
第一章概论
凹版印刷作为印刷工艺的一种,以其印制品墨层厚实,颜色鲜艳、饱和度高、印版耐印率高、印品质量稳定、印刷速度快等优点在印刷包装及图文出版领域内占据极其重要的地位。
1.1凹版印刷原理及特点
1.1.1 凹版印刷的原理
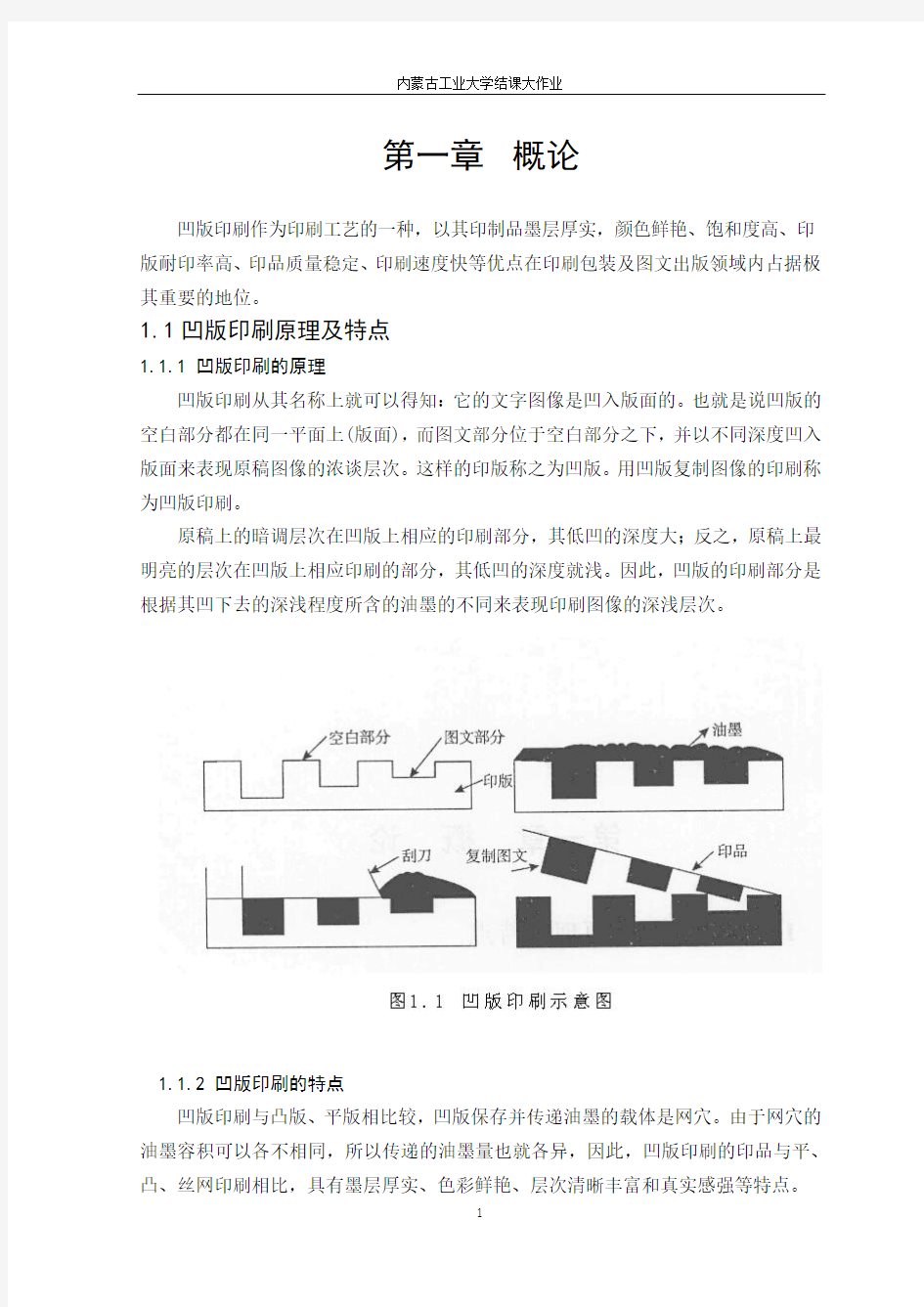
凹版印刷从其名称上就可以得知:它的文字图像是凹入版面的。也就是说凹版的空白部分都在同一平面上(版面),而图文部分位于空白部分之下,并以不同深度凹入版面来表现原稿图像的浓谈层次。这样的印版称之为凹版。用凹版复制图像的印刷称为凹版印刷。
原稿上的暗调层次在凹版上相应的印刷部分,其低凹的深度大;反之,原稿上最明亮的层次在凹版上相应印刷的部分,其低凹的深度就浅。因此,凹版的印刷部分是根据其凹下去的深浅程度所含的油墨的不同来表现印刷图像的深浅层次。
1.1.2 凹版印刷的特点
凹版印刷与凸版、平版相比较,凹版保存并传递油墨的载体是网穴。由于网穴的油墨容积可以各不相同,所以传递的油墨量也就各异,因此,凹版印刷的印品与平、凸、丝网印刷相比,具有墨层厚实、色彩鲜艳、层次清晰丰富和真实感强等特点。
(1)墨层厚实。一般来说,印刷的油墨层厚度乎印约2ym,凸印约7严m,而凹印可达9—20Pm,仅次于丝网印刷,墨层的厚实可产生许多特殊效果,如立体感强,能在大幅面的粗质纸、塑料薄膜和金属箔上印刷的优点。
(2)墨层干燥快,不需要喷粉,可以进入下一工序。
(3)凹版印刷属于干式叠印,无润版液干扰,图像质量和纸张尺寸比较稳定。
(4)承印材料适应广。
(5)耐印率高,适合大批量印刷。
目前,凹版印刷的印品主要有以下几类:
纸包装,如烟盒、酒盒、酒标、香皂盒、药盒等等。
塑料软包装,如食品包装、化妆品、医药包装、种子包装、工业品包装等。
有价证券印刷,如钞票、邮票等。
第二章凹版印刷的分类
按承印物形状,凹版印刷可分为单张印刷和卷筒印刷。按制版的方式不同,凹版又可分为腐蚀凹版和雕刻凹版两大类。腐蚀凹版又包括照相凹版和照相加网凹版。雕刻凹版包括电子雕刻凹版、激光雕刻凹版、机械雕刻凹版和手工雕刻凹版。
2.1 雕刻凹版
雕刻凹版是用刻刀直接在印版滚筒的表面刻出与原稿图文相对应凹版印刷凹版印刷的凹坑,按刻刀的控制方法可分为手工雕刻凹版,机械雕刻凹版及电子雕刻凹版。
2.1.1 手工雕刻凹版
手工雕刻凹版是技术人员用刻刀在印版滚筒的表面按照原稿图文进行手工雕刻制成的,印版材料可用铜板或钢板。手工劳动繁重,制版费用大,周期长。但是手工雕刻的凹版线条清晰,印刷品层次感强,难以伪造。大多用于制作有价证券及高质量艺术品的印刷凹版。
2.1.2 机械雕刻凹版
机械雕刻凹版是用机械控制刻刀在印版滚筒的表面进行雕刻制作的,它减轻了手工雕刻的繁重劳作,制版速度快,周期较短,制版费用也较低。主要用于制作有价证券的印刷凹版。
由于手工和机械雕刻制版的费用较高,制版周期长,所以使用范围受到限制。但事物都是一分为二的,就防伪包装来说,手工雕刻凹版也许就是最好的制版方法。因
为秘诀防伪是防伪包装的一个主要方法,技术人员在手工刻制凹版的过程中可以采用各种方法雕刻出一些暗记,这些手工雕刻凹版上的暗记不易被发现,在印刷品上就更难被分辨,这就形成了秘诀防伪。
2.1.3 电子雕刻凹版
这种版是由电子控制装置控制刻刀在印版滚筒表面进行雕刻的。利用电子雕刻机,按照光电原理,控制雕刻刀,在滚筒表面雕刻出网穴,其面积和深度同时发生变化。
2.2腐蚀凹版
腐蚀凹版是按照原稿图文用化学腐蚀的方法在印版滚筒的表面蚀刻出一个个墨坑制成的。根据原稿图文转换方法的不同,可将腐蚀凹版分为蚀刻凹版,照相凹版,网点凹版。
蚀刻凹版是用雕刻与腐蚀相结合的制版方法制成的。即先用手工雕刻出原稿图文的形状,再用腐蚀的方法制出凹版。
照相凹版应用比较广泛,是凹印中应用最多的印版,主要用于印刷画版等。
网点凹版主要用于包装装潢印刷及建材印刷等。
第三章凹版印刷材料
3.1 凹印纸张
根据印刷方法不同,纸张具有特定的性能。例如,印刷报刊的新闻纸和印刷书籍的凸版印刷纸,吸墨性好和不透印;用于套色彩印的胶印新闻纸,则有高的吸水变形伸缩率;用于凹版印刷的证券纸,其纸面细腻,印出的线条清晰逼真。
凹版印刷纸供印刷钞票、债券和各种证件等用的纸。纸质强韧,耐磨耐折,具有高的耐久性。并带有水印,以适于印刷各种高级制品。原料用漂白化学木浆或漂白新破布浆,也可掺用部分棉麻浆,经长纤维游离状打浆,一般不加填料,用长网造纸机抄造。也有的在造纸机上用淀粉或明胶进行表面施胶,以进一步提高纸的外观。3.2塑料薄膜
用聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯以及其他树脂制成的薄膜,用于包装,以及用作覆膜层。塑料包装及塑料包装产品在市场上所占的份额越来越大,特别是复合塑料软包装,已经广泛地应用于食品、医药、化工等领域,其中又以食品包装所占比例最大,比如饮料包装、速冻食品包装、蒸煮食品包装、快餐食品包装等,这些
产品都给人们生活带来了极大的便利。
3.2.1 塑料薄膜的表面特性
1.表面张力低
一般说来,塑料的表面张力比较低,如PE的临界表面张力只有31mN/m,PP只有29mN/m,表1为几种常见塑料的临界表面张力值。
2.溶解度参数小
塑料的溶解度参数比溶剂要小,如PE的值只有16.1(J/mI),而一般印刷油墨的溶剂的溶解度参数为16.3。24.5(J/m1),印刷时一般要求二者的差值小于3(J /m1)。而且塑料的溶解度参数大小与其透气性有关,一般两者的溶解度参数相近时,其透气性就大。
3.结晶度高
塑料分子的结晶度高,化学性能稳定,难以被溶剂溶胀或溶解,因此,油墨中的高分子聚合链很难与塑料分子相互扩散或编结形成粘附力。
4.表面平滑度高
塑料薄膜的表面平滑度较高,但是这种光滑的表面不利于油墨在上面进行附着,这是因为其比表面积较小,且不能形成机械咬合力。
6.易形成静电
由于塑料分子既不能电离,也不能传递自由电子,摩擦产生的电荷难以消失,其结果是使塑料表面带上静电。
3.2.2 塑料薄膜的表面处理
塑料薄膜表面处理的方法有:电晕处理法、化学处理法、机械打毛法、涂层法等,其中最常采用的是电晕处理法。
1.电晕处理法
电晕处理法的基本原理是:通过在金属电极与电晕处理辊(一般为耐高温、耐臭氧、高绝缘的硅橡胶辊)之间施加高频、高压电源,使之产生放电,於是使空气电离并形成大量臭氧。同时,高能量电火花冲击薄膜表面。在它们的共同作用下,使塑料
薄膜表面产生活化、表面能增加。
电晕处理塑料薄膜表面湿张力的大小与施加於电极上的电压高低、电极与电晕处理辊之间的距离等因素有关。当然,电晕处理应当适度,并非电晕处理强度越高越好。值得注意的是塑料薄膜与电晕处理辊之间应避免夹入空气,否则有可能使薄膜的反面也被电晕处理了。
电晕放电的优点如下:
(1)处理材料的范围广,可用于聚乙烯、聚丙烯、聚氯乙聚酰胺、聚酯类塑料,以及各种相应的共聚物;
(2)处理时间短,速度快,可在生产线上进行处理;
(3)操作简单,易于控制;
(4)电晕处理只涉及塑料表面极浅的范围;
量级,基本不影响塑料的机械性能;
(5)无废液排放,基本不污染环境。电晕处理广泛用于薄膜印刷、涂布和复合前的表面处理及厚度小于0.6mm片材的表面处理。
2.火焰处理法
火焰法的机理;在火焰的氧化焰作用下,塑料薄膜表层分子被氧化或分解,生成经基、碳基等含氧极性基团和不饱和双键;分子链的断裂、分解,改变了塑料表面的微观几何形状.增加了表面粗糙度;高温火焰还能烧掉塑料表面的油脂、污垢等,从而消除表面的薄弱界面层。
火焰法的优点:
(I)处理时间短、速度快,可在线进行;
(2)处理效果好,并且处理后效果稳定;
(3)对设备要求不高,可自制,易上马;
(4)无毒,不污染环境;
(5)适用范围广,可用于PE、PP、PET等多种塑料的表面处理。
3.3 复合材料
复合包装材料是两种或两种以上的单一材料经过一定的加工使之复合在一起,在性能上取长补短,具有其他材料所没有的性能的包装材料。复合材料一般由纸、塑料薄膜、铝箔等复合而成。可以分为保护层(印后6层)、隔绝层、内保护层三层组成,层与层之间大多数用适当的粘合剂核接而成,有的采用热熔涂布等方法生产。
第四章凹版印刷工艺
4.1 凹版印刷油墨的转移
凹版印刷机采用短墨路翰墨系统,将低粘度的油墨输送到印版的网穴之中。输墨系统的结构、调节与油墨的性能是保证凹印油墨正常传输的前提。
4.1.1 影响凹版印刷油墨的因素
在凹版印刷中,图像层次的变化主要取决于墨层厚度的变化,而墨层厚度不像其他印刷方式那样可以在印刷中调节,主要取决于网穴的体积和传墨率的大小。
1.网血形状与油墨的传递
凹版网穴的形状因制版方法不同而有所差别.电子雕刻凹版的网穴形状为倒锥形,腐蚀版的网穴形状为盆形。同样深度,锥体状网穴的容思量低于盆形网穴。但是,雕刻的网穴表面光滑,没有死角,在印刷过程中实际传递油墨性能较好。据测算,雕刻网穴传墨串达80%,而腐蚀的网穴传墨率仅有50%,网穴的边角对传墨有阻碍作用.这种现象称为“边角效应”。
2.油墨黏度
随着油墨强度的增加,油墨的转移率有所下降,这一点在开口小、深度深的网穴中特别明显。
3.印刷速度与印刷压力
增加印刷压力,在一定范围内油墨的转移率会增加,但超过此范围,转移率反而会减少。印刷速度增加则承印物与油墨接触的时间缩小了,所以油墨的转移率有所减少。
4.2印刷压力
在印刷过程中压印体之间相互作用的力称印刷压力,凹印与乎印、凸印一样,必须借助印刷压力才有可能将印版表面上的图文转移到承印物上。印刷压力不仅是实现印刷过程的根本保证,而且在很大程度上决定了印刷的质量。
第五章凹版印刷品质量检测
凹印版的图文部分低于版面,它以不同的深度凹入印版来表现原稿图像的不同层次,空白部分处于同一版面上。印刷时,先将油墨填涂于印版上,然后用刮墨刀把印版表面的油墨刮掉,再通过压力的作用,使存留在印版凹陷部分(即图文部分)的油墨与纸(或其它承印物)接触,将该部分油墨转印到纸张(或其它承印物)上,则得到所需的印刷品。
特点:凹版印刷具有墨层厚、色彩鲜艳、耐印力高、适用范围广、适合连续绵延的图案的印刷。现已广泛应用于塑料包装印刷、纸制包装印刷、装饰印刷、转移印花、出版印刷等领域。
凹版印刷与平、凸版印刷相比较,其突出的优点是印刷质量好,通过不同深浅程度的油墨层,能将连续性色调原稿丰富的层次较完整地表现出来,墨色厚实,色彩鲜艳,富于立体感,它的墨层比平印产品厚5倍之多,比凸印产品厚2倍以上。
凹版印刷具有墨层厚、色彩鲜艳、耐印力高、适用范围广、适合连续绵延的图案的印刷。现已广泛应用于塑料包装印刷、纸制包装印刷、装饰印刷、转移印花、出版印刷等领域。优点是:
①提高产品质量计算机替代了手工的修拼版工作,操作准确、精细。计算机直接控制将分色数据送人电雕机,不用分色软片,减少了工艺环节以及出软片和电雕机再扫描造成的信息损失,使雕刻质量提高。
②提高制版效率使用计算机替代的人工修拼版工作,并省去了旧工艺的照排、剪贴、翻晒、显影等手工劳动,制版周期大大缩短。
③降低成本和费用由于无需分色软片,故胶片、显影、冲洗、照相等材料已不再需要。对一台电雕机而言,每年可节约几十万元的相关材料与设备费用。
④减少了设备投资由于不用分色软片,用户可以使用一台价格低廉的高档扫描仪来替代价格昂贵的电分机,这对原先无电分机的厂家来说尤为重要。
⑤提高了设计制作能力计算机整页拼版系统突破了手工制作和修版的局限性,
它可充分发挥创作人员的想象力与创造力,做各种复杂的美术创意。同时,无软片雕刻使雕刻方式更加灵活多样,可实现传统雕刻难以完成的工作。
第六章凹版印刷未来趋势
1、大中型规模的包装凹印企业将占主流,特别是烟包凹印企业更加追求规模效益、高质量和高技术含量。
2、由于环保与卫生方面的原因,食品、药品、烟、酒等行业越来越注重包装材料和印刷工艺的环保性,凹印企业更加关注印刷车间的环境。环保型油墨和光油将会越来越广泛地受到欢迎,封闭式刮墨刀系统和快速更换装置会推广应用,适应水性油墨的凹印机将被广泛地采用。
3、宽幅凹印机和纸张凹印机的比例将会不断增加。一方面,装饰印刷(主要是木纹纸印刷)和纸箱凹印市场会迅速增长,另一方面,软包装凹印机的幅度也会不断增加,大幅面凹印机的数量将快速增加。
4、凹印生产线加工将更加多样化,功能配置越来越强,如以上光、模切、横切、软标裁切等。相应地,凹印机管理系统、远距离技术支持系统将被越来越多地采用。同时,为满足个性化的需要,从放卷、印刷到连线加工、收卷等各部分都将被模块化,其中最重要的将是凹印小推车或凹印与柔性版印刷互换小推车。
参考文献
【1】冯瑞乾,印刷原理及工艺,北京,印刷工业出版社,1999,23-25
【2】钱军浩,现代印刷机与质量控制技术,北京,中国轻工业出版社,2001 【3】左光申,再谈国产凹版印刷设备的现状及发展趋势,印刷杂志,2006
【4】牛与、张卫东,凹版印刷过程中静电消除技术,硅谷,2012,02-05
【5】胡更生、张正修,凹版印刷原理及工艺,国防科技大学出版社,2002,03-05
