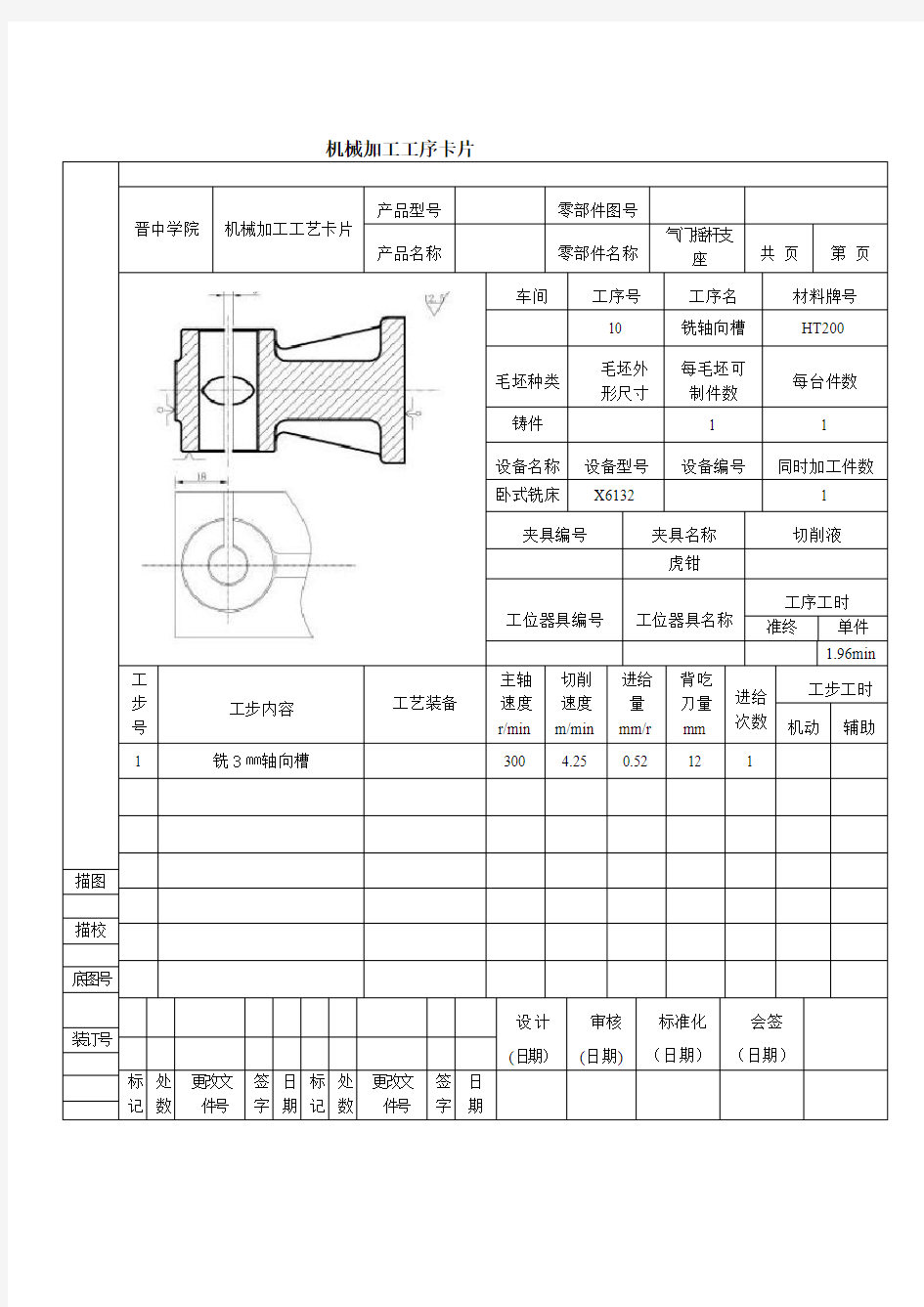
机械加工工序卡片
底图号
装订号
描校 描图
晋中学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
零部件名称
气门摇杆支
座 共 页
第 页
车间 工序号 工序名 材料牌号 10 铣轴向槽 HT200 毛坯种类 毛坯外 形尺寸 每毛坯可制件数
每台件数
铸件 1 1 设备名称 设备型号 设备编号
同时加工件数
卧式铣床
X6132
1 夹具编号
夹具名称 切削液 虎钳 工位器具编号
工位器具名称
工序工时
准终
单件
1.96min
工步号 工步内容 工艺装备
主轴速度 r/min 切削速度m/min 进给量mm/r 背吃刀量mm 进给
次数 工步工时 机动 辅助 1 铣3㎜轴向槽
300 4.25 0.52 12 1
设 计 (日期) 审核 (日期) 标准化
(日期) 会签
(日期)
标记 处
数 更改文
件号
签字 日期 标记 处数 更改文 件号 签字 日期
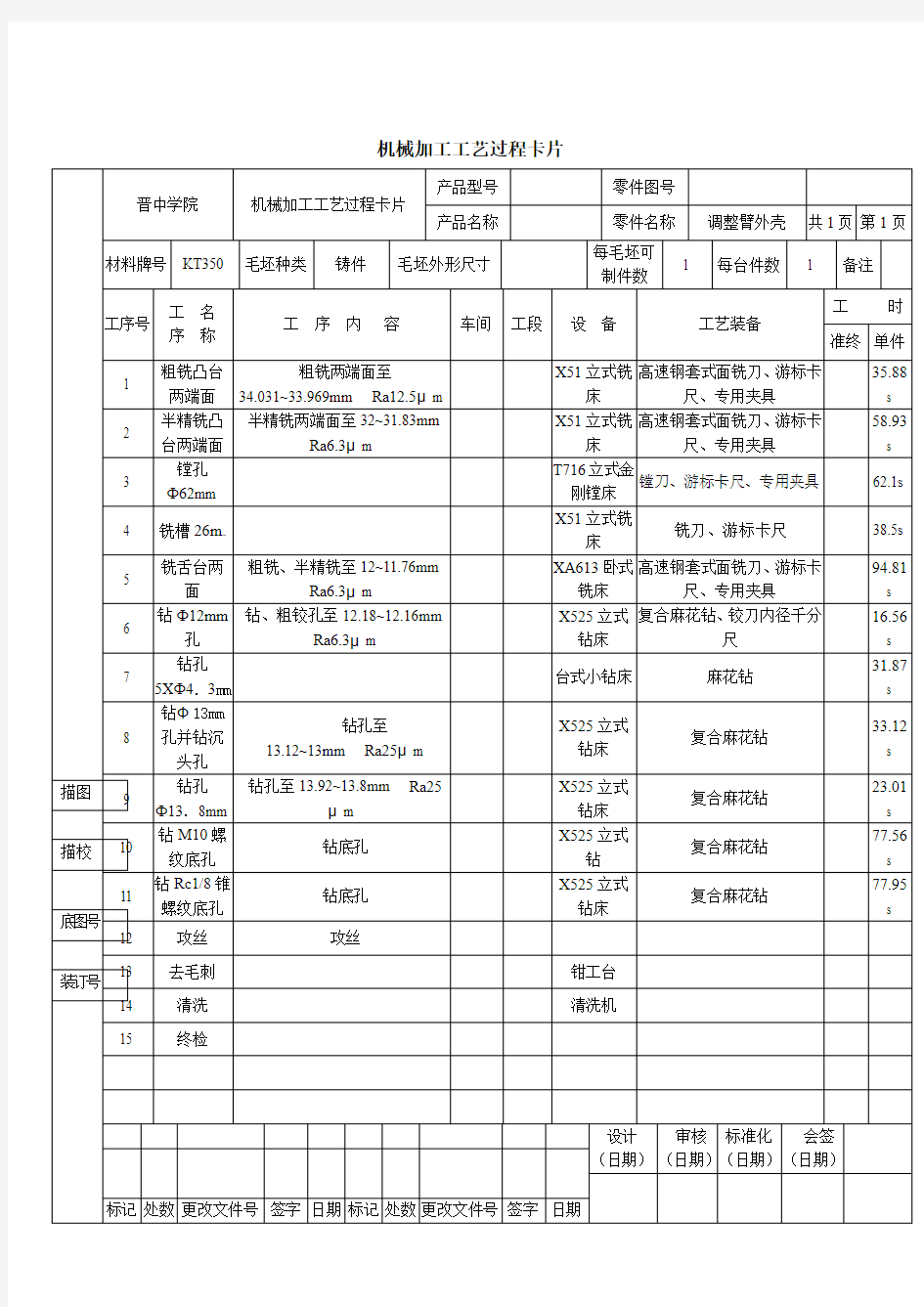
机械加工工艺过程卡片
描图描校底图号装订号
晋中学院机械加工工艺过程卡片
产品型号零件图号
产品名称零件名称调整臂外壳共1页第1页材料牌号KT350 毛坯种类铸件毛坯外形尺寸
每毛坯可
制件数
1 每台件数 1 备注
工序号
工名
序称
工序内容车间工段设备工艺装备
工时
准终单件1
粗铣凸台
两端面
粗铣两端面至
