万方数据
万方数据
环境科学28卷
反应体系同上,反应条件为:95℃预变性10IIlin,93℃1lIlin,50℃退火1IIlin,72℃延伸1.5lllin,共25个循环,最后在72℃下延伸5Illin.序列分析方法同1.4.
1.616srDNA克隆文库的建立及其序列分析16srDNA克隆文库的构建方法参照文献[8].16srDNA扩增产物纯化后插入pGEM。.TEasy载体并转化人大肠杆菌(蹦e庇^记∞列JMl09.在LB培养基平板培养转化物后,挑选白色菌落进行菌落PCR—DGGE(16srDNAv3),选取不同位置条带对应的菌落富集培养,SDs碱裂解法口1提取质粒,序列分析同1.4.
1.7系统树的建立
所有序列的相似性比对通过BLAsT检索进行.系统树的建立应用CLUsTAL_X(Version1.81)软件包n们和MEGA(Version2.1)软件n1|,参照neighbor-joining法进行.
1.8玉米秸秆接种实验
采用中国农业大学科技园区收获籽粒后风干的玉米秸秆,粉碎成l一2cm长,加纯水至含水量为70%(质量浓度),用MRS.s培养液培养24h的乳酸菌复合菌系sFC一2按l×106CFu/g(湿重)喷洒,均匀搅拌,装满100mL的螺口瓶密封,30℃培养.以加等量无菌培养基的处理为对照,各15次重复,分别于发酵开始后第2,7,10,15,30d各取3次重复测定以下项目.
取发酵料0.5g置于4.5mL无菌水中,振荡后静置20IIlin,取汁液测定pH和乳酸菌.取发酵料1g,加2mL纯水,充分振荡静置后挤汁液过0.22弘m滤膜,测定乳酸,方法同1.2.经60℃、48h烘干后粉碎,过40目筛,可溶性糖wsC(water_solublecarbohydrates)的测定采用恩酮比色法¨引,粗蛋白的测定用凯氏定氮法,粗纤维的测定用酸碱洗涤法,粗脂肪的测定用索氏提取法,具体方法均按文献[13]所介绍的步骤进行.
1.9核苷酸序列的基因库登录号
本实验所得16SrDNA序列已向GenBank/EMBL/DDBJ登陆,登录号分别为:DQ399350~DQ39935l(分离菌),DQ399353~DQ399354(分离菌),DQ399355~DQ399356(克隆),DQ486144~DQ486148(克隆),DQ515862一DQ515873(DGGE条带).
