水下湿法焊接电弧图像的边缘检测技术
Edge Detection on Arc Image of Underwater Wet Welding
华南理工大学机电工程系焊接中心(广州?510640) 刘 桑 钟继光 王国荣 石永华 梁 明
Welding Center ,Dept.of Mechatronic Eng ,S outh China Univ.of T ech. LI U Sang et al
收稿日期:2000—01—28
基金项目:广东省自然科学基金资助项目(970547)
[摘要]
通过复合滤光技术和水下CC D 摄像系统,采集出了药芯焊丝水下湿法焊接电弧区域图像,重点论述了边缘检测理论,确定了基于中值滤波和梯度算子的电弧区域图像边缘检测方法,有效地区分了电弧燃烧区域和电弧气泡区域,从而为水下湿法焊接电弧的机理分析及水下焊接过程控制奠定了基础。
关键词:水下焊接;计算机视觉;CC D ;边缘检测
中图分类号:TG 45615 文献标识码:A 文章编号:1001-2303(2000)04-0014-04
[Abstract]The image of arc zone of flux -cored underwater wet welding was developed with underwater CC D camera system and com 2posed filter technology.The discussion is mainly focused on the theory of edge detection.An image edge detection method based on median filter and grads alg orithm was developed to detect the arc burning zone and arc bubble zone efficiently ,which laid the foundation for further analysis of underwater wet welding arc mechanism and process control.
K ey w ords :underwater welding ;computer vision ;CC D ;edge detection
药芯焊丝水下湿法焊接方法及其自动化技术的开发研究是解决水下焊接质量、效率与成本问题的主要途径。基于对该方法电弧物理过程的研究,首先需要一些类似于人体感官的焊接传感器去检测其过程参数和质量参数。由于焊接过程的恶劣环境,传感器受到强烈的弧光辐射、电磁场、高温气氛、烟尘飞溅等的干扰,而视觉传感器具有提供的信息丰富,灵敏度和测量精度高,动态响应特性好,抗干扰能力强,与工件无接触等优点,因此受到人们的青睐[1]。本实验焊接过程中,采用最接近人眼功能的视觉传感器CC D 获得电弧图像,通过图像处理提取出反映焊接电弧特性的几何参数,为进一步的焊接电弧物理过程的建模和焊接工艺的自动控制奠定基础。
1 水下湿法焊接电弧特性及其图像获取
任何形式的焊接电弧都是复杂的,电弧的导电机理、温度效应和辐射现象、质量迁移和能量传输过程、物理化学和冶金反应等都是在这一区域实现的。因而焊接电弧的研究具有十分重要的理论意义。
水下湿法焊接电弧是在电弧气泡中燃烧的。这是水下焊接过程区别陆上焊接过程的主要现象之
一。电弧在水下的金属和熔化极引燃后,电弧的邻近是由电弧引发的炽热气体、过热水蒸气和水分解的氢气、氧气以及其他气体的混合物将水隔开。其中氢气占到60%以上,其次是二氧化碳和一氧化碳,而金属蒸气以及无机盐的比重大约在3%以下。这些气体在气泡内相互作用,并且气体成分随时间和气泡的位置不同而不断发生变化。高的氢气含量不仅带来了熔滴过渡过程的氢饱和,而且它和水一起对电弧起到冷却作用,使得电弧产生收缩,增大了弧柱电流密度和电弧温度,增加了弧柱区的电场强度,使得水下焊接静特性曲线呈现上升现象。同时,正极性焊接时阴极斑点的尺寸同样受到压缩。
电弧气泡开始只是形成一个小气泡,然后逐渐长大,直至最后破裂,离开电弧区域向水面上浮,这样周而复始。但是在这一过程中,气泡只是部分破裂上浮,留下一个直径约为6~9mm 的核心气泡[2]。电弧气泡的动特性和电弧的燃烧过程共同影响着水下焊接电弧区域的电、热、力的过程,最终对焊接质量产生影响。因此对水下湿法焊接电弧区域的识别和分析是了解水下焊接电弧机理、控制焊接过程、优化焊接工艺参数、提高焊接质量的有效途径。
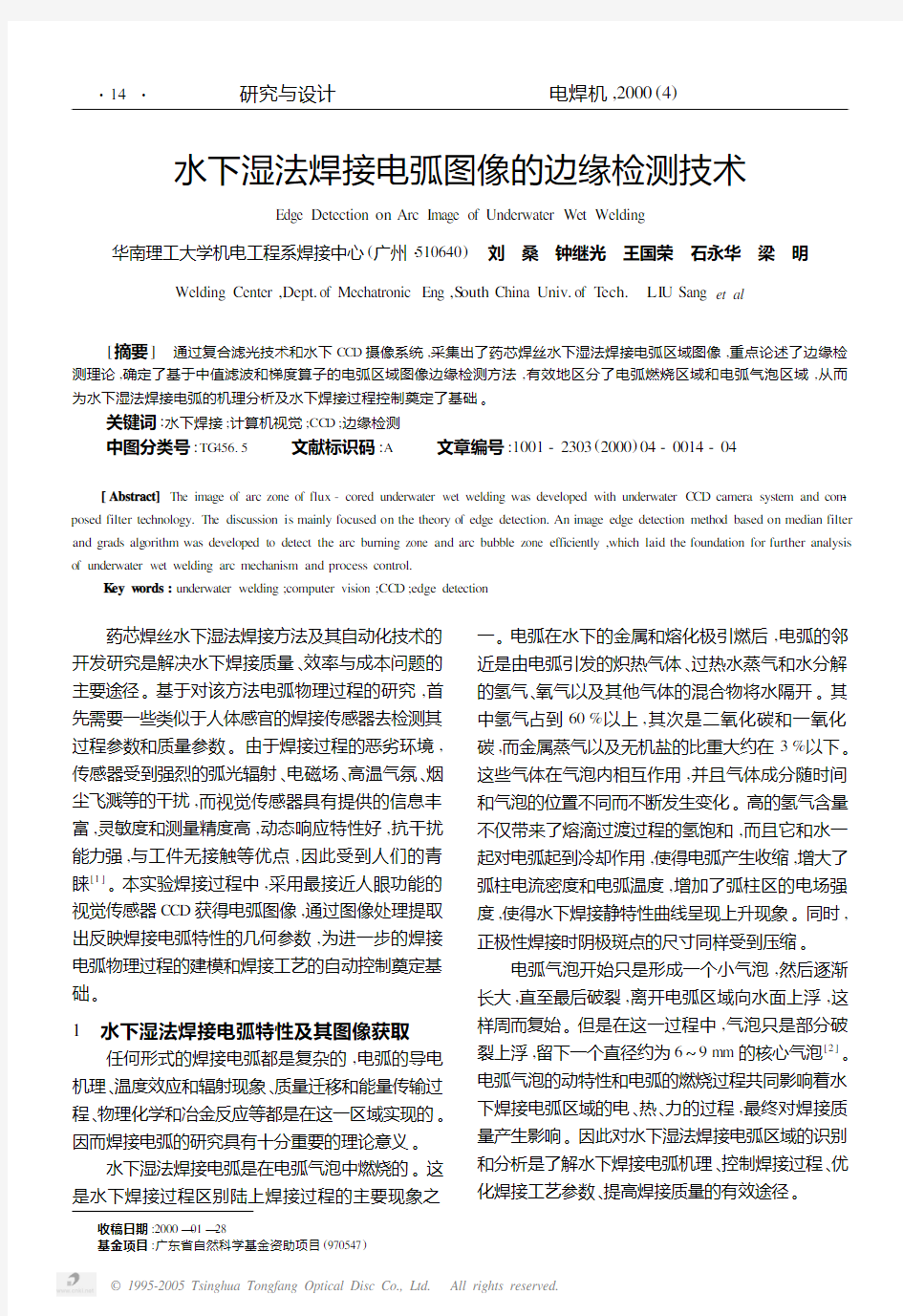
图1 水下焊接电弧图像采集系统结构图
由于水对光的吸收和散射使得光在水中传输时的能量按指数规律迅速衰减。水对光的吸收衰减用吸收系数α表示,它使得光在水中的传播距离受到限制;水对光的散射主要源于水中尘埃、胶质粒子等微细物质的散射作用,它使得图像对比度降低,影像的细节模糊,影响了成像质量[3]。由于焊接过程所造成的气泡紊流和由于药粉分解破碎而形成的细小且分散的质点,使得可见度更差。另外还得考虑水下成像系统壳窗产生的像差和畸变可能形成图像的畸变。对于焊接电弧区域的弧光辐射要考虑采用适当的光谱窗口以获取清晰的图像。
本实验电弧区域图像采集系统如图1所示,主要由成像的光路系统、光信号转变为视频信号的摄像系统以及视频数字信号处理系统组成。光线通过由复合滤光系统组成的光路系统进入水下CC D摄像系统,将光信号转化为视频信号,视频信号被传入视频捕捉卡中,后者将其数字化送入监视器实时显示并同时送入计算机内存,以进行图像处理。
考虑到电弧区域的光强分布以及水中光传播特性,最终采用的复合滤光系统由窄带滤光片和中性减光片组成。窄带滤光片的中心波长为480mm,中性减光片的厚度为315mm,根据电流大小本实验中选用焊接面罩7号墨镜,同时加入防止焊接飞溅的防护透明玻璃。水下摄像系统除CC D摄像头外,还有专门的玻璃半球防水密封窗口和密封光学铝合金壳体,光学系统可以理解为一个短焦距物镜,能够解决由于水介质折射引起的畸变、色差及其他像差。电弧区域的视频图像被输入到Aver-PCImager图像卡,最终进入图像处理程序。
实验采用Q235钢试板,焊丝材料为台湾天泰公司T WE711气体保护药芯焊丝,焊丝直径为112mm,焊接电源为林肯公司C V-500型直流电源,正极性接法,焊接电压为27V,焊接电流为180A,焊接速度为310mm/s,喷嘴到工件距离为15mm。实验在水箱中完成,注入自来水,水深150mm,水温为10℃至15℃。焊接方法为水下湿法焊接,为考虑今后的实际施工方便,试验时不加保护气体。
2 边缘检测理论基础
211 边缘检测理论
