SMT銲接不良Q&A (KOKI錫膏版)
★印刷:
1.刮削-刮刀壓力過高,削去部份錫膏。
2.過量-刮刀力量太小,多出錫膏。
3.拖曳(狗耳朵)-鋼版脫離太快。
4.沾粘(鋼版上)
主因還是在錫膏。也可減低刮刀壓力
(min所需壓力)。另外,鋼版與PCB的孔
對位準不準。鋼版是否已超過使用次數?
一開始開孔時,大pad的孔可以不
必「滿pad」的開法也有幫助。
印刷機內的溫度過低,錫膏粘度上升
也會導致沾粘。鋼版擦拭次數得視情況
增加。印刷的cycly time若來得及,不必
印太快,因為印太快會破壞觸變劑,於
是錫膏愈軟。
5.錫膏量不足
鋼版脫離速度得慢一點,刮刀壓
減。另外,印刷機內溫度>30℃時,
溶劑會被揮發一些,錫膏更粘。
★銲接不良
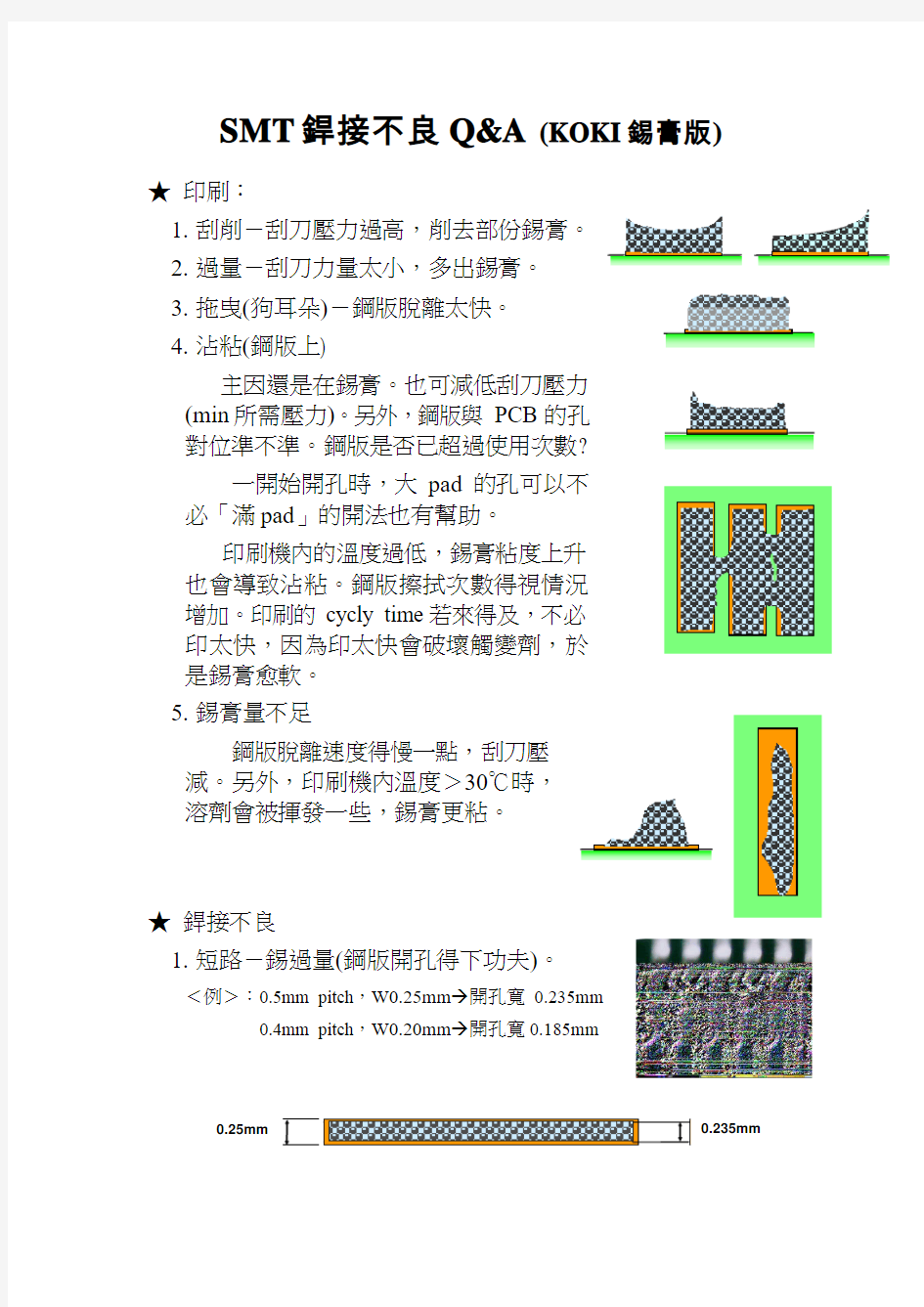
1.短路-錫過量(鋼版開孔得下功夫)。
<例>:0.5mm pitch,W0.25mm→開孔寬0.235mm
0.4mm pitch,W0.20mm→開孔寬0.185mm
0.235mm
【例】:對位不準、裝著不準
【例】:裝著下壓過深
【例】:錫膏塌陷