2结果与分析
2.1sFc.2的筛选
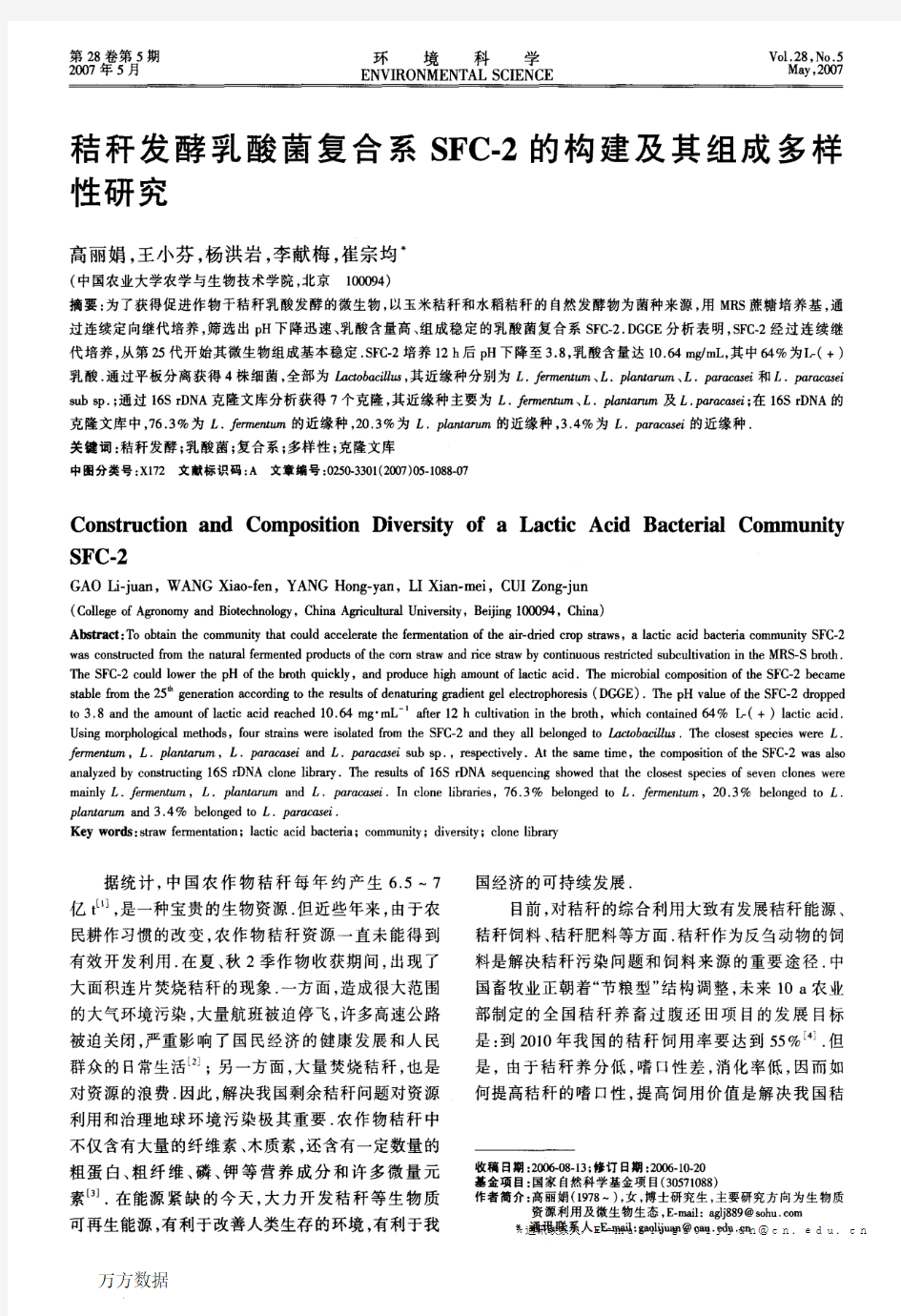
将玉米和水稻干秸秆自然发酵物及两者的混合物分别接种到MRs培养液和MRs.s培养液,进行连续继代培养,在培养过程中保留pH下降迅速,产乳酸量较多且对外界环境变化相对稳定的培养物.从第25代开始,以玉米秸秆和水稻秸秆自然发酵物混合接种于MRS.S的培养物较其他培养物pH下降快,产L.(+)乳酸较多,各代之间pH变化趋势稳定,将该发酵物标记为sFc.2,供以后的实验.对SFC.2菌系筛选过程中第1、5、10、15、20、25和30代的24h培养物进行了16srDNA的PcR—DGGE分析(图1).由图1可见,培养的第l代(1ine)主要出现1、2、3和4这4个条带,还有3个较弱的条带分别与条带10、11和12在同一水平位置.到第5代时,条带1和条带3消失,增加了条带5和条带6,但随后又消失.从第10代开始,出现了条带7和条带8,第15代开始又出现了条带9,25代开始DGGE图谱基本稳定,主要条带为8、9、10、11、12,这些条带的近缘种全部为乳酸菌.另外,还存在较弱的条带5和条带7.
1.£.pe眦os泌(99.5);2.£.P如n£dmm(99.3);3.fk眦oeⅡfo胁oM(97.3);4.L.6圮蕊(98.0);5.UncIllturedbaclerium(98.5);6.L.庙瓜min括(100.O);7.unculturedbacterium(96.1);8.£.P。mc邯ei(100.O);9.£.归me眦Hm(97.9);10.£.pkn£口Ⅲm(97.9);11.£.p2nn£nⅢm(100.0);12.L.pZon£oⅢm(100.O)
图1sFC.2筛选过程中各代微生物菌群的PCR.DGGE图谱
Fig.1PCR-DGGEpr06lesofF1,F5,F10,F15,F20,F25and
F30oftheSFC-2duringtheconstnlction
2.2sFc一2复合系的菌种组成多样性
采用MRs—s培养基平板培养,根据菌落形态、革兰氏反应及菌体形态从SFc一2第25代培养物分
