漏磁探伤原理
第一节磁学基础知识
一、磁现象和磁场
载流导体的周围存在着磁场,磁化后的物体如磁铁棒的周围也存在着磁场,虽然磁铁棒磁场和载流导体周围磁场的产生不一样,但都认为磁场是由电流产生的。在历史上很长一段时间里,磁学和电学的研究一直彼此独立地发展着。人们曾认为磁与电是两类截然分开的现象,直至19世纪,一系列重要的发现才打破了这个界限,使人们开始认识到电与磁之间有着不可分割的联系。
一个电子围绕原子核在轨道上旋转,形成一个微小的电流环。由于电流环的存在,就有磁场。而所有物质的原子周围都有电子旋转,所以我们可以想象所有的物质都有磁效应。这种效应对大多数物质是很微弱的,但有一些物质,包括铁、镍、钴等,具有很强的磁效应。电子除沿轨道的运动外,还存在本省的自转,这两种运动都能产生磁效应,而电子自转的效应是主要的。这种电子或电荷的运动相当一个非常小的电流环,这个小电流环在效果上就是一个微小的磁铁。显然每一个原子电流环的磁矩都很小,但是一根磁铁棒里的亿万个原子电流环所呈现的总效应就能在磁铁棒的周围形成一个强大的磁场。
所有磁化物体都有一个北极(N极)和一个南极(S极),它们不能独立地存在。磁极不能孤立存在,而电荷却可以。这是磁场和电场的重要区别之一。
二、相对磁导率和磁性物质
磁导率标示材料被磁化的难易程度,它的符号μ表示,单位为H/m。
为了比较各种材料的导磁能力,把任何一种材料的磁导率与真空磁导率的比值,叫做这种材料的相对磁导率,用μr表示。
按照物质的磁性质,一般材料可分为抗磁性、顺磁性和铁磁性三类。
(1)抗磁性物质:置于磁场中,其内部的磁感应强度将减小,相对于磁导率μr略小于1。铜、铅等为抗磁性物质。
(2)顺磁性物质:置于磁场中,其内部的磁感应强度将增加,相对磁导率μr略大于1。铝、锰等为顺磁性物质。
(3)抗磁性物质:置于磁场中,其内部的磁感应强度急剧增加,相对磁导率μr》1,可达几千甚至几十万。铁、镍、钴及它们与其他金属元素组成的合金为铁磁性物质。
三、磁学基本物理量
1.磁感应强度B
磁感应强度又称磁通密度,表示磁场内某点性质的基本物理量。其方向与该点的磁感应线方向一致,大小用通过垂直于磁场方向的单位截面积上的磁感应线数目来表示。国际单位制中,磁感应强度单位是特斯拉(T)。
1T=1Wb/m2
2.磁通量Φ
磁通量表示在磁场中穿过某一截面积A的磁感应线数。在均匀磁场中,由于各点B的大小与方向相同,如取截面A与磁场方向垂直,则Φ=B·A。国际单位制中,磁通量的单位为韦伯(Wb)。
3.磁场强度H
因为磁感应强度B与磁场内的介质有关,为了排除磁介质的影响,引入磁场强度矢量H,它的大小仅与产生该磁场的电流大小及载流导体的分布形状有关。磁场强度H和磁感应强度B有如下关系:H=B/μ。在国际单位制中,磁场强度的单位为A/m。
四、磁化与磁化曲线
1.磁化
通常在未磁化的铁磁性物质中,电子自旋磁矩可以在小范围内“自发地”排列起来,形成约为10-9m3的自发磁化区,在区域称之为磁畴。无外磁化场作用时,磁畴呈无规则的排列,所以在宏观上不显示磁性。在施加外磁场后,在磁化场力矩作用下,各磁畴在一定程度上沿着磁场方向排列起来,这种过程称为铁磁性物质的磁化。
a.无外磁化场作用的磁畴分布
b.有外磁化场作用的磁畴分布
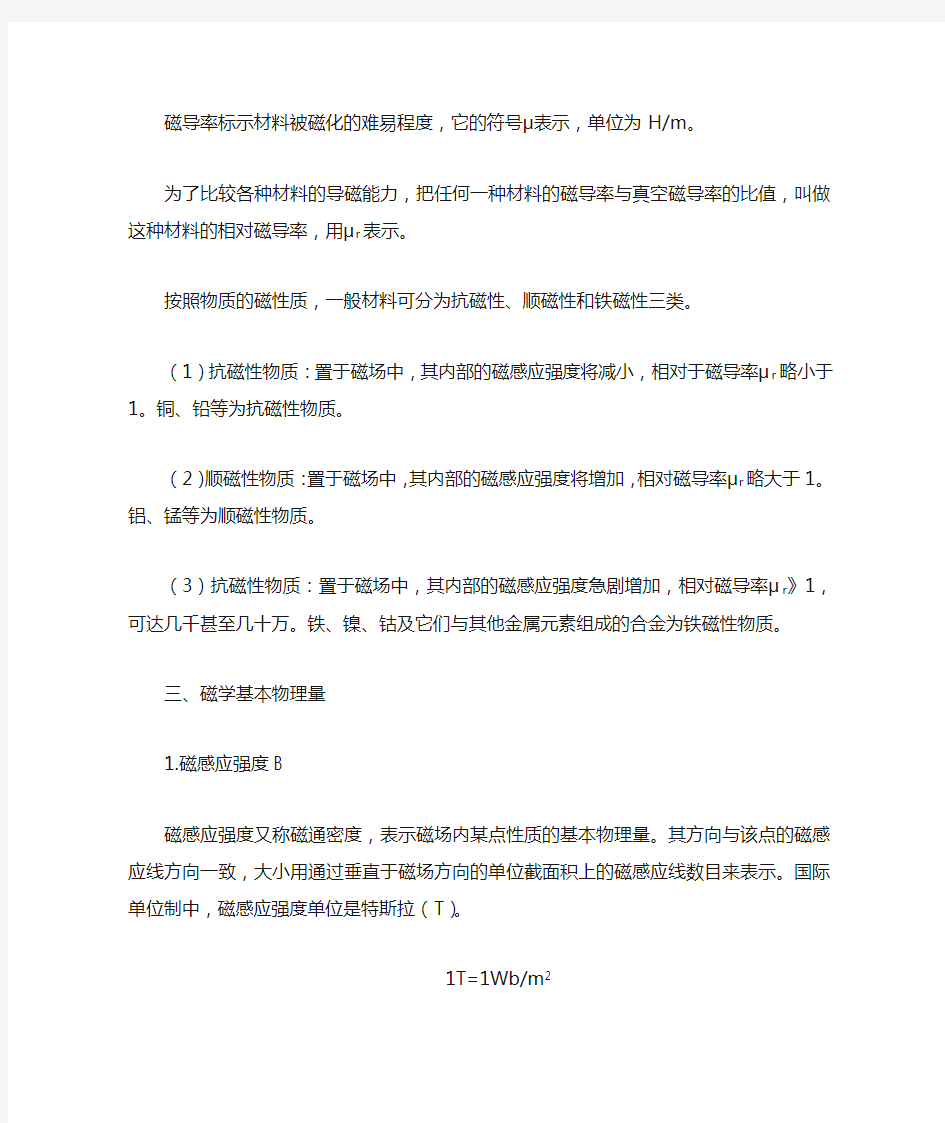
2.磁化曲线
铁磁性材料的磁化特性通常用磁化曲线(B—H曲线)来表征,它反映了材料磁化程度随外磁场变化的规律以及铁磁性材料所具有的高磁导率、磁饱和性和磁滞性。
起始磁化曲线和磁滞回线
图中,0ab为曲线为起始磁化曲线。在施加外磁场H之前,材料是没有磁化过的,外磁场H=0,B=0。当H增大时,B起先增大得快,然后较慢,到后来变成几乎不增加了,这一状态叫做磁饱和,饱和点b处的B值叫做饱和磁感应强度B m。由b点处减小外磁场时,材料中的磁感应强度不沿原来ba0下降变化,而沿bc变化。即使外磁场为零,仍剩余一个0c的磁感应强度,这个磁感应强度叫做剩磁B r。当反方向增加磁场时,磁感应强度沿cd变化,至H值为0d时,B值为零,这时的磁场强度称为矫顽力H c。进一步反向增大磁场,沿de变化,磁感应强度在负方向饱和。如果这时沿反方向减小磁场,磁感应强度的曲线就沿ef 变化。当进一步沿正向增大磁场时,便出现fgb,这个封闭的曲线bcdefgb不管以后进行多少次反复都不会发生变化。可以看出,B的变化总是落后于H的变化,这种现象称为磁滞,因此该曲线也称作磁滞回线。
五、铁磁材料的磁性分类
铁磁性材料品种繁多,磁性各异。按照材料的磁性,大致可分为硬磁材料、软磁材料和介于二者之间的常用钢铁材料。
1.硬磁材料
硬磁材料的特点是磁滞回线较宽,具有较大的矫顽力和磁能积,剩磁也较大,磁滞现象比较显著。若将硬磁材料放在外加磁场中充磁后取出,它能保留较强的磁性,而且不易消除。因此常用它制造永久磁铁。最早的硬磁材料为淬火后的高碳钢,或加有钨、铬等元素的碳钢。
2.软磁材料
软磁材料的磁滞回线狭窄,具有较小的矫顽力,磁导率高,剩磁也较小,故其磁滞现象不很显著。常用的软磁材料有电工纯铁、坡莫合金等。
3.常用钢铁材料
工业上常用的钢铁材料范围很广,它们的磁性差别很大,有的接近于硬磁材料,而有的又相似于软磁材料。然后更多的是介于软硬磁材料之间,既半硬磁状态。根据工业上常用钢材的成分状态所引起的磁特性参数变化的规律,大致可分
为四类:
第一类,磁性较软。它们包括供货状态下含碳低于0.4%的碳素钢,含碳低于0.3%的低合金钢,以及退火状态下的高碳钢。这类钢磁导率高,矫顽力低,剩磁较小,容易被磁化,剩磁也不大。
第二类,磁性中软,它们包括供货状态下含碳大于0.4%的碳素钢及同种状态下的低中合金钢、工具钢及部分高合金钢,同时还包括此类钢在淬火后进行450度以上回火温度者。这类钢较第一类磁导率有所下降,矫顽力有所提高,磁性有所降低。但总的还是容易被磁化,剩磁也不大。
第三类,磁性中硬。此类材料包括淬火后并进行300~400度回火的中碳钢、低中合金钢、高合金工具钢的供货状态,半马氏体和马氏体钢的正火和正火加高高温回火状态,以及大部分冷拉材料。它们的磁性较前两类为“硬”,磁化有所困难,剩磁也较高。
第四类,磁性较硬。包括合金钢淬火后回火温度低于300度的材料,以及工具钢马氏体不锈钢热处理后硬度较大的材料。这类钢由于磁性较硬,磁化困难,需要较大的外加磁场进行磁化。同时,此类材料剩磁也较大,退磁比较困难。
第二节漏磁检测
一、漏磁检测发展
国外对漏磁探伤的理论研究较早,1933年Zschlug初次提出用磁粉显示磁化刚体上由缺陷产生的漏磁场这种测定方法以来,有70年的历史。但是直到1947年Hastings设计了一套漏磁检测系统后,漏磁检测才得到了普遍承认。1965年,日本株式会社和住友金属株式会社设计出记录式磁探伤机械装置。对于缺陷漏磁场的计算始于1966年,Sheherb-inin和Zatsepin提出了磁偶极子法,对磁场与缺陷的相互作用理论发展起到了推动作用。该理论指出:铁磁材料磁化时,缺陷周围产生漏磁场,可以把缺陷两侧表面看作两个磁极,用等效的磁偶极子来模拟,而各种表面缺陷可用三种磁偶极子模型来模拟,并做了实验验证。之后,苏、日、美、德、英等国相继对这一领域开展研究,形成了两大学派,主要为研究磁偶极子法和有限元法两大学派。Shcherbinnin和Poshagin用磁偶极子模型计算了有限长表面开口裂纹的磁场分布。1975年,Hwang和Lord采用有限元方法对漏磁场进行分析,首次把材料内部场强和磁导率与漏磁场幅值联系起来。并且分析了矩形槽深度、宽度、角度对漏磁场的影响。有限元方法是从麦克斯韦方程组出发,列出任一点磁矢方程,然后使用有限元分析技术,求出漏磁场的分布。Atherton 把管壁坑状缺陷漏磁场的计算和实验测量结果联系起来,得到了较为一致的结论。1986年,Edwards和Palae在漏磁场的计算方面,把解析法向前推进了一步,对无限长表面开口裂纹进行了分析,得出了二维表达式;并且推出了有限长开口裂
