按现行 GMP 标准的混合技术的探讨
李良奇 德国格拉特公司上海代表处 摘要: 对于混合技术, 以前国内只有罗列各种混合设备的文章, 没有对混合工艺技术进行过 深入讨论.本文根据作者长期实践得到的工作经验和德国格拉特公司的一些理论, 总结和介 绍了国际上采用方形批中转桶代替其它形式桶的由来, 介绍和推导了影响方形批中转桶混 合技术的各种硬件(设备和桶的设计)和软件(工艺参数)的因素, 并给出了一般理想状态下的 参考的混合工艺参数, 对项目和设备的设计人员和混合工段的工艺操作, 都有很好的理论和 实践的参考意义. 关键词: 混合, 总混, 预混, IBC, bin, 方形桶, 批中转桶
Study and Instruction of Blending Technology for Solid Dosage According to cGMP
Abstract: For Blending technology, there are only some articles only to list different kind of blending machine, nothing related blending process technology. With the experience of the author in a long term and the theory of Glatt GmbH, this article concluded and introduced the original of square container and why it can be instead of other kinds of drum or container, introduced all factors including hard ware (designing of machine and container) and software (process parameters) which influences blending technology, and deliver a reference parameter for blending, which is good reference for not only designer of project and machine but also operation in blending. 1. 固体制剂混合工艺的目的
在固体制剂中, 需要把不同性质的物料按不同的比例进行均匀混合. 不同性质指被混合的物料可以有各种各样成份, 例如含活性成分的药物和辅料(淀粉, 乳糖) 以及一些特殊目的辅料, 譬如润滑剂等; 物料可以有不同粒径分布的以及不同的比重. 不同比例指的是按工艺处方量进行配比. 均匀混合指的是达到预定义的混合均匀度(符合预定义的相对偏差). 2. 如何建立混合工艺 在固体制剂工艺流程中, 也许需要进行多次混合. 譬如在称重工段, 在制粒前, 在压片前等 等. 混合决不是只有一个总混步骤那样简单. 特别对于全粉压片的工艺, 混合工艺是所有工 艺步骤中最关键的, 作者曾遇到过需要 8 次混合的全粉压片的项目. 在制剂工艺的小试阶段(处方阶段), 一般混合工艺并没有进行很详细的论证. 但是当进入中 试放样阶段, 对于混合工艺, 必须进行探索, 比较, 多次实验, 因此, 中试的实验混合设备在 此阶段是必须的, 并且在此实验混合设备上得到的工艺参数能够放大到将来的大生产混合 设备上去. 在此基础上, 初步建立混合工艺, 包括对各种物料颗粒分布和比重的定义, 每个 步骤混合的比例和预定义的混合均匀度(偏差), 混合中的相关工艺参数, 中转桶的尺寸和比 例等. 在大生产阶段 , 对于混合工艺 , 在中试放样基础上 , 需要进行反复的工艺鉴证 (process
Page-1 Total page-8
qualification)或称之为确认, 以使之符合中试放样时间里的预定义工艺要求. 3. 方形批中转桶混合机的由来 术的需要. 历史上, 固体制剂也采用过多种不同的混合设备, 如下附图一: 3.1 方形中转桶之所以在全世界的固体制剂流程中被广泛推广使用, 实际上起源于混合技
附图一
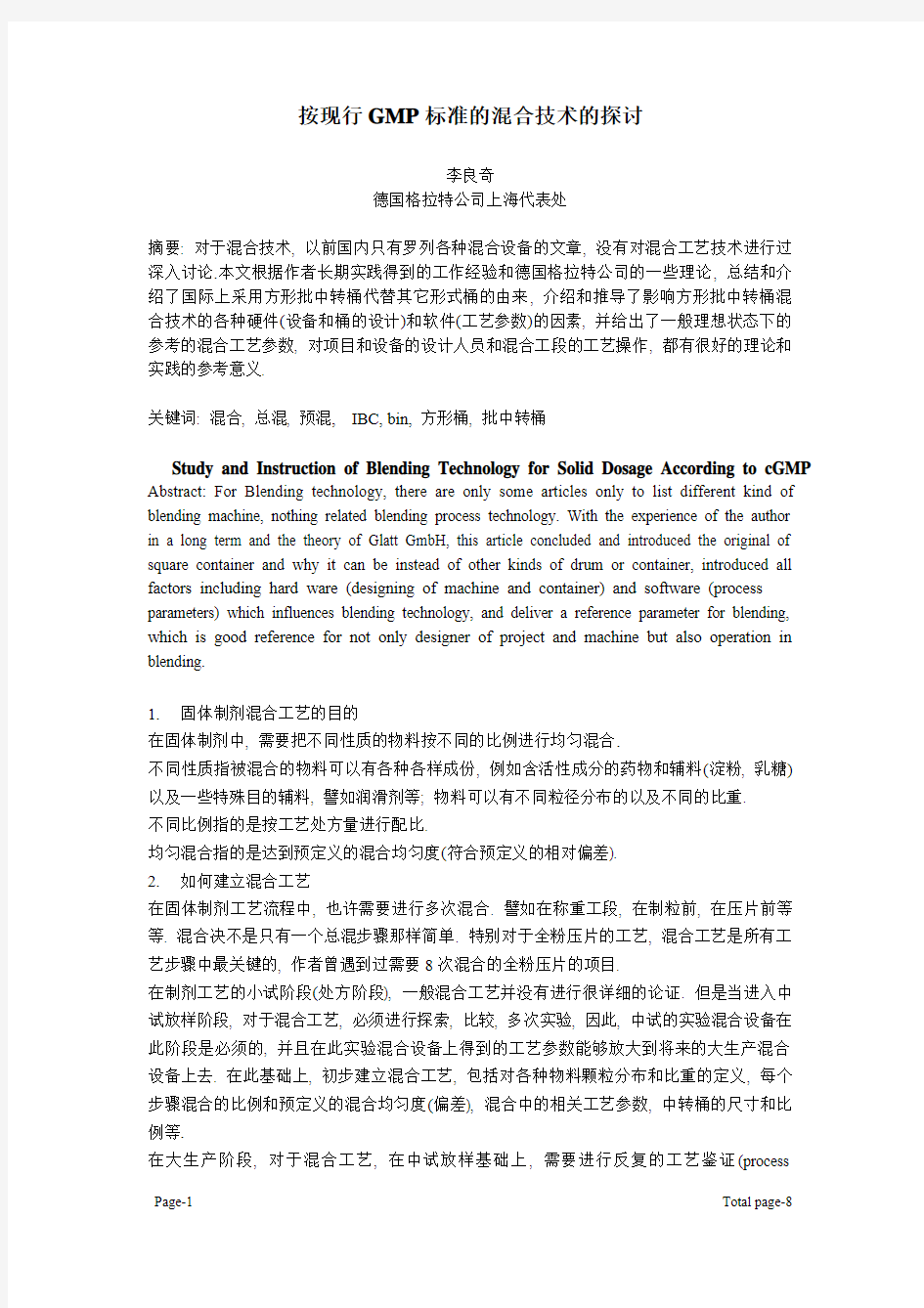
甚至在中国大陆, 还发明了一些特殊的混合设备, 但这些都不是正确的 方向, 因为: 3.1.1 无尘化的需要. 如果在混合中, 需要把物料加料到一个和物料 接触的混合机中去, 以及从此混合机中出料, 需要考虑无尘化的连接措 附图二 施. 见附图二所示: 在加料和出料时, 需要解决无尘化的连接, 而方形混合 桶可以在标准化的设计基础上达到很好的无尘化连接. 方形混合机的工作原理是不需要把物料再倒进倒出, 直接抓取方形桶进行混合, 避免了粉尘 污染, 此是采用方形桶混合机的原因之一(见后面附图四所示); 3.1.2 清洗和清洁的需要. 现行 GMP 标准对固体制剂工艺设备来讲, 必须能达到在位清 洗/在位清洁的要求, 因此附加的混合设备也必须要能达到此要求, 而在现行 GMP 标准的固 体制剂生产中, 方形桶已经可以进行可验证的自动清洗/清洁/干燥, 此是原因之二; 3.1.3 方形中转桶的混合均匀度最好 此因素是最重要的. 见下一组图方形混合机和双锥形混合机的计算机数学模块运行对比:
附图三(组图)
从左到右, 代表了混合机的从开始到某一时间的混合情况. 内部物料假设具有一样大小 ,颗粒分布范围均匀, 相同比重. 在相同的时间点, 可以看出, 双锥形混合机由于在中间部分 物料不能很好交叉混合, 混合很慢, 而在同样时间点, 方形桶混合机由于在多重方向的作用 下, 早就混合很均匀了.