离到4株单菌,它们均属于乳酸杆菌(拗D60ci盯础),
万方数据
万方数据
环境科学28卷
2.4sFc.2接种于玉米于秸秆的发酵效果
将sFC.2接种于玉米秸秆发酵,其原材料及未
接种、接种发酵30d后化学成分变化如表3所示.
从表3可以看出,相对于玉米秸秆原材料,发酵30d
后的发酵料其pH均有降低,且增加了乳酸含量,其
中接种发酵料中乳酸含量较未接种的对照增加了
166.00%,粗蛋白含量提高了2.24%,粗纤维含量降
低了6.68%.可见,接种后大大提高了乳酸含量,增
加了饲料的嗜口性,同时使秸秆得到一定的软化,改
善了饲料的发酵品质.
表3玉米秸秆发酵30d前后化学成分分析(基于干物质基础)
Tabk3CheIIlicalcompositionsoftllecorrlstrawbef0Ie
andafter30day8offen∞ntalion(DMb∞i8)
1)表示没有检测到
2.5SFc一2对不同温度及酸碱环境的耐性
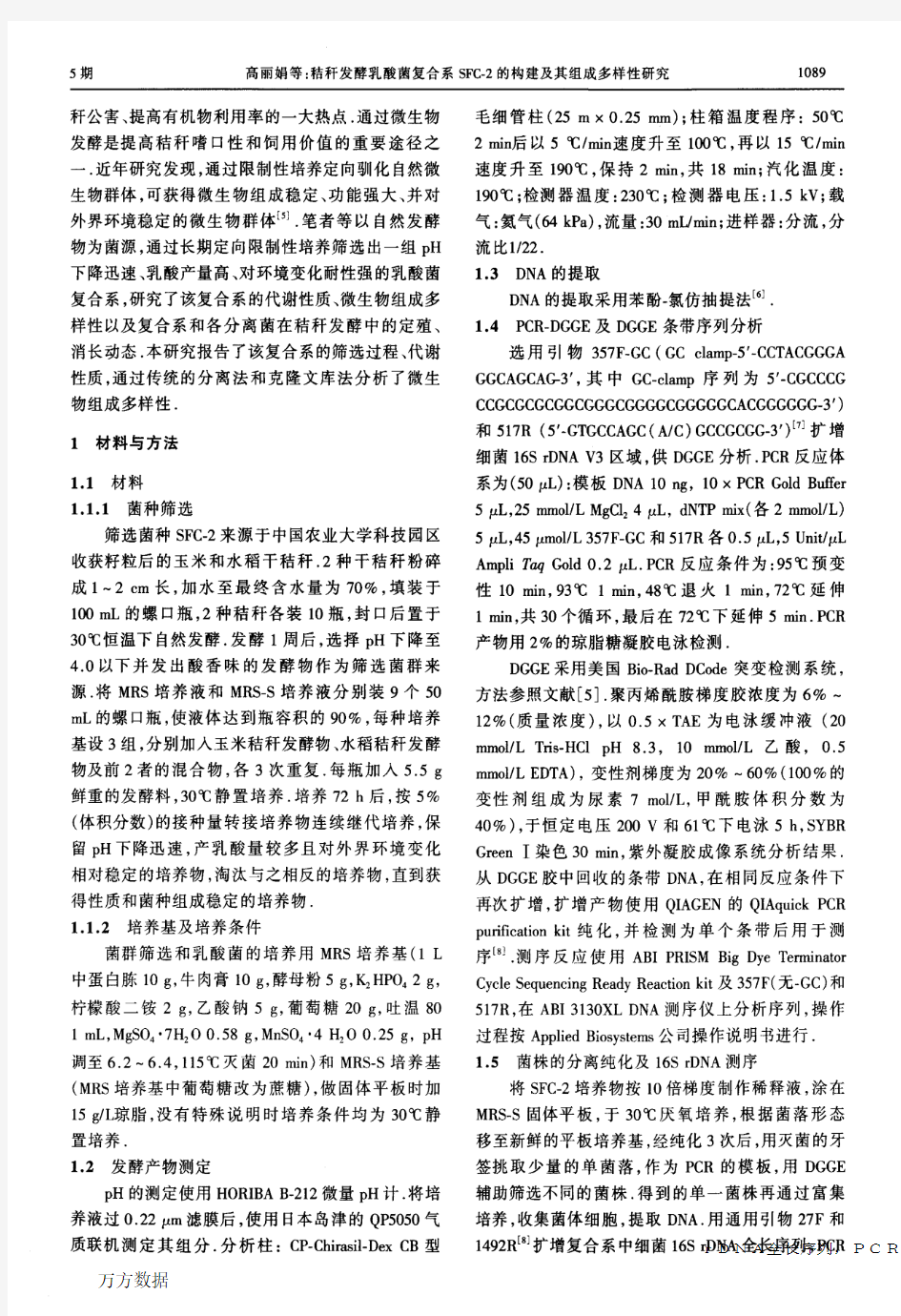
sFc.2能在10—50℃温度范围内生长,其中在30℃时生长最活跃,培养24h时,其D鲫接近3.0,
pH最低,为3.8,15℃和45℃培养时仍保持一定的生长量和低的pH,而10℃和50℃培养时生长缓慢,pH降低不显著,如图2(a)(b).SFc.2在pH3.0~8.o
范围内24h的生长量D鲫均超过1.5,而在pH9.0时生长较慢,D。只有0.25左右,如图2(c).
2.6sFc.2的组成及保存稳定性
用MRs.s培养液30℃静止培养,每24h转接1次,连续继代6次,复合系仍保持旺盛的生长活力,可在12h内pH降至3.8不变,并保持较高的产乳酸和乙酸的能力.用PcR—DGGE检测了其连续继代
6代的菌种组成(图3),结果其组成稳定,没有大的变化,其主要组成菌仍为£.pfomomm、£.屉胱n£um和£.pnrocⅡs反.对菌种的保存用玉米粉和水稻秸秆粉为载体,制备了sFc.2菌制剂,并用晾干、风干、减压干和冷冻干燥的方法检验了菌种保存的稳定性,结果发酵后的乳酸菌制剂,乳酸含量可达118g/kg,pH稳定在3.8,且未发现酵母和霉菌的生长.