热压机操作规程 1.0准备事项 1.1清理好工作场地,清干净机床、工作台面杂物、灰尘、残胶。 1.2识别生产单要求,准备好待加工基材及面皮,并分类堆放在合适的位置。 1.3检查机床各部件是否完好,功能是否正常。 2.0操作步骤 2.1调试仪表:根据基材面积、厚度调试热压机压力表,根据胶合原理、材质及天气情况调试好热压机温度仪,一般80-85C°热压3-4分钟。 2.2预热:依次打开热压机电源开关、加热开关进行预热,一般预热一个小时左右达到所需温度方加工产品。 2.3根据气温和不同基材正确配制好胶水并用搅拌机调制均匀。 2.4待热压机预热达到所需温度,用过胶机或手工将待贴基材均匀涂胶,并将相应面皮对正敷于基材面,涂胶和敷皮时应对工件检查,发现不合格的应返工好再进行加工。 2.5将敷好面皮的工件平稳送入热压工作台面,放置时要保持工件在台面的重心均衡。2.6闭合热压床开始热压。 2.7热压达到规定的时间降下热压床,平稳取出贴好的工件并平放于修边工作台。 2.8将贴好的工件修边整齐并分类堆放好。 3.0注意事项 3.1操作机床时,须穿紧身工作服,严禁穿宽松的衣服或佩带领带、手链等饰品,留长发者须戴工作帽套住长发。 3.2敷皮时基材面与面皮不得有碎皮等异杂物。 3.3所有工件不得直接放于地面或靠近易湿水受潮的地方,工件堆放应注意受力均匀以防变形。 3.4机床台面及运动部位不准放置工具等物品,工作场地不得有堆彻之杂物, 3.5热压床闭合启动时,禁止身体部位伸入热压床面。 3.6作业完毕必须关机关电源,并等机床转动部件完全停止后方可离开。 3.7作业完毕必须清洗好涂胶机床及工具,每天下班要清洁好工作场地。 万艺板饰厂
全电动注塑机工作原理(多图) [ 来源:机电论文| 类别:技术| 时间:2006-11-8 12:27:05 ] [字体:大中小] 近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。 注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力,设计与制造新一代"节能型"注塑机,就成为迫切需要关注和解决的问题。全电动注塑机正好满足这种需要。 一、全电动注塑机电控原理 1. 伺服电机 伺服:一词源于希腊语"奴隶"的意思。人们想把"伺服机构"当个得心应手的驯服工具,服从控制信号的要求而动作。在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。由于它的"伺服"性能,因此而得名。 伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便。 力劲PT60V伺服系统原理 力劲PT60V伺服系统原理: 伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。 伺服电机的优点:大扭力、控制简单、装配灵活。 伺服电机的结构:一个伺服电机内部包括了一个直流电机;一组变速齿轮组;一个反馈可调电位器;及一块电子控制板。其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。 锁模伺服电机 伺服电机的工作原理: 伺服电机是一个典型闭环反馈系统,减速齿轮组由电机驱动,其终端(输出端)带动一个线性的比例电位器作位置检测,该电位器把转角坐标转换为一比例电压反馈给控制线路板,控制线路板将其与输入的控制脉冲信号比较,产生纠正脉冲,并驱动电机正向或反向地转动,使齿轮组的输出位置与期望值相符,令纠正脉冲趋于为0,从而达到使伺服电机精确定位的目的。
热压机说明书范文 热压机说明书范文 篇一:热压机使用说明 热压机使用说明 热压机是一种将两个预先上好助焊剂镀锡的零件加热到足以使焊锡熔化、流动的温度,固化后,在零件与焊锡之间形成一个永久的电气机械连接设备。应不同产品,洛阳广盈机械热压机升温速度可供挑选。 热压机工作原理:利用一个2000W的变压器产生一个低电压的大电流,通过焊接头令其迅速发热。脉冲电流就是指电流的ON及OFF频率比例,此脉冲比例越大,电流输出越大,焊接头升温越快。 热压机使用说明: 篇二:16-热压机(电热)操作说明书 热压机(电热)操作说明书 编号:INCTO/QM-SB-16 版本/次:A/1
设备名称:热压机(电热) 放置场所:医疗车间使用单位:镇江医疗生产线机台操作顺序: 篇三:棕垫热压机说明书 产品型号:ZY25X22100 产品名称:棕垫热压机 使用说明书 明恒汇机械设备有限公司 目录 一.机器简介.........................................................1 二.工作原理..........................................................2 三.主要技术參数....................................................3 四.设备主要结构用途..............................................4 五.安裝与调试.......................................................4 六.易损件明细表....................................................5 七.附图. (6) 一.机器简介 本机是将施胶后的棕丝加压为棕垫的设备,设备加热介质为热油。 二.工作原理
第一章注塑机工作原理及构造 第一节注塑机工作原理 一、注塑机工作原理 注塑成型机简称 注塑机,其机械部分主 要由注塑部件和合模部 件组成。注塑部件主要 由料筒和螺杆及注射油 缸组成示意如图 1-19所示。 注塑成型是用塑性 的热物理性质,把物料 从 料斗加入料筒内,料筒外由 加热圈加热,使物料熔融。在料筒内装有在外动力 油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。 物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时, 物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同 时,螺杆在物料的反作用力作用下向后退, 使螺杆头部形成储料空间,完成塑化 过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的 熔融料通过喷嘴注射到模具的型腔中。 型腔中的容料经过保压、冷却、固化定型 后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模 具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、 启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20 所示。 1—模具 2—喷嘴 3—料筒 4—螺杆 5—加热圈 6—料斗7 —油马达 8—注射油缸 9 一储料室 10 —制件 11—顶杆 注射 > 座动 作选 择
