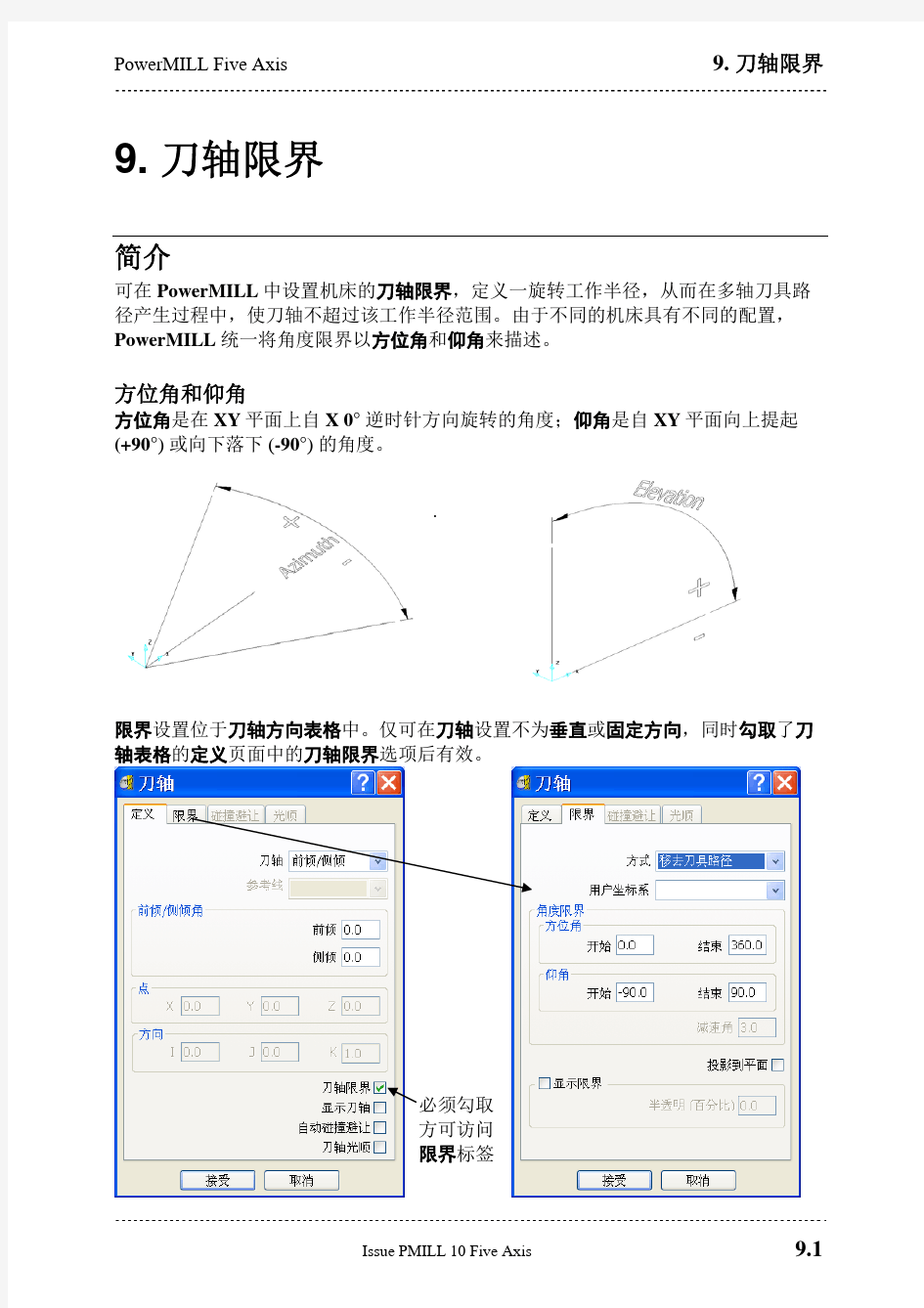
五轴联动数控加工中的刀具补偿方法 刀具补偿是现代计算机数控(CNC)系统所具有的重要功能之一,可分为刀具半径补偿和长度补偿两种。就目前而言,应用于二维轮廓加工的两坐标联动数控系统基本都具备刀具补偿功能,而多坐标(三坐标以上)联动数控系统中对于刀具补偿功能还未能得到较好解决。特别是五轴联动加工中,由于刀具的旋转运动,使得五轴联动刀具补偿较难实现。 国外几个主要CNC生产商在其高档的五轴联动数控系统中已经带有刀具补偿功能,如SIEMENS的SINUMERIC840D系统具有将三维空间向量转换为实际机械轴角度的计算能力的“3D Tool Radius Compensation”功能,而所带的坐标转换(或位置变换)功能其实质就是五轴刀具长度补偿。国内有关五轴联动加工刀具补偿方法的研究并不多,因此,本文将对五轴加工中的刀具补偿问题进行深入研究,分别对五轴加工中的刀具半径补偿和长度补偿的实现方法进行详细叙述,以期能建立并完善五轴联动CNC系统的刀具半径和长度补偿功能。 一、五坐标加工数控程序的生成 五坐标加工主要应用于复杂曲面零件如整体叶轮等的加工,因此其数控程序的生成必须借助于一些自动编程软件如UGII、HyperMill等。在应用这些软件进行五坐标数控编程时得到的刀位文件(CLF)是不依赖于具体机床结构和形式的,而且它提供了五轴曲面加工时刀具底端面中心(以下简称为刀具中心)在工件坐标系下要求位移到的位置坐标以及刀轴的方位矢量等信息,但CLF文件的生成却依据了选用刀具的形式(如平底刀等)和刀具半径等参数。 因此,五轴加工程序的生成与刀具参数设定有密切的关系。另外,利用编程软件的后置处理模块根据选用五轴数控机床的结构形式等参数将CLF文件转换成加工曲面所需的数控程序。假定某加工程序段为:G01XxYyZzAaCc其中位置坐标值x、y、z可以是刀具中心坐标也可以是机床主轴端(Spindle none)的坐标a、c分别为绕X轴、Z轴的角度坐标值。当x、y、z为刀具中心坐标时称为刀具中心编程,当x、y、z为主轴端坐标时称为主轴端编程,如图1所示。 但无论哪种编程方式都需数控系统具有刀具自动补偿功能才能加工出我们所需要的零件。以下将以图2所示结构形式五轴数控机床和刀具(平底刀)中心编程为例分别叙述五轴联动加工中的刀具半径补偿和长度补偿。 二、现行五轴数控编程在刀具半径补偿方面的不足 上节中叙述的五坐标数控加工编程方式和得到的数控指令格式是根据国际标准化组织(ISO)有关数控编程的标准ISO 6983进行的。对平面两轴或两轴半的加工而言,在ISO 6983中常使用G41/G42功能来补偿刀具半径。补偿时根据数控程序中提供的相关信息如G17/G18/G19进行加工平面选择配合G41/G42左右刀具补偿选取,利用一般较低档的控制器即可完成。 但是,对于三轴特别是五轴加工,即刀具半径的补偿要在三维空间完成,ISO 6983中所提供的信息则显得不足,如G17/G18/G19、G41/G42等已经失效,插补程序段中提供的数据信息又仅仅是刀具中心点坐标和刀具轴的方位角,刀具半径补偿实际上不可能进行,因为控制
PowerMILL的后处理应用技巧 1引言 PowerMILL是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。从PowerMILL的使用来看,PowerMILL可以说是世界上功能最强大、加工策略最丰富的数控加工编程软件系统之一,同时也是CAM软件技术最具代表性的、增长率最快的加工软件。它实现了CAM系统与CAD系统的分离,可以更充分发挥CAM和CAD各系统的优势,可在网络下完成一体化集成,所以更能适应工程化的要求。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业,尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算产生加工刀具路径文件,但刀路文件并不是数控程序。需要从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,这就是数控加工的后置处理。本文针对PowerMILL自动编程软件后处理方面的技巧进行探讨。 2 PowerMILL后处理使用技巧 在PowerMILL生成刀具路径后,提供了两种后处理方法:NC程序和PM-Post后处理. 2.1 NC程序 NC程序模块存在于PowerMILL浏览器中,如图1所示,没有工具栏也没有快捷图标,只能通过"NC程序"菜单和NC程序对象菜单进行参数设置。NC程序生成的主要步骤如下: (1)右键单击产生的每个刀具路径,在弹出的菜单、中选择"产生独立的NC程序";或者右键单击PowerMILL浏览器中的"NC程序",在弹出的菜单路径,在弹出的菜单中选择"增加到NC程序"选项。
