全国第十二届铅锌冶金学术年会论文集 1 中国铅锌冶炼技术进展与发展思路
中国恩菲工程技术有限公司蒋继穆
摘要:本文就中国近十年铅锌冶金工业取得的成就进行阐述,并就我国铅锌工业的发展方向提出建议。
关键词:铅锌技术发展
中国2012年生产精铅4646kt、锌锭4829kt;占同年世界铅总产量(10485kt)的44.31%,占同年世界锌总产量(12625kt)的38.25%,是世界最主要的铅锌生产国。
就铅、锌生产工艺技术而言,中国近十年取得了长足的进步。
1 铅冶炼
从上世纪80年代起,中国已着手为淘汰铅冶炼落后工艺,改善环境开展了多项工作。1984年由科技部立项,在湖南水口山开展氧气底吹熔炼——电热焦炭还原火法炼铅半工业试验;在沈阳冶炼厂开展了氯化物浸出电积的湿法炼铅半工业试验;经过两年多的研发工作,铅底吹熔炼取得了阶段性成果,而电热焦炭还原设施受资金影响,建设简陋,试验无果而终。铅湿法冶炼试验,技术上没有任何问题,但加工成本偏高、不经济,无法产业化。
1986年政府决定引进鲁奇公司的QSL炼铅工艺,在白银有色金属公司建设一座年产50kt 精铅的冶炼厂。由于是第一家产业化,投产碰到一些工程问题,几经修改,又赶上铅价低迷期,生产赔本,白银公司决定停止QSL生产线运行,直至今日。
国家环保政策日趋严格,政府决定2000年关闭所有烧结锅炼铅工艺。这些工厂急需一种清洁工艺取代烧结过程造成的铅尘及SO2的低空污染。恩菲与三家企业联合在水口山开展了氧气底吹熔炼——鼓风炉还原炼铅半工业试验,取得了良好的结果。1999年由恩菲设计,在豫光和池州所建的两座示范性底吹熔炼——鼓风炉还原炼铅厂于2002年建成并顺利投产运行。
该新的炼铅工艺,不仅有效解决了烧结过程严重的铅尘及SO2的低空污染,实现了清洁生产,同时能耗由烧结——鼓风炉熔炼工艺的680Kgce/t粗铅,降至380Kgce/t粗铅,银回收率提高了1~2个百分点,硫捕集率>99%。用该工艺改造烧结——鼓风炉炼铅厂,原有设施得到充分利用,改造费用低、深受用户欢迎。短短几年内用此新工艺改造或新建的铅冶炼厂有32家(单系列设计产能为精铅60、80、100、200kt/a等四种规格),其中有17家、20条生产线已投产运行,总产量已达1640kt/a。氧气底吹熔炼——鼓风炉还原炼铅工艺,虽已获快速推广应用,并已出口印度,建成投产了100kt/a精铅的Dariba冶炼厂,但工艺并不完美。采用鼓风炉还原,液态氧化铅渣需用铸渣机浇铸并冷却成块,渣的显热白白浪费,过程能耗增加;为连续冷却渣
中国铅锌冶炼技术进展与发展思路——蒋继穆
2
块,铸渣机拉得较长,增大了厂区占地面积;鼓风炉还原需用价格较高的冶金焦作还原剂,增大了粗铅成本。
为此,中国开展了底吹炉液态氧化铅渣直接还原的研发工作,已有四种工艺用于工业生产:第一种是侧吹炉供焦炉煤气加粒煤还原,第二种是用底吹炉供天然气加粒煤或碎焦还原,第三种是用侧吹炉供氧气加块煤和焦粒还原,第四种是电热底吹还原。四种方式均解决了鼓风炉还原存在的不足,能耗由380kgce/t粗铅降至230~260Kgce/t粗铅,成本下降了100~150元/t粗铅。已有十多条生产线采用液态渣直接还原技术,并投产运行,包括由“ENFI”设计的单系列年产200kt粗铅的河南金利铅厂。
底吹炼铅工艺在开创资源综合利用方面也有多项成果,如云南祥云飞龙集团及河南安阳岷山等铅厂参杂处理大量锌渣及铅银渣,综合回收铅、锌、铟、镉、银等有价金属;水口山矿务局处理高铜含铅物料回收铜独有诀窍;河南豫光用其处理二次金属回收蓄电池铅膏中的硫和铅,获去年国家科技进步二等奖,为蓄电池铅膏的经济、环保、有效综合回收利用提供了新途径。
河南灵宝市鑫华铅业有限公司,与北京矿冶研究总院合作,经多年研发,成功开发了铅闪速熔炼——电炉还原炼铅工艺。于2011年建成投产了年产100kt铅的冶炼厂。该工艺的特点是在闪速炉熔池加焦炭还原,使渣含铅降至8%左右直接排至电热焦还原炉,将铅进一步还原的同时挥发锌,电炉可替代烟化炉。这较现有炼铅工艺流程更短。
中国还引进了国外所有炼铅新工艺。
前面已提到1986年白银有色金属公司引进了QSL炼铅工艺。
1999年云南曲靖引进ISA富氧顶吹熔炼——鼓风炉还原炼铅工艺,产能80kt/a铅。建成投产至今,运行稳定。受氧浓限制,熔炼炉需添加少量燃煤补热,单位能耗略高于底吹熔炼。2003年西部矿业引进了kaldo熔炼铅工艺,产能粗铅50kt/a,2005年建成投产。运行表明铅精矿氧化、还原由单炉间断作业完成,存在炉衬寿命短、作业率低、中间物料多而难以全部搭配处理、造成积压。制酸系统复杂化,其能耗偏高、以上造成炼铅成本高、投产两年后停产至今。
2006年云南锡业股份有限公司引进Ausmelt富氧顶吹炼铅工艺。用单炉分阶段完成氧化、还原、烟化三步作业,设计产能100kt/a铅。2010年5月投产至今,据介绍运行情况良好。目前存在的工程问题是,难以将烟化期产出的高锌尘与氧化、还原期的高铅尘有效分离。
2009年江西铜业公司和株洲冶炼厂先后购买了意大利Kivcet铅许可证,各建一个年产100kt的冶炼厂,两厂均已建成投产。江铜九江的kivcet一直在运行,尚存在上升烟道铅结,清理频繁及直收率偏低等工程问题而未达产。株冶kivcet炉正在试生产阶段。
中国粗铅一直采用电解精炼。1986年白银公司随QSL一起引进了德国鲁奇公司的全火法精
中国铅锌冶炼技术进展与发展思路——蒋继穆 3 炼铅的工艺,也随着QSL工厂的停产而终止运行,中国仍清一色的采用电解精炼。传统的电解厂规模一般单系列在50-80kt/a以下,大都采用小板手工操作,劳动生产率较低。1999随曲靖冶炼厂引进大板技术,阳极立模浇铸、DM机组、阴极制造机组、阴阳极自动排板等机械化生产线。使电解单系列规模提高到100kt/a,电解机械化水平提升了一大步,劳动生产率大幅度提高。该技术也被河南豫光、内蒙呼伦贝尔、山东恒邦、云锡铅厂、江铜九江、株冶等采用。
2 锌冶炼
2.1 火法炼锌
中国是唯一还有4%左右的锌由竖罐生产的国家。因为葫芦岛锌厂开发的高温沸腾焙烧、大型竖罐、大型精馏塔、罐渣漩涡挥炉等技术,将竖罐炼锌技术推向极致。但随着中国燃料价格的上升,竖罐炼锌的竞争力日趋下降。
西南边远地区建有80多台小型电炉,采用热焙砂加焦炭电热蒸锌、用锌雨冷凝器生产粗锌或供湿法炼锌净液用的锌粉。由于利用了热焙砂的显热吨锌电耗只有4000KWh,电炉炼锌流程简短、投资抵、铅、镉、铟等伴生元素回收率较高,环保达标,生产成本较低、有一定竞争力。因单炉最大电功率仅为4000KW,规模小,劳动生产率低,多被具有小型锌矿山的县级或乡镇企业采用,可解决当地就业、财政与远途矿石运输等难题。
中国有5条ISP鼓风炉炼锌生产线,总产能铅加锌为500kt/a。由于烧结过程环保难以达标,韶关冶炼厂两条生产线其中1条已关闭,另1条已列入限期关闭,正在选择清洁工艺异地兴建铅厂与锌厂。
