塑料件尺寸公差 1.范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。 本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。 2.引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。 GB1800-79 公差与配合总论标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验 机械制图尺寸公差与配合注法 3.定义 基本尺寸basic size 设计给定的尺寸。 实际尺寸actral size 通过测量所得的尺寸。 尺寸公差dimensional tolerance 允许尺寸的变动量。 尺寸偏差dimensional deviation 某一尺寸减去基本尺寸所得的代数差。 塑料收缩率plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。 径向收缩率radial shringkage 指料流方向的塑料收缩率。 切向收缩率tangential shringkage 指垂直于料流方向的塑料收缩率。 收缩特性值contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。 受模具活动部分影响的尺寸size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。 尺寸公差、偏关的规定 基本尺寸范围为~3至600mm。基本尺寸分段~3至120mm。采用不均匀递增数列:140~1600mm,采用R20优先数系。 2公差等级及数值 公差等级分为10级,每一级公差数值按表1规定。 表1
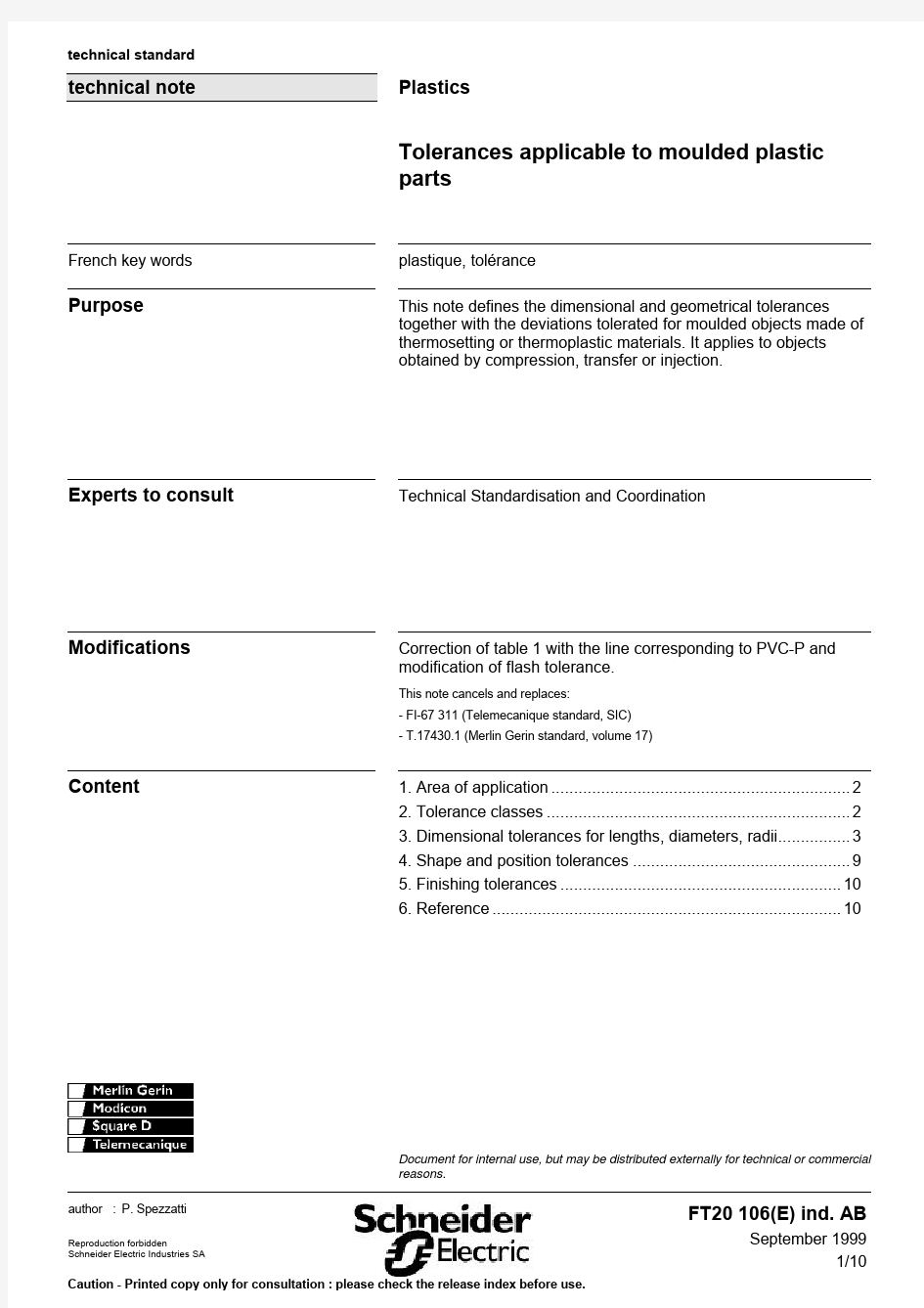
A 通用公差 前模 后模玉 0/-0.01 对应项目 QC 放用标准 B B A 模玉外围 B C 管位框中心 管位框大小 ±0.01 0/+0.02 D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 B B EDM ,CNC 加工 -0.02/+0.05 E F PL 面 0/+0.02 A G 镶件孔 镶(顶)针孔 按产品材料确定公差 斜顶孔 E G H I J K M N 行位槽 铲基槽 0/+0.02 0/+0.02 0/+0.02 K 碰(擦)穿位 0.00/+0.05 F 枕位 0/+0.02 ±0.01 0.00/+0.05 D 0/+0.02 镶件挂肩深度 运水孔中心 螺丝孔中心 ±0.20 ±0.20 ±0.50 ±0.50 M CNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05 E N 胶位 公差 G 省模后胶位 ±0.03 说明: C 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准. E MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 G 模具零件通用尺寸公差标准 零件名称 制定日期 模玉 适用模具等级 修订日期 所有模具 2007-8-1 2008-12-15 版本号 2.0
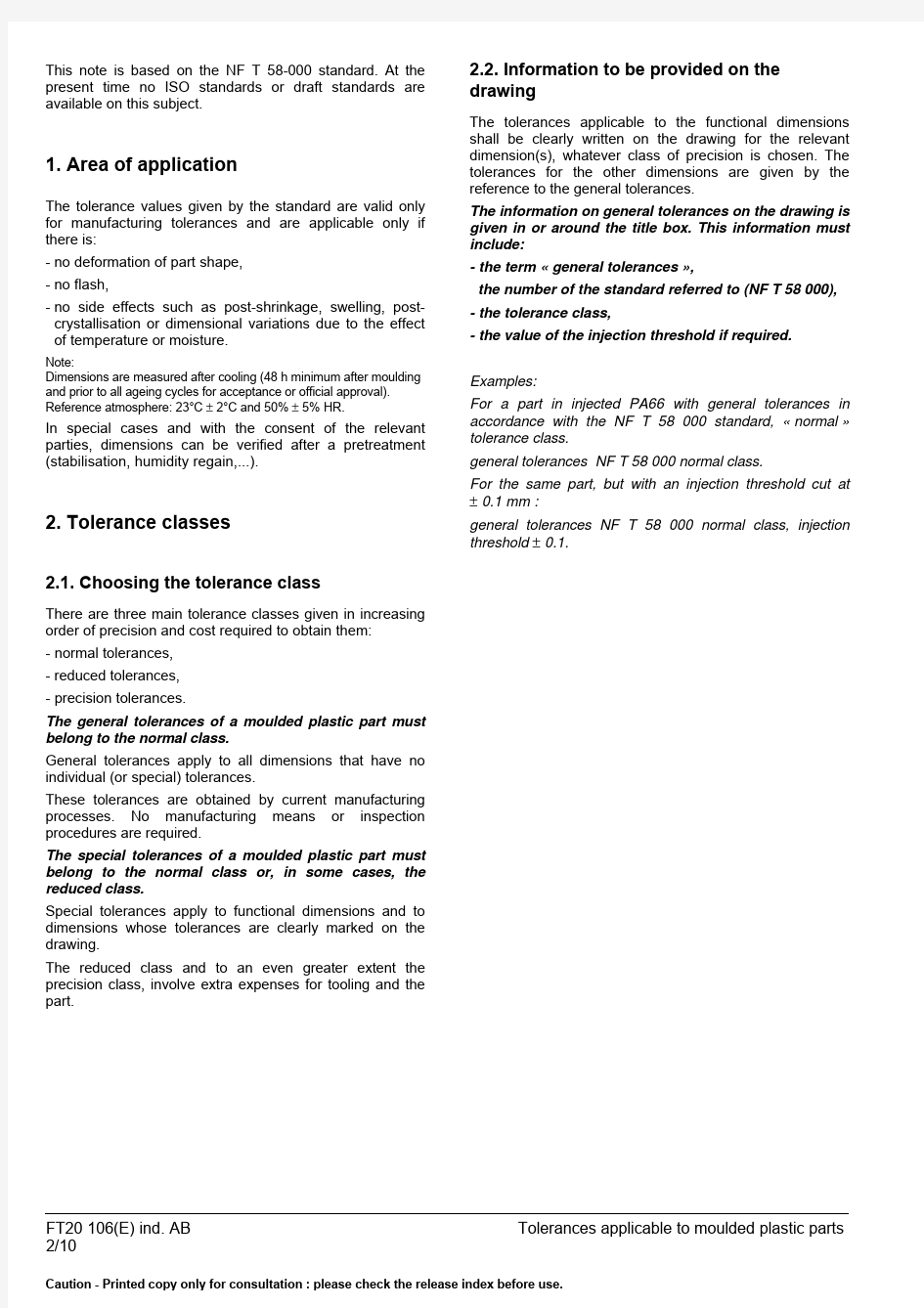
