对降低连铸钢铁料消耗的思考及措施 作者:jjsskk 发表日期:2007-4-3 阅读次数:235 1 前言 钢铁料消耗一直以来是关系到钢铁企业的效益和降低其产品成本的最关键性指标,降低连铸钢铁料消耗,提高连铸金属收得率,能提升钢铁企业的效益,和降低其产品成本。因此,本文从马钢二炼钢厂连铸车间的生产实际及连铸车间钢铁料消耗的主要来源及成因出发,谈谈如何采取措施降低二钢厂连铸车间的钢铁料消耗。 2 连铸钢铁料消耗的来源及成因分析 所谓连铸钢铁料消耗,是指炼钢转炉提供给连铸生产的钢水,在浇注成合格连铸坯的生产过程中的钢水的消耗情况。一般用生产一吨合格连铸坯需要用多少钢水量来表示,即kg/t。在二钢连铸生产中,钢铁料消耗来源主要有以下几方面: 2.1 回炉量消耗:回炉量消耗造成了连铸钢水的一次成坯率的降低,故降低了连铸金属收得率,增大了产品成本。造成连铸回炉的消耗有下列情况原因: (1)钢水成份不合格造成的回炉。炼钢所出的钢水成份不合格等,一般为S、P等含量超标; (2)钢水温度低造成的回炉。炼钢所出钢水温度较低,造成连铸浇注后期因钢水温度过低而无法浇注而产生的回炉; (3)钢水衔接不上造成的回炉。因炉机不匹配造成炼钢钢水接不上而使连铸机停机等,使钢水无铸机浇注而产生的回炉; (4)钢水积压回炉。因钢水在调度管理上造成连铸机的钢水积压过多,使得钢水在连铸机台上停等时间长温度低,无法浇注而产生的回炉; (5)连铸机发生各类事故易造成回炉。如:连铸机发生漏钢而停流,延长了浇钢时间,使得后期钢水温度过低无法浇注而产生回炉,或铸机开机、换中间包不成功以及连铸设备故障等情况都易产生此类回炉。 通常情况下在实际生产中,连铸生产所产生的回炉多是因为以上多种原因共同造成的,因此为减少和控制连铸回炉量的消耗,就要防止以上情况原因的出现。 2.2 连铸中包块消耗:中包块钢水消耗是目前二钢厂连铸车间比较大的钢铁料消耗。降低中包块高度有利于降低连铸钢铁料消耗,提高连铸金属收得率。根据目前二钢厂连铸工艺的规定,铸机在换中间包时中包液面高度应不小于200mm,对应钢水消耗为不小于 3.57t(15吨中间包);在停机时要求中包液面高度小于100mm,对应钢水消耗为小于1.61t(15吨中间包)。 2.3 连铸坯废品消耗:包括有下列几项废品消耗: (1) 正常连铸坯切头、切尾; (2) 正常换中间包双浇铸坯; (3) 漏钢冷溅废品或补漏钢成功的双浇铸坯废品; (4) 发生棱变和弯曲度超标的连铸废品; (5) 表面质量较差的连铸废品,如夹渣废、气孔废等。 2.4 连铸坯氧化铁皮消耗:一般而言,连铸坯氧化铁皮的消耗比较稳定,但当连铸拉坯速度过大,而冷却较弱使得连铸坯发红亮时,连铸坯产生的氧化铁皮较多。 2.5 其它连铸钢铁料消耗:主要有下列几种情况: (1) 零星钢水量的落地废品。因零星钢水(一般低于5.0t),回炉比较困难,但为防止钢包给低温钢水冻死,往往让钢水直接落地而造成的废品; (2) 中间包、钢包上的挂钢废品; (3) 发生事故时的钢包落地废品:如钢包通、钢水穿机构滑块、钢包机构关不死以及中包事故等造成的
钢铁企业达产创效攻关总结 钢铁企业达产创效攻关总结 企业年终总结钢铁企业达产创效攻关总结总结企业钢铁攻关 120吨转炉炉卷轧机生产线“达产创效”攻关组自元月12日正式成立以来,各专业攻关小组都能严格按照公司要求、主动融入到第二炼轧厂的系统管理中去,不分彼此、精诚团结,相互配合、形成合力,围绕“达产创效”这一中心任务,全方位开展攻关工作,制订实施了详细、准确、可操作性强的管理措施和考核办法,理顺了各环节之间的相互关系,确保了各项攻关措施落到实处,圆满完成了攻关任务。主要攻关成绩如下: ---实现了达产攻关目标。1-6月份炼钢系统产钢4 8.11万吨,平均月产达到9.6万吨,其中3月份产钢10.53万吨,实现了达产目标,4月份产钢达到1 1.01万吨,5月份产钢达到12万吨,均超过设计月产能力。轧钢系统累计入库钢板3 4.76万吨,平均月产钢 6.95万吨,其中5月份入库量达到9.5万吨,超过了9.17万吨的达产目标。---提前实现正边际贡献。经财务部按300m3高炉成本水平计算,第二炼轧厂元月份边际贡献为-75 3.87万元,2月份即实现正边际贡献24 5.03万元,3月份实现正边际贡献435 7.38万元;4月份实现正边际贡献757
6.67万元;5月生产经营形势更好于4月份、预计边际贡献可达到8600万元。1-6月份全厂可累计实现正边际贡献2亿元以上,提前完成了公司要求的上半年实现正边际贡献的攻关目标。---三月份开始实现盈利。经财务核算按外购原材料实际采购价格和300m3高炉铁水实际成本计算,第二炼轧厂3月份吨材实现毛利270.18元,全月实现销售毛利润2038万元;4月份吨材实现毛利润53 6.53元,实现总销售毛利润562 5.82万元;预计5月份可实现总销售毛利润6400万元;并且吨材盈利水平已不低于兄弟单位。即使按2200m3高炉铁水实际成本计算,3月份仍可实现销售毛利润991万元,4月仍可实现销售毛利润4110万元,5月仍可实现销售毛利润5010万元。可以说公司的整条新生产线实现了总体盈利。---技术经济指标整体优化。1-6月份,炼钢系统的48项和轧钢系统的9项主要可比技术经济指标均优于去年12月份水平,指标改善率达到100%。目前,炼钢钢铁料消耗达到 1094kgt钢,比去年12月份降低4 5.67kgt钢,行业排名提升到第12位;工序能耗达到6 1.21kget钢,比去年12月份降低2 1.95kget钢,行业排名提升到15位;氧气消耗达到5 1.01m3t钢,比去年12月份降低3 7.38m3t钢,行业排名提升到第5位;氧枪寿命达到28 1.42炉次,比去年12月份提高13 7.25炉次,行业排名提升到第5位。目前,轧钢成材率达到9 3.68%,比去年12月份提高
