安全检查表分析(SCL)评价记录
安全检查表分析(SCL)+评价记录
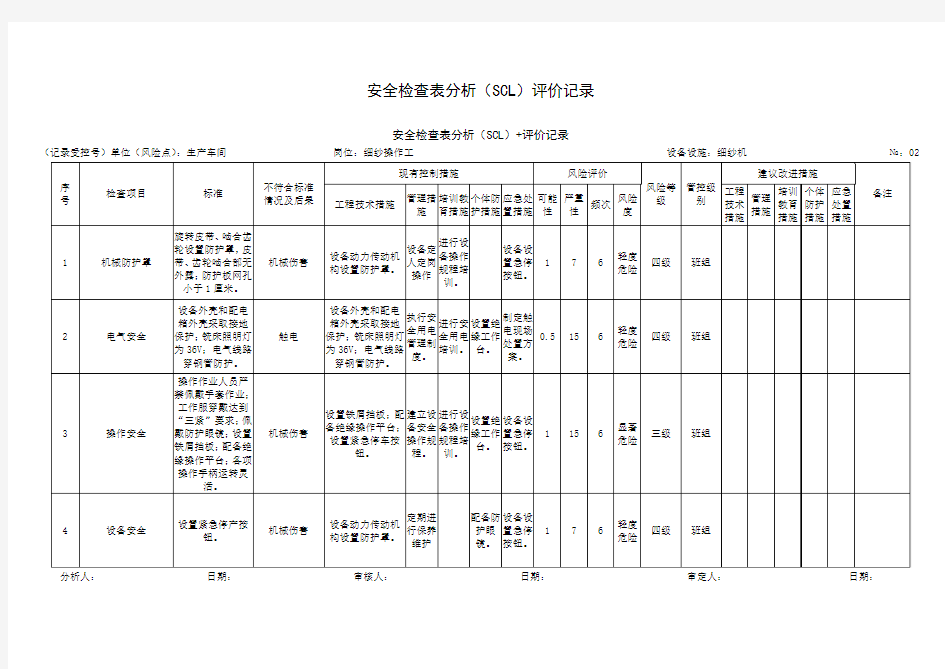
(记录受控号)单位(风险点):生产车间岗位:细纱操作工设备设施:细纱机№:02
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
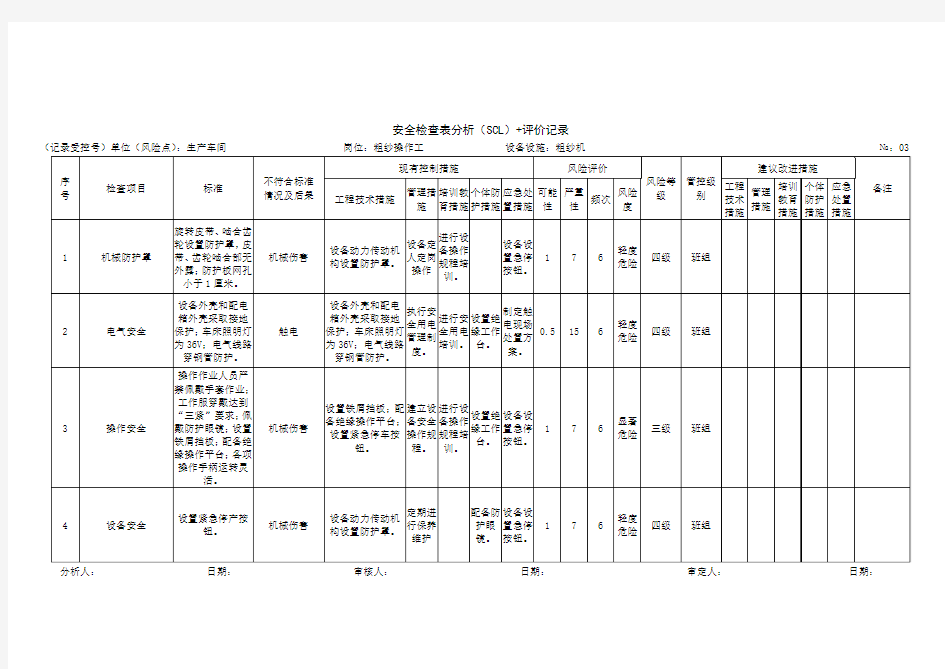
(记录受控号)单位(风险点):生产车间岗位:粗纱操作工设备设施:粗纱机№:03
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:刨床操作工设备设施:刨床№:04
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:络筒操作工设备设施:络筒机№:05
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:并条操作工设备设施:条并卷机№:06
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:空压机房操作工设备设施:空压机№:07
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:转杯纺操作工设备设施:转杯纺№:08
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:梳棉操作工设备设施:梳棉机№:09
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:维修工设备设施:№:10
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:电焊工设备设施:电焊机№:11
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:精梳操作工设备设施:精梳机№:12
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:仓库设备设施:№:13
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:高压电工设备设施:变压器№:14
分析人:日期:审核人:日期:审定人:日期:
安全检查表分析(SCL)+评价记录
(记录受控号)单位(风险点):生产车间岗位:电工设备设施:配电箱№:15
分析人:日期:审核人:日期:审定人:日期:
安全检查表(SCL)分析记录表 部门/车间:质检科区域/工艺过程:化验室分析人员:朱岩日期:2011年09 月22日 序号装置设备 设施 检查项目标准 产生偏差的 主要后果 发生频率和现有安全控制措施 LS R= L× S 建议改进措施 发生 频率 管理措施 员工胜 任程度 设备设施 状况 安全 设施 1 天平天平插头及电 线 绝缘引起燃烧 从未 发生 定期检查 有操作规 程 胜任完好 有效防范 控制措施 1 2 2 防静电、防潮按规定湿度 电击伤人 损坏电了元 件 从未 发生 有操作规 程定期检 测 胜任 完好 有效防范 控制措施 2 2 4 牢固、稳定 操作台牢固 摆放安全 天平损坏 伤人 从未 发生 定期检测胜任完好有防范控 制措施 1 1 1 2 水龙头开关阀完好 水外溢,殃及 电器设备 从未 发生 定期检查胜任完好 有效防范 控制措施 2 2 4 1