(2)右键单击生成的每个NC程序,在弹出的菜单中选择"写人";或者右键单击Poirer112ILL浏览器中的"NC程序",在弹出的菜单中选择"全部写人"选项。 2.2 PM-Post后处理 PM-Post是Delcam提供的专用后处理模块,其后处理操作步骤如下: (1)在PowerMILL的"选项"中将NC程序输出文件类型改成"刀位",输出后缀名为cut 的刀具路径文件。 (2)启动PM-Post进人PostProcessor模块,如图2所示,分别添加NC程序格式选项文件Option files和第一步产生的刀具路径文件CLDATA Gles. (3)右键单击某个刀具路径文件,在弹出的菜单中选择Process选项,实现该刀具路径文件的NC程序的输出。 可以看出,NC程序方法简单,当程序后处理设置为固定无需改动时,只需要选择相应的后处理选项文件,即可快速生成所需的NC程序代码。这种方法适用于单位设备固定统一,软件后处理对应性较强的情况。PM-Post方法不但可以生成所需的NC程序,还可以通过PM-Post中的Editor模块对NC程序格式选项文件进行设置,有利于生成更加简洁高效的NC程序代码。这种方法比较适合单位设备的种类型号较多,且自动数控编程由工艺组统一负责,然后再根据设备分配情况生成NC加工程序等场合。 3 PowerMILL后处理设置技巧 早期的PowerMILL后处理程序DuctPost以及其它数控编程软件提供的后处理程序大部分都是基于纯文本文档,用户可通过文本编辑器修改这些文件。该文件结构主要有注释、定义变量类型、定义使用格式、常量赋值、定义问题、字符串列表、自定义单节及系统问题等部分。最新的PowerMILL后处理程序PM-Post基于图形窗口和对话框,使后处理选项文件的设置变得直观、明了。 PM-Post的格式选项文件的修改在Editor模块中进行,如图3所示。 下面以Fanuc系统为例,给出常用后处理设置的方法: 为保留系统自带的Fanuc后处理文件,我们在修改前先将该文件另存为Fanuc
利用UG软件后置处理由MAX-5软件生成的刀位文件 来源:数控机床网 作者:数控车床 栏目:行业动态 MAX-5是叶轮专用的编程软件,UG则是在国内应用较广的CAD/CAM系统。MAX-5后置处理的通用性较差,而UG则具有灵活的后置处理功能,本文作者将二者巧妙地结合在了一起,不仅实现了二者的优势互补,而且为成功解决生产中遇到的实际问题开拓了思路。 一、前言 对于直纹面叶轮的5轴铣削加工,熟悉的人都清楚叶轮专用编程软件MAX-5有着明显的优势。该软件加工轨迹的定义方式丰富、刀具选择面广,加工效果非常好。但由于是专用软件,它的后置处理程序是由软件公司根据实际机床结构编写的,不具有通用性和可编辑性。实际的工作中,我们可能会碰到各种不同运动关系和结构的机床,是否可以提取MAX-5生成的刀位文件而通过其他的软件去实现灵活后置呢?如果这样的方式能够实现,将带给我们极大的方便,同时也增强了MAX-5软件的适应性。 UG是一款高端的一体化软件,其CAM功能中的可变轴铣削方式就能够实现多轴加工。同时该软件还有一个很大的好处,它对自身的刀位文件可以灵活地后置,通过用户定义的后置处理程序就可生成实际机床所需的代码文件。由此,我们尝试通过UG软件去后置MAX-5软件生成的刀位文件,并成功地在双旋转工作台5轴机床上得以实现。本文就该方式的具体实现过程介绍如下。 二、UG软件多轴加工后置处理程序的用户自定义 UG软件中的Post-Builder是提供给用户定制后置处理程序的功能模块。该模块如图1所示,不仅可以对程序结构和代码进行定义,同时也可以对机床的运动关系进行定义,这就为我们创造了条件。在这里,考虑多轴加工的后置,我们主要介绍定义机床的运动关系部分,其余的不作叙述。 < gt; 图1 UG的Post-Builder功能模块 先探讨一下UG软件提供的机床定义功能。如图2所示,在Create New Post Proce or界面里,机床的定义包括了所有的5轴运动关系,这里需要定义与实际相符的机床运动关系,在本文中定义为5-Axis with Dual Rotary Tables方式,然后明确其他选项,进入后续的定置。在5—Axi Mill的定义中 ,有General Parameters 、Fourth Axis、Fifth Axis共三个部分需要定义,可参照UG的培训教程,这里不作详述。如图3所示,值得注意的是各旋转轴同机床零点之间的相互几何关系和各旋转轴的旋转角度偏移定义,对于后置处理的正确性影响较大。 图2 UG的机床定义界面 图3 定义机床旋转轴 另外,如图4所示,在我们定义机床运动关系时可以利用Machine Tool Di lay随时进行显示,并与实际相比较。最后在完成所有的定义后形成最初的后置程序。这个程序通常需要根据实际后置结果进行必要的调整和修改,以满足实际的需要。 图4 UG中的机床仿真 三、用UG后置处理MAX-5刀位文件的具体实现过程 在得到上面最初的后置程序以后,我们就可以开始利用UG 软件为我们服务了。下面按照实现的过程逐步进行介绍,为方便介绍和直观地展现,我们这里只导入了一个叶片的加工轮廓。 