图像的边缘信息无论对于人或机器视觉来说都是非常重要的。边缘具有能勾画出区域的形状、能被局部定义,以及能传递大部分图像信息等许多优点。人的视觉系统实验表明,通常情况下,仅凭一条粗略的轮廓线就能够识别出一个物体,而且在图像理解中,物体的边界表示容易综合成各种各样的物体识别算法。因此,边缘检测是图像分析中的一个重要内容,对它的分析既可以为图像的恢复、增强、和重构提供理论与方法,又可为图像特征的提取与识别提供依据[4]。
边缘在图像中首先表现为灰度的不连续性,因而它大致可以分为两种,一种是阶跃状的,另一种为屋顶状的。阶跃状边缘两侧像素的灰度值明显不同,屋顶状边缘处于灰度值由小到大再到小的变化转折点处。对于阶跃边缘点,灰度曲线的一阶导数为极值点,二阶导数在该点为零,出现零交叉;对于屋顶状边缘点,灰度曲线的一阶导数为零,二阶导数在该点达到极小值。但是这种灰度的非连续性来源于不同的物理现象:物体的几何边缘,表面发射和纹理不同,照明、表面取向、深度等,这些景物的特性混在一起给边缘提取和检测带来了困难;此外,实际图像还容易被噪声所污染,噪声往往和边缘信息都表现为高频信号,混淆在一起。因此,寻找一种对噪声不敏感、定位精确、不漏检真边缘又不引入假边缘的检测方法始终是人们努力的目标。
212 边缘检测算子
借助于空域微分算子通过卷积可以完成对图像边缘位置和方向的检测。实际上数字图像中求导数是利用差分近似微分来进行的。传统的边缘检测算子有梯度算子和拉普拉斯算子。
梯度算子对应一阶导数,计算图像的梯度,当梯度的量值超过某个门限值时就说存在一边缘。对于图像f(x,y),它在位置(x,y)的梯度可以表示为矢
量:
f (x ,y )=[G x G y ]T =
5f 5x
5f
5y
T
(1)
该矢量的模(对应欧氏距离以2为模)为和方向角分别为:
f =ma
g ( f )=[G x 2
+G y 2]
1/2
(2)
<(x ,y )=arctan (G y /G x )
(3)
以上三式的偏导数需对每一个像素位置进行计算,实际处理中常用小区域的模板卷积运算。根据模板的大小、元素的加权值的不同,人们提出了许多不同的算子。常用的有R oberts 算子、Prewitt 算子、S obel 算子,如图2所示。
图2 常用梯度算子模板
拉普拉斯(Laplacian )算子是二阶导数算子,对于图象函数f (x ,y )可以得到:
2
f (x ,y )=52f (x ,y )5x 2+
52
f (x ,y )
5y 2(4)
同样采用差分可以得出如图3所示的模板来近似表示拉普拉斯算子。可以看出,拉普拉斯算子是一个与边缘方向无关的边缘点检测算子。对于阶跃
状边缘二阶导数根据其零交叉特性检测,而对于屋顶状边缘由于其二阶导数取极小值,通过取拉普拉斯算子的相反数与门限值对比得出边缘点。
图3 拉普拉斯算子模板
微分算子特别是拉普拉斯算子对孤立像素的响应要比对边缘或者线的响应更为强烈,因此人们在作边缘检测之前要先对图像进行一些预处理,例如平滑处理或者边缘增强等[5]。
Marr 和Hildreth 提出首先使用高斯(G aussian )
函数对原始图像作平滑,经拉普拉斯算子运算、再提取零交叉点的方法做边缘检测,称之为LOG (Lapla 2cian of G aussian )算子:
G σ(x ,y )=
1
2π
σ2exp (-
x 2+y
2
2σ
2
)(5)
对原图像f (x ,y )作卷积,得到平滑图像,使用下式的零交叉点作为边缘点:
2[G σ(x ,y )3f (x ,y )]=[ 2G σ(x ,y )3
f (x ,y )],
(6)
其中:
2
G σ(x ,y )=(
-1
πσ
4
)(1-
x 2+y 2
2σ
2
)exp (-
x 2+y 2
2σ
2(7)
这里的LOG 算子实际上有着生物学上的支持,与视网膜神经节细胞或侧膝状体上的神经细胞的同心圆感受野是完全一致的,对感受野为同心圆的视神经细胞,视觉生理学上常用两个高斯函数之差来描述。因此该方法能较好地反应人的视觉特性。
3 水下湿法焊接电弧图像的边缘检测实验
图4为图像卡中获取的水下湿法焊接电弧区域
原始图像及其直方图,可以看出在212和215处出现了小峰值,它们对应于电弧区域的电弧燃烧区和电弧气泡区。图5为采用梯度算子的边缘检测结果。可以看出,它们对噪声不是敏感,但是对电弧气泡与背景噪声的边界检测结果不明显。图6为采用LOG 算子进行边缘检测的结果图,发现该算子不仅
对边缘敏感,而且对噪声十分敏感。由于水的波动漫反射现象,图象被噪声所污染,因此在它的边缘检测图上出现了大量的伪边缘点。为了衰减和消除图像上的噪声和假轮廓,我们采用了3×3方形窗口的中值滤波,然后选用S obel 边缘检测算子进行电弧区
域图像的边缘检测。如图7所示,图中心呈截锥体状的封闭区域为水下焊接电弧中电弧燃烧区域,而外层三角锥状断续区域为电弧气泡区域。因此采用
该方法能显示出较好的结果并能有效地识别出焊接电弧燃烧区域和电弧气泡区域。为药芯焊丝水下湿法焊接电弧机理的研究奠定了基础
。
图4
原始水下湿法焊接电弧区域图像及其直方图
(a )R oberts (b )Prewitt (c )S obel
图5
梯度算子边缘检测结果图
图6 LOG
算子边缘检测结果
图7 中值滤波+S obel 边缘检测结果
4 结论
本文采用由复合滤光系统和水下CC D 摄像系统组成的水下湿法焊接电弧区域图像采集系统,抑
制了弧光和水对电弧区域的干扰,获得了比较清晰的电弧区域图像。在论述边缘检测理论的基础上,确定出基于中值滤波和S obel 等算子的水下湿法焊接电弧区域边缘检测方法,有效地区分了电弧燃烧区域和电弧气泡区域的边界,为下一步对焊接电弧机理的分析奠定了基础。
参考文献
1 石永华等1视觉传感及图像处理技术在焊接中的应用
[J ]1电焊机,1999,V29(9)1-41
2 Brown.A ,S taub.J.A ,Masubuchi.K.Fundamental S tudy of Un 2derwater Welding[Z]1O ffshore T echnology C on ference ,H ouston ,T exas ,19731
3 孙传东,李驰,陈良益1水下电视系统研制中的技术难点
及解决方法[J ]1光子学报,1998,V27(5):462-4661
4 D 1马尔著1姚国正译1视觉计算理论[M]1北京:科学出
版社,19981
5 郑南宁1计算机视觉与模式识别[M]1北京:国防工业出
版社,19981
