哈尔滨工业大学 制造系统自动化技术作业 题目:零件质量的自动化检测系统设计 班号: 学号: 姓名: 作业三零件质量的自动化检测系统设计
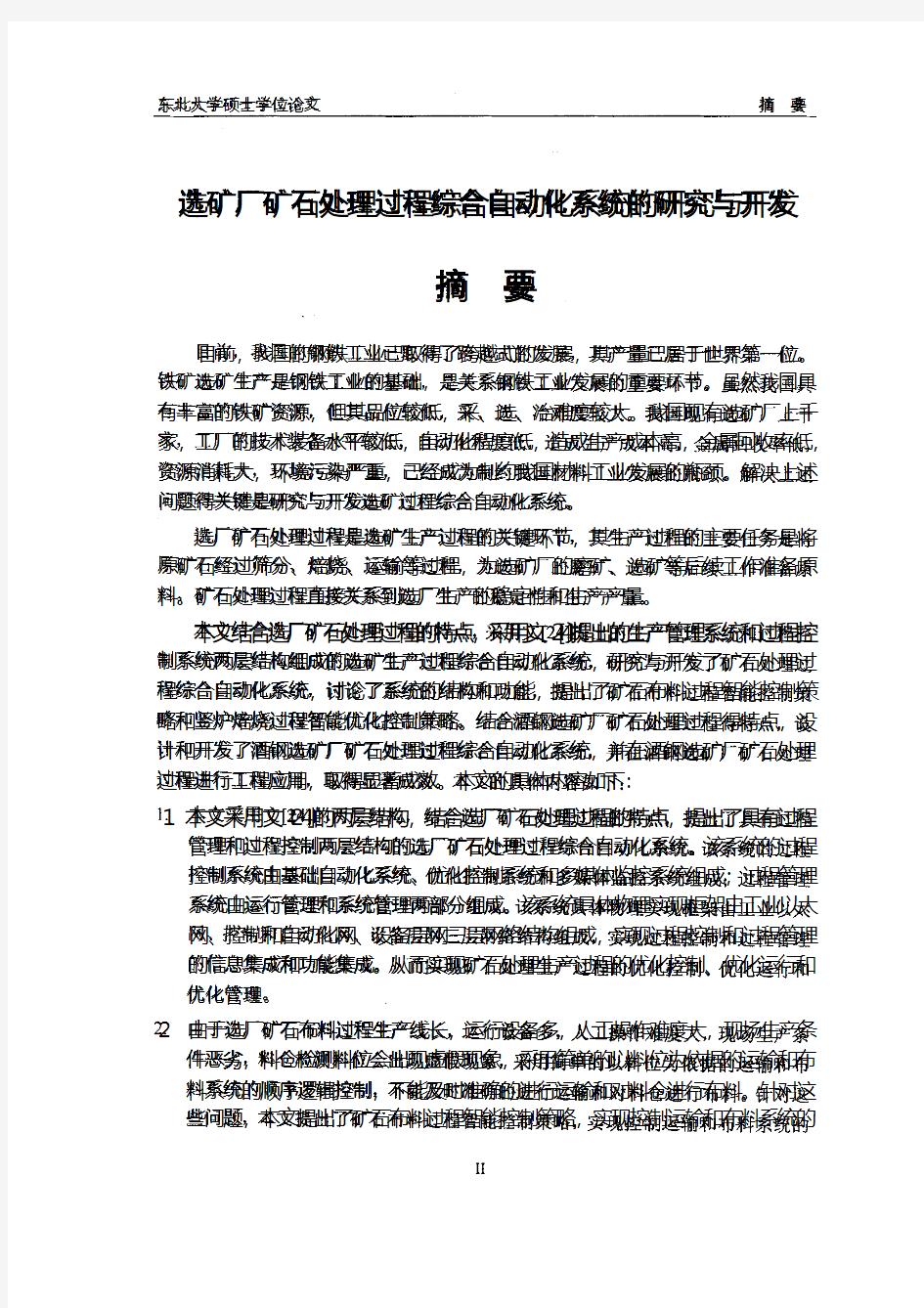
PS 一、零件结构图 二、自动检测项目 (1)孔是否已加工? 如图1所示,利用光电传感器来检测孔是否已加工。1PS 、2PS 、3PS 三个光电 传感器接受光信号,其中1PS 和3PS 检测从凸台两侧反射回来的光信号,2PS 检测从凸台中心线出反射回来的光信号。当孔已加工则所测得的波形如图3中2PS 所示,若孔还没有加工 则2PS 所测得的波形和1PS 、3PS 所测得的波形相同,故可以通过波形来确认孔是否已加工。 2 工件检测示意图图 3 检测波形图 )面A 和B 是否已加工? 图4为检测A,B 面是否加工的检测原理图,光电传感器发射装置发射脉冲, PG 2
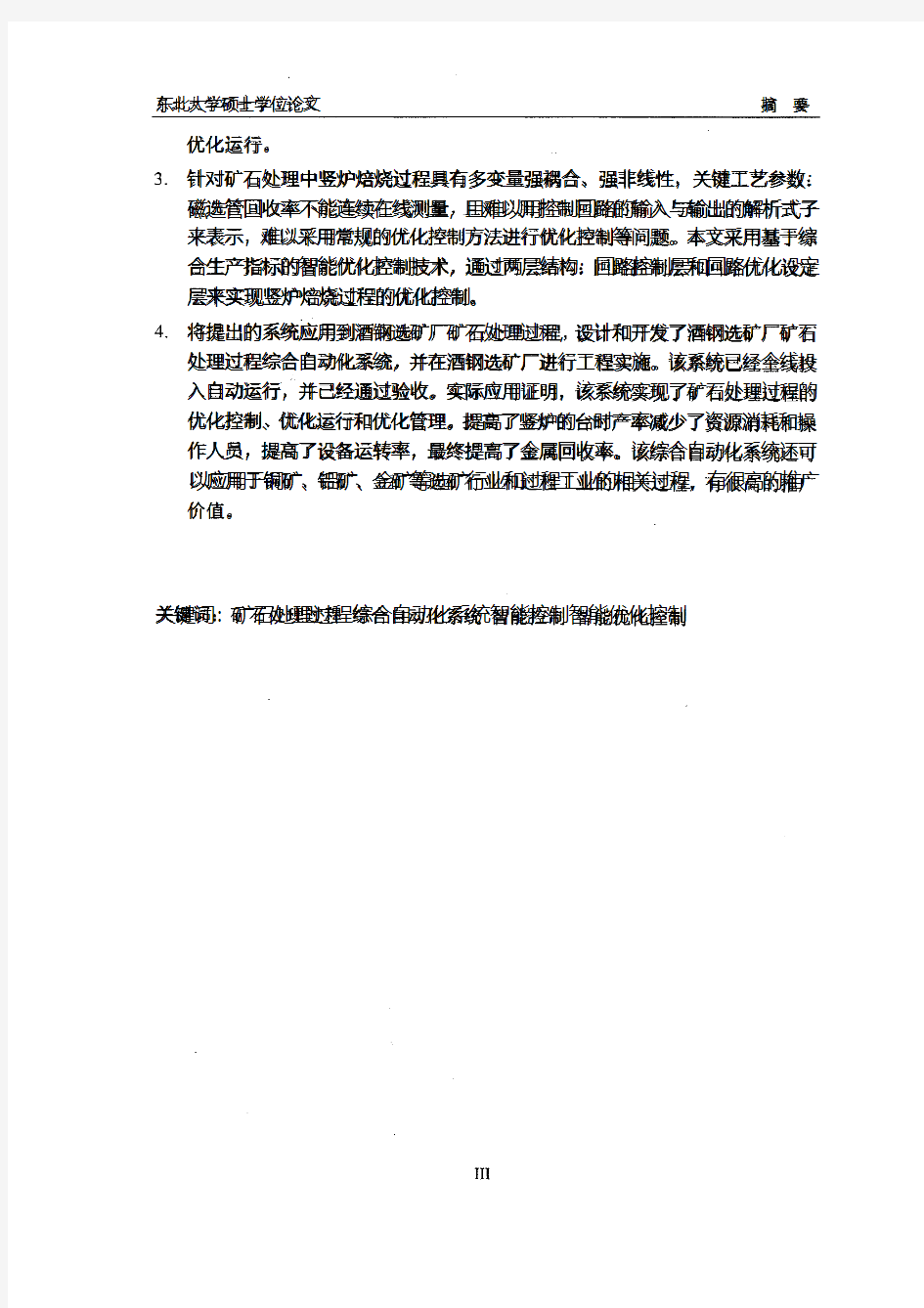
若两个面均已经加工,则接收装置可以在工件经过时候接收到光电脉冲。若A,B 面没有加工,则在工件经过时检测不到光电脉冲。 图4 工件检测图 (3)孔φ15±0.01精度是否满足要求? 方向设计一个类似于塞规的测定杆,在测定杆的圆周上沿半径方向放置三只电感式位移传感器。测量原理如图所示。假设由于测定杆轴安装误差,移动轴位置误差以及热位移等误差等导致测定杆中心O1与镗孔中心O存在偏心e,则可通 过镗孔内径上的三个被测点W1,W2,W3测出平均圆直径。在测定杆处相隔τ,φ 角装上三个电感式位移传感器,用该检测器可测量出间隙量y 1,y 2 ,y 3 。已知测 定杆半径r,则可求出Y1=r+y1,Y2=r+y2,Y3=r+y3。根据三点式平均直径测量原理,平均圆直径D0=2×(Y1+aY2+bY3) 1+a+b ,公式中a,b为常数,由传感器配置角决定,该测量杆最佳配置角度取τ=φ=125°,取a=b=0.8717。偏心e的影响完全被消除,具有以测定杆自身的主机算环为基准值测量孔径的功能,可消除室温变化引起的误差,确保±2μm的测量精度。 图5 孔径测定原理图
《过程控制系统》习题解答 1-1 试简述过程控制的发展概况及各个阶段的主要特点。 答:第一个阶段50年代前后:实现了仪表化和局部自动化,其特点: 1、过程检测控制仪表采用基地式仪表和部分单元组合式仪表 2、过程控制系统结构大多数是单输入、单输出系统 3、被控参数主要是温度、压力、流量和液位四种参数 4、控制的目的是保持这些过程参数的稳定,消除或减少主要扰动对生产过程的影响 5、过程控制理论是以频率法和根轨迹法为主体的经典控制理论,主要解决单输入、单输出的定值控制系统的分析和综合问题 第二个阶段60年代来:大量采用气动和电动单元组合仪表,其特点: 1、过程控制仪表开始将各个单元划分为更小的功能,适应比较复杂的模拟和逻辑规律相结合的控制系统 2、计算机系统开始运用于过程控制 3、过程控制系统方面为了特殊的工艺要求,相继开发和应用了各种复杂的过程控制系统(串级控制、比值控制、均匀控制、前馈控制、选择性控制) 4、在过程控制理论方面,现代控制理论的得到了应用 第三个阶段70年代以来:现代过程控制的新阶段——计算机时代,其特点: 1、对全工厂或整个工艺流程的集中控制、应用计算系统进行多参数综合控制 2、自动化技术工具方面有了新发展,以微处理器为核心的智能单元组合仪表和开发和广泛应用 3、在线成分检测与数据处理的测量变送器的应用 4、集散控制系统的广泛应用 第四个阶段80年代以后:飞跃的发展,其特点: 1、现代控制理论的应用大大促进了过程控制的发展 2、过程控制的结构已称为具有高度自动化的集中、远动控制中心 3、过程控制的概念更大的发展,包括先进的管理系统、调度和优化等。 1-2 与其它自动控制相比,过程控制有哪些优点?为什么说过程控制的控制过程多属慢过程? 过程控制的特点是与其它自动控制系统相比较而言的。 一、连续生产过程的自动控制 连续控制指连续生产过程的自动控制,其被控量需定量控制,而且应是连续可调的。若控制动作在时间上是离散的(如采用控制系统等),但是其被控量需定量控制,也归入过程控制。 二、过程控制系统由过程检测、控制仪表组成 过程控制是通过各种检测仪表、控制仪表和电子计算机等自动化技术工具,对整个生产过程进行自动检测、自动监督和自动控制。一个过程控制系统是由被控过程和检测控制仪表两部分组成。 三、被控过程是多种多样的、非电量的 现代工业生产过程中,工业过程日趋复杂,工艺要求各异,产品多种多样;动态特性具有大惯性、大滞后、非线性特性。有些过程的机理(如发酵等)复杂,很难用目前过程辨识方法建立过程的精确数学模型,因此设计能适应各种过程的控制系统并非易事。 四、过程控制的控制过程多属慢过程,而且多半为参量控制 因为大惯性、大滞后等特性,决定了过程控制的控制过程多属慢过程;在一些特殊工业生产过程中,采用一些物理量和化学量来表征其生产过程状况,故需要对过程参数进行自动检测和自动控制,所以过程控制多半为参量控制。
SmartRobot自动化测试解决方案