1. MAX-5刀位文件的导入 MAX-5所生成的刀位文件是一个标准的APT文本文件,同UG多轴加工的刀位文件相比,只是增加了一些注释说明,其刀具运动的轨迹点描述完全相同。经过试验,只需要将MAX-5所生成的刀位文件格式改为UG的刀位文件格式(CLS文件),其余可不做任何改变。然后通过UG软件的Manufacturing→Tools→CLSF即可直接导入。值得注意的是刀具轨迹中的刀具信息不能导入,如果需要,可在UG软件中添加刀具并对原刀具轨迹作拷贝,同时建议最好在UG软件中事先建立叶轮的3D模型,这样在以后的处理中非常直观,便于操作。本例导入的刀轨如图5所示。 图5 刀轨示意 2. 对导入的刀具轨迹进行必要的处理和转换 叶轮的实际加工依据机床的结构,其加工方向可能在叶轮的四个象限(正对叶轮看)内进行,因此需要根据实际机床结构对导入UG的刀具轨迹进行必要的转换,这样便于理解,也比较容易同后置处理协调一致。本例考虑叶轮的加工方向为第二象限,因此通过CAM T ra formatio 对刀具轨迹逆时针旋转了45°,以满足实际加工的要求。 3. 利用事先定义的后置处理程序进行后置处理 通过Post Proce 在选定后置处理程序后对需要的刀具轨迹进行后置,然后必须对后置出来的加工代码在旋转轴的方向、旋转角度的连续性(不能有角度的突变)、实际坐标值等方面进行分析。通常情况下都需要对最初形成的后置处理程序进行修改,经过几次反复,才能得到比较正确的加工代码。 4. 利用VERICUT软件处理得到的G代码文件并进行必要的校验 在加工中心上进行5轴加工,事先对加工过程进行校验和仿真是必要的,同时还要考虑与实际加工环境相一致。我们选用了VERICUT软件来做这项工作,具体过程这里不再介绍。图6所示的是后置处理所得加工代码在VERICUT软件中运行后的真实结果。 图6 VERICUT中的仿真结果 四、结束语 本文通过利用UG软件对MAX-5所生成的刀具轨迹文件进行后置处理并在双旋转工作台机床上完成加工的实现,对灵活后置处理MAX-5的刀具轨迹进行了一次成功的尝试。可以看到,这种方式是比较容易实现的,它是有效的5轴刀具轨迹后置处理方法。 网页查看:利用UG软件后置处理由MAX-5软件生成的刀位文件 发表评论 相关资讯: 利用 1 利用AutoCAD临时文件找回丢失的CAD文件 2 利用电子传感器测量测试的方法
PowerMILL软件二次开发接口知识和进行二 次开发的方法 来源:未知 admin责任编辑:模具站发表时间:2010-05-19 11:55 PowerMILL二次开发Powermill教程Powermill数控编程Powermill技巧 核心提示:一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下:★与CAD系统的无缝接口现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化… 一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下: ★与CAD系统的无缝接口 现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化生产,这就使得CAD模型的转换成为现代生产的关键环节。PowerMILL能够接受的CAD模型类型包括AutoCAD、CATIA、CIMATRON、IDEAS、IGES、UNIGRAGHICS、PRO/ENGINEER、SOLIDWORKS、STEP、 SOLIDEDGES以及VDA等多种模型格式,很好的做到了与CAD系统的无缝连接。 ★面向高速加工 1、智能化全程过切保护 现代的高速加工与传统加工相比,其切削速度提高了8倍左右,更有甚者可能达到10倍以上。在这种情况下一旦有过切现象发生,其冲击力将对机床、刀具带来极大的损害,甚至对人身安全造成伤害。PowerMILL充分考虑了这些因素,采用了智能化的全程防过切处理,不需人工干预而是全部由系统自动完成。我们的实际加工证明,PowerMILL可靠性高,完全防过切,使用起来让我们特别放心。 2、刀具过载保护 在型腔类工件的粗加工中,刀具与工件第一刀的接触不可避免的会有全刀宽切削,这种全刀宽切削对刀具的使用寿命有很大的危害。为解决这种问题,PowerMILL给用户提供了刀具过载保护功能--摆线加工,即当发生全刀宽切削时,PowerMILL会优化刀具路径,自动以摆线加工策略进行处理,避免刀具过载。 3、丰富的适合高速加工的细节处理 为了避免刀具在加工过程中走刀方向的突然变化和保证刀具切削的平稳性,PowerMILL 允许用户采用水平圆弧、垂直圆弧、斜向等多种进刀方式,使刀具能够高速地切入切出工件,同时PowerMILL在多种策略的刀具路径的尖角处可采用圆弧光顺优化处理,这些细节处理正是高速加工所要求的