广西等省区用锌焙砂加还原媒压团,通过韦氏炉蒸锌生产工业用氧化锌粉,2010年产量折金属锌127kt。
中国火法炼锌不超过锌总产量的20%,近10年技术上无大进展。
2.2 湿法炼锌
中国以湿法炼锌为主,占锌总产量的80%以上。湿法炼锌工业中以硫化锌精矿沸腾炉焙烧——焙砂浸出——浸出液净化——新液电积——电锌铸锭为主要生产工艺,其中只有浸出工序各不相同,分为常规法和热酸浸出法。
常规法浸出渣含锌约20%,以前多用回转窑挥发,存在能耗高、粉尘污染严重、劳动条件差等缺点,发展受限。
热酸浸出在中国以“黄钾铁矾法”及自主研发的“低污染铁矾法”为主,中小型锌厂有的采用“喷淋除铁法”,目前国内尚无采用锌焙砂浸出——“针铁矿法”和“赤铁矿法”除铁工艺的锌冶炼厂。
中国铅锌冶炼技术进展与发展思路——蒋继穆
4
硫化锌精矿直接浸出是中国锌冶炼近年来重要技术进展之一。
株洲冶炼厂引进Outotec公司的常压氧浸工艺,以硫化锌精矿和常规酸浸含锌20%左右的浸出渣为原料,规模为年产电锌130kt。通过试生产调试后运行情况良好,较常规法大幅度提高了锌和铟的回收率,较回转窑挥发浸出渣,能耗大幅度下降,所产硫和浮选尾矿送铅冶炼工段处理,达到了资源综合利用、改善环境的目的。
云南冶金集团自主研发硫化锌精矿氧压浸出工艺取得成果,相继在云南和内蒙建设了年产电锌10kt至20kt的氧压浸出示范厂3座,均已投入运行;正在建设的内蒙呼伦贝尔年产电锌150kt将在今年投产。
中金岭南有色公司,引进加拿大硫化锌精矿氧压浸出工艺,在广东丹霞建设了年产100kt 电锌的冶炼厂,已投产运行近两年。由于取消了精矿焙烧,没有SO2烟气和粉尘污染,流程短,金属回收率高、操作环境优异。
常压氧浸蒸汽消耗量较高,DL反应器设备庞大效率低、底部搅拌器密封难度较大,但操作控制相对容易,可适应F、Cl含量较高的原料。反之,氧压浸出设备效率高,占地面积小,但操控及维护要求更严格,难以适应于高F、Cl原料。
常压与加压氧浸均有一些工程问题有待解决,如渣硫有效分离等。另外渣中Ag较分散,不利于高Ag精矿回收Ag。加压氧浸有待进一步优化降低作业成本。
锌冶炼另一重要技术进展是对氧化锌矿、锌浸出渣及含氧化锌二次物料处理,如含锌高炉灰、电炉炼钢含锌烟尘等的冶炼工艺创新。云南祥云飞龙集团开发了熔剂萃取技术从氧化矿、锌浸出渣、钢厂含锌烟尘中回收锌的工艺。先后建成投产了年产电锌15kt的直接浸出萃取处理高F、Cl的氧化锌物料的生产线和年产电锌80kt的直接浸出萃取处理高F、Cl的钢厂含锌烟尘的生产线。解决了大量工程问题,获多项国家专家,取得了良好的经济和社会效益。
锌冶炼另一技术进展是大极板新型电解槽的采用,较小板电解减少槽数达80%,厂房面积减半,实现了电解液深度净化、长周期电解、机械化剥锌,劳动生产率成倍提高。
中国锌冶炼总体而言,近十年集中度有明显提高、100kt/a以上的锌厂达25家。整体装备水平达到国外同类企业标准。多数工厂的制酸尾气加了脱硫装置,生产污水采用生物净化和膜处理等新技术,实现了100%循环利用。浸出渣大多送铅厂处理,不仅提高了资源综合利用水平,还减少了锌浸渣的堆存量,环境状况明显改善。
3 发展思路
3.1 继续提高企业集中度,进一步减少铅的污染点
由于环保因素,我国各级政府已花大力气关停了千多家小铅厂,但目前仍有400多家涉铅
中国铅锌冶炼技术进展与发展思路——蒋继穆 5 企业在运营,平均铅产能不足12kt/a 。含铅原料的运输、冶炼及废杂铅的再生过程,无论多么严格的环保措施,均有一定数量的含铅物料及铅蒸汽形成的微尘扩散于厂区周围大气之中,对周围土壤含铅构成不利影响,通过大气和农作物而影响周围人群的血铅含量。据称血铅含量高低影响人的智力指数,故美国已将人体血铅含量降至<10μg/l,这也是国外铅产量多年没有增长的主要原因。
为此建议,将我国涉铅企业控制在100家以内,将平均铅产能提高至50kt/a以上,达到大幅度减少涉铅污染点的目的。
3.2 开发低耗、环保、短流程的铅锌互补新工艺
基于铅锌资源多为共生矿,现在大都采用分选工艺,选出铅精矿采用火法冶炼生产铅,选出锌精矿多用湿法冶炼生产锌。由于铅锌难以通过选矿彻底分离,致使铅精矿中有锌,锌精矿中有铅。现在的处理工艺多数将铅冶炼含锌炉渣烟化挥发出ZnO尘送湿法炼锌厂处理。锌厂常规酸浸渣一般通过选矿产出银精矿或热酸浸出铅银渣交铅厂处理,形成铅锌厂互补实现综合利用。
随环保政策日益严格,湿法炼锌的浸出渣,不管是常规法、热酸浸出法、常压或氧压浸出法,也不管是硫化矿、氧化矿或二次含锌物料,所有浸出渣要求进行无害化处理否则随意堆存都会污染地下水源。尽管中国已成功开发了锌渣测吹挥发锌的装置,可实现锌渣无害化,但锌渣侧吹炉挥发锌、铅渣挥发锌、或回转窑挥发锌,吨锌能耗都超过1500kg标煤,且仅产出氧化锌中间物料。
ISP工艺的优点是一炉同时生产铅锌,致使选矿简化,去掉了铅锌分选工序,可降低精矿成本。ISP的缺点是烧结过程环保问题难以彻底解决,精矿的化学热不能有效利用,鼓风炉熔炼附加的热风炉、焦炭预热炉,烧结块保温仑等设施庞杂、投资偏高,还原需用价格较高的冶金焦等。
展望将底吹、ISP、电炉工艺的优点组合创新可形成如下铅锌冶炼新工艺:铅锌混合精矿—氧气底吹熔炼—侧吹还原脱铅—电热蒸锌—铅雨冷凝—粗锌精馏—精锌。
此工艺处理铅锌混合精矿,原料成本下降,底吹熔炼可充分利用精矿的化学热;侧吹还原可利用价格较低的煤;电热蒸锌可利用碎焦和无烟煤。底吹与侧吹还原烟气余热可产蒸汽发电。电热蒸锌还原剂接近理论耗量,冷凝收锌后所产高热值煤气供锌精馏炉用。蒸锌后炉渣为无害渣可作水泥配料、或进一步配料熔炼生产矿渣棉。可解决铅厂与锌厂相关渣料来回倒运。可望大幅度提高铅锌银等有价金属的回收率、大幅度降低单位产品能耗和成本,实现资源高度综合利用和清洁生产。
铅锌冶炼烟气制酸转化工艺流程 刘世聪 摘要:本文主要介绍了铅锌冶炼烟气制酸转化工序的工艺流程,并讨论了为实现两转两吸制酸的自热平衡,该制酸装置该采用怎样的技术和措施。 关键词:铅锌冶炼烟气;制酸;自然平衡;工艺流程; 1 引言 1.1 二氧化硫的性质及危害 二氧化硫是无色气体。有强烈刺激性气味。分子式SO2。分子量64.07。相对密度 2.264(0℃)。熔点-72.7℃。沸点-10℃。蒸气压338.32kPa(2538mmHg 21.11℃)。在水中溶解度8.5%(25℃)。易溶于甲醇和乙醇; 溶于硫酸、乙酸、氯仿和乙醚等。潮湿时,对金属有腐蚀作用。 二氧化硫是是大气中一种主要的气态污染物(形成酸雨的根源),燃烧煤或燃料、油类时均产生相当多的SO2。还有二氧化硫的空气不仅对人类(最大允许浓度5 mg/L)及动、植物有害,还会腐蚀建筑物,金属制品、损坏油漆颜料、织物和皮革等。目前如何将SO2对环境的危害减小到最低限度已引起人们的普遍关注[1]。 1.2 铅锌冶炼烟气产生和处理 铅锌冶炼烟气及其污染物的产生随冶炼过程和原材料种类不同而有很大差异。按其含硫与不含硫可分为两大类:一类为含硫烟气,除含有一般物质燃烧生成的正常组分外,主要含有二氧化硫和三氧化硫;另一类为不含硫烟气,主要含有二氧化碳、一氧化碳、氮气等。目前,在各铅锌冶金炉窑之后根据不同情况几乎全都采用不同的收尘方法,设置了收尘装置回收烟尘;同时,对含硫烟气也进行了不同程度的净化和利用。对于不含硫烟气,多采用借助外力作用的分离法,将气溶胶污染物从烟气中分离出来;而对于含硫烟气,除分离其中的气溶胶污染物外,烟气还应采取转化法制取硫酸,以回收其中的硫。我厂采用处理进口矿,而进口矿进口矿产地不一,化学成分复杂,粒度两极分化严重,进而会产生大量