QC 放用 标准 对应项目 通用公差 B B A CORE 外形 0/-0.01 B 镶件外形 0/-0.01 C 镶件外形 +0.02/+0.05 D 镶件斜度 ±0.05° A 0~-0.1 E F 0/+0.01 0/+0.01 顶针槽 G 挂肩高度 0/-0.01 0/+0.02 0/+0.05 A 0/+0.02 F 普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位 ±0.05 ±0.05 E B B 说明: B D 1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准. E F G E B B MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 B C B 模具零件通用尺寸公差标准 G B B 零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C 版本号 2.0 2008-12-15
基孔制基轴制特性及说明 H11/a11A11/h11间隙非常大,液体摩擦情况差,产生紊流现象。用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用 H11/b11B11/h11间隙非常大,液体摩擦情况较差,且有紊流。用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围 H12/b12B12/h12间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。如扳手孔与座等的配合 H9/c9间隙很大,液体摩擦尚好。有于高温工作,高速转动造成配合间隙减小,大公差、大间隙要求的外露组件的配合,在一般机械中很少采用 H10/c10间隙很大,液体摩擦尚好。用于结合件材料线膨胀系数显著不同处。如光学测长仪与光学零件的配合 H11/c11C11/h11配合间隙非常大,液体摩擦较差,易产生紊流的配合。用于转速很低,配合很松的配合。常用于大间隙、大公差的外露组件及装配很松之处 H8/d8D8/h8间隙比较大,液体摩擦良好,带层流。用于精度不高、高速及载荷不高的配合,高温条件下的转动配合以及由于装配精度不高而引起偏斜的连接 H9/d9D9/h9间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑动轴承及较松的皮带轮等的配合 H10/d10D10/h10间隙很大的松动配合,液体摩擦情况尚好。如一般比较松的皮带轮及滑动轴承等的配合 H11/d11D11/h11液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合 H8/e7E8/h7液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高速轴承的配合 H8/e8E8/h8H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有三个以上支承的情况。如外圆磨床的主轴等配合 H9/e9E9h9精度不高且有防松间隙,液体摩擦较好的转动配合。如粗糙机构中衬套与轴承圈的配合 H6/f5F6/h5具有中等间隙,属于带层流、液体摩擦良好的转动配合,广泛适用于普通机械中转速不大,普通润滑脂或润滑油润滑的轴承,以及要求在轴上自由转动回轴向滑动的配合。如精密机床中变速箱、进给箱的旋转件的配合,或其他重要的滑动轴承,高精度齿轮轴套与轴承衬套等的配合 H6/g5G6/h5具有很小的间隙,制造成本较高,用于自由移动,但不要求自由转动,行程不太大,要求保持很小的配合间隙,且要求精确定位的配合。如光学分度头主轴与轴承,刨床滑块与滑槽,蜗轮减速箱孔与轴承衬套等的配合
模具加工制造公差【常见】 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展 模具型腔和型芯的加工尺寸除了通过D=M(1+S)公式计算基本尺寸之外,还有一个加工公差的问题。按照惯例,模具的加工公差为塑件公差的1/3。但由於塑料收缩率范围和稳定性各有差异,首先必须合理化确定不同塑料所成形塑件的尺寸公差。即由收缩率范围较大或收缩率稳定较差塑料成形塑件的尺寸公差应取得大一些。否则就可能出现大量尺寸超差的废品。为此,各国对塑料件的尺寸公差专门制订了国家标准或行业标准。中国也曾制订了部级专业标准。但大都无相应的模具型腔的尺寸公差。