五轴机床分类运动学建模及后置处理验证# 章鸿 (四川信息职业技术学院,四川广元628017) 摘要:针对常见的三大类型正交结构的五轴机床,根据齐次坐标变换和运动链关系,推导建立了双转台型、摆头转台型、双摆头型五轴机床的运动学模型。根据矩阵方程的逆解,确定了 轴的旋转角 度取值范围,基于UG-post开发了后置处理器,在U G环境中以凹球面为例,生成5轴铣削刀路,型五轴机床的实际加工验证了后置处理算法的正确性和有效性。 关键词:五轴机床;运动学建模;后置处理;UG/NX;刀路轨迹 中图分类号:TH16 文献标识码:B DOI:10.19287/https://www.doczj.com/doc/5c4790078.html,ki.1005-2402. 2019. 04. 036 数控技术N C T e c h n o l o g y________________________________________2019年細 Kinematics modeling and post-processing verification of five-axis machine tool Z H A N G Hong (Sichuan Vocational College of Information Technology,Guangyuan 628017, C H N) Abstract:According t o the homogeneous coordinate transformation and the kinematic chain relation,the kinematics model of the double table-tilting five-axis machine (T A T C)i s established,so as t o the spindle-tilting machine (S C S A)and the hybrid-type machine (S A T C)tool i s deduced for the common orthogonal structure.According t o the inverse matrix equation,the range of rotation angle of A and C axis i s deter- mined.Based on U G-post,a post-processor i s developed for machining in t h i s paper.Within U G envi- ronment,the 5-axis milling t ool path and the actual machining of a concave spherical surface part on an AC five-axis machine verifies the correctness of the post-processing algorithm. Keywords:five-axis machine;kinematics modeling;post-processing;U G/N X;t ool path 五轴联动机床在航空发动机叶轮,螺旋桨叶片整 体铣削,复杂曲面加工,模具开发等重要领域发挥着 不可替代的优势,因其特殊的机床结构,灵活的工作 空间和对刀具姿态的控制,使其在智能制造、产品定 制和军工生产占有核心地位。仅正交类型五轴机床 有十几种结构形式,每种机床结构的加工特点各不相 同,而后置处理与机床的运动学方程有着直接的映射 关系[1]。 文献[2]重点研究了双转台五轴机床坐标系和 工件坐标系的转换方程,建立了机床运动学方程,重 点关注后处理过程的转角和坐标转换公式,其开发了 后处理程序,但缺少实际加工验证。文献[3]主要针 对一种非正交结构的转台五轴机床,研究了机床 的运动学方程,在V E R I C U T软件环境中完成了仿真 验证,对运动学建模的原则方法有启发作用。文献[4]研究了机床坐标运动变换,同样是完成了仿真分 *析,缺少实际加工。文献[5]用齐次坐标变换和正向 运动学分析得到通用五轴机床结构的形状创成函数,通过形状创成函数得到五轴数控数据完整的表达式。相对而言,此模型的矩阵函数晦涩难懂。文献[6]以型五轴机床运动方程为例,探讨后置处理误差补 偿算法,融入到后置处理开发中,考虑的误差补偿类 型比较全面。 现代五轴机床的发展趋势,除了由运动学方程建 立后置处理程序算法,还需要考虑在后置处理开发过 程中旋转轴的转角问题,以避免奇异性[7_1()]。根据正 交结构的五轴机床的分类,将五轴机床主要分为三大 类,分别建立其运动学方程,并推导刀位点和刀具矢量 的坐标转换关系。基于UG-post开发了后处理程序,在U G环境中生成了刀具路径并完成了仿真,最后在 一台型五轴加工中心上实际加工,验证了运动学 模型及后处理算法程序的正确性。 *教育部教育管理信息中心(JYB-EMIC-15011);四川省教育厅资助资金(17ZB0387)? 180 ?