印刷速度太快或印刷機內溫度>30℃(25℃可以),粘度降低導致塌陷。
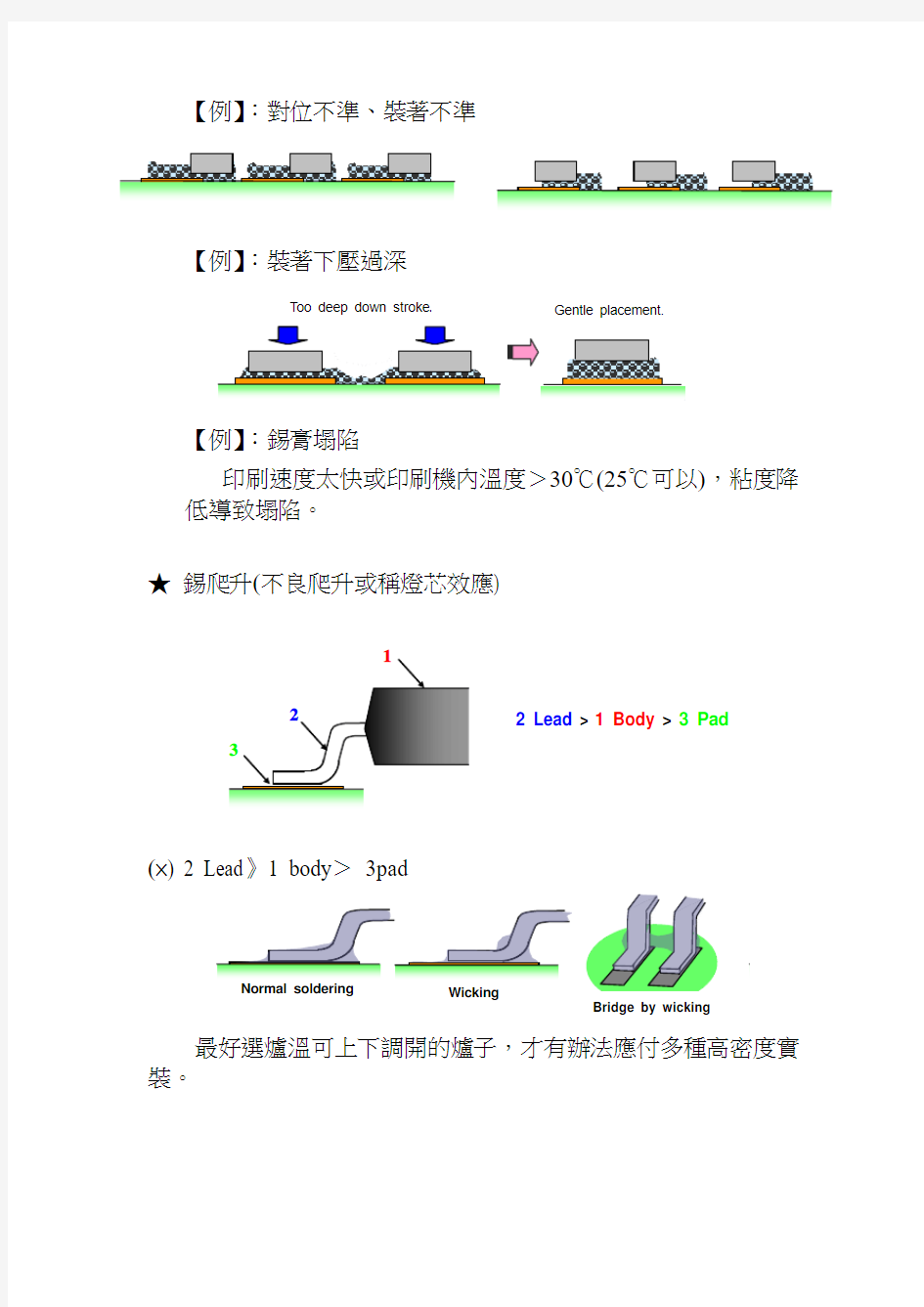
★ 錫爬升(不良爬升或稱燈芯效應) (×) 2 Lead 》1 body > 3pad
最好選爐溫可上下調開的爐子,才有辦法應付多種高密度實裝。
Too deep down stroke
.
Gentle placement.
2 Lead > 1 Body >
3 Pad
More heat from the bottom
(×) 2 Lead > 1 Body > 3 pad
(○) 3 pad ≧ 2 Lead ≧ 1 Body
★溢錫珠(小chip) 最好就是縮小開孔面積(i.e 減少錫膏量)。例如,
開孔面積≒60~70% Pad 面積。另外,高觸變性與抗塌陷的錫膏也有幫助。
★立碑
<起因>: ◎ 錫膏本身 ◎ ◎ 鋼版開孔
◎ 爐溫 T 1 + T 2 <T 3
圖中的d 在1608要1005小chip 時很小,故容易立碑。左右兩側pad 熔融時間差個0.2秒以下,為了讓T 3≦T 1+T 2,當中T 1固定,T 2的力臂長一點有效,故一般1005的鋼版開孔會朝零件中心(兩pad 的中心)移近一點。或是將兩端pad 上的錫膏減一點:
425
435445455465475485495505515S urface tensi on (m N /m )
012345
V ol um e (%
)
★ 就錫膏而言,加Ag 0.4~2.0%,錫從固態進入液態時,會有一個中間「塑膠狀態」,延遲了兩端熔融的時間,防止立碑。
★ 另外也可加Bi 或Sb 減低吃錫時的拉力,但Bi 不受歡迎(因為銲點早析裂痕),Sb 則不錯,有降低立碑的效果。
【例】:Sn62.6/Pb36.8/Ag0.4/Sb0.2 的組成有防止立碑的效果。
★ 小錫珠 原因不外乎
◎ 過期錫膏。 ◎ 迴銲時氧化。
◎ 印刷後塌陷(零件裝著時或迴銲時)。 ◎ 鋼版所殘留的。
如果錫膏過期,則每一片每點應都會出現。
★吃錫不良
最常見發生於Fe、Ni基零件腳、電極,或是Ni/Pd、Ni/Au電鍍之零件腳等。提高peak值溫度有幫助,例如,從210升至220℃,但需小心PCB板彎、零件變形、龜裂等問題。當然啦,加鹵素,例如,CL 0.06%~0.12%吃錫必有顯著改善。