
首页 | 新闻 | 技术 | 视频 | 博客 | 在线研讨会 | 论坛 | 活 动 | OEM 搜索 | 电子通讯 加入收藏 | 使用帮助 您的位置: designnews 技术论坛 → 工程软件与硬件 → PLM 与PDM Total 6回帖, Page 1/1 UG/POST 后处理综述 #1 Bas 可用积 分:676 全部积分: 2317 等级:☆☆☆ ☆ 文简明扼要地介绍了UG/Post 后处理器的基本概念,组成及内容,目的是使广大读者 上对UG/Post 有所了解和认识,文章深入浅出,实用性强,是一篇不可多得的普及力作 一、后处理简述 无论是哪种CAM 软件,其主要用途都是生成在机床上加工零件的刀具轨迹(简称刀轨 来说,不能直接传输CAM 软件内部产生的刀轨到机床上进行加工,因为各种类型的理结构和控制系统方面可能不同,由此而对NC 程序中指令和格式的要求也可能不同
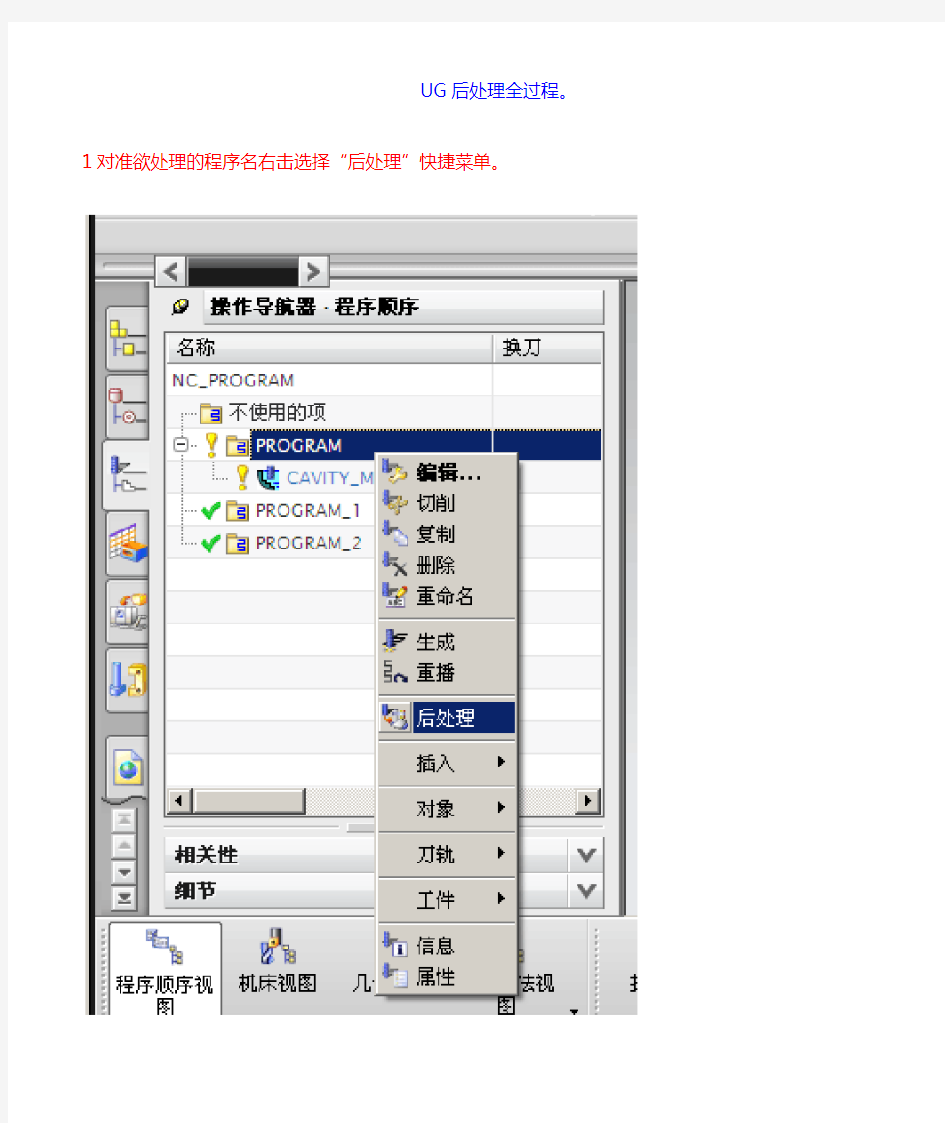
此,刀轨数据必须经过处理以适应每种机床及其控制系统的特定要求。这种处理,在大多数CAM软件中叫做“后处理”。后处理的结果是使刀轨数据变成机床能够识别的刀轨数据,即NC 代码。 可见,后处理必须具备两个要素:刀轨——CAM内部产生的刀轨;后处理器——是一个包 含机床及其控制系统信息的处理程序。 UG系统提供了一般性的后处理器程序——UG/Post,它使用UG内部刀轨数据作为输入,经后处理后输出机床能够识别的NC代码。UG/Post有很强的用户化能力,它能适应从非常简 单到任意复杂的机床及其控制系统的后处理。 二、UG/Post组成结构 提到UG/Post后处理器,不得不简单的介绍一下MOM(Manufacturing Output Manager),即加工输出管理器。MOM是UG提供的一种事件驱动工具,UG/CAM模块的输出均由它来管理,其作用是从存储在UG/CAM内的数据中提取数据来生成输出。UG/Post就是这种工具的一个具体运用。MOM是UG/post后处理器的核心,UG/post使用MOM来启动解释程序,向解释程序提供功能和数据,并加载事件处理器(Event Handler)和定义文件(Definition File)。 除MOM外,UG/post主要由事件生成器、事件处理器、定义文件和输出文件等四个元素组成。一旦启动UG/POST后处理器来处理UG内部刀轨,其工作过程大至如下:事件生成器从头至尾扫描整个UG刀具轨迹数据,提取出每一个事件及其相关参数信息,并把它们传递给MOM去处理;然后,MOM传送每一事件及其相关参数给用户预先开发好的事件处理器,并由事件处理器根据本身的内容来决定对每一事件如何进行处理;接着事件处理器返回数据给MOM作为其输出,MOM读取定义文件的内容来决定输出数据如何进行格式化;最后,MOM 把格式化好的输出数据写入指定的输出文件中。图1描述了这些概念及内容。
機械資料檔產生器MDFA檔(載入參數) 零件檔(Part)刀具路徑(cls)圓形后處理模組 NC檔NC機械完成零件 第二項 GPM在UG之應用 說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔. 第三項GPM在UG外之應用 說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF) -CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示: UG Command Prompt Execcd XDK nit installed on this system. Environment set for Unigraphics User Function without Exceed XD UGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;% n\;C:\EDS130\UGII\;c:\EDS130\UGII\ INCLUDE is ; C:\EDS130\ugopen LIB is CL is -c -nologo-MD C:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.cls GPM位置路徑 MDF檔案名稱 CLS檔案名稱 [注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔. ascmdf filename.mdf由進位碼檔轉成文字檔.mdfa clszclf fulname由.cls檔轉成.clf檔(二進位碼檔) gpm -mdf=file.mdf -clf=name.cls執生后處理 mdfg制作控制器格式檔即.mdfa xlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式) MCD: Machine Confrol Data機器控制資料.
UG 后处理(后面有点UG与VERICUT)要适当的提高自己的英语水平 1.0.0:打开后处理工具卡 1.2.0:进入创建后处理文件页面 1.2.1 创建一个新的后处理文件这里输入文件名(英文)
这一区域是你的输出是否记录选项 此区域左边为机床行程数据右边为机床原点数据 此区域左边为机床精度小数右边为机床快速进给G00速度 其他选项默认就可以了 然后进入下一页面点击这里 这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解 此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除
下面讲解通用的编程设置下面图片是默认的设置 此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶
通过此选项里的代码你可以找到你想要的改好后点击OK既可 安全起见最好加入个Z轴回零命令拉入一个词条框 添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条
而我们需要的是 G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击 Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号 下面编辑你的换刀过程点击中文意 思就是操作开始步骤 在这里你可以加入你需要的道具信息 N号的开关 M8 M9的开关设置 G43H00等 设置下面先讲解 N号的加入
NX UG 后处理制作视频教程 视频内容为NX UG后处理构造器的详细讲解,包括后处理的定制、方法、注意事项等等,一步一步讲解,教程配合UG刀路,实例讲解,通过本套视频教程的学习,完全可以自己定制UG 后处理。 1,UG后处理界面的介绍,主界面的设置以及功能讲解 2,后处理四大模块详解 3,G,M,S,T代码讲解,换刀操作。字的地址,格式,顺序讲解 4,后处理输出的综合讲解。 5,后处理输出注意事项。 6,后处理的批量输出。 7,四输后处理详解.零件加工点到四轴中心点的应用。 8,MCS主坐标,子坐标讲解,三加一定位加工作。 -------------------------------------------------------------------------- 以下为本套视频教程目录: 第01课后处理机床参数.avi 第02课认识后处理的程序和刀轨参数.avi 第03课后处理的列表和输出控制.avi 第04课添加后处理辅助信息.avi 第05课后处理中坐标系的应用.avi 第06课后处理自动添加操作名称和刀具名称.avi 第07课增加G98与G99和圆弧输出方式.avi 第08课添加自己的后处理到NX的模板.avi 第09课建立自己的NC后处理.avi 第10课如何加入自己的后处理.avi 第11课自己设定程序头和程序尾.avi 第12课后处理设置自动换刀.avi 第13课第一把刀运用与设置.avi 第14课钻孔循环后处理.avi 第15课使用螺旋下刀的后处理代码.avi