第二节注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑 部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料 装置等组成,如图 1?21所示。 厂螺杆 料筒 r 塑化装置 s 螺杆头 注射座 丿 i 喷嘴 A 注射油缸 螺杆驱动装置 I 注射座油缸 r 合模装置 合模部件x 调模装置 I 制品顶出装置 厂泵、油马达、阀 S 蓄能器、冷却器、过滤装置 ?管路、压力表 冷却系统 —— 入料口冷却、模具冷却 润滑系统——润滑装置、分配器 「动作程序控制;料筒温度控制;泵电机控制 、" 1安全保护;故障监测、报警;显示系统 加料装置 机械手 图1-21注塑机组成示图 注塑部件 机身 液压系统
?综述与专论? 生物技术通报 B I O TECHNOLO G Y BULL ET I N 2006年增刊 D HP LC 系统工作原理及其应用 李莉 王翀 陈瑶生 (华南农业大学动物科学学院,五山 510642) 摘 要: 变性高效液相色谱(DHP LC )是一种高通量筛选DNA 序列变异的新技术,从该仪器设备的组成、工作原理、基本操作方法、主要技术特点等作一综述,并对其在基因组领域的应用如S NP 分析、双链DNA 片段分析、微卫星分析、mRNA 定量分析、引物纯度检测等方面及在医学、遗传学方面的应用作了较详细的综述。 关键词: DHP LC 原理 应用 W orki n g Pr i n c i ples and Appli cati on of DHP LC Syste m L i L i W ang Chong Chen Yaosheng (College of A ni m al Science,South China A gricultural U niversity,Guangzhou 510642) Ab s tra c t: Denaturing H igh Perf or mance L iquid Chr omat ography (DHP LC )is a kind of high thr oughout ne w tech 2 nique t o detect the mutati on of the DNA sequence .The structure of the instru ment,working Princi p les,basic mani pulating method and main technical characteristic were revie wed .The app licati ons in the medicine,genetics and genome domain such as analysis of S NP,the frag ment of double strains,m icr osatellite,the quantitative mRNA,the pure detecti on of the p ri m e,et al were revie wed in detail . Key wo rd s: DHP LC Princi p le App licati on 基金项目:国家自然科学基金资助(30300249) 作者简介:李莉(19822),女,硕士研究生,专业方向:动物遗传育种与繁殖,电话:020********* 通讯作者:王翀(19682),女,博士,副教授,主要研究方向:分子遗传学,电话:020*********,E 2mail:betty@scau .edu .cn 变性高效液相色谱(denaturing high perf or mance liquid chr omat ography,DHP LC )是一种新的高通量筛选DNA 序列变异的新技术,这一技术最先由美国Stanf ord 大学Oefner 及Underhill 等于1995年报道, 美国Transgenom ic 公司采用该原理制造专利化仪器,专利产品为WAVE μ DNA 片段分析系统 (WAVE μDNA frag ment analysis syste m )。1.1 仪器主要组成部分 硬件部分:变性高效液相色谱仪(WAVE μ 3500HT ):WAVE μ L 27100型四元梯度溶液注入系 统(含四元梯度泵),WAVE μ L 27250型Peltier 可冷 却、加热自动进样器,WAVE μ L 27300p lus 型高精度Peltier 柱箱,WAVE μ L 27400型紫外/可见光检测 器,WAVE μ L 2700在线去气装置:四通道,样品池(可容纳4个96孔PCR 板,以便进行大规模分析筛 查),WAVE μ Maker 数据工作站系统(硬件)等。 软件部分:M icr os oft W indows μ NT 操作系统,HS MD 27000数据工作站控制接口软件,WAVE μ Maker 核苷酸片段分析系统专用软件包。1.2 DHP LC 基本原理及其应用 用离子对反向高效液相色谱法:①在不变性的温度条件下,检测并分离分子量不同的双链DNA 分子或分析具有长度多态性的片段,类似RF LP 分析,也可进行定量RT 2PCR 及微卫星不稳定性测定 (MSI );②在充分变性温度条件下,可以区分单链DNA 或RNA 分子,适用于寡核苷酸探针合成纯度 分析和质量控制;③在部分变性的温度条件下,变异型和野生型的PCR 产物经过变性复性过程,不仅分别形成同源双链,同时也错配形成异源双链,根据柱子保留时间的不同将同源双链和异源双链分离,
热压胶合机操作保养流程及作业指导书 本设施是三聚氰胺贴面板压合生产。采用“热压”原理,将三聚氰胺原纸(以下简称原纸)压合在高密度板上,利用热压胶合机将原纸和密度板在设定温度和压力下压合一定时间使其粘合在一起,完成压合后将板材取出清理,然后堆放在转运工装上。 ◆操作流程 1、工作人员在进入车间后,需要在进行操作前戴好手套(接板要戴2双手套)、口罩,并由当前工序组长负责检查; 2、开启操作流程:打开控制柜盖板→闭合空气开关(总电接通)→关闭控制柜盖板→按下控制台绿色电源开关(电源接通)→按下控制台绿色油泵开关(油泵开启)→设置温度控制器参数; 3、温度设置流程:按下移位建“?”进行参数设定,找到需要修改数值时,增加按“▲”调节,减少按“▼”调节,设定完成后按下“SET”键完成设置;温度与压合时间的关系如下:序号温度范围压合时间 1 <180℃不生产 2 180℃~185℃30S 3 185℃~190℃25S 4 190℃~200℃20S 5 200℃~210℃18S 6 >210℃不生产 4、将密度板放入小车送入热压机,每次休息后再次启动需空压密度板(不覆盖原纸)3~5次,使温度分布均匀,压力大小根据生产压合后三聚氰胺板的实际花纹情况; 5、覆盖原纸前要将原纸细心的卷成卷,覆盖在密度板(毛糙面)上,注意覆盖时要保证原纸将密度板全部覆盖,再将其送入压机,检查是否有卷曲出现,整理完毕后,按下进、出口的按钮进入压合阶段; 6、当压合结束后从出口处取出压好的三聚氰胺板,在清洁平台上清理完成后堆放在转运工装上,注意堆放顺序“面对面,背靠背”; 7、停止操作流程:将准备好的长方体木材放在两块压合板之间(两端)→将热压机上压板压合在木块上→按下红色油泵开关(油泵关闭)→按下控制台红色电源开关(电源断开)→打开控制柜盖板→断开空气开关(总电断开)→关闭控制柜盖板。 ◆保养流程 1、保持控制柜盖板上各标识和控制柜内整洁,工具或杂物不得放入柜内。清理配电箱时,首先断开总电开关,采用压缩空气管吹“洗”或干毛巾擦拭(但不得接触到接线端子),更不能用湿毛巾等物擦拭;