目录 1.迫切需要解决的问题 (3) 1.1.智能移动设备的软件系统和硬件方案的复杂组合,导致APP实现多机型兼容难 度大,投入大。 (3) 1.2.敏捷开发、迭代开发,产品追求快速上线,导致回归测试可靠性测试等任务重, 形成测试工作量波峰。 (3) 1.3.开发框架多、开发人员能力不足导致安全漏洞突出 (3) 1.4.市场竞争,产品同质化严重,追求客户体验差异化重要性凸现。 (3) 2.自动化测试平台整体解决方案 (3) 3.自动化测试平台实现功能 (4) 3.1.兼容性测试系统 (4) 3.1.1.SMART 平台 (4) 3.1.2.智能源码扫描 (6) 3.2.安全监控系统 (9) 3.2.1.高精度电流监控 (9) 3.2.2.监控应用及整机文件系统 (10) 3.2.3.监控应用及整机数据流量监控,记录非法数据传输等情况 (11) 3.2.4.用户行为跟踪,监控电话、短信、拍照、摄像、录音等典型动作 (12) 3.3.性能测试系统 (13) 3.3.1.响应时间测试系统 (13) 3.3.2.流畅度测试系统 (16)
1.面临的问题 1.1.智能移动设备的软件系统和硬件方案的复杂组合,导致APP 实现多机型兼容难度大,投入大。 1.2.敏捷开发、迭代开发,产品追求快速上线,导致回归测试、 可靠性测试等任务重,无法有效应对测试工作量波峰。 1.3.APP开发框架多、开发人员能力不足导致安全漏洞突出 1.4.软件硬件设计交叉影响,性能优化难度加大。 2.自动化测试平台整体解决方案 为解决移动应用开发商面临的以问题,结局方案设计如下。可全面解决移动应用开发面临的兼容性问题、安全性问题、测试工作量波峰、用户体验问题,并全程为移动应用的开发保驾护航。 整体解决方案 兼容性测试系统:智能源码扫描,即通过解析APK文件,将源码与问题特征库自动比对,查找兼容性问题,并自动生成测试报告。 SMART平台,实现被测设备管理+测试用例制作、管理、自动化执行、并
华中科技大学人工智能与自动化学院 2019~2020学年第二学期 “过程控制系统”考试(A 卷) 考试方式: 开卷 考试日期: 2020年6月11日 考试时长: 150 分钟 专业班级: 2017自动化 学号:____________ 姓名:_____________ 题号 一 二 三 四 五 六 总分 分值 10 5 5 12 20 48 100 分数 一、单选题(每题1分,共10分) 1、若调节阀的引压管线很长,膜头空间又大,则时间常数及滞后时间都会很大,影响调节质量,其改进方法主要考虑( )。 A 、增大调节阀膜片 B 、投入或加强微分作用 C 、增大调节阀口径 D 、增设阀门定位器 2、控制参数选择原则下面哪种说法不合理?( ) A 、控制通道的放大系数要大一些,时间常数要小一些,纯滞后时间要尽量小。 B 、控制参数的选择还应该考虑工艺的合理性和生产的经济性。 C 、干扰通道滞后时间要大些,时间常数要小些。 D 、控制参数应是工艺上允许加以控制的可控变量。 分 数 评卷人
3、定值控制是一种反馈控制,其目的是为了减少或者消除()。 A、干扰量的变化 B、被控变量的变化 C、测量与给定之间的偏差 D、设定值的变化 4、均匀控制系统参数整定有何特点?下面哪个特点是不正确的?() A、参数变化应限制在允许范围内; B、与常规系统相比系统结构无特殊性,达到均匀控制目标; C、控制作用较强; D、参数均应缓慢地变化。 5、执行机构为()作用,阀芯为()装,则该调节阀为气关阀。 A、反、正 B、正、正 C、正、反 D、正或反、正 6、在设备安全运行的工况下,能够满足气开式控制阀的是()。 A、锅炉的燃烧油(气)调节系统 B、锅炉汽包的给水调节系统 C、锅炉汽包的蒸汽压力调节系统 D、锅炉炉膛负压调节系统 7、气动调节阀的()称为阀体(调节机构)。 A、阀杆、阀芯和阀座 B、阀杆和阀芯 C、阀杆和阀座 D、阀芯和阀座
归来庄金矿选矿厂工艺技术改造工程 施工方案(002-005) 1、编制依据及原则 1.1现行国家、省、市工程建设有关文件 1.1.1《建设工程施工现场管理规定》 1.1.2《建设工程质量管理条例》 1.1.3《建设工程质量监督管理规定》 1.1.4《建筑安全生产监督管理规定》 1.1.5《建设项目(工程)竣工验收办法》 1.2现行国家技术标准、规范、规程 1.2.1 GB50231 – 2009《机械设备安装工程施工及验收通用规范》 1.2.2 GB50235 – 97《工业管道工程施工及验收规范》 1.2.3 GBJ126 – 89《工业设备及管道绝热工程施工及验收规范》 1.2.4 GB50185 – 93《工业设备及管道绝热工程质量检验评定标准》 1.2.5《电气装置安装工程母线装置施工及验收规范》GBJ149—90 1.2.6《电气装置安装工程电气设备交接试验标准》GB50150-91 1.2.7《电气装置安装工程电缆线路施工及验收规范》GB50168-2006 1.2.8《电气装置安装工程接地装置施工及验收规范》GB50169-2006 1.2.9《电气装置安装工程盘、柜及二次回路结线施工及验收规范》GB50171-92 1.2.10《电气装置安装工程低压电器施工及验收规范》GB50254—96 1.2.11《电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范》GB50257-96 1.2.12自动化仪表工程施工及验收规范GB50093-2002 1.3编制原则 充分利用工序统筹,节约费用,降低成本,保障工期和质量,提高工作效率。 2、工程概况 本方案适用于共四个单体工程设备及电气安装。 2.1工程概况: 工程名称:山东黄金归来庄矿业有限公司选厂工艺技术改造工程设备安装标段 建设地点:山东黄金归来庄矿业有限公司厂内 2.2本方案施工范围:002原矿仓及粗碎厂房, 003磨矿仓,004皮带廊,005磨矿厂房设计图纸范围内的安装工程,主要内容有: 2.2.1碎矿设备、皮带运输设备、磨矿设备、各种管线安装。 2.2.2通风设备、供水管线、管道设备等。
