图6-20 二重PWM 型逆变电路 14.0 引 言
PWM (Pulse Width Modulation )控制——脉冲宽度调制技术,通过对一系列脉冲
的宽度进行调制,来等效地获得所需要波形(含形状和幅值)
直流斩波电路采用
斩控式交流调压电路,矩阵式变频电路
本章内容
PWM 控制技术在逆变电路中应用最广,应用的逆变电路绝大部分是PWM
型,PWM 控制技术正是有赖于在逆变电路中的应用,才确定了它在电力电子技术中的重要地位
本章主要以逆变电路为控制对象来介绍PWM 控制技术 也介绍PWM 整流电路
14.1 PWM 控制的基本原理
理论基础
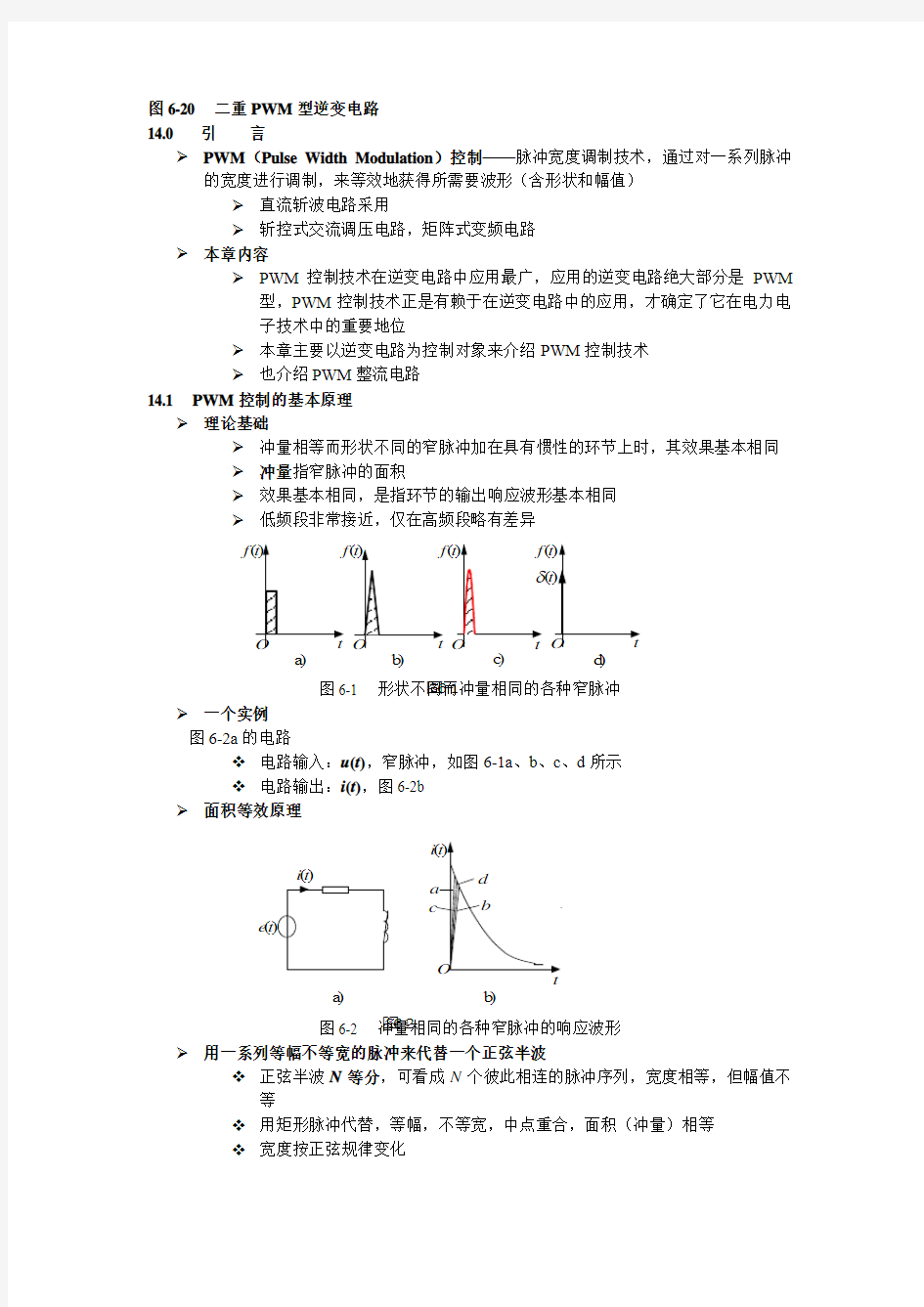
冲量相等而形状不同的窄脉冲加在具有惯性的环节上时,其效果基本相同 冲量指窄脉冲的面积
效果基本相同,是指环节的输出响应波形基本相同 低频段非常接近,仅在高频段略有差异
图6-1 形状不同而冲量相同的各种窄脉冲
一个实例 图6-2a 的电路
电路输入:u (t ),窄脉冲,如图6-1a 、b 、c 、d 所示 电路输出:i (t ),图6-2b
面积等效原理
图6-2 冲量相同的各种窄脉冲的响应波形
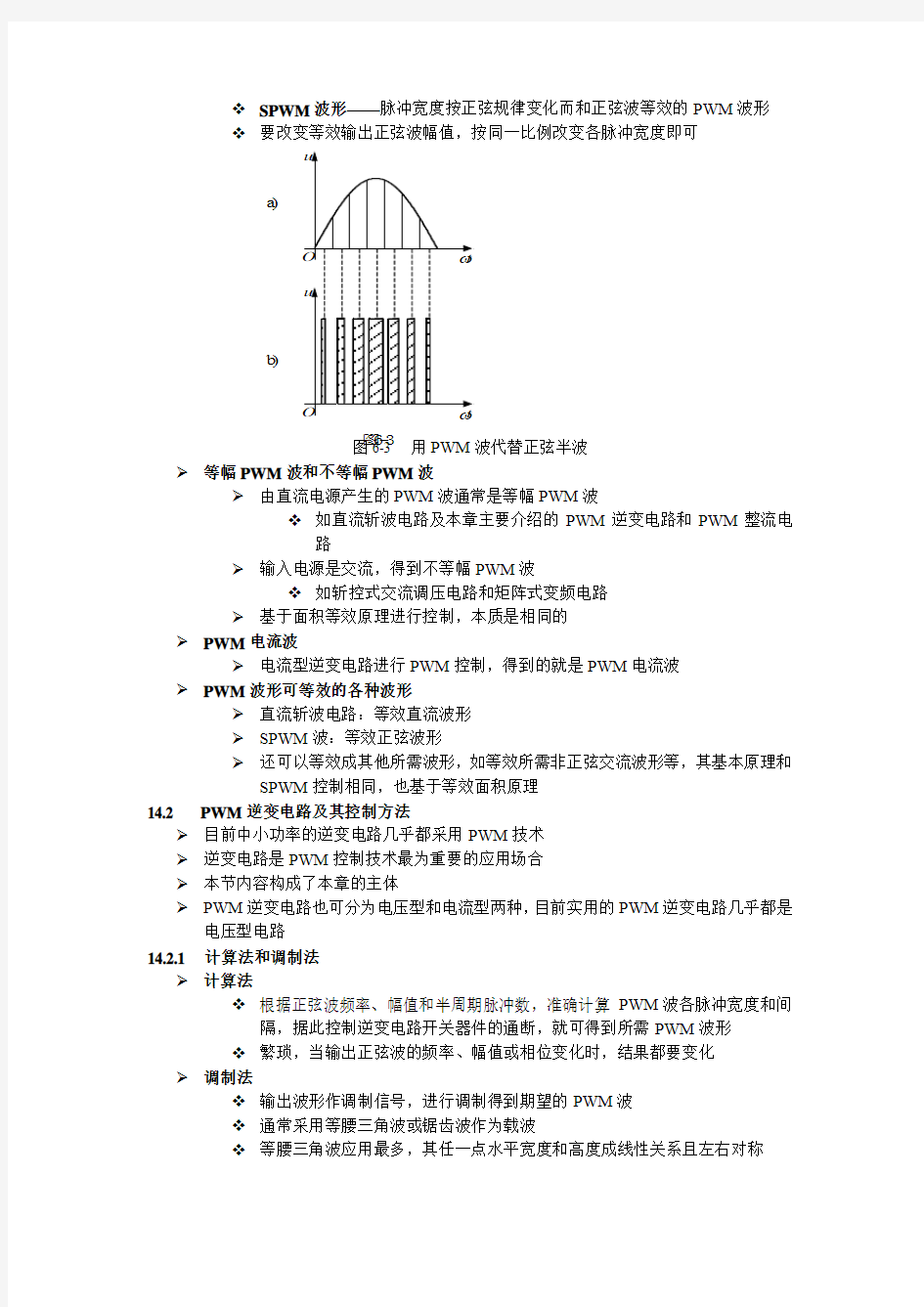
用一系列等幅不等宽的脉冲来代替一个正弦半波
正弦半波N 等分,可看成N 个彼此相连的脉冲序列,宽度相等,但幅值不
等
用矩形脉冲代替,等幅,不等宽,中点重合,面积(冲量)相等 宽度按正弦规律变化
图6-1a )b )d )
f
a
)b )
图6-2e (t
SPWM 波形——脉冲宽度按正弦规律变化而和正弦波等效的PWM 波形 要改变等效输出正弦波幅值,按同一比例改变各脉冲宽度即可
图6-3 用PWM 波代替正弦半波
等幅PWM 波和不等幅PWM 波
由直流电源产生的PWM 波通常是等幅PWM 波
如直流斩波电路及本章主要介绍的PWM 逆变电路和PWM 整流电
路
输入电源是交流,得到不等幅PWM 波
如斩控式交流调压电路和矩阵式变频电路
基于面积等效原理进行控制,本质是相同的
PWM 电流波
电流型逆变电路进行PWM 控制,得到的就是PWM 电流波
PWM 波形可等效的各种波形
直流斩波电路:等效直流波形 SPWM 波:等效正弦波形
还可以等效成其他所需波形,如等效所需非正弦交流波形等,其基本原理和
SPWM 控制相同,也基于等效面积原理
14.2 PWM 逆变电路及其控制方法
目前中小功率的逆变电路几乎都采用PWM 技术 逆变电路是PWM 控制技术最为重要的应用场合 本节内容构成了本章的主体
PWM 逆变电路也可分为电压型和电流型两种,目前实用的PWM 逆变电路几乎都是
电压型电路
14.2.1 计算法和调制法
计算法
根据正弦波频率、幅值和半周期脉冲数,准确计算PWM 波各脉冲宽度和间
隔,据此控制逆变电路开关器件的通断,就可得到所需PWM 波形 繁琐,当输出正弦波的频率、幅值或相位变化时,结果都要变化
调制法
输出波形作调制信号,进行调制得到期望的PWM 波 通常采用等腰三角波或锯齿波作为载波
等腰三角波应用最多,其任一点水平宽度和高度成线性关系且左右对称
a )
b )图6-3
与任一平缓变化的调制信号波相交,在交点控制器件通断,就得宽度正比于信号波
幅值的脉冲,符合PWM 的要求
调制信号波为正弦波时,得到的就是SPWM 波
调制信号不是正弦波,而是其他所需波形时,也能得到等效的PWM 波
结合IGBT 单相桥式电压型逆变电路对调制法进行说明: 工作时V1和V2通断
互补,V3和V4通断也互补 控制规律
u o 正半周,V1通,V2断,V3和V4交替通断
负载电流比电压滞后,在电压正半周,电流有一段区间为正,一段区间为负 负载电流为正的区间,V1和V4导通时,u o 等于U d V4关断时,负载电流通过V1和VD3续流,u o=0 负载电流为负的区间, V1和V4仍导通,i o 为负,实际上i o 从VD1和VD4