对降低连铸钢铁料消耗的思考及措施 日期: 2011-4-10 0:36:18浏览: 63来源: 学海网收集整理作者: 佚名 1 前言 钢铁料消耗一直以来是关系到钢铁企业的效益和降低其产品成本的最关键性指标,降低连铸钢铁料消耗,提高连铸金属收得率,能提升钢铁企业的效益,和降低其产品成本。因此,本文从马钢二炼钢厂连铸车间的生产实际及连铸车间钢铁料消耗的主要来源及成因出发,谈谈如何采取措施降低二钢厂连铸车间的钢铁料消耗。 2 连铸钢铁料消耗的来源及成因分析 所谓连铸钢铁料消耗,是指炼钢转炉提供给连铸生产的钢水,在浇注成合格连铸坯的生产过程中的钢水的消耗情况。一般用生产一吨合格连铸坯需要用多少钢水量来表示,即 kg/t。在二钢连铸生产中,钢铁料消耗来源主要有以下几方面: 2.1回炉量消耗:回炉量消耗造成了连铸钢水的一次成坯率的降低,故降低了连铸金属收得率,增大了产品成本。造成连铸回炉的消耗有下列情况原因: (1)钢水成份不合格造成的回炉。炼钢所出的钢水成份不合格等,一般为S、P等含量超标; (2)钢水温度低造成的回炉。炼钢所出钢水温度较低,造成连铸浇注后期因钢水温度过低而无法浇注而产生的回炉; (3)钢水衔接不上造成的回炉。因炉机不匹配造成炼钢钢水接不上而使连铸机停机等,使钢水无铸机浇注而产生的回炉; (4)钢水积压回炉。因钢水在调度管理上造成连铸机的钢水积压过多,使得钢水在连铸机台上停等时间长温度低,无法浇注而产生的回炉; (5)连铸机发生各类事故易造成回炉。如:连铸机发生漏钢而停流,延长了浇钢时间,使得后期钢水温度过低无法浇注而产生回炉,或铸机开机、换中间包不成功以及连铸设备故障等情况都易产生此类回炉。 通常情况下在实际生产中,连铸生产所产生的回炉多是因为以上多种原因共同造成的,因此为减少和控制连铸回炉量的消耗,就要防止以上情况原因的出现。 2.2连铸中包块消耗:中包块钢水消耗是目前二钢厂连铸车间比较大的钢铁料消耗。降低中包块高度有利于降低连铸钢铁料消耗,提高连铸金属收得率。根据目前二钢厂连铸工艺的规定,铸机在换中间包时中包液面高度应不小于200mm,对应钢水消耗为不小于 3.57t (15吨中间包);在停机时要求中包液面高度小于100mm,对应钢水消耗为小于1.61t (15吨中间包)。 2.3连铸坯废品消耗:包括有下列几项废品消耗: (1) 正常连铸坯切头、切尾; (2) 正常换中间包双浇铸坯; (3) 漏钢冷溅废品或补漏钢成功的双浇铸坯废品;
2017钢铁企业工程管理部工作总结,欢迎阅读! 2017钢铁企业工程管理部工作总结【一】时光飞快,岁月穿 梭。转眼2017年即将过去。在过去的一年中,工程管理部在上级领导的大力支持和各部门的密切配合下通过全体员工共同的努力,基本完成了公司下达的各项任务。在此,我代表工程管理部对一年来的工作情况总结如下: 一、加强管理,严格考核,促进了产能快速发挥。 2017年以来,通过完善三级点检制度,实行“周二定修制”,大大减少了设备维修时间,逐步扭转了投产初期事故影响时间长、生产损失大、设备维护靠“抢修”的被动局面。为加强考核力度,先后修订、完善、细化各项生产管理制度,推行了精细生产管理,树立“时间就是效益”的理念,对影响生产的单位进行严格考核,逐步理顺了各生产环节之间的关系。 一年来,事故影响时间大幅降低,设备作业率不断提高,促进了产能快速发挥。1-5月份连铸机作业率达到80.0%,比去年12月份提高26个百分点,减少影响时间827.6小时,相对提高产量14万吨轧机作业率达到58.3%,比去年12月份提高19.9个百分点,减少影响时间660小时,相对提高产量11万吨。炼钢连铸系统共创出日
产纪录7次,最高日产铸坯4971吨;轧钢系统创出日产纪录5次,最高日产4737吨。钢坯和钢材产量大幅攀升,3月份铸坯产量达到105296吨,炼钢连铸系统率先实现了达产;5月份铸坯产量达到了120049 吨,钢材产量达到了95013吨,当月总销售毛利润达到了6400多万元,全线快速实现了达产创效。截至5月份,120吨转炉—炉卷轧机生产线累计产钢64.64万吨、材40.96万吨。目前,炉卷产品吨材利润在700元以上,累计实现正边际贡献超过2亿元。 同时,还集中解决了一些“瓶颈”问题。针对钢坯大量积压、下线钢坯无处堆放问题,通过提高轧钢产量,规定每班最低“切割量” 和最低“外发量”,提高了“内外消化”能力,同时把外发坯宽度从 2.5m 改为1.6m,切割效率提高了50%以上,最终实现了4000吨以上的日周转能力。针对钢板入库影响产能发挥这一“瓶颈”问题,通过改进入库吊具、改进垛板方式、增加入库通道、实行“以车代库” 等方式,钢板日入库能力也大幅提升。目前,通过增大铸坯断面、提咼连铸拉速等措施,连铸机生产能力也在不断提升。年初,针对铁水不足问题,积极开展“降耗增产”攻关,优化生产组织,降低了铁水入炉比例,最大限度地利用了现有资源。1-5月份炼钢铁水消耗达到916kg/t钢,比去年12月份降低77.5kg/t钢,相对增钢3.5万吨; 转炉吹损达到6.9%,比去年12月份降低3.2个百分点,相对增产1.6万吨。通过优化订单、增加每个浇次的炉数、改进中包修砌、烘烤工艺等措施,连铸连拉炉数不断提高。1-5月份连铸连拉炉数达到10.32炉/次,比去年12月份提高3.18炉/次,连拉时间达到8.81 小时/次,比去年12月份提高3.44小时/次。