编订:__________________ 审核:__________________ 单位:__________________ 钨冶炼现状及对策(正式) Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-6967-44 钨冶炼现状及对策(正式) 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1.1 我国钨资源现状 我国钨的储量历来称世界第一,是我国矿产品中为数不多的优势品种之一。据20xx年美国矿务局公布的世界钨储量情况,我国储量为8.2×105 t,占世界的41%;储量基础为1.20×106 t,占世界的37.5%。显而易见,我国的资源居世界第一。 20xx年已探明我国钨(WO3)储量1.449×106 t,基础储量2.925×106 t,分布于16个省区。其中基础储量在105 t以上的有福建、广东、河南、湖南、江西五省区,占全国的89.6%,而湖南、江西2省占了全国的66.5%。我国钨基础储量中,白钨为2.058×106 t,黑钨为8.49×105 t。我国主要消耗黑钨储量,生产工艺大部分适用于黑钨精矿原料。随着黑钨储量的减少,白钨矿才被广泛应用。
我国铅锌行业分析报告 一、概况描述 铅锌的应用十分广泛,是国民经济不可缺少的金属材料。铅主要用于制造合金,按其性能用途可以分:耐腐蚀合金、焊料合金和磨具合金。其主要用途集中在铅蓄电池,约占铅消费总量的70%以上。中国是世界上金属铅储量较为丰富的国家,同时中国也是全球最大的精铅生产国和消费国。锌是一种抗锈性强、压铸性好的金属,中间消费主要是镀锌钢材、压铸锌合金、黄铜和氧化锌等,其最终消费主要集中在建筑、通信、电力、农业、汽车和家电等行业,我国也是全球最重要的生产国和消费国。 铅锌矿按矿石中主要有用成分不同,可以分为:铅矿石、锌矿石、铅锌矿石、铅锌铜矿石、铅锌硫矿石、铅锌铜硫矿石、铅锡矿石、铅锑矿石、锌铜矿石等。铅锌矿石一般均需选矿富集为精矿使用,选矿方法也不同。一般硫化矿石多用浮选;氧化矿石用浮选或重选与浮选联合选矿,或硫化焙烧后浮选,或重选后用硫酸处理再浮选。对于含多金属的铅锌矿,常采用磁-浮、重-浮、重-磁-浮等联合选矿方法。 我国铅锌矿山资源的特点是大矿少、小矿多;富矿少、贫矿多;易采易选矿少、难采难选矿多;绝大部分探明矿点已经得到开发利用,未被开发利用的储量大多集中在建设条件和资源条件不好的矿区,后备资源缺乏。国内铅锌业矿山目前仍以小企业为主,从2007年的情况来看,铅精矿产量在1万吨以上的公司有20家,总产量占全国产量的42%,其中3万吨以上的只有6家,占全国产量的13%;锌精矿产量在3万吨以上的公司有13家,总产量占全国产量的25.3%。 为了不断满足铅锌冶炼能力的提高,我国铅锌原料的进口也迅速增加。目前,铅锌原料进口长期合同少,进口成本高,大型企业的生存环境日益恶化。铅锌精矿的进口80%以上为现货市场采购,而现货市场被国外贸易机构把持,我国企业进口精矿加工费被不断压低,虽然中国已成为世界重要的铅锌精矿进口国,但在市场价格方面没有影响力,得不到与西方冶炼厂同等的待遇。
附件: 铅锌行业规范条件(2015) 为加快铅锌行业结构调整,建立统一开放、竞争有序的市场体系,规范企业生产经营秩序,促进行业持续健康协调发展,依据相关法律法规、规划和产业政策,制定本规范条件。本规范条件中铅锌冶炼企业是指除单独利用废旧铅蓄电池等含铅废料生产再生铅项目外的冶炼企业。 一、企业布局和生产规模 (一)企业布局 新建及改造的铅锌矿山、冶炼项目必须符合国家产业政策、本地区土地利用总体规划、矿产资源规划、主体功能区规划、重金属污染防治规划和行业发展规划等要求。新建铅锌冶炼项目应布局于依法设立、功能定位相符并经规划环评的产业园区内。建设铅锌项目时,应根据环境影响评价结论,确定厂址及其与周围人群和敏感区域的距离。严禁在风景名胜区、自然保护区、饮用水水源保护区、非工业规划建设区、大气污染防治重点区域和其他需要特别保护的区域内新建铅锌项目。 (二)生产规模 开采铅锌矿资源,须依法取得采矿许可证和安全生产许可证,遵守矿产资源、安全生产法律法规、矿产资源规划及
相关政策。采矿权人应按照批准的矿产资源开发利用方案和绿色矿山建设标准、采矿初步设计和安全专篇进行矿山建设和开发,严禁无证开采、乱采滥挖和破坏浪费资源。新建小型铅锌矿山规模不得低于单体矿10万吨/年(300吨/日),服务年限应在10年以上,中型矿山单体矿规模应大于30万吨/年(1000吨/日)。采用浮选工艺的矿山企业其矿石处理能力应不小于矿山开采能力。 对于单独处理锌氧化矿或者含锌二次资源的项目,新建及改造项目,火法处理工序规模需达到1.5万吨金属锌/年及以上,湿法单系列规模须达到5万吨金属锌/年及以上;现有企业火法处理工序须达到1万吨金属锌/年及以上,湿法单系列规模须达到3万吨金属锌/年及以上。单独处理冶炼渣回收稀贵金属的项目,单系列废渣处理规模须达到5万吨/年及以上,单系列铅铋合金电解生产线规模须达到2万吨/年及以上。 二、质量、工艺和装备 (一)质量 铅锌采选、冶炼企业须建有完备的产品质量管理体系,铅锌精矿必须符合《重金属精矿产品中有害元素的限量规范》(GB20424-2006),铅锭必须符合国家标准(GB/T469-2013),锌锭必须符合国家标准(GB/T470-2008),其他产品质量须符合国家或行业标准。
