱落
× 不可接受
× 不可接受
× 不可接受
核准审核制作 钟菊兰 0范围:此规范适用于各类端子压着检验. 权责: 制造部:依此规范进行生产. 品保部:负责依此规范进行检验. 定义:无. 0内容: 端子正确铆压标准: 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 端子的内模压着导体后外露部分须超过~1mm。 正确铆压见: 如附图一. 端子不良铆压标准: 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。如附图二。 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。如附图三。 尾料切断部分,所剩下之料头超过1mm. 如附图四。 端子内模有导体外露(分叉). 如附图五。 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。如附图七。 端子内模压着突嘴过大(超过内模的1/3)。如附图八。 端子内模导体压着高度测量方式:如附图九 端子外模绝缘外被压着检验方式: 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。如附图十. 端子内模导体拉力测试及检验方式:如附图十一. 测试长度以150mm左右为标准 脱去外被20mm左右。 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外) 双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合 端子铆压后高度及拉力必须符合要求标准. 详细见附件一:端子铆压规格一览表. 若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。待一批生产完成后由QE定出该端子的高度及拉力的规格值。
序号冷压端子 名称 冷压端子 型号 压接使用规范剥线要求压接要求 1 叉型裸端 头UT1-3 ?剥线要求见右图所示, ?压线时裸端头压痕在端头管部的焊接缝 上,保证压接牢固 ?使用时,需增加号码管,保证号码管遮住 裸露的导线 2 UT1-4 3 UT4-5 4 SNB2-4S 5 叉型绝缘 端头 ?剥线要求见右图所示 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 6 母型绝缘 接头FDD2-250 蓝 ?剥线要求见右图所示 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 7 FDD2-250 红 8 双线插式 管形绝缘 端头TE-2*2510 ?剥线要求见右图所示 ?管形预绝缘端头压痕应在端头的管部均匀 压接 9 TE1508 1
10 TE2508 11 TE6014 12 TE10-14 13 TE4012 14 管型绝缘 端头E7508 ?剥线要求见右图所示 ?剥线要求见右图所示 管形预绝缘端头压痕应在端头的管部均匀压接 匀压接 15 E1508 16 E2508 17 E4009 18 E6012 19 E10-12 20 E16-12 2
21 圆型裸端 头?剥线要求见右图所示, ?压线时裸端头压痕在端头管部焊接缝上,保证压接牢固 ?使用时,需增加号码管,保证号码管遮住裸露的导线 22 23 OT8-6S 24 圆型绝缘 端头RV2-5 ?绝缘端头压痕应在筒中央的两边均匀压 接,?端使端头与导线压接,另一端使绝 缘管与导线绝缘层相吻合 ? 25 RV2-5L 26 压接针?绝缘压接区压缩绝缘层,但不会刺穿。?线芯伸出于导体压接区前部1-2mm ?绝缘和导体压接区之间的部分可以看见绝缘层和导体。 压接要求说明 序号压接要求图示备注 3
端子拉力标准- 文件名称端子检验标准版本 D3 第 1 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 1 页共 4页 核准审核制作 张新龙杨朝友张瑶琴 1. 0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范. 2. 0范围:此规范适用于各类端子压着检验. 3. 权责: 3.1. 制造部:依此规范进行生产. 3.2. 品保部:负责依此规范进行检验. 4. 定义:无. 5. 0内容: 5.1. 端子正确铆压标准: 5.1.1. 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2. 端子的内模压着导体后外露部分须超过0.2~1mm。 5.1.3. 正确铆压见: 如附图一. 5.2. 端子不良铆压标准: 5.2.1. 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压 着部份),此种现象将造成铜丝易断落。如附图二。
5.2.2. 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端 子拉力不足,易脱落。如附图三。 文件名称端子检验标准版本 D3 第 2 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 2 页共 4页 5.2.3. 尾料切断部分,所剩下之料头超过1mm. 如附图四。 5.2.4. 端子内模有导体外露(分叉). 如附图五。 5.2.5. 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与 H.S.G实配。如附图六。
5.2. 6. 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不 足,易脱落。如附图七。 5.2.7. 端子内模压着突嘴过大(超过内模的1/3)。如附图八。 5.3. 端子内模导体压着高度测量方式:如附图九 文件名称端子检验标准版本 D3 第 3 页共 4页 2011-04-21 QAD-WI-A015 生效日期文件编号制订部门品保部第 3 页共 4页 5.4. 端子外模绝缘外被压着检验方式: 5.4.1. 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表 面损伤或滑出,则压着高度须重新调整。如附图十.