德国国家标准中专门制订了塑件尺寸公差的DIN16901标准及相应的模具型腔尺寸公差的DIN16749标准。此标准在世界上具有较大的影响,因而可供塑料模具行业参考。 关於塑件的尺寸公差和允许偏差 为了合理地确定不同收缩特性材料所成形塑件的尺寸公差,让标准引入了成形收缩差△VS这一概念。△VS=VSR_VST(4) 式中:VS-成形收缩差VSR-熔料流动方向的成形收缩率VST-与熔料流动垂直方向的成形收缩率。 根据塑料△VS值,将各种塑料的收缩特性分为4个组。△VS值最小的组是高精度组,以此类推,△VS值最大的组为低精度组。并按照基本尺寸编制了精密技术、110、120、130、140、150和160公差组。并规定,用收缩特性最稳定的塑料成形塑件的尺寸公差可
公差与配合复习题 一、判断题: 1、钢直尺是能直接读出测量数值的通用量具。(√) 2、若用游标卡尺代替卡钳或卡板测量工件时,用力要适当。(×) 3、零件装配时不需任何修配和调整就能顺利装配的性质称为互换性。 (×) 4、公差与配合图解中的零线即表示基本尺寸线。(√) 5、表面粗糙度量值越小,即表示光洁度越高。(√) 6、用游标卡尺测量工件时,测力过大过小均会增大测量误差。(√) 7、百分表经过检定后,即使无检定合格证,仍然可以使用。(×) 8、各级a~h轴和H孔的配合必然是形成间隙配合。(√) 9、普通螺纹公差带,由公差等级和基本偏差两者组合而成。(√) 10、理论正确尺寸就是表示该尺寸为绝对正确的尺寸。(×) 11、形状公差是指单一要素的形状所允许的变动全量。(√) 12、位置公差是指关联实际要素的位置对基准所允许的变动全量。 (√) 13、形状误差是指实际形状对理想形状的偏离量。(√) 14、位置误差是指零件上被测要素的实际位置对理想位置的变动量。 (√) 二、填空题: 1、在法定长度计量单位中,常用的长度单位的名称有:千米、米、分米、厘米、毫米、微米等,其符号分别用km、m、dm、cm、mm、um表示。 2、读数值为的游标卡尺的读数原理,是将其游标上 10 格宽度等于尺身 9 格的宽度。 3、轴用量规的通规尺寸等于被检验轴的最大极限尺寸,而止规的尺寸等于被检验轴的最小极限尺寸。 4、现行国标根据孔和轴公差带之间的不同关系,可以分为间隙配合、过
渡配合和过盈配合。 5、Φ50F6/h7为基轴制间隙配合。h是基准轴公差带代号,F是孔公差带代号。 6、圆柱度公差属于形状公差。 7、形位公差带是限定形位误差变动的区域,它由公差带的形状、大小、方向和位置四个要素决定的。 8、有一螺纹标注M30-5H6G,M30表示粗牙螺纹代号,5H表示内螺纹中径公差带代号,而6G表示内螺纹顶径公差带代号。 9、加工误差包括:尺寸误差、形状误差、位置误差、表面粗糙度误差。 10、构成公差带的两要素是:公差带的大小和公差带的位置。 11、标准公差等级分成 20 个等级,用IT01、IT0、IT1……IT18表示,其中IT表示标准公差代号,末位的数字表示公差等级代号。 12、基本偏差a~h的轴与H孔形成基孔制的间隙配合;j~n的轴与H 孔主要形成基孔制的过渡配合;p~zc的轴与H孔主要形成基孔制的过盈配合。 13、对于基本尺寸≤500mm的轴孔配合,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合;但当标准公差>IT8级或基本尺寸>500mm的配合,推荐采用同级孔、轴配合。 三、论述题: 1、什么是公差偏差孔轴公差和偏差的代号用什么表示 答:零件加工允许的变动范围就是公差。 某一尺寸减去基本尺寸所得的代数差称偏差。 公差代号IT,孔、轴上偏差分别用ES、es表示,下偏差用EI、ei表示。 2、什么是基孔制GB对基准孔的代号和基本偏差是怎样规定的 答:基本偏差为一定的孔的公差带与不同基本偏差的轴的公差带形成各种配合的一种制度称为基孔制。GB规定其下偏差为零。基准孔的代号为H。
模具零件公差标准及表面粗糙度规范
————————————————————————————————作者: ————————————————————————————————日期: ?