PowerMILL资料大全 Powermill使用常识集锦: 先产生一个独立的加工程序,把产生的加工程序激活,再把下一个刀具路径增加到加工程序上去就可以了把你做的刀具路径, 直接用鼠标拖到要产生NC程序的里面, 然后写出就行了! 但是注意你所使用的刀具编号, 最好符合, 还有其他相关刀具数据, 例如轴向下刀速度, 圆弧速度, 切削速度, 转速, 都很重要! ●在PowerMILL中如何将只读项目转换为可读写项目运行PowerMILL的过程中,如果我们打开一个以前输出时没能正常关闭的项目,屏幕上会出现下面的警告信息:'Project open for Read Only' 此时如果需要将项目以可读写方式打开,则可在命令视窗中键入下面的命令:'PROJECT CLAIM' 这样打开的项目即为可读写项目 ●PowerMILL中如何将刀具附加到刀具路径上在PowerMILL 中可将激活刀具附加到刀具路径上,以便更加直观地查看刀具和刀具路径间的关系,查看刀具随刀具路径移动的情况。这项功能对5轴加工编程帮助颇大。有两种方法将激活 刀具附加到激活刀具路径上,第一种方法是在图形视窗中希望附加激活刀具的的刀具路径上的某个位置右击鼠标,从弹出菜单中选取附加激活刀具选项,于是 激活刀具即附加到光标所点击位置的刀具路径上;另一种方法是在PowerMILL 浏览器视窗中右击希望附加刀具的刀具路径目录,从弹出菜单中选取附加激活刀具到开始选项,于是激活刀具即附加到刀具路径的开始点。将刀具附加到刀具路径上后,使用键盘上的箭头键,沿刀具路径移动刀具,可直观查看刀具和刀具路径的相对位置。 ●编程注意事项
利用UG后置处理由MAX-5生成的刀位文件 一、前言 对于直纹面叶轮的5轴铣削加工,熟悉的人都清楚叶轮专用编程软件MAX-5有着明显的优势。该软件加工轨迹的定义方式丰富、刀具选择面广,加工效果非常好。但由于是专用软件,它的后置处理程序是由软件公司根据实际机床结构编写的,不具有通用性和可编辑性。实际的工作中,我们可能会碰到各种不同运动关系和结构的机床,是否可以提取MAX-5生成的刀位文件而通过其他的软件去实现灵活后置呢?如果这样的方式能够实现,将带给我们极大的方便,同时也增强 了MAX-5软件的适应性。 UG是一款高端的一体化软件,其CAM功能中的可变轴铣削方式就能够实现多轴加工。同时该软件还有一个很大的好处,它对自身的刀位文件可以灵活地后置,通过用户定义的后置处理程序就可生成实际机床所需的代码文件。由此,我们尝试通过UG软件去后置MAX-5软件生成的刀位文件,并成功地在双旋转工作台5轴机床上得以实现。本文就该方式的具体实现过程介绍如下。 二、UG软件多轴加工后置处理程序的用户自定义 UG软件中的Post-Builder是提供给用户定制后置处理程序的功能模块。该模块如图1所示,不仅可以对程序结构和代码进行定义,同时 也可以对
这里,考虑多轴加工的后置,我们主要介绍定义机床的运动关系部分, 其余的不作叙述。 图1 UG的Post-Builder功能模块 先探讨一下UG软件提供的机床定义功能。如图2所示,在Create New Post Processor界面里,机床的定义包括了所有的5轴运动关系,这里需要定义与实际相符的机床运动关系,在本文中定义为 5-Axis with Dual Rotary Tables(双旋状工作台)(方式,然后明确其他选项,进入后续的定置。在5—Axis Mill的定义中,有General Parameters 、Fourth Axis、Fifth Axis共三个部分需要定义,可参照UG的培训教程,这里不作详述。如图3所示,值得注意的是各旋转轴同机床零点之间的相互几何关系和各旋转轴的旋转角度偏移定义,对于后置处理的正确性影响较大。
开粗加工方法 核心提示:PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 浅切深、快进给。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛… PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 “浅切深、快进给”。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛坯在X、Y、Z三方向的尺寸,据工件的加工要求以“切削路径的刀具中心线不离开毛坯界限”作为原则来决定毛坯的设置。图1是由“最小限/最大限”来确定的无扩展的毛坯所产生的刀具路径。图 2为毛坯扩展后的刀具路径。可见,扩展后工件下部侧面也能加工到了。 图1 毛坯未扩展的刀具路径
图2毛坯扩展后的刀具路径 半精加工方法 核心提示:半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的… 半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点: (1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。 (2)用残留边界等高加工中的凹面时,应把“型腔加工”取消掉,其路径如图4所示。否则,在图3所示路径中刀具单侧切削时,随着深度的增加,接触刀具的材料越多,切削力增大,使刀具易折断。 图3 型腔加工未取消的刀具路径
