FANUC机器人的通讯
--- PROFIBUS-DP&DEVICE NET
本文主要以FANUC机器人为中心,介绍 FANUC机器人与SIEMENS PLC的 PROFIBUS-DP通讯以及FANUC机器人与FRONIUS焊机的DEVICE NET通讯。
一、FANUC 机器人与 SIEMENS PLC 的 PROFIBUS-DP 通讯
1.硬件准备
本文采用的PLC为S7-300 CPU317-2PN/DP, FANUC机器人型号为,以 PLC为主站, FANUC机器人为从站,通过DP线连接。FANUC机器人的PROFIBUS-DP通讯板卡处连接如下图所示。
2.软件设置
⑴PLC组态
组态主站系统后,在 DP网上挂上FANUC机器人并组态通讯区。
a)站号分配
b)I/O地址分配:采用默认的8Byte Out 10Byte In,起始地址无重复占用即可
(2)机器人示教盒设置
a)站地址设置
进入菜单-6 设置-1PROFIBUS-ENTER。
将3站地址设置成与PLC组态时的地址一致,并将6单次报错设为禁用。注:在未进行DP 通讯前,若要使机器人动作,6单次报错应设为启用。
b)波特率设置
按下F3进入[其他卜选择总站参数
参数中的波特率应与PLC组态中的传输速度一致,若需修改,可通过F4[选择]进行更改。
c)I/O分配设置
进入菜单-I/O-数字-ENTER
PLC从站组态时地址分配为8 Byte Out,因此机器人中只需使用 DI[1-64],将机架设置为67,插槽为1,开始为1。
注:PLC的输出(OUT)相当于机器人的输入(IN),插槽67代表PROFIBUS-DP通讯。
按F3 IN/OUT切换至DO设置,同理,PLC从站组态时地址分配为10 Byte In,因此机器人中只需使用DO[1-80]。
重新设置I/O地址后图中状态一栏显示 PEN表明设置正确为可用状态,此时应重启控制
器,激活设置。状态栏显示 ACTIV时为可用并已激活,UNASG为不可用。
至此PROFIBUS-DP通讯设置完成,可通过 STEP7读取查看是否通讯成功。
二、FANUC机器人与FRONIUS焊机的DEVICE NET通讯
1.硬件准备
a)在进行FANUC机器人与FRONIUS焊机通讯之前,应确保所有电缆连接正确,机器
人与焊机之间的端子连接如下表所示
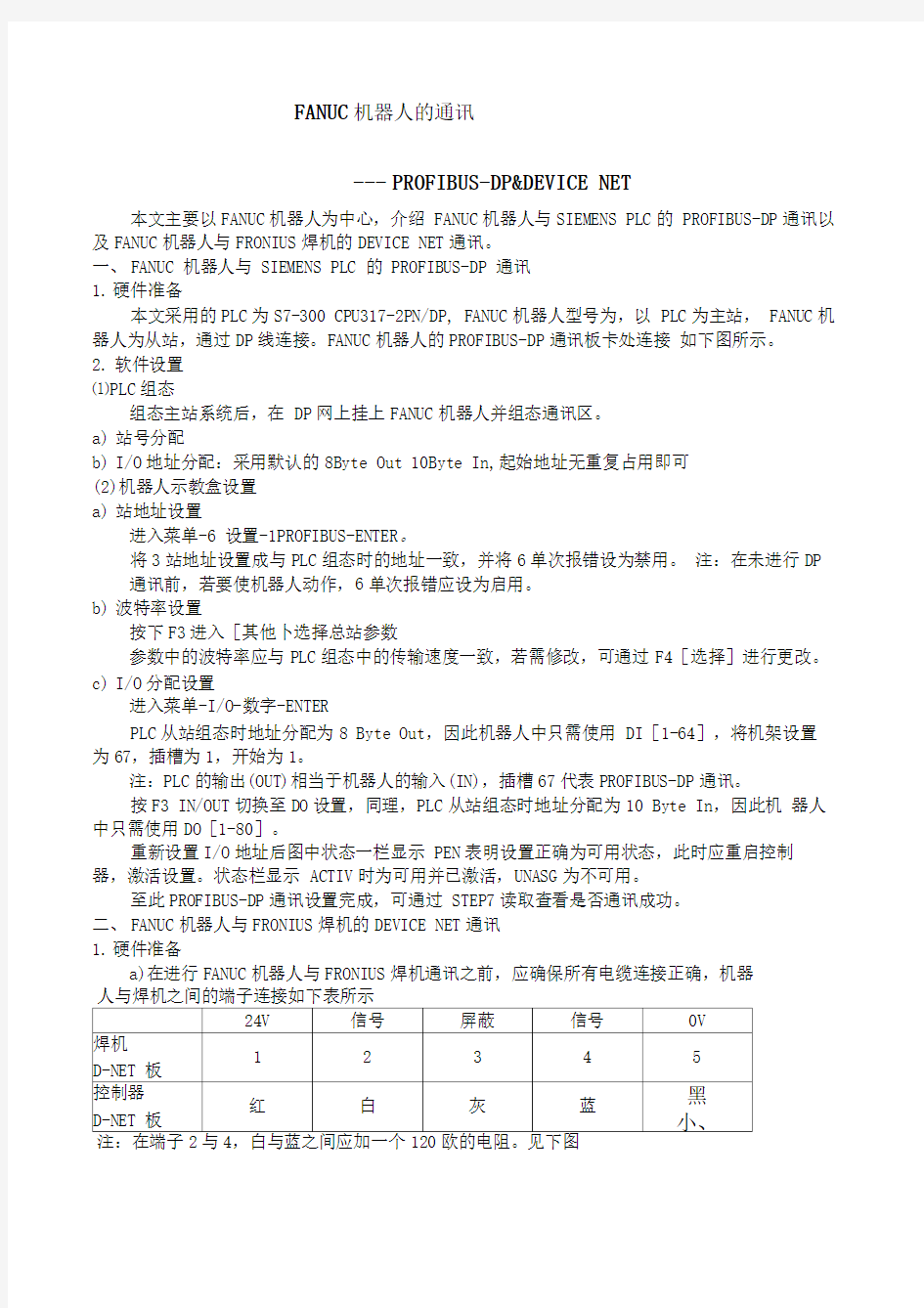
注:在端子2与4,白与蓝之间应加一个120欧的电阻。见下图
控制器D-NET板的24V供电可从外部引入,也可从控制器内的24V接入。另外焊机D-NET板还需给其他模块供电,如下图所示。
b)拨码
i)机器人控制器D-NET板拨码
拨码开关总共6位,各位置可选拨码情况如下表所示,本文采用的是地址81的拨码方式。
地址Switch1 Switch2 Switch3 Switch4 Switch5 Switch6
81 Off —Off P Off Off Off Off :
82 Off Off Off Off Off On
83 Off :Off :Off Off On Off :
84 Off Off Off Off On On
注:拨码前4位置Off为FRONIUS焊机通讯,前4位置On为林肯焊机通讯。
ii)焊机D-NET板拨码
