太原科技大学
毕业设计(论文)
设计(论文)题目:CE6152普通车床数控化改造
姓名 **********
学院(系) *********
专业 *********************
年级 ***********
指导教师 *********
2012年 5月 10日
目录
CE6152普通车床数控化改造摘要......................................... III
Abstract ............................................................... IV
第1章绪论 (1)
1.1本文选题的背景及意义 (1)
1.1.1 概述 (1)
1.1.2数控机床的优越性 (1)
1.1.3数控机床在我国的发展现状 (2)
1.2机床进行数控化改造的必要性 (3)
1.2.1从微观上看改造的必要性 (3)
1.2.2从宏观上看改造的必要性 (4)
1.3机床数控化改造的现状 (4)
1.3.1国外机床改造业的现状 (4)
1.3.2我国机床改造业现状 (5)
1.3.3目前我国数控化改造市场的现状 (5)
1.3.4数控化改造是发展我国数控设备的一个重要方面 (6)
1.4卧式车床数控化改造的特点 (6)
第2章数控化改造方案 (9)
2.1总体设计方案的拟定 (9)
2.2设计参数 (9)
2.3总体方案确定 (9)
第3章介绍CE6152普通车床 (11)
3.1 CE6152机床的组成和主要技术参数 (11)
3.2 加工范围及特点 (13)
3.2.1加工范围 (13)
3.2.2 CE6152车床的加工特点 (13)
3.3 传动系统的介绍 (14)
3.3.1主运动传动系统 (14)
3.3.2进给传动系统 (14)
3.3.3刀架纵横向移动 (15)
3.3.4机动进给量的计算 (15)
3.3.5车削螺纹 (15)
第4章数控系统软、硬件的设计 (17)
4.1数控系统的特点 (17)
4.2硬件设计 (17)
4.2.1单片机的选择 (17)
4.2.2存储芯片的选择 (18)
4.2.3I/O接口芯片 (18)
4.3软件设计 (20)
4.3.1监控模块 (20)
4.3.2插补计算模块 (21)
4.3.3步进电动机控制模块 (21)
4.3.4误差补偿模块 (21)
4.3.5系统软件的抗干扰设计 (21)
第5章进给伺服系统的设计计算 (22)
5.1纵向机械传动部分的数控化改造和设计计算 (22)
5.1.1切削力计算 (22)
5.1.2滚珠丝杠的设计计算 (23)
5.1.3计算进给牵引力)
(23)
F
(N
m
5.1.4计算最大动载荷C(N) (24)
5.1.5选择滚珠丝杠螺母副 (24)
5.1.6滚珠丝杠的验算 (25)
5.1.7确定齿轮传动比 (27)
5.1.8步进电动机的计算与选择 (28)
5.2横向机械传动部分的数控化改造和设计计算 (31)
5.2.1切削力计算 (31)
5.2.2滚珠丝杠的设计计算 (32)
(32)
5.2.3计算进给牵引力)
F
(N
m
5.2.4计算最大动载荷C(N) (32)
5.2.5选择滚珠丝杠螺母副 (33)
5.2.6滚珠丝杠的验算 (33)
5.2.7确定齿轮传动比 (35)
5.2.8步进电动机的计算与选择 (36)
第6章其他装置的安装 (39)
6.1主轴脉冲发生器的安装 (39)
6.2自动回转刀架 (39)
6.3丝杠导轨的自动润滑 (40)
6.4对车床导轨和床鞍配合滑动面的改造、密封、加防护罩 (40)
6.5车床加防护罩及密封 (40)
参考文献 (41)
致谢 (43)
附录 (44)
CE6152普通车床数控化改造
摘要
机床的概念,所谓数控是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。而计算机数控机床就是数控机床在计算机监控下进行工作。它的优点很多,如可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。由于我国现在使用的机床大多数为普通车床,自动化程度低,要更新现有机床需要很多资金。为了解决这个问题,也为了适应多品种中、小批量零件加工我们选择机床经济型数控改造。
在CE6152普通车床上采用适合现场实时控制的8031单片机为控制器,以运行特性好、可靠性高的步进电机为驱动执行元件进行数控改造。本论文拟定了CE6152普通车床数控化改造总体设计方案,介绍了CE6152机床的组成、主要技术参数、加工范围及特点和传动系统,进行了CE6152普通车床数控化改造数控系统软、硬件的设计,纵向机械传动部分的数控化改造和设计计算,横向机械传动部分的数控化改造和设计计算以及其他装置的安装设计计算。改造后的CE6152车床有如下优点:(1)可以加工卧式车床加工不了的曲线曲面等复杂零件。(2)可以实现加工柔性自动化,效率比靠凸轮或挡块等实现自动化的机床高3~7倍。(3)加工精度高,尺寸分散小,易于装配。(4)可实现多工序集中加工,提高了相关的加工精度,同时减少了被加工零件在机床间的频繁搬运。(5)拥有自动补偿等多种功能,对于批量较大的,简化了传统机床加工工艺中的工序,机床利用率得以大幅度提高。(6)由于采用了自动化加工技术,可以大大降低操作者的劳动强度,减少废品的产生,提高工作效率。
关键词:数控,车床,改造,CE6152,8031单片机,步进电机
TAIYUAN UNIVERSITY OF SCIENCE & TECHNOLGY
COLLEGE: Institute of Electrical and Mechanical
NAME: Liu Xiaoming
STUDENT NUMBER: 200822130128
CLASSES AND GRADES IN SCHOOL: Mechanical design and manufacturing automation 0811 INSTRUCTOR: Jia Yuqin
Abstract
Numerical Control (NC) is any machining process in which the operations are executed automatically in sequences as specified by the program that contains the information for the tool movement .When Numerical Control is performed under computer supervision, it is called Computer Numerical Control (CNC).CNC machines have many advantages over conventional machines. For example, there is a possibility lf performing operations on the same machine in one setup and production is significantly increased. One of its disadvantages is that they are quite expensive. In our country conventional machine is used widely. So if the machines are replaced, there is going to need a lot of money. In order to agree with the development of our economy, we can reform the conventional machines.
The overall master design: The way to NC improvement of general machine tool CE6152 was introduced that using single-chip computer 8031 to realize the real-time control and driving by step motor.This paper took up the overall design scheme for common lathe’s NC transformation,introduced its consitions,main technological parameters,work range and specialty and transmission system,as well as, the design of soft&hard ware for CE6152 has been done in this article.The longitudinal mechanical transmission part of the numerical control transformation and design calculation were also done;Horizontal mechanical transmission part of the numerical control transformation and design calculation and design and calculation for other device.