Series No.394 Ap ril 2009 金 属 矿 山 M ET AL M I N E 总第394期 2009年第4期 李玉红(1979—),女,北京东方燕京矿山工程设计有限责任公司,工 程师,100070北京市丰台科技园富丰路4号工商联科技大厦B- 1302。 大冶铁矿选矿厂技术改造 李玉红 卢荣富 李 宏 (北京东方燕京矿山工程设计有限责任公司) 摘 要 大冶铁矿选矿厂是20世纪50年代投产的老厂,原工艺与设备比较落后,生产成本高,难以适应矿山由露天开采转入地下开采后供矿条件的变化。为此,采用国内外先进技术和设备对选矿厂进行了全面的技术改造。通过改造,选矿厂工艺流程得到优化,设备达到大型化、高效化、节能化,并实现了生产过程的自动控制,取得了较好的技术指标和经济效益。 关键词 大冶铁矿选矿厂 工艺流程改造 设备更新 武钢矿业有限责任公司大冶铁矿选矿厂是上世纪50年代由原苏联援建的老厂,原设计和设备均由原苏联提供。经过几十年的生产,选矿厂存在设备老化,运转率低,生产系统多,装备水平落后,生产成本高和生产指标低等问题。特别是矿山由露天开采转入地下开采以后,矿石产量低,含水含泥量高,选矿厂在生产规模由400万t/a下降到260万t/a左右的同时,原有生产流程已难以适应矿石性质的变化。为了解决以上问题,达到节能降耗,提高企业生产技术指标和经济效益的目的,北京东方燕京矿山工程设计有限责任公司在广泛调查研究的基础上,与武钢矿业有限责任公司紧密配合,利用国内外先进技术和设备对大冶铁矿选矿厂进行了技术改造。1 工艺流程改造 破碎工艺由三段开路破碎流程改为三段一闭路破碎加洗矿流程,并由双系统改为单系统。矿山由露天开采转为地下开采后,矿石含泥量、含水量增加,增加洗矿作业一方面可以保证破碎流程畅通,有利于提高破碎作业效率,另一方面可改善大块预选作业条件,进一步提高预选抛废率(由原来的10%提高到20%),减少入磨矿量,降低生产成本。 磨矿作业由原来的多系列改为单系列,减少了磨矿设备台数,简化了流程,大大方便了生产操作与管理。 选铁工艺由原来的单一磁选流程改为磁选—细筛—磁筛—细筛筛上和磁筛中矿再磨后返回细筛的工艺流程,可提高铁精矿品位3个百分点以上。改造后的磨选工艺流程见图1。2 设备更新 2.1 破碎设备 碎矿作业中的破碎机及筛分机等主要设备都采用了高效节能设备,可使破碎产品粒度达到12mm 以下,为磨矿作业节能与改善细度创造了条件。 粗碎将原有1台1500×2100颚式破碎机更换为C3054破碎机。中碎采用1台H6800圆锥破碎机替代原有1台<2200液压圆锥破碎机。洗矿采用1台2Y A2400×6000振动筛。细碎用1台HP500液压圆锥破碎机替代原有2台<2200圆锥破碎机中的1台,并与原有另1台<2200圆锥破碎机平行工作。筛分采用2台Y A2400×6000振动筛。 2.2 磨矿分级设备 一、二段磨矿采用国产<5.03m×6.4m大型球磨机并改为单系统生产。设备大型化、台数少更有利于实现生产过程自动控制,符合选厂发展方向。 一段磨矿分级由1台<5.03m×6.4m溢流型球磨机与1组WDS660B/6水力旋流器构成闭路,磨矿细度为-200目50%。二段磨矿分级由1台<5.03m×6.4m溢流型球磨机与1组WDS500B/8水力旋流器构成闭路,磨矿细度为-200目75%。再磨采用1台<3.6m×6.0m溢流型球磨机进行开路磨矿,磨矿细度为-200目95%。 2.3 磁选设备 改造中选用了新型高效磁选设备来代替原有的小规格、低效率磁选机。
变电所综合自动化系统 ①铁生沟35KV变电站②观音堂副四号变电所(6KV) 一、总体说明: 1、变电站综合保护装置选用许继、南自、南瑞等国内知名品牌。该保护具备煤矿安全规程及电力运行规程要求的所有保护功能,能够实时采集三相电参数,通过网络能够实现“四遥”功能及有足够的冗余,满足微机联网及检测数据传输调用。主机两台,主备运行方式,必须能够实现双机热备并自动切换。 2、本标段所采购范围开关柜综合保护装置、后台系统、变压器保护屏、线路保护屏等。 3、铁生沟35KV变电站35KV部分集中组屏,6KV部分分散安装,观音堂副四号变电所分散安装。 二、技术要求 系统应采用成熟先进的全分布、开放式结构设计,按间隔划分、单元化设计、分布式处理。 综合自动化系统应具有高可靠性和可扩充性,综合自动化系统从结构上分为三个层次:主控层、通讯层和间隔层。 ㈠主控层功能要求: 主控层主要完成各间隔单元的信号采集、处理、控制、显示及打印,实现参数的鉴定修改、防误操作系统等。经CAN或以太网总线通讯联接各间隔单元的监控保护设备、多功能智能表、交流电源屏、直流电源及其它智能设备,使之成为一个完整的系统。完成各类适时性数据的处理及操作。操作员工作站完成主站的监视、控制等。要求采用双网络结构。综合自动化系统要求具有性能安全可靠、运行稳定、功能完备、报表组态、曲线查询方便、SOE查询全面且分类、便于扩建、界面友好、使用与维护简单方便的特点。具有以下主要功能: 1、实时数据采集与处理 2、控制操作、对断路器实现分闸/合闸控制,并具有检同期防误操作的闭锁功能 3、与微机保护的通讯接口 4、与微机“五防”的通讯接口 5、与微机直流电源的通讯接口 6、与卫星时钟同步 7、事件顺序处理: 8、报警处理 9、故障录波功能 10、变电站操作系统 11、实时画面显示 12、制表打印 13、维护功能 14、变电所专家系统