Page-2 Total page-8
从不同的混合桶的实验中也可以看到方形桶是最好的. 见下图.
附图四
附图五
表一
不 同批中转桶的 混合均匀度对比 曲线
批中转桶尺寸: 1000升 填充率: 60 % 混合速度: 10 rpm 物料: 压片用混合物 (微晶纤维素 乳糖: 65 % 玉米淀粉: 5 %) 混合均匀度= 1-相对标准偏差
混 合 均 匀 度
圆 形桶 不 带 导 向 叶 圆形桶带导向叶 圆形桶带自转 方 形 桶 不 带 导向 桨 叶
混合 时 间
以上是对方形桶和不同的其它桶的试验后的混合均匀度的对比曲线. 可以看到, 一般的圆桶 的混合效果是较差的(菱形走的曲线), 当在圆桶中特别加以导向桨叶时, 有明显改善(长方形 走的曲线), 但是, 内部有桨叶的圆桶对清洗和清洁会带来很大困难. 当圆桶带自转时(参阅 附图五格拉特圆桶混合机的工作图片, 其不但公转, 而且可以自转, 圆形走的曲线), 但是即 使这样, 还略差于方形桶混合的均匀度(三角形走的曲线) .因此, 可以明白, 为什么德国格拉 特公司在 20 年以前就开始在全世界推行方形桶混合机, 目前, 在全世界都已经广泛承认并 在实践中反复证明了此点. 对于国内的设备制造商和制药企业来讲, 大可不必再重走国外已 经淘汰的老路. 4. 影响方形桶混合机混合效果的各因素 方形桶英文正式全称习惯为 IBC (Intermediate Bulk Container/批中转桶), 或 bin (中文发音” 丙”), 或 Vessel (容器/北美习惯), 或 container(密闭容器), 在不同的企业有不同的叫法习惯. 为文字简化, 以下称为 bin, 实际也是大多数企业的叫法. 影响 bin 混合机的因素有: 硬件─bin 的型状模块, bin 的混合重心, 混合轴和 bin 的夹角; 工 艺方面有─混合速度, 填充率, 混合时间, 物料特性, 预混等. 下面逐一论述: 4.1 4.1.1 硬件因素 bin 的形状或模块的设计不但需要考虑混合的效果 , 还要便于物料的出料 ( 流动 ),
以及在自动 bin 清洗站中可以容易达到验证的要求. 因此, 方形桶的四条边应当是圆弧过渡 的, 下面的斜锥体的角度直接和物料的流动性有关. 截面尺寸一般为 900x900, 1000x1000, 1200x1200 等, 高度和容积重心直接相关. 4.1.2 当把 bin 提起混合时, 作圆周运动的圆心和重心有相关关系.
Page-3
Total page-8
附图六
从附图六可看到, 当混合时的圆心位置不同时, 对物料产生的离心力也不同. 圆心和重心的 关系有重叠, 或圆心低于或高于重心的三种情况. 特别当一台混合机用于不同容积的 bin 时, 需要高度重视此情况, 否则, 混合工艺的重复性会产生问题. 4.1.3 混合轴和 bin 的夹角问题 对 bin 混合机来讲, 混合轴不是正好等于 bin 的对角线的, 而是特地有不同的角度的. 见下附 图七: 从附图中可看到, 混合轴线和 bin 必须处于一个特殊的角 度, 才能达到理想的多维混合效果. 以上三个方面主要为硬件因素 . 对于设备供应厂商 , 要 设计选取不同的模型应当通过大量的实验来选筛. 德国 格拉特公司已经建立了数学模块, 对于不同大小不同尺 寸的 bin, 以及圆心和重心的关系等, 只要通过模型运转 就能很容易选定方案(见上组图 3 所示). 实际上对于混合 机建立数模并非难事. 4.2 影响混合的工艺参数讨论
附图七
4.2.1 混合速度 为讨论容器内的物料在不同混合速度下的影响 , 必须引入弗洛德数 ( Froude Number). William Froude, 英格兰物理学家(1810-1879). 弗洛德数是一个无因次的公式, 最初表达了 惯性和重力的关系. 从威廉姆弗洛德最初建立的公式, 被应用和推导到很多领域. 如把物料设想为在一个圆形容器内, 在外力旋转下, 物料运动的情况, 可以按 D (2πn)2 Fr =──── D-圆周体直径, n-转速, g-重力加速度. 在不同转速下, 圆周体内物料形成的情况如下图:
2g
附组图八
Fr<1(转速 n 低,小瀑布现象)
Fr<1(转速 n 较高大瀑布现象)
Fr>1(转速 n 太高, 离心现象)
从附图八图示可看到, 小瀑布和大瀑布的状态, 都是混合效果好的情况, 和一般人想象的 相反, 混合速度太快(Fr>1),对混合工艺是非常有害的, 是应当尽量避免的情况.此外, 大
Page-4
Total page-8
瀑布尽管混合很好, 但是对物料的冲击也大, 如果是易脆碎的颗粒混合, 应当小心.
附表二
从附表二中, 可以形象地看到, 当 Fr=1 时的临界状态. 表中的 Nkrit 的混合特性速度是综 合了容器 bin 的因素(性质和大小), 以及物料的特性, 填充率等综合的值, 并不是实际应 当采取的混合速度.但是也可以查出不同的方形桶的 Nkrit 的对应值. 譬如, 800 升的 bin 的 Nkrit 在 5-25 之间. 真正的混合速度略小于 Nkrit, 最好通过实验确认. 按格拉特的经 验, 对格拉特的中转桶模块和混合机, 混合速度一般在 5-18 rpm, 最高不超过 20rpm. 4.2.2 填充率的影响 不同充填率对混合均匀度的影响见下附表三.