After the transformation,this machine has many advantages as follows:(1) complex curves and surfaces which characteristics cannot be done by common lathe but this transformed lathe can.(2) realize flexible automathic machining,efficiency has been highly improved 37 times than CAM or block piece lathes.(3) Processing of high accuracy, scattered size is small, easy to assemble.(4) can achieve multiple operation concentrated processing,improve relative machining accuracy,reduce the processing in the machine tool parts between the frequent handling at the same time.(5) own autocompensation and other functions,for large batch simplify the process of
common lathe.(6) use automatic processing technology, greatly reduce the labor intensity of the operator, reduce the waste generated, improve the work efficiency
Key word: Numerical Control,machining,improvement,CE6152,single-chip computer 8031,step motor
第1章绪论
1.1本文选题的背景及意义
1.1.1 概述
整个人类社会的文明史,就是制造技术不断演变和发展的历史。任何国家的制造业都是国民经济的基础产业,也是国民经济的主要来源。没有发达的制造业,就不可能有国家真正的繁荣和强大。制造技术是制造业的技术支柱,是一个国家科技水平、综合国力的重要体现,制造技术的发展是一个国家经济增长的根本动力。而制造业中机床是其基础装备。我国是一个机床大国,有三百多万台普通机床。但机床的素质差,性能落后,单台机床的平均产值只有先进工业国家的1/10左右,差距太大,急待改造。旧机床的数控化改造,顾名思义就是在普通机床上增加微机控制装置,使其具有一定的自动化能力,以实现预定的加工工艺目标。随着数控机床越来越多的普及应用,数控机床的技术经济效益为大家所理解。在国内工厂的技术改造中,机床的微机数控化改造已成为重要方面。许多工厂一面购置数控机床一面利用数控、数显、PC技术改造普通机床,并取得了良好的经济效益。我国经济资源有限,国家大,机床需要量大,因此不可能拿出相当大的资金去购买新型的数控机床,而我国的旧机床很多,用经济型数控系统改造普通机床,在投资少的情况下,使其既能满足加工的需要,又能提高机床的自动化程度,比较符合我国的国情。1984年,我国开始生产经济型数控系统,并用于改造旧机床。到目前为止,已有很多厂家生产经济型数控系统。可以预料,今后机床的经济型数控化改造将迅速发展和普及[ 1 ]。
1.1.2数控机床的优越性[2-5]
数控机床是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,是技术密集度及自动化程度很高的典型机电一体化加工设备。它与普通机床相比,其优越性是显而易见的,不仅零件加工精度高,产品质量稳定,且自动化程度极高,可减轻工人的体力劳动强度,大大提高了生产效率,特别值得一提的是数控机床可完成普通机床难以完成
或根本不能加工的复杂曲面的零件加工,因而数控机床在机械制造业中的地位愈来愈显得重要。
1.1.3数控机床在我国的发展现状
我国是世界上机床产量最多的国家,但在国际市场竞争中仍处于较低水平;即使国内市场也面临着严峻的形势,一方面国内市场对各类机床产品特别是数控机床有大量的需求,而另一方面却有不少国产机床滞销积压,国外机床产品充斥市场。90年国外数控机床在我国市场的占有率仅达15%左右,而95年已达77%。严重影响我国数控机床自主发展的势头。
这种现象的出现,除了有经营上、产品制造质量上和促销手段上等原因外,一个主要的原因是我国生产的数控机床品种、性能和结构不够先进,新产品(包括基型、变型和专用机床)的开发周期长,从而不能及时针对用户的需求提供满意的产品。具体地说,这个问题反映在下列五个方面:
(1) 我国机床厂目前开发基型产品的周期约为15~18个月,其中设计时间约为5~8个月,占总周期的40%左右。而国外一些先进机床厂同类基型产品的开发周期为6~9个月,其中设计大约1.5~2个月,只占25%。因此无论是产品开发的总周期还是设计所占的时间比例均与国外先进水平有很大的差距。
(2) 我国工厂由于缺乏设计的科学分析工具(如分析和评价软件、整机结构有限元分析方法以及机床性能测试装置等),自行开发的新产品大多基于直观经验和类比设计,使设计一次成功的把握性降低,往往需要反复试制才能定型,从而可能错过新产品推向市场的良机。
(3) 用户根据使用需要,在订货时往往提出一些特殊要求,甚至在产品即将投产时有的用户临时提出一些要求,这就需要迅速变型设计和修改相应的图纸及技术文件。在国外,这项修改工作在计算机的辅助下一般仅需数天至一周,而在我国机床厂用手工操作就至少需1~2个月,且由于这些图纸和文件涉及多个部门,常会出现漏改和失误的现象,影响了产品的质量和交货期。
(4) 现在我国工厂设计和工艺人员中青年占多数,他们的专业知识和实际经验不足, 又担负着开发的重任。
(5)由于长期以来形成的设计、工艺和制造部门分立,缺乏有效的协同开发的模式,不能从制订方案开始就融入各方面的正确意见,容易造成产品的反复修改,延长了开发的周
期。
为解决这些问题,必须对产品开发的整个过程综合应用计算机技术,发展优化和仿真技术,提高产品结构性能,并建立起基于并行工程(Concurrent Engineering)的使设计、工艺和制造人员协同工作和知识共享的产品虚拟开发环境,使用相应的产品虚拟开发软件,这样才能有效地解决产品开发的落后局面,使企业取得良好的经济效益。
1.2机床进行数控化改造的必要性
1.2.1从微观上看改造的必要性
从微观上看,数控机床同传统机床相比有如下突出的优越性,而且优越性都来自数控系统计算机的威力。
(1)可以加工传统机床加工不出来的曲线,曲面等复杂的零件。由于计算机有高超的运算能力,可以准确的计算出每个坐标轴瞬时应该运动的运动量,因此可以复合成复杂的曲线或曲面。
(2)可以实现价格的自动化,而且是柔性自动化,从而效率可比传统机床提高3~7倍。由于计算机具有记忆力和存储能力,可以见输入的程序记住和存储下来,然后按照程序规定的顺序自动去执行,从而实现自动化,从而使单件和小批量生产得以自动化,故被成为实现了“柔性自动化”。
(3)加工零件的精度高,尺寸分散小,使装配容易,不需要再“修配”。
(4)可以实现多工序的集中,减少零件在机床间频繁搬运。
(5)拥有自动报警,自动监控,自动补偿等多种自律功能,因而可实现长时间无人看管加工。
由以上五条优越性派生的好处是降低了工人的劳动强度,节省了劳动力(一个人可以看管多台机床),减少了工装,缩短了新产品试制和生产周期,可对市场需求做出快速反应等。
以上这些优越性是前人想象不到的,是一个极为大的突破。此外,数控机床还推行FMC (柔性制造单元),FMS(柔性制造系统)以及CIMS(计算机集成制造系统)等企业信息化改造的基础。数控技术已成为制造业自动化的核心技术和基础技术。
1.2.2从宏观上看改造的必要性
从宏观上看,20世纪70年代末,80年代初,工业发达的国家的军,民机械工业一开始大规模应用数控技术。其本质是,采用信息技术对传统产业(包括军,民机械工业)进行技术改造。除在制作过程中采用数控技术。FMC,FMS外,还在产品开发中推行CAD,CAM,CAE,虚拟制造,在生产管理中推行MIS(管理信息系统),CIMS等,在其生产的产品中增加信息技术,包括人工智能等,最终使得他们的产品在国际军品和民品的市场上竞争力大为增强。而我国在信息技术改造传统产业方面比发达国家落后20年。如我国机床拥有量中,数控机床的比例(数控化率)到1995年只有1.9%,而日本在1994年已达到20.8%,因此,每年都有大量机电产品进口。这也是从宏观上说明机床数控化改造的必要性[ 6 ]。
1.3机床数控化改造的现状[ 7-10 ]
1.3.1国外机床改造业的现状
在美国,日本和德国等发达国家,他们的机床改造作为新的经济增长行业,生意盎然,正处在黄金时代。由于机床及其技术的不断进步,机床改造是个“永恒”的话题。在美国,日本,德国,用数控技术改造机床和生产线具有广阔的市场,已形成了机床和生产线改造的新的行业。在美国,机床改造也称为机床再生(Remanufacturing)业。从事再生业的著名公司有:Bertsche工程公司,Ayton机床公司,Develieg-Bullavd(得宝)服务集团,US 设备等。美国得宝公司已在我国开办公司。在日本,机床改造业称为机床改装(Retrofitting)业。从事改装业的著名公司有:大隈工程集团,岗三机械公司,千代田工机工司,野崎工程公司,滨田工程公司,山本工程公司等。
数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型,超小型化;在智能化基础上,综合了计算机,多媒体,模糊控制,神经网络等多学科技术,实现了高速,高精,高效控制,加工过程中可以自动修正,调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。以FANUC和SIEMENS为代表的数控系统生产商已在几年前推出了具有网络功能的数控系统。在这些系统中,除了传统的RS232接口外,还备有以太网接口,