文件類別三階文件生效日期 模具零件公差標准及表面粗糙度規范 會簽部門 部門名稱簽認部門名稱簽認□ 工程中心□烤漆 □ 總管理處□組立 □ 品客□資材 □ 業務□采購 □ 生技□ 稽核室 □ 塑膠□ 研發 □ 塑模 □ 沖壓 □ 沖模 核准管理者代表審核經辦主管制定
版次 變更履歷 頁次/章節發行日期修訂前修訂后 二增加拋光等級與放電深 度規范 4、5頁
附錄二.模具零件公差標准及表面粗糙度規范 一.公差對照表 零件類型尺寸類型公差規格尺寸類型公差規格尺寸類型公差規格 模板 開框尺寸 0~300MM +0.02 - 0.02 開框尺寸3 01~570MM +0.03 -0.03 開框深度 -0 -0.05 深度垂直度100:0.03長寬垂直度100:0.01 輔助定位器開 框 +0.0 2 +0 斜導柱裝配孔 +0.04 +0.02 拉料針與剝料 板配合孔 +0.02 +0.01 頂針沉頭 +0.03 +0 有斜頂結構的 模板公模板厚 +0.0 5 +0 下頂針板厚 +0.05 +0 模腳高度 +0.05 +0 有熱澆道的模 板母模板厚 +0.05 +0 流道托板厚 -0 -0.05 模仁長寬尺寸0~30 0MM +0.03 +0 長寬尺寸301~ 570MM +0.1 +0 模仁厚度 +0.3 + 0.1 模仁靠破凹面 +0.015 +0 模仁靠破凸面 -0 -0.015 入子長寬尺寸 -0 -0.01 模仁插破凹面 +0.015 +0 模仁插破凸面 -0 -0.015 頂針孔 +0.0 2 +0.01 入子孔 +0.02 +0.01 斜頂孔 +0.02 +0.01 滑塊T扣高度-0.02 -0.04 壓條寬度 -0.0 2 -0.03 斜頂斜頂本體尺寸-0 -0.01 T扣高度 -0.01 -0.02 耐磨板耐磨板長寬-0.2 -0.3 耐磨板高度 +0. 1 +0.05 滑塊束塊定位段長寬-0.04 -0.02 高度尺寸 +0.6 +0.5 斜頂導板斜頂導板長寬-0 -0.02 高度尺寸 -0.0 5 -0.1 斜頂孔 +0.02 +0.01 斜頂滑座斜頂滑座長寬-0.02 -0.04 高度尺寸 +0.2 +0.1 T槽高度 +0.02 +0.01 拉杆,頂針,螺絲過孔直徑 +0.1 -0.1 x. +0.025 -0.025 x.°+0.5° -0.5° .x +0.10 -0.10 .x°+0.1°- 0.1° .xx +0.01 -0.01 .xx°+0.05° -0.05° .xxx +0.005- 0.005
1/5 转向器设计手册 PDC-208 2007年9月25日制定塑料零件普通尺寸公差 年 月 日 次修订1、适用范围 本标准就转向机的塑料零件的图纸尺寸当中,在图纸及检查方法尚未用数字记入尺寸公差的长度尺寸,规定了普通尺寸公差。 2、应用方法 在塑料零件的图纸上,原则上指定本标准中规定的塑料零件的尺寸公差为并级(PLC),只对特别必要的零件才记入相当于精度等级或特别级的数值,一般来说要避免指定精度(PLB)或特别级(PLA)。 3、用语的意义 本标准中使用的主要术语的意义如下。 (1) 塑料零件 在这里规定的塑料零件,是指第4项表1所示的以树脂为原料、通过喷射成型 或压缩成型、涂装、电镀、热压、真空蒸、装配、其他后处理工艺而完成的零 件。 (2) 长度尺寸 长度尺寸是表示距离的普通尺寸 备注:长度以外的尺寸有曲率半径、拔模斜度、平行度、偏心、弯曲、凸凹度、 挠曲度、角度划分等。 4、树脂的种类 数值根据成型的种类,按表1分类。 分类 种类 树脂名 第一类 能得到高精度成型品的树脂 尿素树脂、酚醛树脂、乙酰 纤维素、醋酸铬酸纤维素、 苯乙烯、AC聚合物、ABS聚 合物、聚碳酸酯、甲苯丙烯 树脂 第二类 能得到一般精度成型品的树脂三聚氰酰胺、聚缩醛、聚酰 脂 聚丙烯,聚乙烯 第三类 只能得到粗精度的成型品的树 脂
公差分为如下的3个等级。 (1) 并级(PLC) 用普通金属模型,按一定的成型条件得到尺寸公差。 (2) 精级(PLB) 用高精度金属模型,按被管理的成型条件得到的尺寸公差。 其方法是:在塑料零件当中,由于产品形状、原料树脂、成型方法、技术模型,成型条件的不同,原定尺寸会产生偏差,测定这个尺寸偏差,将结果反馈、修正模型或更改成型条件,以提高产品精度。 (3) 特别级(PLA) 对于金属模型、成型条件进行最严格的管理而得到的尺寸公差。按“精级”的管理步骤、多次反复的进行而得到的尺寸公差,表示制造质量的界线值。 备注:树脂的种类于各级公差的绝对值之间的关系示于表2,公差的绝对值为5级。 树脂的种类 公差的绝对值 小 大 第1级 特别级 精级 并级 第2级 特别级 精级 并级 第3级 特别级 精级 并级
塑料件尺寸公差 1. 范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。 本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。 2. 引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效。所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。 GB1800-79 公差与配合 总论 标准公差与基本偏差 GB3177-82 光滑工件尺寸的检验 GJB4458.5-84 机械制图 尺寸公差与配合注法 3. 定义 3.1基本尺寸 basic size 设计给定的尺寸。 3.2实际尺寸 actral size 通过测量所得的尺寸。 3.3尺寸公差 dimensional tolerance 允许尺寸的变动量。 3.4尺寸偏差 dimensional deviation 某一尺寸减去基本尺寸所得的代数差。 3.5塑料收缩率 plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。 3.6径向收缩率 radial shringkage 指料流方向的塑料收缩率。 3.7切向收缩率 tangential shringkage 指垂直于料流方向的塑料收缩率。 3.8收缩特性值 contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。 