水下焊接与切割技术应用及发展研究 刘海滨1,陈晓强2 1.青岛市锅炉压力容器检验所,山东青岛266071; 2.海军潜艇学院防险救生系,山东青岛266071) 摘要:简述了水下焊接与切割的发展及应用情况,以供参考交流。 关键词:水下焊接;水下切割;发展;应用 水下焊接与切割技术目前已广泛用于海洋工程结构、海底管线、船舶、船坞及港口设施等方面。近年来,随着海洋事业的发展,水下焊割技术在我国沉船打捞、港口码头、江桥和水库建设中发挥着越来越重要的作用。 1水下焊接 1.1水下湿法焊接 水下湿法焊接最早出现在1917年,英国海军造船所采用水下手 工电弧焊对船舶的铆接接缝及铆钉的漏水部分进行焊接止漏。由于此方法具有设备简单、成本低廉、操作灵活、适应强等优点,逐步在海洋钢结构如海底管道、海洋平台、跨海大桥等工程中得到应用。 目前我国使用的水下湿法焊条主要有两类,即钛钙型和铁粉钛型,主要是上海东亚焊条厂生产的Ts202,华南理工大学等单位开发的 TS203和天津焊条厂生产的TsH-1。最近洛阳船舶材料研究所又研制 出Ts208水下焊条(针对Q345),实验证明具有良好的力学性能和工艺性能。国外水下焊条主要有英国Hydroweld公司开发的HydrowldFs、
美国专利的水下焊条7018′s、德国Hanover大学开发的双层自保护药芯焊条等。 水下湿法焊接中除了使用焊条外,还可以使用药芯焊丝作为连接填充材料,如华南理工大学开发的一种药芯焊丝微型排水罩水下焊接方法。英国TWI与乌克兰巴顿研究所成功开发了一套水下湿法药芯焊丝焊接的送丝机构、控制系统及其焊接工艺。另德国Hanoer大学实 验采用双层保护的自保护药芯焊丝进行湿法水下焊接,药芯焊丝的造渣剂处于双层管状结构的内层,焊渣保护熔滴金属顺利过渡,外层形成气保护。 尽管水下湿法焊接发展较快,但由于水介质及水深的影响,水下焊接重要结构件时还无法使用;大深度水下焊接的质量也无法保证。 1.2水下局部干法焊接 水下局部干法焊接是吸取了湿法和干法焊接的优点而发展起来 的水下焊接方法。由于此方法设备相对简单,适应性广,技术较易掌握,焊接接头较湿法焊接好,能够满足水下较重 要工程结构的焊接,所以越来越为人们所重视,发展较快。 局部干法焊接可分为干箱式焊接、干点式焊接、水帘式干法焊接、钢刷式水下焊接以及局部于法焊接、大型气罩法水下MIG/TIG焊接等。英国曾将此方法用于北海大陆架挪威海域,修复被冬季风暴破坏的Ekofisk钻井平台两根位于水深7m、直径3500mm的管子,焊后经磁粉探伤,没有发现缺陷。美国在水深12m处用此法修复采油平台管 径406mm。的立管,焊后经水压试验,符合要求。在我国,水下空
科技名词定义 中文名称:水下焊接 英文名称:underwater welding 定义:在水下焊接金属的工艺。 应用学科:海洋科技(一级学科);海洋技术(二级学科);海洋工程(三级 学科 。 ) 水下焊接水下焊接与切割是水下工程结构的安装、维修施工中不可缺少的重要工艺手段。它们常被用于海上救捞、海洋能源、海洋采矿等海洋工程和大型水下设施的施工过程中。 1.1湿法水下焊接 湿法水下焊接具有设备简单、成本低廉、操作灵活、适应 性强等优点,最常用的是焊条电弧焊和药芯焊丝电弧焊。目 前,国内外都有采用水下湿法焊条电弧焊技术进行水下焊接 施工的范例。例如,英国T.ⅣI与乌克兰巴顿研究所成功开发 r 7套水下湿法药芯焊丝焊接的送丝机构、控制系统及其焊 囱Water Power V01.35.No.3 接工艺:我国刘桑、钟继光等人开发了一种药芯焊丝微型排 水罩水下焊接方法。使电弧能稳定地燃烧:梁明等采用Bub. bIe函数过零点检测来提取焊缝图像边缘的小波多尺度方 法.较好地保持r焊缝边缘细节.并在焊缝检测中获得较好 的效果。在焊条方面。比较先进的有英国的Hydro weld FS水 下焊条.德国Hanover大学所开发的双层自保护药芯焊条。 另外,Stephen“u等人在焊条药皮中加入Mn,Ti,B和稀土 元素,改善了焊接过程中的焊接性能,细化r焊缝微观组织。 1.2局部干法水下焊接 干法水下焊接自20世纪60年代发展以来.其种类包括 局部排水熔化极惰性气体保护焊的MIG焊接、钢刷式水下 焊接、十点式焊接等等。20世纪70年代哈尔滨焊接研究所. 通过对C0:气体排水的研究,成功研制了LD—CO,焊接方 法.在国内进行了多次成功施焊:张旭东等人采用填丝热导 焊的方法证明了在良好保护条件下的水下焊缝的力学性能 收稿日期:2008一11一06
水下焊接原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 水下焊接 水下焊接由于水的存在,使焊接过程变得更加复杂,并且会出现各种各样陆地焊接所未遇到的问题,目前,世界各国正在应用和研究的水下焊接方法种类繁多,应用较成熟的是电弧焊。随着水下焊接技术的发展,除了常用的湿法水下焊接、局部干法水下焊接和干法水下焊接以外,又出现了一些新的水下焊接方法。但是,从各国海洋开发的前景来看,水下焊接的研究远远不能适应形势发展的需要。因此,加强这方面的研究,无论是对现在或将来,都将是一项非常有意义的工作。 作用 水下焊接与切割是水下工程结构的安装、维修施工中不可缺少的重要工艺手段。它们常被用于海上救捞、海洋能源、海洋采矿等海洋工程和大型水下设施的施工过程中。 水下焊接有干法、湿法和局部干法三种。 干法焊接 这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。 与湿法和局部干法焊接相比,干法焊接安全性最好,但使用局限性很大,应用不普遍。 局部干法焊接 局部干法是焊工在水中施焊,人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。
由于局部干法还处于研究之中,因此使用尚不普遍。 湿法焊接 湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。 电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。 水下湿法焊接与干法和局部干法焊接相比,应用最多,但安全性最差。由于水具有导电性,因此防触电成为湿法焊接的主要安全问题之一。 运用 1、建议50平方以上专用焊线所有水线以下的和水下的电缆部件必须完全绝缘。 2、开始操作之前,检查所有电缆和连机器有无损坏了的绝缘。损坏的必须更换,有缺陷的要修理。 3、电缆的能力必须能满足工件的最大电流的要求。连机器的能力至少应该等于电缆的能力。 4、所有连机器必须紧固和彻底绝缘。所以水下连机器最后应该用橡胶袋紧紧藵住,以防电流损失。 5、要确定距离电焊钳十英尺以内的电缆是没有接头的。 6、这样布置接地电缆到工件,使潜水员的身体绝不会处于电焊条与焊接电路接地侧之间。 7、要保持电源电缆与焊接电缆分开。 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