为数控机床联网提供了基本条件。
1.3.2我国机床改造业现状
我国的数控系统以传统的封闭式体系结构为主。在传统的封闭式结构中,CNC只能作为非智能的机床运动控制器。加工过程变量根据经验以固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。CAD/CAM和CNC之间没有反馈控制环节,整个制造过程中CNC只是一个封闭式的开环执行机构。在复杂环境以及多变条件下,加工过程中的刀具组合,工件材料,主轴转速,进给速率,刀具轨迹,背吃刀量,步长,加工余量等加工参数,无法在现场环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM的设定量,因而影响CNC的工作效率和产品加工质量。由此可见,传统CNC系统的这种固定程序控制模式和封闭式体系结构,限制了CNC向多变量智能化控制发展,已不适应日益复杂的制作过程,因此,对数控机床实行改革势在必行。
1.3.3目前我国数控化改造市场的现状
(1)机床数控化改造的市场现状
目前我国机床总量380万台,而其中数控机床只有11.34万台,即我国机床数控化率不到3%。2000年以来,我国数控机床年产量为0.6~0.8万台,年产值约18亿元,机床年产量数控化率为6%。我国机床役龄10年以上的占60%以上;10年以下的机床中,自动,半自动机床不到20%,FMC/FMS等自动化生产线更屈指可数(美国和日本自动和半自动机床占60%以上)。国内传统旧有机床的数控化改造是一个潜力巨大的市场。
(2)进口设备和生产线的数控化改造市场
我国自改革开放以来,很多企业从国外引进技术,设备和生产线进行技术改造。据统计,1979~1988年10年间,全国引进技术改造项目就有18446项,大约165.8亿美元。
这些项目中,大部分项目为我国经济建设发挥了应有的作用。但是有的引进项目由于种种原因,设备和生产线不能正常运转,甚至瘫痪,使企业的效益受到影响。一些设备,生产线从国外引进后,由于备件不全,维护不当,结果运转不良;有的引进时只注意引进设备,工艺,管理等,造成项目不完整,设备潜力不能发挥;有的以能耗高,产品合格率低造成亏损;有的已引进了较长时间,需进行技术更新。
这些不能使用的设备,生产线是一批很大的存量资产,修好了就是财富。只要找出主要的技术难点,解决关键技术问题,就可以以最小的投资盘活最大的存量资产,争取到最大的经济效益和社会效益。这也是一个极大的改造市场。
1.3.4数控化改造是发展我国数控设备的一个重要方面
《国务院关于加快装备制造业的若干意见》(以下简称《若干意见》)的发布和实施,是提高我国国际竞争力,实现国名经济全面,协调和可持续发展的战略举措。《若干意见》把发展数控装备和数控系统及其功能部件作为振兴装备制造业重大突破的16个关键领域之一,对我国机床工具行业发展,具有重要指导意义。
数控机床是装备制造业的工作母机,是实现制造技术和装备现代化的基石。国际上一些发达国家一直把高性能数控机床作为战略物资而严加控制,限制我国进口高性能数控机床;
国外装备制造业的发展经验证明,发展装备制造业,数控机床是基础。“十五”期间,我国机床工业连续几年快速发展,到2005年我国机床产值从“九五”末期列世界第八位,跃居到世界第三位。
但从总体上看,我国机床工业同世界先进水平相比,差距仍然十分明显:一是国内高档数控机床在品种,水平和数量上远远满足不了国内的发展需求,高档数控机床目前仍要大量依赖进口;二是数控机床功能部件和数控系统发展滞后,成为我国数控产业发展的瓶颈;三是机床制造企业技术装备水平不高,制造能力,综合管理和服务能力等方面不能满足市场快节奏发展的要求;四是大型国有企业旧的设备比例大,设备更新所需资金缺口大。
1.4卧式车床数控化改造的特点
目前,我国车床主要是卧式车床,与发达国家相比,型号陈旧,技术水平落后,严重影响了生产发展。采用先进的数控车床,已成为当今世界制造业的发展趋势。鉴于国内制造业中普通机床的占有率较高,提高车床数控化率有两个可行的途径,一是购置新的数控车床;二是把卧式车床改为数控车床。根据国内目前的经济情况,花大量的资金更换全新的数控车床花费过高,给企业造成的经济负担较大,同时报废大量普通车床是一个很大浪费。因此各个企业根据自身的情况,酌情进行数控化的提高,可以购置一批精度高,性能强的数控机床,或数控改造化一批尚有一定精度的卧式车床。卧式车床数控化改造的特点
(1)车床改造针对性强,容易适宜生产的要求。因为车床的改造方案是根据原机床中存在的问题提出的,要改哪些地方,改到什么程度都有的放矢,能与生产结合,可以直接将科学技术转化为生产力,使企业有积极性。
(2)车床改造可以充分利用原机床的绝大部分零部件,大大节约原材料和资金,见效快,改造周期短,可满足生产急需。因为旧车床数控化改造大部分床身,立柱等基础件和许多传动部分不需更换,与购买新车床相比,费用只需其1/15~1/10,工期大大缩短,节约了成本,解决了生产急需。
(3)改造后的车床性能稳定可靠,车床应用范围得到扩大,适应多品种,小批量零件生产。这是因为车床的大型构件都是铸铁制成的,而铸铁件年代越久时效越充分,精度比新铸铁更加稳定。改造不需要改变支撑类大型构件,只需修复和更换中小型部件就可以获得与新机床类似的效果。改造后的车床功能有较大提高。除了保有功能外,还可以满足各种复杂型面类零件加工,极大的扩展了车床的应用范围。
(4) 经过数控化改造,可以有效提高工件加工精度和生产效率。因为改造时根据生产技术的发展要求,及时提高生产设备的自动化水平和效率,提高设备质量。
(5)可以充分发挥企业现有技术力量的作用,调动技术人员的积极性;同时对工人技术水平要求不高。
(6)在改造期间,通过拆除旧机床,装配新的零部件等改造过程,间接培养了数控人才,对机床特性有了详细的了解,在操作使用和维护方面培训时间短,见效快。
通过车床数控化改造,可以使其与卧式车床相比有如下优点:
(1)可以加工卧式车床加工不了的曲线曲面等复杂零件。
(2)可以实现加工柔性自动化,效率比靠凸轮或挡块等实现自动化的机床高3~7倍。
(3)加工精度高,尺寸分散小,易于装配。
(4)可实现多工序集中加工,提高了相关的加工精度,同时减少了被加工零件在机床间的频繁搬运。
(5)拥有自动补偿等多种功能,对于批量较大的,简化了传统机床加工工艺中的工序,机床利用率得以大幅度提高。
(6)若购置一台新的数控车床,国内数控车床价格也要7万~8万,进口设备有的近二十万元;而对卧式车床进行数控化改造也能满足实际生产需求,改造的成本只有2万~3
(7)由于采用了自动化加工技术,可以大大降低操作者的劳动强度,减少废品的产生,提高工作效率。
第2章数控化改造方案
本毕业设计为应用数控技术对CE6152卧式车床进行自动化和精密化的改造,经改造后的机床完全能实现外圆,锥度,螺纹,端面等加工的自动控制,提高了原机床生产效率,降低了劳动强度。
本数控化改造主要围绕在车床上增设数控装置和执行元件,选择合适的机床伺服系统等方面进行。
2.1总体设计方案的拟定
要求将CE6152卧式车床改造成用MCS-51系列单片机控制的经济型数控机床,采用步进电机开环控制,纵向和横向均有直线和圆弧插补功能。要求该车床增配自动回转刀架和主轴编码器,具有螺纹切削的功能。系统横向分辨率达到0.005mm。
2.2设计参数
最大加工直径(mm):在床身上:520
最大加工长度(mm): 1500
溜板及刀架重量(N):纵向:1000 横向:500
刀架快移速度(m/min):纵向:2 横向:1
最大进给速度(m/min):纵向:0.6 横向:0.3
最小分辨率(mm):纵向:0.01 横向:0.005
脉冲当量(mm/步):纵向:0.01 横向:0.005
定位精度(mm): 0.02
主电机功率(KW): 5.5
起动加速时间(ms): 35
2.3总体方案确定
(1)系统的运动方式和伺服系统的选择。由于改造后的数控车床应具有定位,直线插补,圆弧插补,暂停,循环加工,米/英制螺纹加工等功能,故选择连续控制系统。根据设计要求,采用步进电动机开环控制系统。
(2)计算机控制系统的选择。根据系统运行方式,可以采用8位微机。由于MCS—51
系列单片机具有集成度高,可靠性好,功能强,速度快,抗干扰能力强,具有很高的性价比等特点,故采用MCS—51系列的8031单片机扩展系统。该控制系统由微机部分,键盘及显示器,I/O接口及光电隔离电路,步进电动机功率放大器组成。系统的加工程序和控制命令通过键盘操作实现,显示器采用双排数码管显示加工数据及机床状态信息。
(3)机械传动方式。为实现机床所要求的分辨率,采用齿轮丝杠的减速方式;为保证一定的传动精度和平稳性,尽量减少摩擦力,选用滚珠丝杠螺母副取代原车床丝杠;为提高传动刚度和消除间隙,采用有预加荷载的结构;齿轮传动也采用消除侧间隙的结构。经济型数控车床总体结构框图见图2.1[11]。
图2.1 经济型数控车床总体机构框图
第3章介绍CE6152普通车床
3.1 CE6152机床的组成和主要技术参数
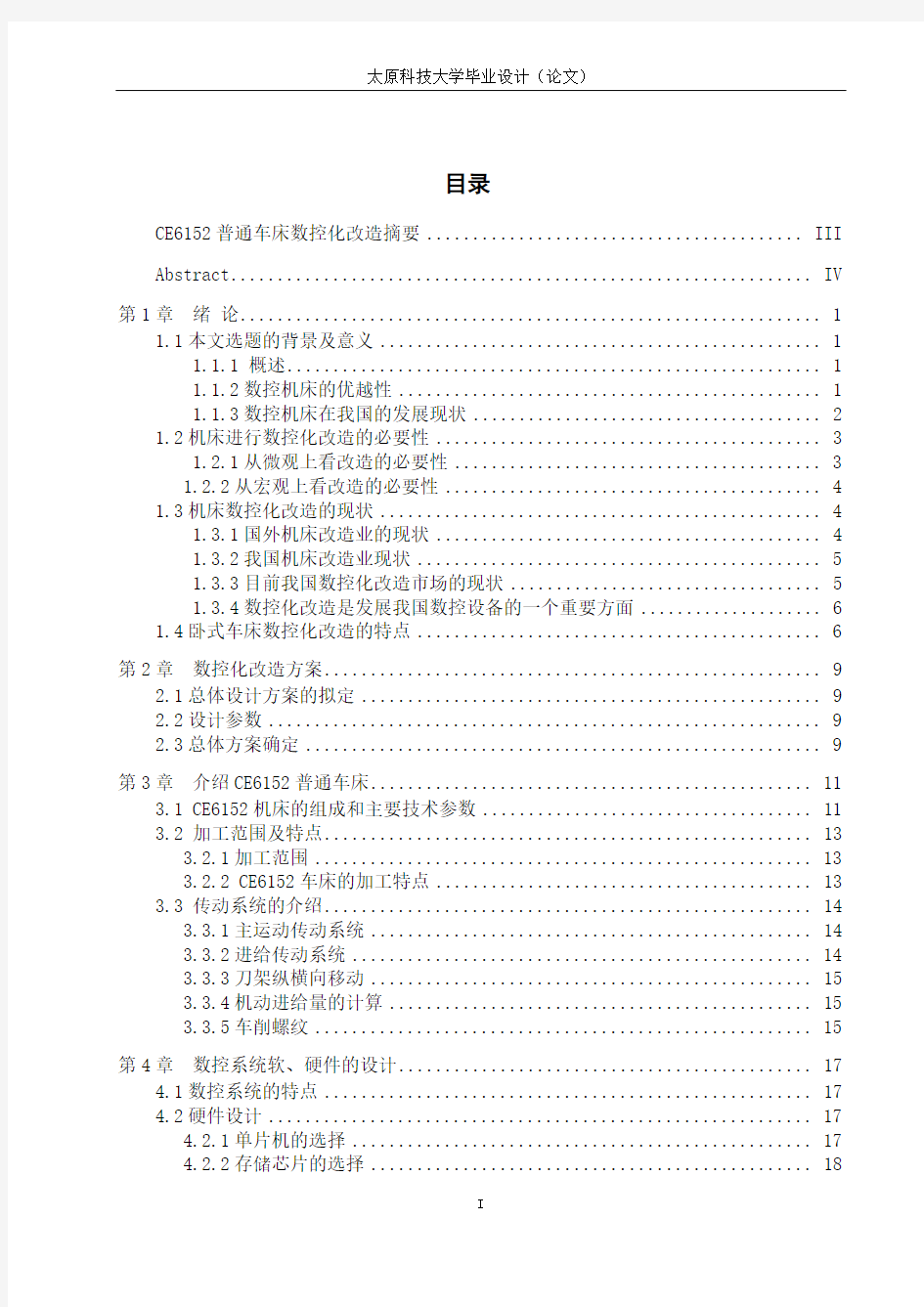
1.CE6152车床的主要组成部件由图3.1所示。
图3.1 CE6152车床外形图
1—主轴箱 2—刀架 3—尾座 4—床身
5—右床腿 6—溜板箱 7—左床腿 8—进给箱
1.主轴箱主轴箱1是一部件,由箱体、主轴、传动轴、轴上传动件、变速操纵机构、润滑密封件等组成。主轴通过前端的卡盘或者花盘带动工件完成旋转作主运动,也可以安装前尖顶通过拨盘带动工件旋转。
2.刀架四方刀架装在小滑板上,而小滑板装在中滑板上,纵滑板可沿床身导轨纵向移动,从而带动刀具纵向移动,用来车外圆、镗内孔等。而中滑板相对于纵滑板作横向移动,用来带动刀具加工端面、切断、切槽等。小滑板可相对中滑板改变角度后带动刀具斜进给,用来车削内外短锥面。