流过,仍有u o=U d
V4关断V3开通后,i o 从V3和VD1续流,u o=0 u o 总可得到U d 和零两种电平
u o 负半周,让V2保持通,V1保持断,V3和V4交替通断,u o 可得-U d 和零两种
电平
单极性PWM 控制方式(单相桥逆变)在u r 和u c 的交点时刻控制IGBT 的通断
u r 正半周,V1保持通,V2保持断
? 当u r>u c 时使V4通,V3断,u o=U d ? 当u r
u r 负半周,V1保持断,V2保持通
? 当u ru c 时使V3断,V4通,
u o=0 ? 虚线u of 表示u o 的基波分量
信号载图6-4D 3
D 4
-
图6-5 单极性PWM 控制方式波形
双极性PWM 控制方式(单相桥逆变)
在u r 的半个周期内,三角波载波有正有负,所得PWM 波也有正有负 在u r 一周期内,输出PWM 波只有±U d 两种电平 仍在调制信号u r 和载波信号u c 的交点控制器件的通断 u r 正负半周,对各开关器件的控制规律相同
当u r >u c 时,给V1和V4导通信号,给V2和V3关断信号 如i o>0,V1和V4通,如i o<0,VD1和VD4通, u o=U d 当u r0,VD2和VD3通,u o=-U d 单相桥式电路既可采取单极性调制,也可采用双极性调制
图6-6 双极性PWM 控制方式波形
双极性PWM 控制方式(三相桥逆变)
三相的PWM 控制公用三角波载波u c
三相的调制信号u rU 、u rV 和u rW 依次相差120°
图6-7 三相桥式PWM 型逆变电路
U 相的控制规律
当u rU>u c 时,给V1导通信号,给V4关断信号,u UN’=U d/2 当u rU
当给V1(V4)加导通信号时,可能是V1(V4)导通,也可能是VD1(VD4)导通 u UN’、u VN ’和u WN’的PWM 波形只有±U d/2两种电平
u UV 波形可由u UN’-u VN ’得出,当1和6通时,u UV=U d ,当3和4
通时,
u U -U
u N
u r u r u r
u UV=-U d ,当1和3或4和6通时,u UV=0 输出线电压PWM 波由±U d 和0三种电平构成
负载相电压PWM 波由(±2/3)U d 、(±1/3)U d 和0共5种电平组成
防直通死区时间
同一相上下两臂的驱动信号互补,为防止上下臂直通而造成短路,留一小段
上下臂都施加关断信号的死区时间
死区时间的长短主要由开关器件的关断时间决定
死区时间会给输出的PWM 波带来影响,使其稍稍偏离正弦波
图6-8 三相桥式PWM 逆变电路波形
14.2.2 异步调制和同步调制
载波比——载波频率f c 与调制信号频率f r 之比,N = f c / f r
根据载波和信号波是否同步及载波比的变化情况,PWM 调制方式分为异步调制和
同步调制
1. 异步调制
异步调制——载波信号和调制信号不同步的调制方式
? 通常保持f c 固定不变,当f r 变化时,载波比N 是变化的
? 在信号波的半周期内,PWM 波的脉冲个数不固定,相位也不固定,正负半
周期的脉冲不对称,半周期内前后1/4周期的脉冲也不对称
? 当f r 较低时,N 较大,一周期内脉冲数较多,脉冲不对称产生的不利影响都
较小
? 当f r 增高时,N 减小,一周期内的脉冲数减少,PWM 脉冲不对称的影响就
变大
同步调制
同步调制——N 等于常数,并在变频时使载波和信号波保持同步
u
u u u
? 基本同步调制方式,f r 变化时N 不变,信号波一周期内输出脉冲数固定 ? 三相电路中公用一个三角波载波,且取N 为3的整数倍,使三相输出对称 ? 为使一相的PWM 波正负半周镜对称,N 应取奇数 ? f r 很低时,f c 也很低,由调制带来的谐波不易滤除 ?