根据实际需要对下图拨码旋钮进行拨码,S520旋钮为个位,S521旋钮为十位,如图拨
码地址为11。
2.软件设置
1)同时按住前一页后一页,并开机,进入3控制启动
进入控制启动之后的画面如下:
2)修改1 F编号,可任意命名。
3)光标移至6焊机制造商通过F4[选择]修改为仆ronius。若无Fronius选项说明系统未预装 Fron ius焊机软件包,应重装系统。
4)光标移至7焊机通过F4[选择]修改为TS/TPS with DNet。
输入焊机D-NET板拨码号码,需与之前设置的号码相同。
可指定通讯I/O地址起始位置,也可不指定,进行自动配置。
系统会自动对两个信号进行置反,选择确定即可。
5)光标移至8多个焊接条件处理,通过F4设为启用。
6)进入菜单-4变量
选择变量59$AWEPCR并进入
继续进入ENTER
修改变量 13$AE_CHK_DI 为 FASLE
7) 按功能键-1冷启动
8) 冷启动后,进入菜单-5l/O-5DeviceNet-ENTER
9) 进入DeviceNet 页面后,默认情况下机架 81(与机器人控制器 ONLINE ,若为OFFLINE 的状态,按F4使其ONLINE 。然后,按 诊断结果页面如下
按F4询问-1POLL 模式-ENTER
F4添加扫描,完成之后即可重启
注:若需要重新配置DeviceNet 通讯,应先删除旧配置,包括数字 3. 测试通讯是否正常
(1)查看I/O 地址是否分配
通讯完成之后的DI 、DO 地址分配如下图所示。
(3)保护气测试 (2)送丝回丝测试
按住示教盒中的 能分别进行送
丝、 回丝动作。 D-NET 板拨码相关)为 F3进行诊断。
I/O 、组 GI/GO 等。
FANUC 机器人基本操作指导
1.概论----------------------------------------------------------------------------------------------------------- 1
1)机器人的构成------------------------------------------------------------------------------------------- 1 2)机器人的用途------------------------------------------------------------------------------------------- 1 3)FANUC 机器人的型号-------------------------------------------------------------------------------- 1 2.FANUC 机器人的构成--------------------------------------------------------------------------------- 1
1)FANUC 机器人软件系统------------------------------------------------------------------------------- 1 2)FANUC 机器人硬件系统------------------------------------------------------------------------------- 2
