课程设计说明书 泵盖铸造工艺设计 院系:机械工程学院 专业:材料成型及控制工程 班级: 姓名: 学号: 指导老师: 时间:
目录 1.铸造工艺分析 (1) 1.1零件介绍 (1) 1.2零件生产方式选择 (1) 1.3技术要求分析 (1) 1.4 合金铸造性能分析 (2) 2.确定铸造工艺方案 (2) 2.1确定铸造方法 (2) 2.2确定浇注位置和分型面 (2) 2.3确定型内铸件数目 (3) 2.4不铸出孔及槽的确定 (3) 2.5机械加工余量和铸造圆角的确定 (3) 2.6起模斜度和分型负数的确定 (5) 2.7砂芯的确定 (7) 2.8铸造收缩率的确定 (7) 2.9冒口的确定 (7) 2.10浇注系统的确定 (8) 3.芯盒的设计 (9) 3.1芯盒材质和分盒方式的确定 (9) 4.总结 (9) 参考资料 (10)
1.铸造工艺分析 零件简介: 1.1零件介绍: 零件名称:泵盖 零件材料:HT200 1.2零件生产方式选择: 大批量生产,零件图如下:
1.3技术要求分析 按照国家标准,对于HT200,其抗拉强度应达到200Mpa。铸件在使用时工作条件较好,但此铸件需起隔爆作用,按照技术要求,需在粗加工后进行时效处理及相应的热处理工艺。另外,铸件清砂后,焖火铲除毛刺喷砂后喷G04-6铁红过氯乙烯底漆。除此外无特殊技术要求。 注:其中φ21H7内孔为重要加工面,不允许存在气孔、夹砂等铸造缺陷。 1.4 合金铸造性能分析 灰铸铁具有良好的铸造性能: (1)流动性。灰铸铁的熔点较低,结晶温度范围较小,在适宜的浇注温度下,具有良好的流动性,容易填充形状复杂的薄壁铸件,且不易产生气孔、浇不足、冷隔等缺陷。 (2)收缩性。灰铸铁的浇注温度较低,凝固中发生共析石墨化转变,使其线收缩小,产生的铸造应力也较小,所以铸件出现翘曲变形和开裂的倾向以及形成缩孔、缩松的倾向都较小。 (3)灰铁充型能力好,强度较高,耐磨、耐热性好,减振性良好,铸造性较好,但需人工时效。 2.确定铸造工艺方案 2.1确定铸造方法 铸件材质为HT200,,其轮廓尺寸25×φ110,属中小件,联结结构合理,符合灰铸铁铸造要求,可以进行铸造工艺设计。采用湿砂型机器造型大批量生产。 采用湿砂型机器脱箱造型,热芯盒水玻璃砂射芯机制芯。 2.2确定浇注位置和分型面 浇注位置选择原则: (1)重要加工面应朝下或呈直立状态; (2)铸件的大平面应朝下; (3)应有利于铸件的补缩; (4)应保证铸件有良好的金属液导入位置,保证铸件能充满; (5)应尽量少用或不用砂芯; (6)应使合型、浇注和补缩位置一致。
北华航天工业学院 机械制造技术基础课程设计说明书 题目:拨叉零件的机械加工工艺设计及专用夹具设计 学生姓名: ******* 学号:************ 班级: ****** 系别: *********** 专业:机械设计制造及其自动化 指导教师: *************8 成绩:
目录 (一)机械加工工艺设计 1.拨叉零件的工艺分析及生产类型的确定 (1) 1.1拨叉零件的作用 (1) 1.2 拨叉零件的技术要求 (1) 1.3 拨叉零件的生产类型 (1) 2 确定毛坯,绘制毛坯简图 (1) 2.1确定毛坯生产类型 (1) 2.2继续加工余量,工序尺寸及毛坯尺寸的确定 (1) 2.3绘制拨叉铸造毛坯见图 (2) 3、拟定拨叉工艺路线 (2) 3.1定位基准的选择 (2) 3.1.1粗基准的选择 (2) 3.1.2精基准的选择 (2) 3.2 、表面加工方法的确定 (3) 3.3、加工阶段的划分 (3) 3.4、工序的集中与分散 (3) 3.5、工序顺序的安排 (3) 3.6 、工艺路线确定 (4) 4、机床设备及工艺装备的选用 (4) 4.1 、机床设备选用 (4) 4.2 工艺装备的选用 (4) 5、机械加工余量,工序尺寸及公差的确定 (4) 6、切削用量、时间定额的计算 (6) 6.1.工序三:粗-精铣左端面 (6) 6.1.1粗铣左端面至81mm (6) 6.1.2 精铣左端面至80mm,表面粗糙度Ra=3.2um (7) 6.2工序四:钻-扩φ22H12孔 (8) 6.2.1钻φ20孔 (8) 6.2.2扩孔Φ22H12 (10) 6.3工序五:拉内花键孔 (11) 6.4工序六:粗-精铣底槽内侧面和底面 (11) 6.4.1粗铣底槽 (11) 6.4.2精铣底槽 (12)
板带轧机AGC控制技术 2.液压AGC厚度控制系统 液压AGC(自动厚度控制)系统是提高宽带热连轧板厚精度,控制板形,提高带材合格率的重要技术,AGC系统的动态品质、静态品质的好坏直接影响系统的稳定性,响应的快速性和控制精度。板带轧机液压AGC系统主要功能是实现压下位置自动控制(液压APC)及板厚自动控制(液压AGC)。正是由于液压AGC系统响应的快速性,控制的精确性,使得越来越多的宽带生产线采用。 莱钢1500mm宽带热连轧生产线实践证明液压AGC系统通过提高整套轧机控制水平,使得产品质量大幅度提高。液压AGC控制响应时间40ms,响应频率 1 5Hz,使板带纵向厚差控制在范围内,促使莱钢板带产品质量达到世界水平。 2.1 AGC的组成 2.1.1工艺原理 液压压下装置一般由位移传感器,液压缸和电液伺服阀等所组成,如图1所示。系统通过电液伺服阀对液压缸的流量和压力的调节来控制液压缸上、下移动的行程来调节轧辊辊缝值。 液压AGC系统通过测厚仪、位移传感器和压力传感器等对相应参数的连续测量,连续调整压下缸位移、轧制压力等,从而控制板带材的厚差。一个完整的液压伺服控制厚度自动控制系统的主要设备由计算机、检测元件为主的控制装置和以一套液压缸(每侧一个)为主的执行机构组成。检测元件主要有:测厚仪、测压仪(每侧一个)以及安装在液压缸上的四个位置传感器(每个液压缸两个)和两个压力传感器(每个液压缸一个)。