冷压端子压接说明 Corporation standardization office #QS8QHH-HHGX8Q8-GNHHJ8
剥线要求见右图所示, 压线时裸端头压痕在端 头管部的焊接缝上,保 证压接牢固 使用时,需增加号码 管,保证号码管遮住裸 露的导线 剥线要求见右图所示 绝缘端头压痕应在筒中 央的两边均匀压接,?端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 剥线要求见右图所示 绝缘端头压痕应在筒中 央的两边均匀压接,?端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 剥线要求见右图所示 管形预绝缘端头压痕应 在端头的管部均匀压接 剥线要求见右图所示 剥线要求见右图所示 管形预绝缘端头压痕应在端头的管部均匀压接匀压接
剥线要求见右图所示, 压线时裸端头压痕在端 头管部焊接缝上,保证 压接牢固 使用时,需增加号码 管,保证号码管遮住裸 露的导线 绝缘端头压痕应在筒中 央的两边均匀压接,?端 使端头与导线压接,另 一端使绝缘管与导线绝 缘层相吻合 绝缘压接区压缩绝缘 层,但不会刺穿。 线芯伸出于导体压接 区前部1-2mm 绝缘和导体压接区之 间的部分可以看见绝 缘层和导体。 压接要求说明 剥线过程中禁止将铜芯切断 每根导线要拉勒挺直,行线做到平 直整齐,式样美观 剥线过程中不允许有中间接头、强 力拉伸导线及绝缘层破损的情况 剥线长度符合要求,禁止剥线长度 过长或过短,影响产品导电性能 导线芯插?端头后,不能有未插?的 线芯露出端?管外部 不能出现绞线的现象,不能剪断线 芯
冷压接端头的规格必须与所接?的导线直径相吻合,禁止使用大一号或以上规格的端子压接导线 剥去导线绝缘层后,应尽快与冷压接端头压接,避免线芯产?氧化膜或粘有油污 通常不允许2根导线接入1个冷压接端头,因接线端?限制必须采用时,宜先采2根导线压接的专?端头 或选???级或??级的冷压接端头。绝缘端头与?根导线压时,避免出现裸线芯露出绝缘管外的情况 裸端头的管部应套?标记套管内,避免带电裸露部份外露 标记套管的?字符号应朝外或便于观察的?向 压接过程中,注意避免压接过于靠前导致的端子压接区损坏 若止口被完全损毁,实际端子会被推向一直穿过外壳 避免剥线长度过短,或线缆未完全插入导体压接区,端接不能达到规定的拉拔力 避免剥线长度过长导致的线缆插入压接区过深。 压接过程中避免倒钩向内或向外的过度弯曲,从而影响端子完全锁入塑料外壳的能力 倒钩开口为2-10倍的材料厚度,具体根据端子类型判定
1.目的: 为确保本公司于生产过程中,端子压着能符合品质需求而制订此规
范
.
2.范围: 此规范适用于各类端子压着检验.
3. 权责:
3.1 制造部:依此规范进行生产.
3.2 品质部:负责依此规范进行检验.