附表三
从表中可看到, 充填率越少, 混合均匀度越接近 1(相对偏差小), 当然, 充填率太低, 会 影响 bin 的使用效率.另外, 上述数据是在混合速度固定的而且比较理想的情况下得到的, 而充填率和允许的混合速度又有密切的关系, 见下表:
Page-5
Total page-8
附表四的横坐标是 百分比的混合特性 速度 Nkrit.同样的 混合速度下, 当填 充率较低时, 比较 容易向大瀑布状态 过渡, 尽管大瀑布 状态混合效果也很 好, 但是必须防止 太快以致于 Fr≥1 形 成离心现象. 按德国格拉特公司 的经验和相关的模 块, 颗粒的填充率一般为 0.6—0.8, 粉末的填充率一般为 0.4---0.6. 4.2.3 颗粒特性和混合时间的影响 从附表五看到: 当物料的粒径大小和 比重相等时, 混合均 匀度最好(菱形走的 曲 线 ), 但 是 在 混 合 时间 15 分到 20 分时, 几乎已经接近 1. 当 模拟的分层的重颗粒 起始在轻颗粒上时 ( 长 方 形 走 的 曲 线 ), 当混合时间超过 15 分 时, 均匀度反而突然 下降, 而如果模拟轻颗粒分层在重颗粒之上时(三角形走的曲线),混合均匀度一直较差, 但 随时间增加, 最后和重颗粒在上的情况一样. 因此, 物料的特性(粒径分布和堆密度)对最终混合均匀度有较大的影响, 对所需要的混合 时间也不同. 如果颗粒比重分别明显,显然, 应当选择长方形的方案(即先加比重轻的物料, 再加比重重 的物料, 使重物料在上面), 并且在 15 分钟内完成混合, 这也是德国格拉特的独门工艺诀 窍之一. 如果以颜色深代表比重大, 见下图示:
附表五 附表四
附图九
Page-6
Total page-8
5. 其它方面的讨论 5.1 bin 混合机和流化床混合的区别 一般情况下, 流化床也是一个很好的混合单元, 如果经过工艺实验和确认, 流化床直接干 燥或制粒/干燥前由流化床进行预混. 但是, 如果物料的比重差异大, 流化床的混合会产生 分层现象. 此可以从流化床的工作原理得到理解: 流化床内物料靠中央区域 的送风被向上吹起, 而斜锥体部分无送风呈相对负压, 物料到一 定高度, 遇到过滤器的阻挡, 又返回床底, 如此反复, 因此称流 化床而不是沸腾床.由于是靠风力托起, 因此,比重差异大的物料 会产生分层. 因此, 对于直接进行流化床的工艺前,有可能需要 bin 混合机进行预混. 5.2 采用高速剪切(湿法制粒机)的情况 高速剪切混合机是效果最好的混合机, 其效果大概是 bin 混合机的数倍至 10 倍.譬如, 采用 bin 混合机的时间如果为 15 分钟, 而高剪切机也许仅仅需要 2-3 分钟进行预混合. 因此, 当采用配置高剪切机时, 预混的工 艺往往靠它来完成而不是靠 bin 混合机. 附图十一是德国格拉特公司在全世界以及 中国推广的成套制粒线.在此配置里, 流化 床前的高剪切机既可以承担预混(如果采用 流化床制粒干燥/国内称一部制粒),也可以 承担湿法制粒而流化床只承担干燥. 当然, 高剪切也有缺陷如果只承担预混工 艺的话, 主要是物料在内的残留较多, 对
附图十一 附图十
产量较小, 物料较贵重的需要作经济上的考虑. 另外, 和流化床形成制粒线的投资也较大. 此外, 对于有些特殊工艺, 譬如全粉压片, 当生产量大时,高剪切机不能完成(一般湿法制 粒机最大做到 1500 升), 还是靠 bin 混合机(格拉特可以提供从 1 升到 3000 升的 bin 混合 机). 5.3 在 bin 混合机上可以完成的其它工艺过程. 5.3.1 桶对桶加料/出料(bin to bin charge).
附组图十二
在附图十二中可以看到, 格拉特的提升式的混合机, 一方面可以完成混合(左图), 另外,
Page-7
Total page-8
可以完成桶对桶的加/出料. 另外, 还有在混合机工位上进行筛分等, 此处限于篇幅不再介绍.
结语: 混合工艺是固体制剂中的一个重要工艺环节.方形中转桶混合机由于不需要把物料倒 进倒出, 混合效果又好, 已是现代固体制剂设备混合机的首选项.硬件配套上注意方形中转 桶的容积、模块等需设计合理, 混合机的选型和功能配套正确.在混合工艺方面, 在中试放 样阶段就应该建立工艺预案和标准, 在大生产中对混合的工艺参数再次进行工艺鉴证(确认 和文件纪实). (完)
参考文献: [1] [2] [3] [4] [5] Dr.J.Medina, “Mixer 2”,2001 A.Znidar/Achtziger, “Intermediate Bulk Container Blender”,2001 Dr.J.Medina, “IBC blender”,2003 Dr.Ing.Wenda, “Bin Blender”,1999
Wikipedia, the free encyclopedia
Page-8
Total page-8
1 适用范围 本方法适用于测定配合饲料、浓缩饲料和预混料的混合均匀度 2 方法原理——甲基紫法 以甲基紫色素作为示踪物,将其与添加剂一起加入,预先混于饲料中,然后以比色法测定样品中甲基紫含量,以饲料中甲基紫含量的差异来反映饲料的混合均匀度。 3仪器和设备 3.1分光光度计:有5mml或1cm比色皿 3.2标准筛:基本孔径100 μm 4 试剂和溶液 4.1甲基紫(生物染色剂) 4.2无水乙醇 5 操作步骤 5.1示踪物的制备和添加 将测定用的甲基紫混匀并充分研磨,使其全部通过100μm标准筛,按照饲料成品量十万分之一的用量,从小药添加口投入混合机。 5.2样品的采集和制备 每一批饲料至少抽取10个有代表性的样品.每个样品的数量应以畜禽的平均一日采食量为准(肉用仔鸡前期料50克,后期料与产蛋鸡料100克,生长肥育猪500克)。样品的布点必须考虑各方位深度、袋数、料流的代表性,每一个样品必须由点集中采取,不允许有任何翻动和混合。 5.3测定称取试样10g(准确至0.0002g),放在100 ml的小烧杯中,加入30ml 无水乙醇,不时地加以搅动,烧杯上盖一表面玻璃,30min后用中速定性子滤纸过滤,以无水乙醇作空白调节零点,用分光光度计,在590nm 的波长下测定滤液的吸光度。 以各次测定的吸光度值为X、X、X……X,其平均值X ,标准差S与变异系10213数CV按3.1.2.1、3.1.2.2计算。 6 测定结果计算 ……+X+ X+X+X 10213X= 6.1 平均值:10 22222-10 X++X……+XX X101236.2 标准差:S= 10 S 6.3 变异系数:CV(%)= ─—×100 X 混合均匀度变异系数的标准规定值应小于10%,即变异系数值越小,混合愈均匀。微量元素预混料混合均匀度的测定
