伴生气轻烃回收工艺技术 蒋 洪 朱 聪(西南石油学院 四川省南充市 637001) 摘要 油气田存在丰富的伴生气资 源。为了提高油气综合利用水平,开展伴 生气轻烃回收工艺技术研究有十分重要的 现实意义。针对工艺流程设计、设备选型 和控制系统设计进行分析与探讨后指出, 在工艺设计中应正确选用制冷工艺,精心 组织工艺流程,合理利用外冷和内冷;设 备选型应体现技术先进和高效的原则;小 型浅冷装置的控制方案应着重简单实用, 大中型深冷装置则应选用先进的集散控制 系统。 主题词 伴生气 轻烃回收 工艺设 计 回收率 制冷 工艺 流程 在油气田开发中存在丰富的伴生气。为了合理利用这部分天然气资源,油田采用轻烃回收装置,取得了较好的经济效益。但国产化装置仍存在工艺方案不合理、产品收率低、能耗高等问题。针对伴生气轻烃回收工艺,本文对工艺流程设计、设备选型和设计、控制系统设计进行分析与探讨,提出工艺设计的基本思路和原则。 1.回收工艺过程和特点 目前,伴生气轻烃回收工艺都采用冷凝分离法。虽然冷凝分离法可采用冷剂制冷法、膨胀制冷和混合制冷法等多种制冷工艺,但从工艺原理上看,都是经过气体冷凝回收液烃和液烃精馏分离成合格产品这两大步骤。从流程组织上,回收工艺过程由原料气预处理、原料气增压、脱水、冷凝分离、制冷系统、液烃分馏、产品储配等7个单元组成。 一般来说,伴生气具有压力低,气质富的特性。为满足冷凝分离的工艺要求,伴生气回收工艺需设置压缩机增压过程,增压值大小与干气外输压力、制冷温度、分馏塔塔压、产品收率等因素有关,这是低压气轻烃回收工艺的特点。 2.优化工艺流程 工艺流程的变化是因原料气气源条件(气量、压力和组成)、产品要求和建设环境等因素的不同而引起的。工艺流程的合理与否是回收装置达到较高的技术经济效益的前提。 2.1 制冷工艺的选择 制冷工艺的选择主要考虑原料气的压力、组成、液烃回收率等因素。当伴生气处理量小、组成较富时,为了回收C3+烃类,可采用浅冷回收工艺,制冷方法主要采用冷剂制冷或冷剂制冷+节流膨胀制冷;当伴生气处理量较大、组成又比较贫、希望回收较多乙烷时,应采用深冷回收工艺,制冷方法主要采用复叠式制冷、混合冷剂制冷、膨胀机制冷、冷剂制冷与膨胀机制冷相结合的混合制冷。国内技术成熟和开发应用广泛的制冷工艺有膨胀机制冷、混合制冷。 国内冷剂制冷工艺,为了满足环境保护的要求,现主要采用丙烷压缩循环制冷,制冷温度为-30~-35℃,制冷系数较大。丙烷冷剂可在轻烃回收装置中自行生产,无刺激性气味,该工艺将在我国广泛应用。采用冷剂制冷工艺的装置,所需要的冷量由独立的外部制冷系统提供,不受原料气贫富程度的限制,对原料气的压力无严格要求。装置在运行中,可以改变制冷量的大小以适应原料气量和组成的变化以及季节性的气温变化。 膨胀机制冷有透平膨胀机、热分离机、气波机制冷三种方式。由于透平膨胀机制造技术日趋完善,机组质量有保证,操作、维修方便,等熵效率高,处理量大,加之机组产品系列化,选用、更换都很容易,所以,凡是有自由压力能可供利用的场合,可优先考虑选用透平膨胀机,必要时再考虑设置外部冷剂制冷。在无供电条件的边远地区,使用热分离机或气波机制冷更为有利。对于低压气源,是否可采用膨胀机制冷,需对制冷工艺方案进行技术经济对比分析,才能作出决策。 4 油气田地面工程(OGSE) 第19卷第1期(2000.1)
淮海工学院专业设计报告书 题目: 50000吨/年炼厂液化气分离 工艺初步设计 系(院):化学工程学院 专业:化学工程与工艺 班级: 姓名: 学号: 2013年12月20 日
设计任务书 班级:姓名:学号: 一、设计题目: 50000吨/年炼厂液化气分离工艺设计。 二、设计条件: 液化石油气 组分 wt% 乙烷 0.31 乙烯 0.02 丙烯 35.58 丙烷 8.46 正丁烷 7.51 异丁烷 14.66 异丁烯 12.08 丁烯-1 5.01 反丁烯-2 9.81 顺丁烯-2 6.55 异戊烷 0.01 总硫量 20~50ppm 水分饱和水 合计 100 丙烯: 分子式: C 3H 6 熔点(℃): -191.2 沸点(℃): -47.72 相对密度(水=1): 0.5 相对蒸气密度(空气=1): 1.48 饱和蒸气压(kPa): 602.88(0℃) 性能: 主要成分:乙烯、乙烷、丙烷、丙烯、丁烷、丁烯等。 外观与性状:无色气体或黄棕色油状液体, 有特殊臭味。 闪点(℃): -74 引燃温度(℃): 426~537 爆炸上限%(V/V): 33 爆炸下限%(V/V): 5 健康危害:本品有麻醉作用。急性中毒:有头晕、头痛、兴奋或嗜睡、恶心、呕吐、脉缓等;重症者可突然倒下,尿失禁,意识丧失,甚至呼吸停止。可致皮肤冻伤。慢
性影响:长期接触低浓度者,可出现头痛、头晕、睡眠不佳、易疲劳、情绪不稳以及植物神经功能紊乱等。 环境危害:对环境有危害,对水体、土壤和大气可造成污染。 燃爆危险:本品易燃,具麻醉性。 危险特性:极易燃,与空气混合能形成爆炸性混合物。遇热源和明火有燃烧爆炸的危险。与氟、氯等接触会发生剧烈的化学反应。其蒸气比空气重,能在较低处扩散到相当远的地方,遇火源会着火回燃。 特点: ①污染少。②发热量高。③易于运输。④压力稳定。⑤储存设备简单,供应方式灵活。