3讨论
人们不断发现很多生物过程是单株微生物不能图2不同温度下SFC-2第25代在MRs-S培养液中pH(a)和Dm(b)的变化以及在不同pH下Dm的变化(c)Fig.2Ch蚰g∞ofpH(a)蚰dD鲫(b)of砣5oftllesFC一2
inMRs-Sbmthunderdifferemtemperature,粕dch町lgesof
D600underdifferempH(c)
条带1,2:五.pk砌m玎1.条带3:工.细眦Ⅱm.条带4:L.pnrⅡc珊西图3sFc.2复合系F∞到F35在MRs.s培养液中培养24h
茁系组成的嗽-DGGE图谱
Fig3PCR-DGGEpr06les0fSFc一2coI衄ullityfmmF30toF35
蚯er24hcuhivationinMRS-S
bmtIl
万方数据
万方数据
万方数据
活性乳酸菌加工工艺 摘要:活性乳酸菌乳饮料是近年发展起来的兼营养、保健功能为一体的新型乳饮料,产品中含有大量的活性乳酸菌,具有助消化和调整胃肠功能等功效。简述活性乳酸菌加工工艺和操作要点。 关键词:活性乳酸菌;乳饮料; Active Lactobacillus Processing Abstract:In recent years, the active lactobacillus fungus milk beverage is a developing new king beverage with nutrition and health care as an organic whole function,the products contain a large number of active lactobacillus fungus,and they can adjust intestines and stomach function efficiency.Briefly active lactobacillus processing and key operation Key words:active lactobacillus bacteria;milk drinks 近年,乳酸菌饮料具有可口、健康、方便与时尚的特性成为市场的新宠。乳酸菌饮料在其发源地日本则是处于长盛不衰的状态。强化健康因子是乳酸菌饮料的一大发展方向。为了适应减肥健美的需要。活性乳酸菌饮料是将乳或乳制品以乳酸菌发酵后作为主要原料,配以辅料和水调配而成的饮料。在此基础上可以添加各种营养强化剂,制成各种类型的营养保健饮料。同时它又是有益菌的重要来源,对维持肠道菌群平衡,治疗胃肠功能紊乱有一定疗效。目前,乳酸菌饮料的研究重点主要集中在产品的稳定技术和新产品的开发研制上,研究结果表明,添加稳定剂是提高乳酸菌饮料稳定性的一条有效途径。添加不同种类的营养物质制造出的新型乳酸菌饮料正成为一种发展趋势。 1 活乳酸菌乳饮料的生产方法 活乳酸菌乳饮料的生产方法是以脱脂乳粉、葡萄糖以一定的配方配合,接入乳酸菌培养发酵,发酵完成后不再杀菌,经过均质再与糖浆混合,最后加水调配而成,它是含有大量活乳酸菌的发酵型饮料。因乳酸菌发酵产生的代谢产物具有独特的滋味及抑制有害菌的繁殖,故不需添加任何防腐剂、稳定剂等添加剂,口感天然、纯滑,有益健康。它有别于传统的调酸型乳饮料,调酸型的方法是将砂糖、稳定剂、果汁、香精、防腐剂、有机酸等加入到稀释的牛奶中调配而成的,它不含活的乳酸菌[1]。 2 乳酸菌饮料的加工工艺[2] 工作发酵剂混合杀菌←糖、水、稳定剂 ↓↓ 原料乳→混合→→杀菌→冷却→接种,发酵→凝乳破碎,混合→均质→冷却→稀释→灌装→产品↑ ↑香精、酸味剂 杀菌←水(乳) 3 操作要点 3.1 原料乳酸度要求不超过20°T, 要求不含抗生素, 碱等抑菌物。 3.2灭菌、冷却、高温短时杀菌(90~95℃ 30 min),迅速冷却至43-45℃。 3.3接种、发酵
乳酸菌饮料的生产工艺及关键控制点 1.生产工艺流程 A.发酵乳生产 鲜牛乳→验收→净化→标准化→杀菌→高压均质→冷却→接种发酵→纯酸奶 B.乳酵菌乳饮料生产 糖和稳定剂干粉混合→搅拌溶解→杀菌→加入山梨酸钾和甜味剂→加入酸奶→加入酸味剂→加入香精→高压均质→灌装→(杀菌)→成品 2.关键控制点 关键点①:发酵乳的制作:A.原料奶收购。刚收购鲜奶一般要求在5℃下低温保存,抑制微生物的繁殖,牛奶酸度控制在16-18,细菌总数≤200000个/ mL,芽孢总数≤10 0个/mL,耐热芽孢总数≤50个/ mL,嗜冷菌≤10 个/mL,体细胞数≤500000个/mL,密度(20℃/4℃)1.028~1.032 ,脂肪≥3.0g/100g;蛋白质≥3.0g/100g;乳糖≈4.5g~5.0g/ 100g,抗生素残留≤0.007IU/ml(0.004μg/ml)。B.原料奶热处理。