2.1.2液压AGC阀台
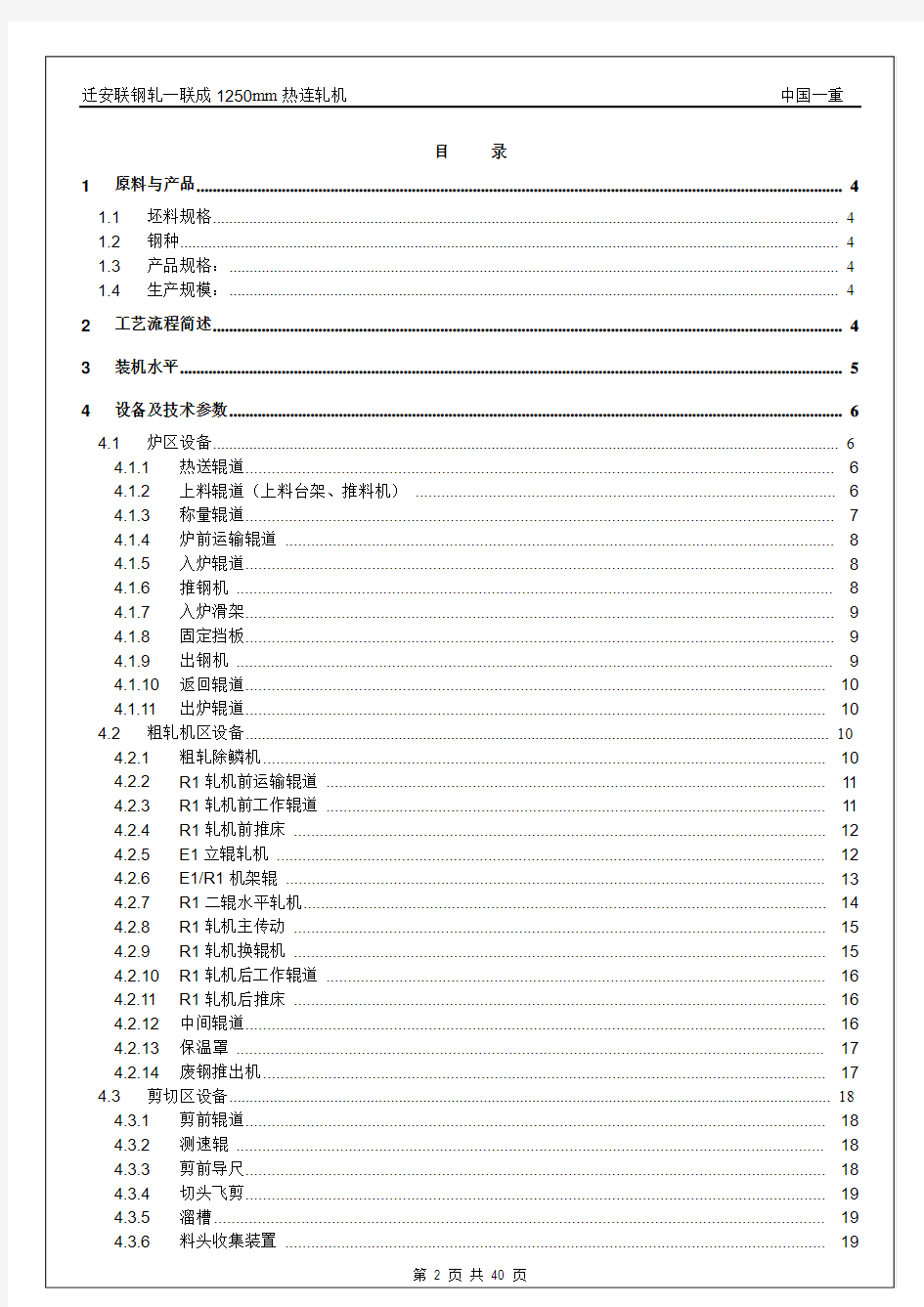
图2 液压AGC阀台示意 液压AGC阀台原理示意如图2所示。 (1)阀站下方P口连通液压站的系统供油油路,用于为液压AGC系统提供液压动力,T口连通液压站油箱,用于回油。 (2)阀站右方的P口,T口,X口用于检修或排查故障时检测阀站内系统供油压力P 以及伺服阀控制油路X是否正常。 (3)阀站上方A口连通液压AGC液压缸无杆腔,B口连通液压AGC液压缸的有杆腔。 (4)过滤器对阀站内的P油路和X油路中的杂质进行过滤,如果过滤器DPS1堵塞,将发出故障信号,应及时更换。 (5)阀站的P口手动阀主要用于检修时把该阀站的系统供油油路断开。
铸造工艺设计说明书 零件名称:联轴器 指导老师:范宏训 设计人:邱满元 学号:T833-1-34
目录 1零件概述 (1) 1.1零件信息 (1) 1.2技术要求 (2) 2铸造工艺方案拟定 (2) 2.1 分型面选择 (3) 2.2浇注位置选择 (4) 3铸造主要参数 (4) 4 浇注系统设计计算 (4) 5 冒口设计 (5) 6砂芯设计 (6) 7模板 (7) 8 参考文献 (9) 9总结 (9)
1零件概述 1.1零件信息 名称:联轴器材料:球墨铸铁 外形尺寸:φ120X80 体积: 298.4cm2 质量: 2.16kg 生产批量:大批量生产零件二位图如下图所示 零件三维图如图1.1所示 图1.1 联轴器三维图
1.2技术要求 (1)铸件加工后,加工面不得有任何的铸造缺陷,非加工表面不得有明显 的夹渣、凹陷、砂眼和裂纹;。 (2)该零件配合方式为过盈配合; (3)保证该件受力较大的工作部分的力学性能。 2铸造工艺方案拟定 1 、铸造工艺图如图所示,分型面、加工余量、拔模斜度如图所示 对于单个零件,其冒口及浇注系统初步定为如下图所示,浇注位置和冒 口正好选在热节最大的地方 冒口 浇注系统
选择分型面的理由:1、保证铸件大部分位于下箱,温度分布较为合理,冒口 位置设计较为方便,便于补缩; 2、有要求的加工面都位于下型腔,其质量得到保证 3、铸件主要工艺参数的选择 加工余量——根据零件服役条件及加工部位精度要求,该零件主要工作面及尺寸有配合要求的部位是零件中间的连接孔,取加工余量3mm ,其他部位无; 收缩率——球墨铸铁,查表得收缩率为0.8%-1.2%,取ε=1.0% 拔模斜度——便于铸件从型腔中取出,取各处拔模斜度为1° 铸件质量——在增加铸件拔模斜度等工艺参数后计算的铸件体积为 298.4cm2,质量为2.16kg 4 浇注系统设计计算 铁液经球化,孕育处理后,温度下降,易氧化。因此要求浇注系统能大流量输送铁液,又有一定的挡渣能力。故薄壁小型球墨铸铁常用的封闭式浇注方式,它充型速度较快,又有挡渣能力,充型平稳。 用奥赞公式如公式4.1可计算阻流截面积: p L g H ut A 31.0G =∑ Gl 为浇注重量,该铸件质量Gc ≈2.16kg 出品率 %75~60=η,估算Gl=Gc/η≈2.5kg u 浇注系统流量损耗因素,查表得干型中小铸型阻力5.0≈u t 浇注时间 ,由 t=s √Gl 取=t 3s p H 为平均静压力头高度。 该方案可近似认为是中间浇注式,Hp ≈Ho-C/8。 式中C 为零件高度C ≈80cm ,0H 取140mm 得p H =130mm 。 故最小面积: 21335.031.0.5x82411.9cm A g ==???∑
附件1: 课程设计 题目轧钢机控制 学院物流工程学院 专业物流工程 班级物流1202班 姓名余永强 指导教师于蒙 2015 年7 月 6 日
附件2: 课程设计任务书 学生姓名:余永强专业班级:物流1202班 指导教师:于蒙工作单位:武汉理工大学 题目: 轧钢机控制 初始条件: 1.PLC型号:西门子公司S7系列,S7-300 2.编程环境:SIMATIC Manager /Step7 V5.4或更高版本 3.根据控制要求分配PLC I/O地址,画出PLC与控制对象的接线图,设计控制流 程,按照模块化的方式设计程序,既可以采用LAD编程,也可以采用STL编程, 还可以采用组合方式编程。 4.编写的需要输入PLC,调试通过。 要求完成的主要任务:(包括课程设计工作量及其技术要求,以及说明书撰写等具体要求) 按下启动按钮,M1、M2运行,待加工钢板存储区中的钢板自动往传送带上运送。若S1检测到有钢板在传送带上时,M3电动机正转,指示灯M3F亮。当传送带上的钢板已过S1检测信号且S2检测到钢板到位时,电磁阀YV动作,M3电动机反转,指示灯M3R 亮。Y1锻压机向钢板冲压一次,S2信号消失。当S1再次检测到有信号时,M3电动机正转,如此重复3次,停机1分钟,将已加工好的钢板放入加工后钢板存储区。 时间安排: 2015.6.23-2015.6.24 布置任务,阅读指导书 2015.6.24-2015.6.28 编制I/O地址分配表,PLC外部接线图 2015.6.28-2015.7.2 绘制主电路,编写PLC控制程序 2015.7.2-2015.7.3 答辩 指导教师签名:年月日 系主任(或责任教师)签名:年月日
