收稿日期:2008-04-29
焊后热处理对手工自蔓延焊接接头
组织性能的影响
辛文彤
1,2
, 马世宁1, 李志尊2, 张保元
2
(1.装甲兵工程学院装备再制造技术国防科技重点实验室,北京
100072;
2.军械工程学院基础部,石家庄 050003)
摘 要:研究了不同的焊后热处理温度对手工自蔓延焊接接头组织形态的影响,以及由此引起的力学性能的变化.试验发现当退火温度大于300℃时能够达到元素的扩散激活能,随着温度的升高焊接接头的抗拉强度增加,冲击韧性增强,母材和焊缝合金在靠近熔合线处的显微硬度差距减小,熔合区组织更加均匀.通过对元素E DS 能谱线扫描发现主要元素在熔合区的浓度由热处理前的突变转变为梯度过渡的形式,提高了熔合区的连接强度.
关键词:手工自蔓延焊接;焊缝组织;性能;焊后热处理
中图分类号:TG 456.9 文献标识码:A 文章编号:0253-360X (2009)06-0083-04
辛文彤
0 序 言
手工自蔓延焊接[1]
是一种基于燃烧合成技术和焊条电弧焊方法,借鉴熔焊和钎焊焊接机理,以燃烧型焊条(combustion welding rod )为焊接材料的新型应急焊接方法.该焊接方法以燃烧型焊条焊药高热剂的燃烧合成反应放热为焊接热源,反应生成的金属为焊缝填充成分实现焊接,无需外界能源和设备,操作简单,焊接效率高,焊接热变形小,焊缝具有较高强度,接头抗拉强度可达350MPa 以上、抗弯强度达1000MPa 以上,是野外民用设备设施或战场军用装备应急焊接修复安装的有效技术手段,具有广泛的应用前景.由于手工自蔓延焊接的焊接接头熔合区是在快速加热、快速冷却的非平衡条件下结晶而成的非平衡组织,成分复杂、组织不均匀.为了进一步了解熔合区的结合机理、强化焊接接头力学性能,研究了热处理对焊接接头熔合区成分、组织和性能的影响.
1 试验方法
1.1 试验材料
焊接材料选用铁系燃烧型焊条,其高热剂是以
CuO +Al 为主的铝热剂,焊条成分见表1.
表1 焊条化学成分(质量分数,%)
Table 1 Chemical compo sition of welding rod 高热剂
CuO Fe 2O 3Ni S i Mn W 80
2.0
6.3
2.4
2.5
3.4
2.8
焊接母材为工业45钢板,供货态为调质处理,规格为70mm ×35mm ×5mm ,不开坡口.1.2 焊接工艺参数
采用平板对接焊的焊接形式进行焊接,焊接工艺参数见表2.
表2 焊接工艺参数
Table 2 Parameters of welding proce ss
燃弧长l Πmm
焊接倾角θΠ
(°)焊接速度v Π(mm ?s -1)
3~8
70~90
7~10
注:点火方式为火柴点火.
按照上述工艺参数对符合规格要求的一对
45钢板进行手工自蔓延焊接,得到1件45钢的手工
自蔓延焊件.
1.3 热处理工艺
对焊接接头外观良好的45钢板手工自蔓延焊接件进行热处理.热处理工艺如下:在箱式电阻炉中分别将焊件加热至200,300,400,600,700℃保温
第30卷第6期2009年6月
焊 接 学 报
TRANS ACTI ONS OF THE CHI NA WE LDI NG I NSTIT UTI ON
V ol.30 N o.6June 2009
6h ,随炉冷却.1.4 试样制备
依据国家标准G B ΠT 26491989,G B ΠT 26511989和G B ΠT 26501989中的规定,将焊件加工成标准的测试试件.焊接接头抗拉强度试验在CSS 22210型万能试验机上进行,冲击韧性试验在JB 2300B 摆锤式冲击试验机上进行,焊接接头区域的显
微硬度试验在H VS 21000数显显微硬度计上进行.用X JL 217AT (4XC )光学显微镜进行焊接接头组织的低倍观察,用JS M 26301F (J E O L )超高分辨率扫描电子显微镜观察焊接接头的显微形貌.
2 试验结果与讨论
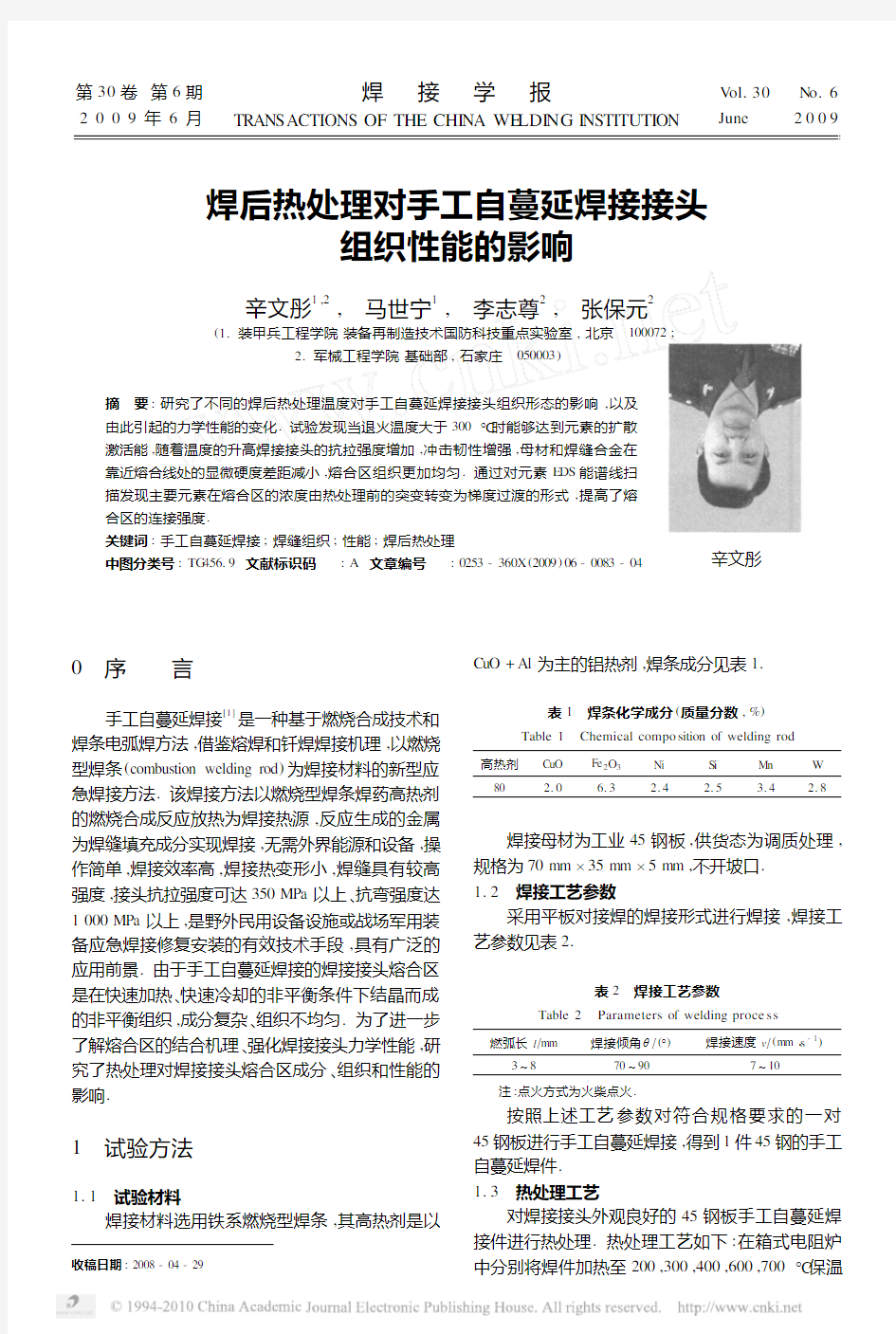
图1为45钢的手工自蔓延焊接接头横断面形貌.由图1可以清楚地看出,焊接过程中燃烧型焊条发生自蔓延高温合成反应,释放的热量使母材熔化,焊接接头为冶金结合,焊缝合金为非平衡含过饱和Fe 元素的铜基Cu 2Fe 2Ni 三元合金
.