对原料乳的热处理(9 0℃保持10分钟或95℃保持5分钟)主要有两个目的:杀死原料乳的致病菌和有害微生物;使原料乳中的蛋白质适度变性,增加蛋白质的持水能力,增加发酵乳的网状结构,同时还有利于发酵菌的利用。C.菌种选择.对乳酸菌饮料的发酵剂一般选择嗜热链球菌和保加利亚杆菌,通常它的比例为1:1或2:1,杆菌不能占优势,否则酸度太强.D.发酵控制.目前常用菌种最适当生长温度为42-43℃,因此在接种前后奶的温度应控制在42±1℃(在活性乳加入发酵乳的温度应低于20℃)接种温度过低会使菌种的活化时间延长,发酵缓慢而且污染杂菌的机会增加,对发酵不利,接种温度过高不但会抑制菌种的活力而且可能杀死发酵菌影响甚至终止发酵。菌种的接种量应该严格控制,接种量太大则发酵过快,不利发酵乳的风味完全形成和良好组织结构的构建,接种量太小,则发酵周期太长,污染杂菌的几率增加。一般直投式的接种量为10-20U/T,继代式菌种的接种量为2-3%。发酵过程温度和时间控制也是重要因素,在整个发酵过程中,发酵罐(发酵室)的温度都应恒定(42-43℃),温度波动太大会严重影响发酵的进程,使发酵乳的品质变差;发酵的时间也应该严格控制,时间太短,发酵风味不好,结构差;时
3.4菌种的选择[1]由于益生菌发酵乳在一般情况下,口感和风味很差,消费者难以接受。因此,在选择菌种时,常选择保加利亚乳杆菌和嗜热链球菌与益生菌相配合,以改善风味。 3.5均质均质处理可使原料充分混匀,有利于提高乳酸菌的稳定性和稠度,使酸乳质地细腻,口感良好。均质所采用的压力一般为20~25MPa。3.6杀菌杀灭原料乳中的杂菌,确保乳酸菌的正常生长和繁殖,钝化原料乳中对发酵菌有抑制作用的天然抑制物;使牛乳中的乳清蛋白变性,以达到改善组织状态,提高粘稠度和防止成品乳清析出的目的,杀菌条件一般为90~95℃,5min。3.7接种杀菌后的乳应马上降温到45℃左右,以便接种发酵剂。接种量根据菌种活力、发酵方法、生产时间的安排和混合菌种配比而定。加入发酵剂应事先在无菌操作条件下搅拌成均匀细腻的状态,不应有大凝块,以免影响成品质量。3.8发酵[2]单独使用益生菌作为发酵剂时,酸化作用较慢,所以需要采用其他方式抑制杂菌的生长。可以采用的方法有:利用能刺激生长的第五来加快酸化作用;提高发酵剂中的菌数,或者选择能促进彼此生长的益生菌株,这些方法可单独使用,也可联合使用。由于益生菌在牛奶中生长能力较差,为此,我们必需利用二次发酵方法,即开始用益生菌在40℃条件发酵5h,然后再用保加利亚乳杆菌和嗜热链球菌发酵(1:1),使益生菌在乳中成为优势菌群。由于益生菌是一类厌氧菌群,因此发酵时发酵液不要搅动,以免空气混入,影响发酵。后发酵时间在12h以上。3.9调酸酸液必需稀释至浓度为10%左右,然后经杀菌处理(95℃,10min)3.2原料乳的质量要求用于制作发酵剂的乳核生产发酵乳的原料乳必须是高质量的,要求酸度在18?T以下,杂菌数不高于500000cfu/mL,乳中全乳固体不得低于11.5%。 3.3发酵乳生产中的辅料3.3.1脱脂牛乳乳粉用作发酵乳的脱脂乳粉要求质量高、无抗生素和防腐剂。脱脂乳粉可提高干物质含量,改善产品组织结构,促进产酸,一般添加量为1%~1.5%。3.3.2乳化稳定剂稳定剂的添加,有利于保持乳的均匀一致性,其添加量应控制在0.1%~0.5%。 3.3.3配料软化水、乳化稳定剂、蔗糖、蛋白糖等辅料溶化后,必须经杀菌处理(95℃,10min),冷却后才能加入到发酵乳中。冷却温度不能过低,否则影响胶磨和均质质量;也不能过高,否则将杀死菌群,一般选择冷却温度为52℃。 5.常见问题及处理方法5.1不凝不凝的原因可能是发酵剂失灵,原料乳中含有抗生素活生产过程中受杂菌污染。必须每天对发酵剂进行活力测定,活力达不到要求的不得使用。加强原料乳的验收工作,发现乳内混有抗生素,不得用于发酵乳的生产。每天要对生产设备、仪器进行认真消毒。5.2产气发酵乳容易产生气泡,主要原因是发酵剂菌种不纯,混入产气菌,生产设备、管道及原料消毒不彻底,生产中人为污染等原因造成的。必须经常进行正规而严格的纯度实验,检查发酵剂中有无杂菌的污染,加工设备消毒。5.3乳清分离正常的成品发酵乳组织状态应平整光滑,凝固结实,组织细腻。如出现凝块崩坏,乳清分离,则可能是由于停止发酵后的搬运及运输途中的振动,致使凝块破碎而析出乳清。此外,当用母发酵剂制成生产发酵剂后,最好贮存3天再用,时间太短对组织状态也有较大影响。除上述情况外,消毒温度不足65℃,或乳中总干物质含量低于7%,都会造成成品组织状态不佳。乳清析出多因发酵时间太长,温度过高或发酵剂添加过量所造成的。5.4酸度不适酸奶的酸度过低,主要是发酵时间不足或发酵温度不适宜。如不是上述原因请检查发酵剂活力是否符合要求以及发酵剂的添加量是否合理。另外,牛乳中固形物含量不够,有发酵阻碍物质存在,有噬菌体溶化益生菌发酵产酸时也可能影响酸度。必须找出真正的原因,以采取相应的措施。酸度过高,主要是发酵时间过长,发酵后冷却温度过高,以及乳中固形物含量过高。 5.5异味、异臭产生异味可能是制品生产过程中被杂菌污染,并在乳中生长保存或长期老熟。 5.6香味不足制品香味不足,可能是菌种选择不当或使用的混合发酵剂中,发酵温度不适合,发酵时间不够都会使制品风味不足