3.9受模具活动部分影响的尺寸 size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。 4 公差及偏差规定 4.1尺寸公差、偏关的规定 基本尺寸范围为~3至600mm 。基本尺寸分段~3至120mm 。采用不均匀递增数列:140~1600mm ,采用R20优先数系。 4.2公差等级及数值 公差等级分为10级,每一级公差数值按表1规定。 4.3 偏差的规定 本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。例如:Φ60mm 的6级公差为0.32mm ,其上下偏差可分配为: Φ60+0.300mm ,Φ600-0.32mm ,Φ60+0.20-0.12mm ,Φ60+0.42+0.12mm ,Φ60+0.16-0.16 mm 4.4 受模具活动部分影响的尺寸公差 受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。1、2级附加值为0.02mm :3、4级附加值为0.04mm :5至7级附加值为0.1mm :8、10级附加值为0.2mm : 5 未注公差
2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 注:1.基本尺寸是指被测零件的短边长度。
2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。 3.圆跳动公差各种模柄的圆跳动公差可按下表选取。与模板固定的导套圆柱面的径向圆跳动公差,可根据模具精度要求选取4级或5级,在冷冲模国家标准中,其圆跳动公差值已直接标注在导套零件图上。 4.同轴度公差阶梯式的圆截面凸模、凹模、凸凹模的工作直径与安装直径(采用过渡配合压入固定板内),阶梯式导柱的工作直径与安装(采用过盈配合压入模板内),均应有同轴度要求,其同轴度公差可按下表选取。
注:基本尺寸是指被测零件的直径。 5.圆柱度公差导柱与导套配合的圆柱面,其圆柱度公差一般可按6级精度选取。在冷冲模国家标准中,其圆柱度公差值已直接标注在导柱、导套零件图上。 三、模具零件的表面粗糙度要求 模具零件表面质量的高低用表面粗糙度衡量,通常以R a(μm)表示。R a数值愈小,表示其表面质量愈高。模具零件的工作性能如耐磨性、抗蚀性及强度等,在很大程度上受其表面质量的影响。模具零件的表面质量越高,其寿命也越长。但从另一方面看,对模具零件表面质量要求过高,则增加了模具制造成本。因此,应合理选用模具零件的表面粗糙度。模具零件常用的表面粗糙度要求列于下表,可供模具设计时参考。
DIN16901 塑料模塑件尺寸公差和检验条件 1 引言 塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起: a) 成型工艺: ——模塑材料的均一性 ——成型设备的设定 ——模具温度 ——模具在成型压力下的弹性变形 b) 模具条件: ——模具尺寸的制造公差(参造DIN 16749) ——模具的磨损 ——模具可动部件间的配合误差 本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。 2 应用范围 本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。 表1 给出了应用于各种模塑材料的推荐公差等级。 3 概念 模塑收缩率 VS 模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。 VS= (1-L W/ L F )*100% 流向收缩率 VSR 流向收缩率是指成型时注射方向的模塑收缩率。 横向收缩率 VST 横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。 模塑收缩率差?VS 模塑收缩率差是指流向收缩率和横向收缩率之差。 ?VS=VSR-VST 更多概念请参考: DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料 DIN 16700 压塑件、传递成型件、挤出、注塑成型件 DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差 DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差 DIN 7724 标准中涉及的高聚物概念 4 公差 在模塑件检验时应使用本公差,详见第5节。 除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。 4.1 一般公差(未注公差尺寸) 一般公差等级见表1中第4列,与表2中公差等级相对应。
.保证互换性生产的基础是 A.通用化 B. 系列化 C. 标准化 D. 优化 2.决定尺寸公差带大小的是, A、公差等级 B、基本尺寸 C、实际偏差 D、基本偏差 3.?60+0.046 的孔与?60±0.015的轴的结合是配合; A. 间隙 B. 过渡 C. 过盈 D. 无法确定. 4.对于尺寸公差带,代号为P-ZC的基本偏差为 A、上偏差, 正值 B、上偏差,负值 C、下偏差, 正值 D、下偏差, 负值 5.考虑到孔、轴的工艺等价性,下列孔、轴配合中选用不合理的是__。 A.H8/u8 B.H6/g5 C.H8/js8 D.H9/a9 6.当需要对某一被测要素同时给出定向公差和形状公差时,其形状公差值不得()定向公差的一半。 A.大于 B. 等于 C.小于 D.小于等于 7.当被测要素是圆柱面时,其形位公差带的形状是之间的区域。 A D 8.孔的体外作用尺寸其实际尺寸, A、不大于 B、不小于 C、大于 D、等于 9.在表面粗糙度评定参数中,能充分反映表面微观几何形状高度方面特性的是。 A. Ra、 B. Rz C. R Y D. R S m 二、填空题 1. 尺寸公差带二要素是指公差带的. 2. GB/T1800.2将线性尺寸的标准公差分为20级,其中最高级为 3. 表面粗糙度的两个高度特征参数中,比较全面客观地反映表面微观几何形状特征的 是。 4.配合精度要求高的零件,其表面粗糙度数值应 5. 配合公差的数值愈小,则相互配合的孔、轴的公差等级愈 6. 尺寸φ80JS8,已知IT8=46μm,则其最大极限尺寸是mm, 1