炼油工艺技术总结 中华二建集团有限公司王贵良 一、中国炼油工业技术的新发展 据美国《油气杂志》世界炼油特别报告统计,2005年我国原油加工能力达 3.1亿吨,超过俄罗斯和日本,成为仅次于美国的世界炼油大国,位于世界第 二。但是,中国石油产品质量还相对较低,技术相对落后。因此,汽车排气污染较重。中国预测到2010年自产原油达到和超过2.8亿吨,但远不能满足国内的需求,现在每年需要大量进口原油(从战略角度考虑),进口原油80%来自沙特、伊朗、伊拉克、阿联酋和科威科等国家,这些中东国家原油大多含硫比较 高(约95%以上,含硫原油来自上述国家),加工成本相对较高。 以2004年为例,可以进行比较看出: 中石化全年加工原油13295万吨,其中汽油2358万吨,柴油5089万吨,煤油636万吨。 中石油全年加工原油11077.5万吨,其中汽油2386.6万吨,柴油4363.4 万吨,煤油306万吨。 中石化每吨原油提炼汽油0.177吨,柴油0.383吨,成品油率60.8%。 中石油每吨原油提炼汽油0.215吨,柴油0.394吨,成品油率63.7%。 国际水平,每吨原油提炼汽油0.29吨,柴油0.49吨,成品油率80%以上. 上述数据不难看出,在炼油工艺存在巨大差距,仅从收率上看20%^上的巨大差距。 从质量上看,我国汽柴油质量正面临着世界清洁燃料标准的严峻挑战。目前,国家规划实施严格燃料规范,欧U标准已在2005年7月1日执行。2010 年在全国施行欧U标准,奥运北京率先施行欧W标准,环境大为改观。要解决上述两个问题,就必须走炼油高新技术之路。 (一)走深加工(渣油催化技术)技术 渣油催化裂化中国目前加工能力约9300万吨,其中包括1800万吨常压渣油(AR,1300万吨减压渣油,渣油的催化裂化(RFCC已成为重油转化的重要装置,但产品质量和技术受到环境保护的严重挑战,必须开发FC 即将
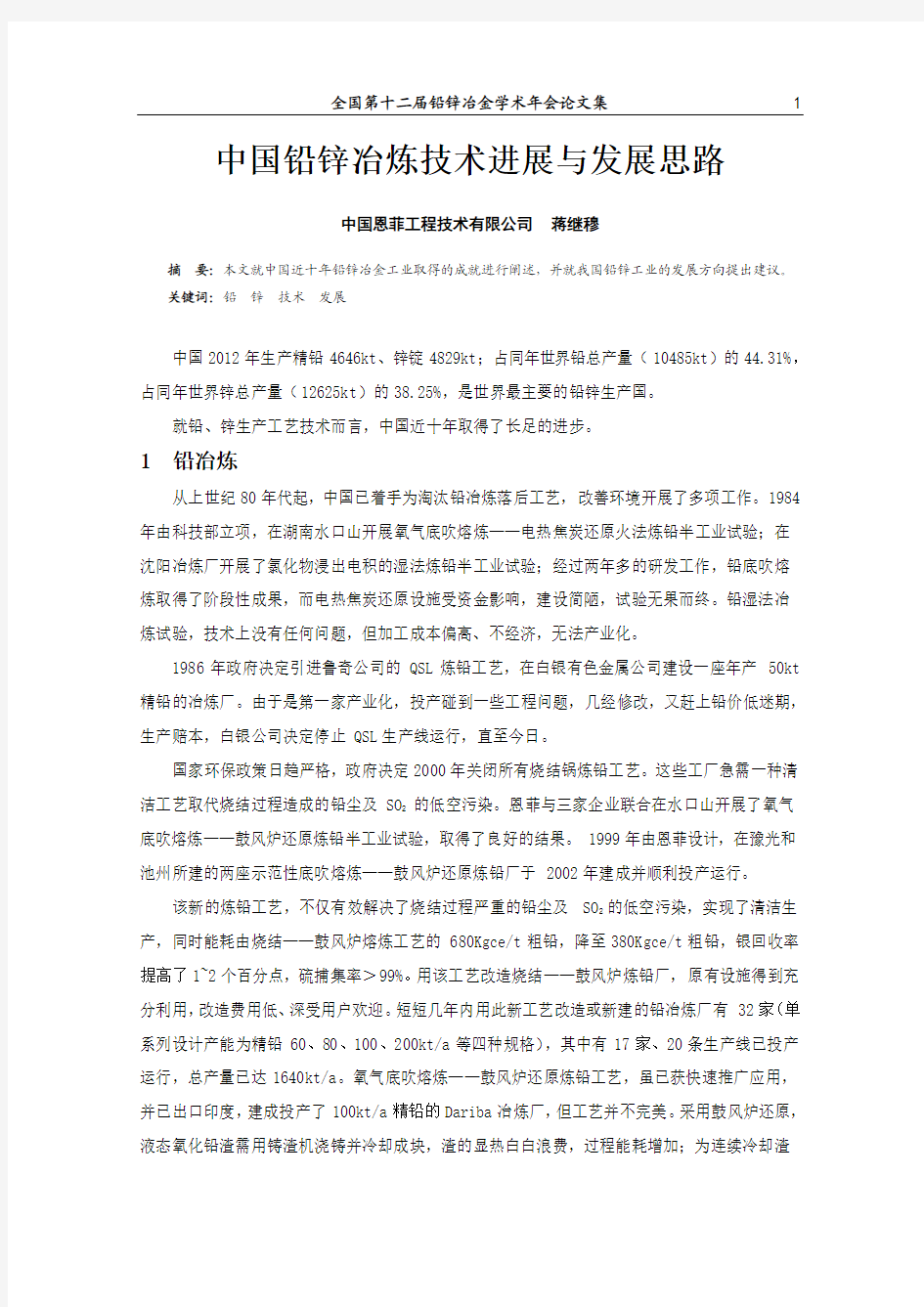
铅冶炼工艺流程选择 氧气底吹熔炼—鼓风炉还原法和浸没式顶吹(ISA或Ausmelt)熔炼—鼓风炉还原法在工艺上都是将冶炼的氧化和还原过程分开,在不同的反应器上完成,即在熔炼炉内主要完成氧化反应以脱除硫,同时产出一部分粗铅和高铅渣。高铅渣均是通过铸渣机铸成块状再送入鼓风炉进行还原熔炼,产出的粗铅送往精炼车间电解,产出的炉渣流至电热前床贮存保温,前床的熔渣流入渣包或通过溜槽进入烟化炉提锌。随着我国对节能减排和清洁生产政策的不断贯彻落实,上述工艺的弊端也显现出来,鼓风炉还原高铅渣块,液态高铅渣的潜热得不到利用,还要消耗大量的焦炭,随着焦炭价格的提升,炼铅成本居高不下。电热前床消耗大量的电能和石墨材料,也增加了冶炼成本,同时需要占用大量的土地和投资。 为了适应环保、低炭、节能降耗的需求,新的技术不断出现,目前在河南省济源豫光金铅,金利公司、万洋集团各自采用的液态高铅渣直接还原的三种炉型代表了我国铅冶炼发展的最高水平。 一、豫光金铅底吹还原工艺: 取消鼓风炉,不用冶金焦,实现液态渣直接还原,与原有富氧底吹炉氧化段一起,形成完整的液态渣直接还原工业化生产系统。具体技术方案为:铅精矿、石灰石、石英砂等进行配料混合后,送入氧气底吹炉熔炼,产出粗铅、液态渣和含尘烟气。液态高铅渣直接进入卧式还原炉内,底部喷枪送入天然气和氧气,上部设加料口,加煤粒和石子,采用间断进放渣作业方式。天然气和煤粒部分氧化燃烧放热,维持还原反应所需温度,气体搅拌传质下,实现高铅渣的还原。工艺流程如图1。
图1 豫光炼铅法的工艺流程图 生产实践效果 8万t/a熔池熔炼直接炼铅环保治理工程主要包括以豫光炼铅法为主的粗铅熔炼系统、大极板电解精炼系统和余热蒸汽回收利用系统等。项目09年2月正式开工,09年8月进行设备安装,2010年元月开始空车调试,3月28日熔炼系统氧化炉点火烘炉。目前氧化炉、还原炉、烟化炉、硫酸及制氧系统均正常生产,经几个月的生产检验,各项环保指标优于国标,技经指标达设计水平。 豫光炼铅新技术的主要特点 (1)流程短:工艺省去了铸渣工序,淘汰了鼓风炉,减少了二次污染和烟尘率(国际同类技术的烟尘率一般在15%左右,而豫光炼铅法的烟尘率仅为7~8%)。 (2)自动化水平高:工艺可在氧化、还原等关键工序中设置3000多个数据控制点,实现全系统的DCS集中自动控制,用工大幅减少,系统生产更安全稳定性。 (3)低能耗:该工艺不仅利用了渣和铅的潜热,熔池熔炼时传热传质效率高,能耗大大降低。粗铅能耗比氧气底吹-鼓风炉炼铅低25%左右,比传统工艺低约50%。 (4)低排放:采用天然气、煤粒替代焦炭,达到清洁生产的目标,SO2排放浓度和远低于国家标准,仅为氧气底吹-鼓风炉炼铅中鼓风炉排放量的10%,同时CO2排放量仅为氧气底吹-鼓风炉炼铅工艺的22%。 (5)清洁化生产:密闭性好的熔炼设备缩短了工艺流程,减少了无组织排放量,实现了铅清洁化生产。终渣含铅指标比国际同类工艺低2%左右,资源利用率提高。
企业logo 中国移动通信集团介绍 中国移动通信集团公司(简称“中国移动”)于2000年4月20日成立,注册资本518亿元人民币,资产规模超过8,000亿元人民币,拥有全球第一的网络和客户规模,是2010年上海世博会全球合作伙伴。 中国移动全资拥有中国移动(香港)集团有限公司,由其控股的中国移动有限公司(简称“上市公司”)在国内31个省(自治区、直辖市)和香港特别行政区设立全资子公司,并在香港和纽约上市。目前,中国移动有限公司是全球市值最大的电信公司。 中国移动主要经营移动话音、数据、IP电话和多媒体业务,并具有计算机互联网国际联网单位经营权和国际出入口局业务经营权。除提供基本话音业务外,还提供传真、数据、IP电话等多种增值业务,拥有“全球通”、“神州行”、“动感地带”等著名客户品牌。 中国移动秉承“正德厚生,臻于至善”的企业核心价值观,以“做世界一流企业,实现从优秀到卓越的新跨越”战略为指引,以科学发展观为指导,努力实现企业经营与社会责任的高度统一,致力于实现企业在经济、社会与环境方面的全面、协调、可持续发展,为相关方不断创造丰富价值,实现和谐发展。 目前,中国移动的基站总数超过50万个,客户总数超过5亿户。中国移动连续六年在国资委考核中获得最高级别——A级,并获国资委授予的“业绩优秀企业”称号。连续10年被美国《财富》杂志评为世界500强,最新排名77位,品牌价值不断上升,连续四年进入《金融时报》全球最强势品牌排名。上市公司连续二年入选道琼斯可持续发展指数,是中国内地唯一入选的企业。 中国移动是联合国全球契约(Global Compact)正式成员,认可并努力遵守全球契约十项原则,并加入该组织倡导的“关注气候变化”(Caring For Climate)行动。目前,中国移动已成为气候(Climate Group)成员,努力在应对气候变化中发挥积极作用。中国移动积极投身社会公益事业,获评“最具公益心的中国企业”等称号。 公司简介 中国移动通信集团上海有限公司是中国移动(香港)有限公司下属全资子公司,主要经营上海地区的移动电话(网号134-139,150,157-159,188)、IP电话、互联网接入业务及相关的信息服务、技术开发、技术服务等业务。 目前,上海公司客户规模达到1375万户,全年通话时长、净增话务量市场份额、运营收入等指标均在大都市成熟市场上保持良好发展态势,为企业的全业务运营奠定了坚实的基础。