第16课后处理螺旋下刀-走G01线性下刀.avi 第17课使用TURBO-的后处理.avi 第18课后处理高速设置_增快5倍以上效率.avi 第19课圆弧輸出G02 G03 使用R格式.avi 第20课后处理_加入刀具名称.avi 第21课后处理_ 加入刀具参数.avi 第22课后处理_ 一次列出全部刀具参数.avi 第23课后处理加入加工时间的方法.avi
機械資料檔產生器 MDFA檔 (載入參數) 零件檔(Part) 刀具路徑(cls) 圓形后處理模組 NC檔 NC機械 完成零件 第二項 GPM在UG之應用 說明:此選項用于京明如何在UG骨,以圓形后處理模組GPM(Graphics Postprocessor Module) 產生NC檔,當選取UG下拉式功能表工具箱CCLSF管理員時,系統將顯示CLSF管理員對話框,點選其對話框中之后處理程式產生器,則系統將出現NC扣處理產生器對話框關于其祥細說明,請參考本書Part-3第三節).系統可以此對話框之設定產生一名稱為"*.ptp"之NC檔,及名稱為“*.ltp"之列示檔. 第三項GPM在UG外之應用 說明: 此選項用于說明如何在UG外部,以圓形后處理模組GPM(Graphics Postprocessor Module)產生NC檔,當欲以外部程式執行圓形后處理模組GPM 時,在WindowNT系統下,須點選WindowNT中開始>程式>Unigraphics V13.0>UG Command Prompt命令則系統會出現如下圖所示UG Command Prompt命令視穸,執行時只須在其命令視穸中輸入""gpm-MDF=name.MDFA(或.MDF) -CLF=name.cls(.clf或.iso)"即可產生一名稱為"*.ptp"之NC檔,下圓為其執行圓示: UG Command Prompt Execcd XDK nit installed on this system. Environment set for Unigraphics User Function without Exceed XD UGII is C:\EDS130\ugopen; C:\WINNT\system32; C:\WINNT;% n\;C:\EDS130\UGII\;c:\EDS130\UGII\ INCLUDE is ; C:\EDS130\ugopen LIB is CL is -c -nologo-MD C:\>c:eds130\mach\gpm -mdf=name.mdf -clf=name.cls GPM位置路徑 MDF檔案名稱 CLS檔案名稱 [注] 當欲將由機械資料檔產生器(MDFG),所產生之二進位居要津(Binary)MDF 檔,改變為文字檔(ASCII),可在上述之UG Command Prompt命令視穸中,輸入"ascmdf fiename"命令,其檔案各稱可以輸入* 字元,將所有檔案轉為文字檔. ascmdf filename .mdf由進位碼檔轉成文字檔.mdfa clszclf fulname 由.cls檔轉成.clf檔(二進位碼檔) gpm -mdf=file.mdf -clf=name.cls 執生后處理 mdfg 制作控制器格式檔即.mdfa xlafor punch or read a EIA or ISO MCD*file(制作讀取紙帶格式) MCD: Machine Confrol Data機器控制資料.