4. 内容:
4.1 端子压着部位名称:
端子部位名称:
C:压着高度(Crimp Height)
4.2 各部位压着规范标准:
C
ab
拉力强度
1. 端子配合区
F 2. 弹片
1. 端子配合区----------没有压伤、损伤、扭曲、变形 3. 芯线观察窗口
2. 弹片----------------没有变形
4. 芯 线 压 着 部
3. 芯线观察窗口--------必须能看到电线的芯线,芯线露出范围为 (IS)
0.2-1.0mm
5. 喇叭口
4. 芯线压着部----------必须完全闭合并包含所有芯线,不可看到绝缘 6. 绝 缘 皮 观 察 窗
外皮 口
5. 喇 叭 口 -------------- 後 喇 叭 口 必 须 可 见 , 最 佳 尺 寸 范 围 为 7. 绝 缘 皮 压 着 部
0.1-0.4mm
(WS)
6. 绝缘皮观察窗口------必须同时能看到芯线和绝缘外皮 8. 料带
9. 料带
7. 绝缘皮压着部--------必须铆合紧密,电线不可有移动之情形
8. 料带----------------前端料带尺寸范围为 0-0.3mm,后端尺寸范围
为 0-0.5 mm
4.3 端子各部位压着确认:
4.3.1 喇叭口位置确认 ○?? 良好
△?? 可接受
×?? 不可接受
前后均有喇叭口
后方有喇叭口、前方无喇叭 后方无喇叭口,易压伤芯
口
线
4.3.2 料带切断位置确认(参考)
4.3.3 电线位置确认 ○? 良好
△? 可接受
△? 可接受
×??不可接受
×??不可接受
×??不可接受
端子拉力测试标准 Jenny was compiled in January 2021
端子拉力测试标准 参照JST的 序号端子型号适用线材压接高度 单位:mm 抗拉强度 单位:N 开口长度/ {6 L3 @% W3 y, p 单位:mm AWG SA (mm)六西格玛品质论坛# V( p, D& [5 k# B O 1 直插(250 直) 22# ± 45N以上 66 W, F+ V/ v: F3 ^! p1 K 20# ± 73N以上" W( S( w! 2 \% r3 K1 @) B7 n 18# ± 91N以上' A/ [; D* w. j/ t8 z 16# ± 136N以上 14# ± 270N以上
旗形(250 旗) 18# ± 82N以上 5 16# ± 133N以上六西格玛品质论坛, I$ y+ O; w' [9 i A 14# ± 194N以上 3 直插(187 直) 22# ± 45N以上 m9 ` O$ s$ b2 d9 w9 S. I 20# ± 73N以上 18# ± 91N以上 W& G. y1 P1 \% { 16# ± 136N以上 4 旗形(187 旗) 20# ± 61N以上( y. f4 p2 U! }7 L: ]6 [. Y' E& C 18# ± 82N以上六西格玛品质论坛+ r8 r+ \' l. h0 q& X' I
16# ± 133N以上0 i. i( E _* k 5 型 (SRA) 24# ± 20N 以上 }! v% T: v3 m" e1 Y% f3 j 22# ± 39N以上 20# ± 61N以上 18# ± 82N以上 16# ± 133N以上 14# 2 ± 194N以上! y' e; v0 u2 Z: K4 S 6 型 (SAA) 20# ± 61N 以上 18# ± 82N以上 16# ± 133N以上, n$ {/ o% Q* T6 J9 l7 z
端子压接标准
1.范围 本文件作为通用指导性文件适用于CODEN 青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DIN EN 60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。 导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤, 如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。 逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 3.3.1外观 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。