钨的冶炼工艺 钨精矿分解法:火法和湿法。 ①火法分解常用碳酸钠烧结法。该方法是将黑钨精矿和碳酸钠一起放置在回转窑内于800~900℃下烧结。处理白钨精矿时还需加入石英砂,目的是获得溶解度小的原硅酸钙,烧结温度约为1000℃。经约两小时的烧结,精矿分解率可达98~99.5%。烧结料在80~90℃下用水浸出,过滤后得钨酸钠溶液和不溶残渣。 ②湿法分为碱分解法和酸分解法。分解黑钨精矿时,用氢氧化钠溶液在110~130 ℃或更高的温度下浸出。白钨精矿则用碳酸钠溶液在高压釜内于200~230 ℃浸出,或用盐酸于90 ℃分解,得固态粗钨酸。湿法处理钨精矿的分解率可达到98~99%。 钨化合物提纯 钨酸钠溶液所含硅、磷和砷等杂质在溶液中分别呈硅酸钠、磷酸氢钠和砷酸氢钠状态。煮沸溶液并用稀盐酸中和,当溶液pH为8~9时,硅酸钠水解成硅酸凝聚沉淀,加入氯化镁和氯化铵溶液,使磷、砷生成溶解度很小的磷酸铵镁和砷酸铵镁沉淀除去。 加硫化钠到钨酸钠溶液中,钼先于钨形成硫代钼酸钠,用盐酸中和,使溶液pH 为2.5~3.0时,钼成难溶的三硫化钼沉淀除去。在净化后的钨酸钠溶液中加入氯化钙溶液,得钨酸钙(CaWO)沉淀,用盐酸分解钨酸钙沉淀得工业钨酸,钨酸于700~800 ℃下煅烧,得到工业纯三氧化钨。 如果制取化学纯三氧化钨可将工业钨酸溶解于氨水中,得到钨酸铵溶液,硅等杂质留于渣中。溶液经蒸发结晶处理,得到片状的仲钨酸铵[5(NH) O 12WO 5H O]晶体。由于仲钼酸铵的溶解度大于仲钨酸铵,结晶后,仲钨酸铵晶体的含钼量降低。仲钨
酸铵干燥后,于500~800 ℃下煅烧,即得化学纯三氧化钨。70年代采用叔胺(R N)法或法使钨酸钠溶液转换成钨酸铵溶液,简化了工艺流程,提高了钨的回收率。
锌冶炼行业分析
摘要 锌是全球用量第四的有色金属,是国民经济建设的重要原材料之一,具有无法替代性。其用途广泛,主要应用于钢铁行业、电气工业、机械工业、军事工业、冶金工业、化学工业、轻工业和医药业等领域。锌行业的快速发展与国家经济的高速发展密不可分。我国锌产量在1992年超过加拿大成为世界第一锌生产大国,2000年锌的消费量超过美国成为世界第一锌消费国; 在原生矿床上,锌与铅共生关系极为密切。铅锌是我国优势矿产资源,我国拥有铅锌储量3300万吨,占世界储量18.3%;储量基础9200万吨,占世界储量基础19.2%,仅次于澳大利亚。我国铅锌资源主要分布在内蒙古、云南、湖南、广东和甘肃,该5省储量占全国总量的72%。我国的铅锌采选冶炼和加工配套生产工厂基本围绕这5省,全国有90%的锌产量都来自于这5大矿区。我国铅锌矿虽然储量丰富,但后备资源缺乏,可供规划利用的资源储量不多。其分布呈大矿少、小矿多,大型锌矿占全部锌矿的4.5%;富矿少、贫矿多,高于4%的探明锌储量只占全部探明储量的35%左右;单矿储量、基础储量平均保证年限不高,铅储量不足4年,锌为5年;铅基础储量5.6年,锌7.4年。 随着我国现代化步伐加快,我国锌消费从1995年68.5万吨猛增到2005年的292.57万吨,十年增长四倍多。巨大的需求增长导致了锌冶炼行业的高速发展,我国锌冶炼行业的固定资产投资呈现每年20%左右的增速,远远超过锌采选行业的增速。(此不平衡也与我国铅锌矿资源特点有关)不平衡的投资比例加上2007年开始的全球经济下滑使得目前我国锌冶炼行业渡过了高速发展期,步入了过渡期。该阶段主要体现为行业结构调整、落后产能、工艺淘汰、行业个体规模扩大等情况。 铅锌行业是我国第二产业中的主要支柱之一,已逐步形成了由国家发改委指导,工业与信息化部、国土资源部、商务部、环保总局、工商总局、质检总局、海关总署等部门主管的行业管理体制,行业整体受国家政策影响明显。2005到2011年,我国围绕着铅锌行业出台了各种政策法规文件达50多份,针对行业集中度低下、产业结构失衡、矿石自给率低等结症,根据发展目标,在行业准入条件、税率、环保标准、能耗、投资、进出口、土地利用
中国20大炼油化工厂实力大比拼有图有真相! “大炼油、大乙烯、大芳烃、大码头、大仓储” 38万吨/年、PTA 34万吨/年、聚酯20万吨/年;原油储存能力27万立方米,拥有与主要生产装置相配套的装机容量40万千瓦、供水10万吨/日等公用工程系统。主要产品有清洁汽油、煤油、轻柴油、液化气、石油焦、乙烯、丙烯、聚乙烯、聚丙烯、环氧乙烷、乙二醇、对二甲苯、精对苯二甲酸、石油苯、聚酯、涤纶短纤等石油炼制、化工、化纤三大类产品,具有较好的市场知名度,其中涤纶短纤维、3#喷气燃料为国优产品;“天仙牌”涤纶短纤维、“津港牌”轻柴油、“津港牌”车用汽油、“津港牌”3#喷气燃料、“大港”牌工业用纯苯被评为“天津市名牌产品”“一五”期间156项重点工程之一。经过50余年的成长,茂名石化已经发展成为原油年加工能力达到1350万吨的大型炼化企业。茂名石化旗下产品种类多、质量高,并计划在“十二五”“十五”期间炼油炼化的改造,金陵石化原油综合加工能力达1350万吨,已成为现代化程度较高的国家特大型石油炼化企业。金陵石化主要从事石油炼制及石化产品的加工生产和销售,拥有炼油、水煤浆、热电、烷基苯等40余套大型生产装置,原油加工手段齐全,生产技术力量雄厚,是中国石化旗下的千万吨级原油加工基地之一,也是目前亚洲最大的洗涤剂原料生产基地和国内重要的苯酐生产基地。金陵石化拥有“红叶”、“加佳”、“枫叶”“十二五”“一五”期间的156项重点工程项目。自1958年投产以来,实现利税200多亿元,历来以出产品、出技术、出经验、出人才、出效益而着称,分别被誉为新中国炼油工业和石化工
业的“摇篮”。兰州石化公司集炼油、化工和化肥生产为一体,是中国西部地区最大的石化企业。公司拥有原油一次加工能力1050万吨/年和70万吨/年乙烯生产能力。并具备相配套的二次加工能力,能生产汽油、柴油、煤油、润滑油、催化剂、合成橡胶等400余种石化产品,是我国“摇篮”,是集“油化纤塑洗蜡”“独一无二”、“数一数二”“百项重大经典工程”“十一五”期间石化产业发展的标志性项目,2006年5月开工建设,2008年6月建成投产。青岛炼化采用中国石化自有知识产权的领先工艺技术,拥有17套工艺生产装置和相应的公用工程、辅助设施,占地面积265公顷,具有规模经济、技术先进、环保领先、效益显着等鲜明特征。青岛炼化可年加工进口原油1000万吨,生产汽煤柴成品油700多万吨,成品油质量全部达到欧Ⅲ标准,部分达到欧Ⅳ“十一五”发展规划中的重要项目,是中国石油贯彻落实国家西部大开发战略的重要举措,是中国石油调整炼油化工业务布局的重要战略性工程。广西石化用33个月建成并投产一座千万吨炼厂;联合开工管理团队模式(ICMT),有效融合开工队、开工专家、保镖、保运、供货商技术服务人员等各方面的力量,发挥中国石油的整体优势,解决了新建炼厂首次开工人力资源不足问题,实现一次开厂成功。广西石化年加工能力1000万吨,总加工方案采用全加氢型工艺流程,加工的原油全部从海外进口。主要产品有柴汽油、航煤、聚丙烯、硫磺等,油品质量全部达到欧Ⅲ标准,部分达到欧ⅣⅢ标准,部分达到欧Ⅳ标准,产品主要销往海南省、华南、西南及香港、澳门等地区,并直接辐射东南亚市场。公司从2006年9月开始,汽油、柴油、航空煤油、车用液化气、硫磺、MTBE等产品出口销往东南亚、香港、