水下焊接技术存在的问题及策略分析 摘要:水下焊接技术是一项复杂且技术难度大的水下作业,水下由于压力过大、可视性程度低等原因使焊接过程中会出现很多问题,比如气孔过多导致焊缝容易裂缝,冷却速度过快导致焊缝韧性减低等,这影响了焊接质量和工艺水平。因此,要进行研究和创新水下焊接技术,逐步实现高效率,适应性强的自动化和智能化技术。本篇文章就是针对水下焊接技术中存在的问题进行的策略分析。 关键词:水下焊接技术;存在问题;策略;发展趋势 前言 目前我国工业在不断发展,所需要的石油及各种能源不断增加,开发深水资源成为了一项重要的任务。海洋石油工业不断发展,水下矿产开发、海底输油等工程不断增加,这就需要进行水下焊接。水下焊接技术是一项难度较大的工程,海洋环境复杂,焊接技术难度高,因此要利用科技促进焊接技术进步,不断实现水下焊接技术的自动化和智能化。 1.水下焊接技术存在的问题 水下焊接技术存在的问题主要有以下几点: 1.1可视度低 水对光有强大的反射和吸收作用,因此水下焊接中可见光比较微弱,削弱了光传播,同时在焊接过程中,会产生一些烟雾和气泡,这也会影响水下的可视程度,进而影响焊接质量。 1.2产生气孔多 在水下焊接过程中,由于焊接时电弧高温,容易使水分解,产生氢气,氢气易溶于焊缝,在熔融金属凝固以后,气体不易排出,这就造成了接头处产生裂纹,影响焊接质量。 1.3冷却速度过快 水的导热率很高,比空气多40倍,在焊接过程中很容易对焊缝和热影响区金属进行快速冷却。由于冷却速度过快,形成了内应力,使焊缝和焊头组织脆化,降低韧性,产生裂纹。 1.4压力大 水的深度越大,在水下的压力也就越大,这对焊接环境有很大影响,电弧柱
万方数据
WeldingTechnologyV01.38No.8Aug.2009?专题综述‘5 150m水深的高压焊接试验装置。研制了钨极氩弧自发了配套的NBS一500型水下半自动焊机,在国内进动焊机,获得了0.1~0.7MPa范围内的16Mn管道全行了多次成功施焊,焊接接头的质量可以满足国际上位置自动焊接工艺.形成的管道焊接接头全部达到了常用的APIl104规程的要求。 美国焊接学会AWSD3.6M:1999中A类接头,即相水下Nd:YAG激光焊接由于热输入小、能量易当于陆上接头的要求。并且于2006年11月16日在于传输和控制等优点,被考虑首先用于核设备的维修中国渤海湾天津新港锚地附近12In水深海域与水下和维护。已经商业化的Nd:YAG激光器能够提供6干式舱及其他作业系统一并进行了海上试验,获得了kW的功率,该激光能够进行10mm厚的钢板焊接。外观良好的焊缝∞]。水下激光焊接必须在局部干燥区域内进行。水帘屏蔽 虽然目前的高压干法水下焊接通过采用自动化和智能化的技术,实现了焊接过程的自动监控,焊接质量好、效率高,但仍然需要潜水焊工。焊接设备的安装、维护和检测都需要潜水员的辅助.因而在实际使用中的焊接系统还不能超过650m。而且对潜水焊工的专业和技术要求很高。所以。随着海洋工程向深海的挺进,必须发展智能化的焊接机器人。 1.2局部干法水下焊接 局部干法水下焊接兴起于上世纪70年代,综合了湿法水下焊接和干法水下焊接两者的优点,是一种较先进的水下焊接方法.电弧的燃烧及熔池凝固等过程都在气相环境中进行。近20a来,这类方法越来越受到国内外的关注.已开发了多种局部干法水下焊接方法。也是当前水下焊接技术研究的重要方向之一。其中已经在生产中应用的焊接方法有气罩式水下焊接法、水帘式水下焊接法和可移动气室式水下焊接法。 气罩式水下焊接法多采用熔化极气体保护半自动焊和焊条电弧焊,也可采用非熔化极气体保护半自动焊。实际应用的最大水深是40m。水帘式水下焊接法也称为干点式水下焊接法.属于较小范围的局部干法[7]。日本用直径为0.2mm的钢丝“裙”代替水帘,喷嘴部分像钢丝刷子一样,故将这种水下焊接法称为钢刷式水下焊接法,钢刷式局部干法水下焊接克服了水帘式局部干法焊接的缺点,可以进行搭接接头、角接接头的焊接,可自动焊,也可以采用半自动焊。可移动气室式水下焊接是美国1968年首先提出的。1973年开始在生产中应用。该方法的气室直径较小,只有100~130mm.故属于干点式水下焊接法。焊一段,要移动一段气室,直至焊完整条焊缝。我国的哈尔滨焊接研究所研制成功了LD—CO:焊接方法,并开是形成局部干燥空间的一种好的方法,但由于水帘喷嘴的尺寸比较大(超过40mm),焊枪结构也比较复杂.为了满足不同应用场合的需要,尤其是V形角焊缝或者狭小以及不平坦表面的焊接,必须使用小尺寸的喷嘴。但当喷嘴内径<8mm时,无法获得完全的局部干燥区。张旭东等人使用直径分别为8,10,13mm的3种喷嘴进行了水下焊接试验。在良好的保护条件下.水下焊缝可达到与空气中同样的冶金成分和焊缝收缩率E8】。 北京石油化工学院海洋工程连接技术研究中心与上海核工程研究设计院合作。共同研制了一套局部干法自动水下焊接试验系统,如图1所示。 圈1局部干法自动水下焊接试验装置 该试验系统南水下焊接试验舱、焊接电源、液压驱动自动焊接平台、排水罩、试验环境系统、水下焊接摄像系统6个部分组成。能够实现水下局部干式MIG(MAG)全自动焊接。水下焊接试验舱为立式快开结构压力容器。设计最高工作压力0.3MPa,开发了适合局部干法自动焊接的微型排水罩。试验环境系统的控制由PLC通过控制水路、气路的阀门以及水 泵的启停来实现。液压驱动自动焊接平台的摆动油缸 万方数据
湿法水下焊接概述 水下焊接是指在水下,对金属布局物进行焊接的一种专业技术。水下焊接既存在水的影响又有高压的影响,因而水下焊接的技术、设备及其对质量的需求与陆地是有差异的。当前,水下焊接的办法许多,大体可分为湿法水下焊接、https://www.doczj.com/doc/5e14291644.html,
干法水下焊接和部分水下焊接。 湿法水下焊接,即潜水员不采纳任何排水办法而直接施焊的办法。选用这种办法,遇到的首要疑问是,可见性差、不易操控、冷却速度快、含氢量高级影响焊接接头质量。 1954年首要由美国提出
干法水下焊接的概念,即把包含焊接部位在内的一个较广泛的范围内的水,焊接进程是在一个干的气箱环境中进行的。这种办法存在的首要疑问:首要,要有一个大型舱室,但遭到水下焊接工件形状标准和方位的约束,适应性差,到当前为止,这种办法仅适用于海底管道
之类形状简略的布局物的焊接;第二必须有一个保护、调理、监测、照明和安全操控的完好设备体系,本钱贵重;第三依然存在压力对焊接质量的影响,跟着水深的添加,焊接电弧被紧缩、弧柱变细,焊出来的焊道和熔宽变窄,焊缝构成变坏并简略构成缺点。
部分干法水下焊接:湿法水下焊接,设备简略,操作简略,本钱低价,但焊接质量差。而干法水下焊接,尽管焊接质量较高,但本钱贵重,适应性差,却难以满意日益开展的海洋开发工作,所以大家又研讨出一种部分干法水下焊接。这种焊接办法是把焊接部位周
围部分水域的水,人为的排空,构成一个部分气箱区,使电弧在其间安稳焚烧。与湿法比较,因焊接部位排除了水的搅扰,然后改进了接头质量。与干法比较,又不需求那么巨大的设备体系。所以这种水下焊接办法,是当前研讨的要点和方向。但这种办法也有不足之处,即