钢材成本计算 1、T=1.6X+0.5Y+Z=2200其中:T为生铁成本X为铁矿石价格(1500元/吨)Y为焦炭价格(2000-2100元/吨) Z为添加剂与高炉折旧总费用(300-350元/吨)1.6即炼一吨铁需要的铁矿石量0.5即炼一吨铁需要的焦炭量 2:生铁→热轧1000元铁水→钢水→钢坯(成本500元/吨);铁水→钢水→薄板坯连铸连轧(成本1000元/吨);钢坯→加热轧制(成本500-600元/吨);)生铁到热轧总共是1000元左右 3:生铁→螺纹生铁→钢水→小方坯→螺纹(成本300-500)螺纹的成本跟热板的成本相差在500左右 4:热轧到冷轧热轧→酸洗(200元左右)酸洗→轧硬,酸洗→退火板(为300-350元)退火后→冷轧(为300-350元)共计800-1000元 目前,X按1500元/吨,Y按2000元/吨计算,那么生铁成本为3700-3750 元/吨,钢水成本在3900左右,钢坯成本在4000-4100左右,螺纹成本约在4300,带钢成本4500,热轧成本4800,冷轧成本5600。 其他的设备折旧、人员成本都没算在里面 我的钢铁成本计算公式 我的钢铁计算方式 1、T=1.6X+0.5Y+Z-S其中:T为生铁成本X为铁矿石价格,Y为焦炭价格,Z为添加剂与高炉折旧总费用(300-350元/吨),S为水渣、废气回收的节约费用(100元/吨)。更加详细的计算公式:1.55吨铁矿石+焦炭340kg+喷吹煤粉130kg+烧结矿煤焦50kg+加工费(人工、折旧、财务成本) 2、生铁→钢水(400-500元/吨,其中50-60度电和耐材消耗)→小钢坯(200元/吨,铁合金、浇铸、辅助材料) 3、小钢坯→螺纹(300元/吨退火、电耗、轧制三项费用) 4、小钢坯→热轧(500-600元/吨,退火、回火、电耗、轧制) 5、热轧→酸洗(100元/吨)→轧硬(400元/吨,包括轧辊损耗,400是大
降低转炉钢铁料消耗的措施 钢铁料消耗是转炉生产的一项重要综合性技术经济指标,也是转炉成本构成的主体,占炼钢的成本的80%。影响钢铁料消耗的原因是: 1、转炉吹损过大 铁水条件较差,其Si成分波动较大,喷溅率达到5%。低硅铁水时易因热量不充足、操作不当造成严重后吹,使渣中氧化铁含量大增,增加了铁损。 2、钢水收得率低 高温浇铸时坯壳较薄,容易引发生产事故。由于事故多发导致回浇余钢水、连铸坯废量增多。同时由于切割隔嘴更换不及时,氧压不合理致使隔口较大,降低了钢水收得率。 3、出钢温度高 出钢温度高会增加连铸事故,同时使铁水烧损过多。 解决措施: 调整炉龄结构 用部分低价辅料代替废钢入炉量,降低钢铁料成本。 2、提高石灰质量 采用优质石灰石烧制石灰,对石灰加入量实行精确控制。 3、减少渣料加入量 钢渣量每增加10kg/t,钢铁料消耗会升高2.5kg/t,应实行小渣量操作。 4、提高高拉碳率 提高高拉碳率,会大幅度减少后吹,减少了金属氧化损失。 5、降低渣中FeO含量 在确保不烧枪、不粘钢的前提下降低过程枪位,在满足脱磷前提下降低渣中全铁含量,将渣中全铁含量控制在16%以下。 6、降低出钢温度 采用全程钢包加盖工艺,以降低出钢温度。 7、提高连铸金属收得率 1)连铸过程采取低温快铸的操作思路,优化结晶器保护渣理化性能,确保浇铸过程的稳定,杜绝浇铸过程中的粘结现象,减少重新甩坯。 2)提高中包连铸寿命,减少热换中包次数,降低甩废率。
3)严格控制中包浇余钢水量,将中包大块高度控制在200mm以下。4)根据铸坯断面尺寸选用合适的切割嘴,将焊缝减小,以减少切割渣。更多精彩内容请登录中国冶金装备网
炼钢生产线中降低钢铁料消耗措施及实践 【摘要】本文阐述了唐钢强化钢铁料精细的管理,实现改进冶炼工艺、优化人炉原料结构、降低钢铁料消耗、有效提高钢水成批率等等过程。经过强化钢铁料精细的管理,使钢铁料消耗从2004年的1096kg/t直接下降到了2006年1078kg/t,比全国同类型的企业2006年平均水平低6.85kg/t。 【关键词】钢铁料消耗;原料结构;精细管理;转炉;冶炼工艺 在炼钢的生产过程中,钢铁料的成本占总成本的百分之八十,因此,强化钢铁料精细的管理中对成本的控制是关键目标。做到减少钢铁料的消耗、改进冶炼的工艺、优化人炉的原料结构、有效提高钢水成批率,以增加社会效益和企业经济效益。 1 工艺概况 1.1 质量检测 现拥有两台美国贝尔德公司生产的DV一5光电直读光谱仪,用于钢中常规元素的快速检测,外加炼钢风动送样系统用于快速传递试样。 1.2钢铁料消耗 拥有国内先进的氧枪自动控制、氧枪防坠装置和溅渣护炉上艺;R8m四机四流高效小方坯连铸机一台:拥有国内先进的结晶器液面自动控制、二冷水白动配水控制、高频低振幅振动器、渐进式拉矫机。 2 管理实践 2.1 实行经济责任制,降低钢铁料消耗 以经济责任制为调控手段,使各车间科室自发的降低钢铁料消耗。第一炼钢厂经济责任制指标分为主要考核指标和辅助考核指标两大部分。其中主要考核指标为各车间的成本降低额和科室的职能成本降低额,如当月厂完成目标成本则平均每人奖120元,同时本单位成本降低额每多降1元/t,另奖该单位10元/人;由于钢铁料成本占炼钢生产总成本的80%左右,促使全员关注钢铁料消耗。辅助考核指标是针对各车间科室上作内容的不同而单独设立的考核指标,以引导他们朝该方向努力;如考核准备车间钢铁料收支平衡的指标,每亏It考核车间200元(人均3元),促使其把关钢铁料质量、钢铁料流失;如考核炼钢车间钢水收得率大于91.5%的指标,每降低0.1%,考核车间岗效工资总额的10%(人均8元),促使其精心操作,减少喷溅,降低渣中氧化铁含量等一系列措施;考核车间岗效工资总额的10%(人均8元),促使其精心操作,减少大中包余钢,降低废品率等一系列措施;促使其加强管理,确保各项措施的及时出台并落实;通过