纹的三维表达式,从中得出当材料的相对磁导率远大于缺陷深宽比时,漏磁场强度与缺陷深度呈近似线性关系的结论。从他们的表达式中,也从侧面验证了Hwang、Lord的有限元计算的正确性。
在技术应用方面,美国、英国、德国、日本等国家处于领先地位,漏磁最早是应用到管道的缺陷检测上的。Zuschlug于1933年首先提出应用磁敏传感器量漏磁场的思想,但直至1947年Hastings设计了第一套漏磁检测系统,漏磁检测才开始受到普遍的承认。20世纪50年代,西德Forster(霍斯特公司)研制出产品化的漏磁探伤装置。1965年,美国TubecopeVetco国际公司采用漏磁检测装置Linafog首次进行了管内检测,发了Wellcheck井口探测系统,能可靠地探测到管材内外径上的腐蚀坑、横向伤痕和其它类型的缺陷。1973年,英国天然气公司采用漏磁法对其所管辖的一条直径为600mm的天然气管道的管壁腐蚀减薄状况进行了在役检测,首次引入了定量分析方法。ICO公司的EMI漏磁探伤系统通过漏磁探伤部分来检测管体的横向和纵向缺陷,壁厚测量结合超声技术进行,提供完整的现场探伤,即使在恶劣的施工环境中也可以提供可靠,准确的测量结果。
二、漏磁检测原理及其特点
漏磁法检测从磁粉检测中演变而来的,是建立在铁磁材料的高磁导率这一特性之上。其基本原理是:被测材料在外加磁场作用下被磁化,当材料中无缺陷时,磁力线绝大部分通过被测材料,磁力线均匀分布,无磁力线穿出或进入被测材料表面;当材料内部有缺陷时,缺陷切割磁力线,由于缺陷的磁导率小,磁阻很大,使磁力线在被测材料中改变路径。大部分改变路径的磁通将优先从磁阻较小的缺陷底部的被测材料中通过,使这部分被测材料趋于饱和,不能接受更多的磁力线。此时,有一部分磁力线就会泄漏出材料表面,当越过缺陷后进入被测材料中,因而形成缺陷漏磁场。用磁敏元件检测被磁化材料表面逸出的漏磁场,就可判断缺陷是否存在。同样尺寸的缺陷,位于表面上和表面下形成的漏磁场不同:表面上缺陷产生的漏磁场大;缺陷在表面下时,形成的漏磁场将显著变小。
a.管体无缺陷时
b.管体有缺陷时
钢管中的磁场
漏磁检测法的主要特点:(l)对各种损伤均具有较高的检测速度;(2)对铁磁性材料表面、近表面、内部裂纹以及锈蚀等均可获得满意的检测效果;(3)探头装置结构简单、易于实现、成本低且操作简单;(4)由于磁性的变化易于非接触测量和实现在线实时检测,磁场信号不受被测材料表面污染状态的影响,进行检测时被测材料表面就不需清洗,因此将大大提高检测的效率,减小工作量;(5)可以实现全自动化检测,非常适合在流水线上进行质量检测和生产过程控制。
三、影响漏磁场的因素
真实的缺陷具有比模拟缺陷复杂得多的几何形状,况且它们千差万别地存在于不同的工件中,要计算其漏磁场是很难的。在检测中,要使它们的漏磁场达到足以形成明确显示的程度是很有意义的,这里,必须考虑影响缺陷漏磁场强弱的各种因素。影响缺陷翻磁场的因素主要来自列三个方面。
1.磁化场对漏磁场的影响
(1)当磁化程度较低时,漏磁场偏小,且增加缓慢;
(2)当磁感应强度达到饱和值的80%左右时,漏磁场不仅幅值较大,而且随着磁化场的增加会迅速增大;
(3)漏磁场及其分量与钢管表面的磁感应强度大小成正比;
(4)漏磁场及其分量与磁化场方向和缺陷侧壁外法向矢量之间的夹角余弦成正比。
2.缺陷方向、大小和位置对漏磁场的影响
(1)缺陷与磁化场方向垂直时,漏磁场最强;
(2)缺陷与磁化场方向平行时,漏磁场儿乎为零;
(3)缺陷在工件表面的漏磁场最人,随着离开表面中心水平距离的增加漏磁场迅速减小;
(4)缺陷深度较小时,随着深度的增加漏磁场增加较快,当深度增大到一定值后漏磁场增加缓慢;
(5)缺陷信号的幅值与缺陷宽度对应,缺陷长度对漏磁信号几乎没有影响;
(6)缺陷宽度相同时,随深度的增加,漏磁场随之增大。
3.工件材质及工况对漏磁场的影响
钢材的磁特性是随其合金成分(尤其是含碳量)、热处理状态而变化的,相同的磁化强度、相同的缺陷对不同的磁性材料,缺陷漏磁场不一样,土要表现为以下二点:
(1)对于几何形状不同的被测物体,如果表面的磁性场相同而被测物体磁
性不同,则缺陷处的漏磁场不同,磁导率低的材料漏磁场小;
(2)被测材料相同,如果热处理状态不同,则磁导率不一样,缺陷处的漏磁场也不同;
(3)当工件表面有覆盖层(涂层、镀层)时,随着覆盖层厚度的增加,漏磁场将减弱。
四、影响漏磁检测信号的因素
在进行漏磁检测时,影响信噪比与下列因素有关:
第一个是磁路设计必须能使被测材料得到近饱和磁化。以便增大漏磁,提高信噪比。由于漏磁量随提离值(探头和测试表面之间的距离)增大迅速下降,所以支架的设计必须使探头在被扫查物体表面上扫查时提离值保持恒定,一般小于2毫米。磁化方式常选用直流电磁化,其好处是磁化强度可以根据材料的厚度以及不同的提离值来进行调整。
第二个是传感器类型的选择和布局。通常使用的传感器有两种:一类是线圈( coil )感应器,线圈感应器通过切割磁力线来产生信号电压,它是漏磁场磁场强度和探头扫描的速度以及线圈匝数的函数。因此线圈感应器对扫描速度敏感,在设计时也应该考虑到这个因素。为便于信号的处理和提高信噪比,一般采用匀速扫描和提高线圈的匝数。另一类是霍尔(Hall)感应器,霍尔传感器是根据霍尔效应将漏磁信号转换成电信号,其灵敏度较高,但受温度变化敏感,线性较差,单个传感器覆盖范围小,而线圈传感器就不受此影响,这就影响信号的滤波处理。综上所述,一般选用线圈传感器。
第三个是扫描速度的控制。适当的速度控制对于各种传感器都是必须的,对于线圈传感器,速度增大会提高信噪比。进行扫描时实际上是在进行时空转换,因此信号的频谱结构和速度有关,提高速度就是时域压缩,在频域上就进行了扩展,这就影响信号的频谱结构,对滤波器的工作会产生影响,所以滤波器一定时,速度控制的范围比较小。
第四个是噪声的去除。噪声的来源主要有以下原因:一是外部干扰,对这类干扰,我们可以采用屏蔽加以去除,可以根据信号的相关性通过时宽、幅度的判别来加以去除,二是由于检测对象表面不平滑导致探头震动形成的高频干扰,还有由于电源的不稳定造成的低频干扰。这类干扰我们可以用带通滤波加以去除,在结构上采取消震措施。
第五个是被测物体材料的属性。对于漏磁检测来说,首先必须保证被测物体是铁质材料。铁质材料对于磁的渗透性会影响检测结果。用于检测的样管必须和被测钢管在材质上保持同一级别,否则会造成误判。
第六个是缺陷深度。缺陷深度是影响漏磁信号幅度的一个重要因素。缺陷的
数量和形状也影响漏磁信号的幅度。
黑龙江建龙钢铁有限公司 质量保证体系作业文件 文件编号:C(H)09 022-A版本:A/0 受控状态:受控号: 漏磁探伤技术操作规程 编写:汤智涛张宏峰 审核:张勇 批准:姚本金 批准日期: 2011年2月20日2011—02—25发布 2011—03—01 实施