现在大多数cfb锅炉都采用罗茨风机返料,其原是什么呢.它的特别如何.可能很多朋友并不一定清楚了! 罗茨风机具有以下特点. 1它是容积式鼓风机,具有强制输气特征.在转速一定的条件下.流量也一定(随压力变化很小) 即使在小流量区域也不会会像离心式鼓风机那样发生喘振现象,具有比较稳定的工作特性. 2其回转式结构没有往复运动机构没有气阀,易损件少.使用寿命长,并且动力平衡性好. 3叶轮之间,与机壳及墙之间具有间隙,运转时不像螺杆式和滑片式压缩机那样需要注油润滑.因此可以保证输送气体不含油. 4无内压缩过程,除同步齿轮和轴承外不存在其他机械摩擦,因此机械效率高.大型罗茨风机容积高,全绝热效率也比较高. 最大特点在于,当压力在允许范围内加以调节时,流量变化甚微,压力调节范围很宽,具有强制输气的特征,整机振动小! 罗茨风机的工作原理:(两叶) d(o O 在泵腔内,有二个“8”字形的转子相互垂直地安装在一对平行轴上,由传动比为1的一对齿轮带动作彼此反向的同步旋转运动。在转子之间,转子与泵壳内壁之间,保持有一定的间隙,可以实现高转速运行。由于罗茨风机是一种无内压缩的真空泵,通常压缩比很低,故高、中真空泵需要前级泵。罗茨泵的极限真空除取决于泵本身结构和制造精度外,还取决于前级泵的极限真空。为了提高泵的极限真空度,可将罗茨风机串联使用。 罗茨泵的工作原理与罗茨鼓风机相似。由于转子的不断旋转,被抽气体从进气口吸入到转子与泵壳之间的空间v0内,再经排气口排出。由于吸气后v0空间是全封闭状态,所以,在泵腔内气体没有压缩和膨胀。但当转子顶部转过排气口边缘,v0空间与排气侧相通时,由于排气侧气体压强较高,则有一部分气体返冲到空间v0中去,使气体压强突然增高。当转子继续转动时,气体排出泵外。&l f5N8X h C*S 电厂锅炉、汽轮机、电气、水处理等热电行业技术交流q {/^.F7Q ? O E-a;J 罗茨泵转子由0°转到180°的抽气过程。在0°位置时,下转子从泵入口封入v0体积的气体。当转到45°位置时,该腔与排气口相通。由于排气侧压强较高,引起一部分气体返冲过来。当转到90°位置时,下转子封入的气体,连同返冲的气体一起排向泵外。这时,上转子也从泵入口封入v0体积的气体。当转子继续转到135°时(图中d),上转子封入的气体与排气口相通,重复上述过程。180°位置和0°位置是一样的。转子主轴旋转一周共排出四个v0体积的气体。
随着木材尤其是珍贵木材资源的减少,家具上越来越多使用贴薄木或贴纸等压贴工艺,作为压贴工序重要设备的热压机在家具制造中常用于贴面和压制成型零件,其生产能力和技术性能制约着企业的生产规模和产品质量的优劣。为了更好的了解和选用热压机,本文以家具行业经常使用的贴面热压机为例对压机进行绍。家具行业使用的贴面热压机,幅面基本上适 应于人造板的规格尺(1220×2440mm),板面压力通常为02~0.4MPa,相应的总压力在120t。热压机除有热压板尺寸、总压力、层数、板面压力等主要技术参数外,还有开 档、闭合时间、加热温度及生产率等其它技术参数,要根据不同的工艺要求进行确定。热压机进行贴面时的工作过程可分为闭合、升压、保压、卸压、下降五个过程。压机的主机从功能的实现上可划分为三大部分:加热系统(提供热源)、液压系统(提供压力及控制压机的动作)和压机本体(机架、控制部分)。一般来说,热压机主要根据压机的功能性、可靠性、服务和价格来进行评定和选择。本文主要从功能性和可靠性上来介绍热压机。 1.热压机的加热系统 (1)加热方式的比较加热方式影响到热压机使用时温度的选择、工艺控制、以及加工 产品的质量。传统的加热方式是蒸汽加热和电加热。蒸汽加热升温快,但需配置压力锅炉,管路压力高, 蒸汽易冷凝成水造成板面温度不均;电加热具有升温快、加热温度高、容易控制等特点,但耗电量大,运行费用高,具体使用时有电阻丝发生故障不易更换等缺点。导热油加热的优点是:热容量高,温度均匀,在常压下就可加热到很高的温度,热损耗小,能够降低生产成本,其缺点是加热速度慢,不易进行温度控制。家具行业中,一般热压温度要求不高时,用热水循环炉,也可达到满意的效果,而且固定投资和运行费用都很低。 (2)热压板性能 热压板的性能可以从几方面来进行评价,首先是压板材料的使用,然后是加工的精度,最后是热压板中介质孔道的布置。热压板一般由整块压制钢板经深孔钻加工而成,主要用于油加热和蒸汽加热;另一种是用焊接管路后表面贴铝板的形式,主要用于电加热。用整块钢板可以避免密封不好产生的漏油, 同时刚度和强度高,但热压板较厚重;后者由于通常采用薄板的形式,由于焊接和加工中会产生应力,要求加工精度高。热压板薄易于预热和温度的控制,但对加工件的要求高,工件厚度不均会引起压板变形,影响后续加工质量;热压板较厚,利于增大热容量及提高强度和刚度,但会加大压机的外形尺寸和耗用较多的钢材。制造加工时,应保证热压板的平面
第一章 注塑机工作原理及构造 第一节 注塑机工作原理 一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图1-19所示。 注塑成型是用塑性 的热物理性质,把物料 从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20所示。 1-模具 2-喷嘴 3-料筒 4-螺杆 5-加热圈 6-料斗 7-油马达 8-注射油缸 9-储料室 10-制件 11-顶杆 图1-19 注塑成型原理图 注射座动作选择
第二节 注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21所示。 第二节注 塑 机 结 构 注塑机总体结构 公司目前主力机型为HTFX 系列,该机型主要可分为注射部分(01 注塑机 注塑部件 塑化装置 注射座 注射油缸 螺杆驱动装置 注射座油缸 螺杆 料筒 螺杆头 喷嘴 合模部件 合模装置 调模装置 制品顶出装置 机身 液压系统 泵、油马达、阀 蓄能器、冷却器、过滤装置 管路、压力表 冷却系统 入料口冷却、模具冷却 润滑系统 润滑装置、分配器 电器控制系统 动作程序控制;料筒温度控制;泵电机控制 安全保护;故障监测、报警;显示系统 机械手 加料装置 图1-21 注塑机组成示图