f r 很高时,f c 会过高,使开关器件难以承受
图6-10 同步调制三相PWM 波形
分段同步调制(图6-11)
? 把f r 范围划分成若干个频段,每个频段内保持N 恒定,不同频段N 不同 ? 在f r 高的频段采用较低的N ,使载波频率不致过高 ? 在f r 低的频段采用较高的N ,使载波频率不致过低
? 为防止f c 在切换点附近来回跳动,采用滞后切换的方法 ? 同步调制比异步调制复杂,但用微机控制时容易实现
? 可在低频输出时采用异步调制方式,高频输出时切换到同步调制方式,这样
把两者的优点结合起来,和分段同步方式效果接近
14.2.3 规则采样法
按SPWM 基本原理,自然采样法
? 要求解复杂的超越方程,难以在实时控制中在线计算,工程应用不多
规则采样法特点
? 工程实用方法,效果接近自然采样法,计算量小得多
图6-10
u V u W
图6-12
图6-12 规则采样法
规则采样法原理
? 图6-12,三角波两个正峰值之间为一个采样周期T c
? 自然采样法中,脉冲中点不和三角波一周期的中点(即负峰点)重合
? 规则采样法使两者重合,每个脉冲的中点都以相应的三角波中点为对称,使
计算大为简化
? 在三角波的负峰时刻t D 对正弦信号波采样得D 点,过D 作水平直线和三角
波分别交于A 、B 点,在A 点时刻t A 和B 点时刻t B 控制开关器件的通断 ? 脉冲宽度d 和用自然采样法得到的脉冲宽度非常接近
规则采样法计算公式推导 正弦调制信号波 式中,a 称为调制度,0≤a <1;w r 为信号波角频率。从图6-12得
(6-6)
因此可得 三角波一周期内,脉冲两边间隙宽度
(6-7)
三相桥逆变电路的情况
三角波载波公用,三相正弦调制波相位依次差120°
同一三角波周期内三相的脉宽分别为dU 、dV 和dW ,脉冲两边的间隙宽度
分别为d ’U 、d’V 和d’W ,同一时刻三相调制波电压之和为零,由式(6-6)得
(6-8)
由式(6-7)得 (6-9)
利用以上两式可简化三相SPWM 波的计算
14.2.4 PWM 逆变电路的多重化
PWM 多重化逆变电路,一般目的:提高等效开关频率、减少开关损耗、减少和载
波有关的谐波分量
PWM 逆变电路多重化联结方式有变压器方式和电抗器方式 利用电抗器联接的二重PWM 逆变电路(图6-28,图6-29) 两个单元的载波信号错开180°
输出端相对于直流电源中点N’的电压u UN’=(u U1N’+u U2N’)/2,已变为单极性PWM
波
t
a u r sin r ω=2/2
2/sin 1c
D r T t a =+δω)
sin 1(2
D r c
t a T ωδ+=())
sin 1(421'D r c c t a T T ωδδ-=-=23c
W V U T =++δδδ43'''c
W V U T =++δδδ
U V
图6-20 二重PWM 型逆变电路
输出线电压共有0、(±1/2)U d 、±U d 五个电平,比非多重化时谐波有所减少
电抗器上所加电压频率为载波频率,比输出频率高得多,只要很小的电抗器就可以
了
输出电压所含谐波角频率仍可表示为nw c+kw r ,但其中n 为奇数时的谐波已全被除
去,谐波最低频率在2w c 附近,相当于电路的等效载波频率提高一倍
图6-21
二重PWM 型逆变电路输出波形
图6-1 形状不同而冲量相同的各种窄脉冲
图6-2 冲量相同的各种窄脉冲的响应波形
图6-21-u U
U u
V
t t 图6-1
a)b)d)
(f
图6-3 用PWM 波代替正弦半波
图6-4 单相桥式PWM 逆变电路
图6-5 单极性PWM 控制方式波形
a)
b)
图6-2
e (t
a )
b )图6-3
信号
载图6-4
D 3
D 4
-
图6-6 双极性PWM 控制方式波形
图6-7 三相桥式PWM 型逆变电路
图6-8 三相桥式PWM 逆变电路波形
-
u N
u r u r u r u u u u
图6-10 同步调制三相PWM 波形
图6-11 分段同步调制方式举例
图6-12 规则采样法
图6-10
u V u W
0.0.1.1.2.2.图6-11
f r /H z
f c /k H
z
图6-12
图6-20 二重PWM 型逆变电路
图6-21 二重PWM 型逆变电路输出波形
图6-28 单相PWM 整流电路
U V
图6-21-
u U V
图6-29 PWM 整流电路的运行方式相量图
a)
b)
图6-28u
u d
a)b)
c)
d)图6-29
2L U R 2U s
U R
2L R
22
R
1.非概率抽样(Non-probability sampling) 又称非随机抽样,指根据一定主观标准抽取样本,令总体中每个个体的被抽取不是依据其本身的机会,而是完全决定于调研者的意愿。 其特点为不具有从样本推断总体的功能,但能反映某类群体的特征,是一种快速、简易且节省的数据收集方法。当研究者对总体具有较好的了解时可以采用此方法,或是总体过于庞大、复杂,采用概率方法有困难时,可以采用非概率抽样来避免概率抽样中容易抽到实际无法实施或"差"的样本,从而避免影响对总体的代表度。 常用的非概率抽样方法有以下四类: 方便抽样(Convenience sampling) 指根据调查者的方便选取的样本,以无目标、随意的方式进行。例如:街头拦截访问(看到谁就访问谁);个别入户项目谁开门就访问谁。 优点: 适用于总体中每个个体都是"同质"的,最方便、最省钱;可以在探索性研究中使用,另外还可用于小组座谈会、预测问卷等方面的样本选取工作。 缺点: 抽样偏差较大,不适用于要做总体推断的任何民意项目,对描述性或因果性研究最好不要采用方便抽样。 判断抽样(Judgment sampling) 指由专家判断而有目的地抽取他认为"有代表性的样本"。例如:社会学家研究某国家的一般家庭情况时,常以专家判断方法挑选"中型城镇"进行;也有家庭研究专家选取某类家庭进行研究,如选三口之家(子女正在上学的);在探索性研究中,如抽取深度访问的样本时,可以使用这种方法。 优点: 适用于总体的构成单位极不相同而样本数很小,同时设计调查者对总体的有关特征具有相当的了解(明白研究的具体指向)的情况下,适合特殊类型的研究(如产品口味测试等);操作成本低,方便快捷,在商业性调研中较多用。 缺点: 该类抽样结果受研究人员的倾向性影响大,一旦主观判断偏差,则根易引起抽样偏差;不能直接对研究总体进行推断。 配额抽样(Quota sampling) 指先将总体元素按某些控制的指标或特性分类,然后按方便抽样或判断抽样选取样本元素。 相当于包括两个阶段的加限制的判断抽样。在第一阶段需要确定总体中的特性分布(控制特征),通常,样本中具备这些控制特征的元素的比例与总体中有这些特征的元素的比例是相同的,通过第一步的配额,保证了在这些特征上样本的组成与总体的组成是一致的。在第二阶段,按照配额来控制样本的抽取工作,要求所选出的元素要适合所控制的特性。例如:定点街访中的配额抽样。 优点: 适用于设计调查者对总体的有关特征具有一定的了解而样本数较多的情况下,实际上,配额抽样属于先"分层"(事先确定每层的样本量)再"判断"(在每层中以判断抽样的方法选取抽样个体);费用不高,易于实施,能满足总体比例的要求。 缺点:
资料目录: 取样指令 取样管理规程 原辅料、包装材料、半成品、成品取样方法和操作规程 水、沉降菌、浮游菌、悬浮粒子检测 法规、指南 取样指令: 1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化验申请单、一份厂商的化验证书。成品生产完成后,评价室应收到生产部的化验申请单。评价人员检查过这些资料后根据化验申请单在批化验记录相应位置上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样”。 2、取样员根据化验申请单所记录的来料包装数量准备留检标签、留样标签和清洁干燥的取样容器(对于无菌罐装产品用原辅料,取样用具灭菌后应保存在密闭的无菌容器内,超过两周应重新灭菌)。 粘好留检标签后,即可着手取样。 取样方法: 1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工艺用水都应分别制定取样办法。 2、对取样环境的洁净要求、取样人员、取样容器、取样部位和顺序、取样方法、取样量、样品混合方法、取样容器的清洗、保管、必要的留样时间以及对无菌及麻毒、精神药品在取样时的特殊要求等应又明确的规定。 3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩内取样。 4、取样环境的空气洁净度级别应与生产要求一致。 5、中间品、成品取样可以在生产结束时进行,也可以在生产过程的前、中、后期取样。 (1)原则:根据取样计划单进行取样,取样时,应注意样品的代表性。如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不了解物料是否均一,则应注意从物料不同部位取样;如取样不能达到物料的所有部位时,应随机地在可达到的部位取样;物料表面和物料主题可能会存在差异,抽样时,不应只从表面抽取样品。对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。 (2)取样一般由专职取样员进行。也可由车间工人或者中控人员根据相应的B PR或SOP取样,然后由取样员进行收集,但抽样人员必须经过适当的培训和考核,以避免差错,保证抽样的代表性。 (3)一定要做到某一个时间只取一个样品,样品容器在取样前即应帖上事先准备好的取样标签,以免发生差错。混合样品及分样,应在符合洁净度要求的取样间进行。对于无菌罐装产品用原辅料的取样,应在取样间的层流台中进行,取样前后,应用70%乙醇消毒层流台。 (4)取过样的包装、取样日期和相应的化验申请单上要作上取样标记。 (5)取过样的包装要重新密封,防止包装内的材料受到污染或在运输或处理过程中散落并造成污染。应帖上取样标签,以使得在重新打开包装时易被观察到。取好样的包装要放回原货位。 取样数量: 1、一般原辅料总件数n≤3时,每件取样;n为4~300时,取样数为SQR+1,n>300时,取样数为SQR/2+1。 资料:中华人民共和国专业标准ZB10001~10007-89 包装数目样品的包装数(直接样品)混合样品数 1~5X1 ≤300SQR(X)+12 >300SQR(X)/2+12 *直接样品:直接取自物料的样品称直接样品。 **混合样品:将一定数目的直接样品混合均匀后获得的样品称为混合样品。 2、中药材总件数n<5或为贵细药材时,每件取样;n为5~99时,取样数为5;n为100~1000时,按n的5%取样;
基于DSP的SPWM不对称规则采样算法的分析与实现 姜彬,张浩然,郭启军 (浙江师范大学数理信息学院电子技术研究所 ,浙江,金华,321004) 基金颁发部门:浙江省科技厅项目名称:静电除尘器智能化高频高压电源的研制编号:2008C21064 基金申请人:张浩然姜彬 摘要:本文以高性能数字信号处理芯片TMS320F2812为核心,设计生成了基于不对称 规则采样算法的SPWM波形,键盘输入参数设定调制波频率。本文首先分析了不对称规则算法的原理,接着设计了基于TMS320F2812芯片的软件设计流程,最后在数字示波器上显示了实验波形,验证了设计的有效性和可行性。 关键字:SPWM; DSP;不对称采样算法; TMS320F2812 Sine Pluse Width Modulation based on TMS320F2812 Mathematics, Physics and Information Engineering College of Zhejiang Normal University Jinhua, Zhejiang, China, 321004 Abstract: According to Asymmetry Rule Sampling Algorithmic based on TMS320F2812,we design and generate SPWM waveform. And we use keyboard to change the parameters and set frequency modulation wave. First we analysis the principle of the algorithmic ,and then design the software flow based on TMS320F2812, Finally, we show some experiment waves on the Digital Oscilloscope to proved the effectiveness and feasibility of the design. Key words: SPWM;DSP; Asymmetry Rule Sampling Algorithmic; TMS320F2812 中文分类号:TP273 文献标识码:A 1引言 在三相逆变器中,SPWM(Sinusoidal Pulse Width Modulation)技术是最为先进的控制算法之一,SPWM波用于控制逆变器功率器件的开关时刻。SPWM技术最初是用模拟电路构成三角波和正弦波发生电路,接着用比较器来确定他们的交点,这种实现方法电路复杂,精度较差。后来人们采用单片机来实现,但由于单片机在硬件计算速度和算法计算量方面的局限,往往无法兼顾计算的精度和速度。由于DSP具有强大的运算能力,能够完全兼顾控制的精度和速度,越来越多的应用选择使用DSP。用DSP产生多相正弦波有多种方法,如采用D/A转换器,使用DSP外接D/A转换器可以输出频率较高的正弦波,但是这种方法浪费硬件资源,因为需要几相正弦波就需要几个D/A转换器,而且在每次计算每个D/A采样点的正弦值时都需要占用CPU,不利于系统整体性能的提高。TMS320F2812是TI公司推出的用于工业控制的新型32位定点DSP,最高主频150MHz,拥有丰富的外设,利用其内部硬件电路---事件管理器模块中的全比较单元,采用SPWM算法,可以非常方便的产生高精度的、实时性强、可在线调节、带死区控制的三相正弦SPWM波形,从而实现三相逆变器的SPWM控制[2]。 2. SPWM算法原理[3] PWM技术利用全控型器件的导通和关断把电压变成一定形状的电压脉冲序列,实现变压、变频控制并且消除谐波,而SPWM算法是以获得正弦电压输出为目标的一种脉宽调制技术。 为了得到正弦波,需要输出一组连续的幅值相等而宽度不相等的矩形波,实现过程为:正弦调制波与三角载波相交,交点产生控制功率开关器件的信号,经相应驱动电路来控制功率开关器件的通断,从而得到一系列等幅而且脉冲宽度正比于对应区间正弦波曲线函数值的矩形脉冲,即SPWM波形。 1 浙江省科技厅项目