图1 焊接接头的横断面宏观形貌
Fig 11 Cro ss 2section appearance of welded joint
2.1 微观组织分析
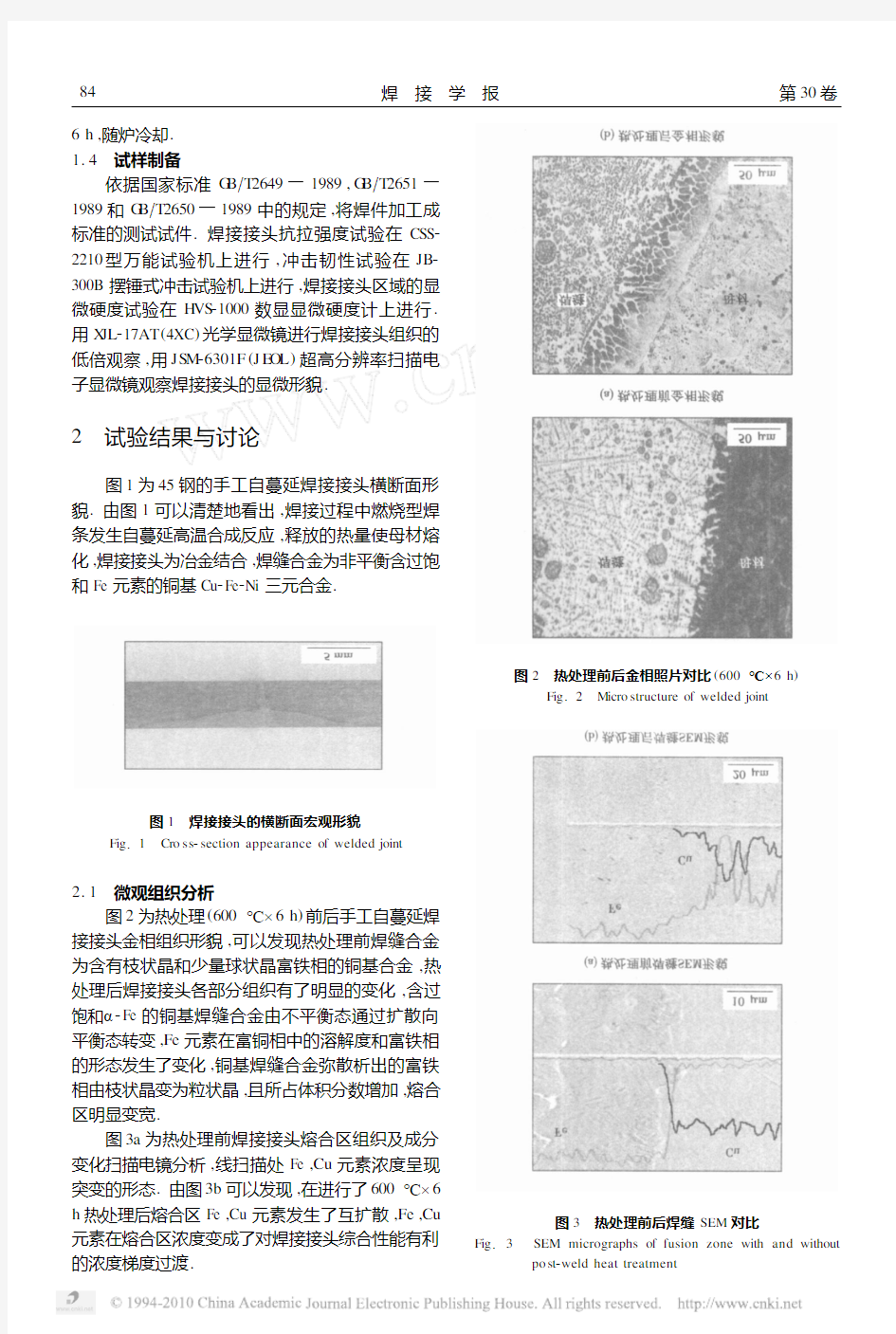
图2为热处理(600℃×6h )前后手工自蔓延焊
接接头金相组织形貌,可以发现热处理前焊缝合金为含有枝状晶和少量球状晶富铁相的铜基合金,热处理后焊接接头各部分组织有了明显的变化,含过饱和α2Fe 的铜基焊缝合金由不平衡态通过扩散向平衡态转变,Fe 元素在富铜相中的溶解度和富铁相的形态发生了变化,铜基焊缝合金弥散析出的富铁相由枝状晶变为粒状晶,且所占体积分数增加,熔合区明显变宽.
图3a 为热处理前焊接接头熔合区组织及成分变化扫描电镜分析,线扫描处Fe ,Cu 元素浓度呈现突变的形态.由图3b 可以发现,在进行了600℃×6h 热处理后熔合区Fe ,Cu 元素发生了互扩散,Fe ,Cu 元素在熔合区浓度变成了对焊接接头综合性能有利的浓度梯度过渡
.
图2 热处理前后金相照片对比(600℃×6h )
Fig 12 M icro structure of welded
joint
图3 热处理前后焊缝SEM 对比
Fig 13 SEM micrographs of fusion zone with and without
po st 2weld heat treatment
84
焊 接 学 报第30卷
由于Fe2Cu为单纯包晶反应系,无中间相,平衡条件下,Fe元素在铜中的溶解度(质量分数)可达315%(1050℃)和0.15%(635℃),Cu元素在α2Fe 中的溶解度(质量分数)为1.79%(841℃),1.22% (801℃),0.86%(759℃)和0.44%(698℃).在焊接冷凝结晶过冷度较大时,铜基焊缝合金中过饱和Fe元素来不及平衡析出,而析出的部分富Fe元素沿散热方向和晶体最易长大方向生长,形成枝状晶第二相,同时熔合区靠近焊接母材一侧的Fe元素与焊缝合金的Cu元素来不及发生充分扩散,使Fe,Cu 元素浓度呈现突变的形态.
在热处理过程中,焊接接头随着热处理温度的提高,焊接形成的过饱和非平衡组织向平衡组织转变,当焊接接头焊缝合金和熔合区中的原子获得较大的扩散激活能和扩散驱动力时,焊接熔合区内部的原子发生相互扩散,使得接头的熔合区变宽,同时由于Ni,Cr,Mn等亲Fe元素的存在使得扩散激活能大大降低,温度低于Fe2Cu的共析温度即可以进行,扩散的结果使Fe,Cu元素在熔合区形成了有利于焊接接头接合的浓度梯度过渡;焊缝合金发生扩散型相变,弥散析出的第二相从新形核向四周生长,形成相对平衡粒状晶结构,因为枝晶的表面积大于同样体积的粒状晶,因此从能量考虑这是一个自发的球化过程.随着热处理温度的进一步提高,析出相的尺寸开始增大.
2.2 力学性能测试分析
图4为手工自蔓延焊接接头经不同温度退火后的抗拉强度变化曲线,可明显看出焊接接头的抗拉强度总的趋势随退火温度的升高而升高:当退火温度<300℃时,抗拉强度变化不大;当退火温度> 300℃时,其抗拉强度变化明显;但当温度超过600℃之后强度不再明显变化.这表明300℃以下原子没有达到扩散所需的扩散激活能,因此组织没有发生变化,当退火温度>300℃达到扩散激活能温度以上且扩散温度低时,界面原子浓度梯度的差异和界面空位的大量存在,对促进原子扩散起着主要的作用,原子迅速扩散,键合原子增多,结合区扩大,界面强度增高.随着扩散的进行,原子浓度梯度差减小,空位减少,对原子扩散的促进作用变小,界面强度增加趋势变缓.热处理使焊缝合金中的富铁相由枝状晶形成细小的粒状晶,并进一步析出,沉淀粒子的体积分数增加,粒子尺寸及其间距减少,有效地提高了以铜为基的焊缝合金强化效果.如果热处理温度继续增高(600℃以上),晶粒长大,抗拉强度会有所降低.
图5
为手工自蔓延焊接接头焊缝经不同温度退
图4 抗拉强度随退火温度的变化曲线
Fig14 Change of tensile strength with temperature
火后的冲击吸收功变化曲线,可以看出退火温度<300℃时,冲击韧性随退火温度的变化不大.当退火温度>300℃时,其冲击韧性变化十分显著,随温度的升高冲击韧性明显增大.这说明当退火温度>300℃时,热处理使焊缝合金析出的第二相形态由树枝状晶变为更细小近球状的粒状晶,分布更多更均匀,且析出相比母相硬得多,根据Orowan第二相强化机制[2],该相变势必提高焊接接头的冲击韧性
.