制作自己的后处理1,开始菜单里打开UG/POST Builder 附件 0.PNG (17.26 KB) 2008-1-14 20:54 1.PNG (130.23 KB) 下面说说UG/POST Builder的界面和一些基本的东西 设定螺旋下刀的方式 增加一个自定义命令,拖到%下一行,如图, 加入以下命令 uplevel #0 { set mom_kin_helical_arc_output_mode LINEAR MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 再在如图位置增加一个自定义命令 输入以下内容 uplevel #0 { set mom_kin_is_turbo_output "TRUE" MOM_reload_kinematics } 完成
加turbo,使后处理速度快5~6倍 这个命令可以使后处理速度快5~6倍,一个字“快” 加入这个命令后,如果不想自动开油的话要修改下面三个地方,只有加了turbo的才改这三个地方 以下内容需要回复才能看到 自己的自定义设置 如果自己喜欢在每次程式开始时做一次Z轴回零的动作,按以下三个图设置 以下内容需要回复才能看到 2.PNG (16.78 KB) 2008-1-14 21:10 , 阅读权限: 11 3.PNG (19.15 KB) 2008-1-14 21:10 , 阅读权限: 11 自己的自定义设置 有些高速机要在程式开始前加入G05.1Q1,有的又要加其它指令,但不管加什么指令,按以下方法都可以搞定
以下内容需要回复才能看到 在程式尾加入G05.1Q0G49,和程式头的方法一样。 把M02改为M30,点击M02进行修改,方法如图 以下内容需要回复才能看到 在程式头或程式尾加一些强制性输出的指令也可以用以下方法搞定,以加入G05.1Q1为例 增加一个自定义命令,在里面添加如下命令 MOM_output_literal "G05.1Q1" 如果要多加几行指令,只需换行重复以上的动作,只是G05.1Q1要换成其它的指令罢了 以下内容需要回复才能看到 加入刀具信息 在弹出的对话框中输入如下指令 global mom_tool_diameter global mom_tool_corner1_radius global mom_tool_name MOM_output_literal "( $mom_tool_name D=[format "%.2f" $mom_tool_diameter] R=[format "%.2f" $mom_tool_corner1_radius] )" 注意,D和R都可以改成你方便识别的文字,也可以改成汉字,不过要你的机床能识别汉字,%.2f是输出刀具信息的精度,这个意思是小数点后面2位数,2可以改成其它数字,其它地方就不要改了。 以下内容需要回复才能看到 程式尾的做法_加入加工时间 和程式头的做法一样,这里就不详细说明了 这里就说一下加入加工时间 在自定义命令里输入如下指令 global mom_machine_time MOM_output_literal "(TIME: [ format "%.2f" $mom_machine_time] MIN)" 以下内容需要回复才能看到 G02G03走R的方法 如图:victory: 以下内容需要回复才能看到
UG后处理批处理教程. 1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON 2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}" 3:找到 proc mom_start_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 4:继续找到 proc mom_end_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if{$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 5:保存UGPOST_BASE.TCL文件! 6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了! 其实想让你的后处理摇身一变,成为批处理,也不是什么难事,我有个方法,大家可以试试,不过记得回贴,不然我会鄙视你有。。。。。 1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON 2:打开你的UG安装目录下NX3.0\MACH\RESOURCE\postprocessor\下的UGPOST_BASE.TCL文件找到 set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}${output_extn}"改成 set grp_ptp_name "${group_name_lowercase}${output_extn}" 3:找到 proc mom_start_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 4:继续找到 proc mom_end_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 5:保存UGPOST_BASE.TCL文件 6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就OK了!