//该函数在VC++6.0下编译测试通过,可实现直线、圆弧、完整圆的数据采样法插补;并可将插补函数计算出的数//据点写入xxx.txt文件中 //若有任何疑问,欢迎邮件联系,dingjiang90@https://www.doczj.com/doc/737390650.html, //版权所有,侵权必究。转载时请注明来自大连理工机械工程学院Deanjiang #include
不对称规则采样SPWM 的数学模型 不对称规则采样法是既在三角波的顶点对称轴位置采样,又在三角波的底点 对称轴位置采样,也就是每个载波周期采样两次,这样所形成的阶梯波与正弦波的逼近程度会比对称规则采样法大大提高。不对称规则采样法生成的SPWM 波如图1所示,由于这样采样所形成的阶梯波与三角波的交点并不对称,因此称其为不对称规则采样法。 图1 不对称规则采样生成SPWM 波 由图1可得,当在三角载波的顶点对称轴位置t1时刻采样时,则有 114 4 c off c on T t a T t a ?=-??? ?=+?? (1) 当在三角载波的底点对称轴位置t2时刻采样时,则有 224 4 c on c off T t b T t b ?=+??? ?=-?? (2)
利用三角形相似的性质,可得 1111222241sin 441sin 441sin 441sin 4c off c on c on c off T t M t T t M t T t M t T t M t ωπ ωπωπωπ???=- ????? ???=+? ???? ? ?? ?=+ ???? ? ???=- ????? (3) 由于每个载波周期采样2次,所以 122 2 s c t t f T πωθπωθπ? =+??? ?=++?? (4) pi*fs*Tc=2*pi*fs*(Tc/2) 所以生成的SPWM 波脉宽为 1221sin sin 2 22c on on on s c T t t t M f T ππθθππ????????=+= +++++?? ? ???? ??????? (5) 以上为单相SPWM 波生成的数学模型。如果生成三相SPWM 波,必须使用 三条正弦波和同一条三角载波求交点,所以同理即可得到三相的不对称规则采样的SPWM ,则顶点采样时有 11141sin 42441sin 423421sin 423A c on B c on C c on T t M T t M T t M πθππθπππθππ?????=++? ??????????????=+++? ??????????????=+++ ????????? (6) 底点采样时有
第四节数据采样法 随着数控系统中计算机的引入,大大缓解了插补运算时间和计算复杂性之间的矛盾,特别是高性能直流伺服系统和交流伺服系统的研制成功,为提高现代数控系统的综合性能创造了充分条件。相应地,这些现代数控系统中采用的插补方法,就不再是最初硬件数控系统中所使用的脉冲增量法,而是结合了计算机采样思想的数据采样法。 所谓数据采样法就是利用一系列首尾相连的微小直线段来逼近给定曲线。由于这些线段是按加工时间来分割的,因此,数据采样法又称为“时间分割法”。一般来讲,分割后所得到的微小直线段相对系统精度而言仍显过大,需要在微小直线段的基础上进一步密化数据点。获取微小直线段的过程称为粗插补,将微小直线段进一步密化的过程称为精插补。通过两者的紧密配合即可实现高性能零件轮廓插补。 一般情况下,数据采样插补法中的粗插补是由软件实现。由于粗插补可能涉及到一些比较复杂的函数运算,因此,大多采用高级语言完成。而精插补算法大多采用前面介绍的脉冲增量法,它既可由软件实现也可由硬件实现,由于相应算术运算较简单,所以软件实现时大多采用汇编语言完成。 一、插补周期与位置控制周期 所谓插补周期T S是指相邻两个微小直线段之间的插补时间间隔,而位置控制周期T C则是数控系统中伺服位置环的采样控制时间间隔。对于给定的数控系统而言,插补周期和位置控制周期是两个固定不变的时间参数。 通常取T S≥T C,目的是便于系统内部控制软件的处理。当T S与T C不相等时,一般要求T S是T C的整数倍。这是由于插补运算较复杂,处理时间较长;而位置环数字控制算法较简单,处理时间较短。因此,每次插补运算的结果可供位置环多次使用。现假设程编进给速度为F,插补周期为T S,则可求得插补分割后的微小直线段长度为?L(暂不考虑单位)为?L=FT S。 插补周期T S对系统稳定性没有影响,但对被加工轮廓的轨迹误差有影响。位置控制周期T C不仅对系统稳定性而且对轮廓误差均有影响。因此,T S的选择,主要从插补精度方面考虑,而T C的选择则需从伺服系统的稳定性和动态跟踪误差两个方面加以考虑。 一般情况下,插补周期T S越长,插补计算误差就越大。因此,单从减小插补计算误差的角度来考虑时,希望插补周期T S越小越好。但另一方面,T S也不能太小,由于数控系统在进行轮廓插补控制的同时,其数控装置中CPU不仅要完成插补运算,而且还必须处理一些其他任务,例如:位置误差计算、显示、监控、I/O处理等。因此,T S不单是指CPU完成插补运算所需时间,而且还必须留出一部分时间用于执行其他相关的数控任务。由此可见,要求插补周期T S必须大于插补运算时间和完成其他相关任务所需时间总和。据有关资料介绍,数控系统数据采样法插补周期一般不大于20ms,使用较多的大都在10ms左右。例如美国AB公司的7360数控系统中T S=10.24ms;德国SIEMENS公司的System-7数控系统中T S=8ms。但随着CPU处理速度的提高,为了获得更高的插补精度,插补周期也会越来越小。 数控系统位置控制周期的选择有两种方式:一种是T C=T S,如7360系统中T C=T S =10.24ms;另一种是T S为T C的整数倍,如System-7数控系统中T S=8ms、T C=4ms,即插补周期是位置控制周期的2倍。插补程序每8ms调用一次,计算出该周期内各坐标轴相应的进给增量,而位置控制程序每4ms将插补计算增量的一半作为该位置控制周期的位置给定,也就是说,每个插补周期计算出来的坐标增量均分两次送给伺服系统去执行。这样,在不改变计算机速度的前提下,可提高位置环的采样频率,使得进给速度变化较为平缓,提高了系统的动态性能。一般来讲,位置控制周期T C取值范围大致在4~20ms之间。 二、插补周期与精度、速度之间的关系 在数据采样法直线插补过程中,由于给定轮廓本身就是直线,那么插补分割后的小直线
计算Cpk收集数据: 子组容量n:最好是在4~5, 子组个数k:20~25, 子组抽样间隔一般看产品的产量考虑, 1hr少于10件8hr 1组 1hr10~19pics 4hr 1组 1hr20~49pics 2hr 1组 1hr大于50pics 1hr 1组 抽样一般都是在尽量短的时间完成 取样条件:必须是连续加工零件组成,且为单一批量 设备必须先进行预热至正常/最佳状态,预热时间视不同设备而具体规定; 设备附件:设备之工装、夹具必须为正常/最佳状态(新工装、夹具需使用至寿命5-10%为正常),且在加工过程中不允许改变和损坏,否则需重新开始; 生产过程:设备在生产过程内要保持其性能稳定性,(如避免受机械故障;停电;损耗;腐蚀等),否则需重新开始; 操作员:只允许指定一名操作人员(为熟练者); 检验员:只允许指定一名检验人员(为熟练者); 量具:只允许使用一个量具(为合格者); 检验过程:保持同一检验方法和检验环境条件不变(如温度、湿度、场地等); 零件测量规定在具体确定位置,并保持每次测量均相同。 .在什么情况下要对机器能力进行测试?