湘潭医卫职业技术学院 课 程 设 计 班级: 姓名: 指导教师:刘中华 年月日
课程设计 项目说明书 设计题目:******批量生产机械加工工艺设计专业:*********** 班级:******* 学号:******* 设计者:****** 指导教师:刘中华 完成时间:****** 湘潭医卫职业技术学院医电学院
目录 前言 一、零件的分析 (5) 1、零件的作用 (5) 2、零件的工艺分析 (5) 二、工艺分析 (6) 1、确定生产类型 (6) 2、选择毛坯制造形式 (6) 3、选择定位基准 (6) 4、零件表面加工方法选择 (7) 5、制造工艺路线 (8) 6、确定机械加工余量与毛坯尺寸 (8) 7、加工设备与工艺装备的选择 (10) 8、确定切削用量及基本工时 (11) 总结 参考文献 致谢
前言 本次课程设计是进给箱齿轮轴的设计,这是机械制造工程这门课程的一个阶段总结,是对课堂中学习的基本理论和在生产实习中学到的实践知识的一个实际应用过程。我们在完成课程设计的同时,也培养了我们正确使用技术资料、国家标准、有关手册、图册等工具书,进行设计计算、数据处理、编写技术文件等方面的工作能力,也为我们以后的工作打下了坚实的基础。由于知识和经验所限,设计会有许多不足之处,所以恳请老师给予指导。
设计题目:进给箱齿轮轴零件的机械加工工艺规程 零件的分析 1.零件的作用 题目给定的零件是进给箱齿轮轴,其主要作用是支撑传动零部件,实现回转运动,并传递扭矩和动力,以及承受一定的载荷。齿轮轴零件是将齿轮部分和轴做成一体无需键配合的一种常见机械零件。齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。轴Φ26圆柱面处有圆弧形的键槽和圆孔,主要是通过键和其他部件相连。轴的左端部位为齿轮部分,主要传递运动和动力。 2.零件的工艺分析 从零件图上看,该零件是典型的零件,结构简单,属于阶梯轴类零件,由圆柱面、轴肩、键槽、齿轮等不同形式的几何表面及几何实体组成。其主要加工的表面有以齿轮轴左右端面为中心的Φ60、Φ45、Φ30、Φ29、Φ26、Φ24的外圆柱面,以Φ26的外圆柱面和左右台阶面为中心的加工30×8×4的键槽、Φ8的孔,左右两端的端面,以及齿轮轴左端的齿轮加工。其多数表面的尺寸精度等级在7~11之间,表面粗糙度值为1.6μm~12.5μm,齿轮的精度等级为8。其中位置要求较严格的,主要是保证加工Φ60的外圆柱面与整个齿轮轴的中心轴线的同轴度在Φ0.25范围内,以及保证Φ30的外圆柱面与整个齿轮轴的中心轴线的同轴度在Φ0.02范围内。 通过分析,该零件布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。经过对以上加工表面的分析,对于这几组加工表面而言,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,并且保证它们的位置精度。
铸造工艺设计说明书 课程设计:机械工艺课程设计 设计题目:底座铸造工艺设计 班级:机自1103 设计人: 学号: 指导教师:张锁梅、贾志新
前言 学生通过设计能获得综合运用过去所学过的全部课程进行机械制造工艺及结构设计的基本能力,为以后做好毕业设计、走上工作岗位进行一次综合训练和准备。它要求学生全面地综合运用本课程及有关选修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。其目的是: (1)培养学生综合运用机械制造工程原理课程及专业课程的理论知识,结合金工实习、生产实习中学到的实践知识,独立地分析和解决机械加工工艺问题,初步具备设计中等复杂程度零件工艺规程的能力。 (2)培养学生能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟订夹具设计方案,完成夹具结构设计,进一步提高结构设计能力。 (3)培养学生熟悉并运用有关手册、图表、规范等有关技术资料的能力。 (4)进一步培养学生识图、制图、运算和编写技术文件的基本技能。 (5)培养学生独立思考和独立工作的能力,为毕业后走向社会从事相关技术工作打下良好的基础。
目录 一、工艺审核 (1) 1.数量与材料 (1) 2.图样 (1) 3.零件的结构性 (1) 二、成形工艺设计 (1) 1.确定工艺方案 (1) (1)浇注位置的选择 (2) (2)分型面的选择 (2) 2.确定铸造工艺参数 (4) (1)机械加工余量和铸出孔 (4) (2)浇注位置的选择 (5) (3)拔模斜度 (5) (4)铸造收缩率 (6) 3.砂芯设计 (6) 4.浇注系统的设计 (6) 5. 冷铁的设置 (6) 三、心得体会 (7)