配合饲料混合均匀度的测定方法(甲基紫法) 1 方法原理 本法以甲基紫色素作为示踪物,将其与添加剂一起加入,预先混合于饲料中,然后以比色法测定样品中甲基紫含量,以饲料中甲基紫含量的差异来反映饲料的混合均匀度,本法主要是适用于混合机和饲料加工工艺中混合均匀度的测试。 2仪器 2.1分光光度计:有5 m m比色皿。 2.2标准筛:筛孔基本尺寸100um。 3试剂 3.1甲基紫(生物染色剂) 3.2无水乙醇(分析纯) 4 示踪物的制备与添加 将测定用的甲基紫混匀并充分研磨,使其全部过100 um标准筛,按照配合饲料成品量十万分之一的用量,在加入添加剂的工段投入甲基紫。 5 样品的采集与制备 本法所需的样品系配合饲料成品,必须单独采制。 每一批饲料至少抽取10个有代表性的样品,每个样品的数量应以禽畜的平均一日采食量为准,即肉用仔鸡前期饲料取样50克,肉用仔鸡后期与产蛋鸡饲料取样100克,生长肥育猪饲料取样500克,样品的布点必须考虑各方位深度、袋数或料流的代表性,但是,每一个样品的必须由一点集中取样,取样时不得有任何的翻动或混合。 将上述每个样品在化验室充分混匀,以四分法从中分取10克试样进行测定,对颗粒饲料与较粗的粉状饲料需将样品粉碎后再取试样。 6测定步骤 称取试样10克(准确至0。0002克),放在100 ml的小烧杯中,加入30 ml无水乙醇,不时地加以搅拌,烧杯上盖一表面皿玻璃,30分钟后用滤纸过滤(定性滤纸,中速),以无水乙醇作空白调节零点。用分光光度计,以5m m比色皿在590nm的波长下测定滤液的吸光度。 以各次测定的吸光度值为X1、X2、X3。。。。。。X10,其平均值X,标准差S与变异系数CV按下式计算 变异系数CV(%)=S/ X×100 式中:S= X12+X22+X32+。。。+X102—10 X2 10—1 X1,X2,X3。。。、X10——10个试样的测定值(吸光度); X—试样吸光度的平均值; S—试样吸光度的标准差。 7注意事项
饲料混合均匀度取样方 法 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
饲料混合均匀度取样方法 一、取样前准备 1、走空时间定义: ?每批物料混合完成后进行缓冲斗,打开绞龙或者刮板开始计时,缓冲斗物料全部走空终止,这段时间间隔。 2、测定方法:无积料的缓冲斗中放入一批料后,记录这批料从开动绞龙或刮板到全部 走空所要的时间。 3、取样时间间隔,样品数量要求10个 ?例:单批走空时间为150秒,空出前后各十五秒不计取样时间,120/10=12秒,也就是每十二秒取一个样品 4、取样工具:取样袋,取样勺子,取样卡,笔; 5、取样点: ?缓冲斗出口处(打开盖板) 二、取样方法 ?1、检查混合时间设定并记录。 ?2、确定走空时间并计算好取样时间间隔。 ?3、清空缓冲斗,检查不能有料残留。 ?4、正常配料,检查测试用食盐有无结块,选择无结块的使用。 ?5、由中控员操作,先将混合好的物料全部放入缓冲斗(刮板或绞龙为关闭状态)。 ?6、打开缓冲斗后刮板或绞龙的盖。 ?7、取样时要和中控保持沟通。中控开动刮板或绞龙15秒后停,开始计时,重新启动12秒后停,通知取样→用勺子取第一个样→取好后通知中控员开机,重新启动12秒后停,再通知取样→取第二个样→通知中控开机(达到间隔时间停)→取第三个样→以此类推到料全部走完。 三、注意事项: ?1、一个样品取样量150克左右。 ?2、取样过程要保持沟通与配合。 ?3、样品要按照取样时间顺序注明序号。 ?4、严禁用手取样,使用勺子或其它取样工具。
?5、中控员对时间要求把握好,要有可计秒的计时器。 ?6、采样时一个样品只能在一个点采集,采样时不能对刮板或绞龙内物料进行混合和翻动后再取样。
实训十一配合饲料混合均匀度的测定(GB5917-86) 实训教学视频 一、甲基紫法 1、使用范围不含叶绿素的配合饲料。 2、仪器与试剂 721分光光度计、标准筛、无水乙醇、甲基紫、烧杯。 3、示踪物的制备与添加将甲基紫充分研磨,使其全部通过0.106毫米的标准筛。在配合饲料中添加万分之一的甲基紫。 4、样品的采集与制备每批饲料需至少抽取10个有代表性的原始样品。每个原始样品的数量以畜禽平均一天的采食量为准,鸡饲料50—100克,生长猪500克左右。将10个原始样品充分混合,用四分法从中分取10克样品用于混合均匀度的测定。 5、测定步骤将测定样品放入100毫升的小烧杯中,加入30毫升乙醇不时地加以搅动,30分钟后用滤纸过滤。用乙醇作空白调节零点,用分光光度计以5毫米比色皿在590nm的波长下测定滤液的光密度。 6、测定结果计算以各次测定的吸光值为基础计算平均数、标准差、变异系数。 二、沉淀法 1、使用范围适合各种配合饲料混合均匀度的测定。 2、仪器与试剂 500毫升梨形分液漏斗、电吹风或电热板、烘箱、天平、四氯化碳。 3、测定步骤 称取50克饲料样本,小心地移入500毫升梨形分液漏斗中,加入四氯化碳100毫升,搅拌均匀,静置10分钟。慢慢地将分液漏斗底部的沉淀物放入100毫升的小烧杯,静置5分钟后将烧杯中的上层清夜倒回漏斗中,将分液漏斗摇动并静置5分钟,小心倒去烧杯中的上层清夜后加入25毫升新鲜的四氯化碳,摇动后静置5分钟,再倒去上层清夜。用电吹风或电热板烘干小烧杯中的沉淀物,待溶剂挥发后将沉淀物置于90度的烘箱中烘2小时,冷却后称重,得到各样品中沉淀物的重量或样品中沉淀物的重量百分比。 4、测定结果计算以各样品中沉淀物重量百分比的差异来衡量饲料的混合均匀度。 三、实训作业 分别用两种方法测定产蛋鸡配合粉料的混合均匀度,并写出实训报告。
口服固体制剂车间工艺流程 口服固体制剂车间主要是进行药剂压片包装、散剂包装和胶囊填充包装等加工。车间工艺布置避免人流、物流混杂,洁净区和非洁净区严格区分。为保护车间良好的卫生环境,设有器具清洗。存放及洁具清洗、存放的位置。人流入口设换鞋间、经更衣洗手后进入车间生产区域。进入D级洁净区的人员要求经脱外衣、洗手、穿洁净衣、手消毒后方可进入。该车间是合成药车间和中药车间的后续工段,主要原辅料是来自于合成药和中药提取生产线上的产品。 固体制剂原料由企业其他车间生产或者直接外购原料经过粉碎过筛后与经处理的淀粉蔗糖等辅料浓缩液混合制膏,经过干燥、粉碎后进行制粒再干燥、整粒、总混工序。然后再根据剂型要求进行压片、胶囊填充内包装等工序最终生产出符合要求的片剂、胶囊和散剂。该生产线工艺流程图见图1-10。
图10-10 口服固体制剂车间工艺流程图 制膏:各车间生产的原料药和外购的原料药经配料后进行粉碎过筛处理,细药剂粉末备用,叫粗药剂粉末返回重新进行粉碎处理。蔗糖淀粉等制粒原辅料浆经提取过滤后制成浓缩液与处理好的细药剂粉末混合均匀制成膏状; 干燥:对制好的膏状药进行烘干处理,以去除大部分水制 膏 表示D 级洁净区 配 料 粉碎 过筛 干 燥 粉碎 过筛 制 粒 提 取 净 料 干 燥 内包装 整粒 总混 胶囊充填 压 片 内包装 抛光、检囊 过 滤 入 库 入 库 内包装 外包装 外包装 外包装 外包装标签 浓缩液 微量粉末 微量粉末