回答是,在很多情况下都要进行机器能力系数测试,但是,最重要的情况有两种:(1)在最终认可以前,证明新设备是合格的;或者(2)确定工序中新发现的造成工序异常波动的原因。 前提条件: 1. 在机器能力测试中使用的零件毛坯应从同一供货厂商处购买,并要求其材料相同,由同一浇铸模铸成或由同一套模具配套件制成。 2. 前一道工序(前一台机床)所加工出的零件应符合设计和加工要求,其尺寸须符合公差要求。 3. 对于所选取的零件数目有如下规定:连续地测量每个产品规格中的50个零件以某种特定的方式记录下来。(如连续的序数) 4. 如果一台机床可以加工两种以上的零件,或者是零件编号不同的同种零件,则对其加工的每一种规格的零件都要求做机器能力的测试。 5. 在机器能力测试前,如果刀具是未曾使用过的刀具,则要求先用去刀具总寿命的5~10%(因为新的刀具磨损剧烈,故而加工出的产品尺寸极不稳定,当用去刀具总寿命的5~10%以后刀具磨损程度平缓,零件的加工尺寸稳定)。 6. 在机器能力测试中所使用的刀具必须是按照大众公司标准制造的刀具,而不用供货商提供的刀具。 7. 在机器能力测试开始之前,必须把可调整的刀具调整到公差中值。 8. 在机器能力测试中不允许调整或更换刀具。
竭诚为您提供优质文档/双击可除 乳粉采样规范 篇一:乳粉中菌落总数测定规则及实例 项目二乳粉中菌落总数测定操作要点及训 练 一、乳粉取样规则(依据gb4789.18-20xx) 1、取样前将样品充分混匀,袋装奶粉应用75%酒精棉球涂擦消毒袋口,以无菌操作开封取样,称取检样25g,加入 预热到45℃盛有225ml灭菌生理盐水等稀释液或增菌液的锥形瓶内(可使用玻璃珠助溶),振摇使充分溶解和混匀。 2、对于经酸化工艺生产的乳清粉,应使用ph8.4±0.2 的磷酸氢二钠缓冲液稀释,对于含较高淀粉的特殊配方乳粉,可使用α-淀粉酶降低溶液年度,或将稀释液加倍以降低溶 液粘度。 二、乳粉取样量 1、产品包装小于等于500g的,取最小销售包装内即可,取样量不少于5×25g; 2、产品包装大于500g,使用无菌取样钻在大包装中取样,取样量不少于5×25g。
(附图:多层取样器或取样钻) 三、平板菌落计数实例(依据gb4789.2-20xx): 四、菌落总数计算实例 五、检测报告的出具(依据gb19644-20xx) (注释:n:取样的个数; c:检样中菌落总数在检测上下限值范围内的样品个数;;m:样品中待测成分的最低限值; m:样品中待测成分的最高限值; 在判断结果时,当所有检测样品菌落总数低于n时,产品可接收;当检样中有≤c个样品中菌落总数在n-m范围内,则样品可接收;若果超过c个样品中超过n-m范围,则产品不予接收,若全部检样中菌落总数均超过m,则样品不予接收。) 例如: 鸡肉中沙门氏菌标准为n=5、c=0、m=0.其中n=5即取样5个,c=0表示在该批检样中,不得有样品中检测出沙门氏菌,则样品可被接收,反之则不可接收。 六、练习 1、已知在生食海产品鱼的副溶血弧菌标准为m=5、c= 0、m=0。判断 该产品可接收与不可接收的条件并说明理由。 篇二:调制乳粉
抽样检验原理和方法 一、抽样检验的基础术语 ?单位产品 ? 1.单位产品划分: ?所谓单位产品,是指构成产品总体的基本单位。如一个螺丝钉、一双鞋等;但有些连续性产品不可以自然划分,如糖、味精、汽油等,其单位产品划分有相对任意性。 ? 2.单位产品缺陷: ?单位产品不符合规定技术要求的任何一点,即构成一个缺陷,按其严重程度区分为:致命缺陷、严重缺陷、轻度缺陷、微小缺陷等。 ? 3.合格品与不合格品: ?合格品:不含有任何缺陷的单位产品; ?不合格品:有一个或一个以上缺陷的单位产品。 ? 4.单位产品的质量衡量方法: ?主要两类:计量方法和计数方法。 批量与样板 ? 1.批量:检查批所包含的单位产品数。记为N。 ? 2.样本单位:从检查批中抽取并用于检验的单位产品。 ? 3.样本:样本单位的全体。 ? 4.样本大小:样本中包含的样本单位数。记为n。 ?在具体实施抽样检查时,先根据提交检查批的批量与检查水平,查表确定样本大小字码:A、B、C……,由查出的样本大小字码、检验严格度和抽样方案的类型,查表即得此抽样方案下的样本大小n。 不合格 ? 1.单位产品的质量特征不符合规定,称为不合格。 ?其按质量特性不符合的严重程度或质量特性的重要性分为A类、B类、C类不合格。 ?A类不合格为单位产品极重要特性不符合规定或单位产品的质量特性极严重不符合规定。 ?B类不合格为单位产品重要特性不符合规定或单位产品的质量严重不符合规定。 ?C类不合格为单位产品一般质量特性不符合规定或单位产品的质量特性轻微不符合规定。 ? 2.合格判定数: ?作出批合格判断样本中所允许的最大不合格品数或不合格数,记为Ac。 ? 3.不合格判定数: ?作出批不合格判断样本中所不允许的最小不合格品数或不合格品数,记为Re。 合格质量水平 ? 1.合格质量水平: ?在抽样检查中,认为可以接受的连续提交检查批的过程平均不合格率(或每百单位缺陷数)上限值,常用AQL表示。 ?原则上,按不合格的分类分别规定不同的合格质量水平。主要由生产方和使用方协商确定:?(1)AQL(A类不合格)< AQL(B类不合格)< AQL(C类不合格); ?(2)AQL(重要检验项目)< AQL(次要检验项目) ?(3)AQL(电气性能)< AQL(机械性能)< AQL(外观质量);
1.目的:建立原辅料取样操作规程,保证所取样品的代表性。 2.范围:适用于原料、辅料的取样操作。 3.责任:供应部仓库保管员,质保部取样员。 4.内容: 4.1.质保部取样员接到取样通知后,做好以下准备工作: 4.1.1 根据请验单的品名、规格、数量计算取样样本数、取样量,原则如下(n 为来料总件数): 4.1.1.1药材(N为来料总包装件数):N<5时,逐件取样;N<100时,取样5件;N为100—1000时,按5%取样;N>1000时,超过部分按1%取样;贵重药材逐件取样。取样量为全检量的3—5倍,贵重药材取2—3倍。 4.1.1.2化学原料药及辅料(N为来料总包装件数):N≤3时,逐件取样;N≤300时,按√N+1件取样;N>300件时,按√N/2+1件取样。取样量至少为一次全检量的三倍。 4.1.2 准备清洁干燥的取样器、样品盛容器和辅助工具(手套、样品盒、剪刀、刀子、标签、笔、取样证等)前往规定地点取样。 固体——粉末取样器(多点取样器,单点取样器),不锈钢勺、不锈钢镊子等 取样器 液体——液体取样器(昆山莱曼81058系列液体取样器,85030系列杯式液体取样器或多点液体取样器)。 样品盛装容器——具盖玻璃瓶或无毒塑料瓶。需取微生物限度检查样品时,以上相应器具均应灭菌。 4.2、取样 4.2.1到规定的取样地点后(一般药材可在仓库取样,直接入药的药材、化学原料药、辅料均需在与生产环境洁净级别相同的洁净环境内取样),取样前应先进行现场核对: 4.2.1.1 核对物料状态标志。物料应置待验区,有黄色待验标记。 4.2.1.2 请验单内容与实物标记应相符,内容为品名、批号、数量、规格、产地、来源,标记清楚完整。进口原辅料应有口岸药检所的检验报告单。