最小极限尺寸是 mm 。 三、填表 1.根据已知项,填写未知项。 +0.03Ф60 E
模具零件的公差配合、形位公差及表面粗糙度要求 2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅 模具零件的公差配合、形位公差及表面粗糙度要求 设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。 一、模具零件的公差配合要求 模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中常用零件的公差配合见下表。
二、模具零件的形公差 形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下: 1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。 2.滚动式导柱模架的模座平行度公差采用公差等级4级。 2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 >25~40 >40~63 >63~100 >100~160 >160~250 >250~400 公差等级 5 公差值 0.010 0.012 0.015 0.020 0.025 0.030 注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
1、公差配合的类型分为三种:间隙配合(原称:动配合)、过渡配合、过盈配合(原称:静配合)。 2、间隙配合——轴与孔之间有明显间隙的配合,轴可以在孔中转动 3、过盈配合——轴与孔之间没有间隙,轴与孔紧密的固联在一起,轴将不能单独转动 4、过渡配合——介于间隙配合与过盈配合之间的配合,有有可能出现间隙,有可能出现过盈,这样的配合可以作为精密定位的配合 5、当轴需要在孔中转动的时候,都选择间隙配合,要求间隙比较大的时候选 H11/c11(如:手摇机构),要求能转动,同时又要求间隙不太大就选择H9/d9(如:空转带轮与轴的配合),若还要精密的间隙配合就选择H8/f7(如:滑动轴承的配合) 6、如果希望轴与孔固联在一起,要转动则一起转动,要承受载荷就一起承受载荷,可以选择过盈配合,小过盈量的配合可以传递比较小的力,施加较大的力就会让轴与孔发生转动,装配可以用木榔头敲击装配,配合类型H7/n6,大过盈量的配合可以专递较大的力,一般用压力机进行装配,或者用温差法进行装配,例如:火车轮的轮圈与轮毂的配合就是用温差法进行装配的过盈配合,配合类型 H7/z6 7、需要精密定位,又需要能拆卸时,如滚动轴承内圈与轴的配合、外圈与孔的配合可以选择H7/js6,或者H7/k6 什么是配合?什么是间隙、过盈、过渡配合? 答:基本尺寸相同的相互结合的孔和轴公差带之间的关系称为配合。 具有间隙(包括最小间隙等于零)的配合,称为间隙配合。 具有过盈(包括最小过盈等于零)的配合,称为过盈配合。 可能具有间隙或过盈的配合,称为过渡配合 冲压模的固定板和凸模的配合间隙一般取过盈配合,从0~-0.02mm。退料板如果还要起定位、导向的作用时,退料板和凸模的配合间隙一般小于凸模和凹模的配合间隙。如果只是单纯的起到退料作用时,配合间隙可以取的大一些。随便取,1mm,2mm都可以。至于凸模和凹模的间隙则要根据所要冲压的材料的厚度来取,材料厚度在0.1~0.4mm之间的间隙取0.01mm;材料厚度在0.4~1.2mm之间的间隙取料厚的7%;材料厚度在1.2~2.5mm之间的间隙取料厚的9%;材料厚度在2.5~4mm之间的间隙取料厚的12%;材料厚度在4~6mm之间的间隙取15%。以上的数值是软钢、黄铜的间隙值,如果是硬钢的话,间隙值还要比这些数值要大
. 注塑模具工程图“公差”规范第一部分:配合公差部分0.001备注:重复配合部分,不重复说明(精度到千分位)H9/f9 一、定位圈::与浇口套配合(实际按三维是否需要)H9/f9 上固定板配合(小径):与T /m6(过渡)二、浇口套:与T上固定板配合:H7 R脱料板配合:锥度配合,采用基本尺寸与H7/f6 T上固定板:与部分拉料针配合:三、/m6 ,其中导套与导柱配合:与导柱配合:H7导柱固定端与模座之间一般 /f7的间隙配合。/f7或H8H7采用H7/m6或/k6的过度配合,导柱的导向部分通常采用H7 H7/g6 脱料板:与部分拉料针配合:四、R /h6(略紧)五、侧面限位拉板:与侧圆柱定位销配合:N7 (略松)/h6母模板:与侧圆柱定位销配合:H7六、A/m6 H7 与模仁配合:+0.1mm ,其中槽深公差:与零度定位块:K7 H7 与导套配合: /m6 H7S活动板:与模仁配合:七:+0.1mm ,其中槽深公差:与零度定位块:K7 H7 与导套配合: /m6 H7母模板:与模仁配合:八、BH7 与导套配合: H7 板的中托司导套配合:与EF 间隙配合(标准)H7 ,其中导套与导柱配合:上顶针板九、E:与导套(中托司)配合:与回针配合: /p6 :与垃圾钉配合:H7十、F下顶针板 顶针孔深度公差: K7 与中托司孔位配合: ;与导滑槽配合:H8/f8 十一、斜导柱、侧滑块:;/g7或与成型部分接触,防止溢料,采用H8/f7H8 /f7/f8与模架(或模仁)配合:十二、顶针:H8(直径大、材料流动性差);反之H8.. . /g6H5与型芯配合(八连管盖)配合: 十三、尼龙拉钉:与之相配合的孔位,均给配合:H7