分; 粉碎、过筛:对烘干后的块状药,进行粉碎处理,粉碎后进行过筛处理,符合要求细药粉进入制粒工段,粒径较大的粉末再进行粉碎处理; 制粒:制成的细粉末与原料药细粉末按一定的比例再进行混合,在制粒机中制成小颗粒状的药剂; 干燥:对颗粒药剂进行再干燥,以进一步去除药剂中的水分; 整粒、总混:对成型的药剂进行整粒处理,使药剂粒径大小均匀,再进行充分混合,供下一工段使用,整粒后有三种剂型制作工艺,根据不同产品选用不同工艺; 散剂包装:对颗粒状的药剂直接进行定量内包装分装; 片剂包装:对颗粒状的药剂进行压片处理,使药剂成为一定规格形状的密实药片,再进行铝塑膜或者分瓶封装; 胶囊:处理好的颗粒状药剂通过自动胶囊充填设备进行充填,完成后进行胶囊表面抛光处理,再进行检验,合格后进行铝塑膜或者分瓶封装;
方法一: 配合饲料混合均匀度的测定方法 (甲基紫法) 1 方法原理 本法以甲基紫色素﹙分析纯﹚作为示踪物,将其与添加剂一起加入,预先混合于饲料中,然后以比色法测定样品中甲基紫含量,以饲料中甲基紫含量的差异来反映饲料的混合均匀度,本法主要是适用于混合机和饲料加工工艺中混合均匀度的测试。 2 仪器 2.1分光光度计:有5 m m比色皿。 2.2标准筛:筛孔基本尺寸100um。 2. 2实验室常用仪器:玻璃棒、烧杯﹙100ml﹚、表面玻璃、定性滤纸﹙中性﹚。 3 试剂 3.1甲基紫(生物染色剂) 3.2无水乙醇(分析纯) 4 示踪物的制备与添加 将测定用的甲基紫混匀并充分研磨,使其全部过100 um标准筛,按照配合饲料成品量十万分之一的用量,即每500kg饲料中添加5g 甲基紫,在加入添加剂的工段投入甲基紫。 5 样品的采集与制备 本法所需的样品系配合饲料成品,必须单独采制。
每一批饲料﹙500kg或300kg﹚中至少抽取10个有代表性的样品,每个样品的数量应以禽畜的平均一日采食量为准,即肉用仔鸡前期饲料取样50克,肉用仔鸡后期与产蛋鸡饲料取样100克,生长肥育猪饲料取样500克,样品的布点必须考虑各方位深度、袋数或料流的代表性,但是,每一个样品的必须由一点集中取样,取样时不得有任何的翻动或混合。 将上述每个样品编号并在化验室充分混匀,以四分法从中分取10克试样进行测定,对颗粒饲料与较粗的粉状饲料需将样品粉碎后再取试样。 6 测定步骤 称取试样10克(准确至0。0002克),放在100 ml的小烧杯中,加入30 ml无水乙醇,不时地加以搅拌,烧杯上盖一表面皿玻璃,30分钟后用滤纸过滤(定性滤纸,中速),以无水乙醇作空白调节零点。用分光光度计,以5m m比色皿在590nm的波长下测定滤液的吸光度。以各次测定的吸光度值为X1、X2、X3。。。。。。X10,其平均值X,标准差S与变异系数CV按下式计算 变异系数CV(%)=S/ X×100 注意事项 (1)同一批饲料的10个样品测定时应尽量保持操作的一致性,以保证测定值的稳定性和重复性。 (2)配合饲料中若添加苜蓿粉,槐叶粉等含有色素的组分时,则不能用甲基紫法测定混合均匀度。
设备混合均匀度影响因素 设备混合均匀度影响因素 2010年06月24日 1、设备要求: 混合效率的高低、混合时间的长短、混合速度的快慢,主要是由混合机的机型及其设备本身制造精度的高低决定的。 设备要求如下: (1)混合均匀度高,无死角,物料残留少; (2)混合时间短,生产效率高,并与整个机组相配套(包括连接和功率配套); (3)结构简单坚固,门开关灵活,操作方便,便于检测取样和清洁清理; (4)有合适的动力配套,在满载荷下可以正常工作;(5)在保证混合质量的前提下,能耗较低(拌合站的卧式双轴搅拌机能耗大) 2、被混合物料的主要物理特性 被混物料之间的主要物理性质越接近,其分离倾向越小,越容易被混合均匀,混合效果越好,达到混合均匀所需的时间也越短。物理特性主要包括物料的粒度大小、形状、容重、表面粗糙度、流动特性、附着力、水分含量、脂肪含量、酸碱度等。水分含量高的物料颗粒容易结块或成团,不易均匀分散,混合效果难以令人满意,所以一般要求控制被混物料的水分含量不超过12%,而对吸湿性强的物料的混合,在不影响配方要求效果的情况下,必要时可以适量加入二氧化硅、沉淀碳酸钙等,有利于提高混合的效果。 有必要时进行预混合,将土壤颗粒与加入修复粉剂混合再加入水反应,土壤的破碎不是越细越好,而是土壤颗粒与粉剂的粒径差别越小越好。 3、混合机充填量 混合机主要靠对流混合、扩散混合和剪切混合三种混合方式使物料在机内运动达到将物料混合均匀的目的,不论哪种类型的混合机,适宜的装料量是混合机正常工作并且得到预期效果的重要前提条件。若装料过多,会使混合机超负荷工作,更重要的是过多的装料量会影响机内物料的循环运动过程,
配合饲料混合均匀度测定法 Determination for mixing homogeneity of formula feed ━━━━━━━━━━━━━━━━━━━━━━━━━━━━━━ ━━━━━━━━━━ 本测定法是通过配合饲料中示踪物或某一组分含量差异的测定来反映该饲料中各 组分分布的均匀性。 各配合饲料成品的混合均匀度可用甲基紫法或沉淀法进行测定。 1 甲基紫法 本法以甲基紫色素作为示踪物,将其与添加剂一道加入,预先混合于饲料中,然后 以比色法测定样品中甲基紫含量,作为反映饲料混合均匀度的依据。 1.1 仪器与试剂 72型分光光度计,150目标准铜丝网筛,甲基紫,无水乙醇。 1.2 示踪物的制备与添加 将测定用的甲基紫混匀并充分研磨,使其全部通过150目标准筛。 按照配合饲料成品量十万之一的用量,在加入添加剂的工段投入甲基紫。1.3 样品的采集与制备 1.3.1 本法所需的样品系配合饲料成品, 必须单独采制。 1.3.2 每一批饲料至少抽取10个有代表性的原始样品。每个原始样品的数量应以畜 禽的平均一日采食量为准,即肉用仔鸡前期饲料取样50g;?肉用仔鸡后期与产蛋鸡料取 样100g;生长肥育猪饲料取样500g。?该10个原始样品的布点必须考虑各方位深 度、袋数或料流的代表性;但是,每一个原始样品必须由一点集中取。取样前不允许有 任何翻动或混合。 1.3.3 将上述每个原始样品在化验室充分混匀, 以四分法丛中分取10g化验样进行测 定。 1.4 测定步骤 从原始样品中准确称取10g化验样,放在100ml的小烧杯中, 加入30ml乙醇不时地加 以搅动, 烧杯上盖一表面玻璃, 30min后用滤纸过滤(新华定性滤纸, 中速),以乙醇液 作空白调节零点, 用分光光度计, 以5mm比色皿在590nm的波长下测定滤液的光密度。 以各次测定的光密度值为X1、X2、X3……X10, 其平均值X,标准差S与差异
混合均匀度管理规定集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
文件修改跟踪面
1目的 为保证混合机内物料的充分混合,从而保证产品营养成分的均匀,特制定本管理制度。 2适用范围 XX有限公司 3制度内容 3.1混合均匀度标准 添加剂预混合饲料:变异系数CV≤5%; 配合饲料、浓缩饲料:变异系数CV≤7%; 精料补充料:变异系数CV≤10%。 3.2具体要求 1)每个季度(3个月)按照产品类别(添加剂预混合饲料、配合饲料、浓缩饲料、精料补充料)进行至少1次混合均匀度验证,填写并保存混合均匀度验证记录。验证记录应当包括产品名称、混合机编号、混合时间、检验方法、检验结果、验证结论、检验日期、检验人等信息。 2)混合机发生故障经修复投入生产前,应当按照前款规定进行混合均匀度验证。 3)新购买混合机投入生产前,应当根据产品混合均匀度要求,确定产品的最佳混合时间,填写并保存最佳混合时间实验记录。实验记录应当包括混合机编号、混合物料名称、混合次数、混合时间、检验结果、最佳混合时间、检验日期、检验人等信息。3.3操作规范 3.3.1取样