(1). 机器人系统构成------------------------------------------------------------------------------ 2 (2). 机器人控制器硬件--------------------------------------------------------------------------- 2 3.示教盒 TP------------------------------------------------------------------------------------------------- 2 1)TP 的作用------------------------------------------------------------------------------------------------- 2 2)认识 TP 上的键------------------------------------------------------------------------------------------- 3 3)TP 上的开关---------------------------------------------------------------------------------------------- 4 4)TP 上的显示屏------------------------------------------------------------------------------------------- 5
安全操作规程
5
编程
6
1.通电和关电------------------------------------------------------------------------------------------------ 7
1)通电-------------------------------------------------------------------------------------------------------- 7
2)关电-------------------------------------------------------------------------------------------------------- 7
2.手动示教机器人----------------------------------------------------------------------------------------- 7
1)示教模式-------------------------------------------------------------------------------------------------- 7
2)设置示教速度-------------------------------------------------------------------------------------------- 8 3)示教-------------------------------------------------------------------------------------------------------- 8
3.手动执行程序--------------------------------------------------------------------------------------------- 8
4.自动运行---------------------------------------------------------------------------------------------------- 9
fanuc机器人资料梳理 FANUC 发那科是日本一家专门研究数控系统的公司,成立于1956年。自1974年,FANUC 首台机器人问世以来,FANUC致力于机器人技术上的领先与创新,是世界上唯一一家由机器人来做机器人的公司,是世界上唯一提供集成视觉系统的机器人企业,是世界上唯一一家既提供智能机器人又提供智能机器的公司,萝卜库是全国首家服务机器人的平台。萝卜库正在整合国内外服务机器人的资源(含各式服务资源、产品资源、工程师资源、爱好者资源、机器人学习者资源等),通过平台的市场渠道、粉丝经济运作(市场资源),与投资人、投资机构、政府合作,快速推动服务类机器人在国内外的应用,为智能科技的发展做出更多贡献。 Fanuc机器人经典构成: 1.数控主板:用于核心控制、运算、存储、伺服控制等。新主板集成了PLC功能。 2.PLC板:用于外围动作控制。新系统的PLC板已经和数控主板集成到一起。 3.I/O板:早期的I/O板用于数控系统和外部的开关信号交换。新型的I/O板主要集成了显示接口、键盘接口、手轮接口、操作面板接口及RS232接口等。 4.MMC板:人机接口板。这是个人电脑化的板卡,不是必须匹配的。本身带有CRT、标准键盘、软驱、鼠标、存储卡及串行、并行接口。 5.CRT接口板:用于显示器接口。新系统中,CRT接口被集成到I/O板上。 另外,还提供其他一些可选板卡等。 FANUC数控系统功能介绍 1、控制轨迹数(Controlled Path) CNC控制的进给伺服轴(进给)的组数。加工时每组形成一条刀具轨迹,各组可单独运动,也可同时协调运动。 2、控制轴数(ControlledAxes) CNC控制的进给伺服轴总数/每一轨迹。 3、联动控制轴数(Simultaneously Controlled Axes) 每一轨迹同时插补的进给伺服轴数。 4、PMC控制轴(Axis control by PMC) 由PMC(可编程机床控制器)控制的进给伺服轴。控制指令编在PMC的程序(梯形图)中,因此修改不便,故这种方法通常只用于移动量固定的进给轴控制。 5、Cf轴控制(Cf Axis Control)(T系列)
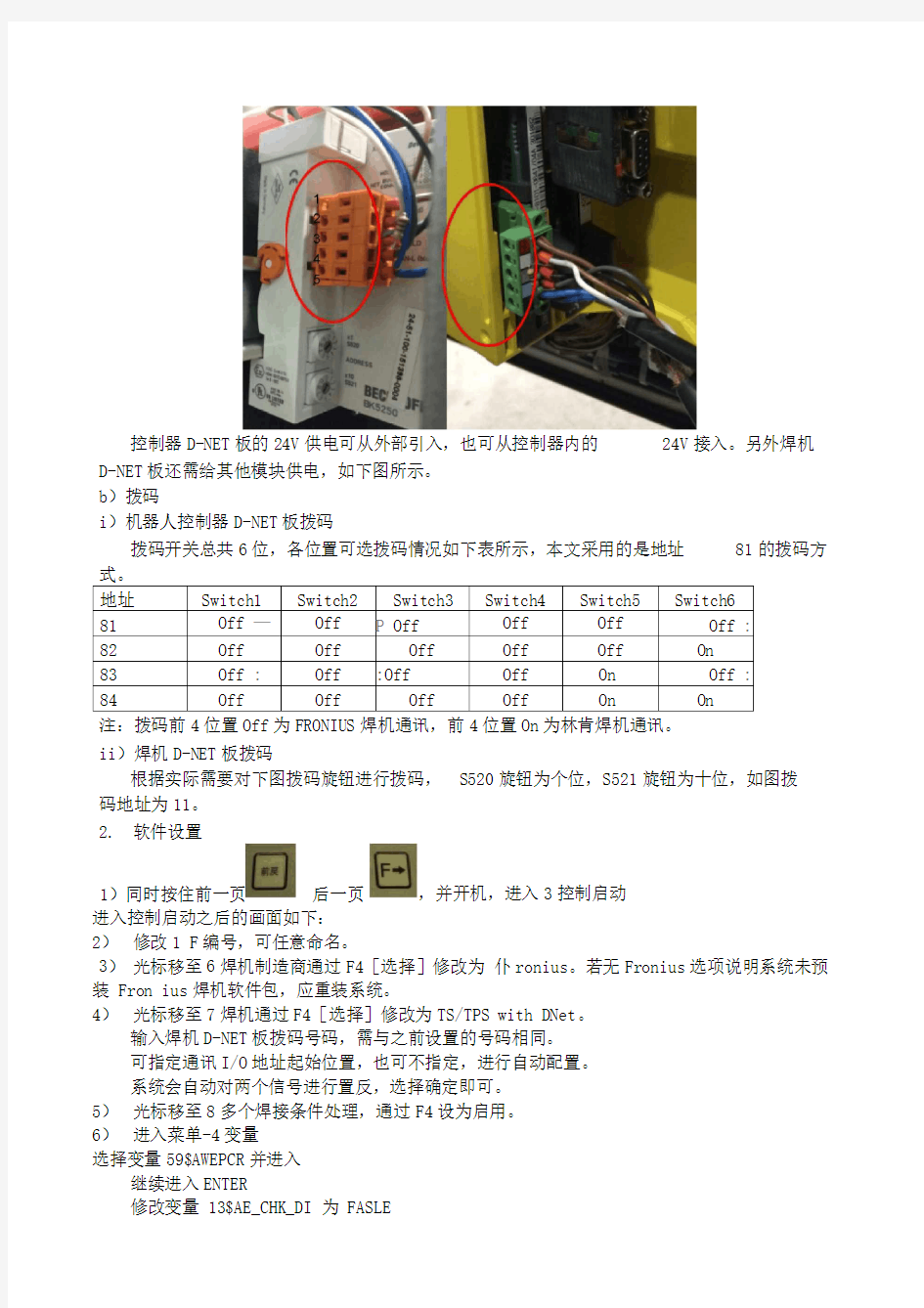