天然气液化工艺部分技术方案(MRC) 一、 天然气液化属流程工业,具有深冷、高压,易燃、易爆等特征,在生产中具有极高的危险性,既有比较高的温度(280℃)和压力(50Bar),也有低温(-170℃),这些单元之间紧密相连,中间缓冲地带比较小,对参数的变化要求严格,这对LNG液化装置连续生产自动化提出了很高的要求。 LNG装置的制冷剂配比与产量和收率直接相关,因此LNG生产过程中控制品质占有非常突出的位置。整个生产过程需要很多自动化硬件和配套的软件来实现。以保证生产装置的安全、稳定、高效运行,不仅是提高效益的关键,而且对生产人员、生产设备,以及整个厂区安全都十分重要。 二、工艺过程简述 LNG工艺流程图参见P&ID图 1、原料气压缩单元 来自界区外的天然气经过过滤器除去部分碳氢化合物、水和其它的液体及颗粒。35MPa(G)的原料气进入脱CO2单元。 3、脱水脱酸气单元 原料气进入2台切换的干燥器,在这里原料气所含有的所有水分和CO2被脱除,干燥器出口原料气中水的露点在操作压力下低于-100℃。经过分子筛干燥单元,在这里原料气再经过两个过滤器中的一个进行脱粉尘过滤。 4、液化单元 进入冷箱的天然气在中被冷却至-35℃,在这个温度点冷箱分离罐中,脱除大部分重烃;天然气继续冷却至-70℃,在这个温度点,天然气在冷箱分离器中,脱除全部重烃,出口的天然气中C5+重烃含量降至70ppm以下;甲烷气继续冷却至-155℃,节流后进入冷箱分离罐中分离,液体部分即为液化天然气被送至液化天然气储罐中储存,气相部分返回冷箱复温后用作分子筛干燥单元的再生气。 5、储运单元 来自液化单元的液化天然气进入液化天然气储罐中储存,产量为420m3,储罐容量为4500 m3,储存能力为10天。 6、制冷剂压缩单元 按一定比例配比的制冷剂,经过制冷压缩机增压至1.3MPa(G)后经中间冷
(能源化工行业)中原油田天然气液化工艺研究
中原油田天然气液化工艺研究 杨志毅张孔明王志宇陈英烈王保庆叶勇刘江旭中原石油勘探局457001e-mail:b56z7h7@https://www.doczj.com/doc/628264427.html,摘要:本篇参考了国内外有关液化天然气(LNG)方面大量的技术资料,结合中原石油勘探局天然气应用技术开发处LNG工厂建设过程中的实践经验,简要介绍了目前国内外LNG产业的发展状况和LNG在国内发展的必要性以及发展前景。其中LNG发展状况部分,引用大量较为详实的统计数据,说明了我国目前LNG发展水平同国外水平间的差距和不足,且介绍了我国天然气资源状况,包括已探明的储量。工艺介绍部分,简要介绍了目前国外已用于工业生产的比较成熟的工艺方案,同时以大量篇幅介绍了中原石油勘探局天然气应用技术开发处,针对自身气源特点,设计出的三套液化工艺的技术性能及经济比较,旨在为大家今后从事LNG产业开发、利用提供壹些有益的帮助。同时本篇仍介绍了中原石油勘探局天然气应用技术开发处正在建设中的LNG工厂的工艺路线及部分参数。引言能源是国民经济的主要支柱,能源的可持续发展也是国民经济可持续发展的必不可少的条件。目前,我国能源结构不理想,对环境污染较大的煤碳在壹次能源结构中占75%,石油和天然气只占20%和2%,尤其是做为清洁燃料的天然气,和在世界能源结构中占21.3%的比例相比,相差10倍仍要多。所以发展清洁燃料,加快我国天然气产业的发展,是充分利用现有资源,改善能源结构,减少环境污染的良好途径。从我国天然气资源的分布情况来见,多分布于中西部地区,而东南沿海发达地区是能源消耗最大的地区,所以要合理利用资源,解决利用同运输间的矛盾,发展LNG产业就成了非常行之有效的途径。液化天然气(LNG)的性质及用途:液化天然气(liquefiednaturalgas)简称LNG,是以甲烷为主要组分的低温、液态混合物,其体积仅为气态时的1/625,具有便于经济可靠运输,储存效率高,生产使用安全,有利于环境保护等特点。LNG用途广泛,不仅自身能够做为能源利用,同时可作为LNG汽车及LCNG汽车的燃料,而且它所携带的低温冷量,能够实施多项综合利用,如冷藏、冷冻、空调、低温研磨等。液化天然气(LNG)产业国内外发展情况:1.国外LNG发展情况:液化天然气是天然气资源应用的壹种重要形式,目前LNG占国际天然气贸易量的25%,1997年已达7580万吨,(折合956亿立方米天然气)。LNG主要产地分布在印度尼西亚、马来西亚、澳大利亚、阿尔及利亚、文莱等地,消费国主要是日本、法国、西班牙、美国、韩国和我国台湾省等。LNG自六十年代开始应用以来,年产量平均以20%的速度持续增加,进入90年代后,由于供需基本平衡,海湾战争等因素影响,LNG每年以6~8%的速度递增,这个速度仍高于同期其它能源的增长速度。2.国内LNG概况在我国,液化天然气在天然气工业中的比重几乎为零,这无法满足我国经济发展中对液化天然气的需求,也和世界上液化天然气的高速度、大规模发展的形势相悖,但值得称道的是,我国的科研人员和从事天然气的工程技术人员为我国液化天然气工业做了许多探索性的工作。目前,有三套全部国产化的小型液化天然气生产装置分别在四川绵阳、吉林油田和长庆油田建成,三套装置采用不同的生产工艺,为我国LNG事业发展起到了很好的示范作用。3.我国天然气资源优势我国年产天然气201多亿Nm3,天然气资源量超过38万亿M3,探明储量只有4.3%,而世界平均为37%,这说明我国天然气工业较落后,同时说明了我们大力发展天然气工业是有资源保证的,是有潜力的。目前几种成熟的天然气液化工艺介绍天然气液化过程根据原理能够分这三种。第壹种是无制冷剂的液化工艺,天然气经过压缩,向外界释放热量,再经膨胀(或节流)使天然气压力和温度下降,使天然气部分液化;第二种是只有壹种制冷剂的液化工艺,这包括氮气致冷循环和混合制冷剂循环,这种方法是通过制冷剂的压缩、冷却、节流过程获得低温,通过换热使天然气液化的工艺;第三种是多种制冷剂的液化工艺,这种工艺选用蒸发温度成梯度的壹组制冷剂如丙烷、乙烷(或乙烯)、甲烷,通过多个制冷系统分别和天然气换热,使天然气温度逐渐降低达到液化的目的,这种方法通常称为阶式混和制冷
轻烃回收工艺主要有三类:油吸收法;吸附法;冷凝分离法。当前主要采用冷凝分离法实现轻烃回收。 1、吸附法 利用固体吸附剂(如活性氧化铝和活性炭)对各种烃类吸附 容量不同,而,将吸附床上的烃类脱附,经冷凝分离出所需的 产品。吸使天然气各组分得以分离的方法。该法一般用于 重烃含量不高的天然气和伴生气的加工办法,然后停止吸 附,而通过少量的热气流附法具有工艺流程简单、投资少的 优点,但它不能连续操作,而运行成本高,产品范围局限性大, 因此应用不广泛。 2、油吸收法 油吸收法是基于天然气中各组分在吸收油中的溶解度差异,而使不同的烃类得以分离。根据操作温度的不同, 油吸收法可分为常温吸收和低温吸收。常温吸收多用于中 小型装置,而低温吸收是在较高压力下,用通过外部冷冻装 置冷却的吸收油与原料气直接接触,将天然气中的轻烃洗 涤下来,然后在较低压力下将轻烃解吸出来,解吸后的贫油 可循环使用,该法常用于大型天然气加工厂。采用低温油吸 收法C3收率可达到(85~90%),C2收率可达到(20~6 0%)。 油吸收法广泛应用于上世纪60年代中期,但由于其工 艺流程复杂,投资和操作成本都较高,上世纪70年代后,