1)进行混合均匀度取样前,中控员应按照品控部要求,确定好混合机混合时间,同时计算好一批料全部排空所需要的时间并反馈给现场品控。 2)现场品控根据中控反馈的排料时间,均匀的计算出取样的时间间隔,并准备好样品袋依次编号,抽取12个有代表性的原始样品,每个样品不少于200g,取样时每个样品应由一点集中取样,取样时不允许有任何翻动或混合,取样地点原则上为混合机缓冲斗下料口。 3)取样完毕后,将袋口密封,并在样品袋上注明混合机编号、混合物料名称、混合时间,送化验室进行检测。 3.3.2检测 1)添加剂预混合饲料以测定样品中铁元素含量的差异来反映所测产品的混合均匀度,具体检测方法按照GB/T10649—2008,《微量元素预混合饲料混合均匀度的测定》方法执行。 2)配合饲料、浓缩饮料和精料补充料以测定样品中氯离子含量的差异来反映饲料的混合均匀度,具体检测方法按照GB/T5918—2008,《饲料产品混合均匀度的测定》方法执行。 3)检测完毕后,填写混合均匀度检测报告,并将结果及时反馈给现场品控及生产部。附件一:混合均匀度检测报告
口服固体制剂生产和工艺研发过程中的相变考量 在工艺过程中,药物溶解或部分溶解在溶剂(典型的如水)中是非常普遍的情况。如果在除去溶剂的过程中引发了相变,则这种机制被称为溶液机制。意识到相变可以是亚稳态向稳态或稳态向一种或多种亚稳态之间进行转变这一点是非常重要的。比如,在湿法制粒过程药物可能部分溶于水中,在冻干会喷雾干燥过程中药物则完全溶解在水中。一旦除去溶剂便会再生出固相的药物。再生药物的固相状态可能已不是原来的晶型或者为混晶状态。需要注意的是只有溶解的那部分药物才可能发生相变。 最终的固相状态是单一相态还是无定型以及晶型的混合取决于溶剂取出的速率、晶核形成的难易以及在相应工艺环境下可形成晶型的晶体生长速度等因素[16]。 2.1.4溶液介导 与溶液机制不同,溶液介导机制只会引起亚稳态向稳态的相变。该种相变是两种相态下溶解度的不同导致的。与溶液机制的相变发生在干燥过程不同,溶液介导机制的相变在亚稳态接触到饱和溶液时发生。
在溶液介导机制的相变中存在三个连续的过程[17-19]:1)亚稳相态溶解于所接触到的饱和溶液并达到稳定相态的过饱和状态;2)稳定相态的成核;3)稳定相态的晶核生长同时伴随亚稳状态的不断溶解(过程1)。过程(2)和(3)往往是限速步骤。当过程(2)为限速步骤时,任何影响成核的因素均会影响整体的相变过程。这些因素包括溶解度和溶解度差异、工艺过程的温度、接触面积、搅拌以及可溶性辅料/杂质等。当步骤(3)为限速步骤时,相转变的动力学取决于溶解度差异、固相与溶剂的比例、工艺过程的温度、起始物相(晶核)的粒径、搅拌以及可溶性辅料/杂质等。 上面讨论的四种常见机制可引起三种类型的相变:多晶型、水合/脱水、玻璃化转变/无定型晶体化转变。以下将会详细讨论。 2.1.4.1 多晶型转变 多晶型转变意味着不同晶型间的互变。根据“一对”多晶型之间的稳定关系可以分为单变晶体和双变晶体两大类。两种类型多晶型系统的热力学相图如图1所示。 图表1单变晶体(右)和双变晶体(左)的热力学相图
口服固体制剂研发流程 Prepared on 22 November 2020
口服固体制剂研发流程 目录 一、立项 二、项目研发前期准备 三、处方工艺研究 四、中试生产及清洁预验证 五、质量研究 六、稳定性研究 七、工艺验证及清洁验证 八、申报资料 九、注册申报及现场核查 适用范围:本标准操作流程适用于口服固体制剂的开发,代表类别为化药注册3类或者5、6类。对于创新药物的研发,可以参考但不限于本规程所述内容。 一、立项 涉及面很广,此次略过。。。 二、项目研发前期准备 1.产品信息调研: 在立项报告的基础上,对知识产权进行更新检索,确认不存在侵权的可能。然后针对处方工艺设计、质量标准建立等进行深入的文献检索,有条件的需获取进口质量标准或者国内注册标准。 2.制订实验方案
制订详细的制剂实验方案和分析实验方案,列明项目参加人员、项目协助部门及相关人员的具体工作内容和介入时间点。 3.实验准备工作: 参比制剂的采购: ①首选已进口或本地化生产的原研产品; ②如果无法获得原研产品,可以采用质量优良的在发达国家上市的药品(如在ICH成员国即美国、欧盟或日本等国的同品种仿制产品)。如果上述国家产品已经进口中国,优先采用进口品。 ③如果无法获得符合上述要求的参比制剂,则应在充分考虑立题合理性的前提下,采用多家国内上市的主流产品,进行深入的对比研究,所申报产品的质量应能达到其中最优产品的质量。 原料采购: 可分别向几个厂家索取赠送小样,然后进行质量对比后,采购质量较好的原料药(需对方提供原料厂家资质、注册证、质量标准、检验报告、购销合同、发票等证明性文件)。 色谱柱及对照品采购: 在对原料质量标准以及查询到的制剂质量标准分析的基础上,拟定质量标准草案。向原料供应厂家充分了解产品的色谱条件后,再对色谱柱及对照品进行采购。 对照品选用标准:定量用对照品需采购USP、EP或者中检所的产品,定性用的对照品还可采购Sigma公司的产品。 辅料采购:
江苏南农高科动物药业有限公司技术标准 一.目的:本规程通过规定明确的条文,来规范和统一预混料混合均匀度测定操作的全过程。 二.范围:本规程适用于预混料混合均匀度的测定。 三.责任部门:中心化验室 四.检验依据:GB/T 10649-1989 五.正文: 预混料中混合均匀度的测定方法:比色法(引用标准:GB/T 10649-1989) 1. 原理 本法通过预混全饲料中铁含量的差异来反映各组分分布的均匀性。 本法通过盐酸羟胺将样品液中的铁还原成二价,再与显色剂邻菲罗啉反应生成橙红色的络合物,以比色法测定铁含量。 2. 仪器和设备 分析天平:感量0.1mg。 可见分光光度计。 烧杯、移液管、容量瓶等。 3. 试剂 盐酸(GB 622):化学纯。 邻菲罗啉溶液:溶解0.1g邻菲罗啉(GB1293分析纯)于约80ml80℃的蒸馏水中,冷却后用蒸馏水稀释至100ml,保存于棕色瓶中,并置于冰箱内可稳定数周。 盐酸羟胺溶液:溶解10g盐酸羟胺(HG3044化学纯)于蒸馏水中,用蒸馏水稀释到100ml,保存于棕色瓶中,并置于冰箱内可稳定数周。 乙酸盐缓冲液:溶解8.3g无水乙酸钠(GB694分析纯)于蒸馏水中。加入12ml冰乙酸(GB676分析纯),并用蒸馏水稀释至100ml。 4. 测定步骤 4.1称取试样1-10g(准确至0.0002g)于烧杯中,加20ml浓盐酸,充分混匀后用蒸馏水稀释至100ml,使样品中的无机铁直接溶解,待溶液澄清后吸取上清液1ml(含铁量约在40ug以下,否则要少称样或少用上清液,若溶液混浊则过滤)于25ml容量瓶中,加入盐