《水下焊接基本描述》(摘自百度) 水下焊接概述 水下焊接水下焊接与切割是水下工程结构的安装、维修施工中不可缺少的重要工艺手段。它们常被用于海上救捞、海洋能源、海洋采矿等海洋工程和大型水下设施的施工过程中。 水下焊接方法 水下焊接有干法、湿法和局部干法三种。 (一)干法焊接 这是采用大型气室罩住焊件、焊工在气室内施焊的方法,由于是在干燥气相中焊接,其安全性较好。在深度超过空气的潜入范围时,由于增加了空气环境中局部氧气的压力,容易产生火星。因此应在气室内使用惰性或半惰性气体。干法焊接时,焊工应穿戴特制防火、耐高温的防护服。 与湿法和局部干法焊接相比,干法焊接安全性最好,但使用局限性很大,应用不普遍。 (二)局部干法焊接 局部干法是焊工在水中施焊,人为地将焊接区周围的水排开的水下焊接方法,其安全措施与湿法相似。 由于局部干法还处于研究之中,因此使用尚不普遍。 (三)湿法焊接 湿法焊接是焊工在水下直接施焊,而不是人为地将焊接区周围的水排开的水下焊接方法。 电弧在水下燃烧与埋弧焊相似,是在气泡中燃烧的。焊条燃烧时焊条上的涂料形成套筒使气泡稳定存在,因而使电弧稳定,如图8-1所示。要使焊条在水下稳定燃烧,必须在焊条芯上涂一层一定厚度的涂药,并用石蜡或其他防水物质浸渍的方法,使焊条具有防水性。气泡由氢、氧、水蒸气和由焊条药皮燃烧产生的气泡;浑浊的烟雾生的其他氧化物。为克服水的
冷却和压力作用造成的引弧及稳弧困难,其引弧电压要高于大气中的引弧电压,其电流较大气中焊接电流大15%~20%。 水下湿法焊接与干法和局部干法焊接相比,应用最多,但安全性最差。由于水具有导电性,因此防触电成为湿法焊接的主要安全问题之一。 水下焊接的特点 水下环境使得水下焊接过程比陆上焊接过程复杂得多,除焊接技术外,还涉及到潜水作业技术等诸多因素,水下焊接的特点是: 1、可见度差,水对光的吸收、反射和折射等作用比空气强得多,因此,光在水中传播时减弱得很快。另外焊接时电弧周围产生大量气泡和烟雾,使水下电弧的可见度非常低。在淤泥的海底和夹带沙泥的海域中进行水下焊接,水中可见度就更差了。 2、焊缝含氢量高,氢是焊接的大敌,如果焊接中含氢量超过允许值,很容易引起裂纹,甚至导致结构的破坏。水下电弧会使其周围水产生热分解,导致溶解到焊缝中的氢增加,水下焊条电弧焊的焊接接头质量差与氢含量高是分不开的。 3、冷却速度快,水下焊接时,海水的热传导系数高,是空气的20倍左右。若采用湿法或局部法水下焊接时,被焊工件直接处于水中,水对焊缝的急冷效果明显,容易产生高硬度淬硬组织。因此,只有采用干法焊接时,才能避免冷效应。 4、压力的影响,随着压力增加,电弧弧柱变细,焊道宽度变窄,焊缝高度增加,同时导电介质密度增加,从而增加了电离难度,电弧电压随之升高,电弧稳定性降低,飞溅和烟尘增多。 5、连续作业难以实现,由于受水下环境的影响和限制,许多情况下不得不采用焊一段,停一段的方法进行,因而产生焊缝不连续的现象。 水下焊接与切割的事故原因 水下焊接与切割的致险因素的特点是:电弧或气体火焰在水下使用,它与在大气中焊接或一般的潜水作业相比,具有更大的危险性。 水下焊接与切割作业常见事故有:触电、爆炸、烧伤、烫伤、溺水、砸伤、潜水病或窒息伤亡。事故原因大致有以下几点: (1>沉到水下的船或其他物件中常有弹药、燃料容器和化学危险品,焊割前未查明情况贸然作业,在焊割过程中就会发生爆炸。 (2)由于回火和炽热金属熔滴烧伤、烫伤操作者,或烧坏供气管、潜水服等潜水装具而造成事故。 (3)由于绝缘损坏或操作不当引起触电。 (4)水下构件倒塌发生砸伤、压伤、挤伤甚至死亡事故。
钢管桩牺牲阳极水下湿法焊接工艺 1.范围 本标准规定了采用水下湿法焊接,进行钢管桩牺牲阳极防腐的阳极块吊装/就位、焊接端处理、焊接设备/材料、焊接方法/工艺。 海水介质中的船舶、港工海洋工程设施、海水冷却水系统和储罐沉积水部位等领域进行牺牲阳极防腐,采用水下湿法焊接可参照本标准。 本标准为制订人公司内部技术管理、工艺控制需要而建立, 2.编制依据 2.1东海大桥分指挥部《东海大桥钢管桩防腐蚀设计说明书》; 2.2美国焊接学会《AMS D1.1》; 2.3美国焊接学会《AMS D 3.6》; 2.4我国《静电学防腐理论》。 3.焊接工艺 3.1焊接方法: 水下湿法焊接。 3.2介质: 海水 3.3钢管桩阳极水下湿法焊接工艺
3.3.1牺牲阳极的吊装; 3.3.1.1根据设计要求,对牺牲阳极焊接端进行校正; 3.3.1.2根据施工海域的海况条件,择机进入施工场地,按设计阳极的焊接深度, 确定绳索或钢缆的长度,将阳极吊装入水; 3.3.1.3潜水员水下绑扎阳极块,并使焊接端紧贴钢管桩; 3.3.2焊接位置的清理和除锈 3.3.2.1潜水员对钢管桩焊接位置进行焊接前清理和除锈;达到St2.0 3.3.2.2校正阳极块焊接端与钢管桩之间的粘合间隙,缝隙不大于2mm。 3.3焊接设施要求 3.3.1采用直流电焊机: 3.3.1.1电焊机容量不小于400A; 3.3.1.2焊接回路采用直流正接法(DCSP); 3.3.2焊接闭合回路: 3.3.2.1焊接用线:不小于60㎜2; 3.3.2.2焊接手钳:水下专用焊钳; 3.3.2.3在焊机二次回路中接入一个手动闸刀开关。 3.3.2.4保证焊机接地线连接可靠; 3.3.2.5焊接闭合回路形成合理。 3.3.3焊接材料: 3.3.3.1焊条牌号:选择满足水下湿法焊接要求的特种水下焊条;
Welding Technology Vol.38No.6Jun .2009·专题综述· 湿法水下焊接及水下焊接机器人技术进展 叶建雄,尹 懿,张晨曙 (南昌大学机器人与焊接自动化重点实验室,江西南昌330029) 摘要:海洋作为能源、食品和原材料的重要来源地,越来越受到世界各国研究人员的重视。大量海洋工程的出现,对水下焊接技术提出了更高的要求。着眼于水下焊接中的湿法焊接技术,介绍了国内外的最新发展,概括了当前研究的两个重要领域,即水下焊接专用焊条的研制和湿法焊接用传感器;指出水下焊接机器人是实现人类从浅水走向深水的必然选择,从水下焊接机器人的机构设计和密封设计、远距离通信及遥控焊接等方面介绍了当前水下焊接机器人的技术进展。关键词:湿法水下焊接;水下焊接机器人;进展中图分类号:TG456.5;TP242.6 文献标志码:A 收稿日期:2008-10-09 基金项目:国家“863”计划———大型构件水下焊接机器人系统研究 与开发(2007AA04Z242);中国博士后科学研究基金———水下焊接超声焊缝跟踪技术研究(20080441085) 文章编号:1002-025X (2009)06-0001-04 引言 辽阔无际的海洋蕴藏着丰富的石油天然气以及金属矿产资源,人类为实现可持续发展,必将加强对海洋的深入开发,所以21世纪被称为海洋的世纪。 水下焊接不但危险性高、劳动强度大,且对焊接质量的要求更高:焊接结构除承受工作载荷,还要承受风暴、波浪、潮流引起的附加载荷,很容易产生疲劳破坏、脆性断裂或应力腐蚀开裂。