己逐步被更合理的冷凝分离法所取代。上世纪80年代以后, 我国新建的轻烃回收装置己较少采用油吸收法。 3、冷凝分离法 (1)外加冷源法 天然气冷凝分离所需要的冷量由独立设置的冷冻系统提供。 系统所提供冷量的大小与被分离的原料气无直接关系,故 又可称为直接冷凝法。根据被分离气体的压力、组分及分 离的要求,选择不同的冷冻介质。制冷循环可以是单级也 可以是多级串联。常用的制冷介质有氨、氟里昂、丙烷或 乙烷等。在我国,丙烷制冷工艺应用于轻烃回收装置还不 到10年时间,但山于其制冷系数较大,制冷温度为 (-35~-30℃),丙烷制冷剂可由轻烃回收装置自行生产,无 刺激性气味,因此近儿年来,该项技术迅速推广,我国新建的 外冷工艺天然气轻烃回收装置基本都采用丙烷制冷工艺, 一些原设计为氨制冷工艺的老装置也在改造成丙烷制冷工 艺。 (2)自制冷法 ①节流制冷法 节流制冷法主要是根据焦耳-汤姆逊效应,较高压力的原料 气通过节流阀降压膨胀,使原料气冷却并部分液化,以达到 分离原料气的目的。该方法具有流程简单、设备少、投资 少的特点,但此过程效率低,只能使少量的重烃液化,故只
利用 LNG 冷能的轻烃分离高压流程
高婷,林文胜,顾安忠
(上海交通大学制冷与低温工程研究所,上海,200240) 摘要:利用 LNG 冷能能以较低的能耗分离回收其中高附加值的 C2+轻烃资源,同时实现 LNG 气化,是 LNG 冷能 利用的有效方式。本文提出一种新型的利用 LNG 冷能的轻烃分离流程,脱甲烷塔在较高的压力下运行,从而分 离出的富甲烷天然气能以较低能耗压缩到管输压力;脱乙烷塔在常压下运行,可以直接得到常压液态乙烷及 LPG 产品,方便产品的储运。脱甲烷塔中再沸器的热耗由燃气提供,经计算只需消耗 1 %左右的天然气;脱乙烷塔中 冷凝器所需的冷量由 LNG 提供。该流程轻烃回收率可达 90 %以上,其中乙烷回收率可达 85 %左右。以某气源组 分为基础,考察了乙烷含量和乙烷价格变化对装置经济性的影响,结果表明,使用该流程进行轻烃回收效益可观。 关键词:液化天然气(LNG) ;冷能利用;轻烃分离;高压流程;经济性分析 中图分类号:TQ 028; TE64 文献标识码:A 文章编号:
Light hydrocarbons separation at high pressure from liquefied natural gas with its cryogenic energy utilized
Gao Ting, Lin Wensheng, Gu Anzhong
(Institute of Refrigeration and Cryogenics, Shanghai Jiaotong University, Shanghai 200240)
Abstract: C2+ light hydrocarbons, which are resources with high additional values, can be separated from LNG with low power
consumption by efficiently utilizing its cryogenic energy, and LNG is gasified meanwhile. A novel light hydrocarbons separation process is proposed in this paper: the demethanizer works at higher pressure, thus the methane-rich natural gas can be compressed to pipeline pressure with low power consumption; the deethanizer works at atmosphere pressure, consequently liquefied ethane and LPG (liquefied petroleum gas, i.e. C3+) at atmosphere pressure can be product directly, which are easy to be stored and transported. The heat consumption of the reboiler in the demethanizer is provided by the combustion of the separated natural gas, which account for about 1 % of the total amount; the cold energy of the condenser in the deethanizer is provided by the cryogenic energy of LNG. The recovery rate is more than 90 % for light hydrocarbons, and about 85% for ethane. On the basis of one typical feed gas composition, the effects of the ethane content and the ethane price to the economics of the process is studied. The results show that, recovering light hydrocarbons from LNG by this process can gain great profits.