数控加工技术现代制造工程2009年第1期 UG二次开发的整体叶轮刀位轨迹生成’ 蒋玲玲,王细洋 (南昌航空大学航空与机械工程学院,南昌330063) 摘要:整体叶轮型面的复杂性,导致造型和数控编程都有一定的难度。基于UG和Vc++开发平台,采用等残留高度法,结合全局干涉和局部干涉刀位的修正原理,编制了无干涉刀位轨迹算法。开发出干涉较严重的微型叶轮类零件的五坐标加工程序。通过实验证明,无干涉刀位轨迹算法是可行的,提高了uG生成整体叶轮刀路的效率,减少了操作,从而提高编程效率,同时可以有效地减少冗余刀具轨迹,提高加工效率和表面质量。 关键词:整体叶轮;uG软件;VCH软件;等残留高度法;全局和局部干涉 中图分类号:TP391.73文献标识码:A文章编号:1671-3133(2009J01—0025—04 Thetool—pathgenerationfbrtheintegralimpeUer basedontheseconddevelopmentofUG JIANGIjng?ling,WANGXi-yang (School0fAemnautical&MechanicalEn舀nee—ng,N柚changHaIlgl【ongUniversity,Nanchang330063,CHN) Ahm隐ct:7nlecomplexsⅢ白ceoftheintegralimpeⅡerleadstotIledimcuIties0fmodeIingandNCpmg咖ming.BasedonUG蛐dVC++devel叩mentpla由珊,adoptingtllei∞一scauopmethod,俪tIlthecorr佻ting研ncipleinthegIobal蚰d10calinte血r-ence,develoPedthe6ve-a】【isPmcessingpm{即m埘thn伽-inte如rence血而cm—impeⅡer.ExperiT舱nt88howthattool-patIIa180-rit|lm而thnon—interf毫陀nceisfe曲ibletorajsetheUGgeneratione伍ciencyoftlleintegmlimpeUe,stool—path舳dtoreducetheope阳ti∞,山erebyeIIIlancingtheemciencyof山epmgmm,me舳whilee序ecti、relyreducesredundantt00?path,inlpmvesproc船singe币ciency锄dqualityoftllesurf砬e. Keywords:integralimpeller;UG;VCH;i∞-sc且llopmethod;globaland10calinterference O引言 整体叶轮是中小型航空发动机的关键部件,质量直接影响发动机的工作性能。因此,叶轮的设计和制造技术在透平机械中十分重要。 国外一般应用整体叶轮的五坐标加工专用软件…,主要有美国NREC公司的MAX—D,MAX.AB叶轮加工专用软件,瑞士Sta眦g数控机床所带的整体叶轮加工模块及hypenIliU、powemiU等专用叶轮加工软件等。 许多加工整体叶轮的企业多采用一些功能强大、界面良好、适用面广的通用型CAD/CAM软件,如UGNX、CArllA、Pr0/E等。 国内的西北工业大学等院校和航空航天系统一些发动机专业厂、专业所也实现了整体叶轮的数控加 ?航空科学基金资助项目(2006zE5600r7)工。但就总体而言,我国尚缺乏这种专用于叶轮数控加工的编程软件,国内少数工厂已经认识到专用软件的优越性,意欲引进。但国外索价昂贵,不仅浪费大量的外汇,而且由于国外技术保密,运行的软件都采用封闭的功能模块,因此,不能根据实际应用情况或叶轮型号的变化进行修改和开发,所以开发中国产权的叶轮数控加工软件十分必要。 由于高性能叶轮型面的复杂性,刀位计算和数控编程都有一定的难度旧J。主要表现在:1)叶片的曲面造型很复杂,高性能叶轮一般由非可展直纹面和自由曲面构成,须采用四轴以上联动数控机床加工;2)加工整体叶轮的叶片时,刀具定位的约束条件较多。 由于整体叶轮的造型和制造的复杂性,有时单纯用uG自身提供的五坐标数控编程中的rniⅡ一multl—axis加工方法旧J,并不能生成合理的刀位轨迹,或者要
使用 POWERMILL 加工机锻模的工艺与技巧 本文主要介绍了使用 POWERMILL 软件加工锻造机锻模具的三轴数控铣加工程序,结合锻模的形状复杂、型腔窄深、品种繁杂等特点,在软件本身的加工策略和加工方式的基础上总结了一些加工工艺与技巧,在保证锻模精度的基础上提高锻模的加工效率。 一、概论 1 、 CAD\CAM 软件经过 40 多年的发展,国内外都有了成熟的产品。 PowerMILL 就是英国 Delcam 公司 CAD/CAM 专业化软件模块之一。 Delcam CAD/CAM 系列软件被广泛地应用于航空航天、汽车、船舶、家用电器、轻工产品和模具制造等行业。 1991 年 Delcam 产品首次进入中国市场。 1997 年在北京成立 Delcam (中国)有限公司。多年来, Delcam 一直保持 CAM 软件开发研究的世界领先地位。 PowerMILL 是一个独立式的三维加工软件,它能快速、准确地产生无过切粗加工和精加工刀具路径。 PowerMILL 能读入各种 CAD 系统产生的三维模型,提供完善的加工策略,进行完全的加工。 2 、东风锻造有限公司引进了 Delcam 公司的 POWERSHAPE 和 POWERMILL 软件,利用该软件完成三轴数控铣床加工锻造机锻模具的 NC 程序。我们利用该软件中的POWERSHAPE 模块进行模具型腔的三维造型 ( 或其它软件 ) ,然后把三维图形导入POWERMILL 模块中,根据模具的形状特点、不同的工艺要求和精度要求,灵活的选用该系统提供的各种加工方式和加工参数进行三轴数控铣床的模拟加工,后置处理形成数控铣床的 NC 代码,然后传送到机床进行加工。至今已经在锻造模具加工中使用了 5 年,由于锻模的形状复杂、型腔窄深、品种繁杂的特点,在软件的加工策略和加工功能的基础上总结了一些加工工艺方法和技巧,在保证使用的情况下,采用合理的经济精度和经济的粗糙度,提高锻模的加工效率。 