图5 冲击吸收功随退火温度的变化曲线
Fig15 Change of impact value s with temperature
图6为手工自蔓延焊接接头经不同温度退火后熔合区附近区域维氏硬度的变化,可以发现随着退火温度的升高熔合区的半熔化区(即靠近熔化边界母材一侧)显微硬度降低,显微硬度峰值分别为270,250,210,200H V,与热处理前相比有不同程度的降低.当退火温度>300℃时半熔合区的显微硬度明显降低,到700℃保温6h时半熔合区与母材的显微硬度趋同.这表明手工自蔓延焊接接头熔合区的半熔化区富铁相,在焊接的非平衡快速凝固过程中,由于过冷度大,以及Ni,W,Cr等合金元素的渗入而得到强化,使该区的显微硬度很高.如图7所示,在合适条件下半熔合区的显微硬度可达630 H V,形成马氏体或贝氏等脆硬组织.退火热处理使
第6期辛文彤,等:焊后热处理对手工自蔓延焊接接头组织性能的影响85
半熔合区原子达到扩散所需的扩散激活能,当退火温度>300℃时,半熔合区碳原子扩散加快,
高于
图6 熔合区显微硬度随退火温度的变化
Fig 16 Change of microhardne ss with
temperature
图7 熔合区显微硬度的变化
Fig 17 Change of microhardne ss in fusion zone
400℃半熔合区基体将发生回复和再结晶转变,使
该处的显微硬度降低,与母材和焊缝合金的差距缩
小,到700℃保温6h 时半熔合区与母材的显微硬度基本一致.随着退火温度的进一步提高或保温时间的增长,晶粒开始长大,熔化区的显微硬度略有降低.
3 结 论
(1)当退火温度大于300℃时能够达到元素扩
散激活能,随着温度的升高,焊接接头的抗拉强度增加,冲击韧性增强.
(2)对手工自蔓延焊接接头进行600℃保温6
h 炉冷的焊后热处理工艺,焊缝合金组织更加均匀,
主要元素在熔合区的浓度由处理前的突变转变为梯度过渡形式,提高了焊接接头的连接强度.参考文献:
[1] 辛文彤,马世宁,李志尊,等.手工自蔓延焊接技术[J ].热加
工工艺,2007,36(23):18-20.
X in W entong ,M a Shining ,Li Zhizun ,et al .M anual SHS welding technology [J ].H ot W orking T echnology ,2007,36(23):18-20.[2] 雍岐龙.钢铁材料中的第二相[M].北京:冶金工业出版社,
2006.
作者简介:
辛文彤,男,1963年出生,博士研究生,副教授.主要
从事应急焊接技术研究.发表论文20余篇.
Email :xwtsjz @https://www.doczj.com/doc/5f11098947.html,
[上接第82页]
[7] 温俊芹,刘新田,莫春立,等.焊接热影响区晶粒长大过程
的微观组织模拟[J ].焊接学报,2003,24(3):48-51.
W en Junqin ,Liu X intian ,M o Chunli ,et al .M icrostructure simula 2tion of grain growth in heat affected z one [J ].T ransactions of the China W elding Institution ,2003,24(3):48-51.
[8] 莫春立,钱百年,李殿中,等.铁素体不锈钢焊接HAZ 的晶
粒长大模型[J ].材料研究学报,2001,15(3):343-347.
M o Chunli ,Qian Bainian ,Li Dianzhong ,et al .M odeling of grain growth in the HAZ of a ferrite stainless steel [J ].Chinese Journal of M aterials Reseach ,2001,15(3):343-347.
[9] 莫春立,李殿中,钱百年,等.铁素体不锈钢焊接热影响区
晶粒长大过程模拟[J ].金属学报,2001,37(3):307-310.
M o chunli ,Li Dianzhong ,Qian Bainian ,et al .S imulation of grain growth in welding HAZ of ferrite stainless steel [J ].Acta M etallurgi 2ca S inica ,2001,37(3):307-310.
[10] 徐宗本,陈志平,章祥荪.遗传算法基础理论研究的新近发
展[J ].数学进展,2000,29(2):97-114.
Xu Z ongben ,Chen Zhiping ,Zhang X iangsun.Theoretical develop 2ment on genetic alog orithms :a review [J ].Advances in M athemat 2ics ,2000,29(2):97-114.
[11] Liu Y,Bandin T ,Penelle R.S imulation of normal grain growth by
Cellular Automata [J ].Scripta M aterial ,1996,34(11):1679-1683.
[12] 焦宪友,关小军,刘运腾,等.基于元胞自动机法的晶粒长大
模拟[J ].山东大学学报(工学版),2005,12(6):24-28.
Jiao X iany ou ,G uan X iaojun ,Liu Y unteng ,et al .S imulation of grain growth based on Cellular Automata method [J ].Journal of Shandong University (Engineering Science ),2005,12(6):24-28.[13] 张根元,陈洪莲,徐迈里.轴对称件闪光对焊的温度场分布、
组织和性能研究[J ].热加工工艺,2006,35(19):5-7.
Zhang G enyuan ,Chen H onglian ,Xu M aili.A study on tem perature field distribution ,m icrostructure and mechanics properties of flash butt welded joints [J ].H ot W orking T echnolgy ,2006,35(19):5-7.[14] M ishra S ,Debroy T.M easurements and M onte Carlo simulation of
grain growth in the heat 2affected z one of T i 26Al 24V welds [J ].Acta M etallurgica ,2004,52(5):1183-1192.
作者简介:张根元,男,1963年出生,硕士,副教授,高级工程师.
主要从事材料加工过程控制方面的科研和教学工作.发表论文12篇.
Email :gczx @https://www.doczj.com/doc/5f11098947.html, ;jidyjs1935@https://www.doczj.com/doc/5f11098947.html,
86 焊 接 学 报第30卷
W ANG Hui,W ANG Jianxin(C ollege of Materials Science and T echnology,Nanjing University of Aeronautics and Astronautics, Nanjing210016,China).p75-78
Abstract: The effects of Ag on the wettability of Sn29Zn lead2free s older and the mechanical properties of s oldered joints are investigated respectively.The results indicate that when the content of Ag is0.3wt.%,the s older gets the best wettability;when the content of Ag is from0.5wt.%to1wt.%,the wettability decreas2 es.The best mechanical property of s oldered joint is obtained when the content of Ag is0.3wt.%.M oreover,the fracture micrographs show that plenty of dim ples are found on the Sn29Zn20.3Ag s oldered joints fractures.When the content of Ag is1wt.%,s ome Cu2Zn and Ag2Zn intermetallic com pounds appear on the bottom of dim ples, and the mechanical property of the s oldered joint decreases.In gen2 eral,the optimum additive am ount of Ag in Sn29Zn s older is about 0.3wt.%.
K ey w ords: Ag;lead2free s older;wettability;mechanical property
G enetic algorithm of grain grow th in heat2affected zone of45 steel AC flash butt w elding ZH ANG G enyuan,X U Maili, TI AN S ongya,Wen Fang(C ollege of Mechanical&E lectrical Engi2 neering,H ohai University,Changzhou213022,China).p79-82, 86
Abstract: The austenite grain growth process of45steel in AC flash butt welding heat2affected zone(H AZ)was simulated by genetic alg orithm method based on actual measured welding thermal cycle curves,which the energy of the system in minimum state and the grain boundary m oved to curvature direction in grain growth pro2 cess were considered.The average radius actually measured in coarse grain area and fine grain area of welding H AZ are54.30μm and13.58μm,and agree with the average grain radius of51.50μm and16.29μm simulated by genetic alg orithm simulation method.
G enetic alg orithm method results show the average radius of grain growth in welding H AZ during welding heat recycles is66.8percent of that during the whole heat.
K ey w ords: genetic alg orithm;grain growth;welding heat2 affected zone;simulation
E ffect of post2w eld heat treatment on microstructure and me2 ch anical property of m anu al SH S w elding XI N Wentong1,2, M A Shining1,LI Zhizun2,ZH ANGBaoyuan2(1.National K ey Lab2 oratory for Remanu facturing,Arm ored
F orce Engineering Academy, Beijing100072,China;2.Base Department,Ordnance Engineering C ollege,Shijiazhuang050003,China).p83-86
Abstract: The in fluences of post2weld heat treatment on mi2 crostructure and mechanical properties of manual SHS welding at dif2 ferent tem peratures are studied.The results indicate that the diffu2 sion activation ability of elements can be reached when the annealing tem perature is m ore than300℃.With the increasing of tem pera2 tur e,the tensile strength and the im pact toughness of the welded joint im prove,the micro2hardness gaps near the fusion line of the base metal and the welded alloy reduce,and the microstructures in the fusion area distribute uniformly.Through spread scanning of the element by the E DS energy spectrum,the concentration change of the major elements in the fusion area is found out,which is from mutation form before the post2weld heat treatment into gradient form and strengthens the intensity of the fusion zone.