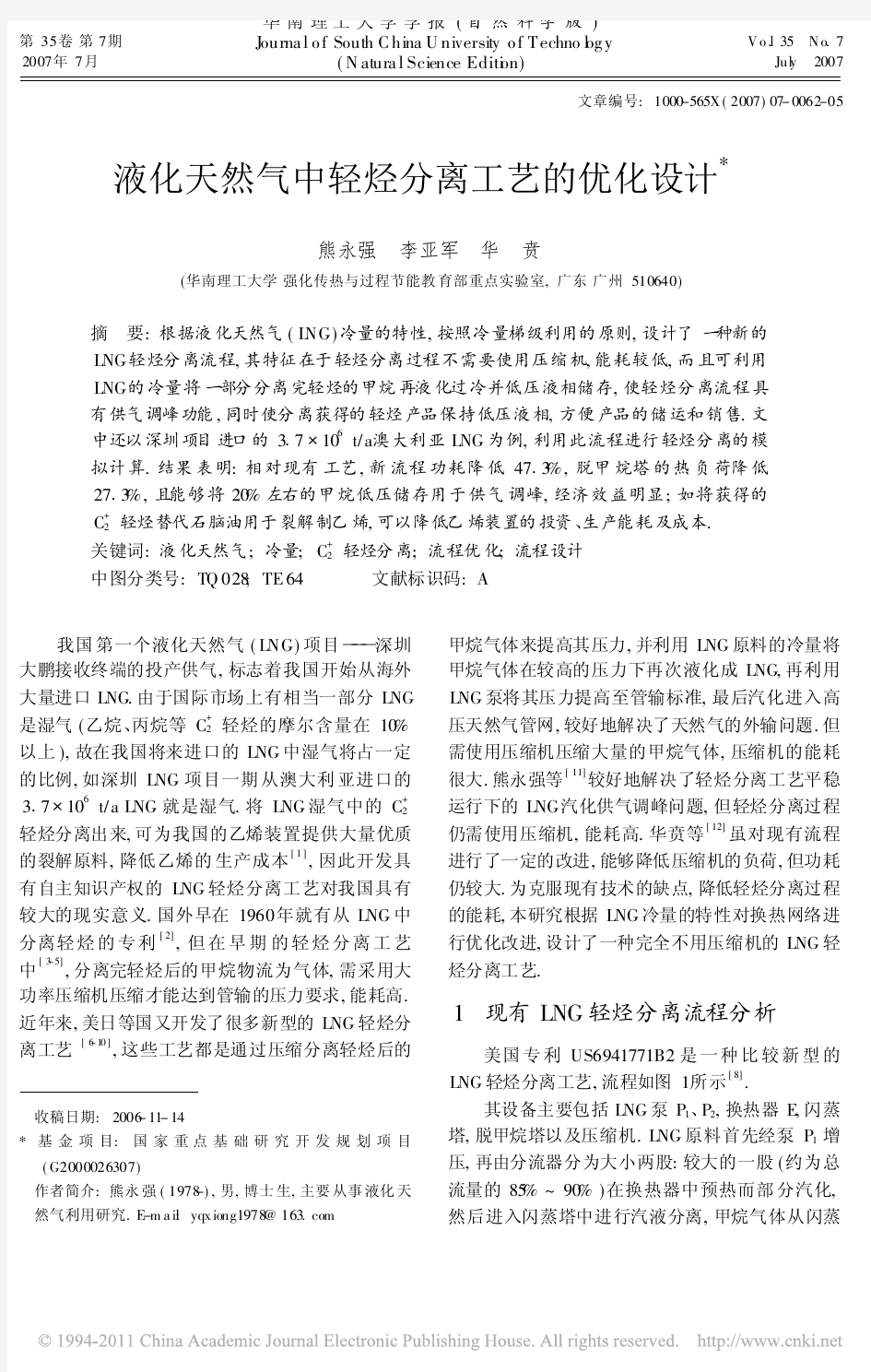
Keywords: liquefied natural gas (LNG); cryogenic energy utilization; light hydrocarbons separation; high pressure process; economic analysis 都是湿气 (乙烷、 丙烷等C2+轻烃的摩尔含量在10 % 以上) 湿气中的C2+轻烃是优质清洁的乙烯裂解原 , 料,用其代替石脑油生产乙烯,装置投资可节省30 %,能耗降低30 %,综合成本降低10 %。利用LNG 的冷能分离出其中的轻烃资源, 还可以省去制冷设 备,以很低的能耗获得高附加值的乙烷和由C3+组
Corresponding author: Lin Wensheng, E-mail:linwsh@https://www.doczj.com/doc/628264427.html,.