一、技术参数 1.1、设备结构 1 入口保护 2 激光测速单元 3 自动规格调整电机1及2 4 V型双轮驱动1 5 TRANSOMAT DS Tr180 检测器系统 6 V型双轮驱动2 7 ROTOMAT DS Tr 180 检测器系统 8 V型双轮驱动3 9 自动规格调整电机3 10 颜色标记设备喷枪 11 储液罐
12 颜色标记控制 13 退磁线圈 EMAG F 260 14 颜料灌 15 气动元件 16 升降平台 HTS3 17 控制盒 18 维修插座 19 升降平台 HTS2 20 急停开关 21 激光反防护槽 1.2、技术参数 检测材料直径: 48.3-180.0mm 检测材料长度: 6-15m 壁厚: 3.5-25.0mm 检测速度: 0.2-2.6m 缺陷检测 标伤:矩形槽 外伤:深度壁厚的5%,最小0.3mm或3倍的表面粗糙 长度=20mm 宽度=0.25~1mm 通孔:φ1.6mm 内伤:壁厚10mm:深度为壁厚的10%(在最佳的检测条件 下,可以发现5%的缺陷);最小0.4mm或3倍的表 面粗糙。 长度=20mm 壁厚10~12mm深度为壁厚的10% 壁厚12~15mm深度为壁厚的15% 壁厚≤20m深度为壁厚的20% 宽度=0.5~1mm 孔的检测:满足SEP 1925 重复性:对于槽±2dB 对于孔 +2/-6 dB 内外伤区分:最小壁厚4mm
漏磁探伤原理
————————————————————————————————作者:————————————————————————————————日期:
漏磁探伤原理 第一节磁学基础知识 一、磁现象和磁场 载流导体的周围存在着磁场,磁化后的物体如磁铁棒的周围也存在着磁场,虽然磁铁棒磁场和载流导体周围磁场的产生不一样,但都认为磁场是由电流产生的。在历史上很长一段时间里,磁学和电学的研究一直彼此独立地发展着。人们曾认为磁与电是两类截然分开的现象,直至19世纪,一系列重要的发现才打破了这个界限,使人们开始认识到电与磁之间有着不可分割的联系。 一个电子围绕原子核在轨道上旋转,形成一个微小的电流环。由于电流环的存在,就有磁场。而所有物质的原子周围都有电子旋转,所以我们可以想象所有的物质都有磁效应。这种效应对大多数物质是很微弱的,但有一些物质,包括铁、镍、钴等,具有很强的磁效应。电子除沿轨道的运动外,还存在本省的自转,这两种运动都能产生磁效应,而电子自转的效应是主要的。这种电子或电荷的运动相当一个非常小的电流环,这个小电流环在效果上就是一个微小的磁铁。显然每一个原子电流环的磁矩都很小,但是一根磁铁棒里的亿万个原子电流环所呈现的总效应就能在磁铁棒的周围形成一个强大的磁场。 所有磁化物体都有一个北极(N极)和一个南极(S极),它们不能独立地存在。磁极不能孤立存在,而电荷却可以。这是磁场和电场的重要区别之一。 二、相对磁导率和磁性物质 磁导率标示材料被磁化的难易程度,它的符号μ表示,单位为H/m。 为了比较各种材料的导磁能力,把任何一种材料的磁导率与真空磁导率的比 表示。 值,叫做这种材料的相对磁导率,用μ r 按照物质的磁性质,一般材料可分为抗磁性、顺磁性和铁磁性三类。 (1)抗磁性物质:置于磁场中,其内部的磁感应强度将减小,相对于磁导率μr略小于1。铜、铅等为抗磁性物质。 (2)顺磁性物质:置于磁场中,其内部的磁感应强度将增加,相对磁导率μr 略大于1。铝、锰等为顺磁性物质。 (3)抗磁性物质:置于磁场中,其内部的磁感应强度急剧增加,相对磁导率μr》1,可达几千甚至几十万。铁、镍、钴及它们与其他金属元素组成的合金为铁磁性物质。
焊管常用探伤方法及技术 曹雷 (阜新华通管道有限公司,辽宁阜新123000) 摘要:介绍了焊管常用的3种探伤方法(漏磁探伤、涡流探伤和超声波探伤)及技术。分析了3种探伤方法 的优缺点:漏磁探伤灵敏度高,能很好地分辨出焊管内外壁缺陷,但长管体、大壁厚管在漏磁探伤后需做消磁处理;涡流探伤检测速度快,但受趋肤效应的限制,很难发现工件深处的缺陷;超声波探伤穿透能力强、缺陷定位准确、成本低、速度快,但探伤操作需经耦合,在北方严冬环境下耦合时焊管易冻结,给探伤作业带来不便。 关键词:焊管检测;漏磁探伤;涡流探伤;超声波探伤中图分类号:TG115.28;TG441.7 %%文献标志码:B %文章编号:1001-2311(2012)04-0072-03 Commonly -used NDT Methods and Techniques for Weld Pipes Cao Lei (Fuxin Huatong Piping Co.,Ltd.,Fuxin 123000,China ) Abstract :Described in the paper are the three commonly -used NDT methods and techniques for weld pipe flaw inspection ,i.e.,the MFL detection ,the eddy -current detection and the ultrasonic detection.Also analyzed are the advantages and disadvantages of these methods.The MFL method features high sensitivity which ensures satisfactory identification of both outer and inner flaws of the pipe ,but in case of long large -sized heavy -wall pipe ,demagnetization is necessary to be carried out upon ending of the detection.As for the eddy -current method ,although the detection speed is rather high ,it is so difficult to find out any flaw located deep in the workpiece due to the Kelvin skin effect.And speaking of the ultrasonic method ,the advantages are high penetrating force ,high flaw -positioning accuracy ,low operation cost ,and high detection velocity ,but medium coupling is needed for the detection ,which may cause ,in winter ,the trouble of freezing of the pipe ,particularly in hi -latitude areas ,thus make it rather difficult to keep the detection operation going smoothly. Key words :Weld pipe detection ;Magnetic flux leakage (MFL )detection ;Eddy -current detection ;Ul -trasonic detection 在焊管的制造和使用过程中,为保证焊缝质量而进行的无损检测是尤为重要的。