端子拉力测试标准 参照JST的 序号端子型号适用线材压接高度 单位:mm 抗拉强度 单位:N 开口长度 单位:mm AWG SA (mm) 1 直插(250直) 22# ± 45N以上 6 20# ±73N以上 18# ±91N以上 16# ±136N以上 14# ±270N以上 旗形(250旗) 18# ± 82N以上 5 16# ±133N以上 14# ±194N以上 3 直插(187
直) 22# ± 45N以上 5 20# ±73N以上 18# ±91N以上 16# ±136N以上 4 旗形(187旗) 20# ± 61N以上 18# ±82N以上 16# ±133N以上 5 型(SRA) 24# ± 20N 以上 22# ±39N以上 20# ±61N以上 18# ±82N以上 16# ±133N以上 14# 2 ±194N以上 6 型(SAA) 20# ± 61N 以上
18# ±82N以上 16# ±133N以上 14# 2 ±194N以上 7 间距 22# ± 45N以上 4 20# ±65N以上 18# ±80N以上 8 间距(XH) 28# ± 10N 以上 3 26# ±20N以上 24# ±30N以上 22# ±40N以上 2mm间距(PH) 28# ± 10N以上 26# ±20N以上 24# ±30N以上
备注:类似端子型号按此规范执行。 端子拉力测试标准 参照JST的 序号/ 端子型号/ 适用线材/ 压接高度单位:mm/ 抗拉强度..单位:N/ 开口长度.单位:mm0W M S&n3{*dh AWG SA(mm) 1直插(250直) 22# ±45N以上 6 20# ± 73N以上 18# ± 91N以上 16# ± 136N以上 14# ± 270N以上 2 旗形(250旗) 18# ±82N以上 5 K MT%U O [6A 16# ± 133N以上 14# ± 194N以上 3 直插(187直) 22# ±45N以上 D7q f 20# ± 73N以上
1.范围 本文件作为通用指导性文件适用于CODEN青岛工厂端子压着作业。 本文件定义了开式端子的压接及测试的标准,同时适用于手工和自动机器压着。 当本文件与具体的作业性文件在内容上会有不同甚至冲突时,应按照作业性文件的为准。 2.参考文件 GB-T18290-2 DINEN60352-2 3.内容 3.1端子基础知识 端子各部分功能: 嵌合区: 接触导电,与对应的连接器端子接触导电。 其接触程度决定了导电的效果。变形、脏污、镀层不良都会使其功能上受影响,甚至成为导致故障的致命原因。导体压接部: 是端子与线材连接的重要部分。通常,压接后的管理,包括对压接高度、宽度、拉拔力、截面分析等。其中压接高度是最重要的管理项目。 绝缘压接部: 将线材的绝缘外皮铆住,具有保护作用。 当压接较松时,绝缘压接片很容易从线上脱落,无法缓冲外部压力,而产生断线不良。 压接过紧时,线芯会受到损伤,也会发生断线不良。 钟形口: 压着时在导体压接处钟形口的圆弧结构能减轻对线芯的损伤,如果没有喇叭口或是钟形口形状不良,都会导致线芯受到损伤,甚至会导致断线。拉拔力也会不合格。逆止卡爪(卡口片): 具有锁住端子的作用。如果此部份变形,插入塑壳及主体后,会出现脱落等不良。 尾料片: 产生于端子与料带分离的连桥残余。长度过大容易伤线。 3.2端子压着过程:
3.3压接完成品标准: 在拉拔力和压着高度保证的前提下,压着状态应满足的以下要求: 1.绝缘压着区应能同时可见导体和绝缘外皮。 目测参考:导体与绝缘皮各占1/2 2.绝缘压接区应有至少保证紧密包裹绝缘外皮的圆周长的1/2。 3.导体压接区应可见芯线(导体)伸出,但不能太大。 尺寸要求:0.2~1.0mm 4.嵌合部不可变形,逆止卡爪不可变形。 5.导体压着部,绝缘体压着部两压接片之间不可有间隙。 6.钟形口)可以在导体压接片的两侧形成,也可以只在如图的这一侧形成 钟形口轴向长度不可过小或过大。其尺寸取决于所压接的线材,可参考以下: 0,03-0,56mm2(AWG32-20):0,25±0,15mm 0,30-0,81mm2(AWG22-18):0,3±0,15mm 7.尾料片应可见,但长度不可太大。 尺寸要求:max0.5mm. 8.端子上下弯曲不大于5° 9.端子左右弯曲不大于3° 10.端子扭曲不大于5° 3.4导体压着截面分析: 3.4.1压着截面切片的制做要求: 切面应垂直于线的轴向方向,在压接区域的最中间位置进行选取。但同时,当导体压接区压接端子上设置有规则凸起时,应进行相应避开。为了获取较好的截面效果,应对切片截面进行研磨和蚀刻。 1.压接高度: 一般端子厂家会提供具体产品所对应的压着高度。 线材型号压着高度公差 0,03-0,20mm2(AWG32-24) ±0,02mm 0,20-0,50mm2(AWG24-20) ±0,03mm 0,30-0,81mm2(AWG22-18) ±0,04mm B. *以下为UL1007线压着时参考值。