攀成钢50吨转炉钢铁料消耗测算及影响因素分析 杨文明刘志军易良刚 攀钢集团成都钢钒有限公司 攀成钢50吨转炉2008年钢铁料消耗为1133.91kg/t,随后逐年降低,至2010年降低至1114.539kg/t,而在2011年1-8月钢铁料消耗达到1118.819kg/t。通过对2011年1-8月钢铁料测算与2010年同期比较,掌握钢铁料各工序消耗状况,分析原因,并提出改进措施。 0 前言 钢铁料消耗是炼钢厂的重要经济技术指标,其成本约占炼钢成本的80%左右,降低其消耗是炼钢厂降低成本、提高竞争力的主要手段之一,也是操作水平和综合管理水平的体现。从某种意义上说炼钢企业降低了钢铁消耗量就意味着增加了企业收入,因此,炼钢企业不断优化钢铁料消耗指标,对提高企业经济效益和产品竞争力具有十分重要的意义。 1、钢铁料消耗的定义 按照中国钢铁工业协会制定的《中国钢铁工业生产统计指标体系》的规定[1],钢铁料=生铁量+废钢铁量,钢铁料消耗=钢铁料量÷合格钢产量。废钢铁包括各种废钢、废铁等。在计算废钢铁消耗指标时, 除轻薄废钢、渣钢、优质钢丝、各类铁、钢屑按规定的折合标准进行折合外, 其它废钢均按实物量计算。计算钢铁料消耗应按每投一次料就算一次消耗。 1.1 对钢铁料消耗定义的理解 《中国钢铁工业生产统计指标体系》的规定,钢铁料=生铁量+废钢铁量,钢铁料消耗=钢铁料量÷合格钢产量。根据该原则,钢铁料消耗中的几个问题需要做出如下解释。 1)合金吸收量是否应该扣除 在生产过程中几乎每炉钢都要加入合金(如硅铁、锰铁等),加入的合金是没有在钢铁料量中扣除的。而一些钢铁企业(如酒钢)是将合金吸收量进行了扣除,这样钢铁料消耗就降低。根据“规定”我们认为加入的合金不应该计入钢铁料消耗。 2)中间包余水及切头切尾量在回炉时是否计入“废钢铁料量”。 50吨转炉主要生产高品质的管坯钢,连浇炉数少,中间包余水及切头切尾量大,我们认为这部分废钢属于自产废钢,不应计入消耗。但要按回炉料吹损扣除。 1.2 钢铁料消耗实际值与测算值解释 1)实际值和测算值均没有将合金吸收量扣除。 2)目前,50吨转炉的自产废钢即切头切尾、中包注余、钢包余钢等实际值与测算值都是没有计入消耗的。测算时,自产废钢只计吹损。 也就是说实际值和测算值包括的项目是一致的,具有可比性。
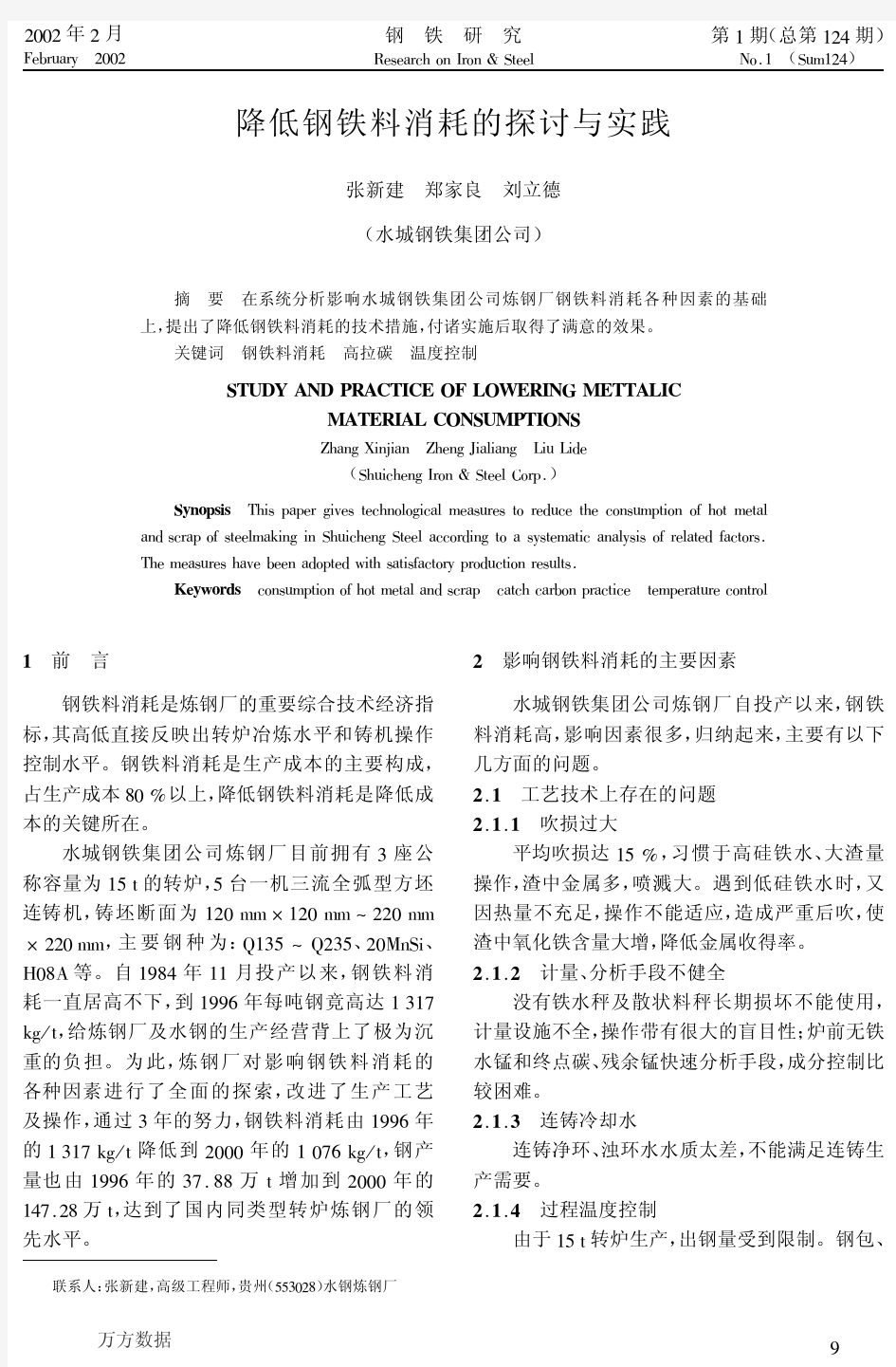
降低钢铁料消耗实践 在炼钢生产中,钢铁料成本占炼钢生产总成本的80%以上,因此抓好钢铁料成本是控制炼钢生产成本的关键。为进一步减少钢铁料消耗,改进转炉原料结构和炉前冶炼工艺,采用少渣炼钢工艺,减少喷溅,降低吹损,减少倒渣带钢等措施来降低钢铁料消耗,有效地降低了钢铁料消耗,增加了企业经济效益。 1影响钢铁料消耗的主要原因 氧气顶吹转炉的吹损用下式表示: 吹损=(装入量一出钢量)/装入量X 100% 影响钢铁料消耗的主要因素包括原料中杂质元素化学损失、烟尘损失、炉渣 中铁的损失、喷溅及倒渣带钢造成的铁耗等。为了减少转炉吹损,降低钢铁料损耗,应采取合理的原料结构,合适的装入制度以及合适的造渣工艺并稳定转炉操作实现。 2降低钢铁料消耗工艺措施 2.1 优化入炉原料结构 在合适的用量范围内,通过增加矿石用量,可有效增加钢水量,从而降低钢铁料消耗,因此在实际炉料结构中可采用增大入炉原料中铁水比例,降低废钢铁块消耗,增加矿石消耗的工艺措施。济钢第一炼钢厂2002年与2001年吨钢入炉原料对比情况见表1 0 济钢所用各种矿石的原料成分及价格见表2。在单炉矿石用量为1500kg时 使用不同种类矿石的使用效果见图1。
种类 1 TFe F Q Q SiO2价格/元-t1 黑旺矿43.562.113.0162 澳矿65.092.0 3.0 297球团矿65.092.0 3.0400 实际生产中,由于黑旺矿中SiO2含量较高,因此即便造渣料加入总量相同情况下,使用黑旺矿产生渣量也较多,造成渣中铁耗也较高,同时由于黑旺矿块度较大,在转炉吹炼过程中往往熔化不好,既降低了使用效果,又不利于转炉化渣。球团品位高,含氧量相应较高,有利于减少供氧消耗,同时又为熟料,有利于转炉化渣,但由于价格较高,使用成本较高。对于澳矿,其品位较高,块度也合适,其主要成分为赤铁矿,有利于矿石还原,增加矿石还原和提高吹炼节奏,同时使用效益也最高。通过统计计算,进行成本分析比较,品位高的矿石不仅Fe的回收率高,有利于冶炼操作,而且经济效益可观。因此,在2002年生产中 大量采用了进口澳矿,从使用情况和使用经济效益情况看均取得良好的效果。 为了尽量增加矿石用量,提高矿石还原效果和减少吹炼过程中矿石加入量过多对冶炼稳定的影响,在实际生产中,对矿石加入工艺进行了调整。配合留渣操作,转炉溅完渣后直接将2/3左右的矿石加入炉内后再装铁,在装铁和废钢过程中搅拌以促进部分矿石的还原。在保证化渣效果和避免喷溅原则下尽量保证剩余矿石早加和均匀加入,以保证矿石化渣还原时间和效果。吹炼中期采用分批少量加入控制,避免吹炼中期加入量集中造成的喷溅;吹炼后期严禁加矿石,避免矿石加入过晚造成熔化还原效果差和炉渣氧化性强对脱氧合金化的影响。 CaO 50% MgO 9% SiO2l7% TFe 14% 铁水41.5t,废钢4.5t 2.2 改进造渣工艺,减少炉渣铁耗 2.2.1 下: 炉渣量分析根据实际造渣料加入情况与炉渣成分,进行渣量推算如 化验炉渣成分: 钢铁料装入量: 图1三种矿石使用效益对比图