开关磁阻电机驱动系统的运行原理及应用(二) (低轴阻发电机参考资料) 1 引言 开关磁阻电机驱动系统(SDR)具有一些很有特色的优点:电机结构简单、坚固、维护方便甚至免维护,启动及低速时转矩大、电流小;高速恒功率区范围宽、性能好,在宽广转速和功率访问内都具有高输出和高效率而且有很好的容错能力。这使得SR电机系统在家用电器、通用工业、伺服与调速系统、牵引电机、高转速电机、航空航天等领域得到广泛应用。 SR电机是一种机电能量转换装置。根据可逆原理,SR电机和传统电机一样,它既可将电能转换为机械能—电动运行,在这方面的理论趋于成熟;也可将机械能转换为电能—发电运行,其内部的能量转换关系不能简单看成是SR电动机的逆过程。本文将从SR电机电动和发电运行这两个角度阐述SR电机的运行原理。 2 电动运行原理 2.1 转矩产生原理 控制器根据位置检测器检测到的定转子间相对位置信息,结合给定的运行命令(正转或反转),导通相应的定子相绕组的主开关元件。对应相绕组中有电流流过,产生磁场;磁场总是趋于“磁阻最小”而产生的磁阻性电磁转矩使转子转向“极对极”位置。当转子转到被吸引的转子磁极与定子激磁相相重合(平衡位置)时,电磁转矩消失。此时控制器根据新的位置信息,在定转子即将达到平衡位置时,向功率变换器发出命令,关断当
前相的主开关元件,而导通下一相,则转子又会向下一个平衡位置转动;这样,控制器根据相应的位置信息按一定的控制逻辑连续地导通和关断相应的相绕组的主开关,就可产生连续的同转向的电磁转矩,使转子在一定的转速下连续运行;再根据一定的控制策略控制各相绕组的通、断时刻以及绕组电流的大小,就可使系统在最隹状态下运行。 图1 三相sr电动机剖面图 从上面的分析可见,电流的方向对转矩没有任何影响,电动机的转向与电流方向无关,而仅取决于相绕组的通电顺序。若通电顺序改变,则电机的转向也发生改变。为保证电机能连续地旋转,位置检测器要能及时给出定转子极间相对位置,使控制器能及时和准确地控制定子各相绕组的通断,使srm能产生所要求的转矩和转速,达到预计的性能要求。 2.2 电路分析
https://www.doczj.com/doc/4811650333.html,/ https://www.doczj.com/doc/4811650333.html,/ 液压机工作原理及整体构造 Hydraulic machine classification, working principle, performance parameters 模压成型主要用于热固性塑料的成型。对于热塑性塑料,由于需要预先制取坯料,需要交替地加热再冷却,故生产周期长,生产效率低,能耗大,而且不能压制外形复杂和尺寸较为精确的制品,因此一般趋向于采用更经济的注射成型。 Compression molding is mainly used for the molding of thermosetting plastics. For thermoplastics, due to the need of prepared blank, needs to be alternately heated and cooled, so the production cycle is long, low production efficiency, high energy consumption, and can not be pressed product of complex shape and size accurately, so the general trend in the use of more economical injection type. 模压生产的主要设备是液压机,液压机在压制过程中的作用是通过模具对塑料施加压力、开启模具和顶出制品。 The main equipment for molding production is the hydraulic machine, hydraulic machine in the pressing process is through the mould for plastic pressure, die opening and ejection products. 模压用的压制成塑机(简称压机),为液压式压机,其压制能力以公称吨数表示,一般有40t ﹑63t﹑1OOt﹑160t﹑200t﹑250t﹑400t﹑500t等系列规格压机。多层压机有千吨以上。压机规格的主要内容包括操纵吨位、顶出吨位、固定压模用的模板尺寸和操纵活塞、顶出活塞的行程等。一般压机的上下模板装有加热和冷却装置。小型制件可以用冷压机(不加热,只通冷却水)专作定型冷却用,用加热压机专作热塑化用,这样可以节能。 Press for moulding into machine (referred to as the press ), as the hydraulic press, the suppression ability in nominal tonnage, generally 40t, 63T, 1OOt, 160t, 200t, 250t, 400t, 500t series of standard press. Multi-layer press has more than 1000 tons. The main contents include operating tonnage press specifications, ejector tonnage, fixed die with template size and operates the piston, the piston stroke. Template general compressor equipped with heating and cooling device. Small parts can be used cold press ( not only heating, cooling water ) for setting cooling, heating machine for plastification, this can save energy. 压机按自动化程度可分为手板压机、半自动压机、全自动压机;按平板的层数可分为双层和多层压机。 Press press the degree of automation can be divided into manual machine, semi-automatic machine, full automatic press; according to the flat layer can be divided into the bilayer and multilayer press. (1)液压机工作原理液压机是以液压传递为动力的压力机械。