如何添加UG后处理教程 经常有人问如何添加后处理到星空,其实星空是读取UG本身后处理的,你只要把后处理正常添加到UG里面,星空也就有了,添加成功之后,会如下图显示: 点击UG后处理命令,弹出后处理对话框。
为了能看到文件的全名称,我们先做一个系统设置,打开文件的扩展名,以WIN7系统为例,
如果你的系统不一样的可以自行百度。 进入正题,今天就完全抛开外挂给大家讲后处理添加的整个过程和原理。 其实控制后处理的默认是这个配置文件:D:\Program Files\Siemens\NX 8.5\MACH\resource\postprocessor\template_post.dat 这是我电脑的UG安装路径, 以下提到的此路径请自行对应自己电脑上的安装位置,请注意这个默认的路径也可能被改变,请按下面方法检查。 检查是否有外挂设置环境变量更改了UG本身的后处理路径, 打开电脑环境变量(不会的可以百度),检查是否存在“UGII_CAM_POST_DIR” 用户变量和系统变量都要检查。
比如我的电脑设置了上面的环境变量,那么我的后处理配置文件就在 D:\QuickCAM\Postprocessor\template_post.dat , 如果删除此环境变量,那么就会重新默认UG 自身的目录,D:\Program Files\Siemens\NX 8.5\MACH\resource\postprocessor\template_post.dat 通过以上检查我们就确定了我们使用的是哪个后处理配置文template_post.dat 接下来我们用记事本打开此文件
UG后处理变量 global mom_seqnum global mom_part_name global mom_logname global mom_date global mom_spindle_speed global mom_output_file_basename MOM_set_seq_off set mom_seqnum 100 # MOM_output_literal "(######## TASK : $mom_part_name ############)" # MOM_output_literal "(# Created By : $mom_logname)" # MOM_output_literal "(# Creation Date: $mom_date)" # MOM_output_literal "(############################################)" # MOM_suppress always N MOM_output_literal "G28 G91 Z0.0" MOM_output_literal "M30" MOM_output_literal "%" MOM_output_literal "(Date: $mom_date)" # MOM_suppress off N MOM_output_literal "(name: $mom_output_file_basename.nc )" MOM_output_literal "($mom_part_name)" # MOM_output_literal "O$mom_output_file_basename" # MOM_set_seq_on global max_z min_z set zmax [string trimright [format %.4f $max_z] 0] set zmin [string trimright [format %.4f $min_z] 0] MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)" global mom_machine_time MOM_output_literal "(Total Machine Time:[format "%.2f" $mom_machine_time min])" Tool_Name:$mom_tool_name Tool_No:$mom_tool_number $mom_operation_type global max_z min_z set zmax [string trimright [format %.4f $max_z] 0] set zmin [string trimright [format %.4f $min_z] 0] MOM_output_literal "(MAXZ = $zmax , MINZ = $zmin)" global mom_machine_time MOM_output_literal "(Total Machine Time:[format "%.2f" $mom_machine_time min
1.0.0:打开后处理工具卡 1.2.0:进入创建后处理文件页面 1.2.1 创建一个新的后处理文件这里输入文件名(英文)
这一区域是你的输出是否记录选项 此区域左边为机床行程数据右边为机床原点数据 此区域左边为机床精度小数右边为机床快速进给G00速度 其他选项默认就可以了 然后进入下一页面点击这里 这一选项进行修改你的程序头程序尾中间换刀程序衔接道具号道具属性显示的添加进行讲解 此选项为程序头选项此选项为增加程序条命令点击它可以拖入程序条就像这样这里的垃圾桶通样你不想要的此条可以删除
下面讲解通用的编程设置下面图片是默认的设置 此选项为N码关闭此选项为N码开启一般都是把这条此选项需要更改改成你需要的G40 G49 G80 G90既可单击这条词条就可修改进入下一画面把不需要的拖入垃圾桶
通过此选项里的代码你可以找到你想要的改好后点击OK既可 安全起见最好加入个Z轴回零命令拉入一个词条框 添加一个新的词条框如果你想把词条框放在哪个词条框的周围只要看好词条对应放置位置变白既可松掉鼠标下面进入新词条选项里点击这里可以加入你要的词条