轧机区操作说明 1.轧机段描述 五机架串列式冷轧机和连续酸洗线相接,在出口配备一台连续操作的卡罗塞尔卷取机和一条离线的检查台。 采用CVC Plus六辊轧机结构实现有关质量、经济和环保方面的轧制任务。为轧出优良的板形,在No. 1 – 5机架全部采用 CVC Plus六辊技术。 连轧机仅在换辊操作时才停机。工作辊和中间辊可实现轧机有带钢的条件下进行换辊。支撑辊换辊时酸轧机组整条线停机。通常更换支撑辊在机组检修时进行。 技术控制系统包括下列执行机构: - No. 1 – 5机架的液压AGC液压缸 - No. 1 – 5机架的工作辊正负弯辊 - No. 1 - 5机架的中间辊正负弯辊 - No. 1 - 5机架的中间辊正负轴向窜辊 - No. 5机架的板形闭环控制中的分段冷却 1) 入口侧设备 带钢从No.11双纠偏辊经过No.7张力辊进入连轧机的1#机架入口侧。入口侧设备主要为穿带操作时导向带钢头部,以及支撑辊换辊时(机架内无带钢)剪切和压住带钢头部。 在No.1机架入口的支撑框架上安装了下列设备: - 带钢张力测量辊 - 带钢夹紧装置 - 横切剪 - 测厚仪 - 带钢侧导装置 - 带钢导板台 2) 连轧机 连轧机采用6辊 CVC plus技术,能够获得最佳的辊缝调节轮廓,提供: - 高响应、低摩擦的液压辊缝控制液压缸。 - 保持轧制线不变的单斜楔调节系统。 - 轧机窗口设计成带有完整上支撑辊平衡系统和伺服控制的正/负工作辊/中间辊弯辊系统。 - 伺服液压控制的动态中间辊轴向窜动系统。 - 工作辊主传动采用单AC马达驱动方式,通过万向传动轴、齿轮箱和带有安全销的齿轮马达接手传动。 - 轧机机架配管模块化设计,减少安装时间利于快速投产。 另外,连轧机设备设计成可以将来安装工作辊窜动系统,以达到有效的带钢边缘降控制。每支工作辊最大窜动量为240 mm。安装工作辊窜动系统时,工作辊轴承座和工作辊弯辊块不必进行更换。 3) 测量装置 为达到轧制工艺技术控制,5机架连轧机配置了下列测量装置: - 带钢张力测量辊
阀体零件机械制造工艺学课程设计说 明书
机电及自动化学院 《机械制造工艺学》课程设计说明书 设计题目:阀体零件工艺方案设计 姓名: 学号: 班级:机电(1)班 届别: 指导教师 年 7月 目录(共12页) 一、零件的分析 (1) (一)零件的作用 (1)
(二)零件的工艺分析 (1) 二确定生产类型 (1) 三确定毛坯 (1) 四工艺规程设计 (2) (一)选择定位基准: (2) (二)制定工艺路线 (3) (三)选择加工设备和工艺设备 (8) (四)机械加工余量、工序尺寸及公差的确定 (9) (五)确定切削用量及时间定额 (9) 五余量表格 (10) 参考资料:《机械制造工艺设计手册》 《机械制造工艺学》 《机械加工余量手册》 《热加工工艺基础》 《金属工艺学实习教材》 《互换性与测量技术》
《机械制图》 一、零件的分析 (三)零件的作用 阀体,泵体等均属于箱体类零件。其主要作用是用于支承,包容,保护运动零件或其它零件。 本题目的阀体是球阀中的主体零件,它容纳阀芯,密封圈,阀杆,填料压紧套等零件。它的大致形状类似于三通管,左端方形凸缘上有直径为50,公差等级为11级的孔与阀盖配合,右端外螺纹作用连接管道,上部直径18H11孔与阀杆配合,从而起到调节流量的作用。 (四)零件的工艺分析 经过查找手册和热加工工艺基础课本,中碳铸钢ZG230-450具有良好的性能,适用于受力不大,要求韧性的零件制造,例如轴承盖,阀体等,因此零件材料选ZG230. 1:根据零件图分析,为了便于铸造,毛胚只铸造出水平方向的孔,竖直方向的孔用钻床加工,为了铸造效率,选择用金属型铸造。 2:因为水平方向的孔很多,且在同一中心线上,因此在加工时用水平方向的外圆做粗基准进行加工,则能够保证所有的孔同轴。
目录 一、工艺分析 (1) 1、审阅零件图 (1) 2、零件的技术要求 (1) 3、零件的技术要求 (1) 4、确定毛坯的具体生产方法 (1) 5、审查铸件的结构工艺性 (1) 二、工艺方案的确定 (1) 1、铸造方法的选择 (1) 2、造型、造芯方法的选择 (2) 3、浇注位置的确定 (2) 4、确定毛坯的具体生产方法 (2) 5、砂箱中铸件数目的确定 (2) 三、砂芯设计 (2) 1、水平砂芯设计 (3) 2、凹槽处采用自带型芯 (3) 四、工艺参数的确定 (3) 1. 加工余量 (3) 2.起模斜度 (4) 3. 铸造圆角 (4) 4. 铸造收缩率 (4) 5. 最小铸出孔 (4) 6、机械加工余量的选取 (4) 五、浇注系统设计 (4) 六、冒口及冷铁设计 (5) 七、铸造工艺图和铸件图 (6) 八、小结 (7) 九、参考文献 (8)
一、工艺分析 1、审阅零件图 查看零件图的具体尺寸与图纸绘制是否正确。 零件名称: 套筒座 工艺方法:铸造 零件材料:HT250 零件重量:3.1955kg 毛坯重量:4.3303kg 生产批量: 100件/年,为小批量生产 2、零件的技术要求 零件在铸造方面的技术要求:未铸造圆角半径:R=2~3 mm;时效处理。 3、选材的合理性 套筒座选用的材料是HT250,为灰铸铁。灰铸铁铸件的壁厚不应太薄,边角处应适当加厚,防止出现白口组织使该处既硬又难于加工。此零件用于支承,只要求能够承受抗压即可,选择材料HT250可以满足要求。 4、确定毛坯的具体生产方法 根据以上信息可知,由于零件属中型零件小批量生产,形状比较简单、壁厚比较均匀,且该材料为灰铸铁,所以确定毛坯的生产方法为砂型铸造,采用砂型铸造具有生产周期短,灵活性大、成本低的优点。 5、审查铸件的结构工艺性 铸件轮廓尺寸为162x134x133mm,查表得砂型铸造的最小壁厚为6mm,套筒座的壁厚符合其要求。在套筒座中最小壁厚为6mm,最大铸造壁厚为15mm。 二、工艺方案的确定 1、铸造方法的选择 由于套筒座的年产量为100件,属小批量生产,且零件结构简单,所以确定毛坯的生产方法为砂型铸造,由于铸件的高度为133mm,浇注位置上没有较大的壁厚、材料为HT250不需要冷铁。所以砂型种类为湿型。 2、造型、造芯方法的选择 选择造型方法为手工造型,造芯方法为手工刮板造芯。