压制时,首先把塑料加进敞开的模具内,随后向工作油缸通进压力油,活塞连同活动横梁以立柱为导向,向下(或向上)运动,进行闭模,终极把液压机产生的力传递给模具并作用在塑料上。模具内的塑料,在热的作用下熔融和软化,借助液压机所施压力布满模具并进行化学反应。为了排出塑料在缩合反应时所产生的水分及其他挥发物,保证制品的质量,需要进行卸压排气。随即升压并加以保持,此时塑料中的树脂继续进行化学反应,经一定时间后,便形成了不溶不熔的坚硬固体状态,完成固化成型,随即开模,从模具中取出制品。清理模具后,即可进行下一轮生产。 ( 1 ) the hydraulic machine working principle of hydraulic machine is a mechanical power transmission by hydraulic pressure. When pressed, the plastic into the open mold, then to the
第一章注塑机工作原理及构造 一、注塑机工作原理 注塑成型机简称注塑机,其机械部分主要由注塑部件和合模部件组成。注塑部件主要由料筒和螺杆及注射油缸组成示意如图 1-19 所示。 注塑成型是用塑性的热物理性质,把物料第一节注塑机工作原理 图 1-19注塑成型原理图 1-模具2-喷嘴3-料筒4-螺杆5-加热圈6-料斗7 -油马达8-注射油缸9-储料室 10-制件11-顶杆 从料斗加入料筒内,料筒外由加热圈加热,使物料熔融。在料筒内装有在外动力油马达作用下驱动旋转的螺杆。物料在螺杆的作用下,沿着螺槽向前输送并压实。物料在外加热和螺杆剪切的双重作用下逐渐的塑化、熔融和均化。当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下把已熔融的物料推到螺杆的头部,与此同 时,螺杆在物料的反作用力作用下向后退,使螺杆头部形成储料空间,完成塑化 过程。然后,螺杆在注射油缸活塞杆推力的作用下,以高速、高压,将储料室的 熔融料通过喷嘴注射到模具的型腔中。型腔中的容料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制件从模 具顶出落下。 塑料从固体料经料斗加入到料筒中,经过塑化熔融阶段,直到注射、保压、冷却、启模、顶出制品落下等过程,全是按着严格地自动化工作程序操作的,如图1-20 所示。 闭模注射座前进注射保压 制品顶出启模冷却 退回塑化塑化退回固定塑化注射座动作选择 图 1-20注塑机工作程序框图
第二节注塑机组成 注塑机根据注塑成型工艺要求是一个机电一体化很强的机种,主要由注塑部件、合模部件、机身、液压系统、加热系统、冷却系统、电气控制系统、加料装置等组成,如图1-21 所示。 注塑部件 合模部件 机身 注 塑 液压系统机 冷却系统 润滑系统 螺杆 料筒 塑化装置 螺杆头 注射座 喷嘴 注射油缸 螺杆驱动装置 注射座油缸 合模装置 调模装置 制品顶出装置 泵、油马达、阀 蓄能器、冷却器、过滤装置 管路、压力表 入料口冷却、模具冷却 润滑装置、分配器 动作程序控制;料筒温度控制;泵电机控制 电器控制系统 安全保护;故障监测、报警;显示系统 加料装置 机械手 图 1-21注塑机组成示图 第二节注塑机结构 注塑机总体结构 公司目前主力机型为HTFX系列,该机型主要可分为注射部分(01
罗茨风机原理及特征简述 目录: 一、罗茨风机的工作原理 二、罗茨风机的操作特征 三、产品特点 咱们都知道的罗茨风机为容积式风机,输送的风量与转数成比例。就比如说,三叶罗茨风机,它由于与二叶型相比,气体脉动变少,负荷变化小,机械强度高,噪声低,振动也小。因而可以高速化,不需要内部润滑,而且结构简单,运转平稳,性能稳定,适应多种用途,已运用于广泛的领域。 一、罗茨风机的工作原理 罗茨风机为容积式风机,输送的风量与转数成比例,是利用两个叶形转子在气缸内作相对运动来压缩和输送气体的回转压缩机。这种压缩机靠转子轴端的同步齿轮使两转子保持啮合。转子上每一凹入的曲面部分与气缸内壁组成工作容积,在转子回转过程中从吸气口带走气体,当移到排气口附近与排气口相连通的瞬时,因有较高压力的气体回流,这时工作容积中的压力突然升高,然后将气体输送到排气通道。两转子依次交替工作。两转子互不接触,它们之间靠严密控制的间隙实现密封,故排出的气体不受润滑油污染。这种鼓风机结构简单,制造方便,适用于低压力场合的气体输送和加压,也可用作真空泵。由于周期性的吸、排气和瞬时等容压缩造成气流速度和压力的脉动,因而会产生较大的气体动力噪声。 三叶型叶轮每转动一次由 2 个叶轮进行3 次吸、排气。与二叶型相比,气体脉动性小,振动也小,噪声低。风机 2 根轴上的叶轮与椭圆形壳体内孔面,叶轮端面和风机前后端盖之间及风机叶轮之间者始终保持微小的间隙,在同步齿轮的带动下风从风机进风口沿壳体内壁输送到排出的一侧。风机内腔不需要润滑油,结构简单,运转平稳,性能稳定,适应多种用途,已运用于广泛的领域。此外,转子之间和转子与气缸之间的间隙会造成气体泄漏,从而使效率降低。文章来源于https://www.doczj.com/doc/4811650333.html,。 二、罗茨风机的操作特征 1、由于采用了三叶转轮及带螺旋线型的箱体,所以风机的噪声的振动很小。 2、叶轮和轴为整体结构,且叶轮无磨损,风机性能持久不变,可以长期连续运转。 3、高速高效率,且结构非常紧凑。 4、结构简单,由于采用了特殊轴承,具有超群的耐久性,使用寿命比国内风机长,且维修管理也方便。 5、由于附有齿轮油甩油装置,因此不会产生漏油的现象。 三、产品特点 高效节能,精度高,噪音低,寿命长,结构紧凑,体积小,重量轻,使用方便,产品用途广泛,遍布石化、建材、电力、冶炼、化肥、矿山、港口、轻纺、食品、造纸、水产养殖和污水处理、环保产业等诸多领域,大多用于输送空气,也可用来输送煤气、氢气、乙炔、
人造板多层热压机设计毕业论文 目录 1.引言 (5) 1.1五层侧压式热压机的发展概况及现状 (5) 1.2热压机的特点 (6) 1.3热压机的发展带来的机遇和挑战 (7) 2.热压机的结构设计 (8) 2.1框架结构 (9) 2.2柱塞结构 (10) 2.3上托板结构 (10) 2.4下托板结构 (11) 2.5平衡机构简要设计 (12) 2.5.1工作原理 (12) 2.5.2齿条的设计 (14) 2.6轴承的选取 (15) 2.7侧压缸支架结构 (16) 2.8侧压缸螺栓设计校核 (17) 3.热压机主要部件的受力分析 (18) 3.1立柱的设计校核 (18) 3.2上托板的设计校核 (18) 3.3下托板的结构设计 (25) 3.4下横梁底板受力分析 (28) 附录 (30) 参考文献 (35) WORD版本.
致谢 (36) WORD版本.
