浙江*****公司
文件名称:质量改进记录表zhejiang.**********
文件编号:GC/QF-PG-41-01
2014.6.19
-2014.6.262014.6.19
-2014.6.20
对磨床夹具进行调试,确保装夹松紧合适
对线上员工进行统一装夹手法的培训,并做好日常监督检查,确保按规定进行操作以及按要求进行自检
更换磨床上的灯具,确保产线光线充足措施描述
针对上述主要原因,制定以下措施:
1、要求生产加强对新员工的技能培训,各班组对线上员工零件装配手势进行统一,并时时督促员工自产自检。
2、调试人员对磨床夹具进行调试,确保零件在装夹过程中夹具松紧合适。
3、机床上重新安装灯具确保光线充足。
措施内容
起始时间
负责人
执行情况
已完成
2014.6.19
-2014.6.20问题描述
6月16日-18日,成品抽检过程中连续几批曲轴发现曲轴支撑面处油槽碰伤,有明显的凸起并对此进行全检发现数量较多。
原因分析
已完成
分段实施内容
效果验证及标准化
最终检验对措施完成后的各批次零件检查过程中,没有发现批量性的支撑面处油槽碰伤的情况,表明措施有明显效果。
对装夹手势进行统一规定,对新进员工的培训需包括此项内容。
已完成
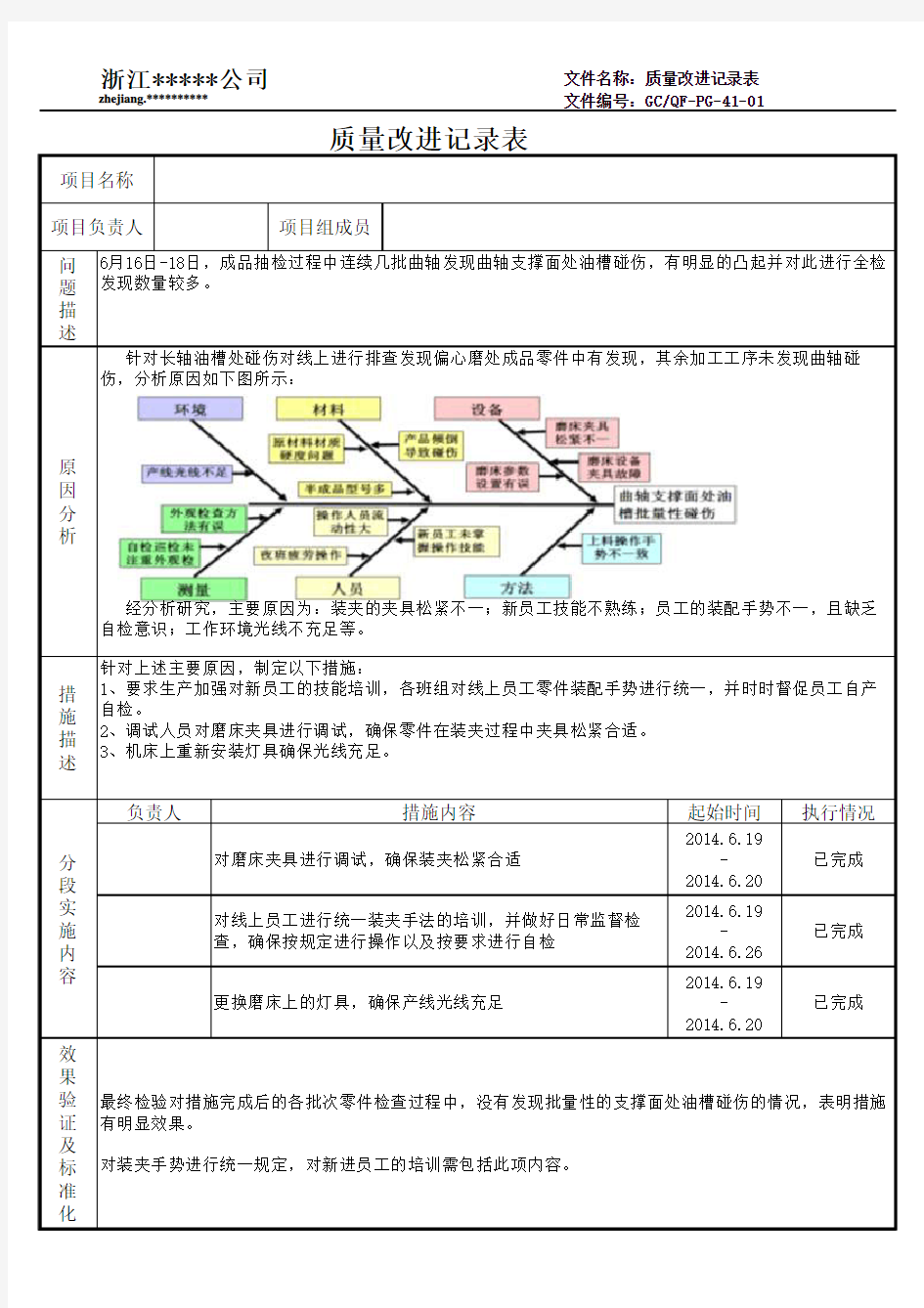
项目名称项目负责人 针对长轴油槽处碰伤对线上进行排查发现偏心磨处成品零件中有发现,其余加工工序未发现曲轴碰伤,分析原因如下图所示:
经分析研究,主要原因为:装夹的夹具松紧不一;新员工技能不熟练;员工的装配手势不一,且缺乏自检意识;工作环境光线不充足等。
项目组成员