Smart Robot自动化测试解决方案
目录
1.面临的问题 1.1.智能移动设备的软件系统和硬件方案的复杂组合,导致APP 实现多机型兼容难度大,投入大。 1.2.敏捷开发、迭代开发,产品追求快速上线,导致回归测 试、可靠性测试等任务重,无法有效应对测试工作量波 峰。 1.3.A PP开发框架多、开发人员能力不足导致安全漏洞突出 1.4.软件硬件设计交叉影响,性能优化难度加大。 2.自动化测试平台整体解决方案 为解决移动应用开发商面临的以问题,结局方案设计如下。可全面解决移动应用开发面临的兼容性问题、安全性问题、测试工作量波峰、用户体验问题,并全程为移动应用的开发保驾护航。 整体解决方案 兼容性测试系统:智能源码扫描,即通过解析APK文件,将源码与问题特征库自动比对,查找兼容性问题,并自动生成测试报告。 SMART平台,实现被测设备管理+测试用例制作、管理、自动化执行、并生成测试报告。可实现APP的定制用例的多机自动化运行、适配性测试、功能及UI测试; 安全监控系统:监测系统文件变化、监测数据流量、耗电情况、监控非法用户行为等。
性能测试系统:通过专业的自动化测试设备(硬件工具),测量流畅度卡顿数据、量化响应时间指标,为研发人员提供毫秒级数据,助力改善用户体验。 3.解决方案的实现 3.1.兼容性测试系统 3.1.1.SMART 平台 SMART兼容性测试平台,提供自动化测试的解决方案,提供用例制作、管理、自动化运行、测试结果自动校验。无需人员干预即可实现各类APP自动化用例的运行,并自动生成测试报告。 3.1.1.1.测试步骤 测试步骤 a)自动化测试脚本开发 b)真机运行脚本 c)输出测试报告 3.1.1.2.测试框架 测试框架 通过手机usb接口实现对手机的控制,完成测试工具及app的下发,运行及测试结果的拉取和展示。测试工具采用lua脚本编写测试case,通过进程注入技术获取屏幕显示信息,结合Touch事件模拟,可以实现基于控件级别的复杂测试case,测试结果以Log、屏幕截图等形式输出。 3.1.1.3.SMART平台可实现的功能
变电站综合自动化系统设计方案 1.1.2 研究现状 变电站综合自动化系统是利用先进的计算机技术、现代电子技术、通信技术和信息处理技术等实现对变电站二次设备(包括继电保护、控制、测量、信号、故障录波、自动装置及远动装置等)的功能进行重新组合、优化设计,对变电站全部设备的运行情况执行监视、测量、控制和协调的一种综合性的自动化系统。通过变电站综合自动化系统内各设备间相互交换信息,数据共享,完成变电站运行监视和控制任务。变电站综合自动化替代了变电站常规二次设备,简化了变电站二次接线。变电站综合自动化是提高变电站安全稳定运行水平、降低运行维护成本、提高经济效益、向用户提供高质量电能的一项重要技术措施。 如今变电站综合自动化已成为热门话题,研究单位和产品也越来越多,国内具有代表性的公司和产品有:北京四方公司的CSC 2000系列综合自动化系统,南京南瑞集团公司的BSJ2200计算机监控系统,南京南瑞继电保护电气有限公司的RCS一9000系列综合自动化系统,国电南自PS 6000系列综合自动化系统、武汉国测GCSIA变电站综合自动化系统、许继电气公司的CBZ一8000系列综合自动化系统。国外具有代表性的公司和产品有:瑞典ABB的MicroSCADA自动化系统等。现在的变电站自动化系统将站内间隔层设备(包括微机继电保护及自动装置、测控、直流系统等)以互联的方式与主机实现数据交换与处理,从而构成一种服务于电网安全与监测控制,全分散、全数字化和可操作的自动控制系统。 本系统站控层用的软件工具是瑞典ABB公司开发的用于变电站自动化系统的MicroSCADA和COM500,COM500作为前置机,它是整个系统数据采集的核心,MicroSCADA用于后台监控;间隔层测控装置用的主要是芬兰ABB公司生产的是REF54_系列和瑞典ABB公司生产的REC561等自动化产品,远动装置用的是浙江创维自动化工程有限公司自主研发CWCOM200。
本次课程设计采用MATLAB仿真完成。设计题目分为二个部分。 答疑时间:15周周四(12月13日)下午2:00-4:30;地点:工学二号馆501; 有问题可以发邮件或者打电话。 课程设计报告:按照设计题目的要求完成报告; 答辩时间:自动化0901:16周周五上午8:30-12:00,地点:工学二号馆513; 自动化0902:16周周五下午1:30-5:00,地点:工学二号馆513; 答辩要求:(1)长学号(如3109001440)末位数相同的若干位同学一起答辩; (2)要求演示仿真程序; (3)答辩时交课程设计报告。 第一部分: 要求:按照长学号(如3109001440)的末位数选做下列题目。 采用MATLAB仿真;所有仿真,都需要做出以下结果: (1)超调量 (2)峰值时间 (3)过渡过程时间 (4)余差 (5)第一个波峰值 (6)第二个波峰值 (7)衰减比 (8)衰减率 (9)振荡频率 (10)全部P、I、D的参数 (11)PID的模型 (12)设计思路 0、精馏塔塔内温度的阶跃响应曲线数据如下表所示,控制量阶跃变化50 ?=。试根据实验 u δ≤的无差控制系统。 数据设计一个超调量25% p 具体要求如下: (1)根据实验数据选择一定的辨识方法建立对象的数学模型; (2)根据辨识结果设计符合要求的控制系统(控制系统原理图、控制规律选择等);(3)根据设计方案选择相应的控制仪表; (4)对设计的控制系统进行仿真,整定运行参数。