K ey w ords: manual SHS welding;microstructure;mechani2 cal property;post2weld heat treatment
TIG arc beh avior of ultrafast2convert high2frequency variable2 polarity squ are w ave C ONG Baoqiang,QI Bojin,ZH OU X ingguo(School of Mechanical Engineering and Automation,Beijing University of Aeronautics and Astronautics,Beijing100191,Chi2 na).p87-90
Abstract: Based on a novel main circuit topology of ultrafast2 convert power supply,variable polarity current with the ultrafast cur2 rent rate of rise and fall was achieved,and the arc behavior of high2 frequency variable2polarity tungsten inert2gas welding for aluminum alloy was investigated.The experimental results show that with the increase of current frequency,the cleaning action of ultrafast2convert high2frequency variable2polarity arc for sur face oxide is significantly enhanced,arc plasma has an obvious pinch effect,arc v oltage and arc resistance increase respectively,but arc blow2effect is als o en2 hanced.Increasing the current frequency and decreasing negative polarity current am plitude and its duration in certain ranges can im2 prove weld penetration and reduce the electrode consum ption.I t is beneficial to im prove weld quality and efficiency for aluminum al2 loys.
K ey w ords: ultrafast convert;ultras onic;variable polarity; arc behavior;pinch effect
Properties of45carbon steel h ardened by micro2plasm a W ANGLiuying1,2,LI U G u1,H UANG G uopeng3,H UA Shaochun1 (1.The Second Artillery Engineering C ollege,X i’an710025,Chi2 na;2.K ey Laboratory of E lectronic Ceramics and Devices of M inis2 try of Education,X i’an Jiaotong University,X i’an710049,China;
3.The Second Artillery C ommissary,7435Factory,Wuhan 432100,China).p91-94
Abstract: Uniform experiment design was applied to hard2 ened45carbon steel with micro2plasma arc,including the design parameters such as arc current,scanning speed,gas flow and hard2 ening distance.The structures,mechanical properties and hardening mechanism of hardened layers were analyzed by means of testing in2 struments,such as optical microscope,scanning electron micro2 scope,microhardness tester and wear tester.Results show that be2 cause of the small in fluencing area and the extremely high cooling
2009,V ol.30,N o.6TRANS ACTI ONS OF THE CHI NA WE LDI NG I NSTIT UTI ONⅤ
1、焊接接头的组成,影响焊接接头组织和性能的因素。 (1)接头组成:包括焊缝、熔合区和热影响区。 (2)组织1)焊缝区接头金属及填充金属熔化后,又以较快的速度冷却凝固后形成。焊缝组织是从液体金属结晶的铸态组织,晶粒粗大,成分偏析,组织不致密。 但是,由于焊接熔池小,冷却快,化学成分控制严格,碳、硫、磷都较低,还通过渗合金调整焊缝化学成分,使其含有一定的合金元素,因此,焊缝金属的性能问题不大,可以满足性能要求,特别是强度容易达到。 2)熔合区熔化区和非熔化区之间的过渡部分。熔合区化学成分不均匀,组织粗大,往往是粗大的过热组织或粗大的淬硬组织。其性能常常是焊接接头中最差的。 熔合区和热影响区中的过热区(或淬火区)是焊接接头中机械性能最差的薄弱部位,会严重影响焊接接头的质量。 3)热影响区被焊缝区的高温加热造成组织和性能改变的区域。低碳钢的热影响区可分为过热区、正火区和部分相变区。 (1)过热区最高加热温度1100℃以上的区域,晶粒粗大,甚至产生过热组织,叫过热区。过热区的塑性和韧性明显下降,是热影响区中机械性能最差的部位。 (2)正火区最高加热温度从Ac3至1100℃的区域,焊后空冷得到晶粒较细小的正火组织,叫正火区。正火区的机械性能较好。 (3)部分相变区最高加热温度从Ac1至Ac3的区域,只有部分组织发生相变,叫部分相变区。此区晶粒不均匀,性能也较差。在安装焊接中,熔焊焊接方法应用较多。焊接接头是高温热源对基体金属进行局部加热同时与熔融的填充金属熔化凝固而形成的不均匀体。根据各部分的组织与性能的不同,焊接接头可分为三部分。, 在焊接发生熔化凝固的区域称为焊缝,它由熔化的母材和填充金属组成。而焊接时基体金属受热的影响(但未熔化)而发生金相组织和力学性能变化的区域称为热影响区。熔合区 是焊接接头中焊缝金属与热影响区的交界处,熔合区一彀很窄,宽度为0.1~0.4mm。(3)影响焊接接头性能的因素焊接材料焊接方法焊接工艺 2、减少焊接应力常采用的措施有哪些? (1)选择合理的焊接顺序(2)焊前预热(3)加热“减应区”(4)焊后热处理 3焊接变形的基本形式有哪些?消除焊接变形常用的措施有哪些? (1)焊接变形1)收缩变形2)角变形3)弯曲变形4)波浪形变形5)扭曲变形 (2)措施1)合理设计焊接构件 2)采取必要的技术措施①反变形法②加裕量法③刚性夹持法④选择合 理的焊接顺序⑤采用合理的焊接方法
第3章焊接接头的组织和性能 ?焊接熔池的结晶特点:非平衡结晶、联生结晶和竞争成长以及成长速度动态变化。 联生结晶:一般情况下,以柱状晶的形式由半熔化的母材晶粒向焊缝中心成长,而且成长的取向与母材晶粒相同,从而形成所谓的联生结晶。(焊缝的柱状晶是从半熔化的母材晶粒开始成长的,其初始尺寸等于焊缝边界母材晶粒的尺寸,因而可以预料,在焊接热循环的作用下,晶粒易过热粗化的母材,其焊缝柱状晶也会发生粗化。) 竞争成长:只有最优结晶取向与温度梯度最大的方向(即散热最快的方向,亦即熔池边界的垂直方向)相一致的晶粒才有可能持续成长,并一直长到熔池中心。 ?焊接熔池的结晶形态:主要存在两种晶粒,柱状晶粒(有明显方向性)和少量的等轴晶粒。 其中,柱状晶粒是通过平面结晶、胞状结晶、胞状树枝结晶或树枝状结晶所形成。等轴晶粒一般是通过树枝状结晶形成的。具体呈何种形态,完全取决于结晶期间固-液界面前沿成分过冷的程度。 熔池结晶的典型形态:(1)平面结晶:固-液界面前方液相中的温度梯度G很大,液相温度曲线T不与结晶温度曲线T 相交,因而液相中不存在成分过冷(实际温度低于结晶温度) L 区。 在短距离内相交,形成较小的成分过冷(2)胞状结晶:液相温度曲线T与结晶温度曲线T L 区。断面呈六角形胞状形态。 (3)胞状树枝结晶:随固-液界面前方液相中的温度梯度G的减小,液相温度曲线T与结晶温 相交的距离增大,所形成的成分过冷区增大。 度曲线T L (4)树枝状结晶:当固-液界面前方液相中的温度梯度G进一步减小时,液相温度曲线T 与结晶温度曲线T 相交的距离进一步增大,从而形成较大的成分过冷区。 L (5)等轴结晶:自由成长,几何形状几乎对称。 随着成分过冷程度的增加,依次出现平面晶(形成较缓慢)、胞状晶、胞状树枝晶、树枝晶、等轴晶形态。 影响成分过冷的主要因素:熔池金属中溶质含量W、熔池结晶速度R、液相温度梯度G。 溶质含量W增加,成分过冷程度增大;结晶速度R越快,成分过冷程度越大;温度梯度G越大,成分过冷程度越小。 随晶体逐渐远离焊缝边界而向焊缝中心生长,温度梯度G逐渐减小,结晶速度R逐渐增大,溶质含量逐渐增加,成分过冷区液逐渐加大,因而结晶形态将依次向胞状晶、胞状树枝晶及树枝晶发展。熔池中心附近可能导致等轴晶粒的形成。 ?焊缝的相变组织: 1、低碳钢焊缝的相变组织。 (1)铁素体和珠光体。冷却速度越快,焊缝金属中珠光体越多,而且组织细化, 显微硬度增高。采用多层焊或对焊缝进行焊后热处理,也可破坏焊缝的柱状晶,得 到细小的铁素体和少量珠光体,从而起到改善焊缝组织的性能。 (2)魏氏组织。由过热导致。焊缝含碳量和冷却速度处在一定范围内时产生,更易在粗晶奥氏体内形成。 2、低合金钢焊缝的相变组织。低合金钢焊缝中可能形成铁素体F、珠光体P、贝氏体 B、马氏体M。 (1)铁素体F:先共析铁素体GBF、侧板条铁素体FSP、针状铁素体AF、细晶铁素体FGF。