2014年7月份生产分析 编号:QES/AY-J/SC15 一、本月指标
本月的综合入炉品位较计划低0.93%,影响铁产量1739吨,影响钢产量1869吨,影响炼铁综合焦比6.93kg/吨。扣除品位影响焦比可完成495.78kg/吨。 二、生产简要分析 1、本月轧钢厂生产基本正常,平均日产3176吨,本月轧钢厂发生堆钢或飞钢小事故23次共973分钟,设备小事故41次共1436分钟。轧废49支。 2、炼钢厂根据铁块库存情况,按照产能最大化模式组织生产,但本月各项指标除钢铁料消耗外均未完成计划指标,主要是由于,外购白灰的质量较差,活性度偏低,渣料消耗大66.44kg/t,较计划升高11.44kg,自产白灰为控制冒烟产量低、质量差。白灰质量差造成上旬和中旬在吹炼过程中渣量较大,同时后吹频繁发生,喷溅严重生产节奏受到影响,合金消耗、钢铁料消耗均受到影响。转炉19日与高炉同步检修后生产恢复正常。 生产小事故: 1)8日1#转炉20:31-23:45大面东侧穿钢,1-9028炉次铸渣盆1个,回炉15吨。 2)12日23:04-13日1:22因2#转炉炉底渗钢停138分钟。 3)13日1#机10:48-11:25低温四个流拉钢37分钟。 4)18日1#机9:02-9:25低温四个流拉钢23分钟;2#机9:26-9:46等钢两流重接。 5)22日1#机12:17-13:20低温四个流拉钢63分钟,
设备故障频次多、时间长,造成炉况恢复较慢,大量补焦,影响本月产量及综合焦比指标完成情况不理想的主要原因之一。 4、本月烧结机生产基本正常,因设备故障停机12次共923分钟(检修冷筛停机两次245分钟),矿槽蓬料停机5次共269分钟;本月碱度、亚铁控制水平仍不太稳定,全月综合合格率仅为79.65%,质量波动较大,粉率偏高,19日与高炉同步检修,更换冷筛部分筛板后,成矿率水平提高,本月成矿率累计83.08%。目前85%左右 5、竖炉7月5日零点上生球开始生产,6日发生布料车皮带着火事故停180分钟,24日竖炉以炉体灌浆为主检修17.5h,目前竖炉生产基本正常,日产1680吨左右。 6、烧结机配料调整:安排了18次配料调整,其中15日为降低高炉球比,将碱度下调至1.95倍。 四、下周生产安排: 轧钢厂:继续加强生产的跟踪管控工作,认真查找小事故发生的原因,制定有效的改进措施,同时加强设备的日常点检维护,逐步杜绝小事故,减少设备故障停机率。稳定生产,提高钢坯的热送率。 炼钢厂:继续按照产能最大化模式组织生产。按照公司要求,继续做好窄成分攻关工作,重点通过日常的溅渣护炉和定期喷补做好转炉的维护,确保转炉的安全稳定运行。目前白灰活性度以提高到350左右,质量较好,要充分利
6.出钢量为150t ,钢水中氧含量700ppm ,计算钢水全脱氧需要加多少铝?(小数点后保留一位有效数字,Al 的相对原子质量是27,氧的相对原子质量是16) (1)反应式是2Al+3[O]=(Al2O3) (2)钢水含0.07%(700ppm)[O],150t 中总氧含量: 150×1000×0.07%=105(Kg) (3)计算铝加入量,设铝的加入量为x : 2Al+3[O]=(Al2O3) 10516 3272?=?x (2×27)/x=(3×16)/105 x=(2×27×105)/(3×16) x=118.1(Kg) 答:钢水全脱氧需要加入铝118.1Kg 7.冶炼某钢种,其成分是C0.12~0.18%、Mn1.0~1.5%、Si0.2~0.6%。采用Mn-Fe 合金化,其含Mn68.5%,Mn 的收得率85%,冶炼终点钢水残锰0.15%。出钢量为120吨。求该炉钢Mn-Fe 合金的加入量是多少? 答案:Mn-Fe 合金加入量 答:Mn-Fe 合金加入量是2267Kg 。 10.设渣量为装入量的10%,炉衬侵蚀量为装入量的1%,炉衬MgO 量为40%;铁水成分Si =0.6%、P =0.09%、S=0.04%; 石灰成分:CaO=88%、MgO=1.7%、SiO2=0.4%; 白云石成分:CaO =40%、MgO =35%、SiO2=3%; 终渣要求(MgO)=10%,碱度为 4.0。求需要加入的石灰与白云石量。 答案:1)白云石应加入量: W 白=10%×10%×1000/35%=28.6kg/t 2)炉衬侵蚀进入渣中MgO 折算白云石量: W 衬=1%×40%×1000/35%=11.4kg/t 3)石灰带入MgO 折算白云石量: W 石=2.14×0.6%×3.5×1000×1.7%/[35%×(88%-4×0.4%)]=2.5kg/t 4)实际白云石加入量: W 白’=28.6-11.4-2.5=14.7kg/t 5)白云石带入渣中CaO 折算石灰量: 14.7×(40%-4×3%)/(88%-4×0.4%)=4.8kg/t 6)实际应加石灰量: W 石’=2.14×0.6%×4×1000/(88%-4×0.4%)-4.8=54.6kg/t 答:实际加入的白云石量为14.7kg/t 、石灰量54.6kg/t 。 