基孔制 基轴制 特性及说明 H11/a11 A11/h11 间隙非常大,液体摩擦情况差,产生紊流现象。用于精度极低粗糙机械转动很松的配合,高温工作的转动轴以及轴向自由移动的齿轮和离合器等,在一般机械中很少采用 H11/b11 B11/h11 间隙非常大,液体摩擦情况较差,且有紊流。用于高温工作和粗糙的机械传动轴,其配合间隙非常大,且间隙有很大的变动范围 H12/b12 B12/h12 间隙非常大,有紊流现象,液体摩擦很差的粗糙配合,其配合间隙很大的变动。如扳手孔与座等的配合 H9/c9 间隙很大,液体摩擦尚好。有于高温工作,高速转动造成配合间隙减小,大公差、大 间隙要求的外露组件的配合,在一般机械中很少采用 H10/c10 间隙很大,液体摩擦尚好。用于结合件材料线膨胀系数显著不同处。如光学测长仪与光学零件的配合 H11/c11 C11/h11 配合间隙非常大,液体摩擦较差,易产生紊流的配合。用于转速很低,配合很松的配合。常用于大间隙、大公差的外露组件及装配很松之处 H8/d8 D8/h8 间隙比较大,液体摩擦良好,带层流。用于精度不高、高速及载荷不高的配合,高温 条件下的转动配合以及由于装配精度不高而引起偏斜的连接 H9/d9 D9/h9 间隙很大的灵活转动配合,液体摩擦情况尚好,用于精度非主要要求时,或有大的温 度变动,高速或大的轴颈压力等情况的转动配合,如一般通用机械中的平键连接,滑 动轴承及较松的皮带轮等的配合 H10/d10 D10/h10 间隙很大的松动配合,液体摩擦情况尚好。如一般比较松的皮带轮及滑动轴承等的配合 H11/d11 D11/h11 液体摩擦稍差:适用于间隙变动较大的工作条件及不重要的传动配合,亦用于不重要的固定配合和滑动配合,如减速器壳孔和法兰盘,以及螺栓连接等的配合 H8/e7 E8/h7 液体摩擦良好,较松的转动配合,如风扇电机中的配合,以及气轮发电机、大电动机的高 速轴承的配合 H8/e8 E8/h8 H8/e8配合性质与H8/e7相同,但其间隙变动范围更大一些,适用于高转速,载荷 不大,方向不变的轴与轴承的配合,或者属于中等转速,但轴比较长的情况,以及有 三个以上支承的情况。如外圆磨床的主轴等配合 H9/e9 E9h9 精度不高且有防松间隙,液体摩擦较好的转动配合。如粗糙机构中衬套与轴承圈的配 合 H6/f5 F6/h5 具有中等间隙,属于带层流、液体摩擦良好的转动配合,广泛适用于普通机械中转速 不大,普通润滑脂或润滑油润滑的轴承,以及要求在轴上自由转动回轴向滑动的配合。 如精密机床中变速箱、进给箱的旋转件的配合,或其他重要的滑动轴承,高精度齿轮轴套与轴承衬套等的配合 H6/g5 G6/h5 具有很小的间隙,制造成本较高,用于自由移动,但不要求自由转动,行程不太大, 要求保持很小的配合间隙,且要求精确定位的配合。如光学分度头主轴与轴承,刨床 滑块与滑槽,蜗轮减速箱孔与轴承衬套等的配合
钦州市技工学校教案
§1—3公差带与配合的选用方法 (在机械制造中,合理选用公差带与配合是非常重要的,它对提高产品性能、质量,以及降低制造成本都有重大的作用。) (公差带与配合的选择选择什么呢?就是公差等级、配合制和配合类类的选择。) 一、公差等级的选用 1、公差等级的选择原则 (提问:是否标准公差越高越好?一般公差等级高,使用性能好,但零件加工困难,生产成本高。) 综合考虑使用性能和经济性能两方面的因素,原则为: 在满足使用要求的条件下,尽量选取低的公差等级。 2、公差等级的选择方法 一般采用类比的方法。即参考经过实践证明是合理的典型产品的公差等级,结合待定零件的配合、工艺和结构等特点,经分析对比后确定公差等级。 应掌握各公差等级的应用范围,以便类比选择时有所依据。 (结合表1-7、1-8和1-9分析说明。) 二、配合的选用 1、配合制的选用 (提问:配合制的类型?) 配合制的选择原则 1)一般情况下优先选用基孔制。 中、小尺寸段的孔精加工一般采用铰刀、拉刀等定尺寸刀具,检验也多采用塞规等定尺寸量具,而轴的精加工不存在这类问题。因此采用基孔制可大大减少定尺寸刀具和量具的品种和规格,有利于发刀具和量具的生产和储备,从而降低成本。 有些情况下可采用基轴制。如采用冷拔圆棒料制作精度不高的轴,由于棒料外圆的尺寸、形状相当准确,表面光洁,因而外圆不需加工就能满足配合要求,采用基轴制在技术、经济上都是合理的。 (画图1-19解释。) 2)与标准件配合时,配合制的选择通常依标准件而定。 (用挂图1-28说明。) 3)为了满足配合的特殊要求,允许采用混合配合。 2
(用挂图1-29说明。) (1-45min) 2、配合种类的选用 1)配合种类的选择方法。 一般采用类比的方法。即与经过生产和使用验证后的某种配合比较,然后确定其配合的类型。 采用类比法选择配合时,首先应了解该配合部位在机器中的作用、使用要求及工作条件,还应该掌握国标中各种基本偏差的特点,了解各种常用和优先配合的特征及应用场合,熟悉一些典型的配合实例。 2)类比法选用配合的步骤 (1)依据基本原则并根据使用要求确定配合的类别 配合类别选择的基本原则如表1-10。 确定配合的类别,即确定是间隙配合、过盈配合,还是过渡配合。 (2)确定选用哪一种配合,即确定采用常用配合,还是优先配合。 根据表1-11、1-12、1-13进行类比后确定选用哪配合。 (3)当实际工作条件与典型配合的应用场合有不同时,应对配合的松紧作适当的调整,最后确定选用哪种配合。 学生练习15 min。 (4-45min) (课后体会: 1、。) 3
A 第 1 页,共 4 页 通用公差 前模 后模玉 0/-0.01 对应项目 QC 放用标准 B B A 模玉外围 B C 管位框中心 管位框大小 ±0.01 0/+0.02 D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 B B EDM ,CNC 加工 -0.02/+0.05 E F PL 面 0/+0.02 A G 镶件孔 镶(顶)针孔 按产品材料确定公差 斜顶孔 E G H I J K M N 行位槽 铲基槽 0/+0.02 0/+0.02 0/+0.02 K 碰(擦)穿位 0.00/+0.05 F 枕位 0/+0.02 ±0.01 0.00/+0.05 D 0/+0.02 镶件挂肩深度 运水孔中心 螺丝孔中心 ±0.20 ±0.20 ±0.50 ±0.50 M CNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05 E N 胶位 公差 G 省模后胶位 ±0.03 说明: C 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准. E MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 G 模具零件通用尺寸公差标准 零件名称 制定日期 模玉 适用模具等级 修订日期 所有模具 2007-8-1 2008-12-15 版本号 2.0