而我们需要的是G00 G91 G28 Z0 命令可以用文本形式输入就是这里选择第二个选项“TEXT”文本点击Add word 拉入这个区域同样变白放置输入你要的文本G00 G91 G28 ZO 点击OK 既可程序头设定完成就是这个效果看下图如果需要加入O号 下面编辑你的换刀过程点击中文意 思就是操作开始步骤 在这里你可以加入你需要的道具信息N号的开关M8 M9的开关设置G43H00 等设置下面先讲解N号的加入
0 引言 UG作为一种优秀的CAD/CAM软件,他几乎可以覆盖从设计到加工的方方面面。利用UG NX CAM加工模块产生刀轨。但是不能直接将这种未修改过的刀轨文件传送给机床进行切削工件,因为机床的类型很多,每种类型的机床都有其独特的硬件性能和要求,比如他可以有垂直或是水平的主轴,可以几轴联动等。此外,每种机床又受其控制器(controller)的控制。控制器接受刀轨文件并指挥刀具的运动或其他的行为(比如冷却液的开关)。但控制器也无法接受这种未经格式化过的刀轨文件,因此,刀轨文件必须被修改成适合于不同机床/控制器的特定参数,这种修改就是所谓的后处理。 近年来,五轴加工已开始应用到精密机械加工领域,工件一次装夹就可完成五面体的加工。如配置上五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。但五轴机床后置处理因机床具体结构、刀位文件不同。后置处理所得出的数控程序也不尽相同。因为五轴加工的后处理非常关键,本人结合自己的实际工作经验,着重谈谈五轴加工中心后处理的制作过程。 1 UG后处理开发方法 UG/Post Execute和UG/Post Builder共同组成了UG加工模块的后置处理。UG的加工后置处理模块使用户可方便地建立自己的加工后置处理程序。后处理 最基本的2个要素就是刀轨数据(Tool Path Data)和后处理器(A Postprocessor)。 利用UG/Post Execute后置处理器进行后处理,有2种方法:①利用 MOM(Manufacturing Output Manager),②利用GPM(Graphics Postprocessor Module)。 MOM的工作过程如下: 刀轨源文件→Postprocessor→NC机床 MOM后处理是将UG的刀轨作为输入,他需要2个文件,一个是Event Handler,扩展名为.tcl,包含一系列指令用来处理不同的事件类型;另一个是Definition File,扩展名为.def,包含一系列机床、刀具的静态信息。这2个文件可以利用UG自带的工具POST BUILDER来生成。当这2个文件生成后,要将他加入template_post.dat文件里才能使用,其格式如下: fanuc,${UGII_CAM_POST_DIR}fanuc.tcl,${UGII_CAM_POST_DIR}fanuc.def ?GPM的工作过程如下: 刀轨源文件→CLSF→GPM POST→NC机床
国家职业资格全国统一鉴定 数控铣床论文 (国家职业资格二级) 论文题目:KND(凯恩帝)100-M数控铣床系统UG后处理文件制作 姓名:王裕栋 身份证号: 准考证号: 所在省市:广东省广州市 所在单位:
KND(凯恩帝)100-M数控铣床系统UG后处 理文件制作 王裕栋 摘要:本文针对XK5328(凯恩帝100-M系统)立式三轴联动数控铣床,介绍了运用UG软件中的后处理开发工具--后处理构造器(UG PostBuilder)定制此机床的专用后处理程序的一般步骤和方法。 关键词:KND(凯恩帝)100-M;NX/后处理构造器;后置处理 一、前言 数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。数控机床是按照事先编制好的加工程序,自动地对被加工零件进行加工,而现今的程序一般都由两种方法得到:一是手动编程,二是利用CAM软件自动编程,而CAM软件所编写出来的数控程序是否能与厂方机床、工作环境、人员素质等因素匹配,关键就在于后处理文件是否是最优化的。 二、问题的出现 二零零六年毕业后,我留校在实习工厂,做了一名数控铣床实习老师,刚一接手,自己就觉得压力很大,首先是我们的学生在实习操作中,经常会有机床、刀具、夹具的损坏,第二个对程序的运行时间估计不足,造成有的零件全班加工下来,很紧张,但有的却很早就可以完成实习任务,为了减轻实习工厂设备的损坏和合理安排实习任务,我决定研究一下以上问题的所在。 三、故障检查与分析排除 上班一两个星期后,我发现很多的撞刀事件都是由于学生在实习当过程中,使用了某个固定循环或模态指令后,程序加工过程当中,由于某种原因,没有再往下加工,但从新加工后呢,一开始又不会去取消上一次的固定固定循环或模态指令,所以就会出现加工出现不可
KND(凯恩帝)100-M数控铣床系统UG后处 理文件制作 王裕栋 摘要:本文针对XK5328(凯恩帝100-M系统)立式三轴联动数控铣床,介绍了运用UG软件中的后处理开发工具--后处理构造器(UG PostBuilder)定制此机床的专用后处理程序的一般步骤和方法。 关键词:KND(凯恩帝)100-M;NX/后处理构造器;后置处理 一、前言 数控技术也叫计算机数控技术(CNC,Computerized Numerical Control),目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。数控机床是按照事先编制好的加工程序,自动地对被加工零件进行加工,而现今的程序一般都由两种方法得到:一是手动编程,二是利用CAM软件自动编程,而CAM软件所编写出来的数控程序是否能与厂方机床、工作环境、人员素质等因素匹配,关键就在于后处理文件是否是最优化的。 二、问题的出现 二零零六年毕业后,我留校在实习工厂,做了一名数控铣床实习老师,刚一接手,自己就觉得压力很大,首先是我们的学生在实习操作中,经常会有机床、刀具、夹具的损坏,第二个对程序的运行时间估计不足,造成有的零件全班加工下来,很紧张,但有的却很早就可以完成实习任务,为了减轻实习工厂设备的损坏和合理安排实习任务,我决定研究一下以上问题的所在。 三、故障检查与分析排除