安全检查表(SCL)分析记录表 部门/车间:质检科区域/工艺过程:化验室分析人员:章凡日期:20 11 年06月22 日 序号装置设备 设施 检查项目标准 产生偏差 的主要后 果 发生频率和现有安全控制措施 LS R= L× S 建议改进措施 发生 频率 管理措施 员工胜 任程度 设备设施 状况 安全 设施 3 分光光度 仪 天平插头及电线绝缘引起燃烧 从未 发生 定期检查有 操作规程 胜任完好 有效防范 控制措施 有效防范 控制措施 有防范控 制措施 1 2 2 防静电、防潮按规定湿度 电击伤人 损坏电了 元件 从未 发生 有操作规程 定期检测 胜任 完好 2 2 4 牢固、稳定 操作台牢固 摆放安全 天平损坏 伤人 从未 发生 定期检测胜任完好 1 1 1 4 水浴锅电源插头及电线绝缘引起火灾 从未 发生 定期检查胜任完好 有效防范 控制措施 1 2 2 管路接头密封 水外溢, 损坏仪器 从未 发生 定期检查胜任完好 2 1 2 温控 按相关要求 仪器损 坏 样品损坏 从未 发生 定期检查胜任完好 1 1 1 按周期检定超压 从未 发生 定期检定胜任完好 1 1 1 2
全员参与“危害识别及风险评价”携手共筑生命的方舟 ————————————安全检查表分析(SCL) 二.安全检查表分析(SCL) 1内容 1.1安全检查表分析(SCL)是基于经验的方法,安全检查表是一份进行安全检查和诊断的清单; 1.2它由一些有经验的、并且对工艺过程、机械设备和作业情况熟悉的人员,事先对检查对象共同进行详细分析、充分讨论、列出检查项目和检查要点并编制成表; 1.3安全检查分析表分析可用于对物质、设备、工艺、作以便进行检查或评审。业场所或操作规程的分析,为防止遗漏,在制定安全检查表时,通常要把检查对象分割为若干子系统,按子系统的特征逐个编制安全检查表。 1.4在系统安全设计或安全检查时,按照安全检查表确定的项目和要求,逐项落实安全措施,保证系统安全。 2编制方法 2.1确定人员。要编制一个符合客观实际,能全面识别系统危险性的安全检查表,首先要建立一个编制小组,其成员包括熟悉系统的各方面人员; 1
2.2熟悉系统。包括系统的结构、功能、工艺流程、操作条件、布置和已有的安全卫生设施; 2.3收集资料。收集有关安全法律、法规、规程、标准、制度及本系统过去发生的事故资料,作为编制安全检查表的依据; 2.4判别危险源。按功能或结构将系统划分为子系统或单元,逐个分析潜在的危险因素; 2.5列出安全检查表。针对危险因素和有关规章制度、以往的事故教训以及本单位的检验,确定安全检查表的要点和内容,然后按照一定的要求列出表格。 3安全检查表编制依据 3.1有关标准、规程、规范规定 3.2国内外事故案例 3.3系统分析确定的危险部位及防范措施 3.4分析人员的经验和可靠的参考资料 3.5研究成果,同行业检查表等 2