二、锻模的种类、特点及技术要求 1 、我厂主要生产汽车锻件,锻模全部由本厂自己生产,因此锻件的种类决定了锻模的品种,主要锻件有连杆、曲轴、前轴、轮毂、万向节叉等,因此锻模型腔复杂,单件小批量生产,因此采用数控加工比较适合。锻件的不同锻造生产工序也不相同,但是基本工序为预锻——终锻——切边——校正。预、终、校锻模的共同点就是上、下分为两大模块,预、终锻模型腔基本相同,要求也相似,所以加工基本相同。切边模具又分为切边凸模和切边凹模,加工就完全不同,而校正模具又和终、预锻有所区别,加工当然有所区别。 2 、锻件的不同模具的精度要求也不同,工序的不同模具要求也有所不同。因此模具制造的技术条件很多,下面列举要采用数控加工部分的一些通用技术要求; (a) 锻模的制造标准规定所有尺寸最小公差为± 0.08mm ; (b) 终、预锻型腔的表面粗糙度为 Ra1.6 ; (c) 飞边桥部粗糙度为 Ra3.2 ; (d) 飞边仓部的粗糙度为 Ra12.5 (e) 切边凸模型腔与锻件凸台必须留有间隙 1.5 —— 2mm, 甚至更大些;凸模外轮廓与凹模之间也有 1 - 2mm 的间隙。
4. 精加工策略 半精加工/精加工策略简介 精加工策略是一种区域清除加工之后将零件加工到设计形状的一类加工策略。需使用适当的值来控制刀具路径的切削精度和残留在材料上的材料余量,用于此目的的两个参数分别是公差和余量。 余量指定加工后材料表面上所 留下的材料量。可指定一般余 量(如图所示),也可在加工 选项中分别指定单独的轴向和 径向余量。 也可对实际模型中的一组曲面指定额外的余量值。 粗公差 精细精细公差公差 公差用来控制切削路径沿工件形状的精度。初加工可使用较粗糙的公差,而精加工必须使用精细公差。 注 如果余量值大于0,则其值必须大于公差值。
平行平行、、放射放射、、螺旋和参考线精加工 简介 这一章将介绍由向下投影参考线所产生的精加工策略。共有四种这种类型的策略,它们分别是平行、放射、螺旋和参考线(用户定义)精加工策略。 PowerMILL 通过沿Z 轴向下投影一预定义线框形状到模型来产生刀具路径。标准的平行、放射和螺旋几何形状直接通过在精加工表格中输入值产生。点取应用按钮执行命令前,可点取表格中的预览按钮,在图形视窗中预览所产生的图案和参考线。参考线几何形状则需要用户自行定义一几何形状(激活参考线),然后将该几何形状沿Z 轴投影到模型而形成刀具路径。 下面是这四种图案策略的几何形状,图案的查看方向为沿Z 轴向下。 平行 放射 螺旋 参考线 (用户定义) 放射、螺旋、以及平行精加工刀具路径和沿Z 轴向下投影到模型上的这些标准参考线完全一致。下面我们就以更常用一些的平行精加工策略为例,来介绍这类刀具路径。
平行精加工平行精加工策略策略 ? 删除全部并重设表格。 ? 从文件菜单下选取打开项目,通过打开的表格选取项目:- D:\users\train\PowerMILL_Data\Projects\Chamber_Start . 这次我们从一已有项目开始。 ? 于是屏幕上弹出一对话视窗,告诉我们原项目为只读文件。点击接受。 屏幕上即显示出保存在输入项目中的模型和刀具。 ? 从文件菜单中选取保存项目为: D:\users\training\COURSEWORK\PowerMILL-Projects\chamber ? 按缺省的方框-模型设置定义毛坯。 ? 从顶部工具栏中点击刀具路径策略图标。 ? 选取平行精加工图标,然后点击接受接受 。
2. 加工设置 产生刀具路径前的准备 以下列出了产生刀具路径前所需的一些基本设置内容。 1. 装载模型 2. 查看模型 3. 定义毛坯 4. 定义切削刀具 5. 设置进给率和主轴转速 6. 设置快进高度 7. 设置刀具开始点 1. 装载模型到 PowerMILL PowerMILL的范例模型保存在目录Examples下。 选取文件->范例。 PowerMILL可装载多种类型的模型。点取对话视窗中的文件类型下拉列表可将所需类型的文件显示在对话视窗中。
?选取文件chamber.tri,打开模型。 于是模型显示在 PowerMILL图形视窗中。 2. 查看模型 打开模型后最好从各个角度查看模型,这样可对模型有一清楚的了解。 ?选取等轴查看。 此模型有一斜坡和底部平坦平面相接。3. 定义毛坯 毛坯是PowerMILL用来限制刀具运动的基本矩形块。可将它想象为一块原材料。PowerMILL还提供了一些更高级的方法来限制刀具运动。 ?点击毛坯图标。
于是毛坯表格出现在屏幕上。在表格中的限界域中输入相应的最大和最小X 、Y 、Z 值可定义毛坯尺寸。 也可点击计算按钮,请PowerMILL 自动计算出毛坯尺寸。 可对计算后的值进行单独编辑或是锁住计算结果(锁住后该值将被灰化)。在扩展域中输入相应的偏置值可将毛坯按指定值偏置。 ? 点击计算按钮。 ? 点击接受。 毛坯按缺省设置以蓝色线框标识。使用毛坯 表格中的透明度滑块也可使毛坯以透明阴影 或实体显示。 4. 定义切削刀具 点取图形视窗左下部刀具工具栏中的相应刀具图标可打开相应的刀具定义表格。 ? 点取刀具工具栏中的下拉箭头,打开全部产生刀具图标。 屏幕上出现全部可定义刀具的图标。 将光标停留图标上,相应的刀具类型描述将出现在屏幕上。