3.8.1 机器人启动请求(RSR ) 设定RSR 操柞3-S 设定R s R 步骤 1 拒卜[MENU ]〔-吳跟'键.显亦出岡間黑单 2 逸岸"6吐登”- 3 U 5 "叢型”.GL 示HliH 血切换录单: 4 進择“选悴伏序1 出恥林序込择山恥 5 皙肚柿半向4外FiiM 取式-某據卜F d ” i+f - R y R "?按卜卜3 ?'科.细"? t 翼心选出剛E. F 3S.43 PSR 设■首面(ifffl ) MM HER 段, RSttl 程序■号 RSH2程.于骗号 RSR3祁巧第号 RER4秤字編号 RSK&程.爭鼎号 RSA6和亭箱号 RSR7程手馆号 KSRS 秤宇娠号 宇符率解 嫌 基歡 确iM ;(号煉冲宴反k 狄右 6 :再尢林南冋忡h 请n.箍人鱼. 7 在踐变了程申暹释方式的情北卜.羁険设定右边*倍赛种时断开电理,能后揖播通电馮 机器人10配置 3+机器人系统的设定 ? 机架 机昵聚把LO K 块的神美. ? o -处理13印轉电蜡权、roil 煙设备连槎星兀 ? e M - IO Utut-MODEL A B ? 32 = VO itfttiiS 从机崔 2 ? 48 = R JOrB Mdle 的上般化RMAmtlMAJ 可 ?插槽 描艳宗描%总杭架的IQ 樓块曲涓号“ ? 便用ttavo 印剧电甜扳、DQ 连接设备连接皐兀时?按谨接的■序为插AM. 2..… ? 便用I/OUmt-MODELA 时*崟魁白F3模块的擢本单尤的轴怕号为谕樓块郴?1笛? - 便用I/OUhit-MODELBB^况卜.通过臬牛軍元的DB 开关设定的雏元端号,即为谨基本单兀的掩特值 ? LO jl4£r^&K 'XJEI ]- RJ&B Mate -!j±|?tfrRMAT5 CFLMAlSlP.汽忙费璋力 I ? 物理嵋号 ftstt 号ififliMo 耦块内前信号歸号*技如下所示方式託壷谨村斤顒号 ? 掘宇愉人悄号ini. in2... ? 故字新自信号:wt 1, oui2. > . ? 権用曾入仃弓ninb Jtn2... ? amnl. acnji ;... 用卅用用用川用用 旧剧Hfi 旧efi 启 】【12] 1( 21] ][ 331 t 491 ][W ] ][£0] ]f 70] ][W] 血幻 t t>] [£A ] [4MJ
fanuc机器人资料
www.工gk控-w资orl料d.c窝om
FA & ROBOT
Multi-purpose Intelligent Robot R-2000iA
FANUC LTD
1
FA & ROBOT
IInntteelllliiggeennttFFuunnccttiioonn
? Newly developed robot controller R-J3iB makes robot intelligent by the newest servo
function, network function, sensor control function, etc.
High Sensitive Collision Detection This is safety function which detects the symptom of the collision and stops the robot urgently. This can protects robot and peripherals without traditional mechanical clutch.