1、锅炉汽包液位的阶跃响应曲线数据如下表所示,控制量阶跃变化5 ?=。试根据实验数 u 据设计一个超调量25% δ≤的无差控制系统。 p (1)根据实验数据选择一定的辨识方法建立对象的数学模型; (2)根据辨识结果设计符合要求的控制系统(控制系统原理图、控制规律选择等);(3)根据设计方案选择相应的控制仪表; (4)对设计的控制系统进行仿真,整定运行参数。 2、加热炉出口温度控制系统,测取温度对象的过程为:当系统稳定时,在温度调节阀上做 试根据实验数据设计一个超调量25% δ≤的无差控制系统。具体要求如下: p (1)根据实验数据选择一定的辨识方法建立对象的数学模型; (2)根据辨识结果设计符合要求的控制系统(控制系统原理图、控制规律选择等);(3)根据设计方案选择相应的控制仪表; (4)对设计的控制系统进行仿真,整定运行参数。 δ≤的无差控制系统。具体要求如下: 试根据实验数据设计一个超调量25% p (1)根据实验数据选择一定的辨识方法建立对象的数学模型; (2)根据辨识结果设计符合要求的控制系统(控制系统原理图、控制规律选择等);(3)根据设计方案选择相应的控制仪表; (4)对设计的控制系统进行仿真,整定运行参数。
营盘选矿厂技术改造立项投资融资项目可行性研究报告 (典型案例〃仅供参考) 广州中撰企业投资咨询有限公司 地址:中国〃广州
目录 第一章营盘选矿厂技术改造项目概论 (1) 一、营盘选矿厂技术改造项目名称及承办单位 (1) 二、营盘选矿厂技术改造项目可行性研究报告委托编制单位 (1) 三、可行性研究的目的 (1) 四、可行性研究报告编制依据原则和范围 (2) (一)项目可行性报告编制依据 (2) (二)可行性研究报告编制原则 (2) (三)可行性研究报告编制范围 (4) 五、研究的主要过程 (5) 六、营盘选矿厂技术改造产品方案及建设规模 (6) 七、营盘选矿厂技术改造项目总投资估算 (6) 八、工艺技术装备方案的选择 (6) 九、项目实施进度建议 (6) 十、研究结论 (6) 十一、营盘选矿厂技术改造项目主要经济技术指标 (9) 项目主要经济技术指标一览表 (9) 第二章营盘选矿厂技术改造产品说明 (15) 第三章营盘选矿厂技术改造项目市场分析预测 (15) 第四章项目选址科学性分析 (15) 一、厂址的选择原则 (15) 二、厂址选择方案 (16) 四、选址用地权属性质类别及占地面积 (16) 五、项目用地利用指标 (17) 项目占地及建筑工程投资一览表 (17) 六、项目选址综合评价 (18)
第五章项目建设内容与建设规模 (19) 一、建设内容 (19) (一)土建工程 (19) (二)设备购臵 (20) 二、建设规模 (20) 第六章原辅材料供应及基本生产条件 (20) 一、原辅材料供应条件 (20) (一)主要原辅材料供应 (20) (二)原辅材料来源 (21) 原辅材料及能源供应情况一览表 (21) 二、基本生产条件 (22) 第七章工程技术方案 (23) 一、工艺技术方案的选用原则 (23) 二、工艺技术方案 (24) (一)工艺技术来源及特点 (24) (二)技术保障措施 (24) (三)产品生产工艺流程 (25) 营盘选矿厂技术改造生产工艺流程示意简图 (25) 三、设备的选择 (26) (一)设备配臵原则 (26) (二)设备配臵方案 (27) 主要设备投资明细表 (27) 第八章环境保护 (28) 一、环境保护设计依据 (28) 二、污染物的来源 (29) (一)营盘选矿厂技术改造项目建设期污染源 (30) (二)营盘选矿厂技术改造项目运营期污染源 (30)
厂家直供煤矿综合自动化平台系统全国销售热线1326-007-2458 煤矿综合自动化平台系统 系统概述 根据现代化矿井的实际需要,为进一步提升矿井现代化装备及管理水平,增强矿井科技创新能力,沈阳研究院结合现代矿井实际,适时研制开发了适合我国国情的基于矿井工业以太环网+现场总线技术的KJ333全矿井综合自动化系统。该系统能将矿井各类监控子系统集成到综合自动化控制网络平台中,与企业信息管理系统实现无缝联接。将生产、安全、管理等方面的信息有机地整合到一起,进行分析处理、统计、优化、发布,从而实现矿井“管、控、监”一体化及减员增效的目标。 系统组成: 系统主要由地面调度中心大屏幕、控制器、各类监控主机、数据服务器、核心交换机、防火墙、接入网关、自动化平台软件、防爆工业以太网交换机、本安型工业以太网交换机、井下各种监控分站、井下光缆配线器、光缆接线分线器、传输光缆及通讯线等组成。 系统特点: 1)产品全部采用工业级产品,采用多种硬件、软件安全措施,确保了整个自动化系统长期连续可靠地运行。2)主干网采用单模光纤,传输速率100 M / 1000 M。传输介质支持光纤多模、单模、超五类双绞线和普通通讯线,满足煤矿井巷安装特点,铺设方便灵活。 3)工作时整个网络成链状结构,环网冗余,可快速建立连接及连接恢复,恢复时间<300 ms。 4)采用三层体系结构,且控制层采用工业以太环网、设备层采用现场总线,保证了现场子系统的实时性。5)采用开放式的TCP/IP协议,提供了多种符合国际主流标准的支持COM/DCOM组件、NETDDE、ActiveX 控件、OPC、VBA、ODBC、FTTP等技术,兼容能力强,并支持CAN/RS485总线等多种信号接入及转换,可方便接入矿井各种监控子系统。 