第一节焊接施工方案及工艺措施 (一) 焊接专业施工总体安排 1、工程主要特点 1.1 焊接作业主要特点 本机组为1000MW超超临界机组,焊接工程量大(受监焊口数量);中高合金焊口比例大;T/P91、T/P92焊口量相当大;结构焊接合金件较多,密封焊接量大,要求严格。T/P92钢材在本机组的大量使用,这种钢材属马氏体热强钢,其焊接性较差,对焊接工艺要求极高。 1.2 热处理作业主要特点 机组中需要经焊后热处理的焊口多,壁厚大,所涉及的部件的焊口遍布机组炉、机的各个部位,所以在焊接热处理的施工上一定要调度合理、施工过程有序、规范,做到机械、材料的利用率上升、耗损率下降,确保焊接工程的顺利施工。 2、焊接施工原则 (1) 焊接时尽量减少热输出量和尽量减少填充金属; (2) 地面组合焊接应合理分配各个组对单元,并进行合理组对焊接; (3) 密集管排及中大径管道采用双人对称焊接; (4) 位于构件刚性最大的部位最后焊接; (5) 由中间向两侧对称焊接; (6) 结构焊接先焊短焊缝,后焊长焊缝; (7) 当存在焊接应力时,先焊拉应力区,后焊剪应力和压应力区; (8) 膜式壁焊接采用分段退焊法。 3、总体工程安排 焊接专业独立管理,主要配合锅炉、汽机等专业焊接施工需求。针对焊接专业特点,拟采取以下安排。 (1) 建立健全焊接质量管理机构,制定质检人员岗位责任制。焊接、热处理施工按照公司质量体系文件规定的程序、有关规程规范、合同文件及监理的要求进行施工、检查验收。
(2) 焊接施工前,工程技术人员对焊接施工基础资料的前期准备,对现场焊接人员资质的认证和焊前考核,以及对现场将投入使用的焊接机械及热处理设备等的检查、校验及标定。 (3) 焊接施工前,建立二级焊条库,库内设置的烘干箱、恒温箱数量满足工程使用、并配备除湿器、电暖器、空调等设施。地面铺设防潮材料,保持库内温湿度在标准范围内。 (4) 本工程受热面管子全部采用GTAW或GTAW+SMAW方法焊接,视管子规格和位置难易程度并结合焊接工艺评定决定使用哪一种焊接方法。 (5) 本工程中大口径管道采用GTAW+SMAW方法焊接,焊接时应特别注意根部打底质量,确保熔透,层间清理应干净。中径管焊接时,为确保表面工艺质量,宜选用φ3.2焊条盖面。需预热和热处理的应及时进行预热和焊后热处理。 (6) 主蒸汽、再热热段管道材质为SA-335P92,焊接要求比较高,施焊焊工必须严格按照作业指导书和焊接工艺卡规定焊接。焊丝和焊条按工艺评定上的材料选用。焊接过程中应控制焊接线能量,防止线能量过大。 (7) 中低压管道及二次门后焊口采用氩弧焊打底(主要是汽机房内的管道),汽轮机、发电机的冷却、润滑系统管道及燃油管道必须进行氩弧焊打底。 (8) 凝汽器与低压缸连接由6名以上焊工对称施焊,采用分段退焊法。施焊过程中,在下汽缸四侧台板处,应装设监视变形的千分表,并设专人监视。 (9) 仪表、压力测点、温度测点、取样等管道的直径都在25mm以下,焊接方法为GTAW。壁厚≤2mm的管道焊接可采用一道成型,壁厚>2mm的管道焊接应焊至2~3层,以保证焊缝有规定的余高。 (10) 铝母线焊接场所允许的环境温度应在0℃以上,如环境温度过低时,应采取有效方法提高环境温度。焊接铝锰合金时,选用铝锰焊丝(丝321)或铝硅焊丝(丝311)。 (11) 锅炉密封采用手工电弧焊方法进行施工,焊接前应将坡口边缘的油、漆、锈、垢等清理干净。锅炉密封焊接应采用分段跳焊,采用合理顺序、消除焊接应力变形焊接引起的变形,超出规定尺寸时,应采用火焰或锤击等方法校正。 (12) 本工程热处理的用电加热方式,温度曲线用打点式自动温度记录仪记录。热处理参数(如加热温度、升降温速率、恒温温度、恒温时间等)按《火力发电厂焊接热处理技术规程》(DL/T819-2010)中的有关规定执行。
焊接接头的组织 一、实验目的 1.掌握焊接接头各区域典型的金相组织。 2.熟悉焊接接头各区域的性能变化。 二、实验设备及材料 1.金相显微镜。 2.焊接试样。 3.预磨机 4.抛光机 三、实验原理 熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。 焊接接头组织由焊缝金属和热影响区两部分组成。现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。 1.焊缝金属 焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。 焊缝金属结晶后,其成分是填充材料与熔化母材混合后的 平均成分。在随后的冷却过程 中,若发生相变,则上述组织均 要发生不同程度的转变。对低碳 钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。 2.热影响区 热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。 1)熔合区 熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。此区域在显微镜下一般为2~3 个晶粒 图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区
1总则 1.1本守则适用于本公司碳素钢及低合金钢压力容器及受压元件的焊后热处理。 1.2本守则规定了钢制压力容器热处理通用工艺要求,具体实施应按图纸设计的要求和专业工艺文件的规定执行。 2要求 2.1人员及职责 2.1.1 热处理操作人员应经培训、考核合格,取得上岗证,方可进行焊后热处理操作。 2.1.2 焊后热处理工艺由热处理工艺员编制,热处理责任工程师审核。 2.1.3 热处理操作人员应严格按照焊后热处理工艺进行操作,并认真填写原始操作记录。 2.2 设备及装置 2.2.1能满足焊后热处理工艺要求; 2.2.2在焊后热处理过程中,对被加热件无有害的影响; 2.2.3 能保证被加热件加热部分均匀热透; 2.2.4能够准确地测量和控制温度; 2.2.5在整个热处理过程中应当连续记录; 2.2.6炉外加热时,热电偶的布置应满足工艺标准的要求; 2.2.7被加热件经焊后热处理之后,其变形能满足设计及使用要求。 3焊后热处理方法 3.1炉内热处理 3.1.1 焊后热处理应优先采用在炉内加热的方法,其热处理炉应满足GB9452的有关规定。3.1.2 被加热件应整齐地安置于炉内的有效加热区内,并保证炉内热量均匀、流通。在火焰炉内热处理时应避免火焰直接喷射到工件上。 3.1.3为了防止拘束应力及变形,对薄壁大直径容器,内部应加支撑。卧式容器底部应放鞍式支座,支座间距不大于2米且底部应垫平。 3.1.4有密封面和有高精度螺孔的部位应加以保护,可用机油和石墨粉膏剂涂于被保护面,然后用石棉布包扎。
3.2分段热处理 焊后热处理允许在炉内分段进行。对于超出炉子长度需要分段热处理的大件,其重复加热长度应不小于1.5米;露在炉外靠近炉门处应采取合适的保温措施,保温长度不得小于1米。 3.3炉外热处理 产品整体炉外热处理热处理时,在满足2.2的基础上,还应注意: a)考虑气候变化,以及停电等因素对热处理带来的不利影响及应急措施; b)应采取必要的措施,保证被加热件温度的均匀稳定,避免被加热件、支撑结构、底座等因热胀冷缩而产生拘束应力及变形 3.4局部热处理 3.4.1 B、C、D类焊接接头,球形封头与圆筒相连的A类焊接接头以及缺陷焊补部位,允许采用局部热处理方法。 3.4.2局部热处理时,焊缝每侧加热宽度不小于钢材厚度δs的2倍(δs为焊接接头处钢材厚度);接管与壳体相焊时加热宽度不得小于钢材厚度δs的6倍。 3.4.3靠近加热区的部位应采取保温措施,使温度梯度不致影响材料的组织和性能。 4热处理工艺规范 4.1工件装炉温度和出炉温度应低于400℃。但对厚度差较大、结构复杂、尺寸稳定性要求较高、残余应力值要求较低的被加热件,其入炉或出炉时的炉内温度一般不宜超过300℃。 4.2 焊件升温至400℃后,加热区升温速度不得超过(5000/δs)℃/h,且不得超过200℃/h,最小可为50℃/h。 4.3 升温时,加热区内任意5000mm长度内的温差不得大于120℃。 4.4 保温时,加热区内最高与最低温度之差不宜超过65℃。 4.5 升温保温期间,应控制加热区气氛,防止焊件表面过度氧化。 4.6 炉温高于400℃时,加热区降温速度不得超过(6500/δs)℃/h,且不得超过260℃/h,最小可为50℃/h. 4.7 焊件按出炉温度出炉后应在静止空气中继续冷却。 4.8 常用钢号推荐的焊后热处理保温温度和保温时间见表1