乳酸菌及其乳酸菌发酵食品 发酵是一种古老、传统的食品储存与加工的方法,凡利用微生物的作用而制得的食品都可以称为发酵食品。发酵食品是人类巧妙地利用有益微生物加工制造的一类食品,具有独特的风味和营养价值,丰富了我们的饮食生活。发酵食品因在食品加工过程中有微生物参与作用,进而可以形成一些特异性风味物质和营养因子,如乳酸菌参与牛乳发酵,产生乙醛、丁二酮、丙酮、3-羟基丁酮、挥发性酸等芳香物质,以及胞外多糖、乳酸菌素、γ-氨基丁酸等营养因子。 乳酸菌是发酵食品最主要的有益微生物之一,人类对于乳酸菌的应用历史非常久远,在远古人类就在酿造食品方面不自觉地利用了乳酸菌。但是,人类能主动地去研究和掌握乳酸菌的生活规律,并加以应用,还是近百年的事。 1 乳酸菌 1.1 乳酸菌的分类 乳酸菌是一类以糖为原料产乳酸为主的细菌的总称,乳酸菌不是分类学上的名词,属于真细菌纲(Eubacteriac)真细菌目(Eabacteriales)中的乳酸细菌科(lactobacillaceae)。在伯杰氏系统细菌分类学上,目前已发现的乳酸菌,至少分布于乳杆菌属(Lactobacillus)、链球菌属(Strptococcus)、明串珠菌属(Leuconostoc),乳球菌属(Lactococcus)等19个属的微生物中。其中,在食品、医药等领域应用较多的乳酸菌主要分布在乳杆菌属、双歧杆菌属、链球菌属、肠球菌属、乳球菌属、片球菌属和明串珠菌属等七个属种。 1.2 乳酸菌的基本特性 乳酸菌是革兰氏阳性,不形成芽孢(个别属除外),不运动或少运动,不耐高温,但耐酸的球菌或杆菌,乳酸菌是一种兼性厌氧菌,适合于在氧含量低或无氧的环境中生长。与其它细菌相比,乳酸菌对营养的要求比较严格,除了要供给适量的水分、充足的碳源、氮源和无机盐类外,还需要加入维生素、氨基酸等生长因子。乳酸菌都能发酵一定的糖类产生乳酸,但分解蛋白质和脂肪能力微弱,过氧化氢酶反应呈阴性,适宜在偏酸的环境中生长,可使培养基pH 值降到5.0以下,产酸及耐酸能力都较强。 1.3 乳酸菌的发酵类型 乳酸菌的发酵根据产物的不同,分为三种类型:同型乳酸发酵、异型乳酸发酵和双歧发酵。同型乳酸发酵是指发酵终产物中90%以上为乳酸的乳酸发酵过程,以乳酸链球菌和多数乳酸杆菌为主。异型乳酸发酵是指发酵终产物中除乳酸外,还有乙醇、二氧化碳等成分的乳酸发酵过程,以明串珠菌属的乳酸菌以及某些乳酸杆菌,如肠膜明串珠菌、短乳杆菌、甘露醇乳杆菌等。双歧发酵是双歧杆菌的产能模式,双歧杆菌是一类特殊的严格厌氧菌,对营养要求较高,它们对葡萄糖的代谢也可归入异型乳酸发酵,但与其他乳酸菌的异型发酵不同。 1.4 乳酸菌的代谢产物 乳酸菌发酵的代谢产物主要有有机酸类、细菌素类、乙醛等芳香物质、胞外多糖、γ-氨基丁酸等。有机酸类主要有乳酸、乙酸,及少量的甲酸、丙酸等,具有抗菌防腐的作用,并带给食品酸性的口感;细菌素又称乳酸菌素,具有固定抗菌谱,对病原菌和腐败菌具有很强的抑制能力;乙醛等芳香物质给乳酸菌发酵食品带来独特的发酵风味;胞外多糖作为生命物质的重要组成部分,广泛参与细胞的各种生命现象及生理过程的调节;γ-氨基丁酸是神经系统中重要的抑制性神经递质,具有改善脑机能,调节情绪抗焦虑,降低血压等方面具有重要作用。
乳酸菌高密度规模发酵工艺优化 随着人们对抗生素滥用的重视,益生菌越来越广泛地应用于饲料、食品和医药行业,乳酸菌作为一种微生物资源因此受到越来越多的关注。乳酸菌高密度规模发酵是为提高菌体的发酵密度而使用的技术手段和特殊的培养装置,使菌体密度相较于普通培养方式能有显著的提高,最终提高菌细胞的产出率的一种扩大培养方式。 在实际生产过程中,乳酸菌菌体密度是乳酸菌发酵产品的重要指标。本试验以嗜酸乳杆菌和乳酸乳球菌为研究对象,筛选适合其增殖的培养基,研究适合乳酸菌的培养条件,优化乳酸菌中试高密度发酵工艺以及冷冻干燥保护剂组成。 本文的研究结果如下:(1)两株乳酸菌的形态学特征乳酸乳球菌在MRS培养基上可以形成明显的白色菌落,直径在1mm左右,圆形边缘整齐,不透明,表面光滑无皱褶。在添加碳酸钙的固体培养基中,菌落周围由于产酸形成透明的水解圈。 显微镜下观察,细菌成球形,不形成链状。嗜酸乳杆菌在MRS培养基上可以形成明显的菌落。 菌落圆形、白色、凸起,表面光滑、边缘较光滑,直径在1mm左右。在添加碳酸钙的固体培养基中,菌落周围形成透明水解圈。 在显微镜下观察,细菌成短杆状。两株乳酸菌通过革兰氏染色均为紫色,是革兰氏阳性菌。 (2)乳酸菌培养条件前期发酵条件优化前期实验室工作通过对两株乳酸菌的条件优化摸索,确定了以乳清粉为中试培养基,并确定乳酸乳球菌的最适培养温度在37℃C左右、初始培养基pH值在6.5、接种量在2%-7%之间,而接种量对最大活菌数的影响并不显著。培养28h可获最多的活菌,最大活菌数为 1.92±0.15