6)软件采用B/S结构,基于IE浏览,便于特殊功能的开发和第三方软件的集成,客户端零配置。 7)具有强大的网管功能,如:VLAN划分、IP地址设置、优先级控制、电源管理及端口状态监视、流量控制等。 8)系统节点容量大大增加,克服了现有煤矿监控系统所支持的节点最大容量的限制。 9)较强的信息集成能力,通过合理实用的分级控制模式,在充分保留各子系统功能特点的基础上,可有效的整合国内现有各子系统。 10)强大的数据综合及后台处理功能支撑,为整个矿山的现代化综合管理提供数据基础,真正意义上实现全矿井的综合自动化控制管控一体化。 系统功能 综合自动化功能 l 高效可靠的计算机网络平台 用于传输和管理矿山安全生产的多源异质的海量信息系统,能实时采集存储生产过程的重要信息,以实现设备的数据管理和分析,提供毫秒级的数据采集检测速度,采用高效的数据压缩算法可以大大节约存储空间。 l 综合自动化控制 可靠的工业自动化控制系统,可对相应控制系统发送控制命令,主要包括采掘、运输、提升、供排水、压风、注浆、通风防尘等自动化系统。集中控制煤矿生产设备,实现对采煤机、破碎机、刮板输送机、转载机、可伸缩式皮带机的顺序启停控制,能实现手动、就地集控的切换。能实现对各电机包括电流、电压、温度、绝缘等的监测(根据实际情况安装)。能实现采煤机运行、停止状态的监测。在具备条件的情况下可完全实现无人值守。 l 供电系统可视化实时监控 能实现变电所主变运行方式及各参数的监测,能实现变电所各高压开关柜运行、停止状态的监测,能实现各种矿井用电量、电气参数及故障情况的报表生成、存储、打印及显示。能实现变电所视频监视,系统模拟现场设备实际情况,实时、动态显示现场设备的真实运行状态。 l 集中显示功能
选矿自动化结课论文 选矿自动化发展现状及趋势矿加09-3 阮桂林0972146333 内蒙古科技大学 2012/9/25 Tuesday
选矿自动化发展现状及趋势 摘要简单介绍了选矿自动化的发展历程,从最初的单独变量检测,发展到现在的多变量在线检测,并指出了粒度分析仪和品位分析仪等重要选矿分析仪器的最新进展,及选矿自动化近年来的一些新技术以及过程控制、优化控制等先进方法在选矿过程中的应用,并总结了选矿自动化的发展趋势。 关键词选矿自动化优化控制过程控制智能化数字化 自动化的发展对选矿过程有着非常重要的作用,可降低选矿过程中的人工成本、简化操作过程、提高劳动生产率、降低能耗、稳定产品质量等。因此,选矿自动化一经进入到生产实践中,就已成为现代选矿必不可少的因素之一。 1 选矿自动化发展历程 选矿自动化技术诞生于20 世纪40 年代初期。矿石本身的性质存在很多差异,所以,选矿工艺流程也不尽完全相同。选矿自动化设定的流程或者参数并不能具有普适性。所以,选矿自动化的发展非常缓慢。50 年代初期,选矿自动化主要是对选矿过程的某些单独的变量进行测量,并不能与其他的变量进行关联处理。到了50 年代末期,自动控制水平有了很大发展,这一点也影响到了选矿自动化,这一时期开始了模拟仪表的控制,但并不稳定。60 年代初,一批用于选矿的自动检测仪表研制成功并逐渐应用于选矿过程,比如矿浆浓度计、金属探测器以及矿浆PH 计等,有些仪表现在还应用于选矿生产中。到了70 年代初,自动检测技术有了突破性的进展,一些在线检测仪被发明出来,比如X 荧光分析仪用于在线检测金属含量等。到了70 年代末,选矿过程中比较关键的指标矿浆粒度有了在线检测仪器,这种在线粒度计对提高磨矿产品质量和磨矿效率起到了很大的作用。 70 年代,一种新的控制理论和方法被提出来,同时电子计算机也有了迅速发展,这种理论应用于电子计算机使得计算机控制技术有了突破性的发展。70 年代中期,已经有了基于微处理器的集中分散型控制系统,这种控制系统促进了工
1、(15分)如图所示为加热炉的两种控制方案。试分别画出(a)、(b)所示两种 情况的方框图,说明其调节过程并比较这两种控制方案的特点。 (a)图: 给定 —— 调节过程:选择炉膛温度作为主控参数构成主回路,燃料油压力作为副控参数构成副回路。副回路根据燃料油压力的变化起着对炉口温度的粗调作用,主回路根据炉温的变化起着细调作用。 (b)图 F(S) 给定 — 调节过程:通过对炉温的检测控制燃料油阀门的开度,构成反馈控制。通过对燃料油压力的检测控制其阀门开度,构成前馈环节,在扰动出现之前进行控制。 特点分析:串级控制系统使被控过程的时间常数减小,改善了系统的动态性能。前馈-反馈控制能及时消除扰动对被控量的影响,但前馈控制只适合用来克服可测不可控的扰动。 2、(20分)(用MATLAB仿真实现)某液位控制系统,在控制阀开度增加10%后,液位的响应数据如下: t(s) 0 10 20 30 40 50 60 70 80 90 100 h(mm) 0 如果用具有延迟的一阶惯性环节近似,确定其参数K,T和 ,并根据这些参数TC FC 调节阀 AOJIE 燃料油炉温 FT 温度测量变送器 温度测量变送器 FT TC 燃料油炉温 孔板 开方器 开方器孔板
整定PI控制器的参数,用仿真结果验证之。 T0=2*(T2-T1)=16,"δ=T2?T1=10" ,K=y(∞) μ% =6.3 0.1 =63 W0(S)=K 1+T0(S) e?τs=63 16S+1 e?10s, δ=1.1?τ T =0.6875 T i=*τ=33 在PID调节器中,PI调节表示为:W c(s)=1 δ (1+1 sT I )=+1 S * 在simulink中,K P设置为,T I=,T D=0,去下图所示: 经过小范围修改PI参数后,可得其响应曲线为:
变电站综合自动化系统的组成和主要功能; 系统概述; 本次设计采用YH-B2000变电站综合自动化系统,其系统是面向110KV及以下电压等级变电站的成套自动化设备其是陕西银河网电科技有限公司开发研制的新型设备,该系统是在总结我国微机变电站运行经验基础上,根据国内外新的发展趋势,以提高电网的安全经济运行为宗旨,以方便现场安装调试、无人值守为目的,向智能化迈进的全新概念综合自动化系统。 其设备从变电站整体出发,统一考虑保护、监测、控制、远动、直流和五防等功能,避免了功能装置重复备置等弊病,及减少投资,又有利于变电站运行管理和维护。 YH-B2000变电站综合自动化系统组成结构如下图;
该系统在我国首次集微机保护和远动为一体,并率先把这种装置直接安装于高压开关柜上,系统总体结构设计是以单元分散型嵌入式为指导思想,系统装置中每个单元的结构、外观和尺寸是完全一致的。其可把各个单元分散安装在一次设备上,或集中组屏按装。相比两者具有明显的优点;可以大大减少连接开关柜控制屏及控制室的各种电缆,减少控制室面积,从而节省了变电站综合造价,简化了施工,方便了维护,并且提高了变电站的可控性,可扩展性和灵活性有了很大提高。消除了因设备之间错综复杂的二次电缆引线接错造成的问题,提高可靠性 YH-B2000变电站综合自动化系统是面向对象设计的。系统中每一种单元都面向变电站内的各种一次设备。如线路单元,就是面向开关柜设计的,它包含了对该开关柜的控制、测量、事故记录和线路的各种保护等;电容器单元也像线路单元一样,它是面向电容器组的;变压器是变电站的核心设计,YH-B2000型变电站综合自动化系统对变压器设计了三种面向它的完全独立的功能单元。第一是主保护单元,它主要完成变压器差动保护等。第二是后备保护,它主要完成变压器的过流保护等。第三是变压器的测控单元,主要完成主变的有载调压控制和电气量的测量。备自投单元是完成变电站两路电源的自动投切功能的。直流子系统也被YH-B2000型变电站综合自动化系统纳入了整体成套范围,作为系统的一个单元整体规划设计。 YH-B2000型变电站综合自动化系统无论是以何种方式安装,所有单元均通过一梗三芯通讯电缆同后台总控单元实现实时数据交换。
金矿选矿厂自动化系统的设计与应用 摘要:本文概述了国内选矿自动化存在的主要问题以及发展趋势,分析了金矿 选矿厂自动化系统的设计,并研究了控制金矿选矿厂自动化系统的功能,以供参考。 关键词:选矿自动化;自动化系统设计 1 前言 选矿自动化系统是利用现代的信息检测技术,对选矿各流程进行自动化控制。随着我过采矿业发展,新发展起来的选矿自动化技术能够综合考虑选矿过程中各 项影响因素,能随着入选矿石性质的变化而自动改变对各变量的控制,使选矿指 标达到最佳值,因此实现选矿工艺过程自动化控制,对高工业生产技术水平,发 展我国国民经济具有重要意义。 2 国内选矿自动化存在的主要问题和发展趋势 2.1 我国选矿自动化存在的主要问题 近年来,虽然国内选矿自动化取得了很大的成就,应用和实践的范围也逐渐 扩大。但是同世界上一些矿业比较发达的国家相比还有很大的差距,如美国、南非、加拿大、澳大利亚、巴西、智利、芬兰等国的大中型选矿厂的自动化技术大 多采用了当代最先进的控制技术,取得了巨大的综合生产效益。国内自动化技术 发展过程中存在以下几个问题: (一)、乏专业人才和技术骨干。虽然选厂采用了自动化控制,但是自动化 设备只有在人的操作下才能正常运转。大多数选矿厂在自动化控制系统的长期使 用和维护方面,都没有足够的重视,认为只要自动化控制系统投入使用后就可以 一劳永逸,生产现场严重缺乏对自动化系统进行维护和调整的相关专业技术人员,在系统开发商减少技术服务后,很多测控设备因缺乏正常维护而难以正常运作。 (二)、选矿厂自动化控制系统的设计和开发还不尽合理。有的设计开发根 本不合实际,主要表现在控制程序设计还不够完善,有些程序过于冗长,使得控 制系统的快速性、准确性不足,这是许多控制系统无法长期稳定运行的重要原因。 (三)、因为采用自动化技术的前期投入比较大,加上国内的劳动力比较廉价,国内很多中小型选厂根本就不愿意采用自动化技术。 2.2 选矿自动化的发展趋势 尽管国内选矿自动化还存在许多的问题,但还是取得了很大的进步。随着科 学技术的不断发展和对选矿自动化的重视,以及在激烈的市场环境竞争压力下, 上庄选厂今年要进行自动化控制的改造,以下几点是要考虑的趋势。 (一)、先进自动化技术与新型选矿工艺和高效节能选矿设备的结合。传统 选矿工艺和设备在能耗、成本、环保、效率等方面有局限性,一些新型的选矿工 艺和选矿设备正在逐步改进或替代原有的生产方式。把自动化技术与新的工艺和 设备进行结合能够更好地实现“高效益、低能耗、无污染”的生产。 (二)、不断向智能化、集成化和网络化等方向进步发展。现代选矿企业的 自动化系统已经从对某个单独系统独立的管理监督逐渐的向网络集成方向发展, 通过对整个生产过程的监控、管理实现对整个企业的产业化运行,智能化和系统 集成化是选矿企业的重要研究方向。 (三)、自动化技术的远程化发展。选厂的地址一般都比较偏僻,当选矿设 备出现问题,同时厂内的技术人员无法解决,而其他联络方式也无法起作用时, 只能等待选矿设备厂商技术人员上门维护,在设备停止工作的那段时间里,无法