第七章 焊接接头组织和性能的控制 1.焊接热循环对被焊金属近缝区的组织、性能有什么影响?怎样利用热循环和其他工艺措施改善HAZ 的组织性能? 答: (1)在热循环作用下,近缝区的组织分布是不均匀的,融合去和过热去出现了严 重的晶粒粗化,是整个接头的薄弱地带,而行能也是不均匀的,主要是淬硬、韧化和脆化,及综合力学性能,抗腐蚀性能,抗疲劳性能等。 (2)焊接热循环对组织的影响主要考虑四个因素:加热速度、加热的最高温度, 在相等温度以上的停留时间,冷却速度和冷却时间,研究它是研究焊接质量的主要途径,而在工艺措施上,常可采用长段的多层焊合短道多层焊,尤其是短道多层焊对热影响区的组织有以定的改善作用,适于焊接晶粒易长而易淬硬的钢种。 2. 冷却时间100t t 8 385、、t 的各自应用对象,为什么不常用某温度下(如540℃)的 冷却速度? 答:对于一般碳钢和低合金钢常采用相变温度范围800~500℃冷却时间(85t )对冷裂纹倾向较大的钢种,常采用800~300℃的冷却时间8 3t ,各冷却时间的选定要根据不同金属材料做存在的问题来决定 为了方便研究常用某一温度范围内的冷却时间来讨论热影响组织性能的变化,而某个温度下 比如540℃则为一个时刻即冷却至540℃时瞬时冷却速度 和组织性能。故不常用某以温度下的冷却速度,对于一般低合金钢来讲,主要研究热影响区溶合线附近冷却过程中540℃时瞬时冷却速度 3. 低合金钢焊接时,HAZ 粗晶区奥氏体的均质化程度对冷却时变相有何影响? 答:奥氏体的均质化过程为扩散过程,因此焊接时焊接速度快和相变以上停留时间短都不利于扩散过程的进行,从而均质化过程差而 影响到冷却时间的组织相变,低合金钢在焊接条件下的CCT 曲线比热处理条件下的曲线向做移动,也就是在同样冷却速度下焊接时比热处理的淬硬倾向小,例如冷却速度为36s C / 时可得到100%的马氏体,在焊接时由于家人速度快,高温停留时间短
影响焊接接头组织与性能的因素分析 1.材料的匹配 材料的匹配主要是指焊接材料(包括焊剂)的选用,焊接材料将直接影响接头的组织和性能。通常情况下,焊缝金属的化学成分及力学性能与母材相近。但考虑到铸态焊缝的特点和焊接应力的作用,焊缝的晶粒比较粗大并有存在偏析,产生裂纹、气孔和夹渣等焊接缺陷的可能性,因此常通过调整焊缝金属的化学成分以改善焊接接头的性能。 2. 指定母材和焊材时,焊接热输入量,焊接层数,道数,层间温度都有影响。一般来说,热输入不要太大,焊接层数多一些,焊层偏薄一些,热输入量是指热源功率与焊接速度之比。热输入量的大小,不仅影响过热区晶粒粗大的程度,而且直接影响到焊接热影响区的宽度。热输入量越大,则焊接接头高温停留时间越长,过热区越宽,过热现象也越严重,晶粒也越粗大,因而塑性和韧性下降也越严重,甚至会造成冷脆。因此,应尽量采用较小的热输入量,以减小过热区的宽度,降低晶粒长大的程度。在低温钢焊接时尤为重要,应严格控制热输入量,防止晶粒粗化而降低低温冲击韧性。 3要控制好焊接的层间温度,层间温度主要影响的是相变区间,也就是说,不同的层间温度会造成不同的相变温度与相转变时间从而得到不同比例的相组织。一般来说,层间温度过高,会使晶粒长大,强度指标会偏低。低合金钢焊材的层间温度以控制在150℃±15℃为宜。
4另外每一焊道间一定要清理干净,见金属光泽。如果是不锈钢,还应注意冷却速率,注意t-800/500区间不能停留太久。 5.熔合比 熔合比是指在焊缝金属中局部熔化的母材所占的比例。熔合比对焊缝性能的影响与焊接材料和母材的化学成分有关。当焊接材料与母材的化学成分基本相近且熔池保护良好时,熔合比对焊缝的熔合区的性能没有明显的影响。当焊接材料与母材的化学成分不同时,如碳、合金元素和硫、磷等杂质元素的含量不同,那么,在焊缝中紧邻熔合区的部位化学成分变化比较大,变化的幅度与焊接材料同母材间化学成分的差异及熔合比有关。化学成分相差越大,熔合比越大,则变化幅度也越大,不均匀程度及其范围也增加,从而使该区组织变得较为复杂,在一定条件下还会出现不利的组织带,导致性能大大下降。 在生产实践中,为了调节熔合比的大小,除了调节焊接线能量及其他工艺参数(如焊件预热温度、焊条直径等)以外,调节焊接坡口的大小,对熔合比有较大的影响。因为不开坡口,熔合比最大;坡口越大,熔合比就越小。 6.焊接工艺方法 在选择焊接工艺方法时,应根据其对焊接接头组织和性能的影响,结合其他要求综合考虑。 7.焊后热处理 (1)消氢处理消氢处理主要是为了加速氢的扩散逸出,防止产生延迟裂纹。其加热温度很低,不会使焊接接头的组织和性能发生变化。
1 目的 为了规范压力管道等焊件的焊前预热和焊后热处理工艺,保证焊接工程质量,特制定本工艺标准。 2 适用范围 本标准适用于公司承接的工业与公用压力管道焊接工程的焊前预热和焊后热处理。 3 引用标准 GB50236《现场设备、工业管道焊接工程施工及验收规范》 4 定义 预热:焊接开始前,对焊件的全部(或局部)进行加热的工艺措施。 焊后热处理:焊后,为改善焊接接头的组织和性能或消除残余应力而进行的热处理。 5 焊前预热和焊后热处理的一般要求 5.1焊前预热 5.1.1 焊接工艺人员应根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法、焊接环境和所执行的施工工艺标准要求等综合考虑是否进行焊前预热,必要时可通过试验确定。 5.1.2 焊前预热温度应符合设计或焊接施工工艺标准的规定,当无规定时,焊前预热温度宜采用表1的规定。 精品文档,欢迎下载
5.1.3 预热的加热方式一般采用氧-乙炔焰加热或电加热带加热法。预热的温度应用热电偶、测温笔等测出。当温度达到要求时才能进行焊接。5.1.4 焊前预热的加热范围,应以焊缝中心为基准,每侧不应小于焊件厚度的3倍。 5.1.5 要求焊前预热的焊件,其层间温度应在规定的预热温度范围内。5.1.6 当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。 5.1.7 不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。 5.1.8 当采用钨极氩弧焊打底时,焊前预热温度可按表1规定的下限温度降低50℃。 5.1.9 当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求。 5.2 焊后热处理 精品文档,欢迎下载
焊缝接头组织的金相观察与分析 一、实验说明 焊接是工业生产中用来连接金属材料的重要加工方法。根据工艺特点不同,焊接方法又分为许多种,其中熔化焊应用得最广泛。 熔化焊的实质就是利用能量高度集中的热源,将被焊金属和填充材料快速熔化,热后冷却结晶而形成牢固接头。 由于熔化焊过程的这一特点,不仅焊缝区的金属组织与母材组织不一样,而且靠近焊缝区的母材组织也要发生变化。这部分靠近焊缝且组织发生了变化的金属称为热影响区。热影响区内,和焊缝距离不一样的金属由于在焊接过程中所达到的最高温度和冷却速度不一样,相当于经受了不同规范的热处理,因而最终组织也不一样。 以低碳钢为例,根据热影响区内各区段在焊接过程中所达到的最高温度范围,依次分为熔合区(固相线一液相线),过热区(1100℃——固相线);完全正火区(AC3——1100℃);不完全旺火区(AC1~AC3)。对易淬火钢而言,还会出现淬火组织。 焊接结构的服役能力和工作可靠性,既取决于焊缝区的组织和质量,也取决于热影响区的组织和宽窄。因此对焊接接头组织进行金相观察与分析已成为焊接生产与科研中用以评判焊接质量优劣,寻找焊接结构的失效原因的一种重要手段。 本实验采用焊接生产中应用最多的低碳钢为母材,用手工电弧施焊,然后对焊接接头进行磨样观察。 二、实验目的 1、学会正确截取焊接接头试样。 2、认识焊缝区和热影响区各区段的组织特征。 3。深刻领会熔化焊焊接过程特点。 三、实验设备及器材 1、施焊设备及器材(手弧焊机、结422焊条,面罩)。 2、200×100×8mmA3钢板一块。施焊前用牛头刨床沿其长度方向中心线刨一条深2mm,宽4~5mm的弧形槽。 3、砂轮切割机一台。 4、钳工工具一套。 5,制备金相试样的全部器材。 6、金相显微镜若干台。 四、实验方法与步骤 1、在钢板上沿刨槽用F4mm结422焊条一根施焊。焊接电流取140~150A。 2、待钢板冷至室温后,用砂轮切割机截取试样。截取部位如下图所示,切割时须用水冷却。以防止组织发生变化(图中虚线为砂轮切割线,两端30mm长焊缝舍弃不用)。 焊接接头金相试样取样位置示意图 3、依照实验一步骤3所述方法截下的焊缝接头制备成金相试样。注意磨制面应选择与焊缝走向垂直的横截面。 4、在金相显微镜上观察制备好的焊接接头试样。光用低倍镜镜头(放大150倍)观察焊缝区及热影响区全貌,再用高倍镜镜头(450倍)逐区进行观察,注意识别各区的金相组织特征, 并画出草图。 五、实验报告要求 1、明确实验目的。
鞍钢凌钢朝阳100万t/a焦化项目煤气净化及公辅设施安装工程 12CrMoV 焊 接 及 热 处 理 施 工 方 案 编制: 审核: 批准: 日期:
12CrMoV压力管道焊接及热处理施工方案 一、工程概况 鞍钢凌钢100万t/a焦化工程,由干熄焦沿外线管廊到焦化边界接点的中压过热蒸汽管道。工艺管道材质为12CrMoV,规格Φ245*18mm; 计划开工时间:2008年8月12日开工,2008年10月30日竣工;总工期:80天。 二、编制依据 1.《压力管道安全管理与监察规定》〔劳部1996-140号〕 2.《工业金属管道工程施工及验收规范》〔GB50235–97〕 3.《工业金属管道工程质量检验评定标准》〔GB50184–93〕 4.《现场设备、工业管道焊接工程施工及验收规范》〔GB50236-98〕 5.《压力容器无损检测》〔JB/T4730–2005〕 6.管道施工图 三、焊接材料及管理 1.焊条、焊丝、等均应有制造厂的质量合格证或质保书。凡无合格证或质保书及对其质量有怀疑时,应按焊材批号抽查试验合格后方可使用。 2.施工现场应设置焊材二级库,并由专人负责焊材的管理,做好焊材的烘干、发放、回收工作并做好烘干、发放、回收记录。 3.焊材应存放在干燥通风良好的库房内。各种型号、规格的焊材应分类堆放防止混淆。 4.焊条使用前应按焊条使用说明书的要求进行烘干,焊条重复烘干不应超过两次。 5.焊条使用时应装入100~125℃的保温桶内随取随用,桶内焊条不应超过半个工时。 6.氩弧焊所采用的氩气应符合现行国家标准《氩气》GB4842的规定,且纯度不应低于99.96﹪。 7.手工钨极氩弧焊,宜采用铈钨极或钍钨极。 8.焊材的领用、发放,管理人员应根据焊接工艺卡或工艺指导书所制定的工艺
热处理作业指导书 一、工程概况 1.1本工程为江苏常州中天钢铁集团有限公司热电厂一台240吨纯燃高炉煤气锅炉安装工程及相应的汽水、消防、电气、热控等配套系统。锅炉设备由上海锅炉厂有限公司设计制造。 二、编制依据 2.1西北电力设计院设计图纸 2.2《施工组织总设计》 2.3《小型火力发电厂设计规范》“GB50049-94” 2.4“DL5000-2000”《火力发电厂设计技术规程》及《火力发电厂施工图设计手册设计》 2.5《汽水管路支吊架手册》1983年版 2.6《电力建设安全操作规程》(火力发电厂部分)2002年版 2.7《电力建设施工及验收技术规范》(锅炉机组篇)1996年版 2.8《电力建设施工及验收技术规范》(焊接篇) 1996年版 2.9 《电力建设施工及验收技术规范》(管道篇) 1996年版 2.10《电力建设施工及验收技术规范》(DL/T821-2002射线篇、DL/T5048-95超声波篇) 2.11《火力发电厂焊接技术规程》DL/T869-2004 三、作业条件 3.1 技术准备 3.1.1焊接工艺经过评定,符合工艺要求。 3.1.2作业指导书编制并审批完成,开工报告审批完成。
3.1.3工程所用的材料到位并验收合格。 3.1.4施工人员及工机具设备到位(特殊工种持证上岗)。 3.1.5施工场地清洁无杂物,具备施工的条件。 3.1.6人员组织机构建立并开始行使职责。 3.1.7 检查该项作业的上道工序应具备的技术条件。 3.1.8 施工技术交底和安全交底完成,且交底与被交底人员进行了双签字 3.2热处理前先决条件 3.2.1热处理操作工必须经过专业培训,并具有相应资质的考核委员会签发的资格证书。 3.2.2所使用的热处理设备运转正常。 3.2.3检测、计量器具已经检查和校验,且在检定的有效期内。 3.2.4施工交底工作已经完成,所有操作和检验人员必须熟悉热处理程序和相应的施工措施中的各项规定和要求。 3.2.5焊后热处理应在施焊工作结束并完成焊接自检和专检合格后进行。 四、作业人员及机具配置 4.1作业人员配置、人员资格及职责:
京隆发电有限公司烟气脱硝改造工程 钢结构焊接热处理工艺 施工措施 批准: 审核: 编制: 南京龙源环保有限公司京隆项目部
目录 一、编制依据 (2) 二、材料介绍 (2) 三、焊接施工流程 (3) 四、焊接工艺参数的选择 (3) 五、现场焊接顺序: (4) 六、现场技术管理 (9) 七、作业的安全要求及措施 (9)
内蒙京隆电厂2×600MW机组烟气脱硝工程,SCR钢架的主立柱、梁、垂直支撑全部采用"H"型钢,母材材质为Q345(属低合金结构钢),钢架主立柱采用分段对接方式连成一体,其中"H"型钢的腹板采用高强螺栓连接,翼缘板之间的连接采用对接焊接方式。 一、编制依据 1.1《火电施工质量检验及评定标准》(焊接篇)1996年版。 1.2《火力发电厂焊接技术规程》DL/T869-2004。 1.3《电力建设安全工作规程》(第1部分:火力发电厂) DL5009.1—2002。1.4《火力发电厂焊接热处理技术规程》DL/T819-2002。 1.5《管道焊接超声波检验技术规程》DL/T820-2002。 1.6《焊接材料质量管理规程》JB/T3223-1996。 1.7京隆电厂脱硝钢架安装相关图纸 1.8《工程建设标准强制性条文》(电力工程部分)2006版。 二、材料介绍 1. Q345化学成分如下表(%): 2.Q345力学性能如下表(%): 其中壁厚介于16-35mm时,σs≥325Mpa;壁厚介于 35-50mm时,σs≥295Mpa
3. Q345钢的焊接特点 3.1 碳当量(Ceq) Ceq=0.49%,大于0.45%,可见Q345钢焊接性能不是很好,需要在焊接时制定严格的工艺措施。 3.2 Q345钢在焊接时易出现的问题 3.2.1 热影响区的淬硬倾向 Q345钢在焊接冷却过程中,热影响区容易形成淬火组织-马氏体,使近缝区的硬度提高,塑性下降。结果导致焊后发生裂纹。 3.2.2 冷裂纹敏感性 Q345钢的焊接裂纹主要是冷裂纹。 三、焊接施工流程 1、坡口清理准备→点固→焊前预热→焊接→施焊→自检/专检→焊后热处理→无损检验(合格)焊接材料的选用 2、由于Q345钢的冷裂纹倾向较大,应选用低氢型的焊接材料,同时考虑到焊接接头应与母材等强的原则,选用E5015 (J507)型电焊条。 3、对于要求焊接的部位严格按图纸要求施焊,注意坡口角度、间隙及焊角高度。 4、焊接过程应注意层间清理和层间检查,确保无裂纹、气孔、夹渣等缺陷,方可继续施焊。 5、焊接过程应注意接头和收弧质量,接头应熔合良好,收弧时弧坑应填满,以防弧坑裂纹。 6、焊接工作应一气呵成,更换焊条时应迅速,中途不应无故停顿,注意层间熔化,避免出现夹沟。焊接过程中途因故停止后重新焊接时,必须检查焊缝表面是否有裂纹、气孔、生锈、水迹等,发现问题及时处理。 四、焊接工艺参数的选择
焊接接头金相组织分析 一、试验目的 (一)观察与分析焊缝的各种典型结晶形态 (二)掌握低碳钢焊接接头各区域的组织变化 (三)了解低碳钢焊接热影响区的组织变化规律。二、试验装置 及试验材料 (一)粗、细金相砂纸一套 (二)平板玻璃2块 (三)金相显微镜4台 (四)吹风机1个 (五)抛光机4台 (六)低碳钢焊接接头试片1个 (七)腐蚀液: 4%硝酸酒精溶液 (八)乙醇、丙酮、棉花等 三、试验原理 (一)焊缝凝固时的结晶形态 1、焊缝的交互结晶,如图1所示
熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长 2、焊缝的结晶形态 根据成分过冷的结晶理论,合金的结晶形态与溶质的浓度C0、结晶速度R和温度剃度G有关。 图2 C0、R和G对结晶形态的影响 (二)低碳钢焊缝热影响区金属的组织变化 以低碳钢为例,根据其热影响区金属组织的特性,可分为四个区域,如图3所示:
图3低碳钢焊接热影响区分布特征 1-熔合区;2-粗晶区;3-结晶区;4-不完全重结晶区;5-母材 a、接头金相组织: 1、未受热影响的焊缝金属区; 2、受影响的层间金属区,结晶形态消失; 3、受过热作用的热影响区; 4、母材;
b、过热粗晶区魏氏体组织 C、左侧一次正火细晶区,右侧二次正火,晶粒较粗 d、不完全结晶区组织
e、母材组织 (三)30CrMnSiA钢焊缝热影响区金属组织变化 30CrMnSiA钢的连续冷却转变曲线
四、实验方法及步骤 (一)低碳钢焊接接头金相分析 1、试样的准备; 2、用金相砂纸打磨试片; 3、抛光试片; 4、腐蚀; 5、在显微镜下观察与分析 (二)30CrMnSiA钢试片的制作 1、将厚度为2.5mm的30CrMnSiA钢板切成180× 20mm和180× 35mm两种规格的试片; 2、试片焊前进行退火处理; 3、去除试片表面油污及氧化物; 4、分别用电弧焊和气焊焊接试片; 5、制作金相试样:打磨、抛光、腐蚀等; 6、在显微镜下观察已制备好的金相试样;
Heat Treatment and PWHT Procedures 热处理及焊后热处理程序
TABLE OF CONTENTS 目录 1.0SCOPE范围 (1) 2.0REFERENCES参考文件 (1) 3.0EQUIPMENT设备 (1) 4.0HEATING METHODS加热方法 (1) 5.0HEATING AND COOLING RATES加热和冷却速率 (1) 6.0HOLDING TEMPERATURES AND ALLOWABLE RANGES保温温度和容许范围 (2) 7.0INTERRUPTED POSTWELD HEAT TREATMENTS不规则的焊后热处理 (2) 8.0TEMPERATURE CONTROL AND RECORDING温度控制和记录 (3) 9.0RECORDING POSTWELD HEAT TREATMENT CYCLE焊后热处理记录周期 (4) 10.0HARDNESS TESTED REQUIRMENTS AFTER PWHT热处理后的硬度测试要求 (5) 11.0PRETECT DEFORMATION DURING HEAT TREATMENT热处理期间的防变形 (5) 12.0RECORDS记录 (5) Attachment and Appendix List 附件附录清单 ATTACHMENT1:PWHT REPORT附件1:焊后热处理报告 (5)