为此,焊接工作者不断研究各种水下焊接方法,如水下电弧焊、水下螺柱焊、水下爆炸焊、水下电子束焊、水下等离子弧焊、水下激光焊、水下摩擦叠焊、水下搅拌摩擦焊等,共计有20余种。世界上主要的工业化国家,如美国、德国、英国、俄罗斯、日本都积极开展水下焊接机理、方法和水下焊接自动化装备方面的研究,为了突破人类饱和潜水极限深度的限制,对全位置智能化水下焊接机器人系统的研究也是热点之一。 1湿法水下焊接 根据焊接电弧所处环境的不同,水下焊接可分为 干法水下焊接、局部干法水下焊接和湿法水下焊接三类。不同的水下焊接方法有不同的特点,如高压干式 TIG 焊焊接接头质量高,是目前海底管道等重要结构 物水下修复普遍采用的焊接方法,但环境压力的增大会造成电弧不稳,故水深超过500m 时应选择高压 MIG 焊或摩擦叠焊[1]。由于湿法焊接具有设备简单、 成本低廉、操作灵活及适应性强等优点,被广泛用于海洋工程的建造安装及维修,特别是近年来随着专用焊条等焊材的不断改进,湿法水下焊接得到了迅猛发展,焊接质量达到了美国焊接学会AWS D3.6M-99的要求。英国已把湿法水下焊接技术用于北海钻井平台的建造和检修,美国采用水下焊条进行潜艇的修理,我国也在大桥的施工中采用了湿法水下焊接技术。 1.1湿法焊接专用焊条 湿法焊接是电弧在亚稳定状态的电弧空腔中连续 燃烧的过程。空腔的形成一方面是由于电弧热使水蒸气电离出气体,另一方面是由于焊条药皮产生气体,从而在电弧周围形成一定大小的气相区,把电弧和熔池与水隔开。随着水深的增加,形成电弧气泡的体积会逐渐变小,而过小的电弧气泡不但会导致焊缝气孔增加,而且电弧极易熄灭[2]。所以对水下焊接专用焊条的研究具有重要的意义。 焊条药皮不但要能够防潮、提高焊缝的耐蚀性和韧塑性,更要有良好的造渣、造气功能。Hydroweld 是一家致力于水下湿法焊接技术的专业公司, Hydroweld FSTM 焊条是惟一被英国国防部认可的军舰 水下修补焊条,曾对1艘英国皇家海军潜艇的球罐进行水下修补,并在世界很多水下工程中得到应用,于 1
水下激光焊接技术的应用 海洋工程结构因常年在海上工作,其工作环境极为恶劣,除受到结构的工作载荷外,还要承受风暴、波浪、潮流引起的附加载荷以及海水腐蚀、砂流的磨蚀、地震或寒冷地区冰流的侵袭。此外,石油天然气的易燃易爆性对结构也存在威胁。而且海洋结构的主要部分在水下,服役后焊接接头的检查和修补很困难,费用也高,一旦发生重大结构损伤或倾覆事故,将造成生命财产的严重损失。所以对海洋工程结构的设计制造、材料选择以及焊接施工等都有严格的质量要求。而随着海洋石油和天然气工业的发展,海洋管道工程日益向深海挺进,我国作为一个发展中的沿海大国,国民经济要持续发展,就必须把海洋的开发和保护作为一项长期的战略任务。大量的海底管道施工工程对水下焊接技术提出了新的要求。 水下焊接由于水的存在,使焊接过程变得更加复杂,并且会出现各种各样陆地焊接所未遇到的问题,目前,世界各国正在应用和研究的水下焊接方法种类繁多,应用较成熟的是电弧焊。随着水下焊接技术的发展,除了常用的湿法水下焊接、局部干法水下焊接和干法水下焊接以外,又出现了一些新的水下焊接方法。但是,从各国海洋开发的前景来看,水下焊接的研究远远不能适应形势发展的需要。因此,加强这方面的研究,无论是对现在或将来,都将是一项非常有意义的工作。 湿法水下焊接 湿法焊接中,水下焊接的基本问题表现最为突出。因此采用这类方法难以得到质量好的焊接接头,尤其在重要的应用场合,湿法焊接的质量难以令人满意。但由于湿法水下焊接具有设备简单、成本低廉、操作灵活、适应性强等优点。所以,近年来各国对这种方法仍在继续进行研究,特别是涂药焊条和手工电弧焊,在今后一段时期还会得到进一步的应用。在焊条方面,比较先进的有英国Hydroweld公司发展的Hydroweld FS水下焊条,美国的专利水下焊条7018’S 焊条,以及德国Hanover大学基于渣气联合保护对熔滴过渡的影响和保护机理所开发的双层自保护药芯焊条。美国的Stephen Liu等人在焊条药皮中加入锰、钛、硼和稀土元素,改善了焊接过程中的焊接性能,细化了焊缝微观组织。水下焊条的发展促进了湿法水下焊接技术的应用。目前,在国、内外都有采用水下湿法焊条电弧焊技术进行水下焊接施工的范例。 药芯焊丝的出现和发展适应了焊接生产向高效率、低成本、高质量、自动化和智能化方向发展的趋势。英国TWI与乌克兰巴顿研究所成功开发了一套水下湿法药芯焊丝焊接的送丝结构、控制系统及其焊接工艺。华南理工大学机电工程系刘桑、钟继光等人开发了一种药芯焊丝微型排水罩水下焊接方法,从实用经济的角度出发,完全依靠焊接时自身所产生的气体以及水汽化产生的水蒸气排开水而形成一个稳定的局部无水区域,使得电弧能在其中稳定的燃烧。微型排水罩的尺寸和结构决定了焊接过程中无水区(局部排水区)的大小和稳定程度。除此之外,他们还通过复合滤光技术和水下CCD摄像系统,采集出了药芯焊丝水下焊接电弧区域图像,从而为水下湿法焊接电弧的机理分析及水下焊接过程控制奠定了基础。 20081182069 光信0802 林裕
编订:__________________ 审核:__________________ 单位:__________________ 特殊环境焊接安全技术——水下焊接与切割安全 Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-9136-45 特殊环境焊接安全技术——水下焊 接与切割安全 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 水下焊接与切割的热源目前主要采用电弧的热量(如水下电弧焊接,电弧熔割,电弧氧气切割等)。以及可燃气体与氧气的燃烧热量(如水下氧氢焰气割)。使用可燃易爆气体和电流本来就具有危险性,而水下条件特殊,危险性更大,需要特别强调安全问题。 1 水下焊割作业工伤事故及其原因 在水下焊接与切割要比陆地上复杂得多,除了焊接技术本身外,还涉及到潜水作业等多种因素。这里把直接影响质量及易发生工伤事故的问题介绍如下。 (1) 能见度低 由于水对光线的吸收,反射及折射等作用,光线的传播距离显著缩短,水下焊接时的能见度非常低,加上电弧周围产生的气泡影响,严重影响潜水焊工技
安全环保技术交底卡 注:本卡一式两份,施工作业方自存一份,一份由安全部连同安全技术交底详细文字资料归档保存。