常用的抽样方法总结 1.非概率抽样(Non-probability sampling) 又称非随机抽样,指根据一定主观标准抽取样本,令总体中每个个体的被抽取不是依据其本身的机会,而是完全决定于调研者的意愿。 其特点为不具有从样本推断总体的功能,但能反映某类群体的特征,是一种快速、简易且节省的数据收集方法。当研究者对总体具有较好的了解时可以采用此方法,或是总体过于庞大、复杂,采用概率方法有困难时,可以采用非概率抽样来避免概率抽样中容易抽到实际无法实施或“差”的样本,从而避免影响对总体的代表度。 常用的非概率抽样方法有以下四类: 方便抽样(Convenience sampling) 指根据调查者的方便选取的样本,以无目标、随意的方式进行。例如:街头拦截访问(看到谁就访问谁);个别入户项目谁开门就访问谁。 优点: 适用于总体中每个个体都是“同质”的,最方便、最省钱;可以在探索性研究中使用,另外还可用于小组座谈会、预测问卷等方面的样本选取工作。 缺点: 抽样偏差较大,不适用于要做总体推断的任何民意项目,对描述性或因果性研究最好不要采用方便抽样。 判断抽样(Judgment sampling) 指由专家判断而有目的地抽取他认为“有代表性的样本”。例如:社会学家研究某国家的一般家庭情况时,常以专家判断方法挑选“中型城镇”进行;也有家庭研究专家选取某类家庭进行研究,如选三口之家(子女正在上学的);在探索性研究中,如抽取深度访问的样本时,可以使用这种方法。 优点: 适用于总体的构成单位极不相同而样本数很小,同时设计调查者对总体的有关特征具有相当的了解(明白研究的具体指向)的情况下,适合特殊类型的研究(如产品口味测试等);操作成本低,方便快捷,在商业性调研中较多用。 缺点: 该类抽样结果受研究人员的倾向性影响大,一旦主观判断偏差,则根易引起抽样偏差;不能直接对研究总体进行推断。 配额抽样(Quota sampling) 指先将总体元素按某些控制的指标或特性分类,然后按方便抽样或判断抽样选取样本元素。 相当于包括两个阶段的加限制的判断抽样。在第一阶段需要确定总体中的特性分布(控制特征),通常,样本中具备这些控制特征的元素的比例与总体中有这些特征的元素的比例是相同的,通过第一步的配额,保证了在这些特征上样本的组成与总体的组成是一致的。在第二阶段,按照配额来控制样本的抽取工作,要求所选出的元素要适合所控制的特性。例如:定点街访中的配额抽样。 优点: 适用于设计调查者对总体的有关特征具有一定的了解而样本数较多的情况下,实际上,配额抽样属于先“分层”(事先确定每层的样本量)再“判断”(在每层中以判断抽样的方法选取抽样个体);费用不高,易于实施,能满足总体比例的要求。 缺点: 容易掩盖不可忽略的偏差。 滚雪球抽样(Snowball sampling)
在CNC系统中较广泛采用的另一种插补计算方法即所谓数据采样插补法,或称为时间分割法。它尤其适合于闭环和半闭环以直流或交流电机为执行机构的位置采样控制系统。这种方法是把加工一段直线或圆弧的整段时间细分为许多相等的时间间隔,称为单位时间间隔(或插补周期)。每经过一个单位时间间隔就进行一次插补计算,算出在这一时间间隔内各坐标轴的进给量,边计算,边加工,直至加工终点。 与基准脉冲插补法不同,采用数据采样法插补时,在加工某一直线段或圆弧段的加工指令中必须给出加工进给速度v,先通过速度计算,将进给速度分割成 单位时间间隔的插补进给量(或称为轮廓步长),又称为一次插补进给量。例如,在FANUC 7M系统中,取插补周期为8 ms,若v的单位取mm/min, f的 单位取 m μ/8 ms,则一次插补进给量可用下列数值方程计算: 按上式计算出一次插补进给量 f后,根据刀具运动轨迹与各坐标轴的几何关系,就可求出各轴在一个插补周期内的插补进给量,按时间间隔(如8 ms)以增量形式给各轴送出一个一个插补增量,通过驱动部分使机床完成预定轨迹的加工。 由上述分析可知,这类算法的核心问题是如何计算各坐标轴的增长数x ? 或 y ?(而不是单个脉冲),有了前一插补周期末的动点位置值和本次插补周期 内的坐标增长段,就很容易计算出本插补周期末的动点命令位置坐标值。对于直线插补来讲,插补所形成的轮廓步长子线段(即增长段)与给定的直线重合,不会造成轨迹误差。而在圆弧插补中,因要用切线或弦线来逼近圆弧,因而不可避免地会带来轮廓误差。其中切线近似具有较大的轮廓误差而不大采用,常用的是弦线逼近法。 有时,数据采样插补是分两步完成的,即粗插补和精插补。第一步为粗插补,它是在给定起点和终点的曲线之间插入若干个点,即用若干条微小直线段来逼近给定曲线,粗插补在每个插补计算周期中计算一次。第二步为精插补,它是在粗插补计算出的每一条微小直线段上再做“数据点的密化”工作,这一步相当于对直线的脉冲增量插补。
第二章数据处理与插补原理 在第一章已经提到,所谓插补,即已知运动轨迹的起点、终点、曲线类型和走向,计算出运动轨迹所要经过的中间点坐标。伺服系统根据插补输出的中间点坐标值控制机床运动,走出预定轨迹。插补可以用硬件来实现,也可以用软件来实现。故本章主要介绍软件插补方法。 软件插补法可以分成基准脉冲插补法和数据采样插补法两类。在本章中介绍基准脉冲插补法中的逐点比较法和数字积分法;介绍数据采样插补法中的时间分割插补法和扩展DDA 法。 用户的程序指令代码必须经过译码、刀具补偿等一系列的加工预处理过程,才能得出插补计算所需要的数据。本章还介绍译码、刀具补偿以及传动间隙与丝杠螺距误差的补偿。 第一节加工程序预处理 用户输入的零件加工程序、插补程序是不能直接应用的,必须由加工程序预处理程序模块对加工程序进行预处理,得出插补程序(包括进给驱动程序)所需要的数据信息和控制信息。所以加工程序预处理程序又称插补准备程序。数据处理包括译码、刀具补偿计算、辅助信息处理和进给速度计算等。译码程序的功能主要是将用户程序翻译成便于数控系统的计算机处理的格式,其中包括数据信息和控制信息。刀具补偿是由工件轮廓和刀具参数计算出刀具中心轨迹。进给速度计算主要解决刀具运动速度问题。 一.译码 译码程序以程序段为单位处理用户加工程序,将其中的轮廓信息(如起点、终点、直线、圆弧等)、加工速度和辅助功能信息,翻译成便于计算机处理的信息格式,存放在指定的内存专用空间。 译码可以在正式加工前一次性将整个程序翻译玩,并在译码过程中对程序进行语法检查,若有语法错误则报警。这种方式可称之为编译,和通常所说的编译的意义不同的是,生成的不是计算机能直接运行的机器语言,而是便于应用的数据。另一种处理法式是在加工过程中进行译码,即计算机进行加工控制时,利用空闲时间来对后面的程序段进行译码。这种法式可称之为解释。用解释方式,系统在运行用户程序之前通常也对用户程序进行扫描,进行语法检查,有错报警,以免加工到中途在发现错误,造成工件报废。用编译的法式可以节省时间,可使加工控制时计算机不至于太忙,并可在编译的同时进行语法检查,但需要占用较大内存。一般数控代码比较简单,用解释方式占用的时间也不多,所以CNC系统常用解释方式。 在CNC系统中,用户程序一般都先读入内存存放。程序存放的位置可以是零件程序存储区、零件程序缓冲区或键盘输入(MDI)缓冲区。译码程序对内存中的用户程序进行译码。译码程序必须找到要运行的程序的第一个字符,(地址字符应为字母),才能开始译码。译码程序读进地址字符(字母),根据不同的处理遇到功能代码(如G、M等),将其之后的数据(G、M后为二进位数)转换为征码,并存放于对应的规定单元。若是尺寸代码(如X、Y等),将其后的数字串转换为二进制数,并存放于对应的规定区域(如X区、Y区)。数