×108CFU/mL;嗜酸乳杆菌的最适培养温度在37℃C左右、初始培养基pH值在 6-6.5、接种量在5%-7%之间。 嗜酸乳杆菌在乳清粉培养基中培养32h可获得最大活菌数为1.53±0.15 × 1 08 CFU/mL。(3)高密度规模化发酵工艺优化随着乳清粉含量的增加,通过离心获得的乳酸菌干重是不断增加的。 当乳清粉含量增加至60%时,细胞干重(DCW/L)增加至13.21 g/L。通过乳清粉的添加,可以显著提高发酵罐中乳酸菌的细胞干重。 而从菌粉获得率计算,当乳清粉含量增加至60%时,嗜酸乳杆菌获得率增加 至23.42%。(4)冷冻干燥保护剂优化通过对离心获得的菌体添加10%的脱脂奶粉和10%的葡萄糖,或添加10%脱脂奶粉和10%海藻糖能够达到较高的复苏率。 通过进一步筛选得到四种具有显著保护性能的保护剂,并通过对乳酸乳球菌冷冻干燥保护剂的四因素三水平正交实验,结果得出这四种因素对于冷冻干燥后复苏率的影响,从大到小的顺序依此是葡萄糖>硫酸锰>脱脂奶粉>海藻糖。这四个因素对于冷冻干燥后的复苏率的影响都是极显著的,是影响该实验结果的主要因子。 通过正交实验,确定了一种冻干保护性较强的冻干保护剂组合,这种冻干保 护剂配比为每公斤菌体添加葡萄糖90g、海藻糖90g、硫酸锰60g、脱脂奶粉30g。冷冻干燥后的菌粉在储藏时应保持低温的环境,本次实验制备的两种菌粉在-20℃C环境下密封保存4周后,存活率仍能超过50%。 (5)乳酸菌耐受实验两株冻干菌粉对于人工消化液均有一定的耐受能力,乳 酸乳球菌在人工胃液中模拟消化3h存活率9.3%。在人工肠液中,经过4h的模拟消化过程,乳酸乳球菌的存活率为8.6%。
乳酸菌饮料的生产工艺及关键控制点 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
乳酸菌饮料的生产工艺及关键控制点 1.生产工艺流程? 2.A.发酵乳生产? 3.鲜牛乳→验收→净化→标准化→杀菌→高压均质→冷却→接种发酵→纯酸奶? 4.B.乳酵菌乳饮料生产? 5.糖和稳定剂干粉混合→搅拌溶解→杀菌→加入山梨酸钾和甜味剂→加入酸奶→加入酸味剂→加入香精→高压均质→灌装→(杀菌)→成品? 6.2.关键控制点? 7.关键点①:发酵乳的制作:A.原料奶收购。刚收购鲜奶一般要求在5℃下低温保存,抑制微生物的繁殖,牛奶酸度控制在16-18,细菌总数≤200000个/ mL,芽孢总数≤100个 /mL,耐热芽孢总数≤50个/ mL,嗜冷菌≤10 个/mL,体细胞数≤500000个/mL,密度(20℃/4℃)1. 028~1.032 ,脂肪≥3.0g/100g;蛋白质≥3.0g/100g;乳糖≈4.5g~ 5.0g/100g,抗生素残留≤0.007IU/ml(0.004μg/ml)。B.原料奶热处 理。对原料乳的热处理(90℃保持10分钟或95℃保持5分钟)主要有两个目的:杀死原料乳的致病菌和有害微生物;使原料乳中的蛋白质适度变性,增加蛋白质的持水能力,增加发酵乳的网状结构,同时还有利于发酵菌的利用。C.菌种选择.对乳酸菌饮料的发酵剂一般选择嗜热链球菌和保加利亚杆菌,通常它的比例为1:1或2:1,杆菌
不能占优势,否则酸度太强.D.发酵控制.目前常用菌种最适当生长温度为42-43℃,因此在接种前后奶的温度应控制在42±1℃(在活性乳加入发酵乳的温度应低于20℃)接种温度过低会使菌种的活化时间延长,发酵缓慢而且污染杂菌的机会增加,对发酵不利,接种温度过高不但会抑制菌种的活力而且可能杀死发酵菌影响甚至终止发酵。 菌种的接种量应该严格控制,接种量太大则发酵过快,不利发酵乳的风味完全形成和良好组织结构的构建,接种量太小,则发酵周期太长,污染杂菌的几率增加。一般直投式的接种量为10-20U/T,继代式菌种的接种量为2-3%。发酵过程温度和时间控制也是重要因素,在整个发酵过程中,发酵罐(发酵室)的温度都应恒定(42-43℃),温度波动太大会严重影响发酵的进程,使发酵乳的品质变差;发酵的时间也应该严格控制,时间太短,发酵风味不好,结构差;时间太长则酸度太高,口感不好。一般要求直投式菌种发酵时间在3.5-6小时,继代式菌种的发酵时间稍短,一般在2.5-4小时,严格控制确保每次发酵乳品质一致性。 关键点②:稳定剂选择及溶解。A.稳定剂的选择。稳定剂是影响乳制品品质的重要因素,由于在酸性环境下,乳制品本身处于不稳定的状态,乳酸菌饮料易出现水析及沉淀,甚至水乳分层现象,因此对稳定剂的稳定效果有更大的依赖性,要求稳定剂有很好的稳定作用。单体胶(果胶、PGA、CMC)单独使用时对乳酸菌饮料稳定作用不是很理想,一般复配使用。B.稳定剂的溶解。由于乳酸菌饮料的稳定剂是以胶体为主,而且一般添加量较大,因此若直接加到水中容易吸水形成胶团,难以溶