焊管常用的无损检测方法有:适用于距焊管表面5mm 以上的离线全管体漏磁探伤、涡流探伤和超声波探伤;验证距焊管表面5mm 以上焊接质量的在线漏磁探伤和涡流探伤;适用于厚壁焊管的离线焊缝全管体超声波探伤;验证厚壁焊管焊接质量的超声波探伤。本文将结合生产经验,对焊管常用的探伤方法及技术作简要介绍,并对其优缺点进行分析比较。 1焊管全管体漏磁探伤 漏磁探伤是指铁磁材料被磁化后,其表面和近表面缺陷在材料表面形成漏磁场,通过检测漏磁场发现缺陷的无损检测技术。漏磁探伤对管材的表面状态要求不高,检出深度较大,在国外的焊管检测中被大量使用,国内特别是石油用焊管的检测也已普遍采用。 在生产检测中,曾出现过漏磁探伤检测不出焊管透壁大孔洞的现象,除了管理及人员因素外,这与仪器、探头性能及缺陷尺寸形状等都有关系。笔者根据实践经验,总结出影响焊管全管体漏磁探伤精度的主要因素有以下几点。 曹 雷(1983-),男,工程师,从事石油钢管生产工 艺和石油天然气管道管件的研究工作。 STEEL PIPE Aug .2012,Vol.41,No.4 钢管2012年8月第41卷第4期 检测技术 72
种控制模式:温度模式下,系统根据设定或菜单下载的温度设定来自动控制水的流量;流量模式和手动模式,都必须输入相应的值才行。F T是流量变送器,它直接把MV1的实际值转化为模拟量输入到PLC进行处理。 5)换向阀(divert valve)EV1、次级阀(secondary valve)EV211-EV213:EV1用来控制冷却水流向水箱或泄流槽内。在自动模式下,系统根据HMD 信号,自动控制阀门的开与关。EV211-213次级阀主要是控制喷嘴的水流压力使之达到最大。在自动状态下(即在RA TIO状态),系统会根据各管路内的水压,自动有序地控制各次级阀的开或关。 6)泄压阀(flume press valve)MV2:位于换向阀的后面,用来控制水流换向到泄压槽内时的水箱回流压力。一般情况用自动模式(即RA TIO模式),此时系统能自动地根据水流的流量(平均压力/平均流量)来计算压力设定。 7)水清扫阀(water stripper valve)EV3及空气清扫阀(air stripper valve)EV4:EV3和EV4均位于水箱的出口端,它们的功能一是清除轧件从水箱出来时带出的水,二是清除轧件表面的氧化铁皮。当换向阀开启时,水清扫阀及空气清扫阀也会同时打开,而在换向阀关闭后它们会延时自动关闭。 3 结语 MOR G AN系统在高线投产以来,运行稳定、可靠,一般情况下吐丝温度能控制在±10℃的范围内,对高线产品的质量保证起到了至关重要的作用。但该系统也有不足之处,在温度模式下,控制不是很平稳,这主要是由冷却水压及空气压力的不平稳造成。而在流量模式和手动模式下,控制效果相当不错。 收稿日期:20050914 审稿:朱初标 编辑:魏海青 浙江冶金2006年2月 第一期 无缝钢管涡流探伤和漏磁探伤比较 姚舜刚 (浙江省特种设备检验中心 杭州 310020) 摘 要:阐述了无缝钢管在轧制过程中产生的表面和内部缺陷的两种探伤方法,即涡流探伤和漏磁探伤。 介绍了两种方法的基本原理,分析比较它们在无缝钢管探伤中的应用特点。 关键词:无缝钢管;涡流;漏磁;探伤 0 前言 随着国民经济的发展,各种无缝钢管被广泛应用于石油化工与锅炉制造等行业,尤其是高温、高压等恶劣工况,对无缝钢管的质量有更高的要求。无缝钢管一般经过冶炼、浇注、开坯、轧制和拉拔等工序制成,其缺陷除了铸坯上带来的各种冶金缺陷在成形过程中,成为沿管材轴向延伸的周向分层状缺陷外,在各阶段生产过程中还会因加工操作工艺不当、轧辊或拉拔模设计不当等原因而在钢管上造成裂纹、折迭、翘皮、划伤或拉伤等表面和内部缺陷。为了保证无缝钢管的质量,根据相关的产品技术标准,在无缝钢管生产线上须进行表面和内部无损探伤。目前无缝钢管无损探伤常采用涡流探伤和漏磁探伤两种技术,它们各有特点和适用范围,下面就两者的原理、探伤的特点和应用作一比较。 6
什么是漏磁检测? 1. 概述 电磁检测是十分重要的无损检测方法,应用十分广泛。当它与其它方法结合使用时能对铁磁性材料的工件提供快捷且廉价的评定。随着技术的进步,人们越来越注重检测过程的自动化。这不仅可以降低检测工作的劳动强度,还可提高检测结果的可靠性,减少人为因素的影响。 漏磁检测方法是一项自动化程度较高的磁学检测技术,其原理为:铁磁材料被磁化后,其表面和近表面缺陷在材料表面形成漏磁场,通过检测漏磁场来发现缺陷。从这个意义上讲,压力容器检测中常用的磁粉检测技术也是一种漏磁检测,但习惯上人们把用传感器测量漏磁通的方法称为漏磁检测,而把用磁粉检测漏磁通的方法称为磁粉检测,且将它们并列为两种检测方法。 磁粉检测只能发现表面和近表面裂纹缺陷,而且检测时需要表面打磨,仅适合工件停产的检测;漏磁检测除能发现表面和近表面裂纹的缺陷外,还可从外部发现工件内部的腐蚀坑等缺陷,而且不需要对工件表面进行打磨处理,适用于工件在线检测。而工件在线检测是目前用户最急需的方法,它可以减少不必要的停车,降低检验成本。另外,漏磁检测还能对缺陷深度和长度等进行定量。虽然目前在工件检测中,漏磁检测技术的应用较少,但它具有磁粉检测所不具备的优点,所以其应用前景非常广阔。 2 漏磁检测的原理及特点 利用励磁源对被检工件进行局部磁化,若被测工件表面光滑,内部没有缺陷,磁通将全部通过被测工件;若材料表面或近表面存在缺陷时,会导致缺陷处及其
图1 漏磁检测原理图 附近区域磁导率降低,磁阻增加,从而使缺陷附近的磁场发生畸变(图1),此时磁通的形式分为三部分,即①大部分磁通在工件内部绕过缺陷。②少部分磁通穿过缺陷。③还有部分磁通离开工件的上、下表面经空气绕过缺陷[z1。第3部分即为漏磁通,可通过传感器检测到。对检测到的漏磁信号进行去噪、分析和显示,就可以建立漏磁场和缺陷的量化关系,达到无损检测和评价的目的。 由于漏磁检测是用磁传感器检测缺陷,相对于磁粉、渗透等方法,有以下优点: (1)易于实现自动化漏磁检测方法是由传感器获取信号,然后由软件判断有无缺陷,因此非常适合于组成自动检测系统。实际工业生产中,漏磁检测被大量应用于钢坯、钢棒、钢管的自动化检测; (2)较高的检测可靠性漏磁检测一般采用计算机自动进行缺陷的判断和报警,减少了人为因素的影响; (3)可实现缺陷的初步定量缺陷的漏磁信号与缺陷形状尺寸具有一定的对应关系,从而可实现对缺陷的初步量化,这个量化不仅可实现缺陷的有无判断,还可对缺陷的危害程度进行初步评价; (4)高效能、无污染采用传感器获取信号,检测速度快且无任何污染。 漏磁检测的缺点除了跟磁粉检测相似外,还由于检测传感器不可能象磁粉一样紧贴被检测表面,不可避免地存在一定的提离值,从而降低了检测灵敏度;另一方面,由于采用传感器检测漏磁场,不适合检测形状复杂的试件。对形状复杂的工件,需要有与其形状匹配的检测器件。 2.2 设备组成