3.尾座尾座3可沿其导轨纵向调整位置,其上可安装顶尖支撑长工件的后段以加工长圆柱体,也可以安装孔加工刀具加工孔。尾座可横向作少量的调整,用于加工小锥度的
外锥面。
4.进给箱进给箱8内装有进给运动的传动及操作装置,通过改变进给量的大小,可改变所加工螺纹的种类及导程。
5.床身及床腿床身4是机床的支承件,它安装在左床腿7和右床腿5上并支承在地基上。床身上安装着机床的各部件,并保证它们之间具有要求的相互准确位置。床身上面有纵向运动导轨和尾座纵向调整移动的导轨。
6.溜板箱溜板箱6与纵向滑板(床鞍)相连,溜板箱内装有纵、横向机动进给的传动换向机构和快速进给机构等。
2.CE6152车床的主要技术参数,如表
3.1
表3.1 CE6152车床的主要技术参数
床身上最大工件回转直径520mm
刀架上最大工件回转直径300mm
最大工件长度750、1000、1500、2300、3000mm 主轴中心至床身平面导轨距离262mm
最大车削长度650、900、1400、2200、2900mm
主轴孔径52mm
主轴转速正转(24级)12~1400r/min
反转(12级)141400r/min
刀架纵向及横向进给量各35种
纵向一般进给量
0.08~1.69mm
横向一般进给量
0.027~0.6mm
刀架纵向快速移动速度4m/min 车削螺纹范围米制螺纹(36种)1~96mm
英制螺纹(20种) 2~24牙/in
模数螺纹(31种)0.5~24mm
径节螺纹(37种)1~96牙/in 主电动机功率 5.5kw
转速1440r/min 快速电动机功率250kw
转速1360r/min
3.2 加工范围及特点
3.2.1加工范围
CE6152车床的工艺范围很广,它能完成车削内外圆柱面、圆锥面、车削端面、各种螺纹、成形回转面和环形槽等多种多样的加工工序。也可以进行钻孔、扩孔、铰孔、攻螺纹、套螺纹和滚花等工作。CE6152车床加工精度可达IT7级,加工工件表面粗糙度Ra 值能达到1.6μm 。其能加工的典型表面如图3.2所示。CE6152车床主运动由工件随主轴旋转来实现,而进给运动由刀架的横向运动来完成。由于机械产品中回转表面的零件很多。车床的工艺范围又较广泛,因此CE6152车床使用十分广泛[12]。
3.2.2 CE6152车床的加工特点
1.加工范围较大。
2.加工时,主运动是工件和旋转运动,进给运动是刀具的纵向和横向移动。
3.正常情况下,在车削加工过程中,切削力比较稳定,加工比较平稳。
4.在车削加工过程中切屑和刀具之间的剧烈挤压和摩擦,以及刀具与工件之间的摩擦,产生了大量的切削热,但大部分热量被切屑带走,所以CE6152在加工过程中一般可以不使用切削液。
5.在一般情况下,这种机床多用于粗加工和半精加工。
图3.2 车床加工的典型零件
3.3 传动系统的介绍
CE6152车床的传动系统,由主运动传动系统、车螺纹进给传动系统组成,见附录B 。
3.3.1主运动传动系统
(1)传动路线
主轴运动由电动机经皮带轮和三角皮带传至床头箱中的I 轴。I 轴上装有一个双向片式摩擦离合器,用于控制主轴正反向及停车。当离合器向左压紧时,运动通过齿轮1-6或2-7使Ⅱ轴得到两级正转,若离合器向右压紧,运动通过中间齿轮传到Ⅱ轴,使Ⅱ轴得到一级反转。Ⅲ轴上有一个三联滑动齿轮,分别与Ⅱ轴上固定齿轮8、9或10相啮合,将运动从Ⅱ轴传到Ⅲ轴。从Ⅲ轴开始,运动分两条线路传到Ⅵ轴(主轴),一条是由齿轮14直接传到Ⅳ轴左边的齿轮27(高速传动路线);另一条是由齿轮15-17或16-18传到Ⅳ轴,再经19-22或20-21传到Ⅴ轴,最后经齿轮23传到Ⅵ轴右端齿轮24(低速传动路线)。
Ⅵ轴(主轴)上两个齿轮27和24 都是空套在主轴上的,它们通过离合器与Ⅵ轴相连,当离合器向左移动时,通过14-27使主轴获得6种高转速;若离合器向右移动,则主轴得到24种低转速,主轴总共可获得30种转速,但其中6种是重复的,实际只有24种转速可供选用。
(2)主轴转速的传动计算式(正转)
在这里列举最低和最高两种转速的计算式,其余各级转速可类推。 最低转速计算式是min /1264328020802052203951164821440min r n =??????
= 最高转速计算式是min /140046
5436363456164821440max
r n =????= 3.3.2进给传动系统
车削的进给量是以主轴每转,刀具的移动量来表示,所以进给运动是以主轴为主动件来计算的。运动由主轴上的齿轮26-28传到Ⅷ轴,或由主轴上的齿轮24-23,传到Ⅴ轴,再经齿轮21-20,18-16(或22-19,17-15)传到Ⅲ轴,通过16-28传到Ⅷ轴(增大螺距机构)。由Ⅷ经齿轮30-32传到ⅩⅧ轴或经齿轮29-31传到ⅩⅦ轴再由31-32传到ⅩⅧ轴(正反向机构)。运动再经ⅩⅧ轴的左端配换挂轮传动进给箱。进给箱内有一组双轴滑移基本组齿轮和一组增备组齿轮。根据零件的不同加工要求(机进给或车螺纹),结合子66有不
目录 第一章设计任务 (5) 1.1题目: (5) 1.2 任务 (5) 第二章总体方案的确定 (6) 第三章机械系统的改造设计方案 (7) 3.1主轴系统的改造方案 (7) 3.2安装电动卡盘 (7) 3.3换装自动回转刀架 (8) 3.4螺纹编码器的安装方案 (8) 3.5进给系统的改造与设计方案 (9) 第四章进给传动部件的计算和选型 (10) 4.1脉冲当量的确定 (10) 4.2切削力的计算 (10) 4.3滚珠丝杠螺母副的计算和选型 (11) 4.4同步带减速箱的设计 (12) 4.5步进电动机的计算与选型 (13) 4.6同步带传递效率的校核 (16) 第五章绘制进给传动机构的装配图 (18) 第六章控制系统硬件电路设计 (21) 第七章步进电动机驱动电源的选用 (22) 第八章容总结 (29) 参考文献 (30) 摘要
我国目前机床总量为380万余台,而其中数控机床总数只有11.34万台,这说明我国机床数控化率不到3%。我们大多数制造业和企业的生产、加工设备大多数是传统机床,而且半数以上是役龄在10年以上的旧机床。用这种机床加工出来的产品普遍存在质量差、品种少、成本高等缺点,因此这些产品在国际、国市场上缺乏竞争了,这直接影响了企业的生存和发展。所以必须提高机床的数控化率。 对于我国的实际情况,大批量的购置数控机床是不现实也是不经济的,只有对现有的机床进行数控改造。数控改造相对于购置数控机床来说,能充分发挥设备的潜力,改造后的机床比传统机床有很多突出优点,由于数控机床的计算机有很高的运算能力,可以准确的计算出每个坐标轴的运动量,加工出较复杂的曲线和曲面。其计算机有记忆和存储能力,可以将输入的程序记忆和存储下来,然后按程序规定的顺序自动去执行,从而实现自动化。数控机床只要更换一个程序,就可以实现另一工件的加工,从而实现“柔性自动化”。改造后的机床不象购买新机那样,要重新了解机床操作和维修,也不了解能否满足加工要求。改造可以精确计算出机床的加工能力,另外,由于多年使用,操作者对机床的特性早已了解,操作和维修方面培训时间短,见效快。另外,数控改造可以充分利用现有地基,不必像购入新机那样需要重新构筑地基,还可以根据技术革新的发展速度,及时地提高生产设备的自动化水平和档次,将机床改造成当今水平的机床。 数控技术改造机床是以微电子技术和传统技术相结合为基础,不但技术上具有先进性,同时在应用上比其他传统的自动化改造方案有较大的通用性和可用性,且投入费用低,用户承担得起。由于自投入使用以来取得了显著的技术经济效益,已成为我国设备技术改造中主要方向之一,也为我国传统机械制造技术朝机电一体化技术方向过渡的主要容之一。
车床数控化机械部分的改造设计 发表时间:2018-12-26T12:35:56.377Z 来源:《防护工程》2018年第27期作者:王德顺 [导读] 车床是机械加工业中必不可少的加工工具。随着我国经济的迅速发展,机械加工业也在快速发展。 济宁市技师学院山东省济宁市 272000 摘要:近几年,我国生产制造行业得到了迅速的发展。在生产制造业发展过程中数控机床的市场需求也不断增加,对于普通机床的改造成为时代发展的主要趋势。在实际普通车床数控化改造过程中,电极参数选择不精确、数控系统功能不合理等问题频繁发生,影响了普通车床数控化改造的精确度。因此为了保证改造后数控机床的应用效率,对具体改造过程进行进一步分析非常必要。 关键词:普通车床;机械结构;数控化改造 车床是机械加工业中必不可少的加工工具。随着我国经济的迅速发展,机械加工业也在快速发展,数控车床逐渐取代了原本的普通车床,但是,普通车床仍然在使用。因为数控车床的价格比较高,很多企业无法负担,所以,需要对普通车床的机械结构进行数控化改造,以增强普通车床的自动加工能力,提高加工精度。通过对某型号普通车床机械结构进行数控化改造,提高普通车床的加工精度。 一、车床数控化改造的必要性 相比较于传统机床,通过数控机床,能够对繁琐复杂的零件开展加工工作;能够显著提高机床工作效率,确保机床加工自动化月柔性自动化的实现;数控机床所加工的零件具有非常高的精准度,尺寸计算能力更强,有利于安装与配置工作的开展,不需要开展有关修配工作;能够集中起多个工序,降低零件的搬运频率;能够自主开展有关报警监控与补偿等工作等等;使工人劳动强度得到显著降低,有效缩减新产品试制与生产周期。与此同时,在企业信息化改造过程中,机床数控化发挥着重要的基础作用,数控技术既是制造业自动化的核心技术,更是其重要的基础技术。 二、车床数控化改造的特点 1、车床改造方案的制定,是通过车床中存在的问题来进行的。在改造车床的过程中,具有较强的针对性,确保符合有关生产的要求与规定。在改造旧车床数控化过程中,大多数基础件与很多传动部分无需进行更换,应当将这些零部件予以高效利用,在减少原材料与资金费用开支的同时,能够有效缩短改造时间,确保生产工作的迅速开展。 2、通常情况下,车床大型构件的制造运用的是铸铁,相比较于新铸件其稳定性更加突出,只需对中小型部件开展修复或更换工作即可。应当满足多品种、小批量零件生产的需要,扩大车床应用范围。