学科门类:单位代码: 毕业设计说明书(论文) 350中轧线材轧机设计(The Design of 350 Middle Rolling Wire Stock Mill) 学生姓名 所学专业 班级 学号 指导教师 XXXXXXXXX系
二○**年X X月 摘要 线材的用途很广,在国民经济中有着大量的应用。中轧线材轧机是将粗轧钢坯进一步轧制,为精轧线材轧机轧制各种规格的成品线材提供原料。 中轧线材轧机在线材生产中起着非常重要的作用,为精轧线材轧机的进一步轧制创造条件。 本设计按照给定的压下规程和轧制速度计算轧制力和轧制力矩,选择主电机容量。对主要零件进行了强度计算,并对该轧机的经济效益进行了评价。该轧机采用三辊轧制。轴承采用胶木瓦材料。结构采用闭式机架。传动轴采用了梅花连接轴,便于换辊,拆卸方便。 在设计中将压上机构改成调整楔块和调整丝杆,解决了压上装置的封闭问题;取消了H形架,由2根撑杆和一个中辊上瓦座代替,消除了H形架变形断裂事故,保证了轧制生产的稳定性。 该轧机适合被中小型线材厂采用,它可以满足品种繁多的产品需要,而且比线材连轧机组投资少,见效快,更灵活。 关键词:线材,中轧轧机,闭试机架
Abstract The use of wire stock is very wide in country economy. Middle rolling wire stock mill is make rough rolling billet steel more roll,providing with raw material for fine rolling to gain various standard finish product wire stock. Middle rolling wire stock roll play a great role in production of wire stock,and create a favorable condition for futher roll of fine rolling wire stock mill. This paper computes draught pressure and roll torque and chooses main electric engine volume in term of the given presse rules and roll velocity. it also computes the strength of main parts and evaluates the economy benefit of roll. The roll adopts three roller to roll. Mechanical bearing adopts bakelite watt material. Structure adopts closing mode framework. Drive shaft adopts wobbler spindle to make replace more convenience . In the course of design, put the press up device modify to adjust wedge block and adjust lead screw, solving the problem of closing of press up device; use two roots bar stay and one middle roll watt bed instead of H mode frame, avoiding the accident distortion and fracture of H mode frame resulted in, ensuring the safty of roll product. This mill adapt to middle or miniature wire stock factory, it may meet various products ’need,and invest fewer, act rapidly, agility than wire stock tandem mill. Key words:wire stock, middle rolling mill, closing mode framework 目录
本科毕业设计 题目:精轧机组F1轧机主传动系统设计 学院: 机械自动化学院 专业: 机械电子工程 学号: 学生姓名: 指导教师: 日期:
摘要 精轧机作为轧制过程中最后一道轧制过程,对轧件的性能影响较大。精轧机在轧制过程中不仅要对轧件的宽度厚度进行控制,还对产品其他性能进行监测。对于热轧机,轧机还要承受高温影响。为保证轧件的产品要求,轧机的主传动系统必须保证良好的传动要求与品质要求。目前由于科技水平的不断进步,轧机在各方面性能都不断进步,为钢铁公司创造了不斐的收益。 F1精轧机主传动系统是将电机输出转速通过减速或增速来实现工作要求。本次设计根据需求采用减速方案,采用单级斜齿轮传动,传动过程简单,减少了功率的损耗,同时也保证了较高的传动精度,采用斜齿轮传动在一定程度上增加了传动强度;降低了维修的困难度。此次设计的最主要的目标是对轧机有更深层次的了解,与此同时还需要对传动系统进行设计和核算并了解其他各种部件的选择原理。 最后根据设计的尺寸参数,绘制减速机的装配图和关键零部件的零件图,来更深一步的了解减速机内部的结构。 关键词:精轧机;主传动系统;减速箱;齿轮
Abstract As the last rolling process in the rolling process, finishing mill has a great influence on the performance of the workpiece. In the process of rolling, the finishing mill not only controls the width and thickness of the workpiece, but also monitors the other properties of the product. For hot rolling mills, the mill also suffers from high temperatures. In order to ensure the product requirements, the main drive system of rolling mill must ensure good transmission requirements and quality requirements. At present, due to the continuous progress of the scientific and technological level, the rolling mill in all aspects of performance are constantly improving, Steel Corp has created an tremendous income. The main drive system of F1 finishing mill is to realize the output speed of the motor by slowing or increasing speed. This design according to the demand of the reduction scheme, using the single stage helical gear transmission, the transmission process is simple, reducing the power loss, but also to ensure the higher transmission precision, using helical gear transmission intensity increases to a certain extent reduces the difficulty of maintenance. The main purpose of this design is in the sake of having a deeper understanding of the mill, and to design and calculate the drive system, and to understand the selection principle of other components. Finally, according to the design of the size parameters, draw the reducer assembly drawing and key parts of the parts diagram, to further understand the internal structure of the reducer. Key words: Finishing mill; Main drive system; Reducer; Gear