漏磁检测实验报告 姓名:王焕友学号:U201012465 班级:机械(中英)1001班 一、实验目的 1.通过实验了解漏磁探伤的基本原理; 2.掌握漏磁探伤仪器的功能和使用方法。 3.了解漏磁检测仪的使用规范。 二、基本原理及优缺点分析 1、基本原理:将被测铁磁材料磁化后,若材料内部材质连续、均匀,材料中的磁感应线会被约束在材料中,磁通平行于材料表面,被检材料表面几乎没有磁场;如果被磁化材料有缺陷,其磁导率很小、磁阻很大,使磁路中的磁通发生畸变,其感应线会发生变化,部分磁通直接通过缺陷或从材料内部绕过缺陷,还有部分磁通会泄露到材料表面的空间中,从而在材料表面缺陷处形成漏磁场。利用磁感应传感器(如霍尔传感器)获取漏磁场信号,然后送入计算机进行信号处理,对漏磁场磁通密度分量进行分析能进一步了解相应缺陷特征比如宽度、深度。 2、漏磁检测是用磁传感器检测缺陷,相对于渗透、磁粉等方法,有以下几个优点: 1)容易实现自动化。由传感器接收信号,软件判断有无缺陷,适合于组成自动检测系统。 2)有较高的可靠性。从传感器到计算机处理,降低了人为因素影响引起的误差,具有较高的检测可靠性。 3)可以实现缺陷的初步量化。这个量化不仅可实现缺陷的有无判断,还可以对缺陷的危害程度进行初步评估。 4)对于壁厚30mm以内的管道能同时检测内外壁缺陷。 5)因其易于自动化,可获得很高的检测效率且无污染。 3、漏磁检测技术也不是万能的,有其局限性: 1)只适用于铁磁材料。因为漏磁检测的第一步就是磁化,非铁磁材料的磁导率接近1,缺陷周围的磁场不会因为磁导率不同出现分布变化,不会产生漏磁场。 2)严格上说,漏磁检测不能检测铁磁材料内部的缺陷。若缺陷粒表面距离很大,缺陷周围的磁场畸变主要出现在缺陷周围,而工件表面可能不会出现漏磁场。 3)漏磁检测不适用于检测表面有涂层或覆盖层的试件。 4)漏磁检测不适用于形状复杂的试件。磁漏检测采用传感器采集漏磁通信号,试件形状稍复杂就不利于检测。 5)磁漏检测不适合检测开裂很窄的裂纹,尤其是闭合性裂纹。
关于漏磁探伤设备是用来做什么的,还是比较好理解的。正如字面意思所示,即利用漏磁场,来检测物件是否受到损坏的一种设备。漏磁探伤在工业上属于比较常见的检测方式,然而多数人可能对它缺乏一定了解,让我们给大家科普一下。 漏磁探伤借助于该磁痕来显示铁磁材料及其制品的缺陷情况。磁粉探伤法可探测露出表面,用肉眼或借助于放大镜也不能直接观察到的微小缺陷,也可探测未露出表面,而是埋藏在表面下几毫米的近表面缺陷。 探伤的原理是当铁磁性钢管充分磁化时,管壁中的磁力线被其表面或近表面处的缺陷阻隔,缺陷处的磁力线发生畸变,一部分磁力线泄漏出钢管的内、外表面,形成漏磁场。采用探测元件检测漏磁场来发现缺陷的电磁检侧方法,即漏磁探伤。 漏磁检测的优缺点: 优点: 1、易于实现自动化 2、检测性可靠 3、可实现对缺陷的初步评定 4、有效能少污染。
缺点: 1、提离效应、从而降低了检测灵敏度 2、不适合集合形状复杂的试件的检差 3、不能检测非铁磁性材料。 4、材料必被磁化到接近饱和和饱和状态。 5、需要大的磁化电流。 6、不能检测15MM以下的深度 物理基础: 如果线圈足够长且绕制均匀,线圈内中间部位的磁场是均匀的,可用下式计算:B=μH 影响漏磁场的因素: 1、裂纹深度对漏磁场的影响 2、裂纹宽度对漏磁场的影响 3、提离对漏磁场的影响 4、裂纹埋藏深度对漏磁场的影响 5、裂纹倾斜角对漏磁场的影响 漏磁检测的磁化方法: 1、周向磁化 2、纵向磁化 3、多向磁化
南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专 业研制无损检测仪器及设备的高科技企业。公司致力于涡流、漏磁和超声波仪 器及各种非标设备的研制,已拥有自主研发的多项国家专利。产品被广泛应用 于航天航空、军工、汽车、电力、铁路、冶金机械等行业。产品出口:美国、 俄罗斯、德国、新加坡、泰国、印度、香港、南非、台湾、越南、哈萨克斯坦、伊朗、日本、韩国、巴西。 博克纳科技作为无损检测仪器及设备、传感器开发的公司,一直是研发和 制造高质量、高性能无损检测仪器及设备的创新厂家。我们以客户为中心提供 设计服务,以满足用户的不同应用需求。 公司与国内有名的院校、科研所组成了社会化科研协作网络,具有强大的 研发、生产能力。保证了公司的工业无损检测技术国内、国际过硬的技术地位。
摘要论述了钢管探伤中使用的漏磁、涡流、超声和电磁超声几种无损检测方法的可靠性。通过对上述几种方法可靠性的比较可以看出,电磁超声方法具有其他无损检测方法不可比拟的优点和广阔的应用前景。 前言 钢管是应用最广泛的钢材品种。它的质量直接影响到经济效益及人员的生命安全。世界各国都对钢管的质量检测给以极大的重视,采用了各种无损检测(NDT)方法对钢管进行严格的检测。例如,德国的Mannesmann公司和日本的住友金属公司在检测大直径钢管时采用超声(UT)和漏磁(MFL)方法;检测小直径钢管时,采用超声和涡流(ET)方法,已形成了较为成熟的检测方案。我国的钢管检测大量采用了超声及涡流方法,也愈来愈多地采用漏磁方法。然而,由于钢管生产中产生的自然缺陷形貌的不确定性,常常发生肉眼明显可见的自然缺陷用N DT方法却检测不出来的现象。因而,如何提高N DT的检测可靠性,就成为日益紧迫的课题。 本文结合钢管检测中曾出现过的一些自然缺陷漏检现象,从原理上及检测设备性能上进行深入分析,为制定最佳的检测方案提供了参考建议。 2MFL(Magnetic Flux Leakage)法的可靠性 M FL法因其对管材表面状态要求不高,检出深度也较大,在国外的钢管检测中大量使用,国内也越来越多地采用,特别是石油用钢管的检测中已很普遍地使用了美国T ubescope公司制造的MFL探伤设备。 在MFL的使用中,由于管理上和技术上的原因,曾出现过一些漏检问题。其中一个是与管轴线成45°角的缺陷常常漏检,为此做如下分析。如图1所示,当缺陷延伸方向与磁化方向成角时,缺陷处形成的漏磁场B0要比B0(即=0°时的B)小,而B0对漏磁探头的贡献Bl与Bt会更小。当=45°时,Bl与B t会比B0小50%[1]。这就很容易导致“漏检”。如将M F L设备中的纵向探头与横向探头同时使用,可能会减小漏检率,否则就很难保证这类倾斜伤的可靠检测。 在MFL法中影响可靠性的另一重要因素是自然缺陷与管表面的夹角。理论计算[2]与实验研究[3]证明:如图2所示,当人工刻槽沿壁厚方向的取向与管外表面夹角为30°时,漏磁感应强度B下降50%,当角趋近于0°时,B趋近于0,即无法用M F L法检测出与表面平行的缺陷,如分层类缺陷。
什么是漏磁探伤?本文将对其作出详细介绍和具体说明,包括它的定义、探伤方法举例、检测基本原理及影响漏磁信号大小的四个因素。对漏磁本身越了解,才能在工业中越顺利地进行探测。下文相关内容,希望能够对您有所帮助。 工件磁化后,在表面和近表面的缺陷处,磁力线发生变形,逸出工件表面形成磁极,并形成可检测的漏磁场,通过漏磁场和外加磁性粒子的相互作用显示缺陷的位置、形状和大小。 在磁粉探伤中,磁轨法是应用较广泛的方法之一。磁轨法中,设备的主要检验指标是提升力。多数指标和标准中,磁轨提升力钧是作为设备性能控制、设备校验的标准。磁轨提升力是磁铁只借助其磁性吸力,可提升某一重量为G 的铁素体刚块的能力。一般认为,磁轨的磁场强度可以通过磁轨提升力来测定。 漏磁检测方法的主要检测原理是:将工件磁化(接近饱和),使其具有一定的磁通密度,以便在不连续处产生漏磁场,磁场传感器将输出信号送到运转放大器中。由于采用磁饱和状态,工件内具有相当高的磁场强度和磁场密度,磁力线不受限制,因而工件表面有较大的磁漏通,有利于现场检测。