12.已知铁水的含硅量为0.85%,含磷量为0.2%;石灰中CaO 的含量为89%,SiO2的含量为1.2%,MgO 的含量为3.0%;白云石中CaO 的含量为32%,MgO 的含量为21%,SiO2的含量为1.3%;终渣的碱度为3.5,MgO 的含量为6%,渣量为装入量的15%;炉衬的侵蚀量为装入量的0.9%,炉衬中MgO 的含量 为37%,CaO 的含量为55%。试求每1000Kg 铁水的白云石加入量和石灰加入量? 答案:1)求石灰的需求量: 石灰需求量=(1000×0.85%×60/28×3.5)/(89%-3.5×0.2%) =75Kg 2)计算白云石的加入量: 白云石的需求量=(1000×15%×6%)/21% =43Kg 石灰带入的MgO 折合成白云石的数量为:75×3.0/21%=11Kg 炉衬带入的MgO 折合成白云石的数量为:1000×0.9%×37%/21%=16Kg 所以,白云石加入量=43-11-16=16Kg 3)求石灰的加入量: 白云石带入的CaO 折合成石灰的量为:(16×32%)/(89%-3.5×1.2%)=6Kg 炉衬带入的CaO 折合成石灰的数量为:1000×0.9%×55%/(89%-3.5×1.2%)=6Kg 所以,石灰的加入量=75-6-6=63Kg 由上述可知,转炉炼钢中采用白云石造渣工艺时,白云石的用量约为石灰用量的四分之一。 14.根据锰平衡计算转炉渣量(t),(小数点后保留两位) 已知:1)铁水量:145t,含Mn :0.20% 2)废钢量:10t ,含Mn :0.45% 3)钢水量:140t ,含残Mn :0.10% 4)终点炉渣:含Mn :1.2% (散状料等带入Mn 忽略不计) 答案:设渣量为X 吨。 锰的投入=145×0.20%+10×0.45%=0.335(t) 锰的产生=140×0.10%+X ·1.20%=0.140+1.2%X 0.335=0.140+1.2%X X =(0.335-0.140)÷1.2% X =16.25(t) 答:转炉渣量是16.25吨。 15.炉渣配氧化镁计算。 已知:炉渣量(Q 渣)为7t ,炉渣要求含氧化镁(Q 要求%)为9%,炉衬浸蚀使炉渣中含氧化镁(MgO 原渣%)2%,白云石含氧化镁(MgO 白云石%)为18%,计算每炉白云石加入量(Q 白云石)公斤。(公斤保留到整数位) 答案:Q 白云石=(MgO 要求%-MgO 原渣%)×Q 渣/MgO 白云石% Q 白云石=2722(公斤) 答:需白云石2722公斤。 17.计算1吨废钢从25℃加热到1650℃需要吸收多少热量? 已知:废钢熔化温度为1510℃ 废钢熔化潜热为271.7千焦/千克 固体废钢的平均热容量为0.7千焦/度·千克 钢液的平均热容量为0.84千焦/度·千克 答案:Q 吸=1000×{(1510-25)}×0.7+271.7+(1650-1510)×0.84} =1428800kj 答:需吸收热量1428800kj 。 22.计算Q235钢的出钢温度(D) 已知:(1)Q235钢的化学成分(%):
钢铁企业试用期工作总结(精选多篇) 文章标题:钢铁企业xx年上半年工作总结 第二炼轧厂xx年上半年工作总结及下半年工作重点 半年来,第二炼轧厂充分发挥各方优势,全面提升管理水平,统筹安排生产和工程建设,在各相关部室的通力合作下,生产组织水平不断提高,5月份,快速实现了120吨转炉—炉卷轧机生产线的全线达产创效。150吨转炉—1780mm热 连轧工程建设也正在稳步推进。概括起来,主要包括以下几方面工作: 一、加强管理,严格考核,促进了产能快速发挥。 xx年以来,通过完善三级点检,实行“周二定修制”,大大减少了设备维修时间,逐步扭转了投产初期事故影响时间长、生产损失大、设备维护靠“抢修”的被动局面。为加强考核力度,文秘部落先后修订、完善、细化各项生产管理制度,推行了精细生产管理,树立“时间就是效益”的理念,对影响生产的单位进行严格考核,逐步理顺了各生产环节之间的关系。 半年来,事故影响时间大幅降低,设备作业率不断提高,促进了产能快速发挥。1-5月份连铸机作业率达到80.0,比去年12月份提高26个百分点,减少影响时间827.6小时,相对提高产量14万吨; 轧机作业率达到58.3,比去年12月份提高19.9个百分点,减少影响时间660小时,相对提高产量11万吨。炼钢连铸系统共创出日产纪录7次,最高日产铸坯4971吨;轧钢系统创出日产纪录5次,最高