1 锌的冶炼方法 1.1 火法冶锌 火法冶锌是基于铅锌的沸点不同,使其还原后分离的方法,其工序为:精矿焙烧,烧结矿、熔剂、焦炭在密闭鼓风炉中还原焙烧成金属。 火法冶锌又可分为:竖罐炉法,鼓风炉法,电炉法及其它土法冶锌。 1.2 电炉法 电炉法是利用电能直接在电炉内加热炉料,经还原熔炼连续蒸发出锌蒸气,然后冷凝得粗锌,再精炼得精制锌,或将锌蒸气骤冷得超细锌粉。该法可以处理焙砂、氧化矿、煅烧的菱锌矿,也可以在炉料中配入适量锌浮渣。电炉法产锌约占3%。 该方法工序简单,投资省,建设周期短,热利用率高,环保条件也可以。但该方法生产规模小,单台电炉产量为1000~2500t/a,吨锌电耗4000~5000kW·h,只在电源丰富的地方采用,近年来,各地建立了一批电炉冶锌厂,规模在年产2000t以下。 1.3 火法炼锌是基于氧化锌在高温条件下能被炭质还原剂还原,使锌挥发出来,而与原料中其他组分分离,其还原反应为: ZnO+CO=Zn (气)+CO 2 挥发出来的锌蒸气,经冷凝成为液体金属锌。火法炼锌的原则流程如图所示。 50年代出现的密闭鼓风炉炼锌,使火法炼锌获得了新的发展。其优点是能处理铅、锌复含精矿及含锌氧化物料,在同座鼓风炉中可生产出铅、锌两种不同金属。但目前只占锌产量的左右。
1、4 锌冶炼性质的特殊性表现为:沸点低,在火法冶炼温度下难以液态产出;氧化物稳定性高,一方面是还原挥发难度较大,冷凝中易重新氧化;另一方面决定了难以从硫化物直接氧化得到金属;负电性大,电积过程对净化要求高。对锌冶炼方法可能发展的方面简要介绍如下: (1)以液态产出锌的还原熔炼法,需采用高压火法设备,在可以预见的未来,不会成功。(2)硫化物直接氧化产出锌,实现的可能性很低。 (3)硫化物直接还原,日本东京大学开展了在氧化钙存在条件下,用碳直接还原挥发锌的研究,但目前只进行了实验室试验。此外,大量含硫化钙的罐渣如何处理尚需研究。(4)喷吹炼锌法:该工艺是将焦粉、氧气、锌焙砂喷入熔体渣中,使锌还原挥发,再用铅雨冷凝。该方法显然是试图借鉴三菱炼铜法的技术,开发出节能、过程强化的炼锌法。该法在理论分析的基础上,进行了实验室试验,于1983-1984年间进行了日产1t锌的工业试验,但因锌回收率低而停止。主要原因可能在于挥发率不够高,以及大量粉尘的炉气中锌冷凝效率低等。 (5)沃纳炼锌法:英国伯明翰大学采用金属铜置换硫化锌使锌挥发,所得冰铜在另一炉中进一步吹炼后返回利用。此法未经工业试验证实。 (6)湿法炼锌技术已趋完善,目前在改变电化体系,降低阳极电位方面有一些研究,如通氢气、加入甲醇等。但由于经济方面原因,目前还看不到应用前景。浸出渣的处理仍是今后研究的热点。 总而言之,在将来相当长一段时间内,锌冶炼工艺的开发还很难取得较大的进展,锌冶炼技术的发展还将集中在现有技术的完善方面,特别是湿法冶炼将会朝着设备大型化、作业连续化、操作机械化和控制自动化的方向不断发展。 ·
编号:SM-ZD-55777 钨冶炼现状及对策 Organize enterprise safety management planning, guidance, inspection and decision-making, ensure the safety status, and unify the overall plan objectives 编制:____________________ 审核:____________________ 时间:____________________ 本文档下载后可任意修改
钨冶炼现状及对策 简介:该安全管理资料适用于安全管理工作中组织实施企业安全管理规划、指导、检查和决策等事项,保证生产中的人、物、环境因素处于最佳安全状态,从而使整体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅读内容。 1.1 我国钨资源现状 我国钨的储量历来称世界第一,是我国矿产品中为数不多的优势品种之一。据20xx年美国矿务局公布的世界钨储量情况,我国储量为8.2×105 t,占世界的41%;储量基础为1.20×106 t,占世界的37.5%。显而易见,我国的资源居世界第一。 20xx年已探明我国钨(WO3)储量1.449×106 t,基础储量2.925×106 t,分布于16个省区。其中基础储量在105 t以上的有福建、广东、河南、湖南、江西五省区,占全国的89.6%,而湖南、江西2省占了全国的66.5%。我国钨基础储量中,白钨为2.058×106 t,黑钨为8.49×105 t。我国主要消耗黑钨储量,生产工艺大部分适用于黑钨精矿原料。随着黑钨储量的减少,白钨矿才被广泛应用。 1.2 我国钨矿生产现状 经过最近几年的清理整顿,我国目前拥有钨矿山企业
我国铅锌冶炼行业发展 状况与政策分析精编 Document number:WTT-LKK-GBB-08921-EIGG-22986
我国铅锌冶炼行业发展状况与政策分析 2011-08-31
10多年来,我国铅锌工业生产发展较快,经济效益明显回升。“十一五”期间,在稳步推进淘汰落后产能、促进节能减排的同时,我国铅锌冶炼行业也在积极有序地进行兼并重组及境外资源的开发。不过,我国铅锌冶炼行业在发展的过程中也存在一些问题,如结构性矛盾突出、资源保障程度低、缺乏产品价格话语权等情况。因此,亟需加大行业改革力度,实现我国铅锌冶炼行业的可持续发展。 背景资料 ◆我国铅锌矿基本情况 铅锌是我国优势矿产矿资源。我国铅矿查明资源储量万吨;锌矿查明资源储量万吨,储量及基础储量仅次于澳大利亚、美国,居世界第三位。我国铅锌矿资源表现为以下特点:第一,大矿少、小矿多,大型铅矿仅占全部矿床的%,大型锌矿占全部锌矿的%。第二,富矿少、贫矿多,高于3%的探明铅储量只占全部探明储量的30%左右,锌矿床品位略高,但仍有35%以上的锌矿品位小于4%。第三,铅锌储量、基础储量保证年限不高,铅储量不足4年,锌为5年;铅基础储量年,锌年,虽然储量丰富,但后备资源缺乏,可供规划利用的资源储量不多。第四,国内铅锌
业矿山以小企业为主。第五,随着国内铅锌冶炼产能的扩张,国内铅锌原料的进口也在迅速增加。 从储量分布来看,内蒙古、云南、湖南、广东和甘肃是我国主要铅锌资源分布地,其储量都超过100万吨,这5省的储量占全国总量的72%。 ◆我国铅锌冶炼行业的基本情况 我国以独立的铅生产企业和锌生产企业为主,铅锌综合企业占少数;铅锌深加工产品少,国内企业产品差异性小,品牌效应不明显;国内铅锌价格透明,贸易商和物流公司作用大,有一定的投机机会;是有色金属行业集中度最低的,依靠国内消费市场和低环保成本有一定的行业竞争力。 据中国有色金属工业协会统计,2009年我国规模以上的铅锌企业1374家,其中采选企业754家,冶炼企业620家。全年铅锌行业总资产亿元,占有色金属行业总资产的%,其中采选业752亿元,冶炼业817亿元;主营业务收入2241亿元,其中采选业771亿元,冶炼业1470亿元;实现利税总额亿元,其中利润亿元,采选业实现利润84亿元,冶炼业利润亿元。