通过车床数控化改造,能够实现生产设备自动化水平与能力的提升,强化设备质量。此过程中,更加需要注入科学技术的力量,让科学技术的应用促进车床数控化的改造,以促进改造目的的实现。 三、机床精度、质量检测与调试 1、精度调试。普通车床机械部分数控化改造后,必须进行精度调试。数控车床精度主要体现在:主轴跳动、刀塔精度、丝杠精度三方面可以用主轴千分表测量主轴精度、刀塔两项精度;跳动、圆度精度不合格的通过主轴卡头重新装配或车卡头来实现精度调整; X、Z 轴丝杠精度可通过调节伺服电机的齿轮比及精修丝杠和调节反向间隙及刀塔装配位置调整,反向间隙调试时要选用千百分表;进行几何精度调试时,可选择用角尺,平尺,千分表;当进行定位误差调试时,必须用激光干涉仪对定位精度进行测量,然后,根据情况进行适当的补偿,可以大大提高机床的定位精度和加工精度。重复定位精度不合格,要通过调整丝杠和丝杠母间隙或更换丝杠和轴承。精度调试是一个比较复杂的过程,一般是机械和电气部分都改造好后再调试。不同的机型调试也有差异,要根据机型特点进行调试,一般都要反复调几次,直到调好为止。 2、质量检测与调试 (1)质量检测。质量检验指机床性能和功能的检验,普通车床数控化改造后,机床性能检验项目主要有主轴性能、进给性能、机床噪声、润滑等。主轴性能有手动操作、手动数据输入方式(MDA);进给性能有手动操作、手动数据输入方式(MDA)、软硬限位、回原点;数控功能检验项目有准备功能、辅助功能、操作功能、显示功能等方面。 (2)检测与调试。质量检测与调试包括空运转检测调试、动作检测调试、功能检测调试及试切削检测调试等。空运转检测调试:让机床主运动由低、中、高运转,观察主轴轴承温度是否稳定,再输入程序做连续运动,如果正常可连续运转不少于48h。动作检测调试:按数控系统安装手册进行主轴变挡指令调试,检测各轴正负两个方向的超程。功能检测调试:用指令对机床的功能进行调试,检查动作的灵活性和功能的可靠性。然后做进给坐标超程、手动数据输入、位置显示、程序暂停、程序删除、回基准点,程序序号显示和检索、直线插补、直线切削循环、刀具位置补偿、螺距补偿、锥度切削循环、螺纹切削循环、圆弧切削循环、间隙补偿等功能的可靠性、动作灵活性等调试。试切削检测调试:把事先准备好的零件程序输入系统,进行试切削加工,检测机床数控化改造后的加工性能和精度的稳定性。 四、车床数控化改造 1、普通车床床身导轨的改造。我国大部分普通车床的床身材料为铸铁,在进行数控化改造时,为了提高床身导轨的精度,可以在铸铁导轨上粘贴塑料软带。塑料软带能够提高车床导轨的润滑性,使导轨上的主刀行进得更加流畅,从而保证车床的加工精度。在改造过程中,也可以将传统的铸铁导轨改造为滚动导轨,滚动导轨的摩擦系数比较小,不会影响机械加工的几何精度。 2、滚珠丝杠的改造。滚珠丝杠主要是由滚珠、丝杠、回珠管等构成的,它可以将车床机械部件的回转运动转化为直线运动。普通车床中的滚珠丝杠可以提高车床的传动效率,使车床刀轴的行进过程更加平稳。因为滚珠丝杠在运行过程中不会产生较大的振动,所以,不会产生过大的摩擦阻力。对滚珠丝杠进行数控化改造时,需要测量滚珠丝杠的齿差缝隙、丝杠转速和滚珠直径等,以保证改造完成后车床不会出现直线行进失稳的情况。 3、主轴传动系统的数控化改造。普通车床的主轴是由电动机带动皮带使主轴旋转。在数控化改造时,尽量不要破坏原本的主轴箱,主要改造电机的变速系统。因此,可以用双速或者四速电动机代替原本的电动机,以增强主轴传动系统的传动能力。在改造过程中,可以在主轴传动系统中增加脉冲编码器,标记主轴运行的初始位置,为主轴传动编码,让主轴每转动一圈编码器自动调整一次主轴刀具的位置。一般情况下,脉冲编码器安装在主轴箱中,并与电动机的传动齿轮1∶1 连接,从而实现主轴与编码器的同步运行。 4、车床进给系统的数控化改造。在改造进给系统时,需要加装步进电机,并在进给系统的步进电机上安装减速器。减速器通过连接装
摘要 数控机床作为机电一体化的典型产品,在机械制造业中发挥着巨大的作用,很好的解决了现代机械制造中的结构复杂.精密.批量小.多变零件的加工问题。且能稳定加工质量,大幅度提高生产效率。但数控机床价格昂贵,一次性投入对企业来说负担很大。另一方面,在国内还有大量的普通机床,只需对其进行一些相关的技术性改造就可以形成一定生产能力的经济型数控机床。不仅能节省很大一部分资金,还能提升其市场竞争力。具有极大的经济潜力。 对于职业院校的数控实训教学而言,通过闲置的普通车床进行数控化改造,可盘活资产,实现资产优化配置,同时对教师和学生而言也是一次很好的学习、锻炼和提高的机会。对推动教学改革、专业转型和课程开发都有积极的意义。 我院现有闲置的普通车床为云南机床厂生产的CAY6140-1000,通过对该机床的结构特点进行分析,对机械和电气进行数控化改造,改造后的数控车床主要用于中小型轴类零件、盘类零件及螺纹的加工。
第一章数控机床的结构和工作原理 1.1数控车床工作原理及加工特点 以数字形式进行信息控制的机床称为数字控制机床,简称为数控机床。 数字控制系统是相对于模拟系统而言:数字控制系统中的信息是数字量,而模拟控制系统中的信息是模拟量。随着计算机技术的发展,硬件数控系统已被逐渐淘汰,取而代之的是计算机数控(CNC)系统。 图1-1 数控车床 1.数控车床的工作原理 数控车床加工零件时,首先应编制零件的数控程序,这是数控机床的工作指令。将数控程序输入数控装置,再由数控装置控制机床主运动的变速、启停,进给运动的方向、速度和位移大小,以及其他诸如择刀、工件夹紧松开和冷却润滑的启、停等动作,使刀具与工件及其辅助装置严格地按照程序规定的顺序、路程和参数进行工作,从而加工出形状、尺寸与精度符合要求的零件。 2.数控车床的加工特点 (1)高难度零件加工:“口小肚大”的内成型面零件,有仅在普通车床上难以加工,还难以测量。 (2)高精度零件加工:高精度零件均可在高精度的特种数控车床上加工完成。 (3)高效率完成加工:为了提高车削加工的效率,通过增加车床的控制坐标轴,就能在一台数控车床上同时加工出两个多工序的相同或不同的零件,也便于实现一批工序特别复杂零件车削全过程的自动化。 1.2 数控车床的组成 数控车床一般由输入/输出装置、CNC装置、伺服单元、驱动装置、可编程控制器及电器控制装置、辅助装置、机床本体和测量装置组成。图3-1是数控车床的组成框图。其中除机床本体之外的部分统称为CNC系统
摘要 普通机床的经济型数控改造主要是在合理选择数控系统的前提下,然后再对普通车床进行适当的机械改造,改造的内容主要包括: (1) 床身的改造,为使改造后的机床有较好的精度保持性,除尽可能地减少电器和机械故障的同时,应充分考虑机床零部件的耐磨性,尤其是机床导轨。 (2) 拖板的改造,拖板是数控系统直接控制的对象,所以对其改造尤显重要。这中间最突出一点就是选用滚珠丝杠代替滚动丝杠,提高了传动的灵敏性和降低功率步进电机力矩损失。 (3) 变速箱体的改造,由于采用数控系统控制,所以要对输入和输出轴以及减速齿轮进行设计,从而再对箱体进行改造。 (4) 刀架的改造,采用数控刀架,这样可以用数控系统直接控制,而且刀架体积小,重复定位精度高,安全可靠。 通过对机床的改造并根据要求选用步进电机作为驱动元件,这样改造后的机床就能基本满足现代化的加工要求。 关键字:普通车床数控改造步进电机经济型数控系统数控刀架
一绪论 我国数控机床的研制是从1958年开始的,经历了几十年的发展,直至80年代后引进了日本、美国、西班牙等国数控伺服及伺服系统技术后,我国的数控技术才有质的飞跃,应用面逐渐铺开,数控技术产业才逐步形成规模。 由于现代工业的飞速发展,市场需求变的越来越多样化,多品种、中小批量甚至单件生产占有相当大的比重,普通机床已越来越不能满足现代加工工艺及提高劳动生产率的要求。如果设备全部更新替换,不仅资金投入太大,成本太高,而且原有设备的闲置又将造成极大的浪费。如今科学技术发展很快,特别是微电子技术和计算机技术的发展更快,应用到数控系统上,它既能提高机床的自动化程度,又能提高加工精度,所以最经济的办法就是进行普通机床的数控改造。 机床数控化改造的优点:(1)改造闲置设备,能发挥机床原有的功能和改造后的新增功能,提高了机床的使用价值,可以提高固定资产的使用效率;(2)适应多品种、小批量零件生产;(3)自动化程度提高、专业性强、加工精度高、生产效率高;(4)降低对工人的操作水平的要求;(5)数控改造费用低、经济性好;(6)数控改造的周期短,可满足生产急需。因此,我们必须走数控改造之路。 普通车床(如C616,C618,CA6140)等是金属切削加工最常用的一类机床。普通机床刀架的纵向和横向进给运动是由主轴回转运动经挂轮传递而来,通过进给箱变速后,由光杠或丝杠带动溜板箱、纵溜箱、横溜板移动。进给参数要靠手工预先调整好,改变参数时要停车进行操作。刀架的纵向进给运动和横向进给运动不能联动,切削次序也由人工控制。 对普通车床进行数控化改造,主要是将纵向和横向进给系统改为用微机控制的、能独立运动的进给伺服系统;刀架改造成为能自动换刀的回转刀架。这样,利用数控装置,车床就可以按预先输入的加工指令进行切削加工。由于加工过程中的切削参数,切削次序和刀具都会按程序自动调节和更换,再加上纵向和横向进给联动的功能,数控改装后的车床就可以加工出各种形状复杂的回转零件,并能实现多工序自动车削,