日产4737吨。钢坯和钢材产量大幅攀升,3月份铸坯产量达到105296吨,炼钢连铸系统率先实现了达产;5月份铸坯产量达到了1xx9吨,钢材产量达到了95013吨,当月总销售毛利润达到了6400多万元,全线快速实现了达产创效。截至5月份,120吨转炉—炉卷轧机生产线累计产钢64.64万吨、材40.96万吨。目前,炉卷产品吨材利润在700元以上,累计实现正边际贡献超过2亿元。 同时,还集中解决了一些“瓶颈”问题。针对钢坯大量积压、下线钢坯无处堆放问题,通过提高轧钢产量,规定每班最低“切割量”和最低“外发量”,提高了“内外消化”能力,同时把外发坯宽度从2.5m改为1.6m,切割效率提高了50以上,最终实现了4000吨以上的日周转能力。针对钢板入库影响产能发挥这一“瓶颈”问题,通过改进入库吊具、改进垛板方式、增加入库通道、实行“以车代库”等方式,钢板日入库能力也大幅提升。目前,通过增大铸坯断面、提高连铸拉速等措施,连铸机生产能力也在不断提升。年初,针对铁水不足问题,积极开展“降耗增产”攻关,优化生产组织,降低了铁水入炉比例,最大限度地利用了现有资源。1-5月份炼钢铁水消耗达到 916kg/t钢,比去年12月份降低77.5kg/t钢,相对增钢3.5万吨;转炉吹损达到6.9,比去年12月份降低3.2个百分点,相对增产1.6万吨。通过优化订单、增加每个浇次的炉数、改进中包修砌、烘烤工艺等措施,连铸连拉炉数不断提高。1-5月份连铸连拉炉数达到10.32炉/次,比去年12月份提高3.18炉/次,连拉时间达到8.81小时/次,比去年12月份提高3.44小时/次。轧钢系统也围绕轧钢综合成
钢铁料耗计算知识 钢铁料耗是炼钢厂重要的经济技术指标,一般占转炉生产成本的80~85%,降低钢铁料耗成为一个炼钢厂降成本的主要手段,钢铁料耗指标即体现了炼钢厂技术水平,也体现了管理水平,对炼钢厂的成本有重要的意义。 一、钢铁料耗的统计方式。 1.理论基础 任何指标都要统一标准才好对比,钢铁料耗的理论基础是物质不灭定律,推广到具体的钢铁料耗方面为物料平衡,投入量与产出量之间的关系,为了统计方便,国家专门制订了钢铁料耗统计的相关规定。 2.国家规定的统计标准: 转炉钢铁料消耗(kg/t钢)=[生铁+废钢铁量(kg)]/转炉(电炉)合格产出量(t) 其中:生铁包括冷生铁、高炉铁水、还原铁;废钢铁包括各种废钢、废铁等。凡分别管理、按类配用下列废钢铁的,在计算废钢铁消耗指标时,可按下列统一的折合标准折合计算:a. 轻薄料废钢,包括锈蚀的薄钢板以及相当于锈蚀薄板的其他轻薄废钢,按实物量×60%计算,其加工压块按实物量×60%计算;关于轻薄废钢,国家标准GB/T4223-1996中有明确规定; b. 渣钢是指从炉渣中回收的带渣子的钢,按实物×70% 计算;经过砸碎加工(基本上去掉杂质)的渣钢,按实物量×90%计算; c. 优质钢丝(即过去所称“钢丝”)、钢丝绳、普通钢钢丝(即过去所称“铁丝”)、铁屑以及钢锭扒皮车屑和机械加工的废钢屑(加工压块在内),按实物量×60%计算; d. 钢坯切头切尾、汤道、中注管钢、桶底钢、冻包钢、重废钢等均按实物计算。 3某些厂家的统计方式 国家标准规定钢铁料消耗,是入炉料计算,实际企业计算时,炼钢厂内部回收的废钢都被扣除了. 二.钢铁料耗构成 1.投入的铁料量 由于考虑理论与实际投入的铁量之间的差异,实际生铁、废钢铁量,但是冶炼过程加入的含铁物质如烧结矿、生矿、合金等含铁物质对钢铁料耗的降低是有贡献,贡献的大小是可以计算的; 所以在条件允许下,可以多消化烧结矿、生矿等含铁物质,根据资料有关厂家吨钢消化生矿达到60kg,对钢铁料耗贡献大. 2. 生产的合格钢坯: 依据规定,参与计算的是转炉(电炉)生产合格钢坯量; 三.钢铁料耗影响: 1. 内部(工艺技术、管理等)影响因素 (1)转炉炉前吹损 转炉炉前吹损包括生铁和废钢的化学损失,烟尘损失,渣中氧化损失,渣中铁珠损失,喷溅损失,依据理论和首钢、武钢、马钢等公司转炉生产的实践经验转炉炉前吹损约为7.38~11.72%。与炉料和操作水平有关. (2)转炉厂内部管理因素 理论上的是认为各种称量系统都是准确的,实际情况并不是这样,这对钢铁料耗数值影响也很大。
7-10月份降低炼钢生产成本小结 通过实施精料原则,精心操作,加强精细化管理,通过三个半月的攻关,对炼钢厂五个攻关项目分别采取了有效措施,有的项目效果比较明显达到目标。现将这五个项目攻关小结如下: 一、7-10月份攻关技经指标如下表1 表1 二、具体各项目攻关分析如下: 1、废钢等级由七级调为四级,炉料比例达到30%; 此项工作8月份已经达到,也有小结,在此不在详述。 2、降低钢铁料消耗 1、7月份开始攻关,钢铁料消耗从7月份的1118kg/t,降至8月份1110 kg/t,降至9月份1098 kg/t,降至10月份1092 kg/t,钢铁料消耗逐步下降,达到攻关目标。炼钢厂采取了以下措施: 1、通过制定对渣场的细化管理,杜绝钢渣外流出厂; 2、通过提高生产效率,降低冶炼时间,用氧量7月份的56.31m3/t ,8月份的50.80m3/t,9月份56.35 m3/t,10月份54.77 m3/t,用氧量比较稳定,既降低
了电耗,又提高钢铁料回收率。所以用氧量在55 m3/t左右时,应当是经济效益较好的消费指标水平。 3、通过对中包余钢的细化管理,严格控制中包余钢的量,这对钢铁料消耗有好处。 4、对废钢中的垃圾进行严格控制,严格管理,这对于降低炼钢钢铁料消耗有极大的促进作用。 3、降低冶炼电耗 炼钢厂通过对电耗的攻关,从7月份的579kwh/t,降至8月份539kwh/t,9月份522kwh/t,10月份529kwh/t下降幅度很明显,主要采取了以下措施: 1、通过增加炉壁的氧枪,使加石灰的冷区经过氧气的吹扫,更易熔化,大大地降低了放钢温度,降低了冶炼时间,从7月份的59分钟/炉降至8月份的55分钟/炉,同时也降低了通电时间,降低了电耗。如下表2: 表2 从7月份的401kwh/t降至8月份392kwh/t,降低了9 kwh/t。9月份降至381 kwh/t,下降明显。 10月份电耗为386 kwh/t,略有升高,主要原因是10初,电炉偏心底的一把氧枪漏水后,停水,被冷钢粘住,无法更换,无法使用,共计生产了5天,当时电耗基本上达到400 kwh/t,之后更换炉壳,氧枪全正常后,生产了13天,降低了电耗,把电耗降低至平均386 kwh/t。另外,生产避峰时间多,冷炉、冷包多,导致电耗增加。如果10月份生产全部正常,10月份把电耗降至375 kwh/t以下是完全有可能的。 2、通过对电力曲线的优化,对降低电耗起着重要的作用。 3、通过对生产的精心组织,设备的保障,使得钢水在精炼炉的时间降低,精炼电耗也降低,如下表3: 表3