第 2 页,共 4 页 QC 放用 标准 对应项目 通用公差 B B A CORE 外形 0/-0.01 B 镶件外形 0/-0.01 C 镶件外形 +0.02/+0.05 D 镶件斜度 ±0.05° A 0~-0.1 E F 0/+0.01 0/+0.01 顶针槽 G 挂肩高度 0/-0.01 0/+0.02 0/+0.05 A 0/+0.02 F 普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位 ±0.05 ±0.05 E B B 说明: B D 1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用. 2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准. E F G E B B MODERN PRECISION PLASTICS & MOULD CO.,LTD. 现代精密塑胶模具(深圳)有限公司 B C B 模具零件通用尺寸公差标准 G B B 零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C 版本号 2.0
塑料模塑件尺寸公差和检验条件 1 引言 塑料模塑件在制造过程中不可避免的会产生尺寸误差,在生产中产生的尺寸误差通常由下列原因引起: a) 成型工艺: ——模塑材料的均一性 ——成型设备的设定 ——模具温度 ——模具在成型压力下的弹性变形 b) 模具条件: ——模具尺寸的制造公差(参造DIN 16749) ——模具的磨损 ——模具可动部件间的配合误差 本标准中的公差是基于上述考虑,同时根据对于大量实际应用的测试结果而确定出来的。 2 应用范围 本标准的公差适用于热塑性材料和热固性材料通过模压、传递、压塑和注塑成型的塑料模塑件,而不适用于挤出、吹塑、发泡、烧结,深冲和排屑机加工工艺(pengding)成型的模塑件。 表1 给出了应用于各种模塑材料的推荐公差等级。 3 概念 模塑收缩率 VS 模塑收缩率是指23±2℃时模腔尺寸L W和模塑件尺寸L F之差,模塑件在成型后应置于 标准气氛(DIN 50 014-23/50-2)中16h后立即测量其尺寸。 VS= (1-L W/ L F )*100% 流向收缩率 VSR 流向收缩率是指成型时注射方向的模塑收缩率。 横向收缩率 VST 横向收缩率是指成型时与注射方向相垂直方向的模塑收缩率。 模塑收缩率差?VS 模塑收缩率差是指流向收缩率和横向收缩率之差。 ?VS=VSR-VST 更多概念请参考: DIN 7708 part 1 模塑件、压塑件、注塑件、模塑材料 DIN 16700 压塑件、传递成型件、挤出、注塑成型件 DIN 7182 part 1 & DIN 7168 part 1 公差、偏差、一般公差 DIN 7184 part 1 & DIN 7168 part 2 形状公差和位置公差 DIN 7724 标准中涉及的高聚物概念 4 公差 在模塑件检验时应使用本公差,详见第5节。 除非另外商定,不然需按第5节所示,在图纸中标注出其检验条件。 4.1 一般公差(未注公差尺寸) 一般公差等级见表1中第4列,与表2中公差等级相对应。 如果在生产文件、订单中,尺寸偏差的公差等级没有被明确规定,需根据DIN 16901和表2 中的公差等级对其作出标注。
塑料件公差尺寸分析(基于GB/T 14486-1993)原创作品,多多鼓励 毫无疑问,塑料产品的尺寸公差定义标准是关系到塑料件整体制造水平的一个基础标准。因此就目前广泛使用的GB/T14486-1993进行分析,并就个人认识,提出一点意见,供大家讨论希望各位网友多多指点。 GB/T 14486-1993,是专门针对注射塑料制品的尺寸公差较为合理的标准。它根据材料的收缩特性,将公差分成7个等级。可以分别选择高精度,一般精度和未注公差尺寸。并且根据制品在模具中受到的限制,分为a、b两类公差数值。对于基本尺寸的分段,完全采用GB/T1800-1998的分段原则,采用R10、R20优先数系。在GB/T 14486公差的标注上,对于有公差要求的等级,标注允许偏差,设计者可以根据需要选择上下偏差。对于未注公差的尺寸,采用双向等值偏差。但是,此标准缺少500mm以上尺寸时的公差。并且,在公差数值较大时,分为a、b两类的意义不大。 下表列出了基本尺寸在0~500mm时,GB/T14486的7个等级精度(a类)与某企业的塑件件公差大小(H曲线)。从中可以看到,此企业的公差精度等级基本上相当于GB/T14486的4~5级精度。以改性PP材料为例来说,在GB/T14486中,高精度推荐为3级精度,一般精度推荐为4级精度,未注明公差尺寸推荐为6级精度。这在实际生产中也得到了大量的印证。而H曲线显然是跨越了好几个精度等级。作为未注公差,精度要求较高,如果此标准为需要标注的公差做参照,又低于一般精度。 对于500mm以上的尺寸,GB/T14486-1993并没有定义。目前,塑料件尺寸大于500mm的不在少数,以后大尺寸的塑料制品也将越来越多。这些制品也应该有一个合适的精度要求。下图中H曲线依然是此公司的精度要求,可以看到,大于500mm以上的尺寸仅仅有3个区间。以1200~2000mm尺寸来说,公差均为6mm,这对于改性PP材料来说,精度相当于GB/T14486中500mm尺寸的未注公差等级。在生产上来看,1200mm的制品,精度在6mm是正常水平,但是2000mm的尺寸精度控制在6mm已经要求比较高。大尺寸的制品,材料的收缩特性、收缩稳定性和结构特性对于尺寸公差和尺寸稳定性的影响非常大。因此公差的合理定义非常重要。 500mm以上的不同精度尺寸公差。并不是不能定义。采用回归分析模型并结合实际产品测定数据,可以制定合理的公差范围。下面是我根据这一原理得到的数据图。0~500mm采用GB数据。500~2000mm是我制定的尺寸公差。参考国标,采用了7级公差等级。根据R20优先数系确定分段区间,并将所有精度同图比较。