酸羟胺溶液1ml,充分混匀,5min 后加入乙酸盐缓冲液5ml ,摇匀后再加邻菲 罗啉溶液1ml ,用蒸馏水稀释至25ml ,充分混匀,放置30min,以蒸馏水作参比溶液,用分光光度计在510nm 波长处测定其吸光度。 4.2只测样品混合均匀度时可直接用试样溶液的吸光度计算。须计算铁含量时,则以定量的分析纯铁丝或硫酸亚铁(GB 661分析纯)作标准曲线。由每个试样溶液测定值减去空白溶液值后从标准曲线上求得样品液的铁含量。 5. 分析结果的计算 变异系数CV(%)=S\X ×100 式中: 1 10X -X -(X 2 102 32 22 1--++---= ) ()()()X X X X X S 或 1 10(X 2 2 102 32 22 1--++++= X X X X S X1、X2、X3……X10 10个试样的测定值(吸光度); X 试样吸光度的平均值; S 试样吸光度的标准差。
实验五配合饲料混合均匀度的检测 本测定法是通过配合饲料中示踪物或某一组分含量差异的测定来反映该饲料中各组分分布的均匀性。配合饲料成品的混合均匀度可用甲基紫法或沉淀法进行测定。3 1 甲基紫法BR] 本法以甲基紫色素作为示踪物,将其与添加剂一道加入,预先混合于饲料中,然后以比色法测定样品中甲基紫含量,作为反映饲料混合均匀度的依据。 1.1 仪器与试剂Y 72型分光光度计,150目标准铜丝网筛,甲基紫,无水乙醇。 1.2 示踪物的制备与添加(:n 将测定用的甲基紫混匀并充分研磨,使其全部通过150目标准筛。按照配合饲料成品量十万分之一的用量,在加入添加剂的工段投入甲基紫。$HGD- 1.3 样品的采集与制备k 1.3.1 本法所需的样品系配合饲料成品,必须单独采制。X 1.3.2 每一批饲料至少抽取10个有代表性的原始样品。每个原始样品的数量应以畜禽的平均一日采食量为准,即肉用仔鸡前期饲料取样50g;肉用仔鸡后期与产蛋鸡料取样100g;生长肥育猪饲料取样500g。该10个原始样品的布点必须考虑各方位深度、袋数或料流的代表性;但是,每一个原始样品必须由一点集中取。取样前不允许有任何翻动或混合。}{
1.3.3 将上述每个原始样品在化验室充分混匀,以四分法从中分取10g化验样进行测定。 1.4 测定步骤_6 从原始样品中准确称取10g化验样,放在100ml的小烧杯中,加入30ml乙醇不时地加以搅动,烧杯上盖一表面玻璃,30min 后用滤纸过滤(新华定性滤纸,中速)以乙醇液作空白调节零点密度。E 以各次测定的光密度值为X1、X2、X3……X10,其平均值,标准差S与差异系数CV按式(1)~(4)计算。 公式略。**58S 1.5 注意事项/ a. 由于出厂的各批甲基紫的甲基化程度的不同,色调可能有差别,因此,测定混合均匀度所用的甲基紫,必须用同一批次的并加以混匀后才能保持同一批饲料中各样品测定值的可比性。+ b. 配合饲料中若添加有苜蓿粉、槐叶粉等含有叶绿素的组分则不能用甲基紫法测定。&4f@D
口服固体制剂研发流程 目录 一、立项 二、项目研发前期准备 三、处方工艺研究 四、中试生产及清洁预验证 五、质量研究 六、稳定性研究 七、工艺验证及清洁验证 八、申报资料 九、注册申报及现场核查
适用范围:本标准操作流程适用于口服固体制剂的开发,代表类别为化药注册3类或者5、6类。对于创新药物的研发,可以参考但不限于本规程所述内容。 一、立项 涉及面很广,此次略过。。。 二、项目研发前期准备 1. 产品信息调研: 在立项报告的基础上,对知识产权进行更新检索,确认不存在侵权的可能。然后针对处方工艺设计、质量标准建立等进行深入的文献检索,有条件的需获取进口质量标准或者国内注册标准。 2. 制订实验方案 制订详细的制剂实验方案和分析实验方案,列明项目参加人员、项目协助部门及相关人员的具体工作内容和介入时间点。 3. 实验准备工作: 3.1参比制剂的采购: ①首选已进口或本地化生产的原研产品; ②如果无法获得原研产品,可以采用质量优良的在发达国家上市的药品(如在ICH成员国即美国、欧盟或日本等国的同品种仿制产品)。如果上述国家产品已经进口中国,优先采用进口品。 ③如果无法获得符合上述要求的参比制剂,则应在充分考虑立题合理性的前提下,采用多家国内上市的主流产品,进行深入的对比研究,所申报产品的质量应能达到其中最优产品的质量。 3.2 原料采购: 可分别向几个厂家索取赠送小样,然后进行质量对比后,采购质量较好的原料药(需对方提供原料厂家资质、注册证、质量标准、检验报告、购销合同、发票等证明性文件)。 3.3 色谱柱及对照品采购: 在对原料质量标准以及查询到的制剂质量标准分析的基础上,拟定质量标准
一.目的:本规程通过规定明确的条文,来规范和统一预混料混合均匀度测定操作的全过程。 二.范围:本规程适用于预混料混合均匀度的测定。 三.责任部门:中心化验室 四.检验依据:GB/T 10649-1989 五.正文: 预混料中混合均匀度的测定方法:比色法(引用标准:GB/T 10649-1989) 1. 原理 本法通过预混全饲料中铁含量的差异来反映各组分分布的均匀性。 本法通过盐酸羟胺将样品液中的铁还原成二价,再与显色剂邻菲罗啉反应生成橙红色的络合物,以比色法测定铁含量。 2. 仪器和设备 分析天平:感量0.1mg。 可见分光光度计。 烧杯、移液管、容量瓶等。 3. 试剂 盐酸(GB 622):化学纯。 邻菲罗啉溶液:溶解0.1g邻菲罗啉(GB1293分析纯)于约80ml80℃的蒸馏水中,冷却后用蒸馏水稀释至100ml,保存于棕色瓶中,并置于冰箱内可稳定数周。 盐酸羟胺溶液:溶解10g盐酸羟胺(HG3044化学纯)于蒸馏水中,用蒸馏水稀释到100ml,保存于棕色瓶中,并置于冰箱内可稳定数周。 乙酸盐缓冲液:溶解8.3g无水乙酸钠(GB694分析纯)于蒸馏水中。加入12ml冰乙酸(GB676分析纯),并用蒸馏水稀释至100ml。 4. 测定步骤 4.1称取试样1-10g(准确至0.0002g)于烧杯中,加20ml浓盐酸,充分混匀后用蒸馏水稀释至100ml,使样品中的无机铁直接溶解,待溶液澄清后吸取上清液1ml(含铁量约在40ug以下,否则要少称样或少用上清液,若溶液混浊则过滤)于25ml容量瓶中,
加入盐
酸羟胺溶液1ml,充分混匀,5min 后加入乙酸盐缓冲液5ml ,摇匀后再加邻菲 罗啉溶液1ml ,用蒸馏水稀释至25ml ,充分混匀,放置30min,以蒸馏水作参比溶液,用分光光度计在510nm 波长处测定其吸光度。 4.2只测样品混合均匀度时可直接用试样溶液的吸光度计算。须计算铁含量时,则以定量的分析纯铁丝或硫酸亚铁(GB 661分析纯)作标准曲线。由每个试样溶液测定值减去空白溶液值后从标准曲线上求得样品液的铁含量。 5. 分析结果的计算 变异系数CV(%)=S\X ×100 式中: 1 10X -X -(X 2 10232221--++---=) ()()()X X X X X S 或 1 10(X 2 2 10232221--++++=X X X X S X1、X2、X3……X10 10个试样的测定值(吸光度); X 试样吸光度的平均值; S 试样吸光度的标准差。 . . .