降低炼钢全流程钢铁料消耗工艺研究 钢铁料消耗是炼钢厂一项重要的综合性技术经济指标,涉及脱硫、提钒、炼钢和连铸等炼钢生产全流程。钢铁料消耗占整个炼钢厂成本的70%以上,降低钢铁料消耗,则意味着原料投入减少,成本和能耗降低,效益明显提高。 国内外降低钢铁料采用的主要措施有:①推行全面精料炼钢,铁水脱P、S、Si后供给转炉,通过强化铁水脱硫,对铁水成分、温度、带渣量进行考核,以保证和稳定转炉生产;②转炉冶炼改善吹炼工艺,降低吹损和喷溅;提高造渣材料质量,采用活性石灰造渣,减少渣量,减少化学吹损和渣中带铁;稳定转炉操作,避免过吹及喷溅;③提高连铸比,控制中间包钢水残余量,减少断浇,提高连铸炉数和金属收得率,提高良坯收得率,降低铸损。 近年来,攀钢围绕降低钢铁料消耗进行了多年攻关,取得了一定的成绩,但实际指标与国内主要钢铁企业还有一定的差距。针对攀钢炼钢全流程钢铁料消耗仍然偏高的情况,在炼钢全流程钢铁料消耗调查基础上,结合攀钢提钒炼钢厂装备及工艺条件,采用以下技术措施:①优化脱硫提钒工艺,降低脱硫提钒铁损; ②优化复吹炼钢,减少渣中带铁,降低终渣TFe;③加强连铸管理,提高单中包连浇炉数、控制大包残钢,并尽可能减少漏钢。采用以上关键技术后,攀钢脱硫提钒铁损由5.39%降低到5.21%;转炉终渣TFe含量由21%降低到19.47%;单中包连浇炉数提高了0.97炉/包次,同时中包残钢量降低0.68kg/t钢。钢铁料消耗降低显著,炼钢全流程钢铁料消耗控制为1145.45 kg/t钢,较对比降低了3.2 kg/t 钢。 1 攀钢钢铁料消耗控制现状及改进技术措施 攀钢提钒炼钢厂目前拥有5个脱硫工位、2×120t提钒转炉、5×120t炼钢转炉和5台连铸机,基本上实现了炉机匹配。攀钢炼钢工艺流程见图1。目前,转炉炼钢钢铁料消耗为1072kg/t钢,与国内其他厂家消耗相比,有进一步降低的潜力。 图1 攀钢炼钢工艺流程示意图
降低钢铁料消耗实践 李双武1王生金1周玉珍 2 (1.河北钢铁集团唐钢第二钢轧厂2.河北钢铁集团唐钢技术中心) 摘要:目前钢铁行业面临的形势日趋严峻,钢材利润空间逐步降低。降本增效成为企业发展的有效手段。钢铁料消耗是占炼钢厂生产成本中比重最大的一项,同时又是诸多技术经济指标的综合体现。本文从工艺环节出发,详细分析了炼钢、连铸各个环节对钢铁料消耗的影响,有针对性的采取措施逐个突破,降低钢铁料消耗工作取得了突破性成效。 关键词:钢铁料消耗成本炼钢 Practice of reduce consumption of iron and steel materials Li Shuangwu Wang Shengjin Zhou Yuzhen ( NO. 2 Steel and Rolling Plant of Tang Steel,Hebei Iron and Steel Group ) Abstract:The current situation facing the steel industry become more acute, gra dually reduce the profit margins of steel. Reducing cost and increasing to beco me an eff-ective means of business development. Steel consumption is expecte d to account for the largest share of the cost of steel plant production, is also integrated many technical and economic indicators reflected. This process detai led the impact of the steel material consumption from analysis of the steel-ma king Department and casting all aspects of the Department. targeted measures t o break one by one, and made a breakthrough results. Key words:The cost of steel-making iron;Cost;Steel- making; 0 前言 目前钢铁行业面临的形势日趋严峻,行业竞争日益激烈,钢材利润空间逐步降低。为应对这一挑战,必须采取措施降来降本增效。炼钢厂生产成本中钢铁料消耗所占比重是最大的一项,同时又是诸多技术经济指标的一个综合体现。一个钢厂的钢铁料消耗指标好坏可以直观判断出该厂综合技术水平、装备水平、管理水平的高低。它关系到炼钢厂以降本增效为主的生存竞争活动的成