一、机床进行数控化改造的必要性 (1)数控机床:1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。 6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。从此,传统机床产生了质的变化。近半个世纪以来,数控系统经历了两个阶段和六代的发展。 ①数控(NC)阶段(1952~1970年) 早期计算机的运算速度低,对当时的科学计算和数据处理影响还不大,但不能适应机床实时控制的要求。人们不得不采用数字逻辑电路"搭"成一台机床专用计算机作为数控系统,被称为硬件连接数控(HARD-WIRED NC),简称为数控(NC)。随着元器件的发展,这个阶段历经了三代,即1952年的第一代--电子管;1959年的第二代--晶体管;1965年的第三代--小规模集成电路。 ②计算机数控(CNC)阶段(1970年~现在) 到1970年,通用小型计算机业已出现并成批生产。于是将它移植过来作为数控系统的核心部件,从此进入了计算机数控(CNC)阶段(把计算机前面应有的"通用"两个字省略了)。到1971年,美国INTEL公司在世界上第一次将计算机的两个最核心的部件--运算器和控制器,采用大规模集成电路技术集成在一块芯片上,称之为微处理器(MICROPROCESSOR),又可称为中央处理单元(简称CPU)。 到1974年微处理器被应用于数控系统。这是因为小型计算机功能太强,控制一台机床能力有富裕(故当时曾用于控制多台机床,称之为群控),不如采用微处理器经济合理。而且当时的小型机可靠性也不理想。早期的微处理器速度和功能虽还不够高,但可以通过多处理器结构来解决。由于微处理器是通用计算机的核心部件,故仍称为计算机数控。 到了1990年,PC机(个人计算机,国内习惯称微机)的性能已发展到很高的阶段,可以满足作为数控系统核心部件的要求。数控系统从此进入了基于PC的阶段。 总之,计算机数控阶段也经历了三代。即1970年的第四代--小型计算机;1974年的第五代--微处理器和1990年的第六代--基于PC(国外称为PC-BASED)。还要指出的是,虽然国外早已改称为计算机数控(即CNC)了,而我国仍习惯称数控
C6132普通车床数控化改造设计 摘要 机床数控化改造的研究是提高我国技术装备水平的重要项目,在我国目前拥有大量超期服役和技术陈旧的机床急待更新的情况下,由于数控机床的加工能力和资金受限,对机床进行数控化改造是一条节约资金、快速有效的途径。 本文对C6132普通车床数控化改造进行了深入研究,包括对机床改造进行可行性分析、对机床关键部件参数的计算、对机床结构的设计、对机床改造方案优化选择、选择合适的机床伺服系统和计算机系统,以及在改造中应注意的事项等进行了详细的论述。结果表明:经改造后的机床已达到预期的功能和精度,完全能实现加工外圆、锥度、螺纹、端面等的自动控制,提高了原机床的生产效率,降低了劳动强度。 关键词:普通车床,数控改造,步进电机,经济型数控系统,MCS-51
C6132 NC lathe design of ordinary ABSTRACT S tudy on machine tool numerical control transformation of important project is to improve the level of technical equipment in China, with large extended serviceand technology in China urgently needs to be updated of the old machine tool case, because the NC machine tool processing capacity and funding is limited, of machine tool numerical control transformation is a saves money, fasted effective way. C6132 lathe NC system to rebuild this article to be an in-depth study, including machine tools retrofitting feasibility analysis, calculation of parameters of the key parts of machine tool design, machine tool, machine too l structure rebuilding scheme optimal selection, choose a suitable machine tools servo system and computer system, and matters for attention in the reform are discussed in detail. Results: after the transformation has reached the expected functionality and accuracy of machine tool, fully able to realize process of cylindrical, conical, thread, automatic control at the end, improve the efficiency of the original production of machine tools, lower labor intensity KEY WORDS:Lathe, numerical control transformation, stepping motors, CNC system, MCS-51
普通机床数控化改造实例及分析 来源:数控产品网添加:2010-05-22 阅读:649次 [ 内容简介] 机床与生产线的数控改造主要内容有:(1)恢复原功能,对机床、生产线存在的故障部分进行诊断并恢复; (2) NC化,在普通机床上加数显装置或加数控系统;(3)翻新,为提高精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不能满足生产要求的CNC系统以最新CNC进行更新;(4)技术更新或技术创新,为提高性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新。 现在很多企业为了生存和发展,不断地提高机床的数控化率是必要的。需要进行数控改造的设备一般包括传统机床及近期从国外引进,因存在问题而不能投产的机床设备和生产线。我们芜湖高新重型机床有限公司,在机床数字化控制和改造方面有独特的心得和实际经验。在普通机床恢复精度改造成高效的数控机床方面做了大量的工作。现为了更好的服务客户,我们总结了有关机床数控改造的知识供大家参考。 一、数控改造的内容 机床与生产线的数控改造主要内容有:(1)恢复原功能,对机床、生产线存在的故障部分进行诊断并恢复; (2) NC化,在普通机床上加数显装置或加数控系统;(3)翻新,为提高精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不能满足生产要求的CNC系统以最新CNC进行更新;(4)技术更新或技术创新,为提高性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新。 二、数控系统发展的趋势 l.向开放式、基于PC的第六代方向发展 基于PC所具有的开放性、低成本、高可靠性、软硬件资源丰富等特点,更多的数控系统生产厂家会走上这条道路。至少采用PC机作为它的前端机,来处理人机界面、编程、联网通信等问题,由原有的系统承担数控任务PC机所具有的友好的人机界面,将普及到所有的数控系统。在远程通信、远程诊断和维修的应用将更加普遍。 2.向高速化和高精度化发展 3.向智能化方向发展 (1)应用自适应控制技术。数控系统能检测过程中的重要信息,并自动调整系统参数,改进系统运行状态。 (2)引入专家系统指导加工。将熟练工人和专家经验、加工的一般规律和特殊规律存入系统中,以工艺参数数据库为支撑,建立具有人工智能的专家系统。 (3)引入故障诊断专家系统 (4)智能化数字伺服驱动装置。可以通过自动识别负载和自动调整参数,使驱动系统获得最佳的运行状态。 三、数控系统的选择 1.开环系统 该系统的伺服驱动装置是步进电机、功率步进电机、电液脉冲马达等。这种系统不需要位置和速度反馈,位移精度主要决定于步进电机的角位移精度和齿轮丝杠等传动元件的精度,所以位移精度低。但系统结构简单、调试维修方便、工作可靠、成本低、易改装成功。 2.闭环系统 该系统由光栅、感应同步器等位置检测装置测得的实际位置信号反馈给计算机,与给定值进行比较,将两者的差值放大并变换,驱动执行机构,以消除偏差。此系统复杂、成本高、对环境温度要求严。但系统精度高、速度快、功率大。可根据产品技术要求,决定是否采用。
目录 1设计任务 (2) 2设计要求 (3) 2.1总体方案设计要求 (3) 2.2设计参数 (3) 2.3.其它要求 (5) 3进给伺服系统机械部分设计与计算 (5) 3.1进给系统机械结构改造设计 (5) 3.2进给伺服系统机械部分的计算与选型 (6) 3.2.1确定系统的脉冲当量 (6) 3.2.2纵向滚珠丝杠螺母副的型号选择与校核 (6) 3.2.3横向滚珠丝杠螺母副的型号选择与校核 (10) 4步进电动机的计算与选型 (13) 4.1步进电动机选用的基本原则 (13) 4.1.1步距角α (13) 4.1.2精度 (14) 4.1.3转矩 (14) 4.1.4启动频率 (14) 4.2步进电动机的选择 (14) 4.2.1 C6140纵向进给系统步进电机的确定 (14) 4.2.2 C6140横向进给系统步进电机的确定 (14) 5电动刀架的选择 (15) 6控制系统硬件电路设计 (15) 6.1控制系统的功能要求 (16) 6.2硬件电路的组成: (16) 6.3电路原理图 (16) 6.4主轴正反转与冷却泵启动梯形图.......................................... 错误!未定义书签。7总结 (18) 8参考文献 (18)