磁敏感传感器沿被磁化的铁磁性材料表面扫查,拾取缺陷漏磁场,形成缺 陷电信号,达到发现缺陷位置以及参数的目的。 漏磁无损检测技术由于检测速度快、可靠性高且对工件表面清洁度不高等 特点在金属材料的检测和相关产品的评估中获得广泛应用。与磁粉检测探伤不同,漏磁检测中信号不用磁粉显示,对环境污染较低:由于采用各种敏感元件(如霍尔元件和线圈方式),检测结果直接以电信号输出,容易与计算机连接实现数字处理,因此其检测结果可存储和再现,便于检测信号的分析以及检测结 果的趋势分析。 一般来说,漏磁信号的大小取决于四个因素,即: 1、监测仪器本身性能,包括传感器及配套系统、预处理电路和信号分析系统; 2、实际缺陷的几何形状和特性; 3、仪器检测速度和被测部件运行状况(如是否受力等); 4、被检部件的磁性。 南京博克纳自动化系统有限公司总部位于美丽的中国古都南京,是国内专 业研制无损检测仪器及设备的高科技企业。公司致力于涡流、漏磁和超声波仪 器及各种非标设备的研制,已拥有自主研发的多项国家专利。产品被广泛应用 于航天航空、军工、汽车、电力、铁路、冶金机械等行业。产品出口:美国、 俄罗斯、德国、新加坡、泰国、印度、香港、南非、台湾、越南、哈萨克斯坦、伊朗、日本、韩国、巴西。
漏磁内检测 作者:河南中拓石油工程技术股份有限公司 1. 概述 电磁检测是十分重要的无损检测方法,应用十分广泛。当它与其它方法结合使用时能对铁磁性材料的工件提供快捷且廉价的评定。随着技术的进步,人们越来越注重检测过程的自动化。这不仅可以降低检测工作的劳动强度,还可提高检测结果的可靠性,减少人为因素的影响。 漏磁检测方法是一项自动化程度较高的磁学检测技术,其原理为:铁磁材料被磁化后,其表面和近表面缺陷在材料表面形成漏磁场,通过检测漏磁场来发现缺陷。从这个意义上讲,压力容器检测中常用的磁粉检测技术也是一种漏磁检测,但习惯上人们把用传感器测量漏磁通的方法称为漏磁检测,而把用磁粉检测漏磁通的方法称为磁粉检测,且将它们并列为两种检测方法。 磁粉检测只能发现表面和近表面裂纹缺陷,而且检测时需要表面打磨,仅适合工件停产的检测;漏磁检测除能发现表面和近表面裂纹的缺陷外,还可从外部发现工件内部的腐蚀坑等缺陷,而且不需要对工件表面进行打磨处理,适用于工件在线检测。而工件在线检测是目前用户最急需的方法,它可以减少不必要的停车,降低检验成本。另外,漏磁检测还能对缺陷深度和长度等进行定量。虽然目前在工件检测中,漏磁检测技术的应用较少,但它具有磁粉检测所不具备的优点,所以其应用前景非常广阔。 2 漏磁检测的原理及特点 利用励磁源对被检工件进行局部磁化,若被测工件表面光滑,内部没有缺陷,磁通将全部通过被测工件;若材料表面或近表面存在缺陷时,会导致缺陷处及其
图1 漏磁检测原理图 附近区域磁导率降低,磁阻增加,从而使缺陷附近的磁场发生畸变(图1),此时磁通的形式分为三部分,即①大部分磁通在工件内部绕过缺陷。②少部分磁通穿过缺陷。③还有部分磁通离开工件的上、下表面经空气绕过缺陷[z1。第3部分即为漏磁通,可通过传感器检测到。对检测到的漏磁信号进行去噪、分析和显示,就可以建立漏磁场和缺陷的量化关系,达到无损检测和评价的目的。 由于漏磁检测是用磁传感器检测缺陷,相对于磁粉、渗透等方法,有以下优点: (1)易于实现自动化漏磁检测方法是由传感器获取信号,然后由软件判断有无缺陷,因此非常适合于组成自动检测系统。实际工业生产中,漏磁检测被大量应用于钢坯、钢棒、钢管的自动化检测; (2)较高的检测可靠性漏磁检测一般采用计算机自动进行缺陷的判断和报警,减少了人为因素的影响; (3)可实现缺陷的初步定量缺陷的漏磁信号与缺陷形状尺寸具有一定的对应关系,从而可实现对缺陷的初步量化,这个量化不仅可实现缺陷的有无判断,还可对缺陷的危害程度进行初步评价; (4)高效能、无污染采用传感器获取信号,检测速度快且无任何污染。 漏磁检测的缺点除了跟磁粉检测相似外,还由于检测传感器不可能象磁粉一样紧贴被检测表面,不可避免地存在一定的提离值,从而降低了检测灵敏度;另一方面,由于采用传感器检测漏磁场,不适合检测形状复杂的试件。对形状复
长输管道漏磁内检测缺陷识别方法 摘要:我们针对管道漏磁内检的缺陷识别问题,提出了一种基于阈值分析的方 法来对漏磁检测数据的处理,生成了一系列的漏磁检测曲线,这样更有利于图像 的识别,我们利用相关软件在识别过程中产生了一条竖直的线来进行定位,环形 焊缝在识别螺旋焊缝时,以圆点的形式产生斜线定位螺旋焊缝,实现了焊缝的自 动化识别。在进行识别的过程中,我们用三线表来进行了缺陷位置的标注,对于 不同的漏磁检测数据进行了多次的识别之后,表明这种方法的识别率是比较高的。关键词:漏磁内检测,漏磁检测曲线,缺陷识别,数据分析 管道的腐蚀主要是造成管道泄漏的主要问题,然而漏磁内检测技术主要是因 为管道内部的环境要求不够高,不需要耦合剂等优点,这就成为了目前比较成熟 的检测手段之一,目前我们所常用的识别方法有,优化方法中的逐次逼近法,还 有多元统计法以及神经网络法。我们主要通过对于漏磁检测数据的处理,还有分 析利用相关软件对转化成的数组形式的漏磁检测数据来进行操作,形成了管道漏 磁曲线,找到了相应的位置,通过判断满足了相应的条件。 一、管道漏磁内检测基本原理 1.1、漏磁检测原理 如果管壁中存在着缺陷的话,磁导率就会发生变化,整个磁路中的磁通发生 畸形现象,这样就会改变整个途径,有部分的磁通会离开管壁,这样空气就会作 为介质来绕过缺陷,在管壁的表面形成一个漏磁场。漏磁通被磁敏感器所捕捉之后,形成了相应的感应信号,缺陷漏磁信号中所含有的缺陷信息可以对信号进行 分析,判断出缺陷是否超标。 1.2、管道漏磁内检测器 漏磁检测器主要有测量节,计算机节和电池节三部分组成。测量节装有励磁 装置和传感器测量信号,计算机节是非常重要的一个主要核心,主要负责测量的 过程控制和数据的处理以及储存,电池节部分是为整个装置在管道中的长时间工 作提供一个充足的电。漏磁检测器的磁铁将磁通引入管壁之后,检测器在管内行 走的过程中,如果没有发现缺陷,则磁力线在管壁内分布,如果管道内外都有缺陷,则会有一部分的磁力线泄露到管壁外发生变形现象。 二、检测数据的处理办法 2.1、数据特征分析 管道漏磁内检测数据主要为缺陷数据和非缺陷数据两种。如果管道内壁的区域完好,它的信号幅值就会很小,检测曲线就会呈现一个平滑没有畸形的现象;反之,在整体管道内壁的缺陷处检测到的漏磁信号,因为边缘场效应会发生突变,缺陷 处有较大的漏磁场。所以我们对于大量的实验数据来进行分析,从管道外壁检测 到的信号幅值大小来分析,如果变大的话,这一信号就可以为下一步的识别作为 依据。 2.2、数据曲线的显示办法 我们根据相应的数据结构,以每一个漏磁检测数据所对应的序数和记录数来作为 屏幕的横坐标,还有纵坐标,这样就可以清楚地表示数据的变化,用曲线上下波 动来表示数据的变化,这样可以通过每一条通道在图形上形成的宽度,通过对具 体数值的变化处理形成点坐标,表示成曲线图。 2.3、数据曲线的显示 管道漏磁检测的每一个数据文件都有一定的标准,所以我们可以通过采集数据的