潜水作业及水下焊接切割安全措施 (交底材料) 一、工程概况 杭州湾跨海大桥Ⅲ-B 合同施工段位于大桥南通航孔南侧,主要施工内容有观光休闲平台基础以及连接大桥主桥的匝道桥。 需要进行水下作业的项目主要是遗留临时钢管桩(或报废主钢管桩)的探摸切除、水下障碍物探摸和清除。 二、水文气候、现场施工环境情况 (一)水流特征: 1、水深 杭州湾水域的平均水深在10m左右。杭州湾跨海大桥北航道区的最大水深10.1m,最小水深9.41m,平均水深9.87m;南航道区最大水深12.32m,最小水深10.73m,平均水深11.59m。 2、流速大 北航道区最大流速达到2.77m/s,南航道区最大流速达到5.16m/s。 3、流向不稳定 从平面、立面上看,都存在对流、漩涡等现象,情况较复杂。 (二)潮汐特征: 属强潮河口,潮汐类型为不规则半日浅海潮,并有明显的日潮不等现象。 1、潮位 平均高潮位3.33m,平均低潮位-2.02m。最大潮差7.4m,最小潮差2.39m,平均潮差5.32m。平均涨潮历时5小时23分,平均落潮历时6小时59分。 2、波浪状况 根据资料,杭州湾水域波况有以下特征: (1)全年波高(Hs)平均为0.19m,周期(Ta)平均为3.79s,4-9月波高(Hs)相对较大。 (2)波高(Hs)≤0.5m的波浪出现最多占92.3%,波高(Hs)>1.5m的波浪很少,仅占0.24%,而且集中出现在ENE-ESE向上。 (3)波高(Hm)≤0.5m的波浪出现最多占85.7%,波高(Hm)>1.5m的波
( 安全技术 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 特殊环境焊接安全技术-水下焊接与切割安全(通用版) Technical safety means that the pursuit of technology should also include ensuring that people make mistakes
特殊环境焊接安全技术-水下焊接与切割 安全(通用版) 水下焊接与切割的热源目前主要采用电弧的热量(如水下电弧焊接,电弧熔割,电弧氧气切割等)。以及可燃气体与氧气的燃烧热量(如水下氧氢焰气割)。使用可燃易爆气体和电流本来就具有危险性,而水下条件特殊,危险性更大,需要特别强调安全问题。 1水下焊割作业工伤事故及其原因 在水下焊接与切割要比陆地上复杂得多,除了焊接技术本身外,还涉及到潜水作业等多种因素。这里把直接影响质量及易发生工伤事故的问题介绍如下。 (1)能见度低 由于水对光线的吸收,反射及折射等作用,光线的传播距离显著缩短,水下焊接时的能见度非常低,加上电弧周围产生的气泡影
响,严重影响潜水焊工技术的正常发挥。 (2)急冷效应明显 海水的热传导系数比较高,受这种特性的影响,特别在湿法焊接时,水对焊缝的急冷效应最为明显,并容易出现高硬度的淬硬组织。 (3)焊缝含氢量高 水下焊缝含氢量一般都较高,电弧气氛中氢的含量可达62%~82%。由于焊条涂料层种类不同,水下焊接的焊缝含氢量通常高于陆上焊缝数倍。 (4)水下焊接与切割易发生的工伤事故 a.爆炸。如被焊割构件存在有化学危险品,弹药,焊割未经安全处理的燃料容器与管道,或气割过程中形成爆炸性混合气等原因就能引起爆炸事故。 b.灼烫。炽热金属溶滴或回火可能造成烧伤、烫伤,以及由于烧坏供气管,潜水服等潜水装具能造成潜水病或窒息。 c.电击。由于绝缘损坏漏电或直接触及电极等带电体可引起触
水下激光焊接技术的研究和应用 海洋工程结构因常年在海上工作,其工作环境极为恶劣,除受到结构的工作载荷外,还要承受风暴、波浪、潮流引起的附加载荷以及海水腐蚀、砂流的磨蚀、地震或寒冷地区冰流的侵袭。此外,石油天然气的易燃易爆性对结构也存在威胁。而且海洋结构的主要部分在水下,服役后焊接接头的检查和修补很困难,费用也高,一旦发生重大结构损伤或倾覆事故,将造成生命财产的严重损失。所以对海洋工程结构的设计制造、材料选择以及焊接施工等都有严格的质量要求。而随着海洋石油和天然气工业的发展,海洋管道工程日益向深海挺进,我国作为一个发展中的沿海大国,国民经济要持续发展,就必须把海洋的开发和保护作为一项长期的战略任务。大量的海底管道施工工程对水下焊接技术提出了新的要求。 水下焊接由于水的存在,使焊接过程变得更加复杂,并且会出现各种各样陆地焊接所未遇到的问题,目前,世界各国正在应用和研究的水下焊接方法种类繁多,应用较成熟的是电弧焊。随着水下焊接技术的发展,除了常用的湿法水下焊接、局部干法水下焊接和干法水下焊接以外,又出现了一些新的水下焊接方法。但是,从各国海洋开发的前景来看,水下焊接的研究远远不能适应形势发展的需要。因此,加强这方面的研究,无论是对现在或将来,都将是一项非常有意义的工作。 1 水下焊接技术的最新进展 1.1 湿法水下焊接 湿法焊接中,水下焊接的基本问题表现最为突出。因此采用这类方法难以得到质量好的焊接接头,尤其在重要的应用场合,湿法焊接的质量难以令人满意。但由于湿法水下焊接具有设备简单、成本低廉、操作灵活、适应性强等优点。所以,近年来各国对这种方法仍在继续进行研究,特别是涂药焊条和手工电弧焊,在今后一段时期还会得到进一步的应用。 在焊条方面,比较先进的有英国Hydroweld公司发展的Hydroweld FS水下焊条,美国的专利水下焊条7018’S 焊条,以及德国Hanover大学基于渣气联合保护对熔滴过渡的影响和保护机理所开发的双层自保护药芯焊条。美国的Stephen Liu等人在焊条药皮中加入锰、钛、硼和稀土元素,改善了焊接过程中的焊接性能,细化了焊缝微观组织[1]。 水下焊条的发展促进了湿法水下焊接技术的应用。目前,在国、内外都有采用水下湿法焊条电弧焊技术进行水下焊接施工的范例。 药芯焊丝的出现和发展适应了焊接生产向高效率、低成本、高质量、自动化和智能化方向发展的趋势。英国TWI与乌克兰巴顿研究所成功开发了一套水下湿法药芯焊丝焊接的送丝结构、控制系统及其焊接工艺[2]。https://www.doczj.com/doc/5e14291644.html,/华南理工大学机电工程系刘桑、钟继光等人开发了一种药芯焊丝微型排水罩水下焊接方法[3],从实用经济的角度出发,完全依靠焊接时自身所产生的气体以及水汽化产生的水蒸气排开水而形成一个稳定的局部无水区域,使得电弧能在其中稳定的燃烧。微型排水罩的尺寸和结构决定了焊接过程中无水区(局部排水区)的大小和稳定程度。除此之外,他们还通过复合滤光技术和水下CCD摄像系统,采集出了药芯焊丝水下焊接电弧区域图像,从而为水下湿法焊接电弧的机理分析及水下焊接过程控制奠定了基础。 由于传统的边缘检测算子如梯度算子、拉普拉斯算子、Sobel算子等对噪声敏感,梁明等采用了Bubble函数过零点检测来提取焊缝图像边缘的小波多尺度方法[4],通过调整尺度参数σ的值,得到焊缝边缘提取效果最好的σ范围是:0.4≤σ≤0.6,有效降低了噪声,同时又较好地保持了焊缝边缘细节,在水下药芯焊接焊缝边缘检测中获得较好的效果。深圳市星鸿艺激光科技有限公司专业生产激光打标机,激光焊接机,深圳激光打标机,东莞激光打标机