口服固体制剂工艺验证初步考虑 审评三部魏农农 20080421 [摘要]按照《药品注册管理办法》要求,应该对生产工艺进行验证。本文参考国内外关于生产控制和验证的文献,对口服固体制剂的生产和验证进行初步的考虑,希望对国内生产者有所帮助。 [关键词]口服固体制剂;工艺验证 1、前言 口服固体制剂对生产工艺过程进行验证是非常重要的,为保证产品质量的均一性和有效性,在产品开发阶段合理的处方与工艺筛选,然后进行验证,并通过稳定性试验获得必要的技术数据,以确认处方与工艺的可靠性和重现性。 按照《药品注册管理办法》的要求,需要在申报资料中体现处方的筛选、优化以及生产工艺的验证资料。 对于口服固体制剂的生产,一般包括物料的粉碎、物料的混合、湿颗粒的制备、湿颗粒的干燥、整粒、颗粒与润滑剂/助流剂的混合、压片、包衣,最后是包装。如果将每一步骤作为生产单元,则应该对每一生产单元所用的设备、物料的质量等进行验证,以保证下一道工序质量。这其中设备的验证属于制剂GMP验证范畴,本文就生产工艺进行描述,对每一工艺可能的影响因素进行列表说明,通过每一工艺设备参数和工艺参数的优化确认,设定达到产品质量要求的生产参数范围,也就是说,在参数范围内的生产,产品的质量的均一性和重现性一般能得到较好的保证,这为生产工艺的实施(操作)提供可靠的实验数据依据,同
时在产品的注册申报资料中对生产过程中的关键环节和关键参数也能进行充分的验证。 在药品的技术审评中,对生产工艺的技术评价也是建立在生产工艺的验证基础之上的。 本文以包衣片剂的生产过程和关键参数的确认。简单说明口服固体制剂在制备过程中的验证。 2、包衣片剂的生产流程以及关键工艺、工艺参数的确定 包衣片剂一般包括:主辅料的粉碎、主辅料的混合、湿颗粒的制备、湿颗粒的干燥、颗粒的整粒、颗粒与润滑剂/助流剂的混合、片芯的压制以及最后的包衣工艺。 2.1具体的生产控制和参数确定见下表
附件2 化药仿制药口服固体制剂一致性评价 申报资料要求 (征求意见稿) 第一部分:研究资料信息汇总表 (研究综述部分) 一、目录 1.1 品种概述 1.1.1历史沿革(介绍产品的历史沿革,简述原研产品情况) 1. 1.2批准及上市情况 1. 1.3临床信息及不良反应 1. 1.4最终确定的处方、工艺及标准情况 1. 1.5生物药剂学分类 1.2 剂型与产品组成(CDE格式为 2. 3.P.1) 1.3 产品再评价研究(参照CDE资料“3. 2.P.2 产品开发”) 1.3.1处方组成 1.3.1.1原料药 1.3.1.2辅料 1.3.2 制剂的再研发(相对处方、工艺有改变的品种)
1.3. 2.1处方再研发(如有处方改变,详述具体内容) 1.3. 2.2生产工艺再研发(如有工艺改变,详述具体内容) 1.4 生产(参照CDE资料3. 2.P.3,删去与注射剂相关的叙述) 1.4.1生产商 1.4.2批处方 1.4.3生产工艺和工艺控制 1.4.4关键工艺步骤和中间体的控制 1.4.5工艺验证和评价 1.4.6 临床试验/BE试验样品的生产情况 1.5 原辅料的控制 1.6 包装材料(基本同3. 2.P.2.4包装材料/容器,考虑容器主要指注射剂,暂不在题目中强调) 1.6.1 包装材料类型 1.6.2 选择依据 1.7 质量控制(基本同CDE资料3. 2.P.6制剂的质量控制) 1.7.1 质量标准 1.7.2 分析方法 1.7.3 分析方法的验证 1.7.4 批检验报告 1.7.5杂质谱分析 1.7.6质量标准制定依据 1.8 对照品 1.9 稳定性(参照CDE资料“3. 2.P.7稳定性”) 1.9.1稳定性总结
饲料产品混合均匀度的测定 参照GB/T 5918-2008 1 适用范围 本方法适用于各种配合饲料的质量检测,也适用于混合机和饲料加工工艺中混合均匀度的测试。 2 测定原理 本方法将示踪物甲基紫法色素与添加剂一起加入,预先混合于饲料中,然后采用比色法测定样品中甲基紫含量,以饲料中甲基紫含量的差异来反映饲料的混合均匀度。 3 试剂和材料 3.1 甲基紫(Q/12 HB 4245-2006):分析纯。 3.2 无水乙醇(GB 678-1990):分析纯。 4 仪器设备 4.1 实验室用粉碎机。 4.2 分样筛:孔径1.40 mm。 4.3 分析天平:感量 0.000 1 g。 4.4 分光光度计:可在590 nm下测定吸收度。 4.5 比色皿:10 mm。 4.6 具塞锥形瓶:150 mL。 4.7 玻璃漏斗:直径8 cm。 4.8 滤纸:中速定性,直径12.5 cm。 4.9 移液管:10 mL、20 mL。 4.10 具塞比色管:50 mL。 5 试样的选取和制备 每一批饲料产品抽取10个具有代表性的原始试样。取样的应考虑方位、深度、袋数等因素,每取一个试样必须由一点集中取样,取样时不允许翻动及混合。 所取试样使用四分法缩至10 g,粉碎过孔径1.40 mm筛。 6 分析步骤 6.1 示踪物的制备与添加
将测定用的甲基紫混匀并充分研磨,使其全部通过100 μm 标准筛。按照配合饲料成品量十万分之一的用量,在加入添剂的工段投入甲基紫。 6.2 测定 称取试样10 g ±0.05 g ,准确到0.000 2 g ,放入150 mL 的具塞锥形瓶中,使用移液管精确加入30 mL 乙醇,盖上瓶塞后振荡5 min 后静置,30 min 后使用中速定性滤纸过滤至比色管中,以无水乙醇作空白调节零点,用分光光度计,以10 mm 比色皿在590 nm 的波长下测定同一批次是个试样滤液的吸光度值1X 、2X 、3X ,…,10X 。 7 计算 以各次测定的吸光度值为1X 、2X 、3X ,…,10X ,其平均值X 按式(1)计算,标准差S 按式(2),变异系数CV 按式(3)计算,数值以%计。 10 X X X X X 10321++++=??? ……………………(1) 1 10)X (X )X (X )X (X )X X (S 10321--++-+-+-=??? ……………………(2) 100X S CV ?= (3) 式中:1X 、2X 、3X ,…,10X ——为各试样吸光度值。 结果计算精确到小数点后两位。 混合均匀度值以同一批次的10个试样溶液中甲基紫吸光度值的变异系数CV 表示,CV 值越小,混合均匀度越好。