上班一两个星期后,我发现很多的撞刀事件都是由于学生在实习当过程中,使用了某个固定循环或模态指令后,程序加工过程当中,由于某种原因,没有再往下加工,但从新加工后呢,一开始又不会去取消上一次的固定固定循环或模态指令,所以就会出现加工出现不可靠因素,另一个问题就是,如果使用UG自带的后处理文件的话,都是有自动换刀功能,而我们实习工厂的XK5328是用手动换刀的,所以一般出来的NC文件都要手工去修改,有时候经常会改错或改漏的地方,造成程序的问题,第三个就是加工的时候没有一个刀具列表和所用时间的大体估计,这样就会造成加工的时候手忙脚乱的去找刀具和刀柄等工具,也不好合理的安排实习时间,第四就是当在UG里设置了螺旋下时,由于XK5328是两轴半的机床,所以在得到NC代码后,在机床里运行里,会出现报错,以上几大问题,其主要的原因就是我们没有XK5328的UG后处理文件,只要有了这个文件,那么以上的问题都可以解决,但要得到这个文件,一般由这样两种途径:一是由机床厂商提供或由软件厂商提供。但由于种种原因,很多企业在购买机床或软件时,往往忽略了后置处理文件的购买。单独购买后置处理文件,价格又比较昂贵,二是由专业技术人员根据机床的结构特点和数控系统的控制原理,进行后处理文件的定制开发,UG软件的后处理构造器(UG Post Builder)模块,对数控机床的运动方式进行定义,通过对CAD/CAM软件提供的机床标准控制系统进行修改,得到我们需要的后置处理程序。以下就是我通过UG Post Builder来定制与我们实习工厂实际情况相适应的PUI文件。 四、问题的解决方法与步骤。 1、后处理构造器(Post Builder)介绍 NX/后处理构造器是UG软件提供的一个非常方便的创建和修改 后处理工具(如图1所示),用户可以通过NX/后处理构造器图形界面的交互方式来灵活定义建立NC程序的格式和输出内容,以及程序头尾、换刀、循环等每一个时间的处理方式。
UG为加工中心配置后处理文件 2008-06-01 20:32:56 作者:来源:互联网浏览次数:2492 文字大小:【大】【中】【小】 这是一篇针对性很强的文章,文中简明介绍了在UG 软件中配置针对HAAS 加工中心数控系『::好就好::模具网』统的后处理文件的全过程。读者可举一反三地将其应用于其他的数控系统中。笔者单位引进了HAAS 加工中... 这是一篇针对性很强的文章,文中简明介绍了在UG软件中配置针对HAAS 加工中心数控系 『::好就好::模具网』 统的后处理文件的全过程。读者可举一反三地将其应用于其他的数控系统中。 笔者单位引进了HAAS 加工中心和三维CAD/CAM/CAE 软件,UG。对于复杂零件( 特别是 模具) ,手工编程难以满足生产需要,而UG软件具有CAD/CAM 一体化的优势,可以编制 各种复杂的加工程序。然而,UG是一种通用的软件,针对不同的数控机床需开发其后处理 文件。因此,为UG配HAAS 加工中心后处理用的机床信息文件MDFA(Machine Date File ASC Ⅱ) 就成为当务之急。 一、UG的CAD/CAM 过程 UG的CAD/CAM 过程首先利用Modeling 造型模块对零件进行造型;再用Manufactu ring 加工模块生成APT 语言格式的刀位原文件(Cutter LocationSource File) ,即CLSF 文件 ,它包括刀具坐标数据和后处理语句;最后由UG的GPM(Graphics Postprocessor Module) 模块读取CLSF 文件和机床数据MDFA 文件,依照MDFA 文件的格式生成一个机床直接可执行 的PTP 文件,该文件就是机床数控G 代码文件,送入机床数控系统即可执行零件加工。 二、UG的刀位原文件(CLSF) 介绍
应用UG后处理构造器定制 海德汉iTNC530五轴加工中心后置程序 陆建军 (江苏省盐城技师学院数控技术系江苏盐城 224002) 【摘要】本文针对德西数控MCV850-5(海德汉iTNC530系统)双转台式五轴联动加工中心机床,介绍了运用UG软件中的后处理开发工具--后处理构造器(UG PostBuilder)定制五轴机床专用后处理一般步骤和方法。 【关键词】多轴加工;NX/后处理构造器;后置处理 近几年,随着数控技术的迅猛发展,特别是一些高、精、尖产品加工技术的需求,使五轴联动数控机床技术应用越来越普遍,对五轴机床人才需求量也在迅速增加。为了紧跟社会与时代对人才培养的要求,盐城技师学院与南京德西数控新技术有限公司共同研发了德西数控MCV850-5双摆台式五轴联动加工中心机床。五轴联动机床的编程离不开CAD/CAM软件的应用,CAD/CAM软件要能产生适合机床加工的程序,后置处理程序是个关键。下面以德西数控MCV850-5机床为例说明五轴后置处理程序的定制过程。 一、德西数控V850-5 post定制的过程 后置处理文件的获得一般由这样两种途径:一是由机床厂商提供或由软件厂商提供。但由于种种原因,很多企业在购买机床或软件时,往往忽略了后置处理文件的购买。单独购买后置处理文件,价格又比较昂贵,基于这样一些原因,部分企业在购买了机床后不能及时得到应用,甚至于造成设备的闲置。二是由专业技术人员根据机床的结构特点和数控系统的控制原理,进行后处理文件的定制开发。定制的一般方法是利用CAD/CAM软件的通用后置处理模块,如:UG软件的后处理构造器(UG Post Builder)模块,powermill软件的PM POST 模块,cimatronE软件的IMSpost模块等,对数控机床的运动方式进行定义,通过对CAD/CAM 软件提供的机床标准控制系统进行修改,得到我们需要的后置处理程序。 1、后处理构造器(Post Builder)介绍 NX/后处理构造器是UG软件提供的一个非常方便的创建和修改后处理工具(如图1所示),用户可以通过NX/后处理构造器图形界面的交互方式来灵活定义建立NC程序的格式和输出内容,以及程序头尾、换刀、循环等每一个时间的处理方式。 图1 后处理构造器