Automatic Payload Identification Robot identifies payload by itself and realizes best performance automatically.
Robot Link Simultaneous motion or coordinated motion is realized by multiple robots which are connected with ethernet. This can handle heavy /large workpiece which can’t be handled by single robot or can reduce system cost by replacing from current special machine to multiple robot handling system.
Sensor Control By combining various sensors (force sensor, 2D sensor, 3D sensor, etc.), robot can be realized better performance.
Soft Float
Floating function is realized by software. This can reduce the system cost by eliminating mechanical floating device.
Diagnosis Diagnostic function for appropriate maintenance is enriched by using various information(voltage, current,temperature, etc.) from amplifier and pulsecoder.
Intelligent software function
High Sensitive Collision Detection Automatic Payload Identification
Soft Float
Robot Link Sensor Control
Diagnosis
Sensor
Force sensor MIG EYE
3D sensor 2D sensor
2
FANUC 机器人操作指南 1 机器人程序 FANUC 机器人程序分为TP 、MACRO 、CAREL 几种类型。 TP 为一般程序,用示教器可以创建、编辑、删除。 MARCO 为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。 CAREL 为系统自带程序 ,操作者没有编辑权限。 1.1 Fanuc 机器人使用Style 方式调用程序,主程序名即为Style X ,标准见表1-1。 9: TIMER[1]=START ; 10: GO[1:Manual Style Select]=10 ; 11: RESET WS 1 ; 12: CALL POUNCE1 ; 13: CALL S10PROC1 ; 14: RUN CAP_WEAR ; 15: MOVE TO HOME ; 16: TIMER[1]=STOP ; 17: WAIT (F[1:Capwear Complete]) ; 带!的语句为程序中的注释 焊接子程序
1.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。 1: !******************************** ; 2: !STYLE10: PROCESS1 ; 3: !******************************** ; 4: !SAIC Motor ; 5: !Station RBS010 Robot 1 ; 6: !PROGRAM W261 ; 7: !******************************** ; 8: !BEGIN PROCESS - PATH SEGMENT ; 9: SET SEGMENT(50) ; 10: UTOOL_NUM=1 ; 11: UFRAME_NUM=0 ; 12: PAYLOAD[1] ; 13:J P[1] 100% CNT100 ; 14:J P[2] 100% CNT100 ; 15:J P[3] 100% CNT100 ; 16:J P[4] 100% CNT50 ; 焊点号,将机器人光标移到P[X]上,点击 ENTER键即可编辑。
< > R-0+B 机构部 操作说明书 B-83624CM/01
在使用机器人之前,务须仔细阅读“FANUC Robot安全手册(B-80687EN)”,并在理解该内容的基础上使用机器人。 y本说明书的任何内容不得以任何方式复制。 y本机的外观及规格如需改良而变更,恕不另行通知。 本说明书中所载的产品,受到日本国《外汇和外国贸易法》的限制。从日本将这些出口到其他国家时,必须获得日本国政府的出口许可。 另外,将该产品再出口到其他国家时,应获得再出口该产品的国家的政府许可。此外,该产品可能还受到美国政府的再出口法的限制。 若要出口或者再出口此类产品,请向FANUC公司洽询。 我们试图在本说明书中描述尽可能多的情况。 然而,对于那些不必做的和不可能做的情况,由于存在各种可能性,我们没有描述。 因此,对于那些在说明书中没有特别描述的情况,可以视为“不可能”的情况。