引 言
LNG是在低温下以液态形式存在的天然气, 通 常需要重新气化才能获得利用。 LNG气化时释放的 -1 冷能大约为840 kJ·kg ,回收这部分能源具有可观 的经济和社会效益[1-2]。目前世界贸易中许多LNG
联系人:林文胜。第一作者:高婷(1985—) ,女,博士研究生。
轻烃回收工艺技术发展概况 自20世纪80年代以来,国内外以节能降耗、提高液烃收率及减少投资为目的,对NGL回收装置的工艺方法进行了一系歹¨的改进,出现了许多新的工艺技术。大致说来,有以下几个方面。 (一) 膨胀机制冷法工艺技术的发展 1. 气体过冷工艺(GSP)及液体过冷工艺(LSP) 1987年Ovaoff工程公司等提出的GSP及LSP是对单级膨胀机制冷工艺(ISS)和多级膨胀机制冷工艺(MTP)的改进。典型的GSP及LSP流程分别见图5-16和图5-17。 GSP是针对较贫气体(c;烃类含量按液态计小于400mL/m3)、LSP是针对较富气体(C 2 +烃类含量按液态计大于400mL/m3)而改进的NGL回收方法。表5-10列出了处理量为283×104m3/d的NGL回收装置采用ISS、MTP及GSP等工艺方法时的主要指标对比。 表5-10 ISS、MTP及GSP主要指标对比 工艺方法ISS MTP GSP C 2 回收率/% 冻结情况 再压缩功率/kW 80.0 冻结 6478 85.4 冻结 4639 85. 8 不冻结
制冷压缩功率/kW 总压缩功率/kW 225 6703 991 5630 3961 1244 5205 美国GPM气体公司Goldsmith天然气处理厂NGL回收装置即在改造后采用了GSP法。该装置在1976年建成,处理量为220×104m3/d,原采用单级膨胀机制冷法,1982年改建为两级膨胀机制冷法,处理量为242×104m3/d,最高可达 310×104m3/d,但其乙烷收率仅为70%。之后改用单级膨胀机制冷的GSP法,乙烷收率有了明显提高,在1995年又进一步改为两级膨胀机制冷的GSP法,设计处理量为380×104m3/d,乙烷收率(设计值)高达95%。 2. 直接换热(DHX)法 DHX法是由加拿大埃索资源公司于1984年首先提出,并在JudyCreek厂的NGL 回收装置实践后效果很好,其工艺流程见图5-18。 图中的DHX塔(重接触塔)相当于一个吸收塔。该法的实质是将脱乙烷塔回流罐的凝液经过增压、换冷、节流降温后进入DHX塔顶部,用以吸收低温分离器进 该塔气体中的C 3+烃类,从而提高C 3 +收率。将常规膨胀机制冷法(ISS)装置改造成 DHX法后,在不回收乙烷的情况下,实践证明在相同条件下C 3 +收率可由72%提高到95%,而改造的投资却较少。
20000吨乙胺装置分离系统工艺设计 辛清炜1,李强2 (1.东北电力大学化学工程学院,吉林吉林132012; 2.东北电力大学化学工程学院,吉林吉林 132012) 摘要:本设计的内容是年产20000吨乙胺装置分离系统装置工艺设计,工艺采用连续精馏的方式,使用四个精馏塔,将乙醇和液氨混合加氢精馏成纯度大于99.5%的乙胺产品。本设计主要对T103塔所给的各个组分的质量分数并经过ASPEN软件模拟,得出各个塔的理论板数和回流比以及工艺条件,得出本套工艺装置的初步数据。同时完成物料衡算、热量衡算、并对乙胺精馏塔进行严格设备计算。对塔的冷凝器、再沸器、回流罐、接塔管和进料泵进行了详细计算和选型。 关键词:乙胺;精馏;ASPEN软件;工艺设计 Process Design of Separation System of 20000t Ethylamine Plant XIN Qing-wei1 ,LI Qiang2 (1.Chemical Engineering College, Northeast Dianli University, Jilin Jilin 132012;2.Chemical Engineering College, Northeast Dianli University, Jilin Jilin 132012) Abstract;The present design is 20000 tons per year ethylamine separation system means plant process design, continuous distillation process using manner, using four distillation column, ethanol and ammonia mixing hydrogenation rectification into purity of more than 99.5% of amine products. The design of the main T103 tower to the various components of the quality score and through the ASPEN software simulation, the theoretical plate of each column and reflux ratio and process conditions, the set of process equipment, the preliminary data. At the same time to complete the material balance, heat balance, and the rectification of the column for strict equipment calculation. The calculation and selection of the condenser, the re boiling device, the reflux tank, the connecting pipe and the feed pump of the tower are calculated in detail. And draw the process flow chart of the control point, the material map, equipment layout and piping layout. Key Words:Ethylamine;Distillation;ASPEN;Process planning 1绪论