钨冶炼现状及对策集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
钨冶炼现状及对策1.1我国钨资源现状 我国钨的储量历来称世界第一,是我国矿产品中为数不多的优势品种之一。据2001年美国矿务局公布的世界钨储量情况,我国储量为 8.2×105t,占世界的41%;储量基础为1.20×106t,占世界的 37.5%。显而易见,我国的资源居世界第一。 2002年已探明我国钨(WO3)储量1.449×106t,基础储量2.925×106t,分布于16个省区。其中基础储量在105t以上的有福建、广东、河南、湖南、江西五省区,占全国的89.6%,而湖南、江西2省占了全国的66.5%。我国钨基础储量中,白钨为2.058×106t,黑钨为 8.49×105t。我国主要消耗黑钨储量,生产工艺大部分适用于黑钨精矿原料。随着黑钨储量的减少,白钨矿才被广泛应用。 1.2我国钨矿生产现状 经过最近几年的清理整顿,我国目前拥有钨矿山企业123家,分布在赣、湘、粤、桂、滇以及闽、浙、蒙、青、皖10个省(区)。其中原属中央现已下放地方管理的统配矿山21家,其余均为原地方矿山。102家地方矿山中,除内蒙东乌珠穆沁旗钨矿、江西分宜大岗山钨矿等少数几个
县(旗)属国有钨矿外,其余均通过承包、租赁、拍卖等各种不同形式转为私营或以个体资本为主的股份制企业。2002年我国钨精矿产量高达6.7926×104t,已经超过高产的1990年、1991年的产量数。 我国从20世纪80年代中期开始,钨精矿产量一直居高不下,1998年之后的连续5年供应量超过6×104t,2001年超过8×104t。中国的钨供应量占世界需求量的80%以上,有的年份甚至超过90%。这和我国占世界储量41%的比例显然不符。我国目前钨精矿生产总量还是严重失控,乱采滥挖的现象还相当严重。 我国钨精矿产量过大,不但大量消耗了我国宝贵的钨资源,而且还给我国钨品出口贸易造成巨大的损失。我国政府应对钨矿资源的保护有一个充分、全面的认识,保持钨矿山的可持续发展。 1.3我国钨品生产情况 我国最早的钨冶炼加工企业是1947年在大连炼钢厂组建的硬质合金车间,1958年株洲硬质合金厂建成,标志着我国钨冶炼加工业的规模生产开始。1966年-1976年10年间是我国钨冶炼加工的发展时期,自贡、旅顺、沈阳、上海、南昌、广州、株洲、赣州、龙岩、韶关、东台(江苏)、廊坊、南宁等地相继新建成一批钨冶炼和加工厂。1976年WO3生产能力超过了9100t,同时,中小硬质合金厂已发展到100余家。1977年-
我国铅锌冶炼现状与技术发展方向 1、铅冶炼现状 在过去的十年里,我国的铅冶炼行业发展迅速。2005年全国生产精铅237.8万吨,较1996年的70.62万吨,增加了167.18万吨。同期世界铅的年产量,由1996年的578.5万吨至2005年达746.88万吨,仅增加了168.38万吨,可见在此期间世界铅产量的增长99%以上是由我国完成的。我国铅产量近10年间年均递增14.9%,增长速度为世界之最。 根据资料统计,目前全国建成铅冶炼厂400多家,其中2005年精铅产量在10万吨以上的冶炼厂有3家,年产5~10万吨的8家,3万t/a以上的18家,其总产量约为133万吨,占全国精铅总产量的56%。见表1。 我国传统的铅冶炼工艺所产铅量占总产量的85%,除株洲冶炼厂、河南豫光、金利、豫北、万洋、焦作东方、内蒙林东等冶炼厂采用烧结机外,其余均采用烧结锅或烧结盘进行烧结。 采用烧结-鼓风炉炼铅锌的ISP工艺,在国内有4家,五条生产线在生产,其中韶关冶炼厂两条、白银、葫芦岛锌厂、青海煌中县各有一条。 烧结机-鼓风炉炼铅工艺应用比较成熟,但低浓度二氧化硫烟气回收难度较大,株洲冶炼厂引进托普索制酸技术,河南豫光金铅集团、豫北金属冶炼厂和济源万洋冶炼集团等均采用非稳定态制酸技术。但受工艺条件和设备的限无组织排放和铅尘污染仍未得到有效控制。至于尚在生产的烧结锅-鼓制,SO 2 风炉炼铅工艺(国家2000年起明令禁止生产) SO 及铅尘污染尤为严重。 2 表1 2005年我国年产精铅3万t以上企业名录
近几年,随着国家对环保要求日趋严格,新的炼铅方法在我国逐步得到推广应用,如云南曲靖引进的艾萨法(ISA)、西北矿业公司引进的卡尔多(Kaldo)法等炼铅工艺都已投产。 特别是我国自主开发的氧气底吹-鼓风炉还原炼铅新工艺推广速度很快,除河南豫光 金铅集团、安徽池州、湖南水口山等4套装置已成功投产外,河南灵宝凌冶股份有限公司已于今年8月份点火烤炉,云南祥云飞龙实业有限公司已于9月20日投产。 目前采用该工艺新建或改造原有铅系统,已进入施工图设计阶段的有赤峰兴业、白音诺尔铅锌矿、济源金利等三家。进行可研设计的有郴州、戈阳、贵溪、沙甸等4家。 氧气底吹-鼓风炉还原炼铅工艺(SKS)是我国经过近20年的试验研究获得成功的熔池熔炼技术,具有投资省、环保好、硫及伴生金属回收率高,适宜处理高砷物料,对于现有铅厂改造,具有很强的竞争力,是国家重点推广的环保
《中国经济周刊》研究部根据权威机构最新公布的各大炼油企业原油加工能力等相关数据,研究并排定了2010年中国十大炼油企业,榜单依次为:大连石化、镇海石化、天津石化、上海石化、茂名石化、金陵石化、广州石化、福建石化、惠州石化、高桥石化。其中,中石化独占8席,中石油、中海油各占1席;整体炼油能力为全国的三成。 No.1 大连石化(隶属中国石油) 2010年炼油能力2050万吨 2004年,大连石化原油加工首次突破千万吨大关,是中国石油天然气集团公司首个千万吨级炼油厂。2010年,大连石化炼油能力达到2050万吨,位居全国第一,相比2005年的1050万吨增长近一倍。 大连石化处于辽宁省大连市,海陆运输方便,是中国重要的原油加工及转运基地。目前,该公司正在加强管理,升级炼化生产装置,致力于建设具有国际竞争力的标志型炼化企业。 No.2 镇海石化(隶属中国石化) 2010年炼油能力2000万吨 镇海炼化成立于1975年,整体实力一直处于中国炼化行业的领先地位,是中国大陆首家进入世界级大炼厂行列的炼油企业,多年保持2000万吨以上的炼油能力。 近年来,镇海炼化为地方经济社会发展及相关产业的发展作出了巨大贡献,带动了周边金融、商贸、物流等产业的集聚和辐射,为地方环保事业也作出了很大的贡献。 No.3 天津石化(隶属中国石化) 2010年炼油能力1550万吨 2010年,天津石化原油年加工能力1550万吨,相比2005年的550万吨提高了近两倍。天津石化位于天津市滨海新区,东临渤海油田,南靠大港油田,并与天津市区和塘沽新港有铁路、公路相通,与大港油田和天津港南疆石化码头有输油管线相连,地理位置优越,海陆运输方便。