B-83624CM/01为了安全使用 为了安全使用 感谢贵公司此次购买FANUC(发那科)机器人。 本章说明为安全使用机器人而需要遵守的内容。 在使用机器人之前,务必熟读并理解本章中所载的内容。 有关操作机器人时的详细功能,请用户通过说明书充分理解其规格。 如果说明书与本章存在差异,应以本章为准。 在使用机器人和外围设备及其组合的机器人系统时,必须充分考虑作业人员和系统的安全预防措施。有关安全使用发那科机器人的注意事项,归纳在“FANUC Robot Safety Manual (B-80687EN)”中,可同时参阅该手册。 1 作业人员的定义 机器人作业人员的定义如下所示。 -操作者 进行机器人的电源ON/OFF操作。 从操作面板启动机器人程序。 -程序员 进行机器人的操作。 在安全栅栏内进行机器人的示教等。 -维修工程师 进行机器人的操作。 在安全栅栏内进行机器人的示教等。 进行机器人的维护(修理、调整、更换)作业。 “操作者”不能在安全栅栏内进行作业。 “程序员”、“维修工程师”可以在安全栅栏内进行作业。 安全栅栏内的作业,包括搬运、设置、示教、调整、维护等。 要在安全栅栏内进行作业,必须接受过机器人的专业培训。 在进行机器人的操作、编程、维护时,操作者、程序员、维修工程师必须注意安全,至少应穿戴下列物品进行作业。 - 适合于作业内容的工作服 - 安全鞋 - 安全帽 2 警告、注意和注释 本说明书包括保证操作者人身安全以及防止机床损坏的有关安全的注意事项,并根据它们在安全方面的重要程度,在正文中以“警告”和“注意”来叙述。 有关的补充说明以“注释”来描述。 用户在使用之前,必须熟读这些“警告”、“注意”和“注释”中所叙述的事项。 注释 指出除警告和注意以外的补充说明。
Fanuc涂装机器人示教操作规程 1.1 概述 机器人是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1) 图1 1.2 FANUC机器人硬件系统 机器人系统构成(如图)
1.3示教盒TP 1.3.1 认识TP 上的键(见图4) 图4 Pre :显示上一屏幕 DISP :分屏显示 STEP:单步运行 Reset :复位键 数字键 MENU:菜单 Select :程序选择界面 Edit 、:程序编辑界面 DATA:参数设置界面 FCTN:功能键 机器人动 作键 正向运行程序键 反向运行程序键 坐标系切换键 速度加减键
1.3.2 TP上的开关 1.3.3 TP的显示屏
. 安全操作规程 1.4 示教和手动机器人 1) 请不要带者手套操作示教盘和操作盘。 2) 在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。 3) 在按下示教盘上的点动键之前要考虑到机器人的运动趋势。 4) 要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。 5) 机器人周围区域必须清洁、无油,水及杂质等。 1.5 生产运行 1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。 2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下按这些按钮。 4)永远不要认为机器人没有移动其程序就已经完成。因为这时机器人很有可能是在等待让它继续移动的输入信号。 1.6操作机器人 1.6.1 通电和关电 1.通电 1)接通电源前,检查工作区域包括机器人、控制器等。检查所有的安全设备 是否正常。 2)将操作者面板上的断路器置于ON 2.关电 1)关闭电源前,确保机器人处于静止状态 2)将操作者面板上的断路器置于OFF 注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏。
FANUC机器人示教器的简单认识 示教器是主管应用工具软件与用户(机器人)之间的接口操作装置。示教器通过电缆与控制柜连接。我们在机器人的点动进给、程序创建、程序的测试执行、操作执行和姿态确认等等操作时都会使用示教器。 一、示教器开关 示教器具有如下开关: 开关功能 示教器有效开关 将示教器置于有效状态。示教器无效时,点动进给、程序创建、测试执行无法进行。 安全开关 三位置安全开关,按到中间位置成为有效。有效时,从安全开关松开手、或者用力将其握住时,机器人就会停止。 急停按钮 不管示教器有效开关的状态如何,机器人都会停止(停止方法的详情,请参照“为了安全使用”的“机器人的停止方法”)。 表一:示教器开关
二、示教器按键 示教器按键由与菜单相关的按键、与点动相关的按键、与执行相关的按键、与编辑相关的按键和其他按键组成。
(1)与应用相关的按钮 按键功能 功能键(F),用来选择画面最下行的功 能键菜单。 NEXT(翻页)键将功能键菜单切换到 下一页。
按下[MENU](菜单)键,显示出画面 菜单。 FCTN(辅助)键用来显示辅助菜单。 SELECT(一览)键用来显示程序一览 画面。 EDIT(编辑)键用来显示程序编辑界 面。 DATA(数据)键用来显示数据画面。 POSN(位置显示)键用来显示当前位 置画面。 单独按下的情况下,移动操作对象画 面。 在与SHIFT键同时按下的情况下,分 割屏幕(单屏、双屏、三屏)。 单独按下的情况下,移动到提示画面。 在于SHIFT键同时按下的情况下,移 动到报警界面。 单独按下时,按照G1→G1S→G2→G 2S→…的顺序,依次切换组、副组。 按住GROUP(组切换)键的同时,按 住希望变更的组号码的数字键,即可变更为 该组。 HANDLING TOOL(搬运工具)用示 教器上的应用专用按键。应用专用按键根据 应用而有所不同。 注释: GROUP键,只有在订购了多动作和附加轴控制的软件选项,追加并启动附加轴和独立附加轴的情况下才有效。