《板带轧机系统自动控制》教案 《板带轧机系统自动控制》教学组 第一讲 1、绪论 介绍自动控制的含义。(3分钟) 用钢铁行业生产录像演示工业生产通过自动控制达到的高度自动化。 1.1 工业控制系统 1.1.1 工业控制中的计算机功能(3分钟) 轧制生产车间控制台录像——工业控制计算机的数据采集功能、数字控制功能、监督功能等。 1.1.2 过程控制系统的基本组成(5分钟) 过程控制基本结构组成简图——讲解过程控制系统的基本组成部分以及各部分的主要功能,重点讲解整个控制过程的逻辑性。 通过彩图指出过程控制技术与计算机技术、控制理论和生产工艺的关联性,以及各学科技术发展的相互促进。 1.1.3 工业控制计算机的历史发展(3分钟) 工业控制技术随着计算机技术和自动控制理论的发展而不断进步。在不同的阶段出现技术程度各不相同的过程控制系统。 1.2 轧制过程自动化 1.2.1 轧制过程控制的历史发展(3分钟) 简要介绍轧制过程控制的发展阶段。 以发展最完善的热带钢连轧控制为例,介绍不断改进的控制工艺对轧制生产效率的促进。 1.2.2 热连轧过程控制的主要功能(5分钟) 以热带钢连轧控制为例,介绍轧制生产控制的主要功能和对应不同生产工艺的针对性。 1.2.3 轧制自动化的发展方向(3分钟) 再次对照过程控制基本结构组成简图介绍轧制自动化发展的方向,并指出对控制系统功能
的拓展和性能的提高是轧钢专业所重点关注的。 1.3 计算机过程控制的基本类型 1.3.1 数据收集系统(3分钟) 以数据收集系统简图介绍数据收集系统的作用和工作流程。 1.3.2 操作指导系统(4分钟) 以操作指导系统简图介绍操作指导系统的功能和工作流程。 介绍轧制生产中广泛用到的专家系统等配套模拟程序。 1.3.3 直接数字控制系统(4分钟) 以直接数字控制系统简图介绍直接数字控制系统的功能和工作流程。 讲解直接数字控制系统的使用特点和性能要求。 1.3.4 计算机监督控制系统(4分钟) 以计算机监督控制系统简图介绍直接数字控制系统的功能和工作流程。 讲解计算机监督控制系统的使用特点。 1.3.5 多极控制系统(3分钟) 介绍计算机监督控制系统的发展和含义,指出计算机在现代工业企业中的调度和管理功能。 1.3.6 分散控制系统(7分钟) 介绍分散控制系统的发展。 讲解分散系统的设计原则——分解和协调。 讲解分散系统的设计方法——分层、分级和分段。 2、带钢热连轧机的过程自动控制 2.1 带钢热连轧机的生产工艺 介绍主要设备和设备布置。(10分钟) 以1700mm带钢热连轧机设备布置图为例,对照生产录像介绍热连轧主要生产工艺。介绍生产规范,介绍轧制计划和轧制单位等管理级控制内容。 2.1.1 加热区(10分钟) 对照生产录像介绍热连轧加热区主要生产工艺,重点讲解加热炉前后各设备行动顺序。
材料成型过程控制 院系:材料科学与工程学院 专业:材料成型与控制工程 姓名: 学号: 指导老师: 日期:2012.9.19至2012.10.15
目录 一、铸造工艺分析 (1) 二、砂芯设计 (3) 三、冒口设计 (5) 四、浇注系统的设计及计算 (7) 五、沙箱铸件数量的确定 (10) 六、参考数目、资料 (11)
图1所示的事U型座,主要用于拆卸主轴上的皮带轮。 材料为ZG25(主要元素含量:W C%=0.22~0.32%,W Mn%=0.5~0.8%,W Si%=0.2~0.45%)。 技术要求:①未标示的铸造圆角半径R=3~5。②未标铸造倾斜度按工厂规格H59~21。③铸件应仔细地清理去掉毛刺及不平处。 图1
一、铸造工艺分析 1.确定铸型种类和造型、制芯方法 此铸件是铸钢件,铸件最大三维尺寸270x110x220 mm,为中小型铸件,铸件结构简单,仅有两个加工面,其他非加工面表面光洁度要求不高,采用温型普通机器造型,砂芯外形简单,采用热芯盒射芯机制芯。 2.确定浇注位置和分型面 方案1:将铸件放置于下箱,分型面选取如图2所示,采用顶注式浇注,此方案浇注系统简单,不用翻箱操作;但是浇注时金属液对型腔冲刷力大,难以下芯,不便设置冒口进行补缩。容易产生夹砂、结疤类缺陷,补缩困难会形成缩孔、缩松结晶等缺陷。 方案2:将铸件放于上箱,分型面选取如图3所示,采用底注式浇注,此方案浇注系统相对复杂,下芯方便,可以将冒口设计在顶部,补缩效果好。 综合以上两种方案考虑,选择方案2较为合理。 图2 图3 铸件全部位于上箱,下表面为分型面 上 下 上 下
2030五机架冷连轧机压下规程及机 架设计项目报告 学院:机械工程学院 班级: 组员: 指导教师:谢红飙张立刚
燕山大学专业综合训练(论文)任务书 院(系):机械工程学院基层教学单位:冶金系
目录 一、前言 (4) 二、原料及成品尺寸 (4) 三、轧辊尺寸的预设定 (4) 四、压下规程制定 (5) 4.1、压下规程制定的原则及要求 (5) 4.2、压下规程预设定 (5) 五、轧制力能参数计算 (7) 5.1确定变形抗力 (7) 5.2确定前后张力 (8) 5.3单位平均压力及轧制力的计算 (9) 5.4轧制力矩的计算 (11) 六、机架参数的设计 (13) 6.1窗口宽度的计算 (13) 6.2机架窗口高度H (13) 6.3机架立柱的断面尺寸 (13) 七、机架强度和刚度的校核 (15) 八、心得体会 (17) 参考文献 (19)
一、 前言 冷轧方法生产带钢相对于热轧方法有许多优点,例如:带钢的板厚和板形精度高,表面质量好,力学性能好等,冷轧带钢比热轧带钢的用途更为广泛。冷轧带钢生产的带钢的厚度范围为0.01~3.5mm ,最薄可达到0.001mm 。带钢生产的轧机机型主要有两种:连续式带钢冷轧机和可逆式带钢冷轧机。本设计题目为2030五机架冷连轧机,主要针对不同的材质及不同的原料厚度和不同的成品厚度制定相应的压下规程及进行机架的参数的设计计算及校核。 二、 原料及成品尺寸 Q235 来料尺寸1.5mm ×1850mm 成品尺寸0.5mm ×1850mm Q195 来料尺寸1.0mm ×1850mm 成品尺寸0.3mm ×1850mm 20Cr 来料尺寸1.2mm ×1850mm 成品尺寸0.4mm ×1850mm 三、轧辊尺寸的设定 设计课题为“2030五机架冷连轧机组压下规程设计及F1机座机架设计与分析”,则工作辊的辊身长度 L=2030mm ,辊身长度确定后即可根据经验比例值法确定轧辊直径,精轧机座设计时 1L / 2.1~4.0, D = 2L /1.0~1.8, D = 12/1.8~2.2, D D = 其中L 为辊身长度, 1 D 为工作辊直径, 2 D 为支承辊直径。