LNG液化工艺的三种流程 LNG是通过将常压下气态的天然气冷却至-162℃,使之凝结成液体。天然气液化后可以大大节约储运空间,而且具有热值大、性能高、有利于城市负荷的平衡调节、有利于环境保护,减少城市污染等优点。 由于进口LNG有助于能源消费国实现能源供应多元化、保障能源安全,而出口LNG有助于天然气生产国有效开发天然气资源、增加外汇收入、促进国民经济发展,因而LNG贸易正成为全球能源市场的新热点。为保证能源供应多元化和改善能源消费结构,一些能源消费大国越来越重视LNG的引进,日本、韩国、美国、欧洲都在大规模兴建LNG接收站。我国对LNG产业的发展也越来越重视,LNG项目在我国天然气供应和使用中的作用尤为突出,其地位日益提升。 1 天然气液化流程 液化是LNG生产的核心,目前成熟的天然气液化流程主要有:级联式液化流程、混合制冷剂液化流程、带膨胀机的液化流程。 1.1 级联式液化流程 级联式(又称复迭式、阶式或串级制冷)天然气液化流程,利用冷剂常压下沸点不同,逐级降低制冷温度达到天然气液化的目的。常用的冷剂为水、丙烷、乙烯、甲烷。该液化流程由三级独立的制冷循环组成,制冷剂分别为丙烷、乙烯、甲烷。每个制冷循环中均含有三个换热器。第一级丙烷制冷循环为天然气、乙烯和甲烷提供冷量;第二级乙烯制冷循环为天然气和甲烷提供冷量;第三级甲烷制冷循环为天然气提供冷量;通过9个换热器的冷却,天然气的温度逐步降低,直至液化如下图所示。 1.2 混合制冷剂液化流程 混合制冷剂液化流程(Mixed-Refrigerant Cycle,MRC)是以C1~C5的碳氢物及N2等五种以上的多组分混合制冷剂为工质,进行逐级的冷凝、蒸发、膨胀,得到不同温度水平的制冷量,逐步冷却和液化天然气。混合制冷剂液化流程分为许多不同型式的制冷循环。
《液化天然气利用技术》课程综合复习资料 一、单项选择题 1. 液化天然气火灾的灭火方式可用() A. 泡沫 B. 化学粉末 C. CO2 D. 喷水 2. 天然气的膨胀过程是() A. 绝热过程 B. 等焓过程 C. 等熵过程 D. 不可逆过程 3. 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于(),氮气的含量应控制在5%之内。 A. 90% B. 80% C. 75% D. 85% 4. 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于75%,氮气的含量应控制在()之内。 A. 10% B. 5% C. 2% D. 1.50% 二、判断题 1. 液化天然气的密度对温度的敏感性较差,温度升高对密度影响较小。 2. 物质的活度表示了物质相对于其标准态的“活泼“程度。 3. 平衡常数可作为组分挥发性强弱的衡量标准,K1,挥发性弱的重组分。 4. 天然气中微量汞对铝制品换热器有腐蚀作用,也应加以脱除。 5. 气体的微分等熵效应与微分节流效应不同,等熵膨胀的温降比节流膨胀的要小。 6. 液化天然气(LNG)的体积只有同量气态体积的1/500。
7. 为了改进状态方程估算的精度,引入第三个参数变量,一般采用的方法是引入Piter偏心因子。 8.液化天然气在常压下液化温度为-180℃。 9. 对纯理想气体,逸度等于压力。 10.避免设备的腐蚀和磨蚀是天然气净化处理的唯一原因。 11.液化天然气的液化流程按制冷方式仅分为两种方式:级联式液化流程和混合制冷剂液化流程。 12. 天然气液化装置有基本负荷型液化装置和调峰型液化装置。 三、简答题 1.天然气净化处理的主要原因有哪些? 2.液化天然气的主要优势表现在哪里? 四、分析题 1.常压LNG储罐内,若氮含量过大会产生翻滚,此时LNG的蒸发气量突然增大并延续较长时间。请解释原因,讨论避免发生翻滚的措施。
伴生气轻烃回收工艺技术 摘要 油气田存在丰富的伴生气资源。为了提高油气综合利用水平,开展伴 生气轻烃回收工艺技术研究有十分重要的现实意义。针对工艺流程设计、设备选型和控制系统设计进行分析与探讨后指出,在工艺设计中应正确选用制冷工艺,精心组织工艺流程,合理利用外冷和内冷;设备选型应体现技术先进和高效的原则;小型浅冷装置的控制方案应着重简单实用,大中型深冷装置则应选用先进的集散控制系统。 主题词伴生气轻烃回收工艺设计回收率制冷工艺流程 在油气田开发中存在丰富的伴生气。为了合理利用这部分天然气资源,油田采用轻烃回收装置,取得了较好的经济效益。但国产化装置仍存在工艺方案不合理、产品收率低、能耗高等问题。针对伴生气轻烃回收工艺,本文对工艺流程设计、设备选型和设计、控制系统设计进行分析与探讨,提出工艺设计的基本思路和原则。 回收工艺过程和特点 目前,伴生气轻烃回收工艺都采用冷凝分离法。虽然冷凝分离法可采用冷剂制冷法、膨胀制冷和混合制冷法等多种制冷工艺,但从工艺原理上看,都是经过气体冷凝回收液烃和液烃精馏分离成合格产品这两大步骤。从流程组织上,回收工艺过程由原料气预处理、原料气增压、脱水、冷凝分离、制冷系统、液烃分馏、产品储配等几个单元组成。 一般来说,伴生气具有压力低,气质富的特性。为满足冷凝分离的工艺要求,伴生气回收工艺需设置压缩机增压过程,增压值大小与干气外输压力、制冷温度、分馏塔塔压、产品收率等因素有关,这是低压气轻烃回收工艺的特点。 优化工艺流程 工艺流程的变化是因原料气气源条件(气量、压力和组成)、产品要求和建设环境等因素的不同而引起的。工艺流程的合理与否是回收装置达到较高的技术经济效益的前提。 制冷工艺的选择 制冷工艺的选择主要考虑原料气的压力、组成、液烃回收率等因素。当伴生气处理量小、组成较富时,为了回收烃类,可采用浅冷回收工艺,制冷方法主要采用冷剂制冷或冷剂制冷+节流膨胀制冷;当伴生气处理量较大、组成又比较贫、