1设计任务 设计任务:将一台C6140卧式车床改造成经济型数控车床。 主要技术指标如下: 1) 床身最大加工直径460mm 2) 最大加工长度1150mm 3) X 方向(横向)的脉冲当量 mm/脉冲,Z 方向(纵向)脉冲 当量 mm/脉冲 4) X 方向最快移动速度v xmax =3100mm/min ,Z 方向为v zmax =6000mm/min 5) X 方向最快工进速度v xmaxf =370mm/min ,Z 方向为v zmaxf =730mm/min 6) X 方向定位精度±0.01mm ,Z 方向±0.02mm 7) 可以车削柱面、平面、锥面与球面等 8) 安装螺纹编码器,最大导程为25mm 9) 自动控制主轴的正转、反转与停止,并可以输注主轴有级变速与无极变 速信号 10) 自动控制冷却泵的起/停 11) 纵、横向安装限位开关 12) 数控系统可与PC 机串行通讯 13) 显示界面采用LED 数码管,编程采用相应数控代码 01.0=x δ02.0=z δ
C6140普通车床数控化改造设计方 案 有11.34万台,这说明我国机床数控化率不到3%。我们大多数制造业和企业的生产、加工设备大多数是传统机床,而且半数以上是役龄在10年以上的旧机床。用这种机床加工出来的产品普遍存在质量差、品种少、成本高等缺点,因此这些产品在国际、国市场上缺乏竞争了,这直接影响了企业的生存和发展。所以必须提高机床的数控化率。 对于我国的实际情况,大批量的购置数控机床是不现实也是不经济的,只有对现有的机床进行数控改造。数控改造相对于购置数控机床来说,能充分发挥设备的潜力,改造后的机床比传统机床有很多突出优点,由于数控机床的计算机有很高的运算能力,可以准确的计算出每个坐标轴的运动量,加工出较复杂的曲线和曲面。其计算机有记忆和存储能力,可以将输入的程序记忆和存储下来,然后按程序规定的顺序自动去执行,从而实现自动化。数控机床只要更换一个程序,就可以实现另一工件的加工,从而实现“柔性自动化”。改造后的机床不象购买新机那样,要重新了解机床操作和维修,也不了解能否满足加工要求。改造可以精确计算出机床的加工能力,另外,由于多年使用,操作者对机床的特性早已了解,操作和维修方面培训时间短,见效快。另外,数控改造可以充分利用现有地基,不必像购入新机那样需要重新构筑地基,还可以根据技术革新的发展速度,及时地提高生产设备的自动化水平和档次,将机床改造成当今水平的机床。 数控技术改造机床是以微电子技术和传统技术相结合为基础,不但技术上具有先进性,同时在应用上比其他传统的自动化改造方案有较大的通用性和可用性,且投入费用低,用户承担得起。由于自投入使用以来取得了显著的技术经济效益,已成为我国设备技术
机床数控改造的意义 1)节省资金。机床的数控改造同购置新机床相比一般可节省60%左右的费用,大型及特殊设备尤为明显。一般大型机床改造只需花新机床购置费的1/3。即使将原机床的结构进行彻底改造升级也只需花费购买新机床60%的费用,并可以利用现有地基。2)性能稳定可靠。因原机床各基础件经过长期时效,几乎不会产生应力变形而影响精度。3)提高生产效率。机床经数控改造后即可实现加工的自动化效率可比传统机床提高3至5倍。对复杂零件而言难度越高功效提高得越多。且可以不用或少用工装,不仅节约了费用而且可以缩短生产准备周期。 1普通车床的数控化改造设计 机床的数控改造,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。数控车床是机电一体化的典型代表,其机械结构同普通的机床有诸多相似之处。然而,现代的数控机床不是简单地将传统机床配备上数控系统即可,也不是在传统机床的基础上,仅对局部加以改进而成(那些受资金等条件限制,而将传统机床改装成建议数控机床的另当别论)。传统机床存在着一些弱点,如刚性不足、抗振性差、热变形大、滑动面的摩擦阻力大及传动元件之间存在间隙等,难以胜任数控机床对加工精度、表面质量、生产率以及使用寿命等要求。现代的数控技术,特别是加工中心,无论是其支承部件、主传动系统、进给传动系统、刀具系统、辅助功能等部件结构,还是整体布局、外部造型等都已经发生了很大变化,已经形成了数控机床的独特机械结构。因此,我们在对普通机床进行数控改造的过程中,应在考虑各种情况下,使普通机床的各项性能指标尽可能地与数控机床相接近。 2数控车床的性能和精度的选择 并不是所有的旧机床都可以进行数控改造,机床的改造主要应具备两个条件:第一,机床基础件必须有足够的刚性。第二,改造的费用要合适,经济性好。在改装车床前,要对机床的性能指标做出决定。改装后的车床能加工工件的最大回转直径以及最大长度、主电动机功率等一般都不会改变。加工工件的平面度、直线度、圆柱度以及粗糙度等基本上仍决定于机床本身原有水平。主要有下述性能和精度的选择需要在改装前确定。1)轴变速方法、级数、转速范围、功率以及是否需要数控制动停车等。2)进给运动:进给速度:Z向(通常为8~400mm/min);X向(通常为2~100 mm/min)。快速移动:Z向(通常为1.2~4m/min);X向(通常为1.2~3m/min)。脉冲当量:在0.025~0.005mm内选取,通常Z向为X向的2倍。加工螺距范围:包括能加工螺距类型(公制、英制、模数、径节和锥螺纹等),一般螺距在10mm以内都不难达到。3)进给运动驱动方式(一般都选用步进电机驱动)。4)给运动传动是否需要改装成滚珠丝杠传动。5)刀架是否需要配置自动转位刀架,若配置需要确定工位数。6)其他性能指标选择:插补功能:车床加工需具备直线和圆弧插补功能。刀具补偿和间隙补偿:为了保证一定的加工精度,一般需考虑设置刀补和间隙补偿功能。显示:采用数码管还是液晶或者显示器显示,显示的位数多少等问题要根据车床加工功能实际需要确定,一般来说,显示越简单成本越低,也容易实现。诊断功能:为防止操作者输入的程序有错和随之出现的错误动作,可在数控改造系统设计时加入必要的器件和软件,使其能指示出机床出现故障或者功能失效的部分等,实现有限的诊断功能。以上是车床数控改造时需要考虑的一些通用性能指标,有的车床改造根据需要还会有些专门的要求,如车削大螺距螺纹、在恶劣的环境下工作的防尘干扰、车刀高精度对刀等,这个时候应有针对性的专门设
普通车床的数控化改造设计 摘要 对普通车床进行数控化改造,主要是将纵向和横向进给系统改造成为CNC装置控制的能独立运动的进给伺服系统,将刀架改造成能自动换刀的回转刀架。这样,利用CNC装置,车床就可以按预先输入的加工程序进行切削加工。由于切削参数,切削次序和刀具选择都可以由程序控制和调整,再加上纵向进给和横向进给联动的功能,数控化改造后的车床就可以加工出各种形状复杂的回转零件,并能实现多工序自动切削,从而提高生产效率和加工精度,还能适应小批量,多品种复杂零件的加工。 本设计主要对横向进给系统的数控改造,其中包括一般的铸铁导轨改成贴塑导轨,把螺纹丝杠改成滚珠丝杠,一把的异步电动机改成伺服电动机(步进电动机),最后把手动刀架改造成有伺服电动机驱动能自动换刀的刀架。这样改造后的数控车床就能满足自动加工和一般的加工精度。 关键词:进给伺服系统,回转刀架,滚珠丝杠,导轨
目录 前言 (1) 第1章横向进给传动链的设计计算 (6) 1.1 主切削力及其切削分力的计算 (6) 1.2 导轨摩擦力的计算 (6) 1.3计算滚珠丝杠螺母副的轴向负载力 (7) 1.4 确定进给传动链的传动比i和传动级数 (7) 1.5 滚珠丝杠的动载荷计算与直径估算 (7) 第2章滚珠丝杠螺母副的承载能力校验 (10) 2.1 滚珠丝杠螺母副临界压缩载荷 F的校验 (10) c 2.2 滚珠丝杠螺母副临界转速 n的校验 (10) c 2.3 滚珠丝杠螺母副的额定寿命的校验 (11) 第3章计算机械传动系统的刚度 (12) 3.1 计算机械传动系统的刚度 (12) (13) 3.2 计算滚珠丝杠螺母副的扭转刚度K φ 第4章驱动电动机的选型与计算 (14) 4.1 计算折算到电动机轴上的负载惯量 (14) 4.2 计算折算到电动机轴上的负载力矩 (14) 4.3 计算折算到电动机轴上的加速力矩 T (15) ap 4.4 计算纵向进给系统所需的折算到电动机轴上的各种力矩16 4.5 选择驱动电动机的型号 (16) 第5章机械传动系统的动态分析 (18) 5.1 计算丝杆—工作台纵向振动系统的最低固有频率 ω (18) nc 5.2 计算扭转振动系统的最低固有频率 ω (18) nt 第6章机械传动系统的误差计算与分析 (19) 6.1 计算机械传动系统的反向死区? (19) 6.2 计算机械传动系统由综合拉压刚度变化引起的定位误差 δ (19) k max 6.3 计算滚珠丝杠因扭转变形产生的误差 (19)
机电一体化系统设计任务书总汇 课题:C6140普通机床的数控化改造 姓名:蒋青松(第7组) 班级: 5 学号: 专业:机械设计制造及其自动化 院系:机械工程学院 2015年6月
任务一 一:总体方案的确定 总体方案应考虑车床数控系统的运动方式、进给伺服系统的类型、数控系统CPU的选择,以及进给传动方式和执行机构的选择等。 1.普通车床数控化改造后应具有单坐标定位,两坐标直线插补、圆弧插补以及螺纹插补的功能。因此,数控系统应设计成连续控制型。 2.普通车床经数控化改造后属于经济型数控机床,在保证一定加工精度的前提下,应结构简化,降低成本。因此,进给伺服系统采用步进电动机的开环控制系统。 3.根据技术指标中的最大加工尺寸、最高控制速度,以及数控系统的经济性要求,决定选用MCS-51系列的8位单片机作为数控系统的CPU。MCS-51系列8位机具有功能多、速度快、抗干扰能力强、性/价比高等优点。 4.根据系统的功能要求,需要扩展程序存储器、数据存储器、键盘与显示电路、I/O接口电路、D/A转换电路、串行接口电路等,还要选择步进电动机的驱动电源以及主轴电动机的交流变频器等。 5.为了达到技术指标中的速度和精度要求,纵、横向的进给传动应选用摩擦力小、传动效率高的滚珠丝杠螺母副;为了消除传动间隙提高传动刚度,滚珠丝杠的螺母应有预紧机构等。 6.计算选择步进电动机,为了圆整脉冲当量,可能需要减速齿轮副,且应有消间隙机构。