漏磁探伤原理 第一节磁学基础知识 一、磁现象和磁场 载流导体的周围存在着磁场,磁化后的物体如磁铁棒的周围也存在着磁场,虽然磁铁棒磁场和载流导体周围磁场的产生不一样,但都认为磁场是由电流产生的。在历史上很长一段时间里,磁学和电学的研究一直彼此独立地发展着。人们曾认为磁与电是两类截然分开的现象,直至19世纪,一系列重要的发现才打破了这个界限,使人们开始认识到电与磁之间有着不可分割的联系。 一个电子围绕原子核在轨道上旋转,形成一个微小的电流环。由于电流环的存在,就有磁场。而所有物质的原子周围都有电子旋转,所以我们可以想象所有的物质都有磁效应。这种效应对大多数物质是很微弱的,但有一些物质,包括铁、镍、钴等,具有很强的磁效应。电子除沿轨道的运动外,还存在本省的自转,这两种运动都能产生磁效应,而电子自转的效应是主要的。这种电子或电荷的运动相当一个非常小的电流环,这个小电流环在效果上就是一个微小的磁铁。显然每一个原子电流环的磁矩都很小,但是一根磁铁棒里的亿万个原子电流环所呈现的总效应就能在磁铁棒的周围形成一个强大的磁场。 所有磁化物体都有一个北极(N极)和一个南极(S极),它们不能独立地存在。磁极不能孤立存在,而电荷却可以。这是磁场和电场的重要区别之一。 二、相对磁导率和磁性物质 磁导率标示材料被磁化的难易程度,它的符号μ表示,单位为H/m。 为了比较各种材料的导磁能力,把任何一种材料的磁导率与真空磁导率的比值,叫做这种材料的相对磁导率,用μr表示。 按照物质的磁性质,一般材料可分为抗磁性、顺磁性和铁磁性三类。 (1)抗磁性物质:置于磁场中,其内部的磁感应强度将减小,相对于磁导率μr略小于1。铜、铅等为抗磁性物质。 (2)顺磁性物质:置于磁场中,其内部的磁感应强度将增加,相对磁导率μr略大于1。铝、锰等为顺磁性物质。 (3)抗磁性物质:置于磁场中,其内部的磁感应强度急剧增加,相对磁导率μr》1,可达几千甚至几十万。铁、镍、钴及它们与其他金属元素组成的合金为铁磁性物质。
钢管的检验项目、试验方法、取样 钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板. 钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a. 超声波探伤UT: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:GB/T 5777-1996 级别:C5级 b. 涡流探伤ET:(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:GB/T 7735-2004 级别:B级 c. 磁粉MT和漏磁探伤: 磁力探伤,适用于铁磁性材料的表面和近表面缺陷的检测。 标准:GB/T 12606-1999 级别:C4级 d. 电磁超声波探伤: 不需要耦合介质,可以应用于高温高速,粗燥的钢管表面探伤。 e. 渗透探伤: 荧光、着色、检测钢管表面缺陷。 钢管理化性能检验: ①拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z) 纵向,横向试样管段、弧型、圆形试样(¢10、¢12.5) 小口径、薄壁大口径、厚壁定标距。 注:试样断后伸长率与试样尺寸有关GB/T 1760 ②冲击试验:CVN、缺口C型、V型、功J 值J/cm2 标准试样10×10×55(mm)非标试样5×10×55(mm) ③硬度试验:布氏硬度HB、洛氏硬度HRC、维氏硬度HV等 ④液压试验:试验压力、稳压时间、p=2Sδ/D 钢管工艺性能检验: ①压扁试验:圆形试样C形试样(S/D>0.15)H=(1+2)S/(∝+S/D) L=40~100mm 单位长度变形系数=0.07~0.08 ②环拉试验:L=15mm 无裂纹为合格 ③扩口和卷边试验:顶心锥度为30°、40°、60° ④弯曲试验:可代替压扁试验(对大口径管而言)
收稿日期:2005-08-20 基金项目:国家自然科学基金仪表专项基金资助项目(60327001)作者简介:杨理践(1957-),男,湖南长沙人,教授. 信息科学与工程 文章编号:1000-1646(2005)05-0522-04 【特邀】 管道漏磁在线检测技术 杨理践 (沈阳工业大学信息科学与工程学院,沈阳110023) 摘 要:管道是石油和天然气长距离输送的主要方式.漏磁检测技术是管道在线检测的主要方法.介绍了管道在线漏磁检测系统的研究背景、检测原理以及检测系统的基本结构.为适应大管径管道的检测要求及提高检测精度,利用一阶差分及嵌入式零树编码的方法对管道漏磁检测数据进行压缩,并得到了较为满意的压缩比.研究了基于FPG A 和DSP 的管道漏磁在线检测系统.应用有限元法分析研究了漏磁信号的特点,应用神经网络及多传感器数据融合技术对管道缺陷进行智能识别. 关 键 词:漏磁;现场可编程门阵列;数字信号处理器;嵌入式零树编码;神经网络;数据融合中图分类号:T M 153 文献标识码:A H igh precision pipeline Magnetic Flux Leakage on 2line inspection technology Y ANGLi 2jan (School of In formation Science and Engineering ,Shenyang University of T echnology ,Shenyang 110023,China ) Abstract :Pipeline is the main manner of long distance transportation of oil and natural gas.Magnetic Flux Leakage (MF L )detecting technology is the main method of on 2line inspection.In this paper we introduced the research back 2ground ,inspection principle and the basic structure of inspection device of high precision on 2line MF L inspection system which owned self 2determination in formation property right.In order to fit the detecting demand for pipeline which having bigger diameter and im prove the measurement accuracy ,one order difference method and embedded ze 2ro coding method were applied to com press the MF L data which obtained a satis fied com pression rate.The new on 2line MF L inspection system is developed and designed based on FPG A and DSP.Characteristics of MF L signal has been studied by adopting Finite 2element analysis approach and neural netw ork and multi 2sens ors data fusion technol 2ogy has been em ployed to recognize the pipeline defect intelligently. K ey w ords :MF L ;FPGA;DSP;embedded zero tree ;neural netw ork;data fusion 长输管道是石油、天然气运输的主要方式.