UG批量后处理带程式单的修改方法UG批量后处理带程式单的修改方法(申请加精) 有些朋友用起来有点不习惯,如程式头有一些输出的资料不需要,有些又要加一些指令进去,这里我来说说我自己需要的程式头的修改方法,希望对初学者有点帮助. 先看看,右图是最初这个后处理处理出来的效果,我自己用的在左图,我以下的做法就是把右边的头部改为左边的样子。 Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency
Highway 1/2. Rail transportation and land use there ... Big. Urban rail transit as a low-pollution urban public transport has become a major positive development and construction of the city's main transport infrastructure through the construction of urban rail transit will help curb rapid growth in traffic demand and help reduce the core frequency
三维网:为中国机械制造行业提供全方位的信息资讯! FTP搜索 | 下载论坛附件流量兑换 | 在线充值 | QQ客服1| QQ客服2 | 繁體中文 791744496我的帖子短消息论坛任务个人中心退出 ? ?论坛 ?站内搜索 ?论坛设施 ?FTP服务中心 ?百宝箱 ?导航 ?帮助 ?默认风格 ?三维蓝 ?蓝 ?newyear 三维网技术论坛?『Siemens NX 技术交流区』 ?『NX CAM区』 ? UG后处理批处理教程--问题UG、Pro/E最新全套视频教程(34DVD) 返回列表下一主题????上一主题回复发帖 [讨论] UG后处理批处理教程--问题 zzlok 三维学徒1# 打印 字体大小: t T 发表于 2010-3-14 18:35 |新手如何挣论坛积分,提高权限 | 只看该作者[讨论] UG后处理批处理教程--问题 本帖最后由 zzlok 于 2010-3-14 18:36 编辑
帖子 86 积分 99 流量 1502 K 注册时间 2009- 10-28 UG后处理批处理教程 三维|cad|机械|汽车|技术|ca a|p o/e|u g|n v en or|so d e d g e|so d w ork s|ca x a4]#K c-?-N^ 1:先打开你的后处理*.TCL文件找到SET MOM_SYS_GROUP_OUTPUT 设为ON 2:打开你的UG安装目录下 NX3.0\MACH\RESOURCE\postprocessor\下的 UGPOST_BASE.TCL文件找到set grp_ptp_name "${mom_output_file_basename}_${group_name_lowercase}$ {output_extn}"改成set grp_ptp_name "${group_name_lowercase}${output_extn}" w w w3d p o rt a cn/@"X J7F&]4N-G&g^) 三维网技术论坛19x71]$b2P$m% U"y L 3:找到 proc mom_start_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if {$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 三维cad机械技术汽车c at a p o/e u g n v en o so d e d g e so d w ork s c axa时空镇江2W5A7E9b%Q 4:继续找到 proc mom_end_of_group下面的 if {$mom_sys_ptp_output == "ON"} {MOM_open_output_file $ptp_file_name 改成 if{$mom_sys_ptp_output == "ON"} {MOM_remove_file $ptp_file_name 三维网技术论坛/z$`%[}&n6G X#V/| 5:保存 UGPOST_BASE.TCL文件! 三维网技术论坛k!7A4D2?(`9^- y)F-@ 6 进入UG加工模块,点最上面的NC PROGRAM组上面进行后处理就 OK了! w w w.3d p or a c n#y;O w:v7O+U2o;z"L-c 这个教程我按照方法修改好几次了可是总是出现这一个问题 ------所以我还不知道这个教程具体是做什么的为什么我按照方法修改这么会 出现错误时怎么回事啊! 谢谢大家 3.jpg (26.83 KB)