二:机械本体 初步原理框图
数控原理框图 三:问题说明 1:连续控制系统:由于在铣削加工中,要求工作台或刀具沿各坐标轴运动有确定的函数关系,即刀具以给定的速度相对于工件沿加工路径运动(因为点位控制系统要求工件相对于刀具运动过程不进行切削),所以选择之; 2:开环控制系统:该改造属于经济型数控机床,加工精度要求不高,没有加入反馈系统,为了简化系统,降低成本,所以选择之。3:机床选择X,Z两轴联动。 4:由于是开环控制,而且结构简单,适用于普通数控机床,功能水平低。
摘要 针对大多数企业,具有数量众多和较长使用寿命的普通机床,其加工精度较低、不能批量生产,自动化程度不高,自适应性差,但考虑投资成本,产业的连续性,又不能马上被淘汰,购买新的数控机床是提高产品质量和效率的重要途径,但是成本高,许多企业在短时间内无法实现,这严重阻碍企业设备更新的步伐。企业要在激烈的市场竞争中获得生存、求得发展,就必须在最短的时间内以优异的质量、低廉的成本,制造出合乎市场需要的、性能合适的产品。为此改造现有旧机床、配备与之相适应的数控系统,把普通机床改装成数控机床,不失为一条投资少、提升产品质量及生产效率的捷径,是当前许多企业对现有设备更新换代的首选办法,也是提高机床数控化率的一条有效途径。 改造后的车床属于开环控制。由于开环系统自身固有的缺陷不容易保证加工精度。因此,合理选择伺服系统是课题的一个中心环节。步进电机工作原理特性和实际应用正好符合我们的这一需求,所以,改造系统选择步进电机作为双向进给驱动电动机。步进电机是一种通过电脉冲信号控制相绕组电流实现定角转动的机电元件,与其他类型电机相比具有易于开环精确控制、无积累误差等优点,在众多领域中获得了广泛的应用。为了得到性能优良的控制结果,出现了很多步进电机控制系统,其中采用单片机作为控制核心的控制系统得到了广泛的应用。很多这种控制系统在步进电机的驱动上已经做的非常好,本文采用的控制电路主要由8031单片机、晶振电路、地址锁存器、译码器、EEPROM存储器及可编程键盘/显示控制器Intel一8279等组成,单片机是控制系统的核心。文中对整个系统的架构及硬件电路和驱动软件的实现都做了详细的设计。 本设计在对原有机床机械机构、性能、功能等进行充分研究基础上,主要针对中小型普通车床控制系统进行改造,用单片机系统实现弱电控制强电机,改造了系统的切削工艺,提高了切削精度和效率,对旧车床的数控改造有一定的指导作用,是一种新的尝试,也必将有更加广阔的应用前景。 关键词:数控化、自动控制、步进电机、自动刀架。
前言 2005年,我国数控金属切削机床生产59639台,进口30746台。除部分出口外,总消费数量约85000台。在生产的数控金属切削机床中,经济型数控机床占60%以上(生产的数控机床中经济型数控机床占89%到90%),中档以上的数控金属切削机床不足40%。2006年,我国机床工业的产值和销售收入保持较高的增长速度,其中数控金属切削机床产量快速增长,全年生产85756台,同比增长32.8%,增幅高于金属切削机床产量增幅的18.4%。2007年1月至10月我国进口金属加工机床57.06亿美元,其中金属切削机床进口达41.98亿美元,同比减少8.18%,所占比例为73.57%;成形机床进口达15.08亿美元,同比增长5.68%,所占比例为26.43%。 专家认为,目前我国机床市场的需求结构已经发生了很大的变化,数控机床,特别是普及型数控机床将逐步成为市场主体。国内的机床制造企业在努力开拓高档机床的同时,一定要加速普及型数控机床产业化步伐。通过生产和进口数控机床并不能满足我国日益增长的制造业需求,而淘汰大型企业原有的大量普通金属切削机床不但会造成很大的浪费,而且会因为缺乏资金购买大量的数控机床来填补淘汰普通金属切削机床后的机床空缺,造成停产。所以,目前数控化改造是适应我国制造也迅猛发展,资金短缺,旧有机床所占比例大的国情所需。据调查,现有的与机床数控化改造有关的书籍不多,在网上有关机床数控化改造的问题很多,但是多偏向于一些基本的改造常识和高级的改造技巧方面的问题。由于机床数控化改造涉及的知识面广,若没有专业知识的支持,改造后的机床在使用中会出现很多问题,进而造成事故;而且数控化改造的市场也会因此变得不规范。因此,数控化改造的规范化设计改造是非常迎合目前数控化改造市场的需要的。 机床数控化改造主要是针对数控系统,伺服系统,辅助控制系统和液压系统的改造。由于数控机床本身是机,电,液一体化,结构复杂的产品,因此在改造中是否按照准确的计算方法计算,是否按照规则,要求选择改造方案和元器件类型,是决定改造后机床性能,运行精度,加工质量和可靠性的关键因素。 本书着眼于数控机床改造的具体实例,通过提供详细的计算公式,选择原则和选择方案,进一步说明了数控机床的改造方法。同时根据已有的改造案例总结改造中出现的问题,并说明相应的改造方法。 第一章机床数控化改造概述 1.1 机床数空化改造的必要性 1.1.1微观改造的必要性 从微观上看,数控机床同传统机床相比有如下突出的优越性,而且优越性都来自数控系统计算机的威力。 1)可以加工传统机床加工不出来的曲线,曲面等复杂的零件。由于计算机有高超的运算能力,可以准确的计算出每个坐标轴瞬时应该运动的运动量,因此可以复合成复杂的曲线或曲面。
? 电气技术与自动化? 李盛宇? 普通车床的数控化改造
普通车床的数控化改造
李盛宇
( 丽水学院 机械系 ,浙江 丽水 323000)
摘 要 : 通过对普通车床的数控改造 ,使其加工精度明显提高 ,定位准确可靠 ,操作方便 ,性能 价格比高 。这种方法对中小企业设备的数控化改造有一定借鉴与推广作用 。 关键词 : 车床 ; 数控 ; 改造 中图分类号 : TG511 ; TP205 文献标识码 :B 文章编号 :167125276 (2005) 0320121203
The Alteration of Numerical Control Lathe
L I Sheng2yu (Lishui College , Mechanism Science Depart ment , ZJ Lishui 323000 , China) Abstract : This paper int roduced an alteration met hod of numerical cont rol lat he. This alteration leads t he ma2 chining precision sharply improved. The positioning is precisie and reliable , and t he manipulation is conve2 nient , finally t he price is much cheaper. This met hod is wort hy to popularize for reference. Key words :lat he ; numerical cont rol ; alteration
0 前言
数控技术水平的高低和数控设备拥有量的多 少已成为衡量一个国家工业现代化的重要标志 。 但是 ,发展数控技术的最大障碍就是添置设备的初 期投资大 ,这使许多中小型企业难以承受 。如果淘 汰大量的普通机床 , 而去购买昂贵的数控机床 , 势 必造成巨大的浪费 。因此 ,普通机床的数控化改造 大有可为 。 为了机电一体化和数控加工技术专业教学的 需要 ,更新现有的数控实验设备以改善办学条件 , 比较经济有效的办法就是充分利用和改造现有的 设备 , 满足教学实践的需要 。为此 , 对我校实习厂 原有的 S K360 普通车床成功地进行了数控化改 造。
有关资料 ,确定总体方案为 : 利用数控系统对输入的加工程序进行运算处 理 ,发出的进给指令通过 I/ O 接口输出给 X 轴和 Z 轴步进电动机 ,经齿轮减速后 ,带动滚珠丝杠转动 , 由螺母带动刀架直线移动 ,从而实现纵向和横向的 自动进给运动 。换刀指令通过刀架控制器控制三 相电动机实现刀架转位功能 ,由脉冲编码器协调完 成螺纹车削功能 ( 图 1) 。
2 数控改造的主要结构
2. 1 数控系统
数控机床的价格主要由数控系统来决定 ,数控 系统从功能上可分为低中高三档 , 中高档系统 ( 如 Siemlens 、 Fanuc 和华中 I 型等 ) 功能齐全 , 性能优 良 ,但价格偏高 ( 2~4 万元不等) 。结合实际 ,从实 用角度出发 ,我们选择了中美合作兰博数控公司的 产品 : LBNC - 2 T 型数控车床系统 , 该系统采用 8031 单片机为主控单元 , 编程格式符合 ISO 国标 代码标准 、 三排数码管显示程序字符和两轴动态坐 标 ,具有自动加工 、 自动换刀 、 车螺纹和 MD I 等功 能 ,是教学 、 生产两用型的数控系统 。
1 总体改造方案
数控机床由机床 、 数控系统和外围技术三部分 组成 。普通车床改造的目的是利用数控系统控制 车床自动完成机械加工任务 ,提高车床的加工精度 和生产率 。在考虑经济型数控机床改造具体方案 时 ,所遵循的原则是在满足需要的前提下 , 对原有 车床尽可能减少改动量 ,以降低改造成本 。改造中 需要解决的问题是 : 将机械传动的进给和手动控制 的刀架转位改造成数控装置控制的刀架自动转位 和自动进给的数控加工车床 。根据 S K360 车床的
M achi ne B uil di ng & A utom ation , J un 2005 , 34 ( 3) : 121 ~ 123
2. 2 纵向 ( Z 向) 进给系统
a) 设计思路 : 纵向进给系统由步进电动机经
减速后驱动滚珠丝杠螺母机构运动 ,带动大拖板左 右纵向移动 。步进电动机安装在纵向丝杠的右端 。
? ? 121
? 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.