FA & ROBOT
Multi-purpose Intelligent Robot R-2000iA
FANUC LTD
1
FA & ROBOT
Intelligent Function Intelligent Function
? Newly developed robot controller R-J3iB makes robot intelligent by the newest servo function, network function, sensor control function, etc.
High Sensitive Collision Detection This is safety function which detects the symptom of the collision and stops the robot urgently. This can protects robot and peripherals without traditional mechanical clutch. Automatic Payload Identification Robot identifies payload by itself and realizes best performance automatically. Soft Float Floating function is realized by software. This can reduce the system cost by eliminating mechanical floating device. Robot Link Simultaneous motion or coordinated motion is realized by multiple robots which are connected with ethernet. This can handle heavy /large workpiece which can’t be handled by single robot or can reduce system cost by replacing from current special machine to multiple robot handling system. Sensor Control By combining various sensors (force sensor, 2D sensor, 3D sensor, etc.), robot can be realized better performance. Diagnosis Diagnostic function for appropriate maintenance is enriched by using various information(voltage, current,temperature, etc.) from amplifier and pulsecoder.
Intelligent software function
High Sensitive Collision Detection Automatic Payload Identification
Sensor Robot Link Sensor Control Diagnosis
Force sensor 3D sensor 2D sensor
MIG EYE
Soft Float
2
固定机器人与木箱底板 的螺母 图1 机器人的铲脚 拆掉机器人以 后的木箱底板 图2 图3 安装机器人机械本体 安全措施准备:手套,工作鞋,安全帽 内六角扳手,安装用螺栓,螺母及垫片(与机器人型号有关)
固定机器人与底座或 底板的螺母 图4 机器人上电 安全措施准备:手套,工作鞋,安全帽,空置机器人电源电缆插头 万用表,内六角扳手,十字螺丝刀,夹线钳,金属接头,电工胶带,扎带 电源电缆准备:四芯线(单芯2.5mm2以上) 交流3相电源(火线+地线,不需要零线),具体电压参看控制器门板上的标签以及机Inspection data sheet,功率视机器人型号进行确认(参见图5,图6) 使用夹线钳将金属接头装在电缆末端并用电工胶带将导体裸露处包好(参见图 将电源电缆安装在机器人BRAKER的上装头(不分相位) (参见图8,图9) RM,RP,AS,ARP,ARM,DP,DS等电缆的HARDIN插头插在机器人底座相应的插座上并扣
图7 图8 金属接头 电工胶带 火线 地线
图9 图10 RM1 RP1 ARM1 ARM1 AS 使用扎带将电 源电缆固定好
图11 图12 图13 图14 地线 TP 电缆接头 电源电缆插头 BRAKER 置于OFF
图15 图16 图17 图18 图19 确认机器人状态 :Memory card (参见图 图20 如果示教盘显示Hand broken, 顺序选择 36/39 29 Allow Force I/O in AUTO mode: TRUE 万用表 操作箱的急停按钮 示教盘的急停按钮 BRAKER 置于OFF POWER ON按钮