1.引言 热压机是人造板生产线的主要设备之一。热压机的生产能力决定了人造板生产线的产量,而热压机的技术水平也在很大程度上决定了人造板产品的质量。人造板生产的发展与热压机技术水平的进步息息相关。人造板行业的发展对热压机生产提出了更高的要求,而更先进水平的热压机的出现则又极大地促进了人造板行业的发展。 新的人造板国家标准对产品质量提出了更高的要求。为保证产品质量,就热压机而言,一方面:要求工艺上采取最佳热压工艺曲线和工艺参数,控制产品质量;另一方面:热压机设备本身在结构和性能上要满足诸如制品的厚度公差、传热的均匀度等要求,确保压制品质量。热压机的发展促进了人造板工业的繁荣。而近年来我国人造板行业的超快速发展也为我国热压机技术的发展提供了广泛的发展空间。遗憾的是目前我国还不具备连续压机的生产能力,国需要的连续压机还需要从国外进口,这严重影响了我国人造板机械行业整体水平的提高。国的有关单位也在抓紧时间组织必要的人力、物力、技术力量进行连续压机的研制工作。相关的产品也有望在未来几年问世。本次设计在借鉴以往前人的实际设计经验和部分参数结构的前提下重点对其下托板的结构进行了可行改进设计,使用了CAD、Pro/e等工程制图软件对该机器进行结构设计、绘制和分析。在指导教师的指导下以及同组同学的共同研讨下基本达到了预期目标。 1.1五层侧压式热压机的发展概况及现状 最早在人造板行业出现的热压机就是多层压机,它主要是借鉴并根据纺织工业使用的压机改造而来,用于以纸浆来生产最早的纤维板。最初的多层热压机尽管还不完善,但已经具有现代多层压机的雏形。装卸板系统、加热装置、WORD版本.
热压机工作原理 热压机是一种将两个预先上好助焊剂镀锡的零件加热到足以使焊锡熔化、流动的温度,固化后,在零件与焊锡之间形成一个永久的电气机械连接设备。 应不同产品,升温速度可供挑选。钛合金压头确保温度平均,升温快速及使用寿命特长。压头特别采用水平可调设计,以确保组件受压平均。温度数控化,清楚精密。备有数字式压力计,可预设压力范围。主要适用于保温车车厢板。 热压机工作原理:利用脉冲加热原理,由于焊头表面的特殊设计,焊接面的电阻非常小,电流会通过电阻最小的截面。通过不断变换电压,调整电流等级,通过焊头令其迅速发热。 除此之外,在负压的基础上加以正压,配以专用胶水,对于PVC系列的加工,其线型到位及粘贴力是负压设备无法相比的,由于它的压力大、温度低、膜压时间短,解决了负压设备加工工件时(特别是大面积工件)的变形问题,使工件的变形程度大大降低。 采用先进的电子新产品控制,通过调整可对进台、升台、加温、真空、膜压、脱膜、降台的加工工序自动完成。主要以油压及压缩空气为动力,因此要有足够的气压及气量,机架用钢板整体加工组成,整体结构合理,两个工作台可以循环使用,也可单独使用。真空可调整为先低压,后高压吸覆,膜压压力可达0.4MPa,通过调整,使产品达到理想效果。
广盈热压机特点: 1、近二十年生产经验,经验丰富,技术精良; 2、全部使用高精度、高质量的设备进行加工,保证压机的精度质量符合要求; 3、重型压机框架采用整张厚钢板精加工而成,能保证长时间使用后压力不降低、平行度不变,保证产品质量; 4、每个流程都控制得很好,保证质量; 5、可按客户需求定制不同压力、尺寸、产量、布局、配置的压机及生产线; 6、拥有各行业的众多客户应用见证。
天津大学 2007届高职专科毕业设计 论文题目:锻造液压机的原理 姓名: 年级:2007届 院系:电气与自动化工程学院 电气与自动化技术
摘要 液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。液压机采用PLC控制系统,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。该系列液压机具有独立的动力机构和电气系统,并采用按钮集中控制,可实现手动和自动两种操作方式。 该液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。在本设计中,通过查阅大量文献资料,设计了液压缸的尺寸,拟定了液压原理图。按压力和流量的大小选择了液压泵,电动机,控制阀,过滤器等液压元件和辅助元件。 关键词:锻造,液压系统,液压机, PLC
目录 目录 (Ⅰ) 第1章国内外重型锻压设备的发展概况 (1) 第2章锻造液压机系统 (4) 2.1 锻造液压机的系统原理 (4) 2.1.1液压系统工作原理 (4) 2.2.液压系统分析 (5) 第3章锻造液压机的改进设计方案及分析 (6) 3.1 锻造液压机的该机方案 (6) 3.2 液压机的改进方案分析 (7) 第4章PLC在液压机控制系统改造中的应用 (7) 4.1 工艺原理分析 (8) 4.2 液压系统控制过程分析 (8) 4.2.1 液压机执行部件动作过程分析 (8) 4.3 PLC电控系统设计 (10) 4.3.1 硬件设计与软件实现 (10) 4.3.2 三地操作 (14) 4.4 PLC可靠性保护措施 (15) 4.4.1电动机组保护 (15) 4.4.2机械设备的保护 (15) 4.5 PLC程序设计 (16) 第4章液压机电气控制系统 (18) 4.1 液压机电气控制方案设计 (18) 4.1.1液压机电气控制方案选择 (18) 4.1.2电气控制要求与总体控制方案 (19) 4.2 液压机电气控制电路设计 (20) 4.2.1液压机主电路设计 (20) 4.2.2液压机控制电路设计 (20) 4.3 液压机电气控制系统分析 (22)
罗茨风机工作原理及结构介绍 一、工作原理 罗茨风机是一种容积式鼓风机。通过一对转子的“啮合”(转子之间有间隙,又不相互接触)使进气口隔开,转子由一对同步齿轮传动,做反方向运动,将吸入的气体无内压缩的从吸气口推至排气口。气体到达排气口的瞬间,因排气侧高压气体的回流而被加压,从而完成气体输送。 二、罗茨风机结构 一台完整的风机是由缸体、主从动转子、主从动齿轮、侧墙板、轴承、密封、安全阀、止回阀、过滤器、弹性接头等组成。 三、故障判断 1、风机不能启动或被堵塞 1)转子相互摩擦或与缸摩擦 2)风机有较大的过载 检查输送气体的压力和温度;检查转子和缸的状况 3)杂质可能通过风机进入,风机必须进行检查 4)如风机内有脏物,必须被清洗。 2、不正常的运行噪音 1)转子间或转子与缸之间的相互磨擦(调整间隙) 2)过大的齿轮间隙(更换分配齿轮) 3)轴承损坏或游隙过大(更换轴承)
4)转子空腔内的杂质沉积而引起的转子不平衡(清洗转子) 3、风机过热 1)过滤器内有污物,造成空气流动过慢(清洗或更换过滤器)2)吸气压力与排气压力压差过大(检查气体管道或安全阀的设定)。 3)油位和油的粘度过高(更换油的型号并调整油位) 4)转子之间或转子与缸之间的内部间隙过大(检查转子和轴承) 4、进气量太低 1)在进气侧有过大的真空(清洗检查过滤器) 2)间隙过大(检查风机) 5、过高的功率输入 1)运行条件与定购中所提的运行条件不一样 2)检查进气侧的真空值(过滤器被污染) 三、一线罗茨风机介绍 一线共有18台罗茨风机。其中进口罗茨风机有15台四种型号,SNH90有四台(用于气力提升泵),SNH40有六台(3台用于窑头煤粉输送,3台用于窑尾煤粉输送),SNH9有三台(用于气力提升泵),XN6有两台(用于七区下料)。国产罗茨风机有三台,ARF295有两台(用于气力提升泵),ARF200有一台(用于七区下料、搅拌仓、标准仓)。