水下焊接技术发展史 水下焊接技术是开发海洋、开采海底石油以及组装、维修诸如采油平台、输油管线和海底仓等大型海洋结构的关键技术之一, 也是舰船应急修理、海上救助、桥梁架设等工作的必要技术手段。核电是世界电力发展的趋势,在核电站内部,核反应堆压力容器(RPV)因为长期在水中工作,容易受到应力腐蚀裂纹的破坏,核电结构修复时,会遇到很多挑战。为了减少工作人员所受的核辐射,经常会采用水下焊接方法。水下焊接的分类一般将水下熔焊分为三大类: 湿法、干法和局部干法。其中干法又可以分为高压干法水下焊接和常压干法水下焊接。局部干法则包括排水罩式、高压水帘式、钢刷式、移动气箱式和等离子弧MIG 局部干法等。采用的焊接方法一般有药皮焊条焊接, GTAW,GMWA以及FCAW 。水下焊接除熔焊之外还有爆炸焊和FSW ( friction stitch welding 摩擦叠焊) , 这两种方法都属于固相连接技术。以下为水下焊接的发展历程: 1 水下湿法焊接技术 1802 年, 一位名叫Humphrey的学者指出电弧能够在水下连续燃烧, 即指出了水下焊接的可能性, 然而其实际应用却是在100 多年以后, 在不可能把结构物移到陆地上进行焊接的情况下才做到的。1917 年,英国海军船坞的焊工采用水下焊接的方法来封堵位于轮船水下部分漏水的铆钉缝隙, 这是水下焊接的首次应用。第一篇正式发表的关于水下焊接研究工作的论文, 是在1933 年由Hibshrman 和Jensen 共同完成的。1932 年, Khrenov 发明了厚药皮水下专用焊条,在焊条外表面涂有防水层, 使水下焊接电弧的稳定性得到了一定程度的改善。到第二次世界大战结束时, 水下焊接技术在打捞沉船等方面已经占有重要地位。1971 年, Humble 石油公司对墨西哥湾钻采平台的水下焊接修理工作是水下焊接技术第一次应用于海洋石油工程。1985 年产生了第一批经过认可的潜水焊工,并制定了水深小于100m 的水下湿法焊接工艺。1987 年, 水下湿法焊接技术在核电厂不锈钢管道的修理工作中得到应用。上世纪90 年代, 随着要求修理的水下工程结构的增多以及船坞修理成本的增加,湿法焊接技术得到了进一步的发展。水下焊条的发展对水下湿法焊接的应用起着重要的作用。英国Hydroweld 公司发展了多种水下焊条,取得了很好的实用效果。美国专利焊条—7018`s 焊条药皮上有一层铝粉, 水下焊接时能产生大量的气体,避免焊缝金属受到侵蚀。德国Hanover 大学基于渣-气联合保护对熔滴过渡过程的影响和保护机理研制开发了
特殊环境焊接安全技术-水下焊接与切割安全(标准版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0025
特殊环境焊接安全技术-水下焊接与切割 安全(标准版) 水下焊接与切割的热源目前主要采用电弧的热量(如水下电弧 焊接,电弧熔割,电弧氧气切割等)。以及可燃气体与氧气的燃烧热量(如水下氧氢焰气割)。使用可燃易爆气体和电流本来就具有危险性,而水下条件特殊,危险性更大,需要特别强调安全问题。 1水下焊割作业工伤事故及其原因 在水下焊接与切割要比陆地上复杂得多,除了焊接技术本身外,还涉及到潜水作业等多种因素。这里把直接影响质量及易发生工伤事故的问题介绍如下。 (1)能见度低 由于水对光线的吸收,反射及折射等作用,光线的传播距离显著缩短,水下焊接时的能见度非常低,加上电弧周围产生的气泡影
响,严重影响潜水焊工技术的正常发挥。 (2)急冷效应明显 海水的热传导系数比较高,受这种特性的影响,特别在湿法焊接时,水对焊缝的急冷效应最为明显,并容易出现高硬度的淬硬组织。 (3)焊缝含氢量高 水下焊缝含氢量一般都较高,电弧气氛中氢的含量可达62%~82%。由于焊条涂料层种类不同,水下焊接的焊缝含氢量通常高于陆上焊缝数倍。 (4)水下焊接与切割易发生的工伤事故 a.爆炸。如被焊割构件存在有化学危险品,弹药,焊割未经安全处理的燃料容器与管道,或气割过程中形成爆炸性混合气等原因就能引起爆炸事故。 b.灼烫。炽热金属溶滴或回火可能造成烧伤、烫伤,以及由于烧坏供气管,潜水服等潜水装具能造成潜水病或窒息。 c.电击。由于绝缘损坏漏电或直接触及电极等带电体可引起触
水下焊接技术在海洋工程中的应用及发展趋势 马陈勇1 ,赵继文2,宋文强1 (1.中国石油集团海洋工程有限公司辽河事业部,辽宁 盘锦 124120;2.中国石油集团辽河石油勘探局测 井公司,辽宁 盘锦 124120) 摘要:随着海洋石油的开发利用和潜水技术的发展,海底输油输气管线以及海洋工程结构的日益增多,水下焊接技术已成 为海洋工程和水下管道组装和维修的关键性技术。本文综述了水下焊接技术特点及在海洋工程中的应用,并就水下焊接技术 在海洋工程应用中的发展趋势提出了一些看法。 关键词:海洋工程;湿法水下焊接;局部干法水下焊接;干法水下焊接 1 序 言 海洋工程结构因常年在海上工作,工作环境极为恶劣,除受到结构的工作载荷外,还要承受风暴、波 浪、潮流引起的附加载荷以及海水腐蚀、砂流磨蚀、地震或寒冷地区冰流的侵袭。此外,石油天然气的易 燃易爆性对结构也存在威胁。而且海洋工程结构的主要部分在水下,服役后焊接接头的检查和修补很困难, 费用也高,一旦发生重大结构损伤或倾覆事故,将造成生命财产的严重损失。所以对海洋工程结构的设计 制造、材料选择以及焊接施工等都有严格的质量要求。而随着海洋、石油和天然气工业的发展.海洋管道 工程日益向深海挺进。 因此,开展水下焊接技术的研究,加强对其应用,对于开发海洋事业,开采海底油田、使丰富的海洋 资源为人类服务,具有重要的现实意义。目前,水下焊接技术已广泛用于海洋工程结构、海底管线、船舶、 船坞港口设施、江河工程及核电厂维修。水下焊接已成为组装维修诸如采油平台、输油管线等大型海洋结 构的关键技术之一。 2 湿法水下焊接技术在海洋工程中的应用 湿法水下焊接是潜水员在水环境中进行的焊接,如图1所示。水下能见度差,潜水焊工看不清焊接情 况,会出现“盲焊”的现象,难以保证水下焊接质量,尤其水密性更难以保证。因此采用这类方法难以获得 质量良好的焊接接头,尤其是焊接结构应用在较为重要的情况下,焊接的质量难以令人满意[1]。但由于湿 法水下焊接具有设备简单、成本低廉、操作灵活、适应性较强等优点,所以,近年来各国对这种方法仍在继续进行研究,特别是涂药焊条和手工电焊 [2],在今后的一段时期还会得到进一步的应用。 图1 湿法水下焊接示意图 湿法水下焊接在美国已得到广泛应用,对湿法水下焊接设计最有指导作用的文件是美国焊接学会的 AWS 标准(AWS D3.6)。现在湿法水下焊接中最常用的方法为焊条电弧焊和药芯焊丝电弧焊。在焊接时, 潜水焊工要使用带防水涂料的焊条和为水下焊接专门设计或改制的焊钳。尽管湿法水下焊接已经取得了较 大的进展,但到目前为止,应该说水深超过100m 的湿法水下焊接仍难得到较好的焊接接头,因此还不能 用于焊接重要的海洋工程结构。但是,随着湿法水下焊接技术的发展,很多湿法水下焊接的问题在一定程 度上正得到克服,如采用设计优良的焊条药皮及防水涂料等,加上严格的焊接工艺管理及认证,1991年首次在北海对一个非主要结构杆件进行了湿法水下焊接,现在湿法水下焊接已在北海平台辅助构件的水下修