油气管道输送的基本要求是安全、高效.然而由于腐 蚀、磨损、意外损伤等原因导致的管线泄漏事故时有发生.一旦未能及时发现并采取必要措施,不仅会造成能源浪费、经济损失,而且会严重污染环境甚至危及人身安全.为防止事故造成的损失,必须定期进行管道检测,发现管道缺陷,并且获得其位置、类型、程度等精确信息,从而为管道的安全评 价、寿命预测、检修维护等提供可靠依据.管道检测是一个涉及多学科领域的研究项目, 具有大量的理论研究问题和工程技术问题.在漏磁、超声、涡流等检测技术方法中漏磁检测技术是应用广泛、技术成熟的铁磁性管道缺陷检测技术,它适于多种传输介质,对铁损失等常见的管道缺陷有很好的检测效果.漏磁检测的基本原理是通过导磁磁化管壁,在管道缺陷处由于磁场畸变会形成漏 第27卷第5期2005年10月沈 阳 工 业 大 学 学 报Journal of Shenyang University of T echnology Vol 127No 15 Oct.2005
1.什么叫漏磁场? 当用磁化器磁化被测铁磁材料时,若材料的材质是连续、均匀的,则材料中的磁感应线将被约束在材料中,磁通是平行于材料表面的(如下图所示),几乎没有磁感应线从表面穿出,被检工件表面没有磁场。但是,当材料中存在着切割磁力线的缺陷时,材料表面的缺陷或组织状态变化会使磁导率发生变化,由于缺陷的磁导率很小,磁阻很大,使磁路中的磁通发生畸变,磁感应线流向会发生变化,除了部分磁通直接通过缺陷或通过材料内部来绕过缺陷外,还有部分的磁通会泄漏到材料表面上空,通过空气绕过缺陷再度重新进入材料,从而在材料表面缺陷处形成漏磁场(如下图所示)。 2.什么叫漏磁场检测? 漏磁场检测(magnetic fluxleakage testing MFL)是指铁磁材料被磁化后,因试件表面或近表面的缺陷而在其表面形成漏磁场,人们可通过检测漏磁场的变化发现缺陷。 3.简述铁磁性构件的磁化。 在磁性无损检测中磁化是实现检测的第一步,决定着能否产生出漏磁场信号,同时也影响着检测信号的性能特性和检测装置的结构特性。与磁粉探伤一样,磁化由磁化器实现,包括磁源和磁路两大部分。随被测构件的结构不同,磁源和磁路均会改变。 4. 磁化方式可分为哪几类? 磁化方式通常可分为五类,分别是交流磁化方式、直流磁化方式、永磁磁化方式、复合磁化方式和综合磁化法。 5.漏磁检测中应如何选择磁化强度? 在漏磁检测中,通常要求铁磁性构件中的磁感应强度达到0.7特斯拉以上,或者按5安匝/mm2计算线圈磁化的能力。在磁性检测中,检测装置的体积和重量主要集中于磁化器上,
而这些又决定了检测装置的现场使用性能,因此,强度的选择应在确保检测灵敏度的同时以减轻磁化器的重量为主要目标。 6.漏磁检测技术有哪些特点? 由于漏磁场检测是用磁传感器检测缺陷,相对于磁粉、渗透等方法,有以下优点: ①易于实现自动化。 ②较高的检测可靠性由计算机根据检测到的信号判断缺陷的存在与否,可以从根本上解决在磁粉,渗透方法中人为因素的影响,而具有较高的检测可靠性。 ③可以实现缺陷的初步量化。 ④在管道的检测中在厚度达到30mm的壁厚范围内,可同时检测内外壁缺陷。 ⑤高效、无污染自动化的检测可以获得很高的检测效率。 7.简述漏磁检测方法的其局限性。 漏磁检测方法的其局限性有: ①只适用于铁磁材料。 ②检测灵敏度低。 ③缺陷的量化粗略。 ④受被检测工件的形状限制由于采用传感器检测漏磁通,漏磁场方法不适合检测形形状复杂的试件。 ⑤漏磁探伤不适合开裂很窄的裂纹,尤其是闭合型裂纹。实验上发现,开裂很窄的疲劳裂纹,疲劳裂纹,磁粉探伤和漏磁探伤都没能产生伤显示和伤信号。 8.简述漏磁检测技术的应用范围 ①漏磁检测在钢铁行业的应用在钢厂主要用于对钢结构件、钢坯、圆钢.棒材、钢管、焊缝、钢缆作检验以确证成品的完好。在许多场合,使用者将不接收未经钢厂和第三方检验的钢制产品。使用者在制造前常使用漏磁探伤,这可确保制造商对产品技术方面的要求,此类检验常由独立的检测公司或使用者的质保部门进行。 ②漏磁检测在石化行业的应用对已安装的输油气管道(包括埋地管道)、储油罐底板,或对回收的油田钢管进行检测。 ③其它应用对用过的钢缆、钢丝绳、链条进行定期的在役探伤。
焊管常用探伤方法及技术 摘要:介绍了焊管常用的3种探伤方法(漏磁探伤、涡流探伤和超声波探伤)及技术。分析了3种探伤方法的优缺点:漏磁探伤灵敏度高,能很好地分辨出焊管内外壁缺陷,但长管体、大壁厚管在漏磁探伤后需做消磁处理;涡流探伤检测速度快,但受趋肤效应的限制,很难发现工件深处的缺陷;超声波探伤穿透能力强、缺陷定位准确、成本低、速度快,但探伤操作需经耦合,在北方严冬环境下耦合时焊管易冻结,给探伤作业带来不便。 在焊管的制造和使用过程中,为保证焊缝质量而进行的无损检测是尤为重要的。焊管常用的无损检测方法有:适用于距焊管表面5 mm以上的离线全管体漏磁探伤、涡流探伤和超声波探伤;验证距焊管表面5 mm以上焊接质量的在线漏磁探伤和涡流探伤;适用于厚壁焊管的离线焊缝全管体超声波探伤;验证厚壁焊管焊接质量的超声波探伤。本文将结合生产经验,对焊管常用的探伤方法及技术作简要介绍,并对其优缺点进行分析比较。 1 焊管全管体漏磁探伤 漏磁探伤是指铁磁材料被磁化后,其表面和近表面缺陷在材料表面形成漏磁场,通过检测漏磁场发现缺陷的无损检测技术。漏磁探伤对管材的表面状态要求不高,检出深度较大,在国外的焊管检测中被大量使用,国内特别是石油用焊管的检测也已普遍采用。 在生产检测中,曾出现过漏磁探伤检测不出焊管透壁大孔洞的现象,除了管理及人员因素外,这与仪器、探头性能及缺陷尺寸形状等都有关系。笔者根据实践经验,总结出影响焊管全管体漏磁探伤精度的主要因素有以下几点。 (1)磁化强度。当磁化强度较低时,漏磁场偏小,且增加缓慢;当磁感应强度达到饱和值的80%左右时,缺陷漏磁场的峰值随着磁化强度的增加会迅速增大,但当铁磁材料进入磁饱和状态时,外界磁化强度的增大对缺陷磁场强度的影响不大。因此,磁路的设计应尽可能使被测材料达到近饱和磁化状态。 (2)缺陷的方向、位置和尺寸。缺陷的方向对漏磁检测精度的影响很大,当缺陷主平面与磁化磁场方向垂直时,产生的漏磁场最强。同样的缺陷位于管道表面时漏磁场最大,且随着埋藏深度的增大而逐渐减小,当埋藏深度足够大时,漏磁场将趋于零。因此,可以用来检测的焊管壁厚一般为6~15 mm;降低灵敏度的情况下,可检测壁厚为20 mm。 缺陷的尺寸大小对漏磁场影响也很大,当缺陷宽度相同而深度不同时,漏磁场随着缺陷深度的增加而增大,在一定范围内两者近似成直线关系。缺陷宽度对漏磁场的影