5万吨/年轻烃分离装置工艺设计毕业设计 目录 第一章总述 (1) 1.1 前言 (1) 1.2 主题 (1) 1.2.1 轻烃的分离原理 (1) 1.2.2 分离顺序的选择 (2) 1.2.3 产品性能用途 (2) 1.2.4 生产现状 (4) 1.2.5 发展前景 (4) 第二章工艺流程设计 (6) 2.1 工艺流程设计 (6) 2.1.1 工艺方案 (6) 第三章物料衡算 (8) 3.1 原始数据的获得 (8) 3.2 塔T-101物料衡算 (10) 3.2.1 T-101清晰分割物料衡算 (10) 3.2.2 确定塔的操作压力及温度 (11) 3.2.3 确定最小回流比 (13) 3.2.4 确定最适宜的回流比 (14) 3.2.5 全塔效率及确定实际塔板数 (15) 3.2.6 进料温度及压力的确定 (16) 3.3 塔T-201物料衡算 (16) 3.3.1 塔T-201清晰分割物料衡算 (16) 3.3.2 确定塔的操作压力及温度 (17) 3.3.3 验证T-201清晰分割是否成立 (18)
3.3.4 确定最适宜的回流比 (19) 3.3.5 全塔效率及确定实际塔板数 (20) 3.3.6 进料温度及压力的确定 (21) 3.4 塔T-301物料衡算 (22) 3.4.1 清晰分割物料衡算 (22) 3.4.2 确定塔的操作压力及温度 (22) 3.4.3 验证T-301清晰分割是否成立 (24) 3.4.4 确定最小回流比 (25) 3.4.5 全塔效率及确定实际塔板数 (26) 3.4.6 进料温度及压力的确定 (27) 第四章能量衡算 (28) 4.1 T-101能量衡算 (29) 4.1.1 焓值计算 (29) 4.1.2 热负荷的计算 (29) 4.1.3 计算传热剂用量 (31) 4.2 T-201 能量衡算 (31) 4.2.1 焓值计算 (31) 4.2.2 热负荷的计算 (31) 4.2.3 计算传热剂用量 (32) 4.3 T-301 能量衡算 (32) 4.3.1 焓值计算 (32) 4.3.2 热负荷的计算 (32) 4.3.3 计算传热剂用量 (33) 4.4 三塔热量衡算表 (33) 第五章设备工艺计算及选型 (35) 5.1 T-101 的设计与选型 (35) 5.1.1 塔径的计算 (35) 5.1.2 塔高的计算 (39) 5.1.3 塔体设计 (39)
液化天然气LNG 技术知识点 1、LNG 储存在压力为0.1MPa 、温度为-162℃的低温储罐内。 2、LNG 的主要成分是甲烷,含有少量的乙烷、丙烷、氮和其他组分。 3、液化天然气是混合物。 4、LNG 的运输方式:轮船运输、汽车运输、火车运输。 5、三种制冷原理:节流膨胀制冷、膨胀机绝热膨胀制冷、蒸气压缩制冷。 6、节流效应:流体节流时,由于压力的变化所引起的温度变化称为节流效应。 7、为什么天然气在有压力降低时会产生温降? 当压力降低时,体积增大,则有0V T V T H P >>???? ????,,故节流后温度降低。 8、LNG :液化天然气。 9、CNG :压缩天然气。 10、MRC :混合制冷剂液化流程是以C 1至C 5的碳氢化合物及N 2等五种以上的多组分混合制冷剂为工质,进行逐级冷凝、蒸发、节流膨胀,得到不同温度水平的制冷量,以达到逐步冷却和液化天然气的目的。 11、EC :带膨胀机的天然气液化流程,是指利用高压制冷剂通过涡轮膨胀机绝热膨胀的克劳德循环制冷实现天然气液化的流程。 12、BOG :蒸发气。 13、解释级联式液化工艺中三温度水平和九温度水平的差异? 答:(1)三温度水平中的制冷循环只有丙烷、乙烯、甲烷三个串接;而九温度水平则有丙烷段、乙烯段、甲烷段各三个组成。 (2)九温度水平阶式循环的天然气冷却可以减少传热温差,且热力学效率很高。 (3)九温度水平阶式循环的天然气冷却曲线更接近于实际曲线。 14、丙烷预冷混合制冷剂天然气液化为何要比无丙烷预冷混合制冷剂天然气液化优? 答:既然难以调整混合制冷剂的组分来使整个液化过程都能按冷却曲线提供所需的冷量,自然便考虑采取分段供冷以实现制冷的方法。C3/MRC 工艺不但综合了级联式循环工艺和MRC 工艺的特长,且具有流程简洁、效率高、运行费用低、适应性强等优点。 15、混合制冷剂的组成对液化流程的参数优哪些影响? (1)混合制冷剂中CH4含量的影响:天然气冷却负荷、功耗以及液化率均随甲烷的摩尔分数的增加而增加; (2)混合制冷剂中N2含量的影响:随着N2的摩尔分数的增加,天然气冷却负荷、液化率以及压缩机功率都将增加,但与甲烷的摩尔分数变化时相比更为缓慢; (3)混合制冷剂中C2H4含量的影响:随着乙烯的摩尔分数的增加,天然气冷却负荷、液化率以及压缩机功率都将降低;
12.8万吨/年多组分轻烃分离装置工艺设计毕业设计 目录 第一章总论 (3) 1.1 原料及产品 (3) 1.2 装置概况 (3) 1.3 原料性能、用法、生产方法 (4) 1.4 乙烯生产工艺技术简介 (2) 第二章工艺流程设计 (12) 2.1工艺流程设计 (12) 2.1.1 工艺方案 (12) 第三章物料衡算 (17) 3.1 原始数据的获得 (18) 3.2 T-101物料衡算 (18) 3.2.1 T-101清晰分割物料衡算 (20) 3.2.2 确定塔的操作压力及温度 (21) 3.2.3 确定最小回流比 (21) 3.2.4 确定最适宜的回流比 (22) 3.2.5 全塔效率及确定实际塔板数 (23) 3.2.6 进料温度的确定 (23) 3.3 T-201清晰分割物料平衡 (24) 3.3.1 T-201清晰分割物料衡算 (24) 3.3.2 确定塔的操作压力及温度 (25) 3.3.3 确定最适宜的回流比........................................................................ . (27) 3.3.4 全塔效率及确定实际塔板数 (28) 3.3.5 进料温度及压力的确定 (29) 3.4 T-301物料衡算 (29)