1.0S C O P E范围 1.1This procedure specifies detailed requirements for performing post weld heat treatment(PWHT) 该程序规定了进行焊后热处理的详细要求。 1.2This procedure was written to meet the requirements of ASME B31.3for heat treat temperatures,holding times,heating and cooling rates,and permissible heat treating methods when PWHT is required. 该程序是根据ASME B31.3中针对焊后热处理的处理温度、保温时间、加热和冷却速率以及允许的加热方法来拟写的。 2.0R E F E R E N C E S参考文件 Doc.No.Document Title ASME B31.3-2012Process Piping工艺管道 3.0E Q U I P M E N T设备 3.1Certification of equipment shall be provided upon request. 应当根据需要提供设备的证书。 3.2Calibration certificate of temperature indicator shall be submitted and approved before use. 使用温度指示器之前应当提交校准证书并获得批准。 3.3Recalibration reference paragraph9.2. 参考段落9.2中关于重校的内容。 4.0H E A T I N G M E T H O D S加热方法 4.1Gas heating method be utilized to perform PWHT 利用燃气加热法来进行焊后热处理。 4.2Any other PWHT method requires prior approval of customer before use. 使用任何其它焊后热处理方法之前都要客户的批准。 5.0H E A T I N G A N D C O O L I N G R A T E S加热和冷却速率 5.1.The rate of the heating at the temperature above300Deg.C(572°F)shall not exceed220Deg.C(428°F)/Hr.for pipe wall thickness up to and including25mm(0.984in)/T maximum.For maximum pipe wall thickness more than25mm(0.984in)/T,the heating rate shall be(5588/T Where T=pipe wall thickness in mm). 对于最大壁厚为25mm(0.984in)的管道,300℃(572°F)之后的加热速度不应超过220℃(428°F)/小时。对于最大壁厚超过25mm(0.984in)的管道,加热速度为5588/T(T=管道壁厚mm数)。 5.2The rate of Cooling from the Soak temperature to a temperature above300Deg.C(572°F)shall not exceed275Deg.C(527°F)/ Hr.For pipe wall thickness up to and including25mm(0.984in)/T in maximum.For maximum pipe wall thickness over than25mm (0.984in)/T,the Cooling shall be(6985/T Where T=pipe wall thickness in mm).
一、工程概况 亚通石化有限公司80万吨年/重油快速裂解装置主要包括反应区、分馏区、吸收稳定区、主风机区、余热锅炉区、总图区、电脱盐区、气压机区及精致区九个区。其工艺管线37公里、管件27100个,材质包含1Cr5Mo,15CrMo,20#等需要热处理。 二、编制依据 ☆设计图纸以及设计说明; ☆ SH3501-2002《石油化工剧毒、可燃介质管道工程施工及验收规范》; ☆ GB50236-98《现场设备、工业管道焊接工程施工及验收规范》; ☆ SH/T 3517-2001《石油化工钢制管道工程施工工艺标准》; ☆ GB50235-1997《工业金属管道工程施工及验收规范》; ☆ GB50316-2000《工业金属管道设计规范》; ☆ SH/T 3527-1999《石油化工不锈钢、复合钢焊接规程》; ☆ SH/T 3523-1999《石油化工鉻镍奥氏体钢、铁镍合金和镍合金管道焊接规程》。三、热处理工程量 根据设计要求,统计本装置需要热处理的工程量如下(焊口有增减,以实际发生为准):如上表统计,需要热处理的管道焊口3043道。
五、热处理方法及工艺规程 5.1热处理方法 采用履带式电加热器对焊缝加热的方法,对接管焊缝进行局部热处理。 5.2热处理工艺规范 严格执行国家现行压力容器制造技术法规、标准及设计技术条件要求规定,选择如下热处理工艺参数(表2)及工艺曲线(图1a 、1b 、1c )。 表2 热处理工艺参数 温度625℃ 时间(h ) 300℃0
六、热处理施工 6.1热处理机具就位 (1)热处理机具主要包括控制柜和仪表,安装在单独的工具房内,在运输时应防震、防颠,并且重要的是防止冲击性的碰撞。 (2)机具附带的加热线应栓挂牢固,控制机柜门关严,室内所有开关均应处于关闭状态。 (3)机具运输到现场,应安放于现场安全位置,不得影响其它项目的施工,同时还要保持距离电源近,并且估测加热线和补偿线的长度,确认其最佳位置。 (4)应对热处理控制柜进行调试。 (5)热处理机具运至现场后,卸车应平稳。 6.2加热器的选用 (1)管道加热器选用时,应按照技术要求选取。 (2)使用时应根据管子的公称直径、壁厚以及焊缝宽度选用。管径在DN100~250之间,可选用组成品履带式加热器;公称直径大于DN250时,同时选用两组(或多组)功率相同的加热器并用。 温度765℃ 300℃ 时间(h ) 温度675℃ 300℃时间(h ) 图1c 15CrMo 热处理曲线
合金钢管道焊接热处理要点
————————————————————————————————作者: ————————————————————————————————日期: ?
焊接作业指导书 (含焊接热处理工艺) 合金钢管道(15CrMoG) 编制人: 审核人: 批准人: 建设机械分公司技术质量部
目录 一、适用范围?错误!未定义书签。 1.1总则?错误!未定义书签。 二、编制依据?错误!未定义书签。 三、工程一览?错误!未定义书签。 四、对焊工及热处理工的要求?错误!未定义书签。 五、焊接材料的选择........................................................................................ 错误!未定义书签。 六、焊接设备、材料及焊接环境的要求........................................................ 错误!未定义书签。 七、主要施工机具?错误!未定义书签。 八、焊接施工.................................................................................................... 错误!未定义书签。 8.1材料验收 ................................................................................. 错误!未定义书签。 8.2焊接工艺及流程 ...................................................................... 错误!未定义书签。 九、焊接热处理................................................................................................ 错误!未定义书签。 9.1作业项目概述 ............................................................................. 错误!未定义书签。 9.2作业准备 ..................................................................................... 错误!未定义书签。 9.3作业条件?错误!未定义书签。 9.4热处理作业程序?错误!未定义书签。 9.5 质量检查与技术文件?错误!未定义书签。 十、质量检验?错误!未定义书签。 十一、安全技术措施........................................................................................ 错误!未定义书签。