工艺流程:淀粉 水解反应 葡萄糖 预处理 液仓 淀粉乳 盐酸(酸化)调配 预热(85℃~90℃) 均质(300~500KPa) 杀菌(100℃,10min) 冷却(50℃左右) 菌种保藏菌种活化菌种扩培接种 发酵(终点pH4.2) 冷却(15℃~20℃) 溶解杀菌混合 氮源、中和剂(碳酸钙)分离
提纯 乳酸成品 保持冷链贮存或销售 4.2.1.2 操作要点说明 (1)预处理 净化可以除去原料中的杂质,使淀粉达到最高的纯净度。 (2)水解 淀粉是葡萄糖以ɑ-1,4-糖苷键连接起来的多聚体,在催化剂存在和适宜温度等条件下,易于水解成葡萄糖、麦芽糖、糊精等单体或低聚物。合理控制水解,尽可能减少副反应发生,则是糖化工艺所要控制的关键。 (3)预热 预热一方面可以杀菌,而且由于适当加热,可以使葡萄糖液化,并完全去除淀粉和多聚糖的存在,增加产品的稳定性。预热温度控制在85℃~90℃。 (4)均质 均质主要是使原料充分混合均匀,阻止分层,提高葡萄糖的稳定性和稠度,并保证单体均匀分布,从而获得质地细腻、口感良好的产品。均质压力控制在300~500KPa。 (5)杀菌 杀菌目的在于杀灭原料中的杂菌确保乳酸杆菌的正常生长和繁殖,钝化原料中的天然抑制物。杀菌温度控制在100℃,保温10min进行杀菌。 (6)冷却 冷却主要是为接种的需要。经过热处理的糖乳需要冷却到一个适宜的接种温度,此温度控制在50℃左右。 (7)接种 接种是造成糖乳受微生物污染的主要环节之一,因此严格注意操作卫生,防止细菌、酵母、霉菌、噬菌体及其他有害微生物的污染。接种时充分搅拌,使发酵菌与原料混合均匀。
(8)发酵 发酵温度控制在50℃左右,从而为微生物代谢提供最适的温度环境,发酵时间24h,且期间不搅拌。 自由逃逸。当残糖降到1g/1时,发酵终点判定:发酵时罐口敞开,让CO 2 就识为发酵已经完成,再测定pH 4.2时即可停止发酵。 (9)冷却 冷却目的是抑制乳酸菌的生长、降低酶的活性、防止产酸过度、使糖液逐渐 析出的速度。将发酵乳迅速降温至15℃~20℃。 凝固、降低和稳定CO 2 (10)混合 将经溶解和杀菌的氮源、中和剂与发酵乳进行混合。 (11)分离提纯 由于乳酸在发酵过程中加入碳酸钙,因此,发酵最终的醪液悬乳酸与碳酸钙形成的乳酸钙,以水和形式存在。根据这一特性,采取相应的过滤介质和方法,即离子交换脱盐转酸方式及其分离提纯工艺。 (12)灌装和冷藏 采用相应灌装机进行灌装后的成品置于0℃~5℃冷藏12h~24h,进行后熟。
乳酸菌发酵及酸奶工艺优化研究 在经济不断发展过程中,人们的生活水平发生了很大的变化,在生活质量方面有了很大的提高。在人们生活水平提高的同时,人们的思维方式也发生了很大的变化,人们在生活中,对酸奶饮品的需求量出现了越来越多的情况。酸奶饮品成为了人们生活中越来越重要的食品,因此,人们对酸奶加工工艺也非常重视,这样能够对酸奶销量中存在的问题进行解决。在酸奶生产中,乳酸菌发酵水平是核心技术,对其进行分析,能够对酸奶工艺进行优化。 标签:乳酸菌;发酵原理;优化 经济水平的不断提高,人们在生活观念上发生了很大的变化,对健康问题越来越重视,同时,对生活品质的追求也在逐渐提高。奶制品在营养成分方面非常好,因此,受到了人们的欢迎,在奶制品中,酸奶因为能够促进消化,同时,在吸收效果方面非常好,受到了很多人的喜爱。在酸奶制作工艺中,要对乳酸菌工艺进行重视,这样能够对酸奶的质量进行保证。 1 乳酸菌的定义及种类 1.1 定义 乳酸菌是一种发酵糖类产生的物质,其主要是一种革兰氏染色阳性细菌,通常,乳酸菌主要分为18个属类,一共有200多种。乳酸菌也会形成在葡萄糖或者乳糖的发酵过程中,这种物质是一种对人体非常有益的益生菌。乳酸菌在很多的产品生产中都进行了使用,这种物质能够对食品的营养价值进行提高,而且,对食品的口味也能进行改变,同时,对食品的附加值也进行了改变。人们对乳酸菌的性能进行重视,因为能够对人体健康情况产生影响。很多实验研究表明,在食品中添加乳酸菌能对胃肠正常菌群进行改善,同时,也能提高食物的消化率,对胆固醇也能进行降低。 乳酸菌能够对肠道内出现的腐败菌生长繁殖进行控制,同时,也能制造很多的营养物质,对机体的营养状态以及生理功能都有很大的影响。乳酸菌的生理功能和机体的生命活动有很大关系,一旦乳酸菌出现停止成长的情况,就会导致人和动物的健康情况受到很大影响。乳酸菌被应用到很多行业生产中,其中,在食品行业中效果最为明显。乳酸菌是一种对人体有益的益生菌,能够和碳水化合物进行融合,最终形成有利于人体肠胃消化的物质,因此,乳酸菌被视为对健康有利的物质,在酸奶生产中得到了广泛的应用。 1.2 种类 乳酸菌的种类非常丰富,有来自于动物源的物质,但是这种菌种在状态方面非常的不稳定,因此,在生物功效方面也极其不稳定,人们在食用这种物质以后经常会出现动物蛋白过敏的情况,同时也会导致排异反应出现。另外一种是植物