3.4.1清晰分割物料衡算 (29) 3.4.2 确定塔的操作压力及温度 (30) 3.4.3确定最小回流比 (32) 3.4.4 确定最适宜的回流比 (32) 3.4.5 进料温度的确定 (33) 第四章能量衡算 (34) 4.1 T-101能量衡算................................... 错误!未定义书签。 4.1.1 焓值衡算 (36) 4.1.2 热负荷的计算 (37) 4.1.3 计算传热剂用量 (38) 4.2 T-201能量衡算 (38) 4.2.1 焓值计算 (38) 4.2.2 热负荷的计算 (39) 4.2.3 计算传热剂用量 (39) 4.3 T-301能量衡算 (38) 4.3.1焓值计算 (39) 4.3.2 热负荷的计算 (40) 4.3.3计算传热剂用量 (40) 第五章设备工艺计算及选型 (42) 5.1 塔的设计与选型 (42) 5.1.1 T-101的设计与选型 (42) 5.1.2 T-201的设计与选型 (55) 5.1.3 T-301的设计与选型 (70) 第六章设计结果汇总表 (76) 6.1 全塔的物料衡算表........................................................................ .. (74) 6.2全塔的热量衡算表........................................................................ .. (74) 6.3各塔的操作条件
天然气液化工艺 工业上,常使用机械制冷使天然气获得液化所必须的低温。典型的液化制冷工艺大致可以分为三种:阶式(Cascade)制冷、混合冷剂制冷、带预冷的混合冷剂制冷。 一、阶式制冷液化工艺 阶式制冷液化工艺也称级联式液化工艺。这是利用常压沸点不同的冷剂逐级降低制冷温度实现天然气液化的。阶式制冷常用的冷剂是丙烷、乙烯和甲烷。图3-5[1]表示了阶式制冷工艺原理。第一级丙烷制冷循环为天然气、乙烯和甲烷提供冷量;第二级乙烯制冷循环为天然气和甲烷提供冷量;第三级甲烷制冷循环为天然气提供冷量。制冷剂丙烷经压缩机增压,在冷凝器内经水冷变成饱和液体,节流后部分冷剂在蒸发器内蒸发(温度约-40℃),把冷量传给经脱酸、脱水后的天然气,部分冷剂在乙烯冷凝器内蒸发,使增压后的乙烯过热蒸气冷凝为液体或过冷液体,两股丙烷释放冷量后汇合进丙烷压缩机,完成丙烷的一次制冷循环。冷剂乙烯以与丙烷相同的方式工作,压缩机出口的乙烯过热蒸气由丙烷蒸发获取冷量而变为饱和或过冷液体,节流膨胀后在乙烯蒸发器内蒸发(温度约-100℃),使天然气进一步降温。最后一级的冷剂甲烷也以相同方式工作,使天然气温度降至接近-160℃;经节流进一步降温后进入分离器,分离出凝液和残余气。在如此低的温度下,凝液的主要成分为甲烷,成为液化天然气(LNG)。 阶式制冷是20世纪六七十年代用于生产液化天然气的主要工艺方法。若仅用丙烷和乙烯(乙烷)为冷剂构成阶式制冷系统,天然气温度可低达近-100℃,也足以使大量乙烷及重于乙烷的组分凝析成为天然气凝液。 阶式制冷循环的特点是蒸发温度较高的冷剂除将冷量传给工艺气外,还使冷量传给蒸发温度较低的冷剂,使其液化并过冷。分级制冷可减小压缩功耗和冷凝器负荷,在不同的温度等级下为天然气提供冷量,因而阶式制冷的能耗低、气体液化率高(可达90%),但所需设备多、投资多、制冷剂用量多、流程复杂。
------------------------------------------------------------------------------------------------------------------------------ (单选题) 1: 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于75%,氮气的含量应控制在()之内。 A: 10% B: 5% C: 2% D: 1.50% 正确答案: (单选题) 2: 天然气的膨胀过程是( ) A: 绝热过程 B: 等焓过程 C: 等熵过程 D: 不可逆过程 正确答案: (单选题) 3: 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于( ),氮气的含量应控制在5%之内 A: 90% B: 80% C: 75% D: 85% 正确答案: (单选题) 4: 天然气的膨胀过程是()。 A: 绝热过程 B: 等焓过程 C: 等熵过程 D: 不可逆过程 正确答案: (多选题) 1: 影响贮罐压力的因素有( ) A: 热量进入引起液体的蒸发 B: 充注期间液体的闪蒸 C: 大气压下降 D: 排液或抽气速度 正确答案: (多选题) 2: 小型LNG装置流程通常倾向于选择()。 A: 膨胀机循环 B: MRC循环 C: 级联式循环 D: 带丙烷预冷的MRC循环 正确答案: (多选题) 3: 天然气工业中可用于脱水的方法有()。 A: 直接冷却法 B: 加压冷却法 C: 膨胀制冷冷却法 D: 吸收法
------------------------------------------------------------------------------------------------------------------------------ 正确答案: (判断题) 1: 物质的活度表示了物质相对于其标准态的“活泼“程度。 A: 错误 B: 正确 正确答案: (判断题) 2: 天然气中微量汞对铝制品换热器有腐蚀作用,也应加以脱除。 A: 错误 B: 正确 正确答案: (判断题) 3: 气体的微分等熵效应与微分节流效应不同,等熵膨胀的温降比节流膨胀的要小。A: 错误 B: 正确 正确答案: (判断题) 4: 液化天然气的密度对温度的敏感性较差,温度升高对密度影响较小 A: 错误 B: 正确 正确答案: (简答题) 1: 问答题:液化天然气的主要优势表现在哪里? 正确答案: 略 (简答题) 2: 问答题:级联式制冷循环的优缺点? 正确答案: 略 (简答题) 3: 问答题:天然气净化处理的主要原因有哪些? 正确答案: 略 (简答题) 4: 问答题:三种主要的液化工艺是什么,分析各自的优缺点。 正确答案: 略 (简答题) 5: 问答题:浮式LNG装置设计时需要考虑哪些问题? 正确答案: 略 (简答题) 6: 问答题:透平膨胀机的工作原理是什么?与节流相比有哪些不同? 正确答案: 略 (单选题) 1: 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于75%,氮气的含量应控制在()之内。 A: 10% B: 5% C: 2% D: 1.50% 正确答案: (单选题) 2: 天然气的膨胀过程是( ) A: 绝热过程 B: 等焓过程 C: 等熵过程 D: 不可逆过程 正确答案: (单选题) 3: 液化天然气的主要组分为甲烷,有人认为,液化天然气中甲烷含量不低于( ),