上海移动通信有限责任公司组织架构图 企业使命 成为一家创新和领先的、为客户、股东、员工和社会持续创造最优价值且最值得信赖的信息通信服wus务商。 企业核心价值观 客户优先珍视员工追求卓越精诚合作求知若渴奉献社会 企业目标 通过持续改进和创新,提供高品质的服务和业务,成为上海地区最具品牌优势及市场竞争力的信息通信服务商。 企业精神 我们倡导: 客户满意是一切工作的出发点 以客户为中心设计工作流程 不断提高产品和服务质量 不断提高素质和技能 我们反对: 条块分割,资源独享 缺乏计划,被动应付 因循守旧,不思进取 过度保障,人浮于事 企业素质 求实进取客户导向关注质量忠诚敬业团队合作 对员工的承诺 上海移动将成为人们的首选择业对象之一;身为上海移动人是一种职业荣誉。 上海移动将通过内部培养和海内外招聘的方式,不拘一格选用人才。 上海移动将通过充分开发员工潜能和帮助员工职业发展回报员工对公司的忠诚。 上海移动将与敬业、创新且自我激励的员工共享未来;员工的绩效是利益分配的基本准则。 上海移动将营造一种求实进取、公平公正、坦诚开放、珍视差异、团队协作的组织氛围;在这种氛围中员工将因为他们对公司的敬业和贡献而得到尊重。 上海移动将紧跟经营管理和科学技术发展的步伐,提升和加强公司的市场竞争力,以公司的可持续发展作为实现对员工承诺的坚实基础。 企业文化纲领
企业使命 创无限通信世界,做信息社会栋梁 奋斗目标 建首强之网,创优质服务,向世界一流通信企业迈进。文化品格 ◇和而不同的文化品性 ◇绩效导向的文化基调 ◇诚信谦和的企业形象 核心价值观 ◇客户至上——价值创造的源泉 ◇以人为本——共同发展的基础 ◇创新求实——追求卓越的动力 ◇团队合作——凝聚力量的关键 企业发展之道 ◇市场竞争是企业活力之源 ◇管理以事实为前提,领导以价值观为基础 ◇精细塑造执行力,执行创造竞争力 ◇系统应用三项管理,实现资源优化配置 ◇制度和流程是千锤百炼的最佳实践 ◇员工成长是企业发展规划的重要内容 员工成长之道 ◇领导力是管理人员的核心能力 ◇专业化水准是员工成长的基础 ◇责任意识是员工自我激励的心灵契约 ◇忧患意识是对环境高度敏感的进取精神 ◇只争朝夕是崇尚实干的务实精神 ◇换位思考是自觉协同的大局意识 ◇遵守规则是员工走向职业化的基本标志
2014年中国钨精矿行业现状研究分析与市场前景预测报告 报告编号:1A0A0A3
行业市场研究属于企业战略研究范畴,作为当前应用最为广泛的咨询服务,其研究成果以报告形式呈现,通常包含以下内容: 一份专业的行业研究报告,注重指导企业或投资者了解该行业整体发展态势及经济运行状况,旨在为企业或投资者提供方向性的思路和参考。 一份有价值的行业研究报告,可以完成对行业系统、完整的调研分析工作,使决策者在阅读完行业研究报告后,能够清楚地了解该行业市场现状和发展前景趋势,确保了决策方向的正确性和科学性。 中国产业调研网https://www.doczj.com/doc/3013521662.html,基于多年来对客户需求的深入了解,全面系统地研究了该行业市场现状及发展前景,注重信息的时效性,从而更好地把握市场变化和行业发展趋势。
一、基本信息 报告名称:2014年中国钨精矿行业现状研究分析与市场前景预测报告报告编号:1A0A0A3 ←咨询时,请说明此编号。 优惠价:¥6480 元可开具增值税专用发票 咨询电话: Email: 网上阅读:2014-06/WuJingKuangShiChangDiaoChaBaoGao.html 温馨提示:如需英文、日文等其他语言版本,请与我们联系。 二、内容介绍 从基本面情况看,钨矿是世界稀缺资源,在一些发达国家被作为战略资源而受到严格保护。我国是钨资源大国,也一直在加强包括钨矿在内的稀缺资源的保护工作。总体看,钨矿供应的增长是有限的,而钨由于它的特性得到越来越广泛的应用,需求量不断上升。因此,从趋势看,钨精矿价格应是呈上升趋势的。业内人士分析,就我国目前情况看,钨冶炼能力过快扩张也是拉动需求快速增长的重要因素。 从市场发展趋势来看,考虑到资源的紧缺和需求的不断增长,未来钨精矿价格也不会大幅下跌。 正文目录 第一章2013-2014年全球钨精矿行业发展现状分析 第一节2013-2014年全球钨精矿行业发展概况 一、全球钨精矿资源状况分析 二、金融危机下全球钨精矿行业形势分析 三、全球钨精矿市场现状 第二节2013-2014年全球主要国家钨精矿行业发展状况分析 一、加拿大 二、俄罗斯 三、哈萨克斯坦 第三节2014-2020年全球钨精矿行业发展趋势分析 第二章2014年中国钨精矿行业发展环境分析
附件2 铅锌行业规范条件(征求意见稿) 为推进铅锌行业供给侧结构性改革,促进行业技术进步,推动铅锌行业高质量发展,现制定本规范条件。 本规范条件适用于已建成投产的铅锌矿山及利用铅、锌精矿和含锌二次资源为原料的铅锌冶炼企业,是促进行业技术进步和规范发展的引导性文件,不具有行政审批的前置性和强制性。 一、企业布局 (一)铅锌矿山、冶炼企业必须符合国家及地方产业政策、土地利用总体规划、矿业资源规划、主体功能区规划、环保及节能法律法规和政策、矿业法律法规和政策、安全生产法律法规和政策、行业发展规划等要求。其中,铅锌矿山企业须依法取得采矿许可证和安全生产许可证。采矿权人应按照批准的矿产资源开发利用方案和绿色矿山建设标准、采矿初步设计和安全专篇进行矿山建设和开发,严禁无证开采、乱采滥挖和破坏浪费资源。矿山企业选矿矿石处理能力应不小于矿山开采能力,鼓励企业通过绿色矿山认证。 二、质量、工艺和装备
(二)铅锌采选、冶炼企业应建立实施并保持满足1 GB/T19001要求的质量管理体系,并鼓励通过质量管理体系第三方认证。铅锌精矿必须符合《重金属精矿产品中有害元素的限量规范》(GB20424),铅锭必须符合国家标准 (GB/T469),锌锭必须符合国家标准(GB/T470),其它产品质量须符合国家或行业标准。 (三)铅锌矿山企业,须采用适合矿床开采技术条件的先进采矿方法,优先采用充填采矿法,尽量采用大型先进设备,提高自动化水平。根据矿石种类和成分,采用先进适用的选矿工艺,提高选矿回收率和资源综合利用水平。 (四)铅冶炼企业,粗铅冶炼须采用先进的富氧熔池熔炼-液态高铅渣直接还原或富氧闪速熔炼等一步炼铅工艺,以及其他生产效率高、能耗低、环保达标、资源综合利用效果好的先进炼铅工艺,并需配套双转双吸或其他先进制酸工艺,必要时制酸尾气需配套脱硫设施。鼓励采用具有自主知识产权的先进铅冶炼技术。鼓励矿铅冶炼企业利用富氧熔池熔炼炉、富氧闪速熔炼炉等先进装备处理铅膏、冶炼废渣等含铅二次资源。禁止采用鼓风炉等落后工艺。 (五)锌冶炼企业,硫化锌精矿焙烧必须采用硫利用率高、尾气达标的流态化焙烧工艺,单台流态化焙烧炉炉床面积须达到100平方米及以上,配套建设烟气双转双吸或其他先进制酸工艺,必要时制酸尾气需配套脱硫设施。锌湿法冶炼工