目录 摘要 (Ⅰ) 第一章前言 (2) 1.1本次毕业设计的课题与目的 (2) 1.2计算机辅助设计软件的介绍 (2) 1.3计算机辅助制造软件的介绍 (2) 1.4数控加工技术的发展趋势 (3) 1.5本毕业设计的主要内容 (5) 第二章用Solidworks创建模型 (6) 2.1 设计与加工任务 (6) 2.2 设计前的准备 (6) 2.3产品三维造型 (6) 第三章模具设计 (8) 3.1 调入零件实体模型 (8) 3.2 设计收缩率 (9) 3.3 设计毛坯工作 (10) 3.4 分割体积。 (12) 3.5 保存上下模 (13) 第四章数据转换及加工 (15) 4.1 Powermill系统调入Solidworks数据文件 (15) 4.2参数设定 (17) 4.3 生成刀具路径 (20) 4.4加工仿真 (23) 4.5输出NC程序 (24) 4.6下模仿真加工 (27) 结束语 (28) 致谢 (29) 参考文献 (30) 附录 (31)
摘要 随着社会需要和科学技术的发展,产品的市场竞争愈来愈激烈,产品的生命周期越来越短,因而要求设计者不但能根据市场的要求很快地设计出新产品,而且能在尽可能短的时间内制造出产品的样品,在模具制造行业,CAD 模具辅助设计与CAM模具辅助加工的广泛应用,大大提高了模具设计与加工的效率。 SolidWorks软件是世界上第一个基于Windows开发的三维CAD系统, 其的设计功能强大,操作简单,其有专门的模具工具栏,可以进行简单到复杂模具的型腔生成以及分模;PowerMILL是英国Delcam公司出品的功能强大,加工策略丰富的数控加工编程软件系统。采用全新的中文Windows用户界面,提供完善的加工策略,帮助用户产生最隹的加工方案,可以实现高速加工无过切的效果。 本次毕业设计的目的是运用SolidWorks软件对手机外壳进行三维造型及分模设计,产生手机外壳模具的上下模腔,再导入到Powermill系统中进行毛坯设置、参数设置、加工策略设置、产生刀具路径、仿真加工,最后生成独立的NC程序。此NC程序经过简单的修改就可通过V24等传输软件传输给数控机床进行加工。 关键词:模具设计、Solidworks、数控加工、Powermill
流道做法 先在流道的顶面补好面,再用参考线的投影功能算出一条刀路的最大参考线(在流道的顶部),然后把这刀路变成参考线,最后用这条刀路变成的参考线来算流道的刀路,底部-100M(自己喜欢),顶部取0,用合并功能,给个下刀量那个刀路就可以了,完美的解决第一刀下刀量过大这个问题,以上这些也可以做成宏,可以十分方便的完多种异成流道 ps里可以用线架构显示,找那流道曲面中间的经玮线,一般都有,如果没有,就插入经玮线,以50%来画就行,再ctrl+h复合曲线,提取出来,转到PM,再根据模型转换成参考线,PM里选取模型时注意也是要以线架构显示才能看到转过来的线。 模型转边界后偏移 笔式清角——转参考线 线框轮廓精加工也可以选边---》裁剪打断一下就可以做刀路了连面都不用补了 二粗设定 这个说不定,具体要看前模的形状,有很多地方没挖到的当然是用挖槽.全部挖到的就用等高好 顺铣切入切出左水平圆弧角度90 半径 1 连接圆形圆弧掠过相对 逆铣切入切出右水平圆弧半径 3 连接
圆形圆弧掠过相对1 顺逆铣切入切出角度90 水平圆弧半径3 连接直掠过相对二粗中切入切出增加第二选择为斜向,最大左斜角为3,相对0.4 ,用的好顶一下,拍PM 二粗很好的,我这儿的操作工做这个程序都可睡 刚才帮你看了一下,你的三粗程序那个检察材料厚度,开得太多了,所以就忽略了一些刀路,(说明一下,如果是太小的刀,怕断刀就不要开那检察厚度了,,如果斜度大的浅滩面多,一定要开的话。那就开这条刀路的用的刀的下刀量吧,若然多余的刀路还是太多,就不要开检察了,计算一个残余边界吧看我说了这么多好像好麻烦,其实只要经验足,对PM有一定了解的啊,做几条残料刀路是好快 对于二粗来说,很多人说PM的二粗太刀很多,实际上是设置的切入切出及连接移动不合理造成的。 二粗可以这样设: 切入---第一选择设“斜向”,第二选择设“水平圆弧”; 切出---第一选择设“水平圆弧”---为什么这样设呢?防止退刀时直接拉刀损坏刀片! 连接移动---“短连接”---设“直”或“圆弧”;“长连接”---设“掠过”---长短分界值一般设在4倍左右刀具直径足够了,要看情况定
PowerMILL整体加工的例子 1 :第一步:装载模型,点击图标(打开模型)把模型输入到PowerMILL 2 :第二步:首先定义毛坯或原材料尺寸(参考培训材料十四章Complex-block)(1)按照模型的特征定义一个方形的毛坯 ?点击毛坯图标,于是一个下图所示的空的毛坯表格出现在屏幕上。 ?点击计算按钮,于是表格中的最大限和最小限域即被自动填充。 ?将最小Z改为–3,最大Z改为 45 (如下图的25)。 ?接受表格,于是模型四周被一蓝色方框所框住,此方框标识出毛坯的限界。 ?拖动透明度可看到实体毛坯的形状
如点击图标成锁住形状,再扩展尺寸或修改尺寸则锁住的尺寸不变 3 :定义刀具类型和尺寸 下面来定义将使用的刀具。 ?点取左下角刀具图标。 于是即选取一端铣刀。 ?设置刀具类型为端铣刀,直径为20,长度为50,刀具编号为1。 ?接受表格。 于是刀具即显示在屏幕上。
4 :设置进给率(可以事先定义,也可后编辑)下面来刀具移动的进给率。 ?点取进给率图标。 ?在此练习中我们使用缺省设置。因此点取接受。 5 :定义快进高度 下面定义刀具在毛坯之上移动的安全Z高度和开始Z高度。 ?选取快进高度图标。 ?点取按安全高度重设按钮。 ?点取接受。
6 :定义刀具基准点 设置刀具原点或基准点位置。 ?点取刀具基准点图标。 ?按下图数据改变刀具基准点。 ?点取接受。 ?这样刀具即位于新的初始点位置。 注释:定义完加工所需要的参数后,然后选择加工策略,在实现每个加工策略前,上面的定义的参数如果没有更改,则不需要重新定义。例如只有刀具更改了,那只需要定义刀具,其它的参数则不需要重新定义 7. 产生区域清除加工策略 在 PowerMILL 中,我们称粗加工为区域清除。产生区域清除刀具路径需: ?产生Z高度。 ?定义策略。 ?选取值。