机械制造术课程设计说明书 班级: 学生姓名: 学号: 指导教师: 2011 年 7 月7 日
目录 1.零件分析························ 3页 1.1零件作用分析························3页 1.2 零件工艺分析···························3页 1.3零件的生产类型······························4 页 2.毛坯的选择····························4 页 2.1选择毛坯······························4页 2.2确定毛坯尺寸及公差························4 页 2.3设计毛坯图···························6 页 3.工艺规程设计···································7 页 3.1 定位基准的选择·······························7页 3.2 制定工艺路线····························12页 3.3选择加工设备及刀具、夹具、量具··········12页 3.4 加工工序设计································13页 3.5 时间定额计算····························19页 3.6填写机械加工工艺过程卡和机械加工工序卡·······21页 4.摇杆轴支座各工序专用夹具设计········25页 4.1粗精铣上下端面专用夹具··············25页 4.2粗精铣左右端面专用夹具··············页 4.3钻2-m m孔专用夹具··············页 4.4镗m m孔专用夹具················页 4.5铣3m m轴向槽专用夹具·················页设计总结······································ 27页参考文献········································ 27页
轧机电气主传动方案的分析与比较 摘要:首钢2160轧机电气主传动原设计方案为交交变频全数字矢量控制调速系统,而宝钢1580轧机应用的是GTO交直交变频技术。为此本文对交交变频和交直交变频进行了深入的分析和比较,以供类似工程建设时参考与选择。 关键词:轧机;主传动 中图分类号:TG333.11文献标识码: A 文章编号: 90年代初期首钢开始筹建2160热轧厂,工艺方案为年产413万吨各类板卷。 该轧线设计有3台步进式加热炉;2架可逆式粗轧机,R1前设有加强的大立棍轧机E1、R2前、后设有立辊轧机E2、E3,实现AWC自动宽度控制,R2后面布置了板卷箱、飞剪;精轧机组由6架带液压AGC和工作滚轴动的轧机组成,精轧机前设有1台立辊轧机S4,输出辊道上布置了水幕和层流冷却;3台液压卷曲机(其中1台预留)具有踏步控制功能;精整区设计了5条精整剪切线。 在整个工艺线上采用了多种先进技术,其中之一是8架轧机的主传动采用交流电机传动,全部由交交变频装置为其供电。近年来,随着电力电子技术的不断发展,开发出新一代电力电子器件,如可关断晶闸管GTO、绝缘栅双极晶体管IGBT和集成门极整流元件IGCT等的出现,使交直交变
频器得到较大的发展。宝钢1580热轧机建设时,主传动中全线都采用交直交变频器,为此,我们对宝纲1580热轧机主传动系统进行了考察,并对两种供电方式做了技术上的分析对比。 技术对比 1.1交交变频与交直交变频装置概述[1] 如图1,主整流变压器是三个独立的△/Y-11连接的变压器,每个变压器连接一组由正反桥组成的交交变频装置,其输出对应同步机A、B、C 三项中的一项,三相交交变频装置采用逻辑无环流三项有中点方式, 图1 交交变频器住电路见图 输出端采用星点连接,电机双绕组串联、三相星接和变频器星点独立。 对应的输出每一项而言,其输出电压为Uom cos a ,当a=0时,Ud=Uom,(Uom为输出电压最大值,Ud为空载直流平均电压),改变a角,可以改变其输出电压平均值的大小。 图2交直交三电平变换器主电路简图 因输出是接到电动机的一相,而反电势负载的电流滞后电压一个角度,这就要求正反两组晶闸管都要有一个本桥逆变的过程,此时电压和电流反向,电机向电网回馈电能,所以a角也要有大于90度的移相范围,即每组晶闸管的输出都可正可负,在输出电压的一个周波中,按电流过零点分,两组桥轮流工作,而每组桥工作的半波内又有整流和本桥逆变两个区间。其输出电压U的函数表达式为:U=Ud/Uom cos wo t (wo为输出电压基波的角频率,K为调制系数),即改变wo就可改变输出频率,改变a