34.031~33.969mm Ra12.5μm
X51立式铣
床
高速钢套式面铣刀、游标卡
尺、专用夹具
35.88
s 2
半精铣凸
台两端面
半精铣两端面至32~31.83mm
Ra6.3μm
X51立式铣
床
高速钢套式面铣刀、游标卡
尺、专用夹具
58.93
s 3
镗孔
Ф62mm
T716立式金
刚镗床
镗刀、游标卡尺、专用夹具62.1s
4 铣槽26m
+
X51立式铣
床
铣刀、游标卡尺38.5s 5
铣舌台两
面
粗铣、半精铣至12~11.76mm
Ra6.3μm
XA613卧式
铣床
高速钢套式面铣刀、游标卡
尺、专用夹具
94.81
s 6
钻Ф12mm
孔
钻、粗铰孔至12.18~12.16mm
Ra6.3μm
X525立式
钻床
复合麻花钻、铰刀内径千分
尺
16.56
s 7
钻孔
5XФ4.3mm
台式小钻床麻花钻
31.87
s 8
钻Ф13mm
孔并钻沉
头孔
钻孔至
13.12~13mm Ra25μm
X525立式
钻床
复合麻花钻
33.12
s 9
钻孔
Ф13.8mm
钻孔至13.92~13.8mm Ra25
μm
X525立式
钻床
复合麻花钻
23.01
s 10
钻M10螺
纹底孔
钻底孔
X525立式
钻
复合麻花钻
77.56
s 11
钻Rc1/8锥
螺纹底孔
钻底孔
X525立式
钻床
复合麻花钻
77.95
s
12 攻丝攻丝
13 去毛刺钳工台
14 清洗清洗机
15 终检
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期