自动化测试平台架构和处理流程 一、自动化测试平台架构 说明: 1、自动化测试平台采用C/S架构进行开发,其中前台客户端使用 DELPHI6.0开发,测试案例库服务器采用了ORACLE9i,测试运行机上的运行监控服务器也使用了DELPHI6.0进行开发。 2、前台客户端的功能主要是进行系统管理、项目管理、案例管理
(包括案例的编辑、复制、删除、调试、运行、查看结果等功 能)等操作 3、在自动化测试平台的测试案例,是指由若干交易组成的一串交 易流,可以对某个特定功能进行测试的ROBOT脚本,测试案 例库用于存放测试案例的信息和脚本。 4、测试运行机安装了RATIONAL的测试工具ROBOT、运行监控 服务器,主要作用是模拟测试终端、运行测试案例、监控运行 情况、返回运行结果。 二、自动化测试平台的特点: 1、通过简单友好的可视化界面,简化了案例编写的工作。 2、通过脚本语言的形式固化测试案例,实现了案例的规范化管理, 使案例可以反复使用,提高测试的效率。 3、集中管理测试运行机,充分利用了测试工具的资源,方便测试 人员的操作。 4、提供对外的数据统计接口,方便了测试管理工具和其他管理系 统的数据采集和统计工作 三、自动化测试平台的数据流程图:
四、自动化测试平台的处理流程描述: 1.测试人员通过前台客户端的相关功能添加测试项目或测试任务信息,并进行人员和权限的分配。 2.自动化测试平台的前台客户端还提供案例编辑的功能,方便测试人员编制测试案例,编制案例的流程如下: ⑴填写测试案例相关信息。 ⑵以交易流的方式描述整个案例的实现过程,包括案例中各交易 的相互关系、交易数据的相互关系以及案例预期结果与实际运行结果的比较关系等。 ⑶完成编辑案例后,进行调试并完善。 ⑷案例编写结束后,自动生成ROBOT的脚本并在测试案例库中 保存。测试人员不需要学习和熟悉ROBOT的脚本语言,就可以直接通过自动化测试平台完成案例的编制。
ATE自动化测试系统是什么_ATE自动化测试系统介绍 随着生活水平的提高,人们对电子消费产品的品质,功能,要求也越来越高。现在各大OEM,ODM厂家为了提高产品品质,优化生产线,降低人力成本,提高企业竟争力,纷纷购进ATE自动化测试系统。 ATE自动测试系统为各个领域的自动测试提供了一个统一通用的系统解决方案,该自动测试系统具有开放通用的特点。本文首先介绍了ATE自动化测试系统发展线路,其次阐述了ATE自动化测试系统的作用及原理、特点、优势,最后介绍了ATE自动化测试系统的功能、功能平台及使用领域。 ATE自动化测试系统发展线路第一阶段规划:1994~1997.9; 规划ATE开放体系结构,实现仪器可互换、提高仪器选择的灵活性 第二阶段规划:1997~1999.3; 规划ATS开放体系结构,实现TPS可移植与互操作 第三阶段规划:1996~2000; 增强UUT全寿命的支持,建立信息共享体系结构,实现ATS外部接口标准化,便于测试诊断信息、BIT信息、维护信息的共享和重用,便于产品设计信息在测试阶段的重用。 第四阶段规划:1998~2002.6; 与综合诊断支持系统、健康管理系统相结合形成产品长期维护支持体系结构。 ATE自动化测试系统的作用及原理ATE自动化测试系统作用:主要是检测电子产品的功能是否达到设计标准。 ATE自动化测试系统的原理:根据电子产品的测试要求,配置相应的仪器仪表,数据采集卡,通过开发测试软件,整合仪器仪表的功能,实现产品功能指标的测试,并且把测试数据荐储在电脑,上传到数据库,或者服务器,方便随时调用。 ATE自动化测试系统的特点1、开放性 ATE自动测试系统支持目前流行的所有仪器控制总线PXI、VXI、Serial、FPIB,用户可根
XXXX公司选矿厂技术改造工程项目总论1、总论 1.1.任务由来 XXXX公司(简称XXXX公司,下同)成立于2003年10月14日,位于汤丹镇XXX村,注册资本106万元,系昆明钢铁(集团)公司下属分公司,为XXX区知名的铁矿生产、销售企业。公司的经营范围主要是:铁矿石的开采、选矿及销售业务。XXXX公司现有一座铁矿石选厂,于2007年投产建设,选矿能力60万t/a。同时,在选厂西南面约1.5km配套设有尾矿库一座,该库在2010年1月27日,由中国有色金属工业昆明勘察设计研究院编制完成《XXXX公司XXXXXX铁矿选矿厂尾矿库工程初设设计》;2010年3月,由云南省建筑材料科学研究设计院编制完成《XXXX公司XXX铁矿选矿厂尾矿库工程环境影响报告书(报批稿)》;2010年5月3日,获取XXX区环境保护局关于“XXXX公司XXX铁矿选矿厂尾矿库工程”环境影响报告书批复。目前,尾矿库正在建设中,预计2013年10月竣工。 2012年以前,XXXX公司自有矿山铁矿石以赤铁矿为主,由于赤铁矿比重较大,采用“磁选+重选”工艺,能满足品味>50%铁精矿的生产需求。进入2012年,XXXX公司自有矿山赤铁矿比列从原来的80%降低至10%、褐铁矿占90%,由于褐铁矿比重较小,采用“磁选+重选”工艺选出的铁精矿品位降至45。5%,造成铁矿资料的浪费.同时,昆明钢铁(集团)公司对铁精矿需求的日趋增长 。因此,XXXX公司决定对原有选厂进行技术改造,既能稳定铁精矿品质、提高铁矿资源的回收利用率,又能并满足昆明钢铁(集团)公司需求。 XXXX公司对针对现有铁矿石选厂生产线进行改扩建的建设内容为:利用原有工程破碎、球磨等车间并将重选车间内摇床全部拆除后安装浮选机,作为目浮选车间继续使用.同时,拆除和淘汰原有工程5个尾矿沉淀池、3个精矿沉淀池、1个循环水池和破碎机、球磨机、摇床等绝大部分生产设备,新建尾矿、精矿浓缩池、回水高位水池、回水新水水池各1个,并新购大型号破碎机和球磨机及强力