9、钢结构工程用钢材、连接件 9.1 钢结构工程用钢材 GB/T700-2006《碳素结构钢》GB/T699-1999《优质碳素结构钢》GB/T1591-2008《低合金高强度结构钢》 (1)检测参数: 碳素结构钢、低合金高强度结构钢:1根拉伸、1根冷弯 优质碳素结构钢:2根拉伸 (2)频率: 同一牌号、同一炉罐号、同一等级、同一品种、同一尺寸、同一交货状态,60t 为一批。 (3)取样方法:GB/T2975-1998 型钢(角钢、I字型、槽钢、Z行钢、T行钢等)在腿长1/3处切取;钢板在板宽1/4处切取,试样加工应采用冷加工方法,不能直接高温切割加工,矩形试样,厚度2.5-4.5mm时,试样宽30mm,厚度4.5-6.5mm时,试样宽20mm,长度拉伸试件450mm,冷弯试件350mm 碳素结构钢:型钢和钢棒取纵向试样,钢板、钢带取横向试样,窄钢带取横向试样受宽度限制时,可以取纵向试样。 优质碳素结构钢:2根拉伸试件应从不同根钢材上切取。 低合金高强度结构钢:宽度不小于600mm的扁平材,拉伸试验取横向试样,宽度小于600mm的扁平材、型材及棒材取纵向试样。 9.2 网架节点承载力 GB50205-2001《钢结构工程施工质量验收规范》 (1)检测参数: 节点承载力 (2)取样频率、方法: 钢管与焊接球焊接成试件,螺栓球与高强度螺栓配合,检查数量为每个工程可取受力最不利的球节点以600只为一批,不足600只仍按一批,每批取3只为一组随机抽检。 钢管与封板或锥头焊接成试件,检查数量为每个工程可取受力最不利的杆件以300根为一批,不足300根仍按一批,每批取3根为一组随机抽检。
常用的抽样方法总结 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
常用的抽样方法总结 1.非概率抽样(Non-probability sampling) 又称非随机抽样,指根据一定主观标准抽取样本,令总体中每个个体的被抽取不是依据其本身的机会,而是完全决定于调研者的意愿。 其特点为不具有从样本推断总体的功能,但能反映某类群体的特征,是一种快速、简易且节省的数据收集方法。当研究者对总体具有较好的了解时可以采用此方法,或是总体过于庞大、复杂,采用概率方法有困难时,可以采用非概率抽样来避免概率抽样中容易抽到实际无法实施或“差”的样本,从而避免影响对总体的代表度。 常用的非概率抽样方法有以下四类: 方便抽样(Convenience sampling) 指根据调查者的方便选取的样本,以无目标、随意的方式进行。例如:街头拦截访问(看到谁就访问谁);个别入户项目谁开门就访问谁。 优点: 适用于总体中每个个体都是“同质”的,最方便、最省钱;可以在探索性研究中使用,另外还可用于小组座谈会、预测问卷等方面的样本选取工作。 缺点: 抽样偏差较大,不适用于要做总体推断的任何民意项目,对描述性或因果性研究最好不要采用方便抽样。 判断抽样(Judgment sampling)
指由专家判断而有目的地抽取他认为“有代表性的样本”。例如:社会学家研究某国家的一般家庭情况时,常以专家判断方法挑选“中型城镇”进行;也有家庭研究专家选取某类家庭进行研究,如选三口之家(子女正在上学的);在探索性研究中,如抽取深度访问的样本时,可以使用这种方法。 优点: 适用于总体的构成单位极不相同而样本数很小,同时设计调查者对总体的有关特征具有相当的了解(明白研究的具体指向)的情况下,适合特殊类型的研究(如产品口味测试等);操作成本低,方便快捷,在商业性调研中较多用。 缺点: 该类抽样结果受研究人员的倾向性影响大,一旦主观判断偏差,则根易引起抽样偏差;不能直接对研究总体进行推断。 配额抽样(Quota sampling) 指先将总体元素按某些控制的指标或特性分类,然后按方便抽样或判断抽样选取样本元素。 相当于包括两个阶段的加限制的判断抽样。在第一阶段需要确定总体中的特性分布(控制特征),通常,样本中具备这些控制特征的元素的比例与总体中有这些特征的元素的比例是相同的,通过第一步的配额,保证了在这些特征上样本的组成与总体的组成是一致的。在第二阶段,按照配额来控制样本的抽取工作,要求所选出的元素要适合所控制的特性。例如:定点街访中的配额抽样。
―――――――――――――――――――――――――――――――――――――――――――――――――― 数据采集规范与管理制度 1、采集范围:XXX目前所定的采集数据的地理范围与城市交通旅游图大致相同。 2、采集对象 ?地标 1)道路:道路、路口、隧道信息、大桥等 2)建筑:大厦、小区、公寓、标志性建筑等 3)设施:火车站、长途汽车站、飞机场、停车场、加油站、收费站、大型绿化带、广场、公园、 厕所、景点等 4)其它重要地标:开发区、河流、湖泊、特色街区等 ?企业、商家、机构和组织 1)企业和商家:包括市区范围内所有具备独立的、正式的、固定的营业场地的企业、商家,无论 沿街还是非沿街的。但仅采正规店面,只摆个柜台在外面的不用采。专业市场、广场、商厦(服 装市场、陶瓷品市场、五金建材市场、百货大楼等)内的一般店铺不单独采集,但品牌专卖店、 休闲场所、特色餐饮店和金融服务机构要单独采集。 2)政府机关 3)其它机构和组织 3、采集信息的类型 1)基本信息:包括采集对象的名称、地址和照片。 2)详细信息:包括采集对象的名称、地址、联系方式、经营特色和照片。 4、详细信息的采集标准 ?基本采集标准 1)采集对象的名称不少于2个字;地址不少于3个字,格式为路名+门牌号;联系方式包括电话 号码、网址(非必填)和电子邮箱(非必填),经营特色不少于12个字。 2)采集对象的名称、地址、联系方式、经营特色和照片中任何一项缺少,或字数不达标,该信息 都不能作为“详细信息”统计。但加油站、停车场等无电话号码和门牌号的对象无须填写联系 方式和地址。 3)对只有经营特色一项未按行业分类采集标准填写的,或虽然填写了,但描述不清晰的,该条信
规则采样法SPWM 按照SPWM 控制的基本原理,在正弦波和三角波的交点时刻控制功率开关器件的通断,这种生成SPWM 的方法称为自然采样法。自然采样法师最基本的采样方法,得到的SPWM 波形也很接近正弦波。但此方法需要求解复杂的超越方程,采用微机控制时需花费大量的计算时间,难以实现实时控制,所以应用不多。 规则采样法是按照固定的时间间隔对调制波的大小进行采样,并认为两次采样之间调制波大小不变,由此计算出对应的脉冲宽度,确定开关时刻的方法。其效果接近自然采样法,但计算量比自然采样法小很多,因此应用广泛。 T s /2T s /2 T b T a V r t a t 3t b t 2t 1t t 图4.7 规则采样法 图4.7为规则采样法说明图。图中r V 为调制波,c V 是三角载波。在采样起始时刻1t 取样调制波的大小()1t V r ,并以之为高作水平线,其与载波的交点时刻对应脉冲前沿时刻a t 。在采样周期中点时刻 2t 取样调制波大小()2t V r ,并以之为高作水平线,其余载波的交点时刻对应脉冲后沿时刻b t 。由图4.7知 ()()???? ? ?-=-??? ? ??+= cm r s a cm r s a v t v T t t v t v T T 11114,14 (4.11) ()()???? ? ?-=-???? ??+= cm r s b cm r s b v t v T t t v t v T T 23214,14 (4.12)
一般情况下,b a T T ≠,所以一个采样周期内的脉冲波形关于周期中点时刻是不对称的,称之为不对称规则采样法。有时候在一个采样周期内仅在1t 或2t 时刻进行一次采样,该采样值既用于计算a T ,也用于计算b T ,且b a T T =,此时脉冲波形关于采样周期中点时刻对称,称为对称规则采样法。不论是不对称规则采样法还是对称规则采样法,变换器的开关频率是相同的。由于采样频率高,不对称规则采样的冲量等小效果更好,谐波也比对称规则采样小。不过,不对称规则采样法的采样频率和计算量是对称规则采样法的两倍。