6.绝缘皮观察窗口 必须同时能看到芯线和绝缘外皮 1. 目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规 范 2. 范围:此规范适用于各类端子压着检验 3. 权责: 3.1制造部:依此规范进行生产. 3.2品质部:负责依此规范进行检验. 4.内容: 4.1端子压着部位名称: 端子部位名称: 0.2-1.0mm 4. 芯线压着部 ------- 必须完全闭合并包含所有芯线,不可看到绝缘 外皮 5. --------------------------- 喇叭口 後喇叭口必须可见,最佳尺寸范围为 0.1-0.4mm C: 4.2 压着高度(Xrimp Height |) 各部位压着规范标准: C 口 P7~I ___________ L 1.端子配合区 --------- 拉力强度 f 没有压伤、损伤、扭曲、变形 1. 2. 3. 端子配合区 弹片 芯线观察窗口 2.弹片 没有变形 3. 芯线观察窗口 4. 芯线压着部 必须能看到电线的芯线,芯线露出范围为
7.绝缘皮压着部------ 必须铆合紧密,电线不可有移动之情形 8.料带----------- 前端料带尺寸范围为0-0.3mm,后端尺寸范围 为0-0.5 mm 4.3端子各部位压着确认: 4.3.3电线位置确认
4.4端子芯线压着高度(CH和绝缘皮压着高度(IH)测量方式 4.5压着模具确认 4.5.1压着模具部件磨损、变形、损伤时的交换标准 4.5.2压着机、压着模具调整不良及磨损时,端子容易发生的变形及判 断标准 △ ?可接受△ ?可接受
4.6端子外模绝缘外被压着检验方式: 461绝缘外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损 伤或滑出,则压着高度须重新调整,如附图: 4.7端子内模导体拉力测试及检验方式,如附图: 4.7.1测试长度以150m左右为标准 4.7.2脱去外被20m左右 4.7.3以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针
端子与线材的拉拨力测试方法及标准 1. 拉拔力测试方法 1.1. 取三条已压接好端子的电线备用。 1.2. 松开拉力机上的端子夹(逆时针旋动夹子上的蝴蝶形螺栓为松开状),将电线上的一 个端子的颈部夹入夹具中并锁紧。注意不能夹住端子上的压接部位。如图1.2.1为正确夹线,图1.2.2为错误夹线。 1.3. 拉力表清零:按下拉力表下部的清零开关,使数值清零。旋动表盘,让指针对准0 刻度。如下图所示。(注意:清零开关上的黑点必须对准“PEAK ”处的小点。) 1.4. 将拉力机侧边的长拉杆拔向表盘方向,使夹线滑块复位。松开夹线滑块(向表盘方向 拉滑块侧边的手柄则为松开状,反之则锁紧),将电线的尾端拉直后放入夹线滑块内,锁紧滑块将线夹紧。如下图所示。 图1.2.2 错误夹线图 图1.2.1 正确夹线图 禁止夹住端子上的压接部位 清零开关 夹住端子颈 部的无线处
1.5. 拉力测试:向上慢慢抬起长拉杆,此时表盘出现读数,直到端子与电线脱离为止。 1.6. 查看拉力表上指针指向的最大拉力值,并与拉力标准对比来判定拉力是否合格。读数 方法:读表盘外圈数值,每一小格等于2N ,拉力值=小格总数×2N 。如图1.6所示的表盘读数为120N 。【注:表盘的内圈为KG 值,每一小格等于0.02KG 。】 1.7. 用同样的方法再测试2条线,如果全部符合标准要求方为合格。可以继续生产。 2. 拉拔力判定标准: 2.1. 合格:标准拉力≤拉力<极限拉力,判定合格。 手柄在此位置表示夹线滑块在松开状态 手柄在此位置表示夹线滑块在锁紧状态 图1.6 拉力值=120N
2.2.不合格:拉力<标准拉力,判定为不合格,端子易松脱。 2.3.不合格:拉力≥极限拉力,判定为不合格,拉力太大,端子压得太紧。 2.4.拉力测试标准参数