. 全员参与“危害识别及风险评价”携手共筑生命的方舟————————————安全检查表分析(SCL) 二.安全检查表分析(SCL) 1内容 1.1安全检查表分析(SCL)是基于经验的方法,安全检查表是一份进行安全检查和诊断的清单; 1.2它由一些有经验的、并且对工艺过程、机械设备和作业情况熟悉的人员,事先对检查对象共同进行详细分析、充分讨论、列出检查项目和检查要点并编制成表; 1.3安全检查分析表分析可用于对物质、设备、工艺、作以便进行检查或评审。业场所或操作规程的分析,为防止遗漏,在制定安全检查表时,通常要把检查对象分割为若干子系统,按子系统的特征逐个编制安全检查表。 1.4在系统安全设计或安全检查时,按照安全检查表确定的项目和要求,逐项落实安全措施,保证系统安全。 2编制方法 2.1确定人员。要编制一个符合客观实际,能全面识别系统危险性的安全检查表,首先要建立一个编制小组,其成员包括熟悉系统的各方面人员; 1 / 20 . 2.2熟悉系统。包括系统的结构、功能、工艺流程、操作条件、布置
和已有的安全卫生设施; 2.3收集资料。收集有关安全法律、法规、规程、标准、制度及本系统过去发生的事故资料,作为编制安全检查表的依据; 2.4判别危险源。按功能或结构将系统划分为子系统或单元,逐个分析潜在的危险因素; 2.5列出安全检查表。针对危险因素和有关规章制度、以往的事故教训以及本单位的检验,确定安全检查表的要点和内容,然后按照一定的要求列出表格。 3安全检查表编制依据 3.1有关标准、规程、规范规定 3.2国内外事故案例 3.3系统分析确定的危险部位及防范措施 3.4分析人员的经验和可靠的参考资料 3.5研究成果,同行业检查表等 4特点 2 / 20 . 4.1检查项目系统、完整,可以做到不遗漏任何能导致危险的关键因素,因而能保证安全检查的质量; 4.2可以根据已有的规章制度、标准、规程等,检查执行情况,得出准确的评价; 4.3安全检查表有的采用提问的方式,有问有答,给人的印象深刻,能使人知道如何做才是正确的,因而可起到安全教育的作用;
整理 安全检查表分析(SCL+LS)评价记录 单位:龙口滨港液体化工码头有限公司岗位:巡检班风险点(区域/装置/设备/设施)名称:螺杆泵No .
.
分析人:日期:审核人:日期:审定人:日期: 填表说明:1、审核人为所在岗位负责人,审定人为上级负责人或车间主任。2、评价级别是运用风险评价方法,确定的风险等级。3、管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险 .
单位:龙口滨港液体化工码头有限公司岗位:巡检班、发油班风险点(区域/装置/设备/设施)名称:输油管道No 分析人:日期:审核人:日期:审定人:日期: 填表说明:1、审核人为所在岗位负责人,审定人为上级负责人或车间主任。2、评价级别是运用风险评价方法,确定的风险等级。3、管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险 .
单位:龙口滨港液体化工码头有限公司岗位:巡检班、发油班风险点(区域/装置/设备/设施)名称:阀门No 分析人:日期:审核人:日期:审定人:日期: 填表说明:1、审核人为所在岗位负责人,审定人为上级负责人或车间主任。2、评价级别是运用风险评价方法,确定的风险等级。3、管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险 .
单位:龙口滨港液体化工码头有限公司岗位:计量班风险点(区域/装置/设备/设施)名称:化验设备No 分析人:日期:审核人:日期:审定人:日期: 填表说明:1、审核人为所在岗位负责人,审定人为上级负责人或车间主任。2、评价级别是运用风险评价方法,确定的风险等级。3、管控级别是指按照附录A.7风险等级对照表规定的对应原则,划分的重大风险、较大风险、一般风险 .